ADVANCED CONDITION MONITORING FOR LIME KILNS · KEYWORDS: Condition monitoring, lime kilns,...
12
931 ADVANCED CONDITION MONITORING FOR LIME KILNS Esko Juuso Control Engineering Laboratory, Department of Process and Environmental Engineering P.O.Box 4300, FI-90014 University of Oulu, Finland email: [email protected] Sulo Lahdelma Mechatronics and Machine Diagnostics Laboratory, Department of Mechanical Engineering P.O.Box 4200, FI-90014 University of Oulu, Finland email: [email protected] ABSTRACT Advanced signal processing methods combined with automatic fault detection enable reliable condition monitoring even when long periods of continuous operation are required. Intelligent techniques for combining features have been studied in a lime kiln. Lime kilns are essential parts in the chemical recovery cycle of a pulp mill. These large machines with very slow rotation speeds must run at different production capacities and speeds. Alignment problems of the kiln are severe because of the high weight affecting on the supporting rolls. Problems may lead to serious damage or even fire. A large set of previously collected measurements has been analysed with intelligent models based on new features. The set of data covers surface problems, good conditions after grinding, misalignment after grinding, stronger misalignment, very good conditions after repair work, and good conditions one year later. The condition indices developed for the supporting rolls provide an efficient indication of failure situations also in new cases without any changes in the calculation system. Faulty cases are clearly detected and even an early indication of the friction increase is achieved. The features are directly generated from the higher order derivates of the acceleration signals, and the model is based on expertise. All the supporting rolls can be analysed using the same system. The detection of the faulty situation is the most important step. An indication of the fault types, surface damage and alignment problems, can be achieved with a more detailed analysis. KEYWORDS: Condition monitoring, lime kilns, supporting rolls, vibration analysis, higher order derivatives, feature extraction, linguistic equations and fuzzy logic 1 INTRODUCTION Condition monitoring offers a reliable, economical way of action for maintenance operations in modern industrial plants. The increasing number of measurement points and more demanding problems require automatic fault detection. Advanced signal processing methods reveal failures at an earlier stage and provide information on suitable operating conditions for machines. Intelligent methods have been increasingly used in model-based fault diagnosis and intelligent analysers. The methods provide various techniques for combining a large number of features. Lime kilns are large machines, approximately 4 meters in diameter and even more than 100 meters long, with very slow rotation speeds. Depending on production conditions, the kiln must run at different production capacities and rotation speeds. Speed is controlled together with fuel feed and draught fan speed in order to obtain good operating conditions [1]. Temperatures in the hot end are very high. ©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring
Transcript of ADVANCED CONDITION MONITORING FOR LIME KILNS · KEYWORDS: Condition monitoring, lime kilns,...

931
ADVANCED CONDITION MONITORING FOR LIME KILNS
Esko Juuso Control Engineering Laboratory, Department of Process and Environmental Engineering
P.O.Box 4300, FI-90014 University of Oulu, Finland email: [email protected]
Sulo Lahdelma
Mechatronics and Machine Diagnostics Laboratory, Department of Mechanical Engineering P.O.Box 4200, FI-90014 University of Oulu, Finland
email: [email protected] ABSTRACT Advanced signal processing methods combined with automatic fault detection enable reliable condition monitoring even when long periods of continuous operation are required. Intelligent techniques for combining features have been studied in a lime kiln. Lime kilns are essential parts in the chemical recovery cycle of a pulp mill. These large machines with very slow rotation speeds must run at different production capacities and speeds. Alignment problems of the kiln are severe because of the high weight affecting on the supporting rolls. Problems may lead to serious damage or even fire. A large set of previously collected measurements has been analysed with intelligent models based on new features. The set of data covers surface problems, good conditions after grinding, misalignment after grinding, stronger misalignment, very good conditions after repair work, and good conditions one year later. The condition indices developed for the supporting rolls provide an efficient indication of failure situations also in new cases without any changes in the calculation system. Faulty cases are clearly detected and even an early indication of the friction increase is achieved. The features are directly generated from the higher order derivates of the acceleration signals, and the model is based on expertise. All the supporting rolls can be analysed using the same system. The detection of the faulty situation is the most important step. An indication of the fault types, surface damage and alignment problems, can be achieved with a more detailed analysis. KEYWORDS: Condition monitoring, lime kilns, supporting rolls, vibration analysis, higher order derivatives, feature extraction, linguistic equations and fuzzy logic 1 INTRODUCTION Condition monitoring offers a reliable, economical way of action for maintenance operations in modern industrial plants. The increasing number of measurement points and more demanding problems require automatic fault detection. Advanced signal processing methods reveal failures at an earlier stage and provide information on suitable operating conditions for machines. Intelligent methods have been increasingly used in model-based fault diagnosis and intelligent analysers. The methods provide various techniques for combining a large number of features. Lime kilns are large machines, approximately 4 meters in diameter and even more than 100 meters long, with very slow rotation speeds. Depending on production conditions, the kiln must run at different production capacities and rotation speeds. Speed is controlled together with fuel feed and draught fan speed in order to obtain good operating conditions [1]. Temperatures in the hot end are very high.
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring

932
Kiln alignment problems are severe because of the high weight affecting on the supporting rolls. Problems may lead to serious damage or even fire, which can be very detrimental to the whole production since lime kilns are essential parts in the chemical recovery cycle of a pulp mill [2]. The chemical pulp production is strongly integrated, and a smooth operation is achieved if all the sub-processes are operating well. Condition monitoring is becoming more and more important as there are plans for increasing the period of continuous operation of the pulp plant to 18 months. Earlier there have usually been three maintenance shut-downs during the year. In this paper, a large set of previously collected measurements was analysed with intelligent models based on new features. The acceleration measurements were done on the bearing housing of the supporting rolls (Figure 1). This 97.5 meter long kiln has eight supporting rolls with sleeve bearings, and there are two measurement points for each roll [3]. During the tests, the rotation time of the kiln was from 39.9 to 45 seconds, and the rotation of a supporting roll took from 11.6 to 13.1 seconds.
Figure 1. The acceleration measurements were done on the bearing housing of the supporting rolls. 2 MEASUREMENTS Vibration measurements provide a good basis for condition monitoring. Elevated signal levels are detected in fault cases. The measurement parameters traditionally used in condition monitoring are displacement, velocity and acceleration, x(0), x(1) and x(2). The first time derivative of acceleration, i.e. the jerk x(3), is commonly used to examine the comfort of travelling in vehicles. The parameters x(3) and x(4) are very suitable for the condition monitoring of slowly rotating bearings [3, 4, 5]. This is due to the fact that although the acceleration pulses are weak and occur at long intervals, the changes in acceleration are rapid and become emphasised upon differentiation of the signal x(2). Lahdelma has used these derivatives extensively for monitoring slowly rotating machinery [6]. The measurements have been collected during a period of 6 years for all the supporting rolls. Acceleration was detected with a Wilcoxon accelerometer model 726. Signals were recorded with a Casio DAT recorder DA-7 in the frequency range from 10 Hz to 20 kHz. The analog signal was differentiated and integrated using analog differentiator/integrator MIP 1518ID2, whose linear range was from 2 to 2000 Hz. The equipment had a low pass filter with a cut-off frequency 2000 Hz. Sharp band-pass filtering was performed for the velocity signal, and its frequency range was from 10 to 1000 Hz. The signals from MIP 1518ID2 were transferred with sampling frequency 12.8 kHz to a computer using the LabVIEW 7.1 software and
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring

933
National Instruments 24-bit data acquisition card NI PCI-4472. The latter was selected on the criterion that the number of bits in the A/D converter would be maximally large in order to ensure sufficient measurement accuracy for the necessary calculations. The signals were processed using the MATLAB software, version 7.0 (R14). LabVIEW 8.0 and MATLAB 7.3 have been used in the latest studies. The analysis is based on the levels and distributions of the signals x(1), x(3) and x(4). The measurement signals in volts were scaled to actual dimensions. Offsets have been removed from the signals by subtracting the mean of the signal on each measurement period. The set of data covers surface problems, good conditions after grinding, misalignment after grinding, stronger misalignment, very good conditions after repair work, and good conditions one year later. There are clear differences between the conditions of different supporting rolls. All the supporting rolls have been studied earlier for one measurement campaign. The condition index developed in [11] provides an effective indication of faulty situations. Surface damage was clearly detected and an early indication of friction increase was also achieved. The measurement points 3 and 4 were chosen for a detailed analysis with time, as they are located in the hot end of the lime kiln and are thus the most problematic ones. The velocity signal x(1) has only very small differences between a serious surface problem (Figure 2) and an excellent condition (Figure 3). The signal levels are almost the same and most of the signals are within 3σ1 in the both cases. Signal distributions over 2σn are represented by 4 bins in Figures 2 and 3. The ratios of the fractions of these bins are compared between the faulty case and the excellent case for the fractions Fk
(n), k=2,…,5 and n=1, 3 and 4. Table 1 contains two additional features: the standard deviation σn and the fraction F1
(n) of the signals x(n)≤2σn. There are no high peaks in the signal and the levels above are too small to be used in fault diagnosis (Table 1). For measurement point 4, the standard deviation σ1 is even lower in the faulty case.
Figure 2. Signals x(1), x(3) and x(4) for a case with surface problems (measurement point 4), the bins of the histograms are based on the standard deviation σn of the corresponding signal x(n) in the following way: (1) 2σn ≤ x(n)<3σn, (2) 3σn≤ x(n)<4σn, (3) 4σn≤ x(n)<5σn, and (4) x(n)≥5σn, where n is the order of derivative. [11]
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring

934
The levels of the derivatives x(3) and x(4) show clear differences between the faulty case (Figure 2) and the excellent condition (Figure 3). The high peaks are repeated following the rotation speed of the supporting rolls. The ratio of the standard deviations in the faulty case and the excellent case is between 2.5 and 3.6 (Table 1). The signal distributions are clearly changed, the difference can be seen in bins 1 and 4: the fraction in bin 1 decreases about 70 percent while the fraction in bin 4 becomes 2.5 … 14.4 times higher in the faulty case as compared with the excellent case. In the excellent case, the condition in measurement point 3 is even better than in measurement point 4. For the fraction F1
(n), the ratio is at the same level for all the signals x(n). For the fractions F3
(3) and F4(4), differences are very small. The signals
x(3) and x(4) were chosen for a detailed analysis.
Figure 3. Signals x(1), x(3) and x(4) for a very good condition (measurement point 4), the bins of the histograms are based on the standard deviation σn of the corresponding signal x(n) in the following way: (1) 2σn ≤ x(n)<3σn, (2) 3σn≤ x(n)<4σn, (3) 4σn≤ x(n)<5σn, and (4) x(n)≥5σn, where n is the order of derivative. Table 1. Ratios between the case with surface problems and the case with excellent conditions calculated for different features of the signals x(1), x(3) and x(4) in measurement points 3 and 4. x(n) σn F1
(n) F2(n) F3
(n) F4(n) F5
(n) 3 x(1) 1.201 1.001 1.019 0.571 0.336 -3 x(3) 3.081 1.022 0.318 1.115 3.379 9.8523 x(4) 3.626 1.023 0.276 1.139 3.691 14.407 4 x(1) 0.874 1.003 1.026 0.489 0.192 -4 x(3) 2.572 1.023 0.299 0.663 1.189 3.1904 x(4) 2.542 1.021 0.307 0.575 0.989 2.527
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring

935
3 INTELLIGENT CASE DETECTION Operating conditions can be detected with a Case-Based Reasoning (CBR) type application with linguistic equation (LE) models and Fuzzy Logic. Linguistic equations are designed for integrating knowledge and data in developing nonlinear multivariable systems for intelligent process analysis, process control, fault diagnosis and forecasting. Insight to the process operation is maintained since all the modules can be assessed through expert knowledge, and membership definitions relate the measurements to appropriate linguistic terms on different operating areas [7]. The basic idea of the linguistic equation (LE) methodology is the nonlinear scaling, which has been developed in order to extract the meanings of variables from measurement signals. The real values of variables j are scaled to the range of [-2, +2] which combines normal operation [-1, +1] with the handling of warnings and alarms in the range exceeding the normal operation range. The scaling is done with a variable specific membership definition, which consists of two second-order polynomials [8]. The scaling function contains two monotonously increasing functions: one for the values between -2 and 0, and one for the values between 0 and 2. Both expertise and data can be used in developing the mapping functions (membership definitions). Linguistic equation (LE) models are linear equations. Various fuzzy models can be represented by LE models, and neural networks and evolutionary computing can be used in tuning. Individual LE modules can be transformed to fuzzy rule-based systems. In fault diagnosis, LE models are developed for normal operation and fault cases. The case models are based on linear equations. Each equation was compared to the scaled data, and the residual, called fuzziness, is used to evaluate how well the features fit to the model. A degree of membership is calculated for each equation by comparing the fuzziness with the distribution of the fuzziness in the train data. A specific weight factor is set to each equation: a high weight to very sensitive equations and a low weight to less sensitive ones. Classification is based on the degrees of membership developed for each case from the membership degrees and weights of the equations. Several alternative fuzzy approaches are compared in approximate reasoning. The machine condition monitoring application presented in [9] was based on models developed for normal operation and nine fault cases including rotor unbalance, bent shaft, misalignment and bearing faults. For cavitation monitoring, cavitation indices were constructed as the sum of the linguistic values of the two features, the peak height and the fraction of the peaks exceeding the normal limit. The cavitation indices provide indication for both clear cavitation and clearly good operation. Values -2 and -1 indicate good operating conditions. Value 1 corresponds to clear signs of cavitation, and value 2 means a very strong indication of cavitation [10]. In the lime kiln application, the features are combined with a linguistic equation. In [11] the interaction coefficients were based on expertise: large values for the features σ4 and the fractions Fk
(4), k=4 and 5 are related to faulty situations, and large values for the fractions Fk
(4), k=1…3 are obtained in normal conditions. The condition index IC(4) is a number between
-2 and 2. The interaction matrix A = [-2 1 1 1 -1 -1 -1] includes the coefficients for the features and the condition index. As the bias term is zero, the index IC
(4) corresponds to the bias term in the same way as in [10]. According to the ratios presented in Table 1, all the features Fk
(n) are not equally important indications of faulty cases. For fast rotating bearings, the condition index is the sum of the scaled standard deviations of the signal x(4) calculated for three frequency ranges [12].
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring
936
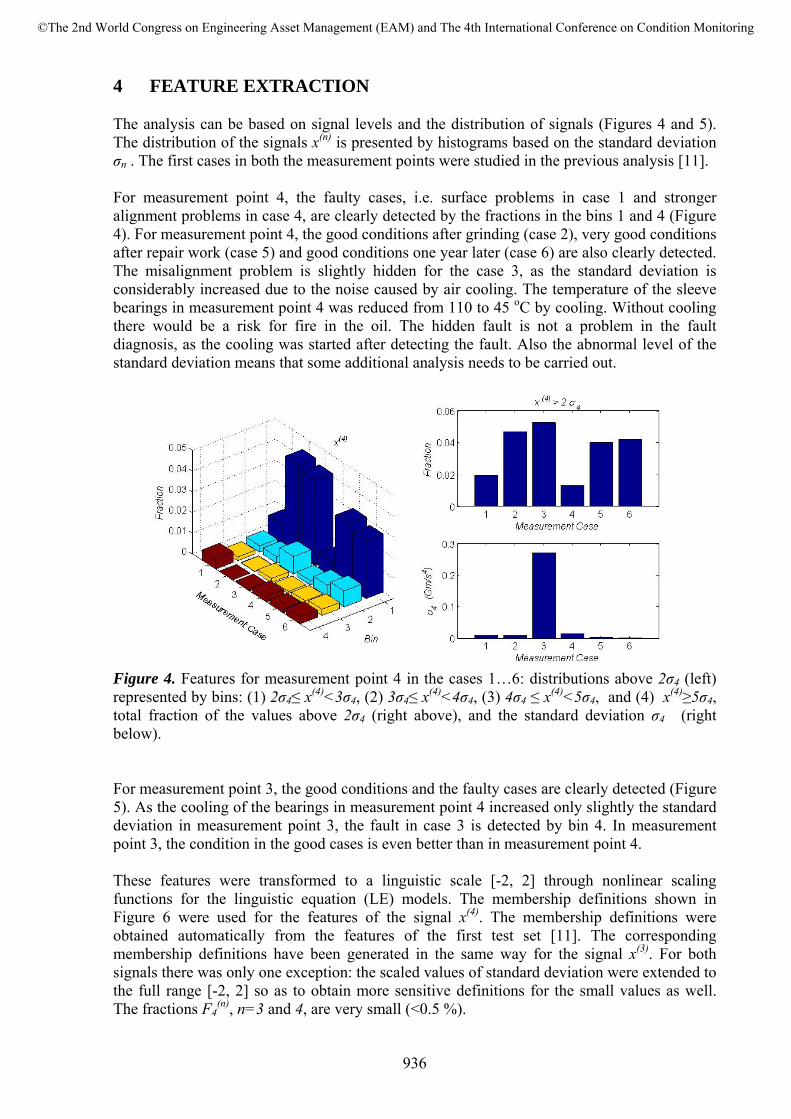
4 FEATURE EXTRACTION The analysis can be based on signal levels and the distribution of signals (Figures 4 and 5). The distribution of the signals x(n) is presented by histograms based on the standard deviation σn . The first cases in both the measurement points were studied in the previous analysis [11]. For measurement point 4, the faulty cases, i.e. surface problems in case 1 and stronger alignment problems in case 4, are clearly detected by the fractions in the bins 1 and 4 (Figure 4). For measurement point 4, the good conditions after grinding (case 2), very good conditions after repair work (case 5) and good conditions one year later (case 6) are also clearly detected. The misalignment problem is slightly hidden for the case 3, as the standard deviation is considerably increased due to the noise caused by air cooling. The temperature of the sleeve bearings in measurement point 4 was reduced from 110 to 45 oC by cooling. Without cooling there would be a risk for fire in the oil. The hidden fault is not a problem in the fault diagnosis, as the cooling was started after detecting the fault. Also the abnormal level of the standard deviation means that some additional analysis needs to be carried out.
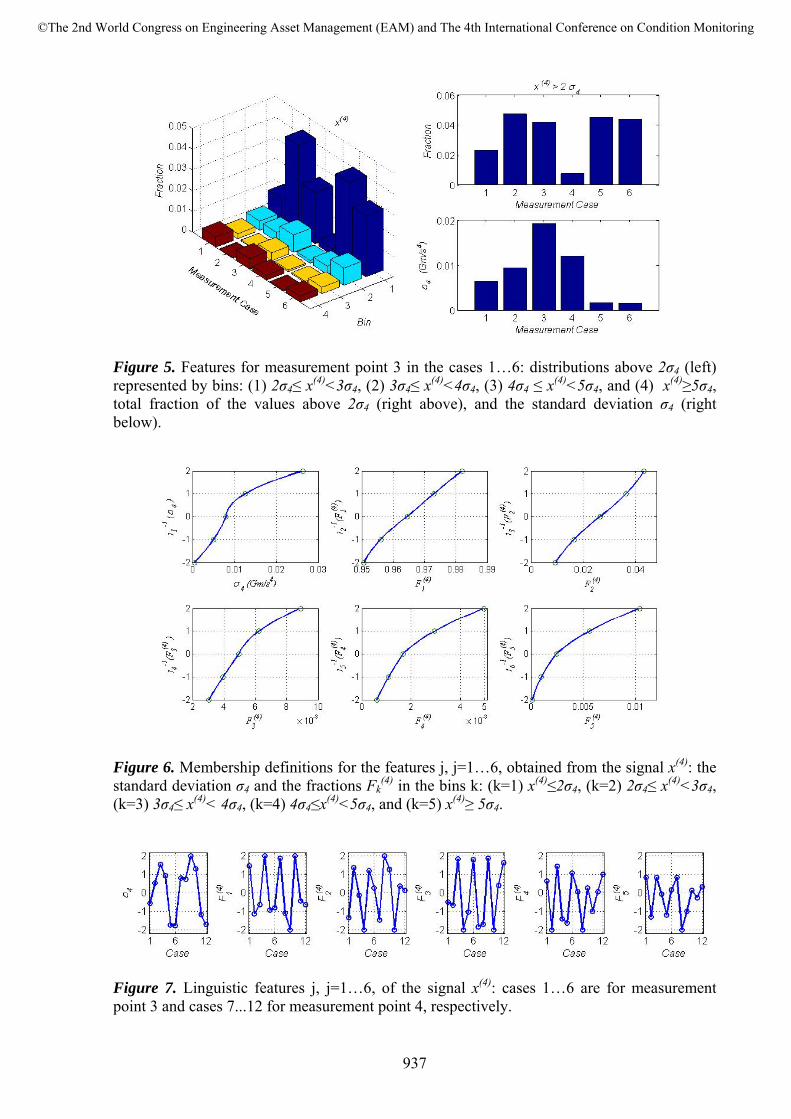
Figure 4. Features for measurement point 4 in the cases 1…6: distributions above 2σ4 (left) represented by bins: (1) 2σ4≤ x(4)<3σ4, (2) 3σ4≤ x(4)<4σ4, (3) 4σ4 ≤ x(4)<5σ4, and (4) x(4)≥5σ4, total fraction of the values above 2σ4 (right above), and the standard deviation σ4 (right below). For measurement point 3, the good conditions and the faulty cases are clearly detected (Figure 5). As the cooling of the bearings in measurement point 4 increased only slightly the standard deviation in measurement point 3, the fault in case 3 is detected by bin 4. In measurement point 3, the condition in the good cases is even better than in measurement point 4. These features were transformed to a linguistic scale [-2, 2] through nonlinear scaling functions for the linguistic equation (LE) models. The membership definitions shown in Figure 6 were used for the features of the signal x(4). The membership definitions were obtained automatically from the features of the first test set [11]. The corresponding membership definitions have been generated in the same way for the signal x(3). For both signals there was only one exception: the scaled values of standard deviation were extended to the full range [-2, 2] so as to obtain more sensitive definitions for the small values as well. The fractions F4
(n), n=3 and 4, are very small (<0.5 %).
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring
937
Figure 5. Features for measurement point 3 in the cases 1…6: distributions above 2σ4 (left) represented by bins: (1) 2σ4≤ x(4)<3σ4, (2) 3σ4≤ x(4)<4σ4, (3) 4σ4 ≤ x(4)<5σ4, and (4) x(4)≥5σ4, total fraction of the values above 2σ4 (right above), and the standard deviation σ4 (right below).
Figure 6. Membership definitions for the features j, j=1…6, obtained from the signal x(4): the standard deviation σ4 and the fractions Fk
(4) in the bins k: (k=1) x(4)≤2σ4, (k=2) 2σ4≤ x(4)<3σ4, (k=3) 3σ4≤ x(4)< 4σ4, (k=4) 4σ4≤x(4)<5σ4, and (k=5) x(4)≥ 5σ4.
Figure 7. Linguistic features j, j=1…6, of the signal x(4): cases 1…6 are for measurement point 3 and cases 7...12 for measurement point 4, respectively.
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring

938
The 6 cases of the data set are represented by cases 1…6 for measurement point 3 and 7…12 for measurement point 4. The resulting linguistic features (Figure 7) represent the meaning of the feature values of the signal x(4) in a linguistic range [-2, 2]. The standard deviations have a high negative correlation with the knowledge-based condition index (Table 2). The good conditions, i.e. cases 5 and 6 for measurement point 3 and cases 11 and 12 for measurement point 4, are detected by standard deviation σ4. However, cases 2 and 8 are not detected, which means that a condition index is needed to also combine other features related to the distribution of the signal. There are some differences between the surface problems (case 1 and 7) and the alignment problems (cases 3, 4, 9 and 10). The signal distributions show a strong effect from the air cooling. Correlations between the features and the knowledge-based condition index become closer when the case 3 is removed (Table 2). The fraction F4
(n) reacts in a different way to the surface damage and the alignment problem, which results in a low value for the correlation coefficient. All the features are not within the range that was used in generating the membership definitions. Therefore, a detailed analysis with additional data is needed to find an indication for the fault type. Table 2. Correlation coefficients of linguistic features with the knowledge-based condition index.
All cases
x(n) σn F1(n) F2
(n) F3(n) F4
(n) F5(n)
x(3) -0.761 -0.413 0.508 0.023 -0.406 -0.569 x(4) -0.796 -0.350 0.424 0.149 -0.268 -0.547
Case 3 excluded
x(n) σn F1(n) F2
(n) F3(n) F4
(n) F5(n)
x(3) -0.750 -0.629 0.700 0.457 0.065 -0.368 x(4) -0.799 -0.660 0.703 0.470 0.024 -0.407
Figure 8. Linguistic features j, j=1…6, of the signal x(3): cases 1…6 are for measurement point 3 and cases 7...12 for measurement point 4, respectively. Linguistic features have also been calculated for the signal x(3): the results shown in Figure 8 are quite similar to the features of the signal x(4) (Figure 7). Main differences are in the standard deviation σn and the fractions F2
(n). Also correlation coefficients have very similar values.
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring

939
5 MONITORING The condition indices IC
(n), n=3 and 4, are based on a linguistic equation where the interaction coefficients are defined for both x(3)and x(4) in the same way as in [11] for x(4). As the bias term is zero, the index IC
(n) corresponds to the bias term in the same way as in [10]. The condition indices are obtained through the equation
)()()()()()(2 )(5
16
)(4
15
)(3
14
)(2
13
)(1
12
11
)( nnnnnn
nC FfFfFfFfFffI −−−−−− −−+++−= σ (1)
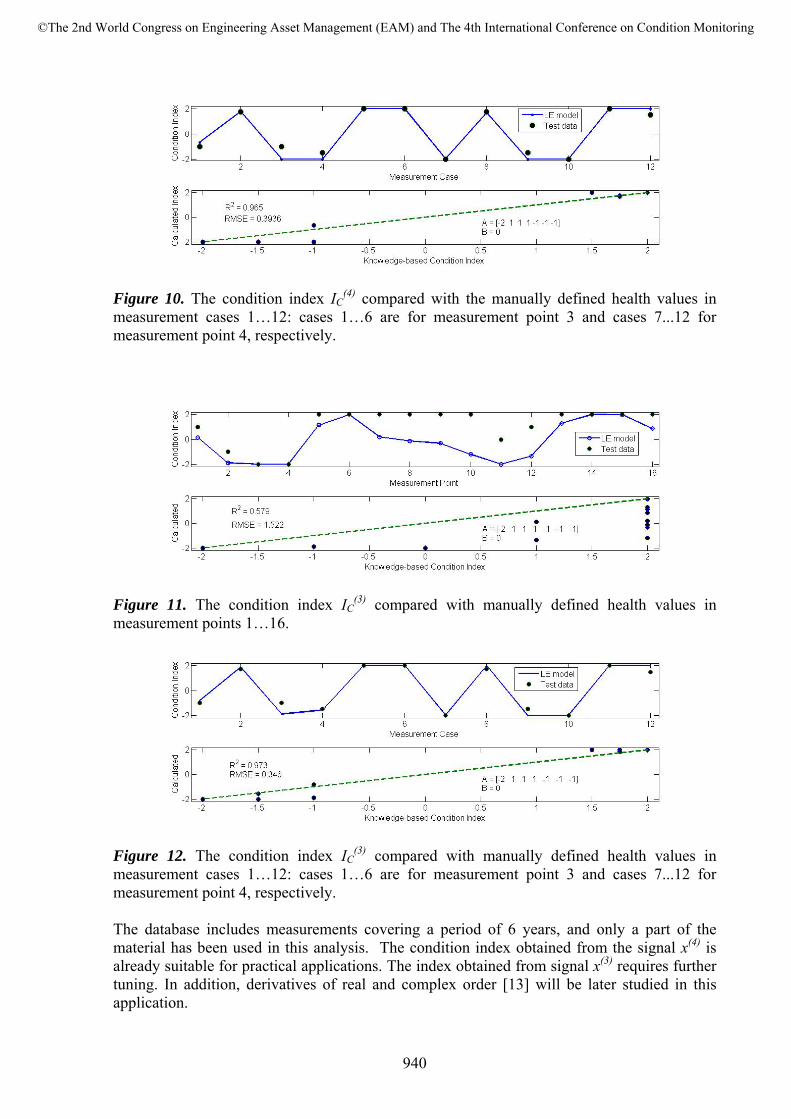
from the linguistic features shown in Figures 7 and 8. For the signal x(4), the values of the condition index are very good and logical for all the measurement points (Figure 9). According to the analysis of different supporting rolls, a clear difference between the good conditions and the cases with different levels of damage can be detected. The surface damage of the roll corresponding the measurement points 3 and 4 are clearly detected. Strong friction is also detected in measurement point 2. In addition, friction is detected in measurement point 11. The value of the condition index represents the condition very well since point 11 has stronger friction than points 1 and 12. The correlation with the manually defined health values is very good (Figure 9). The knowledge-based condition indices were set after listening to the sound of the recorded acceleration signals and analysing time domain signals and frequency spectra with an oscilloscope and a real time analyser. As even very small changes are detected by a slight increase of membership, the results are very promising for the early detection of faults. Together with the compact implementation and operability of the normal model, this makes the wider use of this approach feasible. New tests with the same models were carried out for measurement points 3 and 4 (Figure 10). The good and faulty conditions are detected reliably with the model presented above. All the parameters of the model remain the same. The fit to the knowledge-based condition indices is even better than in the data set presented in [11]. The R2 value is further improved to 0.992 if the cases 3 and 9 are excluded.
Figure 9. The condition index IC(4) compared to the knowledge-based condition index in
measurement points 1…16. The same model structure has been analysed for the signal x(3): the results shown in Figure 11 for the data set covering all the measurement points at one time instant are worse than the results of the signal x(4) (Figure 9). However, the results for analysis with time for measurement points 3 and 4 are very good (Figure 12): the R2 value is even higher than for signal x(4) (Figure 10). If the cases 3 and 9 are excluded, the R2 value is improved to 0.982 but remains lower than the R2 value obtained for x(4).
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring
940
Figure 10. The condition index IC(4) compared with the manually defined health values in
measurement cases 1…12: cases 1…6 are for measurement point 3 and cases 7...12 for measurement point 4, respectively.
Figure 11. The condition index IC
(3) compared with manually defined health values in measurement points 1…16.
Figure 12. The condition index IC(3) compared with manually defined health values in
measurement cases 1…12: cases 1…6 are for measurement point 3 and cases 7...12 for measurement point 4, respectively.
The database includes measurements covering a period of 6 years, and only a part of the material has been used in this analysis. The condition index obtained from the signal x(4) is already suitable for practical applications. The index obtained from signal x(3) requires further tuning. In addition, derivatives of real and complex order [13] will be later studied in this application.
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring
941
6 CONCLUSIONS The condition indices developed for the supporting rolls of a lime kiln provide an efficient indication of faulty situations. Surface damage is clearly detected and an early indication of friction increase is also achieved. The features are generated directly from the higher order derivates of the acceleration signals, and the model is based on expertise. All the supporting rolls can be analysed using the same system. The extended set of data covers surface problems, good conditions after grinding, misalignment after grinding, stronger misalignment, very good conditions after repair work, and good conditions one year later. The faulty cases are clearly detected in the new data as well without changing any parameters of the calculation system. This is a very important result. A detailed analysis with additional data is needed in order to find an indication of the fault type since there are not any misalignment cases in the data which were used in generating the membership definitions.
References 1. M. Järvensivu, E. Juuso, O. Ahava. Intelligent control of a rotary kiln fired with
producer gas generated from biomass. Engineering Applications of Artificial Intelligence 14 (2001), pp. 629-653.
2. Juuso, E. K. Applications of smart adaptive system in pulp and paper industry, in Proceedings of Eunite 2004 - European Symposium on Intelligent Technologies, Hybrid Systems and their implementation on Smart Adaptive Systems, June 10-12, 2004, Aachen, Germany, Verlag Mainz, Aachen, pp. 21-33.
3. Lahdelma, S. Experiences of using higher derivatives in fault detection, Kunnossapito, 16 (2002) 9, pp. 29-32. (In Finnish)
4. Lahdelma, S. On the higher order derivatives in the laws of motion and theirs application to an active force generator and to condition monitoring, University of Oulu, Research report No. 101, Department of Mechanical Engineering, 1995, (Academic Dissertation).
5. J. Strackeljan, S. Lahdelma, D. Behr. Ein neuer Ansatz zur automatischen Diagnose langsam drehender Wälzlager, in Proceedings of AKIDA’98, 2. Aachener Kolloquium für Instandhaltung, Diagnose und Anlagenüberwachnug, June 3-4, 1998, Aachen, Germany, Augustinus Buchhandlung, pp. 61-77.
6. S. Lahdelma, J. Strackeljan, D. Behr. Combination of Higher Order Derivatives and a Fuzzy Classifier as a New Approach for Monitoring Rotating Machinery, in Proceedings of COMADEM 1999, the 12th International Congress on Condition Monitoring and Diagnostic Engineering Management, July 6-9, 1999, Sunderland, Coxmoor Publishing, Oxford, pp. 231-241.
7. E. Juuso, K. Leiviskä. Combining Monitoring and Process Data in Detecting Operating Conditions in Process Industry, in Maintenance, Condition Monitoring and Diagnostics, Proceedings of the 2nd International Seminar, September 28-29, 2005, Oulu, Finland, pp. 145-156.
8. Juuso, E. K. Integration of Intelligent Systems in Development of Smart Adaptive Systems, International Journal of Approximate Reasoning 35 (2004) 3, pp. 307-337.
9. E. K. Juuso, M. Kivistö, S. Lahdelma. Intelligent Condition Monitoring Using Vibration Signals, in Proceedings of EUNITE 2004, European Symposium on Intelligent Technologies, Hybrid Systems and their implementation on Smart Adaptive Systems, June 10-12, 2004, Aachen, Germany, 2004, Verlag Mainz, Aachen, pp. 381-390.
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring
942
10. E. Juuso, S. Lahdelma. Intelligent Cavitation Indicator for Kaplan Water Turbines, in Kumar, U., Parida, A. and Rao, R. B. K. N. (eds.) Proceeding COMADEM 2006, the 19th International Congress on Condition Monitoring and Diagnostic Engineering Management, June 12-15, 2006, Luleå, Sweden, Luleå University Press, pp. 849-858.
11. S. Lahdelma, E. Juuso. Intelligent condition monitoring for lime kilns, in Seeliger, A., P. Burgwinkel (Ed.) Tagungsband zum 6. Aachener Kolloquium fűr instandhaltung, Diagnose und Anlagenűberwachung, AKIDA 2006, November 14-15, 2006, Aachen, Germany, pp. 399-408. Aachener Schriften zur Rohstoff- und Entsorgungstechnik des Instituts für Bergwerks- und Hüttenmaschinenkunde, ASRE, Band 63, 2006, RWTH Aachen.
12. S. Lahdelma, E. Juuso, J. Strackeljan. Neue Entwicklungen auf dem Gebiet der Wälzlagerüberwahung, in Seeliger, A., P. Burgwinkel (Ed.) Tagungsband zum 6. Aachener Kolloquium fűr instandhaltung, Diagnose und Anlagenűberwachung, AKIDA 2006, November 14-15, 2006, Aachen, Germany, pp. 447-460. Aachener Schriften zur Rohstoff- und Entsorgungstechnik des Instituts für Bergwerks- und Hüttenmaschinenkunde, ASRE, Band 63, 2006, RWTH Aachen.
13. S. Lahdelma, V. Kotila. Complex Derivative – A New Signal Processing Method, Kunnossapito 19 (2005) 4, pp. 39-46.
©The 2nd World Congress on Engineering Asset Management (EAM) and The 4th International Conference on Condition Monitoring