Adiabatic Fixed-Bed Gasification of Colombian...
11
Research Article Adiabatic Fixed-Bed Gasification of Colombian Coffee Husk Using Air-Steam Blends for Partial Oxidation Javier Bonilla 1 and Gerardo Gordillo 2 1 Mechanical Engineering Department, Universidad ECCI, Cra 19 No. 49-20, Bogot´ a, Colombia 2 Mechanical Engineering Department, Universidad de los Andes, Cra 1 Este No. 19A-40, Office ML 652, Bogot´ a, Colombia Correspondence should be addressed to Javier Bonilla; [email protected] Received 9 February 2017; Revised 21 June 2017; Accepted 19 July 2017; Published 13 September 2017 Academic Editor: Constantine D. Rakopoulos Copyright © 2017 Javier Bonilla and Gerardo Gordillo. is is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. e increasing energy consumption, mostly supplied by fossil fuels, has motivated the research and development of alternative fuel technologies to decrease the humanity’s dependence on fossil fuels, which leads to pollution of natural sources. Small-scale biomass gasification, using air-steam blends for partial oxidation, is a good alternative since biomass is a neutral carbon feedstock for sustainable energy generation. is research presents results obtained from an experimental study on coffee husk (CH) gasification, using air-steam blends for partial oxidation in a 10 kW fixed-bed gasifier. Parametric studies on equivalence ratio (ER) (1.53 < ER < 6.11) and steam-fuel (SF) ratio (0.23 < SF < 0.89) were carried out. e results show that increasing both SF and ER results in a syngas rich in CH 4 and H 2 but poor in CO. Also, decreased SF and ER decrease the peak temperature ( peak ) at the gasifier combustion zone. e syngas high heating value (HHV) ranged from 3112 kJ/SATPm 3 to 5085 kJ/SATPm 3 and its maximum value was obtained at SF = 0.87 and ER = 4.09. e dry basis molar concentrations of the species, produced under those operating conditions (1.53 < ER < 6.11 and 0.23 < SF < 0.89), were between 1.12 and 4.1% for CH 4 , between 7.77 and 13.49% for CO, and between 7.54 and 19.07% for H 2 . Other species were in trace amount. 1. Introduction e actual growth in energy consumption, supplied mostly by fossil fuels that produce greenhouse and pollutant gases (NO , SO ) through combustion processes, requires effective solutions to decrease the humanity’s dependence on this type of fuels. Biomass feedstock (neutral carbon fuel), which includes energy crops and municipal, animal, and crops wastes, is a good renewable source for energy conversion via thermal processes such as full combustion and gasification. Combustion and gasification of biomass are processes that do not increase the carbon in the atmosphere since the carbon content in biomass has been previously taken from the ambient through the photosynthesis process. Due to the fact that biomass is considered a low heating value fuel, it is more appropriate for gasification than for direct combustion since combustion biomass can lead to combustion instability. Full combustion and air-biomass gasification have been deeply studied for a long time [1, 2]. However, air-steam, oxygen-steam gasification, pyrolysis, and steam reforming gasification are new technologies recently studied, in order to improve the quality of syngas and liquid fuel produced. Colombia is the third coffee-producer around the world [3]. During 2015, Colombia produced 14.2 millions of green coffee (1 sack = 60 kg.) sacks (the terminus green coffee or gold cof- fee is the name for coffee bean aſter it has been separated from its wrappers through the shelling process) [4]. Coffee husk (CH) is a by-product from coffee seed shelling; for example, 100 kg of coffee seed produces about 86 kg of green coffee and 14 kg of CH [5], which leads to a production of about 138697 tons of CH per year in Colombia. In Colombia, many coffee agroindustries do not have the appropriate CH, waste handling infrastructure, which could result in the pollution of natural sources [6]. Using CH wastes as feedstock for locally placed gasification can reduce both the pollution generated by coffee industries and the dependence of these industries on fossil fuels. Hindawi Journal of Combustion Volume 2017, Article ID 3576509, 10 pages https://doi.org/10.1155/2017/3576509
Transcript of Adiabatic Fixed-Bed Gasification of Colombian...

Research ArticleAdiabatic Fixed-Bed Gasification of Colombian Coffee HuskUsing Air-Steam Blends for Partial Oxidation
Javier Bonilla1 and Gerardo Gordillo2
1Mechanical Engineering Department Universidad ECCI Cra 19 No 49-20 Bogota Colombia2Mechanical Engineering Department Universidad de los Andes Cra 1 Este No 19A-40 Office ML 652 Bogota Colombia
Correspondence should be addressed to Javier Bonilla jbonillapeccieduco
Received 9 February 2017 Revised 21 June 2017 Accepted 19 July 2017 Published 13 September 2017
Academic Editor Constantine D Rakopoulos
Copyright copy 2017 Javier Bonilla and Gerardo Gordillo This is an open access article distributed under the Creative CommonsAttribution License which permits unrestricted use distribution and reproduction in any medium provided the original work isproperly cited
The increasing energy consumption mostly supplied by fossil fuels has motivated the research and development of alternativefuel technologies to decrease the humanityrsquos dependence on fossil fuels which leads to pollution of natural sources Small-scalebiomass gasification using air-steamblends for partial oxidation is a good alternative since biomass is a neutral carbon feedstock forsustainable energy generationThis research presents results obtained from an experimental study on coffee husk (CH) gasificationusing air-steam blends for partial oxidation in a 10 kW fixed-bed gasifier Parametric studies on equivalence ratio (ER) (153 lt ER lt611) and steam-fuel (SF) ratio (023lt SFlt 089) were carried outThe results show that increasing both SF and ER results in a syngasrich in CH4 and H2 but poor in CO Also decreased SF and ER decrease the peak temperature (119879peak) at the gasifier combustionzoneThe syngas high heating value (HHV) ranged from 3112 kJSATPm3 to 5085 kJSATPm3 and its maximum value was obtainedat SF = 087 and ER = 409 The dry basis molar concentrations of the species produced under those operating conditions (153 ltER lt 611 and 023 lt SF lt 089) were between 112 and 41 for CH4 between 777 and 1349 for CO and between 754 and 1907for H2 Other species were in trace amount
1 Introduction
The actual growth in energy consumption supplied mostlyby fossil fuels that produce greenhouse and pollutant gases(NO119909 SO119909) through combustion processes requires effectivesolutions to decrease the humanityrsquos dependence on thistype of fuels Biomass feedstock (neutral carbon fuel) whichincludes energy crops and municipal animal and cropswastes is a good renewable source for energy conversion viathermal processes such as full combustion and gasificationCombustion and gasification of biomass are processes thatdo not increase the carbon in the atmosphere since thecarbon content in biomass has been previously taken fromthe ambient through the photosynthesis process Due to thefact that biomass is considered a low heating value fuel it ismore appropriate for gasification than for direct combustionsince combustion biomass can lead to combustion instabilityFull combustion and air-biomass gasification have beendeeply studied for a long time [1 2] However air-steam
oxygen-steam gasification pyrolysis and steam reforminggasification are new technologies recently studied in orderto improve the quality of syngas and liquid fuel producedColombia is the third coffee-producer around the world [3]During 2015 Colombia produced 142millions of green coffee(1 sack = 60 kg) sacks (the terminus green coffee or gold cof-fee is the name for coffee bean after it has been separated fromits wrappers through the shelling process) [4] Coffee husk(CH) is a by-product from coffee seed shelling for example100 kg of coffee seed produces about 86 kg of green coffeeand 14 kg of CH [5] which leads to a production of about138697 tons of CH per year in Colombia In Colombia manycoffee agroindustries do not have the appropriate CH wastehandling infrastructure which could result in the pollution ofnatural sources [6] Using CH wastes as feedstock for locallyplaced gasification can reduce both the pollution generatedby coffee industries and the dependence of these industrieson fossil fuels
HindawiJournal of CombustionVolume 2017 Article ID 3576509 10 pageshttpsdoiorg10115520173576509
2 Journal of Combustion
Fuel
GAS
COCO2
CH4
H2
N2
Inert heatingTemperature sim900ndash1100 K
C + H2O = CO + H2
C + CO2 = 2COC + 2H2 = CH4
Energy generatedtemperature sim1100 K
C + O2 = CO2
C + H2O = CO + H2
C + 12O2 = CO
Drying
Pyrolysis
Reduction
Oxidation
Air + Steam
sim373ndash450 K
dry biomassCO + H2O = CO2 + H2
Dry biomass + heat = volatiles + char +
tar CO + H2O = CO2 + H2
sim450ndash900 K
+ heat = steam +Wet biomass
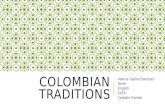
Figure 1 Stages and reactions in a fixed-bed gasifier adopted from [17]
In an updraft fixed-bed gasifier the biomass undergoesfour stages known as drying pyrolysis reduction andoxidation [7] Each of these stages occurs in a certain zoneas shown in Figure 1 The biomass enters at the top of thegasifier and goes down to the drying zone (373KltT lt 450K)where the moisture content is released [8] Afterwards thebiomass descends to the pyrolysis zone (450KltT lt 900K) torelease the Volatile Matter (VM) and to produce char whichdescends to the reduction zone where the C atoms reacts withgases (H2O CO2 andH2) coming from the combustion zoneto produce secondary products such as CO H2 and CH4 [9]The remaining char from the reduction zone passes to thecombustion zone where the C atoms are oxidized with theoxygen from the air supplied to produce CO and CO2 andthe heat required to drive the system Also in the combustionzone the C atoms from biomass react with the H2O suppliedto produce CO and H2 Due to the fact that in a fixed-bedgasifier the different stages of biomass gasification occur indifferent zones those gasifiers are the most appropriate tocontrol some reactions and to produce certain desired speciesas required [10]The oxidizer in gasification processes may beair [11] pure oxygen pure steam [12] or blends of these [13ndash16]
During biomass gasification many parallel and compet-itive chemical reactions take place making it a chemicallycomplex process [19] However the global biomass gasifi-cation process can be reduced to a set of global reactionsas shown in Table 1 Reaction enthalpies (Δ119867120579r ) lower thanzero and higher than zero imply exothermic and endothermicreactions respectively Reactions (R2) (R3) and (R5) areheterogeneous reactions occurring in the oxidation zonewhereas reactions (R4) and (R6) are typically heterogeneousreactions that occur in the reduction zone Homogeneousreactions usually happen in the upper reactor zones Thespecies leaving the reactor depend on operating parameterssuch as temperature pressure species concentration biomassparticle size and residence time [20]The time for developing
Table 1 Chemical reactions in gasification process adapted from[9 21 22]
Chemical reaction Δ119867120579r[kJmol]R1 Solid Biomassrarr VM + Char + TarChar combustionR2 C2 + (12)O2 rarr C + CO minus111R3 C +O2 rarr CO2 minus394Char gasificationR4 C + CO2 rarr 2CO 173R5 C +H2Orarr CO +H2 131R6 C + 2H2 rarr CH4 minus75Homogeneous reactionsR7 CO + (12)O2 rarr CO2 minus283R8 H2 + (12)O2 rarr H2O minus242R9 CH4 + 2O2 rarr CO2 + 2H2O minus803R10 CO +H2Orarr CO2 +H2 minus41R11 CH4 +H2Orarr CO + 3H2 206
heterogeneous reactions ismuch longer than those for homo-geneous reactions
Air-blown gasification processes of wood and coal havebeen used during a long time to produce a syngas basicallycomposed of CH4 CO2 CO N2 H2 and H2O Due to thenecessity of improving syngas quality (gases rich inH2) othergasification processes which use air-steam oxygen-steamand pure steam as oxidizing source in different gasifiers(fluidized-bed cross draft etc) have been studied [23 24]Mostly gasification using air or pure oxygen as oxidizingsource produces a syngas with high CO and CH4 concen-trations whereas gasification with steam or mixtures of airor oxygen with steam results in a syngas rich in H2 [22 25]Typically gasification using only steam (steam reforming) is
Journal of Combustion 3
an endothermic process that produces a mixture of H2 COand CO2 [26]
In 2008 Gao et al [12] performed a study on the hydrogenproduction using pine sawdust in a counter-current fixed-bed gasifier The parameters investigated were temperaturethe steam-biomass (SB) ratio and equivalence ratio (ER(In [12] ER = AiractualAirstoichiometric)) In this research thetar generated in the gasification process was cracked using aporous ceramic reformer Thus hydrogen concentration washigher than that without using a porous ceramic reformingIn 2009 Gordillo and Annamalai [9] performed a study ondairy biomass adiabatic gasification carried out in a fixed-bed gasifier and using air-steam blends as oxidizing sourceThe effects of ER and SF on syngas composition (H2 COCO2 N2 CH4 andC2H6) temperature profiles syngasHHVand energy conversion were discussed In 2008 Plis andWilk [13] discussed the gas yield in a 50 kWhr fixed-bedgasifier using air as oxidizer and wood pellets as fuel biomassParametric studies on the experimental performance (120582 =AiractualAirstoichiometric) and the biomass MC (moisture con-tent) were developed The syngas produced in this studywas blended with coal to run a cocombustor In 2009 Velezet al [14] carried out an experimental study on fluidized-bed cogasification of coal with biomass using a mixture ofair-steam as oxidizing source Blends of coal with 6ndash15of coffee husk (CH) rice husk (RH) and sawdust contentswere used as feedstock The parameters studied were Rac(Rac = kgairkgfuel) and Rvc (Rvc = kgsteamkgfuel) rangingfrom 2 kgkg to 3 kgkg and from 01 kgkg to 08 kgkgrespectively The effects of these parameters on syngas HHVwere discussed In 2010 Wilson et al [15] gasified coffee huskusing oxygen-nitrogensteam blends at different gasificationtemperatures (900∘C 800∘C and 700∘C) concluding thatincreasing temperature resulted in a linear increase in theCO content in syngas At lower O2 concentrations the aboveeffect is more pronounced When gasification temperaturewas increased from 700∘C to 900∘C the CO produced at2 of O2 was enhanced by 6 and 25 times in a pure N2environment In 2011 Gordillo and Rodriguez [27] publishedamodeling study on coffee gasification using air-steam as oxi-dizing source The Chemical Equilibrium with Applicationsprogram (CEA) developed by NASA was used to estimatethe effect of equivalence ratio (ER) and steam to fuel (SF)ratio on equilibrium temperature and gas composition of sim150 species The results showed that increased ER and (S F)ratios produce mixtures that are rich in H2 and CO2 but poorin CO
From the literature review it is apparent that there are nopreliminary experimental studies on Colombian coffee huskgasification using air-steam blends in a fixed-bed counter-current gasifier The current paper presents results obtainedfrom an experimental air-steam fixed gasification study ofcoffee husk The effects of operating parameters such asequivalence ratio (ER) and steam to fuel (SF) ratio ontemperature profile along gasifier axis syngas compositionsyngas HHV and energy recovery are discussed Typi-cally results obtained from this research were HHVmax =5085 kJm3 andmolar concentration (dry basis) H2 = 1907
CO = 1349 CO2 = 2178 and CH4 = 41 These resultsare discussed and analyzed in the current paper
Full or stoichiometric combustion occurs when it isused only the necessary amount of O2 for total oxidationof the atoms contained in the fuel (see (1)) This process(stoichiometric combustion) is basically used to produceheat
CHℎO119900N119899S119904 + 119886O2 997888rarr 119887CO2 + 119888H2O + 119889SO2 + 119890N2 (1)
On the other hand partial oxidation or gasification (richmixtures) uses lower oxygen than that required for theoreticalcombustion and produces a fuel gas known as syngasAccording to the desired syngas composition the gasificationprocess must be carried out using different oxidizing sourcessuch as pure air pure oxygen or pure steam Also mixturesof air or oxygen with steam are used Equation (2) showsan air-steam biomass reaction producing only the mostimportant species The composition of syngas producedunder air-steam biomass gasification typically depends onsome operating parameters such as equivalence ratio (ER see(3)) and steam to fuel (SF see (4)) ratio
CHℎO119900N119899S119904 + 119891H2O + 119892 (O2 + 3 76N2)997888rarr ℎCO2 + 119894CO + 119895CH4 + 119897H2S + 119898N2 + 119899H2
(2)
ER = stoichometric air molesactual air moles
= 119886119892 (3)
SF = actual steam molesactual fuel moles
= 119891 (4)
2 Material and Methods
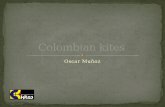
21 Experimental Facility Figure 2 shows a diagram of theexperimental facility used in the study The facility consistsof (i) a biomass hopper where biomass is stored (ii) a 102 cmtall small-scale (10 kWhr) updraft fixed-bed gasifier built ofcastable alumina refractory tube (inner and outer diameterof 127mm (5 in) and 254 cm (10 in) resp) surrounded by508 cm fiberglass insulating blanket layer in order to reduceheat lost (iii) a steam generator built of a 10 cm internaldiameter stainless steel tube surrounded by a heating tapeelement with variable power output (350ndash1000W) to controlvapor flow rate generation from 127 gmin to 1725 gmin(iv) an ash collector system consisting of a conical vibratinggrate and an ash deposit placed under the grate The conicalgrate (drilled with several holes) was built of cast iron andattached to a pneumatic vibrator to maintain continuous ashremoval and hence quasi-steady-state operating conditions(v) a cleaning and drying system composed of filters andcondensers to clean and dry respectively the syngas samplescondenser was cooled using cold water at 0∘C (vi) a tempera-ture recorder system to record every minute the temperaturemeasured by eight K-type thermocouples placed at 8 differentpoints through the bed (vii) a gas analyzer system wherethe syngas previously cleaned is analyzed this gas analyzeranalyzes and records mole fraction of CO CH4 H2 COCO2 and C119899H119898 and (viii) a combustion chamber to burnthe syngas leaving both the gasifier and the gas analyzer
4 Journal of Combustion
Biomass
Biomass
Screw
Thermocouples
hopper
Temperaturemonitor
Steam
Steamgenerator
Pneumaticvibrator
Grateash
deposit
Air
feeder
Tarcollector
Filters
Syngas
Syngasburner
blower
Syngasblower
Gasspectrometer
Gas
Figure 2 Schematic gasification facility adapted from [18]
Table 2 Experimental parameters
Air pressure and temperature 076 bar 92∘CBed height 180mmFuel biomass Coffee huskParticle size Flake where 80 of mass is 119889119901 lt 4mmBiomass flow rate 0166 gs (600 gh)
Air flow 173 SFCHndash692 SFCH(049 SATPm3hndash196 SATPm3h)
Steam flow 132 gminndash516 gmin(792 ghndash3096 gh)
ER 153ndash611SF 023ndash087
22 Operating Conditions and Procedure The experimentalprocedurewas performed according to the parameters shownin Table 2
Every experiment started with preheating the gasifierusing a propane torch just located under the grate When thetemperature 2 cm above the grate was about 550∘C (about25 minutes after having turned on the torch) the torch wasturned off and the screw feeder started to supply biomassto the gasifier until the bed height was about 18 cm Thenthe air and steam started to be supplied to the gasifier atflow rates as required to maintain the desired experimentaloperating parameters (ER and SF) shown in Table 2 At thistime the temperature started to be measured and stored
using the temperature data logger As biomass was gasifiedthe bed height decreased and ash accumulated on the grateThen biomass was added every 10 minutes and in batchesas required Also ash was continuously removed from thetop of the grate to the gasifier plenum through the vibratinggrate whose vibrating frequency was adjusted to maintaina constant 2 cm- thickness ash layer When the gasificationsystem stabilized that is peak temperature measuring 2 cmabove of the grate started to be constant without changing itsposition the gas samples taken from the top of the gasifierat a rate of 1 Lmin were cleaned and dried to analyze theircomposition (CO2 CO CH4 C2H6 H2 O2 and N2) atreal time and during 10 minutes by the gas analyzer whose
Journal of Combustion 5
ranges are CO2 between 0 and 40 CO between 0 and 30CH4 between 0 and 10 H2 between 0 and 40 and C2H6between 0 and 5 For all experiments the biomass flow ratewasmaintained constant at 600 ghwhile the flows rates of airand steamwere adjusted at the values given in Table 2 in ordertomaintain the desired operating (ER and SF) conditions Forall experiments the air and steamwere supplied to the gasifierat 75 kPa and temperatures of 20∘C and 92∘C respectivelyThe temperatures along the gasifier bed were measured by k-type thermocouples placed at 2 4 6 8 10 12 14 and 16 cmabove the cast iron grate and recorded at real time everyminute by the temperature recorder
3 Results and Discussion
31 Uncertainty Analysis The uncertainty at measurementsof temperature air flow fuel flow and syngas compoundwere found by the following equations that calculate the totaluncertainty and uncertainty propagation respectively
1205902119909119894 = 1198612119909119894 + 1198752119909119894 (5)
1205902119903 =119895
sum119894=1
( 120597119903120597119909119894)2
1205902119909119894 (6)
where 119903 = 119903(1199091 1199092 1199092) is function of 119909119894 measuredvariables of 119895 120590119903 120590119909119894 are uncertainties of 119903 and 119909119894 respectivelyand 119861119909119894 and 119875119909119894 are systematic uncertainties and randomuncertainties of 119909119894 The temperatures in the gasifier bed weremeasured by k-type thermocouples with a plusmn075 accuracyin the range of measured temperatures The uncertaintyderived from thermocouple operation was taken to plusmn015Then the total uncertainty of temperature is plusmn076 by (5)The air flow was measured by a rotameter with 100 SFCHfull scale (283m3h) and resolution of 5 SFCH (014m3h)and accuracy of plusmn4 the total uncertainty of air flow isplusmn4 by (5) A rotameter with 996 cm3min full scale and0066 cm3min resolutionwas used tomeasure the water flowto the gasifier This rotameter has an accuracy of plusmn1 Thustotal uncertainty to water flow is plusmn1 The feeding system(screw feeder) was calibrated previously and its systematicuncertainty was plusmn342 The total uncertainty of scale usedto measure the sample weight was plusmn1 whereas the totaluncertainty of the timer used to measure the feed rate wasplusmn387 The uncertainties of ER and SF are functions oftwo variables which were calculated by using (6) resultingin plusmn557 for ER and plusmn412 for the SF ratio The totaluncertainty to every syngas compound is function of plusmn1accuracy only Table 3 summarizes total uncertainties
32 Fuel Characterization CH samples were obtained fromthe Colombian coffee agroindustry and were characterizedby ultimate and proximate analyses Table 4 shows resultsfrom these analyses alongwith the empirical formula that wasderived using atom balance on compounds Also mesh sizeparticle of samples was determined and results are shown inTable 5
Table 3 Uncertainty of gasification parameters
Variable Uncertainty Temperature plusmn076Air flow plusmn400Steam flow plusmn100Feed rate plusmn387ER plusmn557SF plusmn412MS compounds plusmn100
Table 4 Proximate and ultimate analysis of CH
Moisture 1010Volatiles 7986Ash 120FC 884C 4452H 603N 078O 4838S 029HHV (kJkg) 18740DRY HHV (kJkg) 20845DAF HHV (kJkg) 21127Empirical formula CH163N0015O082S00024
Table 5 Mesh particle size characterization of CH
Particle size [mm] Mass percentage of the samples[67infin) 002[56 67) 008[40 56) 233[28 40) 1933[20 28) 2060[17 20) 994[10 17) 2054[05 10) 1401[00 05) 1315
33 Temperature Profiles Figures 3ndash8 show results on tem-perature profile along the gasifier axis for different ER andSF ratios Although experimentation was carried out at 153lt ER lt 611 temperature profiles are shown only for ERof 153 307 409 and 611 Temperature data is given atquasi-steady-state conditions Full steady state conditionswere impossible to achieve due to batch biomass supply Thetendency of the curves shows that increasing ER tends todecrease temperatures due to less air supplied to the gasifierThis leads to decreased char oxidation rate because charoxidation is diffusion controlled hence its rate depends onthe oxygen available in the combustion zone Lower char oxi-dation rates result in lower temperatures since char oxidation(heterogeneous reactions 3 and 4) is an exothermic processthat releases the heat required for the global gasificationThe temperatures peaks shown in the curves trend from
6 Journal of Combustion
4 10 162Bed height (cm)
300
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 3 Temperature profile along with gasifier axis at SF = 0
4 10 162Bed height (cm)
200
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 4 Temperature profile along with gasifier axis at SF = 023
Figures 3ndash8 show the place where the char oxidation occursFor almost all experimentation cases the char oxidationoccurred 4 cm above the grate indicating that quasi-steady-state was achieved When fixed gasification is carried outunder unsteady operating conditions the maximum temper-ature in the combustion zone move up through the gasifieraxis due to ash accumulation on the grate In the currentexperimentation the ash was removed to the gasifier plenumby a vibrating grate
It is apparent from these results that increased SF ratiosalso decrease peak temperatures (Figure 8) Increased SFimplies more steam supplied to the gasifier hence thereaction of char in the combustion zone takes place underreach-steam conditions which implies more of the charreacting with the steam through the endothermic reactionR5 to produce H2 and CO The maximum peak temperature
4 10 162Bed height (cm)
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 307ER = 611ER= 153ER = 409ER
6 8 12 14
Figure 5 Temperature profile along with gasifier axis at SF = 038
4 10 162Bed height (cm)
300
400
500
600
700
800Te
mpe
ratu
re (∘
C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 6 Temperature profile along with gasifier axis at SF = 059
4 10 162Bed height (cm)
200
300
400
500
600
700
800
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 7 Temperature profile along with gasifier axis at SF = 087
Journal of Combustion 7
200 300 400 500 600100ER
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 0SF = 059SF= 087SF= 023SF
= 038SF
Figure 8 Temperature peaks versus ER for several SFs
200 300 400 500 600100ER
6
8
10
12
14
16
18
20
Dry
bas
is H
2m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 9 H2 production versus ER for several SFs
(960∘C) was reached for air-gasification (SF = 0) due to noH2O in the combustion zone
Also results from temperature profile show that tem-peratures at 2 cm above the grate are lower than these atthe combustion zone (peak temperature) indicating that atthis point (2 cm above the grate) there is ash accumulationOn the other hand the temperature above the combustionzone (4 cm up to the grate) decreases since the reactionsoccurring at these zones (reduction pyrolysis and drying)are endothermic
34 Gas Composition In this section (Figures 9ndash11) theresults on syngas composition are presented for only relevantspecies in a dry tar free basis Species in trace amount are not
7
8
9
10
11
12
13
14
Dry
bas
is CO
mol
e (
)
200 300 400 500 600100ER
= 059SF= 087SF
= 023SF= 038SF
Figure 10 CO concentration at several SFs versus ER
8
10
12
14
16
18
20
22D
ry b
asis
CO2
mol
e (
)
200 300 400 500 600100ER
= 023SF= 038SF
= 059SF= 087SF
Figure 11 CO2 concentration at several SFs versus ER
shown Figure 9 illustrates the H2 content in syngas as a func-tion of ER for several SFs It is apparent that H2 productionincreaseswhenbothER and SF are increased Increasing SF atconstant ER leads to an H2O-rich combustion environmentso those reactions (R5 and R10) which produce H2 arefavored That is steam reforming reaction (reaction R5)which produces H2 and CO through the reaction of C atomswith H2O takes place in the combustion and reductionzones (4 cm above the grade) where all water vapor suppliedwith the air is available Thus the char reaction occurs inan H2O-rich mixture which increases the reaction rate ofchar resulting in high productions of H2 and CO HoweverFigure 10 shows a decreased production of CO while SFincreases which suggest that much of the CO produced bythe steam reforming reaction (R5) in the combustion andreduction zones is consumed by the shift reaction (R10) in the
8 Journal of Combustion
upper zones (pyrolysis and drying) to produce more H2 andCO2
In general results show that H2 increases and COdecreases with increased ER At constant SF increasing ERimplies less O2 supplied to the gasifier resulting in H2O-richmixtures that are favorable for the reaction of char with H2O(reforming reaction) to produce H2 and CO Also higher ERleads to lower combustion temperatures (peak temperatures)which are more appropriate for the production of CO2than CO via char oxidation (reaction R3) Oxidation ofchar to produce CO and CO2 via reactions R2 and R3 iscompetitive and their reaction rates are very dependent onthe temperature low temperatures favor the production ofCO2 through reaction R3 [9] Less production of CO impliesmore O2 free to react with remaining char and hence moreCO2 (Figure 11)
From Figure 9 it is apparent that the variation of ERis more important on the H2 production at lower SF ratiosthan at higher SF at SF = 023 increasing the ER from153 to 611 increases the H2 production by 79 whereas atSF = 087 the same increase (153 to 611) in the ER onlyrises the H2 production by 443 On the other hand atER = 153 increasing SF from 023 to 087 increases the H2concentration by 752 but at ER = 611 the same increasein SF (023 to 087) only increases theH2 production by 412This suggests that the influence of SF on the H2 production ismore important at lower ER than at higher ER
For all SF the slopes of CO-curves are higher at ER gt351 than those at ER le 35 (Figure 10) In other words forany increase in ER the decrease in CO is higher at ER gt 351than at ER lt 351 (ie at SF = 087 increasing ER from 154 to351 decreases CO by about 8 while increasing ER from 351to 611 decreases CO by about 30) The effect of increasedER on the decrease of temperature peak (combustion zone)is higher at ER gt 351 than that at ER lt 351 (Figure 8)Thus increasing ERdecreasesmore the production of CO viareaction R2 at ER gt 351 than at ER lt 351 Also it is apparentthat R3 (oxidation of char to produce CO2) is more importantat ER gt 351 than at ER lt 351
Figure 12 shows CH4 production as a function of ERfor different SF Increasing both ER and SF increases H2production (Figure 9) Thus the production of CH4 viathe heterogeneous reaction R6 is favored (Figure 12) dueto higher H2 concentration in the reduction zone Themaximum CH4 was about 41 which indicates that mostof the CH4 produced in the reduction zone via reaction R6is consumed by the reforming of CH4 (R11) above of thereduction zone
35 HHV of Syngas and Energy Conversion Efficiency Thesyngas higher heating values (HHV) calculated by (7) arepresented in Table 6 as a function of ER and SF
HHVsyngas =119895
sum119894=1
119883119894 sdotHHV119894 (7)
where119883119894 andHHV119894 are themolar fraction and higher heatingvalue of each gas fuel contained in syngas respectively
200 300 400 500 600100ER
100
150
200
250
300
350
400
450
Dry
bas
is CH
4m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 12 CH4 concentration at several SFs versus ER
Table 6 Dry basis syngas HHV [kJSATPm3] for several SF and ERratios
SF ER153 205 245 307 351 409 492 611
023 3112 3130 3075 3216 3248 3300 3386 3413038 3132 3478 3622 3710 4042 3887 3832 3678059 3445 3764 4147 4318 4391 4464 4376 4312087 4148 4482 4604 4836 5077 5085 5081 5052
HHVsyngas is the high heating value (kJSATPm3 of drysyngas)
Table 6 presents results onHHVsyngas for different ER andSF At SF = 023 increased ER increases HHVsyngas Howeverat SF ge 038 the HHVsyngas presents a maximum value atER = 351 or ER = 409 In general HHVsyngas increaseswith a higher ER because the syngas has more CH4 content(HHVCH4 = 36339 kJSATPm3 of CH4) According to theresults the H2 content in syngas is inversely proportionalto the CO content more H2 implies less CO This suggeststhat the HHVsyngas increases with increased ER mainly dueto more production of CH4 since the energy density of CO(11567 kJSATPm3 of CO) is very similar to that of the H2(11600 kJSATPm3 of H2)
Although HHVsyngas gives information on syngas energydensity it does not give information on energy recovered insyngas for each biomass unit gasified The energy recovery(dry tar free basis) was estimated using the following
120578Gas119864= HHVsyngas
119873Fuel lowastHHVFuel + 119873steam lowast 18 (ℎV + 418 (365 minus 293)) (8)
where HHVsyngas is the higher heating value of syngas on adry basis119873Fuel and119873steam are themoles of biomass and steamsupplied to the gasifier respectively by each normalm3 of dry
Journal of Combustion 9
Table 7 Dry tar free energy recovery for several ER and SFs
SF ER153 205 245 307 351 409 492 611
023 044 036 031 026 023 019 017 014038 044 038 034 029 028 024 02 015059 047 041 040 035 032 029 024 019087 062 053 048 043 041 036 030 024
syngas produced HHVFuel corresponds to the gross heatingvalue of DAF fuel (kJm3) and ℎV is the vaporization enthalpyof water (kJkg_K) Since it was impossible to measure flowsrates of both tar and water in the syngas the syngas flowrate required to estimate energy recovery was estimatedusing atom balance on reactants (biomass air and steam)and products (tar composition char water in syngas anddry syngas composition) Table 7 presents dry tar free energyrecovery which refers to energy recovered in syngas for eachunit biomass gasified The remaining energy is in tar charand energy lost by radiation and convection on the outsidewalls of the reactor
From the results presented in Table 7 it can be concludedthat increased ER tends to reduce energy recovery whereasenergy recovery increases with a higher SF In general theenergy recovery ranged between 14 and 62 the remainingpercentage of energy is in tar char and latent heat of syngas
4 Conclusions
(i) The temperature in the combustion zone ranged from521∘C to 960∘C Lower values of peak temperature arebecause of higher SFs which favor the endothermicchar reforming reaction (C + H2O rarr CO + H2)Above the combustion zone (4 cm up to the grate)temperature decreases because of the presence ofendothermic reactions in the reduction pyrolysisand drying zones with the exception of the shiftreaction (CO +H2Orarr CO2 +H2)
(ii) Increasing both ER and SF produces mixtures rich inH2 CH4 andCO2 but poor inCO due to the fact thatH2 and CO2 are competitive species with CO via theshift reaction (CO + H2O rarr CO2 + H2) Also COand CO2 produced by char oxidation via reactionsC2 + (12)O2 rarr C + CO and C + O2 rarr CO2 arecompetitive H2 content in the syngas ranged from754 to 1907 whereas CO content in syngas wasfrom 777 to 1349On the other hand themaximumCH4 content was of 410
(iii) HHV of syngas varied from 3112 kJSATPm3 to5085 kJSATPm3 Those values are similar to theones reported in previous gasification studiesThat is high heating values (HHV) ranging from3268 kJSATPm3 to 4581 kJSATPm3 were reportedby [9] Gordillo and Annamalai for a syngas obtainedfrom air-steam dairy biomass gasification
(iv) The quality of syngas produced highly depends onoperating parameters such as ER and SF If rich-H2 syngas mixtures are desired gasification must becarried out under higher ER and SF ratios
(v) Air-steam gasification of coffee husk is possible with-out heat addition under 154 lt ER lt 611 and 023 ltSF lt 087 At ER gt 611 and SF gt 087 gasification ofCH tends to be near global pyrolysis since at theseconditions the temperature at the combustion zoneis only 521∘C which is not much higher than theignition temperature of C (400∘C)
Additional Points
Highlights (i) Biomass gasification for treatment of agroin-dustrial wastes is used (ii) Syngas is generated through anupdraft gasifier using coffee husk as fuel (iii) Syngas HHVbased on both air and steam as gasifying agents is improved
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
The financial support from the internal financing grantsof the Andes University and ECCI University is gratefullyacknowledged
References
[1] A Williams J M Jones L Ma and M Pourkashanian ldquoPollu-tants from the combustion of solid biomass fuelsrdquo Progress inEnergy and Combustion Science vol 38 no 2 pp 113ndash137 2012
[2] R Saidur E Abdelaziz A Demirbas M Hossain and SMekhilef ldquoA review on biomass as a fuel for boilersrdquo Renewableand Sustainable Energy Reviews vol 15 no 5 pp 2262ndash22892011
[3] International Coffee Organization International Coffee Organi-zation Enero 2016 httpwwwicoorgtrade_statisticsasp
[4] Federacion Nacional de Cafeteros de Colombia FederacionNacional de Cafeteros de Colombia enero 2016 httpwwwfederaciondecafeterosorgparticularesesquienes_somos119_estadisticas_historicas
[5] Institute of Nutrition of Central America and Panama PULPADE CAFE composicion tecnologıa y utilizacion Bogota CIID1978
[6] J L De Oliveira J N Da Silva E Graciosa Pereira D OliveiraFilho and D Rizzo Carvalho ldquoCharacterization and mappingof waste from coffee and eucalyptus production in Brazil forthermochemical conversion of energy via gasificationrdquo Renew-able and Sustainable Energy Reviews vol 21 pp 52ndash58 2013
[7] S Priyadarsan K Annamalai JM Sweeten SMukhtar andMT Holtzapple ldquoFixed-bed gasification of feedlot manuere andpoultry litter biomassrdquo Transactions of the ASAE vol 47 no 5pp 1689ndash1696 2004
[8] P Basu ldquoGasificationTheoryrdquo in Biomass Gasification Pyrolysisand Torrefaction pp 199ndash248 Academic Press 2ed edition2013
10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

2 Journal of Combustion
Fuel
GAS
COCO2
CH4
H2
N2
Inert heatingTemperature sim900ndash1100 K
C + H2O = CO + H2
C + CO2 = 2COC + 2H2 = CH4
Energy generatedtemperature sim1100 K
C + O2 = CO2
C + H2O = CO + H2
C + 12O2 = CO
Drying
Pyrolysis
Reduction
Oxidation
Air + Steam
sim373ndash450 K
dry biomassCO + H2O = CO2 + H2
Dry biomass + heat = volatiles + char +
tar CO + H2O = CO2 + H2
sim450ndash900 K
+ heat = steam +Wet biomass
Figure 1 Stages and reactions in a fixed-bed gasifier adopted from [17]
In an updraft fixed-bed gasifier the biomass undergoesfour stages known as drying pyrolysis reduction andoxidation [7] Each of these stages occurs in a certain zoneas shown in Figure 1 The biomass enters at the top of thegasifier and goes down to the drying zone (373KltT lt 450K)where the moisture content is released [8] Afterwards thebiomass descends to the pyrolysis zone (450KltT lt 900K) torelease the Volatile Matter (VM) and to produce char whichdescends to the reduction zone where the C atoms reacts withgases (H2O CO2 andH2) coming from the combustion zoneto produce secondary products such as CO H2 and CH4 [9]The remaining char from the reduction zone passes to thecombustion zone where the C atoms are oxidized with theoxygen from the air supplied to produce CO and CO2 andthe heat required to drive the system Also in the combustionzone the C atoms from biomass react with the H2O suppliedto produce CO and H2 Due to the fact that in a fixed-bedgasifier the different stages of biomass gasification occur indifferent zones those gasifiers are the most appropriate tocontrol some reactions and to produce certain desired speciesas required [10]The oxidizer in gasification processes may beair [11] pure oxygen pure steam [12] or blends of these [13ndash16]
During biomass gasification many parallel and compet-itive chemical reactions take place making it a chemicallycomplex process [19] However the global biomass gasifi-cation process can be reduced to a set of global reactionsas shown in Table 1 Reaction enthalpies (Δ119867120579r ) lower thanzero and higher than zero imply exothermic and endothermicreactions respectively Reactions (R2) (R3) and (R5) areheterogeneous reactions occurring in the oxidation zonewhereas reactions (R4) and (R6) are typically heterogeneousreactions that occur in the reduction zone Homogeneousreactions usually happen in the upper reactor zones Thespecies leaving the reactor depend on operating parameterssuch as temperature pressure species concentration biomassparticle size and residence time [20]The time for developing
Table 1 Chemical reactions in gasification process adapted from[9 21 22]
Chemical reaction Δ119867120579r[kJmol]R1 Solid Biomassrarr VM + Char + TarChar combustionR2 C2 + (12)O2 rarr C + CO minus111R3 C +O2 rarr CO2 minus394Char gasificationR4 C + CO2 rarr 2CO 173R5 C +H2Orarr CO +H2 131R6 C + 2H2 rarr CH4 minus75Homogeneous reactionsR7 CO + (12)O2 rarr CO2 minus283R8 H2 + (12)O2 rarr H2O minus242R9 CH4 + 2O2 rarr CO2 + 2H2O minus803R10 CO +H2Orarr CO2 +H2 minus41R11 CH4 +H2Orarr CO + 3H2 206
heterogeneous reactions ismuch longer than those for homo-geneous reactions
Air-blown gasification processes of wood and coal havebeen used during a long time to produce a syngas basicallycomposed of CH4 CO2 CO N2 H2 and H2O Due to thenecessity of improving syngas quality (gases rich inH2) othergasification processes which use air-steam oxygen-steamand pure steam as oxidizing source in different gasifiers(fluidized-bed cross draft etc) have been studied [23 24]Mostly gasification using air or pure oxygen as oxidizingsource produces a syngas with high CO and CH4 concen-trations whereas gasification with steam or mixtures of airor oxygen with steam results in a syngas rich in H2 [22 25]Typically gasification using only steam (steam reforming) is
Journal of Combustion 3
an endothermic process that produces a mixture of H2 COand CO2 [26]
In 2008 Gao et al [12] performed a study on the hydrogenproduction using pine sawdust in a counter-current fixed-bed gasifier The parameters investigated were temperaturethe steam-biomass (SB) ratio and equivalence ratio (ER(In [12] ER = AiractualAirstoichiometric)) In this research thetar generated in the gasification process was cracked using aporous ceramic reformer Thus hydrogen concentration washigher than that without using a porous ceramic reformingIn 2009 Gordillo and Annamalai [9] performed a study ondairy biomass adiabatic gasification carried out in a fixed-bed gasifier and using air-steam blends as oxidizing sourceThe effects of ER and SF on syngas composition (H2 COCO2 N2 CH4 andC2H6) temperature profiles syngasHHVand energy conversion were discussed In 2008 Plis andWilk [13] discussed the gas yield in a 50 kWhr fixed-bedgasifier using air as oxidizer and wood pellets as fuel biomassParametric studies on the experimental performance (120582 =AiractualAirstoichiometric) and the biomass MC (moisture con-tent) were developed The syngas produced in this studywas blended with coal to run a cocombustor In 2009 Velezet al [14] carried out an experimental study on fluidized-bed cogasification of coal with biomass using a mixture ofair-steam as oxidizing source Blends of coal with 6ndash15of coffee husk (CH) rice husk (RH) and sawdust contentswere used as feedstock The parameters studied were Rac(Rac = kgairkgfuel) and Rvc (Rvc = kgsteamkgfuel) rangingfrom 2 kgkg to 3 kgkg and from 01 kgkg to 08 kgkgrespectively The effects of these parameters on syngas HHVwere discussed In 2010 Wilson et al [15] gasified coffee huskusing oxygen-nitrogensteam blends at different gasificationtemperatures (900∘C 800∘C and 700∘C) concluding thatincreasing temperature resulted in a linear increase in theCO content in syngas At lower O2 concentrations the aboveeffect is more pronounced When gasification temperaturewas increased from 700∘C to 900∘C the CO produced at2 of O2 was enhanced by 6 and 25 times in a pure N2environment In 2011 Gordillo and Rodriguez [27] publishedamodeling study on coffee gasification using air-steam as oxi-dizing source The Chemical Equilibrium with Applicationsprogram (CEA) developed by NASA was used to estimatethe effect of equivalence ratio (ER) and steam to fuel (SF)ratio on equilibrium temperature and gas composition of sim150 species The results showed that increased ER and (S F)ratios produce mixtures that are rich in H2 and CO2 but poorin CO
From the literature review it is apparent that there are nopreliminary experimental studies on Colombian coffee huskgasification using air-steam blends in a fixed-bed counter-current gasifier The current paper presents results obtainedfrom an experimental air-steam fixed gasification study ofcoffee husk The effects of operating parameters such asequivalence ratio (ER) and steam to fuel (SF) ratio ontemperature profile along gasifier axis syngas compositionsyngas HHV and energy recovery are discussed Typi-cally results obtained from this research were HHVmax =5085 kJm3 andmolar concentration (dry basis) H2 = 1907
CO = 1349 CO2 = 2178 and CH4 = 41 These resultsare discussed and analyzed in the current paper
Full or stoichiometric combustion occurs when it isused only the necessary amount of O2 for total oxidationof the atoms contained in the fuel (see (1)) This process(stoichiometric combustion) is basically used to produceheat
CHℎO119900N119899S119904 + 119886O2 997888rarr 119887CO2 + 119888H2O + 119889SO2 + 119890N2 (1)
On the other hand partial oxidation or gasification (richmixtures) uses lower oxygen than that required for theoreticalcombustion and produces a fuel gas known as syngasAccording to the desired syngas composition the gasificationprocess must be carried out using different oxidizing sourcessuch as pure air pure oxygen or pure steam Also mixturesof air or oxygen with steam are used Equation (2) showsan air-steam biomass reaction producing only the mostimportant species The composition of syngas producedunder air-steam biomass gasification typically depends onsome operating parameters such as equivalence ratio (ER see(3)) and steam to fuel (SF see (4)) ratio
CHℎO119900N119899S119904 + 119891H2O + 119892 (O2 + 3 76N2)997888rarr ℎCO2 + 119894CO + 119895CH4 + 119897H2S + 119898N2 + 119899H2
(2)
ER = stoichometric air molesactual air moles
= 119886119892 (3)
SF = actual steam molesactual fuel moles
= 119891 (4)
2 Material and Methods
21 Experimental Facility Figure 2 shows a diagram of theexperimental facility used in the study The facility consistsof (i) a biomass hopper where biomass is stored (ii) a 102 cmtall small-scale (10 kWhr) updraft fixed-bed gasifier built ofcastable alumina refractory tube (inner and outer diameterof 127mm (5 in) and 254 cm (10 in) resp) surrounded by508 cm fiberglass insulating blanket layer in order to reduceheat lost (iii) a steam generator built of a 10 cm internaldiameter stainless steel tube surrounded by a heating tapeelement with variable power output (350ndash1000W) to controlvapor flow rate generation from 127 gmin to 1725 gmin(iv) an ash collector system consisting of a conical vibratinggrate and an ash deposit placed under the grate The conicalgrate (drilled with several holes) was built of cast iron andattached to a pneumatic vibrator to maintain continuous ashremoval and hence quasi-steady-state operating conditions(v) a cleaning and drying system composed of filters andcondensers to clean and dry respectively the syngas samplescondenser was cooled using cold water at 0∘C (vi) a tempera-ture recorder system to record every minute the temperaturemeasured by eight K-type thermocouples placed at 8 differentpoints through the bed (vii) a gas analyzer system wherethe syngas previously cleaned is analyzed this gas analyzeranalyzes and records mole fraction of CO CH4 H2 COCO2 and C119899H119898 and (viii) a combustion chamber to burnthe syngas leaving both the gasifier and the gas analyzer
4 Journal of Combustion
Biomass
Biomass
Screw
Thermocouples
hopper
Temperaturemonitor
Steam
Steamgenerator
Pneumaticvibrator
Grateash
deposit
Air
feeder
Tarcollector
Filters
Syngas
Syngasburner
blower
Syngasblower
Gasspectrometer
Gas
Figure 2 Schematic gasification facility adapted from [18]
Table 2 Experimental parameters
Air pressure and temperature 076 bar 92∘CBed height 180mmFuel biomass Coffee huskParticle size Flake where 80 of mass is 119889119901 lt 4mmBiomass flow rate 0166 gs (600 gh)
Air flow 173 SFCHndash692 SFCH(049 SATPm3hndash196 SATPm3h)
Steam flow 132 gminndash516 gmin(792 ghndash3096 gh)
ER 153ndash611SF 023ndash087
22 Operating Conditions and Procedure The experimentalprocedurewas performed according to the parameters shownin Table 2
Every experiment started with preheating the gasifierusing a propane torch just located under the grate When thetemperature 2 cm above the grate was about 550∘C (about25 minutes after having turned on the torch) the torch wasturned off and the screw feeder started to supply biomassto the gasifier until the bed height was about 18 cm Thenthe air and steam started to be supplied to the gasifier atflow rates as required to maintain the desired experimentaloperating parameters (ER and SF) shown in Table 2 At thistime the temperature started to be measured and stored
using the temperature data logger As biomass was gasifiedthe bed height decreased and ash accumulated on the grateThen biomass was added every 10 minutes and in batchesas required Also ash was continuously removed from thetop of the grate to the gasifier plenum through the vibratinggrate whose vibrating frequency was adjusted to maintaina constant 2 cm- thickness ash layer When the gasificationsystem stabilized that is peak temperature measuring 2 cmabove of the grate started to be constant without changing itsposition the gas samples taken from the top of the gasifierat a rate of 1 Lmin were cleaned and dried to analyze theircomposition (CO2 CO CH4 C2H6 H2 O2 and N2) atreal time and during 10 minutes by the gas analyzer whose
Journal of Combustion 5
ranges are CO2 between 0 and 40 CO between 0 and 30CH4 between 0 and 10 H2 between 0 and 40 and C2H6between 0 and 5 For all experiments the biomass flow ratewasmaintained constant at 600 ghwhile the flows rates of airand steamwere adjusted at the values given in Table 2 in ordertomaintain the desired operating (ER and SF) conditions Forall experiments the air and steamwere supplied to the gasifierat 75 kPa and temperatures of 20∘C and 92∘C respectivelyThe temperatures along the gasifier bed were measured by k-type thermocouples placed at 2 4 6 8 10 12 14 and 16 cmabove the cast iron grate and recorded at real time everyminute by the temperature recorder
3 Results and Discussion
31 Uncertainty Analysis The uncertainty at measurementsof temperature air flow fuel flow and syngas compoundwere found by the following equations that calculate the totaluncertainty and uncertainty propagation respectively
1205902119909119894 = 1198612119909119894 + 1198752119909119894 (5)
1205902119903 =119895
sum119894=1
( 120597119903120597119909119894)2
1205902119909119894 (6)
where 119903 = 119903(1199091 1199092 1199092) is function of 119909119894 measuredvariables of 119895 120590119903 120590119909119894 are uncertainties of 119903 and 119909119894 respectivelyand 119861119909119894 and 119875119909119894 are systematic uncertainties and randomuncertainties of 119909119894 The temperatures in the gasifier bed weremeasured by k-type thermocouples with a plusmn075 accuracyin the range of measured temperatures The uncertaintyderived from thermocouple operation was taken to plusmn015Then the total uncertainty of temperature is plusmn076 by (5)The air flow was measured by a rotameter with 100 SFCHfull scale (283m3h) and resolution of 5 SFCH (014m3h)and accuracy of plusmn4 the total uncertainty of air flow isplusmn4 by (5) A rotameter with 996 cm3min full scale and0066 cm3min resolutionwas used tomeasure the water flowto the gasifier This rotameter has an accuracy of plusmn1 Thustotal uncertainty to water flow is plusmn1 The feeding system(screw feeder) was calibrated previously and its systematicuncertainty was plusmn342 The total uncertainty of scale usedto measure the sample weight was plusmn1 whereas the totaluncertainty of the timer used to measure the feed rate wasplusmn387 The uncertainties of ER and SF are functions oftwo variables which were calculated by using (6) resultingin plusmn557 for ER and plusmn412 for the SF ratio The totaluncertainty to every syngas compound is function of plusmn1accuracy only Table 3 summarizes total uncertainties
32 Fuel Characterization CH samples were obtained fromthe Colombian coffee agroindustry and were characterizedby ultimate and proximate analyses Table 4 shows resultsfrom these analyses alongwith the empirical formula that wasderived using atom balance on compounds Also mesh sizeparticle of samples was determined and results are shown inTable 5
Table 3 Uncertainty of gasification parameters
Variable Uncertainty Temperature plusmn076Air flow plusmn400Steam flow plusmn100Feed rate plusmn387ER plusmn557SF plusmn412MS compounds plusmn100
Table 4 Proximate and ultimate analysis of CH
Moisture 1010Volatiles 7986Ash 120FC 884C 4452H 603N 078O 4838S 029HHV (kJkg) 18740DRY HHV (kJkg) 20845DAF HHV (kJkg) 21127Empirical formula CH163N0015O082S00024
Table 5 Mesh particle size characterization of CH
Particle size [mm] Mass percentage of the samples[67infin) 002[56 67) 008[40 56) 233[28 40) 1933[20 28) 2060[17 20) 994[10 17) 2054[05 10) 1401[00 05) 1315
33 Temperature Profiles Figures 3ndash8 show results on tem-perature profile along the gasifier axis for different ER andSF ratios Although experimentation was carried out at 153lt ER lt 611 temperature profiles are shown only for ERof 153 307 409 and 611 Temperature data is given atquasi-steady-state conditions Full steady state conditionswere impossible to achieve due to batch biomass supply Thetendency of the curves shows that increasing ER tends todecrease temperatures due to less air supplied to the gasifierThis leads to decreased char oxidation rate because charoxidation is diffusion controlled hence its rate depends onthe oxygen available in the combustion zone Lower char oxi-dation rates result in lower temperatures since char oxidation(heterogeneous reactions 3 and 4) is an exothermic processthat releases the heat required for the global gasificationThe temperatures peaks shown in the curves trend from
6 Journal of Combustion
4 10 162Bed height (cm)
300
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 3 Temperature profile along with gasifier axis at SF = 0
4 10 162Bed height (cm)
200
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 4 Temperature profile along with gasifier axis at SF = 023
Figures 3ndash8 show the place where the char oxidation occursFor almost all experimentation cases the char oxidationoccurred 4 cm above the grate indicating that quasi-steady-state was achieved When fixed gasification is carried outunder unsteady operating conditions the maximum temper-ature in the combustion zone move up through the gasifieraxis due to ash accumulation on the grate In the currentexperimentation the ash was removed to the gasifier plenumby a vibrating grate
It is apparent from these results that increased SF ratiosalso decrease peak temperatures (Figure 8) Increased SFimplies more steam supplied to the gasifier hence thereaction of char in the combustion zone takes place underreach-steam conditions which implies more of the charreacting with the steam through the endothermic reactionR5 to produce H2 and CO The maximum peak temperature
4 10 162Bed height (cm)
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 307ER = 611ER= 153ER = 409ER
6 8 12 14
Figure 5 Temperature profile along with gasifier axis at SF = 038
4 10 162Bed height (cm)
300
400
500
600
700
800Te
mpe
ratu
re (∘
C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 6 Temperature profile along with gasifier axis at SF = 059
4 10 162Bed height (cm)
200
300
400
500
600
700
800
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 7 Temperature profile along with gasifier axis at SF = 087
Journal of Combustion 7
200 300 400 500 600100ER
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 0SF = 059SF= 087SF= 023SF
= 038SF
Figure 8 Temperature peaks versus ER for several SFs
200 300 400 500 600100ER
6
8
10
12
14
16
18
20
Dry
bas
is H
2m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 9 H2 production versus ER for several SFs
(960∘C) was reached for air-gasification (SF = 0) due to noH2O in the combustion zone
Also results from temperature profile show that tem-peratures at 2 cm above the grate are lower than these atthe combustion zone (peak temperature) indicating that atthis point (2 cm above the grate) there is ash accumulationOn the other hand the temperature above the combustionzone (4 cm up to the grate) decreases since the reactionsoccurring at these zones (reduction pyrolysis and drying)are endothermic
34 Gas Composition In this section (Figures 9ndash11) theresults on syngas composition are presented for only relevantspecies in a dry tar free basis Species in trace amount are not
7
8
9
10
11
12
13
14
Dry
bas
is CO
mol
e (
)
200 300 400 500 600100ER
= 059SF= 087SF
= 023SF= 038SF
Figure 10 CO concentration at several SFs versus ER
8
10
12
14
16
18
20
22D
ry b
asis
CO2
mol
e (
)
200 300 400 500 600100ER
= 023SF= 038SF
= 059SF= 087SF
Figure 11 CO2 concentration at several SFs versus ER
shown Figure 9 illustrates the H2 content in syngas as a func-tion of ER for several SFs It is apparent that H2 productionincreaseswhenbothER and SF are increased Increasing SF atconstant ER leads to an H2O-rich combustion environmentso those reactions (R5 and R10) which produce H2 arefavored That is steam reforming reaction (reaction R5)which produces H2 and CO through the reaction of C atomswith H2O takes place in the combustion and reductionzones (4 cm above the grade) where all water vapor suppliedwith the air is available Thus the char reaction occurs inan H2O-rich mixture which increases the reaction rate ofchar resulting in high productions of H2 and CO HoweverFigure 10 shows a decreased production of CO while SFincreases which suggest that much of the CO produced bythe steam reforming reaction (R5) in the combustion andreduction zones is consumed by the shift reaction (R10) in the
8 Journal of Combustion
upper zones (pyrolysis and drying) to produce more H2 andCO2
In general results show that H2 increases and COdecreases with increased ER At constant SF increasing ERimplies less O2 supplied to the gasifier resulting in H2O-richmixtures that are favorable for the reaction of char with H2O(reforming reaction) to produce H2 and CO Also higher ERleads to lower combustion temperatures (peak temperatures)which are more appropriate for the production of CO2than CO via char oxidation (reaction R3) Oxidation ofchar to produce CO and CO2 via reactions R2 and R3 iscompetitive and their reaction rates are very dependent onthe temperature low temperatures favor the production ofCO2 through reaction R3 [9] Less production of CO impliesmore O2 free to react with remaining char and hence moreCO2 (Figure 11)
From Figure 9 it is apparent that the variation of ERis more important on the H2 production at lower SF ratiosthan at higher SF at SF = 023 increasing the ER from153 to 611 increases the H2 production by 79 whereas atSF = 087 the same increase (153 to 611) in the ER onlyrises the H2 production by 443 On the other hand atER = 153 increasing SF from 023 to 087 increases the H2concentration by 752 but at ER = 611 the same increasein SF (023 to 087) only increases theH2 production by 412This suggests that the influence of SF on the H2 production ismore important at lower ER than at higher ER
For all SF the slopes of CO-curves are higher at ER gt351 than those at ER le 35 (Figure 10) In other words forany increase in ER the decrease in CO is higher at ER gt 351than at ER lt 351 (ie at SF = 087 increasing ER from 154 to351 decreases CO by about 8 while increasing ER from 351to 611 decreases CO by about 30) The effect of increasedER on the decrease of temperature peak (combustion zone)is higher at ER gt 351 than that at ER lt 351 (Figure 8)Thus increasing ERdecreasesmore the production of CO viareaction R2 at ER gt 351 than at ER lt 351 Also it is apparentthat R3 (oxidation of char to produce CO2) is more importantat ER gt 351 than at ER lt 351
Figure 12 shows CH4 production as a function of ERfor different SF Increasing both ER and SF increases H2production (Figure 9) Thus the production of CH4 viathe heterogeneous reaction R6 is favored (Figure 12) dueto higher H2 concentration in the reduction zone Themaximum CH4 was about 41 which indicates that mostof the CH4 produced in the reduction zone via reaction R6is consumed by the reforming of CH4 (R11) above of thereduction zone
35 HHV of Syngas and Energy Conversion Efficiency Thesyngas higher heating values (HHV) calculated by (7) arepresented in Table 6 as a function of ER and SF
HHVsyngas =119895
sum119894=1
119883119894 sdotHHV119894 (7)
where119883119894 andHHV119894 are themolar fraction and higher heatingvalue of each gas fuel contained in syngas respectively
200 300 400 500 600100ER
100
150
200
250
300
350
400
450
Dry
bas
is CH
4m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 12 CH4 concentration at several SFs versus ER
Table 6 Dry basis syngas HHV [kJSATPm3] for several SF and ERratios
SF ER153 205 245 307 351 409 492 611
023 3112 3130 3075 3216 3248 3300 3386 3413038 3132 3478 3622 3710 4042 3887 3832 3678059 3445 3764 4147 4318 4391 4464 4376 4312087 4148 4482 4604 4836 5077 5085 5081 5052
HHVsyngas is the high heating value (kJSATPm3 of drysyngas)
Table 6 presents results onHHVsyngas for different ER andSF At SF = 023 increased ER increases HHVsyngas Howeverat SF ge 038 the HHVsyngas presents a maximum value atER = 351 or ER = 409 In general HHVsyngas increaseswith a higher ER because the syngas has more CH4 content(HHVCH4 = 36339 kJSATPm3 of CH4) According to theresults the H2 content in syngas is inversely proportionalto the CO content more H2 implies less CO This suggeststhat the HHVsyngas increases with increased ER mainly dueto more production of CH4 since the energy density of CO(11567 kJSATPm3 of CO) is very similar to that of the H2(11600 kJSATPm3 of H2)
Although HHVsyngas gives information on syngas energydensity it does not give information on energy recovered insyngas for each biomass unit gasified The energy recovery(dry tar free basis) was estimated using the following
120578Gas119864= HHVsyngas
119873Fuel lowastHHVFuel + 119873steam lowast 18 (ℎV + 418 (365 minus 293)) (8)
where HHVsyngas is the higher heating value of syngas on adry basis119873Fuel and119873steam are themoles of biomass and steamsupplied to the gasifier respectively by each normalm3 of dry
Journal of Combustion 9
Table 7 Dry tar free energy recovery for several ER and SFs
SF ER153 205 245 307 351 409 492 611
023 044 036 031 026 023 019 017 014038 044 038 034 029 028 024 02 015059 047 041 040 035 032 029 024 019087 062 053 048 043 041 036 030 024
syngas produced HHVFuel corresponds to the gross heatingvalue of DAF fuel (kJm3) and ℎV is the vaporization enthalpyof water (kJkg_K) Since it was impossible to measure flowsrates of both tar and water in the syngas the syngas flowrate required to estimate energy recovery was estimatedusing atom balance on reactants (biomass air and steam)and products (tar composition char water in syngas anddry syngas composition) Table 7 presents dry tar free energyrecovery which refers to energy recovered in syngas for eachunit biomass gasified The remaining energy is in tar charand energy lost by radiation and convection on the outsidewalls of the reactor
From the results presented in Table 7 it can be concludedthat increased ER tends to reduce energy recovery whereasenergy recovery increases with a higher SF In general theenergy recovery ranged between 14 and 62 the remainingpercentage of energy is in tar char and latent heat of syngas
4 Conclusions
(i) The temperature in the combustion zone ranged from521∘C to 960∘C Lower values of peak temperature arebecause of higher SFs which favor the endothermicchar reforming reaction (C + H2O rarr CO + H2)Above the combustion zone (4 cm up to the grate)temperature decreases because of the presence ofendothermic reactions in the reduction pyrolysisand drying zones with the exception of the shiftreaction (CO +H2Orarr CO2 +H2)
(ii) Increasing both ER and SF produces mixtures rich inH2 CH4 andCO2 but poor inCO due to the fact thatH2 and CO2 are competitive species with CO via theshift reaction (CO + H2O rarr CO2 + H2) Also COand CO2 produced by char oxidation via reactionsC2 + (12)O2 rarr C + CO and C + O2 rarr CO2 arecompetitive H2 content in the syngas ranged from754 to 1907 whereas CO content in syngas wasfrom 777 to 1349On the other hand themaximumCH4 content was of 410
(iii) HHV of syngas varied from 3112 kJSATPm3 to5085 kJSATPm3 Those values are similar to theones reported in previous gasification studiesThat is high heating values (HHV) ranging from3268 kJSATPm3 to 4581 kJSATPm3 were reportedby [9] Gordillo and Annamalai for a syngas obtainedfrom air-steam dairy biomass gasification
(iv) The quality of syngas produced highly depends onoperating parameters such as ER and SF If rich-H2 syngas mixtures are desired gasification must becarried out under higher ER and SF ratios
(v) Air-steam gasification of coffee husk is possible with-out heat addition under 154 lt ER lt 611 and 023 ltSF lt 087 At ER gt 611 and SF gt 087 gasification ofCH tends to be near global pyrolysis since at theseconditions the temperature at the combustion zoneis only 521∘C which is not much higher than theignition temperature of C (400∘C)
Additional Points
Highlights (i) Biomass gasification for treatment of agroin-dustrial wastes is used (ii) Syngas is generated through anupdraft gasifier using coffee husk as fuel (iii) Syngas HHVbased on both air and steam as gasifying agents is improved
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
The financial support from the internal financing grantsof the Andes University and ECCI University is gratefullyacknowledged
References
[1] A Williams J M Jones L Ma and M Pourkashanian ldquoPollu-tants from the combustion of solid biomass fuelsrdquo Progress inEnergy and Combustion Science vol 38 no 2 pp 113ndash137 2012
[2] R Saidur E Abdelaziz A Demirbas M Hossain and SMekhilef ldquoA review on biomass as a fuel for boilersrdquo Renewableand Sustainable Energy Reviews vol 15 no 5 pp 2262ndash22892011
[3] International Coffee Organization International Coffee Organi-zation Enero 2016 httpwwwicoorgtrade_statisticsasp
[4] Federacion Nacional de Cafeteros de Colombia FederacionNacional de Cafeteros de Colombia enero 2016 httpwwwfederaciondecafeterosorgparticularesesquienes_somos119_estadisticas_historicas
[5] Institute of Nutrition of Central America and Panama PULPADE CAFE composicion tecnologıa y utilizacion Bogota CIID1978
[6] J L De Oliveira J N Da Silva E Graciosa Pereira D OliveiraFilho and D Rizzo Carvalho ldquoCharacterization and mappingof waste from coffee and eucalyptus production in Brazil forthermochemical conversion of energy via gasificationrdquo Renew-able and Sustainable Energy Reviews vol 21 pp 52ndash58 2013
[7] S Priyadarsan K Annamalai JM Sweeten SMukhtar andMT Holtzapple ldquoFixed-bed gasification of feedlot manuere andpoultry litter biomassrdquo Transactions of the ASAE vol 47 no 5pp 1689ndash1696 2004
[8] P Basu ldquoGasificationTheoryrdquo in Biomass Gasification Pyrolysisand Torrefaction pp 199ndash248 Academic Press 2ed edition2013
10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

Journal of Combustion 3
an endothermic process that produces a mixture of H2 COand CO2 [26]
In 2008 Gao et al [12] performed a study on the hydrogenproduction using pine sawdust in a counter-current fixed-bed gasifier The parameters investigated were temperaturethe steam-biomass (SB) ratio and equivalence ratio (ER(In [12] ER = AiractualAirstoichiometric)) In this research thetar generated in the gasification process was cracked using aporous ceramic reformer Thus hydrogen concentration washigher than that without using a porous ceramic reformingIn 2009 Gordillo and Annamalai [9] performed a study ondairy biomass adiabatic gasification carried out in a fixed-bed gasifier and using air-steam blends as oxidizing sourceThe effects of ER and SF on syngas composition (H2 COCO2 N2 CH4 andC2H6) temperature profiles syngasHHVand energy conversion were discussed In 2008 Plis andWilk [13] discussed the gas yield in a 50 kWhr fixed-bedgasifier using air as oxidizer and wood pellets as fuel biomassParametric studies on the experimental performance (120582 =AiractualAirstoichiometric) and the biomass MC (moisture con-tent) were developed The syngas produced in this studywas blended with coal to run a cocombustor In 2009 Velezet al [14] carried out an experimental study on fluidized-bed cogasification of coal with biomass using a mixture ofair-steam as oxidizing source Blends of coal with 6ndash15of coffee husk (CH) rice husk (RH) and sawdust contentswere used as feedstock The parameters studied were Rac(Rac = kgairkgfuel) and Rvc (Rvc = kgsteamkgfuel) rangingfrom 2 kgkg to 3 kgkg and from 01 kgkg to 08 kgkgrespectively The effects of these parameters on syngas HHVwere discussed In 2010 Wilson et al [15] gasified coffee huskusing oxygen-nitrogensteam blends at different gasificationtemperatures (900∘C 800∘C and 700∘C) concluding thatincreasing temperature resulted in a linear increase in theCO content in syngas At lower O2 concentrations the aboveeffect is more pronounced When gasification temperaturewas increased from 700∘C to 900∘C the CO produced at2 of O2 was enhanced by 6 and 25 times in a pure N2environment In 2011 Gordillo and Rodriguez [27] publishedamodeling study on coffee gasification using air-steam as oxi-dizing source The Chemical Equilibrium with Applicationsprogram (CEA) developed by NASA was used to estimatethe effect of equivalence ratio (ER) and steam to fuel (SF)ratio on equilibrium temperature and gas composition of sim150 species The results showed that increased ER and (S F)ratios produce mixtures that are rich in H2 and CO2 but poorin CO
From the literature review it is apparent that there are nopreliminary experimental studies on Colombian coffee huskgasification using air-steam blends in a fixed-bed counter-current gasifier The current paper presents results obtainedfrom an experimental air-steam fixed gasification study ofcoffee husk The effects of operating parameters such asequivalence ratio (ER) and steam to fuel (SF) ratio ontemperature profile along gasifier axis syngas compositionsyngas HHV and energy recovery are discussed Typi-cally results obtained from this research were HHVmax =5085 kJm3 andmolar concentration (dry basis) H2 = 1907
CO = 1349 CO2 = 2178 and CH4 = 41 These resultsare discussed and analyzed in the current paper
Full or stoichiometric combustion occurs when it isused only the necessary amount of O2 for total oxidationof the atoms contained in the fuel (see (1)) This process(stoichiometric combustion) is basically used to produceheat
CHℎO119900N119899S119904 + 119886O2 997888rarr 119887CO2 + 119888H2O + 119889SO2 + 119890N2 (1)
On the other hand partial oxidation or gasification (richmixtures) uses lower oxygen than that required for theoreticalcombustion and produces a fuel gas known as syngasAccording to the desired syngas composition the gasificationprocess must be carried out using different oxidizing sourcessuch as pure air pure oxygen or pure steam Also mixturesof air or oxygen with steam are used Equation (2) showsan air-steam biomass reaction producing only the mostimportant species The composition of syngas producedunder air-steam biomass gasification typically depends onsome operating parameters such as equivalence ratio (ER see(3)) and steam to fuel (SF see (4)) ratio
CHℎO119900N119899S119904 + 119891H2O + 119892 (O2 + 3 76N2)997888rarr ℎCO2 + 119894CO + 119895CH4 + 119897H2S + 119898N2 + 119899H2
(2)
ER = stoichometric air molesactual air moles
= 119886119892 (3)
SF = actual steam molesactual fuel moles
= 119891 (4)
2 Material and Methods
21 Experimental Facility Figure 2 shows a diagram of theexperimental facility used in the study The facility consistsof (i) a biomass hopper where biomass is stored (ii) a 102 cmtall small-scale (10 kWhr) updraft fixed-bed gasifier built ofcastable alumina refractory tube (inner and outer diameterof 127mm (5 in) and 254 cm (10 in) resp) surrounded by508 cm fiberglass insulating blanket layer in order to reduceheat lost (iii) a steam generator built of a 10 cm internaldiameter stainless steel tube surrounded by a heating tapeelement with variable power output (350ndash1000W) to controlvapor flow rate generation from 127 gmin to 1725 gmin(iv) an ash collector system consisting of a conical vibratinggrate and an ash deposit placed under the grate The conicalgrate (drilled with several holes) was built of cast iron andattached to a pneumatic vibrator to maintain continuous ashremoval and hence quasi-steady-state operating conditions(v) a cleaning and drying system composed of filters andcondensers to clean and dry respectively the syngas samplescondenser was cooled using cold water at 0∘C (vi) a tempera-ture recorder system to record every minute the temperaturemeasured by eight K-type thermocouples placed at 8 differentpoints through the bed (vii) a gas analyzer system wherethe syngas previously cleaned is analyzed this gas analyzeranalyzes and records mole fraction of CO CH4 H2 COCO2 and C119899H119898 and (viii) a combustion chamber to burnthe syngas leaving both the gasifier and the gas analyzer
4 Journal of Combustion
Biomass
Biomass
Screw
Thermocouples
hopper
Temperaturemonitor
Steam
Steamgenerator
Pneumaticvibrator
Grateash
deposit
Air
feeder
Tarcollector
Filters
Syngas
Syngasburner
blower
Syngasblower
Gasspectrometer
Gas
Figure 2 Schematic gasification facility adapted from [18]
Table 2 Experimental parameters
Air pressure and temperature 076 bar 92∘CBed height 180mmFuel biomass Coffee huskParticle size Flake where 80 of mass is 119889119901 lt 4mmBiomass flow rate 0166 gs (600 gh)
Air flow 173 SFCHndash692 SFCH(049 SATPm3hndash196 SATPm3h)
Steam flow 132 gminndash516 gmin(792 ghndash3096 gh)
ER 153ndash611SF 023ndash087
22 Operating Conditions and Procedure The experimentalprocedurewas performed according to the parameters shownin Table 2
Every experiment started with preheating the gasifierusing a propane torch just located under the grate When thetemperature 2 cm above the grate was about 550∘C (about25 minutes after having turned on the torch) the torch wasturned off and the screw feeder started to supply biomassto the gasifier until the bed height was about 18 cm Thenthe air and steam started to be supplied to the gasifier atflow rates as required to maintain the desired experimentaloperating parameters (ER and SF) shown in Table 2 At thistime the temperature started to be measured and stored
using the temperature data logger As biomass was gasifiedthe bed height decreased and ash accumulated on the grateThen biomass was added every 10 minutes and in batchesas required Also ash was continuously removed from thetop of the grate to the gasifier plenum through the vibratinggrate whose vibrating frequency was adjusted to maintaina constant 2 cm- thickness ash layer When the gasificationsystem stabilized that is peak temperature measuring 2 cmabove of the grate started to be constant without changing itsposition the gas samples taken from the top of the gasifierat a rate of 1 Lmin were cleaned and dried to analyze theircomposition (CO2 CO CH4 C2H6 H2 O2 and N2) atreal time and during 10 minutes by the gas analyzer whose
Journal of Combustion 5
ranges are CO2 between 0 and 40 CO between 0 and 30CH4 between 0 and 10 H2 between 0 and 40 and C2H6between 0 and 5 For all experiments the biomass flow ratewasmaintained constant at 600 ghwhile the flows rates of airand steamwere adjusted at the values given in Table 2 in ordertomaintain the desired operating (ER and SF) conditions Forall experiments the air and steamwere supplied to the gasifierat 75 kPa and temperatures of 20∘C and 92∘C respectivelyThe temperatures along the gasifier bed were measured by k-type thermocouples placed at 2 4 6 8 10 12 14 and 16 cmabove the cast iron grate and recorded at real time everyminute by the temperature recorder
3 Results and Discussion
31 Uncertainty Analysis The uncertainty at measurementsof temperature air flow fuel flow and syngas compoundwere found by the following equations that calculate the totaluncertainty and uncertainty propagation respectively
1205902119909119894 = 1198612119909119894 + 1198752119909119894 (5)
1205902119903 =119895
sum119894=1
( 120597119903120597119909119894)2
1205902119909119894 (6)
where 119903 = 119903(1199091 1199092 1199092) is function of 119909119894 measuredvariables of 119895 120590119903 120590119909119894 are uncertainties of 119903 and 119909119894 respectivelyand 119861119909119894 and 119875119909119894 are systematic uncertainties and randomuncertainties of 119909119894 The temperatures in the gasifier bed weremeasured by k-type thermocouples with a plusmn075 accuracyin the range of measured temperatures The uncertaintyderived from thermocouple operation was taken to plusmn015Then the total uncertainty of temperature is plusmn076 by (5)The air flow was measured by a rotameter with 100 SFCHfull scale (283m3h) and resolution of 5 SFCH (014m3h)and accuracy of plusmn4 the total uncertainty of air flow isplusmn4 by (5) A rotameter with 996 cm3min full scale and0066 cm3min resolutionwas used tomeasure the water flowto the gasifier This rotameter has an accuracy of plusmn1 Thustotal uncertainty to water flow is plusmn1 The feeding system(screw feeder) was calibrated previously and its systematicuncertainty was plusmn342 The total uncertainty of scale usedto measure the sample weight was plusmn1 whereas the totaluncertainty of the timer used to measure the feed rate wasplusmn387 The uncertainties of ER and SF are functions oftwo variables which were calculated by using (6) resultingin plusmn557 for ER and plusmn412 for the SF ratio The totaluncertainty to every syngas compound is function of plusmn1accuracy only Table 3 summarizes total uncertainties
32 Fuel Characterization CH samples were obtained fromthe Colombian coffee agroindustry and were characterizedby ultimate and proximate analyses Table 4 shows resultsfrom these analyses alongwith the empirical formula that wasderived using atom balance on compounds Also mesh sizeparticle of samples was determined and results are shown inTable 5
Table 3 Uncertainty of gasification parameters
Variable Uncertainty Temperature plusmn076Air flow plusmn400Steam flow plusmn100Feed rate plusmn387ER plusmn557SF plusmn412MS compounds plusmn100
Table 4 Proximate and ultimate analysis of CH
Moisture 1010Volatiles 7986Ash 120FC 884C 4452H 603N 078O 4838S 029HHV (kJkg) 18740DRY HHV (kJkg) 20845DAF HHV (kJkg) 21127Empirical formula CH163N0015O082S00024
Table 5 Mesh particle size characterization of CH
Particle size [mm] Mass percentage of the samples[67infin) 002[56 67) 008[40 56) 233[28 40) 1933[20 28) 2060[17 20) 994[10 17) 2054[05 10) 1401[00 05) 1315
33 Temperature Profiles Figures 3ndash8 show results on tem-perature profile along the gasifier axis for different ER andSF ratios Although experimentation was carried out at 153lt ER lt 611 temperature profiles are shown only for ERof 153 307 409 and 611 Temperature data is given atquasi-steady-state conditions Full steady state conditionswere impossible to achieve due to batch biomass supply Thetendency of the curves shows that increasing ER tends todecrease temperatures due to less air supplied to the gasifierThis leads to decreased char oxidation rate because charoxidation is diffusion controlled hence its rate depends onthe oxygen available in the combustion zone Lower char oxi-dation rates result in lower temperatures since char oxidation(heterogeneous reactions 3 and 4) is an exothermic processthat releases the heat required for the global gasificationThe temperatures peaks shown in the curves trend from
6 Journal of Combustion
4 10 162Bed height (cm)
300
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 3 Temperature profile along with gasifier axis at SF = 0
4 10 162Bed height (cm)
200
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 4 Temperature profile along with gasifier axis at SF = 023
Figures 3ndash8 show the place where the char oxidation occursFor almost all experimentation cases the char oxidationoccurred 4 cm above the grate indicating that quasi-steady-state was achieved When fixed gasification is carried outunder unsteady operating conditions the maximum temper-ature in the combustion zone move up through the gasifieraxis due to ash accumulation on the grate In the currentexperimentation the ash was removed to the gasifier plenumby a vibrating grate
It is apparent from these results that increased SF ratiosalso decrease peak temperatures (Figure 8) Increased SFimplies more steam supplied to the gasifier hence thereaction of char in the combustion zone takes place underreach-steam conditions which implies more of the charreacting with the steam through the endothermic reactionR5 to produce H2 and CO The maximum peak temperature
4 10 162Bed height (cm)
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 307ER = 611ER= 153ER = 409ER
6 8 12 14
Figure 5 Temperature profile along with gasifier axis at SF = 038
4 10 162Bed height (cm)
300
400
500
600
700
800Te
mpe
ratu
re (∘
C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 6 Temperature profile along with gasifier axis at SF = 059
4 10 162Bed height (cm)
200
300
400
500
600
700
800
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 7 Temperature profile along with gasifier axis at SF = 087
Journal of Combustion 7
200 300 400 500 600100ER
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 0SF = 059SF= 087SF= 023SF
= 038SF
Figure 8 Temperature peaks versus ER for several SFs
200 300 400 500 600100ER
6
8
10
12
14
16
18
20
Dry
bas
is H
2m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 9 H2 production versus ER for several SFs
(960∘C) was reached for air-gasification (SF = 0) due to noH2O in the combustion zone
Also results from temperature profile show that tem-peratures at 2 cm above the grate are lower than these atthe combustion zone (peak temperature) indicating that atthis point (2 cm above the grate) there is ash accumulationOn the other hand the temperature above the combustionzone (4 cm up to the grate) decreases since the reactionsoccurring at these zones (reduction pyrolysis and drying)are endothermic
34 Gas Composition In this section (Figures 9ndash11) theresults on syngas composition are presented for only relevantspecies in a dry tar free basis Species in trace amount are not
7
8
9
10
11
12
13
14
Dry
bas
is CO
mol
e (
)
200 300 400 500 600100ER
= 059SF= 087SF
= 023SF= 038SF
Figure 10 CO concentration at several SFs versus ER
8
10
12
14
16
18
20
22D
ry b
asis
CO2
mol
e (
)
200 300 400 500 600100ER
= 023SF= 038SF
= 059SF= 087SF
Figure 11 CO2 concentration at several SFs versus ER
shown Figure 9 illustrates the H2 content in syngas as a func-tion of ER for several SFs It is apparent that H2 productionincreaseswhenbothER and SF are increased Increasing SF atconstant ER leads to an H2O-rich combustion environmentso those reactions (R5 and R10) which produce H2 arefavored That is steam reforming reaction (reaction R5)which produces H2 and CO through the reaction of C atomswith H2O takes place in the combustion and reductionzones (4 cm above the grade) where all water vapor suppliedwith the air is available Thus the char reaction occurs inan H2O-rich mixture which increases the reaction rate ofchar resulting in high productions of H2 and CO HoweverFigure 10 shows a decreased production of CO while SFincreases which suggest that much of the CO produced bythe steam reforming reaction (R5) in the combustion andreduction zones is consumed by the shift reaction (R10) in the
8 Journal of Combustion
upper zones (pyrolysis and drying) to produce more H2 andCO2
In general results show that H2 increases and COdecreases with increased ER At constant SF increasing ERimplies less O2 supplied to the gasifier resulting in H2O-richmixtures that are favorable for the reaction of char with H2O(reforming reaction) to produce H2 and CO Also higher ERleads to lower combustion temperatures (peak temperatures)which are more appropriate for the production of CO2than CO via char oxidation (reaction R3) Oxidation ofchar to produce CO and CO2 via reactions R2 and R3 iscompetitive and their reaction rates are very dependent onthe temperature low temperatures favor the production ofCO2 through reaction R3 [9] Less production of CO impliesmore O2 free to react with remaining char and hence moreCO2 (Figure 11)
From Figure 9 it is apparent that the variation of ERis more important on the H2 production at lower SF ratiosthan at higher SF at SF = 023 increasing the ER from153 to 611 increases the H2 production by 79 whereas atSF = 087 the same increase (153 to 611) in the ER onlyrises the H2 production by 443 On the other hand atER = 153 increasing SF from 023 to 087 increases the H2concentration by 752 but at ER = 611 the same increasein SF (023 to 087) only increases theH2 production by 412This suggests that the influence of SF on the H2 production ismore important at lower ER than at higher ER
For all SF the slopes of CO-curves are higher at ER gt351 than those at ER le 35 (Figure 10) In other words forany increase in ER the decrease in CO is higher at ER gt 351than at ER lt 351 (ie at SF = 087 increasing ER from 154 to351 decreases CO by about 8 while increasing ER from 351to 611 decreases CO by about 30) The effect of increasedER on the decrease of temperature peak (combustion zone)is higher at ER gt 351 than that at ER lt 351 (Figure 8)Thus increasing ERdecreasesmore the production of CO viareaction R2 at ER gt 351 than at ER lt 351 Also it is apparentthat R3 (oxidation of char to produce CO2) is more importantat ER gt 351 than at ER lt 351
Figure 12 shows CH4 production as a function of ERfor different SF Increasing both ER and SF increases H2production (Figure 9) Thus the production of CH4 viathe heterogeneous reaction R6 is favored (Figure 12) dueto higher H2 concentration in the reduction zone Themaximum CH4 was about 41 which indicates that mostof the CH4 produced in the reduction zone via reaction R6is consumed by the reforming of CH4 (R11) above of thereduction zone
35 HHV of Syngas and Energy Conversion Efficiency Thesyngas higher heating values (HHV) calculated by (7) arepresented in Table 6 as a function of ER and SF
HHVsyngas =119895
sum119894=1
119883119894 sdotHHV119894 (7)
where119883119894 andHHV119894 are themolar fraction and higher heatingvalue of each gas fuel contained in syngas respectively
200 300 400 500 600100ER
100
150
200
250
300
350
400
450
Dry
bas
is CH
4m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 12 CH4 concentration at several SFs versus ER
Table 6 Dry basis syngas HHV [kJSATPm3] for several SF and ERratios
SF ER153 205 245 307 351 409 492 611
023 3112 3130 3075 3216 3248 3300 3386 3413038 3132 3478 3622 3710 4042 3887 3832 3678059 3445 3764 4147 4318 4391 4464 4376 4312087 4148 4482 4604 4836 5077 5085 5081 5052
HHVsyngas is the high heating value (kJSATPm3 of drysyngas)
Table 6 presents results onHHVsyngas for different ER andSF At SF = 023 increased ER increases HHVsyngas Howeverat SF ge 038 the HHVsyngas presents a maximum value atER = 351 or ER = 409 In general HHVsyngas increaseswith a higher ER because the syngas has more CH4 content(HHVCH4 = 36339 kJSATPm3 of CH4) According to theresults the H2 content in syngas is inversely proportionalto the CO content more H2 implies less CO This suggeststhat the HHVsyngas increases with increased ER mainly dueto more production of CH4 since the energy density of CO(11567 kJSATPm3 of CO) is very similar to that of the H2(11600 kJSATPm3 of H2)
Although HHVsyngas gives information on syngas energydensity it does not give information on energy recovered insyngas for each biomass unit gasified The energy recovery(dry tar free basis) was estimated using the following
120578Gas119864= HHVsyngas
119873Fuel lowastHHVFuel + 119873steam lowast 18 (ℎV + 418 (365 minus 293)) (8)
where HHVsyngas is the higher heating value of syngas on adry basis119873Fuel and119873steam are themoles of biomass and steamsupplied to the gasifier respectively by each normalm3 of dry
Journal of Combustion 9
Table 7 Dry tar free energy recovery for several ER and SFs
SF ER153 205 245 307 351 409 492 611
023 044 036 031 026 023 019 017 014038 044 038 034 029 028 024 02 015059 047 041 040 035 032 029 024 019087 062 053 048 043 041 036 030 024
syngas produced HHVFuel corresponds to the gross heatingvalue of DAF fuel (kJm3) and ℎV is the vaporization enthalpyof water (kJkg_K) Since it was impossible to measure flowsrates of both tar and water in the syngas the syngas flowrate required to estimate energy recovery was estimatedusing atom balance on reactants (biomass air and steam)and products (tar composition char water in syngas anddry syngas composition) Table 7 presents dry tar free energyrecovery which refers to energy recovered in syngas for eachunit biomass gasified The remaining energy is in tar charand energy lost by radiation and convection on the outsidewalls of the reactor
From the results presented in Table 7 it can be concludedthat increased ER tends to reduce energy recovery whereasenergy recovery increases with a higher SF In general theenergy recovery ranged between 14 and 62 the remainingpercentage of energy is in tar char and latent heat of syngas
4 Conclusions
(i) The temperature in the combustion zone ranged from521∘C to 960∘C Lower values of peak temperature arebecause of higher SFs which favor the endothermicchar reforming reaction (C + H2O rarr CO + H2)Above the combustion zone (4 cm up to the grate)temperature decreases because of the presence ofendothermic reactions in the reduction pyrolysisand drying zones with the exception of the shiftreaction (CO +H2Orarr CO2 +H2)
(ii) Increasing both ER and SF produces mixtures rich inH2 CH4 andCO2 but poor inCO due to the fact thatH2 and CO2 are competitive species with CO via theshift reaction (CO + H2O rarr CO2 + H2) Also COand CO2 produced by char oxidation via reactionsC2 + (12)O2 rarr C + CO and C + O2 rarr CO2 arecompetitive H2 content in the syngas ranged from754 to 1907 whereas CO content in syngas wasfrom 777 to 1349On the other hand themaximumCH4 content was of 410
(iii) HHV of syngas varied from 3112 kJSATPm3 to5085 kJSATPm3 Those values are similar to theones reported in previous gasification studiesThat is high heating values (HHV) ranging from3268 kJSATPm3 to 4581 kJSATPm3 were reportedby [9] Gordillo and Annamalai for a syngas obtainedfrom air-steam dairy biomass gasification
(iv) The quality of syngas produced highly depends onoperating parameters such as ER and SF If rich-H2 syngas mixtures are desired gasification must becarried out under higher ER and SF ratios
(v) Air-steam gasification of coffee husk is possible with-out heat addition under 154 lt ER lt 611 and 023 ltSF lt 087 At ER gt 611 and SF gt 087 gasification ofCH tends to be near global pyrolysis since at theseconditions the temperature at the combustion zoneis only 521∘C which is not much higher than theignition temperature of C (400∘C)
Additional Points
Highlights (i) Biomass gasification for treatment of agroin-dustrial wastes is used (ii) Syngas is generated through anupdraft gasifier using coffee husk as fuel (iii) Syngas HHVbased on both air and steam as gasifying agents is improved
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
The financial support from the internal financing grantsof the Andes University and ECCI University is gratefullyacknowledged
References
[1] A Williams J M Jones L Ma and M Pourkashanian ldquoPollu-tants from the combustion of solid biomass fuelsrdquo Progress inEnergy and Combustion Science vol 38 no 2 pp 113ndash137 2012
[2] R Saidur E Abdelaziz A Demirbas M Hossain and SMekhilef ldquoA review on biomass as a fuel for boilersrdquo Renewableand Sustainable Energy Reviews vol 15 no 5 pp 2262ndash22892011
[3] International Coffee Organization International Coffee Organi-zation Enero 2016 httpwwwicoorgtrade_statisticsasp
[4] Federacion Nacional de Cafeteros de Colombia FederacionNacional de Cafeteros de Colombia enero 2016 httpwwwfederaciondecafeterosorgparticularesesquienes_somos119_estadisticas_historicas
[5] Institute of Nutrition of Central America and Panama PULPADE CAFE composicion tecnologıa y utilizacion Bogota CIID1978
[6] J L De Oliveira J N Da Silva E Graciosa Pereira D OliveiraFilho and D Rizzo Carvalho ldquoCharacterization and mappingof waste from coffee and eucalyptus production in Brazil forthermochemical conversion of energy via gasificationrdquo Renew-able and Sustainable Energy Reviews vol 21 pp 52ndash58 2013
[7] S Priyadarsan K Annamalai JM Sweeten SMukhtar andMT Holtzapple ldquoFixed-bed gasification of feedlot manuere andpoultry litter biomassrdquo Transactions of the ASAE vol 47 no 5pp 1689ndash1696 2004
[8] P Basu ldquoGasificationTheoryrdquo in Biomass Gasification Pyrolysisand Torrefaction pp 199ndash248 Academic Press 2ed edition2013
10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

4 Journal of Combustion
Biomass
Biomass
Screw
Thermocouples
hopper
Temperaturemonitor
Steam
Steamgenerator
Pneumaticvibrator
Grateash
deposit
Air
feeder
Tarcollector
Filters
Syngas
Syngasburner
blower
Syngasblower
Gasspectrometer
Gas
Figure 2 Schematic gasification facility adapted from [18]
Table 2 Experimental parameters
Air pressure and temperature 076 bar 92∘CBed height 180mmFuel biomass Coffee huskParticle size Flake where 80 of mass is 119889119901 lt 4mmBiomass flow rate 0166 gs (600 gh)
Air flow 173 SFCHndash692 SFCH(049 SATPm3hndash196 SATPm3h)
Steam flow 132 gminndash516 gmin(792 ghndash3096 gh)
ER 153ndash611SF 023ndash087
22 Operating Conditions and Procedure The experimentalprocedurewas performed according to the parameters shownin Table 2
Every experiment started with preheating the gasifierusing a propane torch just located under the grate When thetemperature 2 cm above the grate was about 550∘C (about25 minutes after having turned on the torch) the torch wasturned off and the screw feeder started to supply biomassto the gasifier until the bed height was about 18 cm Thenthe air and steam started to be supplied to the gasifier atflow rates as required to maintain the desired experimentaloperating parameters (ER and SF) shown in Table 2 At thistime the temperature started to be measured and stored
using the temperature data logger As biomass was gasifiedthe bed height decreased and ash accumulated on the grateThen biomass was added every 10 minutes and in batchesas required Also ash was continuously removed from thetop of the grate to the gasifier plenum through the vibratinggrate whose vibrating frequency was adjusted to maintaina constant 2 cm- thickness ash layer When the gasificationsystem stabilized that is peak temperature measuring 2 cmabove of the grate started to be constant without changing itsposition the gas samples taken from the top of the gasifierat a rate of 1 Lmin were cleaned and dried to analyze theircomposition (CO2 CO CH4 C2H6 H2 O2 and N2) atreal time and during 10 minutes by the gas analyzer whose
Journal of Combustion 5
ranges are CO2 between 0 and 40 CO between 0 and 30CH4 between 0 and 10 H2 between 0 and 40 and C2H6between 0 and 5 For all experiments the biomass flow ratewasmaintained constant at 600 ghwhile the flows rates of airand steamwere adjusted at the values given in Table 2 in ordertomaintain the desired operating (ER and SF) conditions Forall experiments the air and steamwere supplied to the gasifierat 75 kPa and temperatures of 20∘C and 92∘C respectivelyThe temperatures along the gasifier bed were measured by k-type thermocouples placed at 2 4 6 8 10 12 14 and 16 cmabove the cast iron grate and recorded at real time everyminute by the temperature recorder
3 Results and Discussion
31 Uncertainty Analysis The uncertainty at measurementsof temperature air flow fuel flow and syngas compoundwere found by the following equations that calculate the totaluncertainty and uncertainty propagation respectively
1205902119909119894 = 1198612119909119894 + 1198752119909119894 (5)
1205902119903 =119895
sum119894=1
( 120597119903120597119909119894)2
1205902119909119894 (6)
where 119903 = 119903(1199091 1199092 1199092) is function of 119909119894 measuredvariables of 119895 120590119903 120590119909119894 are uncertainties of 119903 and 119909119894 respectivelyand 119861119909119894 and 119875119909119894 are systematic uncertainties and randomuncertainties of 119909119894 The temperatures in the gasifier bed weremeasured by k-type thermocouples with a plusmn075 accuracyin the range of measured temperatures The uncertaintyderived from thermocouple operation was taken to plusmn015Then the total uncertainty of temperature is plusmn076 by (5)The air flow was measured by a rotameter with 100 SFCHfull scale (283m3h) and resolution of 5 SFCH (014m3h)and accuracy of plusmn4 the total uncertainty of air flow isplusmn4 by (5) A rotameter with 996 cm3min full scale and0066 cm3min resolutionwas used tomeasure the water flowto the gasifier This rotameter has an accuracy of plusmn1 Thustotal uncertainty to water flow is plusmn1 The feeding system(screw feeder) was calibrated previously and its systematicuncertainty was plusmn342 The total uncertainty of scale usedto measure the sample weight was plusmn1 whereas the totaluncertainty of the timer used to measure the feed rate wasplusmn387 The uncertainties of ER and SF are functions oftwo variables which were calculated by using (6) resultingin plusmn557 for ER and plusmn412 for the SF ratio The totaluncertainty to every syngas compound is function of plusmn1accuracy only Table 3 summarizes total uncertainties
32 Fuel Characterization CH samples were obtained fromthe Colombian coffee agroindustry and were characterizedby ultimate and proximate analyses Table 4 shows resultsfrom these analyses alongwith the empirical formula that wasderived using atom balance on compounds Also mesh sizeparticle of samples was determined and results are shown inTable 5
Table 3 Uncertainty of gasification parameters
Variable Uncertainty Temperature plusmn076Air flow plusmn400Steam flow plusmn100Feed rate plusmn387ER plusmn557SF plusmn412MS compounds plusmn100
Table 4 Proximate and ultimate analysis of CH
Moisture 1010Volatiles 7986Ash 120FC 884C 4452H 603N 078O 4838S 029HHV (kJkg) 18740DRY HHV (kJkg) 20845DAF HHV (kJkg) 21127Empirical formula CH163N0015O082S00024
Table 5 Mesh particle size characterization of CH
Particle size [mm] Mass percentage of the samples[67infin) 002[56 67) 008[40 56) 233[28 40) 1933[20 28) 2060[17 20) 994[10 17) 2054[05 10) 1401[00 05) 1315
33 Temperature Profiles Figures 3ndash8 show results on tem-perature profile along the gasifier axis for different ER andSF ratios Although experimentation was carried out at 153lt ER lt 611 temperature profiles are shown only for ERof 153 307 409 and 611 Temperature data is given atquasi-steady-state conditions Full steady state conditionswere impossible to achieve due to batch biomass supply Thetendency of the curves shows that increasing ER tends todecrease temperatures due to less air supplied to the gasifierThis leads to decreased char oxidation rate because charoxidation is diffusion controlled hence its rate depends onthe oxygen available in the combustion zone Lower char oxi-dation rates result in lower temperatures since char oxidation(heterogeneous reactions 3 and 4) is an exothermic processthat releases the heat required for the global gasificationThe temperatures peaks shown in the curves trend from
6 Journal of Combustion
4 10 162Bed height (cm)
300
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 3 Temperature profile along with gasifier axis at SF = 0
4 10 162Bed height (cm)
200
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 4 Temperature profile along with gasifier axis at SF = 023
Figures 3ndash8 show the place where the char oxidation occursFor almost all experimentation cases the char oxidationoccurred 4 cm above the grate indicating that quasi-steady-state was achieved When fixed gasification is carried outunder unsteady operating conditions the maximum temper-ature in the combustion zone move up through the gasifieraxis due to ash accumulation on the grate In the currentexperimentation the ash was removed to the gasifier plenumby a vibrating grate
It is apparent from these results that increased SF ratiosalso decrease peak temperatures (Figure 8) Increased SFimplies more steam supplied to the gasifier hence thereaction of char in the combustion zone takes place underreach-steam conditions which implies more of the charreacting with the steam through the endothermic reactionR5 to produce H2 and CO The maximum peak temperature
4 10 162Bed height (cm)
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 307ER = 611ER= 153ER = 409ER
6 8 12 14
Figure 5 Temperature profile along with gasifier axis at SF = 038
4 10 162Bed height (cm)
300
400
500
600
700
800Te
mpe
ratu
re (∘
C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 6 Temperature profile along with gasifier axis at SF = 059
4 10 162Bed height (cm)
200
300
400
500
600
700
800
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 7 Temperature profile along with gasifier axis at SF = 087
Journal of Combustion 7
200 300 400 500 600100ER
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 0SF = 059SF= 087SF= 023SF
= 038SF
Figure 8 Temperature peaks versus ER for several SFs
200 300 400 500 600100ER
6
8
10
12
14
16
18
20
Dry
bas
is H
2m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 9 H2 production versus ER for several SFs
(960∘C) was reached for air-gasification (SF = 0) due to noH2O in the combustion zone
Also results from temperature profile show that tem-peratures at 2 cm above the grate are lower than these atthe combustion zone (peak temperature) indicating that atthis point (2 cm above the grate) there is ash accumulationOn the other hand the temperature above the combustionzone (4 cm up to the grate) decreases since the reactionsoccurring at these zones (reduction pyrolysis and drying)are endothermic
34 Gas Composition In this section (Figures 9ndash11) theresults on syngas composition are presented for only relevantspecies in a dry tar free basis Species in trace amount are not
7
8
9
10
11
12
13
14
Dry
bas
is CO
mol
e (
)
200 300 400 500 600100ER
= 059SF= 087SF
= 023SF= 038SF
Figure 10 CO concentration at several SFs versus ER
8
10
12
14
16
18
20
22D
ry b
asis
CO2
mol
e (
)
200 300 400 500 600100ER
= 023SF= 038SF
= 059SF= 087SF
Figure 11 CO2 concentration at several SFs versus ER
shown Figure 9 illustrates the H2 content in syngas as a func-tion of ER for several SFs It is apparent that H2 productionincreaseswhenbothER and SF are increased Increasing SF atconstant ER leads to an H2O-rich combustion environmentso those reactions (R5 and R10) which produce H2 arefavored That is steam reforming reaction (reaction R5)which produces H2 and CO through the reaction of C atomswith H2O takes place in the combustion and reductionzones (4 cm above the grade) where all water vapor suppliedwith the air is available Thus the char reaction occurs inan H2O-rich mixture which increases the reaction rate ofchar resulting in high productions of H2 and CO HoweverFigure 10 shows a decreased production of CO while SFincreases which suggest that much of the CO produced bythe steam reforming reaction (R5) in the combustion andreduction zones is consumed by the shift reaction (R10) in the
8 Journal of Combustion
upper zones (pyrolysis and drying) to produce more H2 andCO2
In general results show that H2 increases and COdecreases with increased ER At constant SF increasing ERimplies less O2 supplied to the gasifier resulting in H2O-richmixtures that are favorable for the reaction of char with H2O(reforming reaction) to produce H2 and CO Also higher ERleads to lower combustion temperatures (peak temperatures)which are more appropriate for the production of CO2than CO via char oxidation (reaction R3) Oxidation ofchar to produce CO and CO2 via reactions R2 and R3 iscompetitive and their reaction rates are very dependent onthe temperature low temperatures favor the production ofCO2 through reaction R3 [9] Less production of CO impliesmore O2 free to react with remaining char and hence moreCO2 (Figure 11)
From Figure 9 it is apparent that the variation of ERis more important on the H2 production at lower SF ratiosthan at higher SF at SF = 023 increasing the ER from153 to 611 increases the H2 production by 79 whereas atSF = 087 the same increase (153 to 611) in the ER onlyrises the H2 production by 443 On the other hand atER = 153 increasing SF from 023 to 087 increases the H2concentration by 752 but at ER = 611 the same increasein SF (023 to 087) only increases theH2 production by 412This suggests that the influence of SF on the H2 production ismore important at lower ER than at higher ER
For all SF the slopes of CO-curves are higher at ER gt351 than those at ER le 35 (Figure 10) In other words forany increase in ER the decrease in CO is higher at ER gt 351than at ER lt 351 (ie at SF = 087 increasing ER from 154 to351 decreases CO by about 8 while increasing ER from 351to 611 decreases CO by about 30) The effect of increasedER on the decrease of temperature peak (combustion zone)is higher at ER gt 351 than that at ER lt 351 (Figure 8)Thus increasing ERdecreasesmore the production of CO viareaction R2 at ER gt 351 than at ER lt 351 Also it is apparentthat R3 (oxidation of char to produce CO2) is more importantat ER gt 351 than at ER lt 351
Figure 12 shows CH4 production as a function of ERfor different SF Increasing both ER and SF increases H2production (Figure 9) Thus the production of CH4 viathe heterogeneous reaction R6 is favored (Figure 12) dueto higher H2 concentration in the reduction zone Themaximum CH4 was about 41 which indicates that mostof the CH4 produced in the reduction zone via reaction R6is consumed by the reforming of CH4 (R11) above of thereduction zone
35 HHV of Syngas and Energy Conversion Efficiency Thesyngas higher heating values (HHV) calculated by (7) arepresented in Table 6 as a function of ER and SF
HHVsyngas =119895
sum119894=1
119883119894 sdotHHV119894 (7)
where119883119894 andHHV119894 are themolar fraction and higher heatingvalue of each gas fuel contained in syngas respectively
200 300 400 500 600100ER
100
150
200
250
300
350
400
450
Dry
bas
is CH
4m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 12 CH4 concentration at several SFs versus ER
Table 6 Dry basis syngas HHV [kJSATPm3] for several SF and ERratios
SF ER153 205 245 307 351 409 492 611
023 3112 3130 3075 3216 3248 3300 3386 3413038 3132 3478 3622 3710 4042 3887 3832 3678059 3445 3764 4147 4318 4391 4464 4376 4312087 4148 4482 4604 4836 5077 5085 5081 5052
HHVsyngas is the high heating value (kJSATPm3 of drysyngas)
Table 6 presents results onHHVsyngas for different ER andSF At SF = 023 increased ER increases HHVsyngas Howeverat SF ge 038 the HHVsyngas presents a maximum value atER = 351 or ER = 409 In general HHVsyngas increaseswith a higher ER because the syngas has more CH4 content(HHVCH4 = 36339 kJSATPm3 of CH4) According to theresults the H2 content in syngas is inversely proportionalto the CO content more H2 implies less CO This suggeststhat the HHVsyngas increases with increased ER mainly dueto more production of CH4 since the energy density of CO(11567 kJSATPm3 of CO) is very similar to that of the H2(11600 kJSATPm3 of H2)
Although HHVsyngas gives information on syngas energydensity it does not give information on energy recovered insyngas for each biomass unit gasified The energy recovery(dry tar free basis) was estimated using the following
120578Gas119864= HHVsyngas
119873Fuel lowastHHVFuel + 119873steam lowast 18 (ℎV + 418 (365 minus 293)) (8)
where HHVsyngas is the higher heating value of syngas on adry basis119873Fuel and119873steam are themoles of biomass and steamsupplied to the gasifier respectively by each normalm3 of dry
Journal of Combustion 9
Table 7 Dry tar free energy recovery for several ER and SFs
SF ER153 205 245 307 351 409 492 611
023 044 036 031 026 023 019 017 014038 044 038 034 029 028 024 02 015059 047 041 040 035 032 029 024 019087 062 053 048 043 041 036 030 024
syngas produced HHVFuel corresponds to the gross heatingvalue of DAF fuel (kJm3) and ℎV is the vaporization enthalpyof water (kJkg_K) Since it was impossible to measure flowsrates of both tar and water in the syngas the syngas flowrate required to estimate energy recovery was estimatedusing atom balance on reactants (biomass air and steam)and products (tar composition char water in syngas anddry syngas composition) Table 7 presents dry tar free energyrecovery which refers to energy recovered in syngas for eachunit biomass gasified The remaining energy is in tar charand energy lost by radiation and convection on the outsidewalls of the reactor
From the results presented in Table 7 it can be concludedthat increased ER tends to reduce energy recovery whereasenergy recovery increases with a higher SF In general theenergy recovery ranged between 14 and 62 the remainingpercentage of energy is in tar char and latent heat of syngas
4 Conclusions
(i) The temperature in the combustion zone ranged from521∘C to 960∘C Lower values of peak temperature arebecause of higher SFs which favor the endothermicchar reforming reaction (C + H2O rarr CO + H2)Above the combustion zone (4 cm up to the grate)temperature decreases because of the presence ofendothermic reactions in the reduction pyrolysisand drying zones with the exception of the shiftreaction (CO +H2Orarr CO2 +H2)
(ii) Increasing both ER and SF produces mixtures rich inH2 CH4 andCO2 but poor inCO due to the fact thatH2 and CO2 are competitive species with CO via theshift reaction (CO + H2O rarr CO2 + H2) Also COand CO2 produced by char oxidation via reactionsC2 + (12)O2 rarr C + CO and C + O2 rarr CO2 arecompetitive H2 content in the syngas ranged from754 to 1907 whereas CO content in syngas wasfrom 777 to 1349On the other hand themaximumCH4 content was of 410
(iii) HHV of syngas varied from 3112 kJSATPm3 to5085 kJSATPm3 Those values are similar to theones reported in previous gasification studiesThat is high heating values (HHV) ranging from3268 kJSATPm3 to 4581 kJSATPm3 were reportedby [9] Gordillo and Annamalai for a syngas obtainedfrom air-steam dairy biomass gasification
(iv) The quality of syngas produced highly depends onoperating parameters such as ER and SF If rich-H2 syngas mixtures are desired gasification must becarried out under higher ER and SF ratios
(v) Air-steam gasification of coffee husk is possible with-out heat addition under 154 lt ER lt 611 and 023 ltSF lt 087 At ER gt 611 and SF gt 087 gasification ofCH tends to be near global pyrolysis since at theseconditions the temperature at the combustion zoneis only 521∘C which is not much higher than theignition temperature of C (400∘C)
Additional Points
Highlights (i) Biomass gasification for treatment of agroin-dustrial wastes is used (ii) Syngas is generated through anupdraft gasifier using coffee husk as fuel (iii) Syngas HHVbased on both air and steam as gasifying agents is improved
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
The financial support from the internal financing grantsof the Andes University and ECCI University is gratefullyacknowledged
References
[1] A Williams J M Jones L Ma and M Pourkashanian ldquoPollu-tants from the combustion of solid biomass fuelsrdquo Progress inEnergy and Combustion Science vol 38 no 2 pp 113ndash137 2012
[2] R Saidur E Abdelaziz A Demirbas M Hossain and SMekhilef ldquoA review on biomass as a fuel for boilersrdquo Renewableand Sustainable Energy Reviews vol 15 no 5 pp 2262ndash22892011
[3] International Coffee Organization International Coffee Organi-zation Enero 2016 httpwwwicoorgtrade_statisticsasp
[4] Federacion Nacional de Cafeteros de Colombia FederacionNacional de Cafeteros de Colombia enero 2016 httpwwwfederaciondecafeterosorgparticularesesquienes_somos119_estadisticas_historicas
[5] Institute of Nutrition of Central America and Panama PULPADE CAFE composicion tecnologıa y utilizacion Bogota CIID1978
[6] J L De Oliveira J N Da Silva E Graciosa Pereira D OliveiraFilho and D Rizzo Carvalho ldquoCharacterization and mappingof waste from coffee and eucalyptus production in Brazil forthermochemical conversion of energy via gasificationrdquo Renew-able and Sustainable Energy Reviews vol 21 pp 52ndash58 2013
[7] S Priyadarsan K Annamalai JM Sweeten SMukhtar andMT Holtzapple ldquoFixed-bed gasification of feedlot manuere andpoultry litter biomassrdquo Transactions of the ASAE vol 47 no 5pp 1689ndash1696 2004
[8] P Basu ldquoGasificationTheoryrdquo in Biomass Gasification Pyrolysisand Torrefaction pp 199ndash248 Academic Press 2ed edition2013
10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

Journal of Combustion 5
ranges are CO2 between 0 and 40 CO between 0 and 30CH4 between 0 and 10 H2 between 0 and 40 and C2H6between 0 and 5 For all experiments the biomass flow ratewasmaintained constant at 600 ghwhile the flows rates of airand steamwere adjusted at the values given in Table 2 in ordertomaintain the desired operating (ER and SF) conditions Forall experiments the air and steamwere supplied to the gasifierat 75 kPa and temperatures of 20∘C and 92∘C respectivelyThe temperatures along the gasifier bed were measured by k-type thermocouples placed at 2 4 6 8 10 12 14 and 16 cmabove the cast iron grate and recorded at real time everyminute by the temperature recorder
3 Results and Discussion
31 Uncertainty Analysis The uncertainty at measurementsof temperature air flow fuel flow and syngas compoundwere found by the following equations that calculate the totaluncertainty and uncertainty propagation respectively
1205902119909119894 = 1198612119909119894 + 1198752119909119894 (5)
1205902119903 =119895
sum119894=1
( 120597119903120597119909119894)2
1205902119909119894 (6)
where 119903 = 119903(1199091 1199092 1199092) is function of 119909119894 measuredvariables of 119895 120590119903 120590119909119894 are uncertainties of 119903 and 119909119894 respectivelyand 119861119909119894 and 119875119909119894 are systematic uncertainties and randomuncertainties of 119909119894 The temperatures in the gasifier bed weremeasured by k-type thermocouples with a plusmn075 accuracyin the range of measured temperatures The uncertaintyderived from thermocouple operation was taken to plusmn015Then the total uncertainty of temperature is plusmn076 by (5)The air flow was measured by a rotameter with 100 SFCHfull scale (283m3h) and resolution of 5 SFCH (014m3h)and accuracy of plusmn4 the total uncertainty of air flow isplusmn4 by (5) A rotameter with 996 cm3min full scale and0066 cm3min resolutionwas used tomeasure the water flowto the gasifier This rotameter has an accuracy of plusmn1 Thustotal uncertainty to water flow is plusmn1 The feeding system(screw feeder) was calibrated previously and its systematicuncertainty was plusmn342 The total uncertainty of scale usedto measure the sample weight was plusmn1 whereas the totaluncertainty of the timer used to measure the feed rate wasplusmn387 The uncertainties of ER and SF are functions oftwo variables which were calculated by using (6) resultingin plusmn557 for ER and plusmn412 for the SF ratio The totaluncertainty to every syngas compound is function of plusmn1accuracy only Table 3 summarizes total uncertainties
32 Fuel Characterization CH samples were obtained fromthe Colombian coffee agroindustry and were characterizedby ultimate and proximate analyses Table 4 shows resultsfrom these analyses alongwith the empirical formula that wasderived using atom balance on compounds Also mesh sizeparticle of samples was determined and results are shown inTable 5
Table 3 Uncertainty of gasification parameters
Variable Uncertainty Temperature plusmn076Air flow plusmn400Steam flow plusmn100Feed rate plusmn387ER plusmn557SF plusmn412MS compounds plusmn100
Table 4 Proximate and ultimate analysis of CH
Moisture 1010Volatiles 7986Ash 120FC 884C 4452H 603N 078O 4838S 029HHV (kJkg) 18740DRY HHV (kJkg) 20845DAF HHV (kJkg) 21127Empirical formula CH163N0015O082S00024
Table 5 Mesh particle size characterization of CH
Particle size [mm] Mass percentage of the samples[67infin) 002[56 67) 008[40 56) 233[28 40) 1933[20 28) 2060[17 20) 994[10 17) 2054[05 10) 1401[00 05) 1315
33 Temperature Profiles Figures 3ndash8 show results on tem-perature profile along the gasifier axis for different ER andSF ratios Although experimentation was carried out at 153lt ER lt 611 temperature profiles are shown only for ERof 153 307 409 and 611 Temperature data is given atquasi-steady-state conditions Full steady state conditionswere impossible to achieve due to batch biomass supply Thetendency of the curves shows that increasing ER tends todecrease temperatures due to less air supplied to the gasifierThis leads to decreased char oxidation rate because charoxidation is diffusion controlled hence its rate depends onthe oxygen available in the combustion zone Lower char oxi-dation rates result in lower temperatures since char oxidation(heterogeneous reactions 3 and 4) is an exothermic processthat releases the heat required for the global gasificationThe temperatures peaks shown in the curves trend from
6 Journal of Combustion
4 10 162Bed height (cm)
300
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 3 Temperature profile along with gasifier axis at SF = 0
4 10 162Bed height (cm)
200
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 4 Temperature profile along with gasifier axis at SF = 023
Figures 3ndash8 show the place where the char oxidation occursFor almost all experimentation cases the char oxidationoccurred 4 cm above the grate indicating that quasi-steady-state was achieved When fixed gasification is carried outunder unsteady operating conditions the maximum temper-ature in the combustion zone move up through the gasifieraxis due to ash accumulation on the grate In the currentexperimentation the ash was removed to the gasifier plenumby a vibrating grate
It is apparent from these results that increased SF ratiosalso decrease peak temperatures (Figure 8) Increased SFimplies more steam supplied to the gasifier hence thereaction of char in the combustion zone takes place underreach-steam conditions which implies more of the charreacting with the steam through the endothermic reactionR5 to produce H2 and CO The maximum peak temperature
4 10 162Bed height (cm)
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 307ER = 611ER= 153ER = 409ER
6 8 12 14
Figure 5 Temperature profile along with gasifier axis at SF = 038
4 10 162Bed height (cm)
300
400
500
600
700
800Te
mpe
ratu
re (∘
C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 6 Temperature profile along with gasifier axis at SF = 059
4 10 162Bed height (cm)
200
300
400
500
600
700
800
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 7 Temperature profile along with gasifier axis at SF = 087
Journal of Combustion 7
200 300 400 500 600100ER
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 0SF = 059SF= 087SF= 023SF
= 038SF
Figure 8 Temperature peaks versus ER for several SFs
200 300 400 500 600100ER
6
8
10
12
14
16
18
20
Dry
bas
is H
2m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 9 H2 production versus ER for several SFs
(960∘C) was reached for air-gasification (SF = 0) due to noH2O in the combustion zone
Also results from temperature profile show that tem-peratures at 2 cm above the grate are lower than these atthe combustion zone (peak temperature) indicating that atthis point (2 cm above the grate) there is ash accumulationOn the other hand the temperature above the combustionzone (4 cm up to the grate) decreases since the reactionsoccurring at these zones (reduction pyrolysis and drying)are endothermic
34 Gas Composition In this section (Figures 9ndash11) theresults on syngas composition are presented for only relevantspecies in a dry tar free basis Species in trace amount are not
7
8
9
10
11
12
13
14
Dry
bas
is CO
mol
e (
)
200 300 400 500 600100ER
= 059SF= 087SF
= 023SF= 038SF
Figure 10 CO concentration at several SFs versus ER
8
10
12
14
16
18
20
22D
ry b
asis
CO2
mol
e (
)
200 300 400 500 600100ER
= 023SF= 038SF
= 059SF= 087SF
Figure 11 CO2 concentration at several SFs versus ER
shown Figure 9 illustrates the H2 content in syngas as a func-tion of ER for several SFs It is apparent that H2 productionincreaseswhenbothER and SF are increased Increasing SF atconstant ER leads to an H2O-rich combustion environmentso those reactions (R5 and R10) which produce H2 arefavored That is steam reforming reaction (reaction R5)which produces H2 and CO through the reaction of C atomswith H2O takes place in the combustion and reductionzones (4 cm above the grade) where all water vapor suppliedwith the air is available Thus the char reaction occurs inan H2O-rich mixture which increases the reaction rate ofchar resulting in high productions of H2 and CO HoweverFigure 10 shows a decreased production of CO while SFincreases which suggest that much of the CO produced bythe steam reforming reaction (R5) in the combustion andreduction zones is consumed by the shift reaction (R10) in the
8 Journal of Combustion
upper zones (pyrolysis and drying) to produce more H2 andCO2
In general results show that H2 increases and COdecreases with increased ER At constant SF increasing ERimplies less O2 supplied to the gasifier resulting in H2O-richmixtures that are favorable for the reaction of char with H2O(reforming reaction) to produce H2 and CO Also higher ERleads to lower combustion temperatures (peak temperatures)which are more appropriate for the production of CO2than CO via char oxidation (reaction R3) Oxidation ofchar to produce CO and CO2 via reactions R2 and R3 iscompetitive and their reaction rates are very dependent onthe temperature low temperatures favor the production ofCO2 through reaction R3 [9] Less production of CO impliesmore O2 free to react with remaining char and hence moreCO2 (Figure 11)
From Figure 9 it is apparent that the variation of ERis more important on the H2 production at lower SF ratiosthan at higher SF at SF = 023 increasing the ER from153 to 611 increases the H2 production by 79 whereas atSF = 087 the same increase (153 to 611) in the ER onlyrises the H2 production by 443 On the other hand atER = 153 increasing SF from 023 to 087 increases the H2concentration by 752 but at ER = 611 the same increasein SF (023 to 087) only increases theH2 production by 412This suggests that the influence of SF on the H2 production ismore important at lower ER than at higher ER
For all SF the slopes of CO-curves are higher at ER gt351 than those at ER le 35 (Figure 10) In other words forany increase in ER the decrease in CO is higher at ER gt 351than at ER lt 351 (ie at SF = 087 increasing ER from 154 to351 decreases CO by about 8 while increasing ER from 351to 611 decreases CO by about 30) The effect of increasedER on the decrease of temperature peak (combustion zone)is higher at ER gt 351 than that at ER lt 351 (Figure 8)Thus increasing ERdecreasesmore the production of CO viareaction R2 at ER gt 351 than at ER lt 351 Also it is apparentthat R3 (oxidation of char to produce CO2) is more importantat ER gt 351 than at ER lt 351
Figure 12 shows CH4 production as a function of ERfor different SF Increasing both ER and SF increases H2production (Figure 9) Thus the production of CH4 viathe heterogeneous reaction R6 is favored (Figure 12) dueto higher H2 concentration in the reduction zone Themaximum CH4 was about 41 which indicates that mostof the CH4 produced in the reduction zone via reaction R6is consumed by the reforming of CH4 (R11) above of thereduction zone
35 HHV of Syngas and Energy Conversion Efficiency Thesyngas higher heating values (HHV) calculated by (7) arepresented in Table 6 as a function of ER and SF
HHVsyngas =119895
sum119894=1
119883119894 sdotHHV119894 (7)
where119883119894 andHHV119894 are themolar fraction and higher heatingvalue of each gas fuel contained in syngas respectively
200 300 400 500 600100ER
100
150
200
250
300
350
400
450
Dry
bas
is CH
4m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 12 CH4 concentration at several SFs versus ER
Table 6 Dry basis syngas HHV [kJSATPm3] for several SF and ERratios
SF ER153 205 245 307 351 409 492 611
023 3112 3130 3075 3216 3248 3300 3386 3413038 3132 3478 3622 3710 4042 3887 3832 3678059 3445 3764 4147 4318 4391 4464 4376 4312087 4148 4482 4604 4836 5077 5085 5081 5052
HHVsyngas is the high heating value (kJSATPm3 of drysyngas)
Table 6 presents results onHHVsyngas for different ER andSF At SF = 023 increased ER increases HHVsyngas Howeverat SF ge 038 the HHVsyngas presents a maximum value atER = 351 or ER = 409 In general HHVsyngas increaseswith a higher ER because the syngas has more CH4 content(HHVCH4 = 36339 kJSATPm3 of CH4) According to theresults the H2 content in syngas is inversely proportionalto the CO content more H2 implies less CO This suggeststhat the HHVsyngas increases with increased ER mainly dueto more production of CH4 since the energy density of CO(11567 kJSATPm3 of CO) is very similar to that of the H2(11600 kJSATPm3 of H2)
Although HHVsyngas gives information on syngas energydensity it does not give information on energy recovered insyngas for each biomass unit gasified The energy recovery(dry tar free basis) was estimated using the following
120578Gas119864= HHVsyngas
119873Fuel lowastHHVFuel + 119873steam lowast 18 (ℎV + 418 (365 minus 293)) (8)
where HHVsyngas is the higher heating value of syngas on adry basis119873Fuel and119873steam are themoles of biomass and steamsupplied to the gasifier respectively by each normalm3 of dry
Journal of Combustion 9
Table 7 Dry tar free energy recovery for several ER and SFs
SF ER153 205 245 307 351 409 492 611
023 044 036 031 026 023 019 017 014038 044 038 034 029 028 024 02 015059 047 041 040 035 032 029 024 019087 062 053 048 043 041 036 030 024
syngas produced HHVFuel corresponds to the gross heatingvalue of DAF fuel (kJm3) and ℎV is the vaporization enthalpyof water (kJkg_K) Since it was impossible to measure flowsrates of both tar and water in the syngas the syngas flowrate required to estimate energy recovery was estimatedusing atom balance on reactants (biomass air and steam)and products (tar composition char water in syngas anddry syngas composition) Table 7 presents dry tar free energyrecovery which refers to energy recovered in syngas for eachunit biomass gasified The remaining energy is in tar charand energy lost by radiation and convection on the outsidewalls of the reactor
From the results presented in Table 7 it can be concludedthat increased ER tends to reduce energy recovery whereasenergy recovery increases with a higher SF In general theenergy recovery ranged between 14 and 62 the remainingpercentage of energy is in tar char and latent heat of syngas
4 Conclusions
(i) The temperature in the combustion zone ranged from521∘C to 960∘C Lower values of peak temperature arebecause of higher SFs which favor the endothermicchar reforming reaction (C + H2O rarr CO + H2)Above the combustion zone (4 cm up to the grate)temperature decreases because of the presence ofendothermic reactions in the reduction pyrolysisand drying zones with the exception of the shiftreaction (CO +H2Orarr CO2 +H2)
(ii) Increasing both ER and SF produces mixtures rich inH2 CH4 andCO2 but poor inCO due to the fact thatH2 and CO2 are competitive species with CO via theshift reaction (CO + H2O rarr CO2 + H2) Also COand CO2 produced by char oxidation via reactionsC2 + (12)O2 rarr C + CO and C + O2 rarr CO2 arecompetitive H2 content in the syngas ranged from754 to 1907 whereas CO content in syngas wasfrom 777 to 1349On the other hand themaximumCH4 content was of 410
(iii) HHV of syngas varied from 3112 kJSATPm3 to5085 kJSATPm3 Those values are similar to theones reported in previous gasification studiesThat is high heating values (HHV) ranging from3268 kJSATPm3 to 4581 kJSATPm3 were reportedby [9] Gordillo and Annamalai for a syngas obtainedfrom air-steam dairy biomass gasification
(iv) The quality of syngas produced highly depends onoperating parameters such as ER and SF If rich-H2 syngas mixtures are desired gasification must becarried out under higher ER and SF ratios
(v) Air-steam gasification of coffee husk is possible with-out heat addition under 154 lt ER lt 611 and 023 ltSF lt 087 At ER gt 611 and SF gt 087 gasification ofCH tends to be near global pyrolysis since at theseconditions the temperature at the combustion zoneis only 521∘C which is not much higher than theignition temperature of C (400∘C)
Additional Points
Highlights (i) Biomass gasification for treatment of agroin-dustrial wastes is used (ii) Syngas is generated through anupdraft gasifier using coffee husk as fuel (iii) Syngas HHVbased on both air and steam as gasifying agents is improved
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
The financial support from the internal financing grantsof the Andes University and ECCI University is gratefullyacknowledged
References
[1] A Williams J M Jones L Ma and M Pourkashanian ldquoPollu-tants from the combustion of solid biomass fuelsrdquo Progress inEnergy and Combustion Science vol 38 no 2 pp 113ndash137 2012
[2] R Saidur E Abdelaziz A Demirbas M Hossain and SMekhilef ldquoA review on biomass as a fuel for boilersrdquo Renewableand Sustainable Energy Reviews vol 15 no 5 pp 2262ndash22892011
[3] International Coffee Organization International Coffee Organi-zation Enero 2016 httpwwwicoorgtrade_statisticsasp
[4] Federacion Nacional de Cafeteros de Colombia FederacionNacional de Cafeteros de Colombia enero 2016 httpwwwfederaciondecafeterosorgparticularesesquienes_somos119_estadisticas_historicas
[5] Institute of Nutrition of Central America and Panama PULPADE CAFE composicion tecnologıa y utilizacion Bogota CIID1978
[6] J L De Oliveira J N Da Silva E Graciosa Pereira D OliveiraFilho and D Rizzo Carvalho ldquoCharacterization and mappingof waste from coffee and eucalyptus production in Brazil forthermochemical conversion of energy via gasificationrdquo Renew-able and Sustainable Energy Reviews vol 21 pp 52ndash58 2013
[7] S Priyadarsan K Annamalai JM Sweeten SMukhtar andMT Holtzapple ldquoFixed-bed gasification of feedlot manuere andpoultry litter biomassrdquo Transactions of the ASAE vol 47 no 5pp 1689ndash1696 2004
[8] P Basu ldquoGasificationTheoryrdquo in Biomass Gasification Pyrolysisand Torrefaction pp 199ndash248 Academic Press 2ed edition2013
10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

6 Journal of Combustion
4 10 162Bed height (cm)
300
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 3 Temperature profile along with gasifier axis at SF = 0
4 10 162Bed height (cm)
200
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 4 Temperature profile along with gasifier axis at SF = 023
Figures 3ndash8 show the place where the char oxidation occursFor almost all experimentation cases the char oxidationoccurred 4 cm above the grate indicating that quasi-steady-state was achieved When fixed gasification is carried outunder unsteady operating conditions the maximum temper-ature in the combustion zone move up through the gasifieraxis due to ash accumulation on the grate In the currentexperimentation the ash was removed to the gasifier plenumby a vibrating grate
It is apparent from these results that increased SF ratiosalso decrease peak temperatures (Figure 8) Increased SFimplies more steam supplied to the gasifier hence thereaction of char in the combustion zone takes place underreach-steam conditions which implies more of the charreacting with the steam through the endothermic reactionR5 to produce H2 and CO The maximum peak temperature
4 10 162Bed height (cm)
300
400
500
600
700
800
900
Tem
pera
ture
(∘C)
= 307ER = 611ER= 153ER = 409ER
6 8 12 14
Figure 5 Temperature profile along with gasifier axis at SF = 038
4 10 162Bed height (cm)
300
400
500
600
700
800Te
mpe
ratu
re (∘
C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 6 Temperature profile along with gasifier axis at SF = 059
4 10 162Bed height (cm)
200
300
400
500
600
700
800
Tem
pera
ture
(∘C)
= 153ER= 307ER
= 409ER= 611ER
6 8 12 14
Figure 7 Temperature profile along with gasifier axis at SF = 087
Journal of Combustion 7
200 300 400 500 600100ER
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 0SF = 059SF= 087SF= 023SF
= 038SF
Figure 8 Temperature peaks versus ER for several SFs
200 300 400 500 600100ER
6
8
10
12
14
16
18
20
Dry
bas
is H
2m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 9 H2 production versus ER for several SFs
(960∘C) was reached for air-gasification (SF = 0) due to noH2O in the combustion zone
Also results from temperature profile show that tem-peratures at 2 cm above the grate are lower than these atthe combustion zone (peak temperature) indicating that atthis point (2 cm above the grate) there is ash accumulationOn the other hand the temperature above the combustionzone (4 cm up to the grate) decreases since the reactionsoccurring at these zones (reduction pyrolysis and drying)are endothermic
34 Gas Composition In this section (Figures 9ndash11) theresults on syngas composition are presented for only relevantspecies in a dry tar free basis Species in trace amount are not
7
8
9
10
11
12
13
14
Dry
bas
is CO
mol
e (
)
200 300 400 500 600100ER
= 059SF= 087SF
= 023SF= 038SF
Figure 10 CO concentration at several SFs versus ER
8
10
12
14
16
18
20
22D
ry b
asis
CO2
mol
e (
)
200 300 400 500 600100ER
= 023SF= 038SF
= 059SF= 087SF
Figure 11 CO2 concentration at several SFs versus ER
shown Figure 9 illustrates the H2 content in syngas as a func-tion of ER for several SFs It is apparent that H2 productionincreaseswhenbothER and SF are increased Increasing SF atconstant ER leads to an H2O-rich combustion environmentso those reactions (R5 and R10) which produce H2 arefavored That is steam reforming reaction (reaction R5)which produces H2 and CO through the reaction of C atomswith H2O takes place in the combustion and reductionzones (4 cm above the grade) where all water vapor suppliedwith the air is available Thus the char reaction occurs inan H2O-rich mixture which increases the reaction rate ofchar resulting in high productions of H2 and CO HoweverFigure 10 shows a decreased production of CO while SFincreases which suggest that much of the CO produced bythe steam reforming reaction (R5) in the combustion andreduction zones is consumed by the shift reaction (R10) in the
8 Journal of Combustion
upper zones (pyrolysis and drying) to produce more H2 andCO2
In general results show that H2 increases and COdecreases with increased ER At constant SF increasing ERimplies less O2 supplied to the gasifier resulting in H2O-richmixtures that are favorable for the reaction of char with H2O(reforming reaction) to produce H2 and CO Also higher ERleads to lower combustion temperatures (peak temperatures)which are more appropriate for the production of CO2than CO via char oxidation (reaction R3) Oxidation ofchar to produce CO and CO2 via reactions R2 and R3 iscompetitive and their reaction rates are very dependent onthe temperature low temperatures favor the production ofCO2 through reaction R3 [9] Less production of CO impliesmore O2 free to react with remaining char and hence moreCO2 (Figure 11)
From Figure 9 it is apparent that the variation of ERis more important on the H2 production at lower SF ratiosthan at higher SF at SF = 023 increasing the ER from153 to 611 increases the H2 production by 79 whereas atSF = 087 the same increase (153 to 611) in the ER onlyrises the H2 production by 443 On the other hand atER = 153 increasing SF from 023 to 087 increases the H2concentration by 752 but at ER = 611 the same increasein SF (023 to 087) only increases theH2 production by 412This suggests that the influence of SF on the H2 production ismore important at lower ER than at higher ER
For all SF the slopes of CO-curves are higher at ER gt351 than those at ER le 35 (Figure 10) In other words forany increase in ER the decrease in CO is higher at ER gt 351than at ER lt 351 (ie at SF = 087 increasing ER from 154 to351 decreases CO by about 8 while increasing ER from 351to 611 decreases CO by about 30) The effect of increasedER on the decrease of temperature peak (combustion zone)is higher at ER gt 351 than that at ER lt 351 (Figure 8)Thus increasing ERdecreasesmore the production of CO viareaction R2 at ER gt 351 than at ER lt 351 Also it is apparentthat R3 (oxidation of char to produce CO2) is more importantat ER gt 351 than at ER lt 351
Figure 12 shows CH4 production as a function of ERfor different SF Increasing both ER and SF increases H2production (Figure 9) Thus the production of CH4 viathe heterogeneous reaction R6 is favored (Figure 12) dueto higher H2 concentration in the reduction zone Themaximum CH4 was about 41 which indicates that mostof the CH4 produced in the reduction zone via reaction R6is consumed by the reforming of CH4 (R11) above of thereduction zone
35 HHV of Syngas and Energy Conversion Efficiency Thesyngas higher heating values (HHV) calculated by (7) arepresented in Table 6 as a function of ER and SF
HHVsyngas =119895
sum119894=1
119883119894 sdotHHV119894 (7)
where119883119894 andHHV119894 are themolar fraction and higher heatingvalue of each gas fuel contained in syngas respectively
200 300 400 500 600100ER
100
150
200
250
300
350
400
450
Dry
bas
is CH
4m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 12 CH4 concentration at several SFs versus ER
Table 6 Dry basis syngas HHV [kJSATPm3] for several SF and ERratios
SF ER153 205 245 307 351 409 492 611
023 3112 3130 3075 3216 3248 3300 3386 3413038 3132 3478 3622 3710 4042 3887 3832 3678059 3445 3764 4147 4318 4391 4464 4376 4312087 4148 4482 4604 4836 5077 5085 5081 5052
HHVsyngas is the high heating value (kJSATPm3 of drysyngas)
Table 6 presents results onHHVsyngas for different ER andSF At SF = 023 increased ER increases HHVsyngas Howeverat SF ge 038 the HHVsyngas presents a maximum value atER = 351 or ER = 409 In general HHVsyngas increaseswith a higher ER because the syngas has more CH4 content(HHVCH4 = 36339 kJSATPm3 of CH4) According to theresults the H2 content in syngas is inversely proportionalto the CO content more H2 implies less CO This suggeststhat the HHVsyngas increases with increased ER mainly dueto more production of CH4 since the energy density of CO(11567 kJSATPm3 of CO) is very similar to that of the H2(11600 kJSATPm3 of H2)
Although HHVsyngas gives information on syngas energydensity it does not give information on energy recovered insyngas for each biomass unit gasified The energy recovery(dry tar free basis) was estimated using the following
120578Gas119864= HHVsyngas
119873Fuel lowastHHVFuel + 119873steam lowast 18 (ℎV + 418 (365 minus 293)) (8)
where HHVsyngas is the higher heating value of syngas on adry basis119873Fuel and119873steam are themoles of biomass and steamsupplied to the gasifier respectively by each normalm3 of dry
Journal of Combustion 9
Table 7 Dry tar free energy recovery for several ER and SFs
SF ER153 205 245 307 351 409 492 611
023 044 036 031 026 023 019 017 014038 044 038 034 029 028 024 02 015059 047 041 040 035 032 029 024 019087 062 053 048 043 041 036 030 024
syngas produced HHVFuel corresponds to the gross heatingvalue of DAF fuel (kJm3) and ℎV is the vaporization enthalpyof water (kJkg_K) Since it was impossible to measure flowsrates of both tar and water in the syngas the syngas flowrate required to estimate energy recovery was estimatedusing atom balance on reactants (biomass air and steam)and products (tar composition char water in syngas anddry syngas composition) Table 7 presents dry tar free energyrecovery which refers to energy recovered in syngas for eachunit biomass gasified The remaining energy is in tar charand energy lost by radiation and convection on the outsidewalls of the reactor
From the results presented in Table 7 it can be concludedthat increased ER tends to reduce energy recovery whereasenergy recovery increases with a higher SF In general theenergy recovery ranged between 14 and 62 the remainingpercentage of energy is in tar char and latent heat of syngas
4 Conclusions
(i) The temperature in the combustion zone ranged from521∘C to 960∘C Lower values of peak temperature arebecause of higher SFs which favor the endothermicchar reforming reaction (C + H2O rarr CO + H2)Above the combustion zone (4 cm up to the grate)temperature decreases because of the presence ofendothermic reactions in the reduction pyrolysisand drying zones with the exception of the shiftreaction (CO +H2Orarr CO2 +H2)
(ii) Increasing both ER and SF produces mixtures rich inH2 CH4 andCO2 but poor inCO due to the fact thatH2 and CO2 are competitive species with CO via theshift reaction (CO + H2O rarr CO2 + H2) Also COand CO2 produced by char oxidation via reactionsC2 + (12)O2 rarr C + CO and C + O2 rarr CO2 arecompetitive H2 content in the syngas ranged from754 to 1907 whereas CO content in syngas wasfrom 777 to 1349On the other hand themaximumCH4 content was of 410
(iii) HHV of syngas varied from 3112 kJSATPm3 to5085 kJSATPm3 Those values are similar to theones reported in previous gasification studiesThat is high heating values (HHV) ranging from3268 kJSATPm3 to 4581 kJSATPm3 were reportedby [9] Gordillo and Annamalai for a syngas obtainedfrom air-steam dairy biomass gasification
(iv) The quality of syngas produced highly depends onoperating parameters such as ER and SF If rich-H2 syngas mixtures are desired gasification must becarried out under higher ER and SF ratios
(v) Air-steam gasification of coffee husk is possible with-out heat addition under 154 lt ER lt 611 and 023 ltSF lt 087 At ER gt 611 and SF gt 087 gasification ofCH tends to be near global pyrolysis since at theseconditions the temperature at the combustion zoneis only 521∘C which is not much higher than theignition temperature of C (400∘C)
Additional Points
Highlights (i) Biomass gasification for treatment of agroin-dustrial wastes is used (ii) Syngas is generated through anupdraft gasifier using coffee husk as fuel (iii) Syngas HHVbased on both air and steam as gasifying agents is improved
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
The financial support from the internal financing grantsof the Andes University and ECCI University is gratefullyacknowledged
References
[1] A Williams J M Jones L Ma and M Pourkashanian ldquoPollu-tants from the combustion of solid biomass fuelsrdquo Progress inEnergy and Combustion Science vol 38 no 2 pp 113ndash137 2012
[2] R Saidur E Abdelaziz A Demirbas M Hossain and SMekhilef ldquoA review on biomass as a fuel for boilersrdquo Renewableand Sustainable Energy Reviews vol 15 no 5 pp 2262ndash22892011
[3] International Coffee Organization International Coffee Organi-zation Enero 2016 httpwwwicoorgtrade_statisticsasp
[4] Federacion Nacional de Cafeteros de Colombia FederacionNacional de Cafeteros de Colombia enero 2016 httpwwwfederaciondecafeterosorgparticularesesquienes_somos119_estadisticas_historicas
[5] Institute of Nutrition of Central America and Panama PULPADE CAFE composicion tecnologıa y utilizacion Bogota CIID1978
[6] J L De Oliveira J N Da Silva E Graciosa Pereira D OliveiraFilho and D Rizzo Carvalho ldquoCharacterization and mappingof waste from coffee and eucalyptus production in Brazil forthermochemical conversion of energy via gasificationrdquo Renew-able and Sustainable Energy Reviews vol 21 pp 52ndash58 2013
[7] S Priyadarsan K Annamalai JM Sweeten SMukhtar andMT Holtzapple ldquoFixed-bed gasification of feedlot manuere andpoultry litter biomassrdquo Transactions of the ASAE vol 47 no 5pp 1689ndash1696 2004
[8] P Basu ldquoGasificationTheoryrdquo in Biomass Gasification Pyrolysisand Torrefaction pp 199ndash248 Academic Press 2ed edition2013
10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

Journal of Combustion 7
200 300 400 500 600100ER
400
500
600
700
800
900
1000
Tem
pera
ture
(∘C)
= 0SF = 059SF= 087SF= 023SF
= 038SF
Figure 8 Temperature peaks versus ER for several SFs
200 300 400 500 600100ER
6
8
10
12
14
16
18
20
Dry
bas
is H
2m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 9 H2 production versus ER for several SFs
(960∘C) was reached for air-gasification (SF = 0) due to noH2O in the combustion zone
Also results from temperature profile show that tem-peratures at 2 cm above the grate are lower than these atthe combustion zone (peak temperature) indicating that atthis point (2 cm above the grate) there is ash accumulationOn the other hand the temperature above the combustionzone (4 cm up to the grate) decreases since the reactionsoccurring at these zones (reduction pyrolysis and drying)are endothermic
34 Gas Composition In this section (Figures 9ndash11) theresults on syngas composition are presented for only relevantspecies in a dry tar free basis Species in trace amount are not
7
8
9
10
11
12
13
14
Dry
bas
is CO
mol
e (
)
200 300 400 500 600100ER
= 059SF= 087SF
= 023SF= 038SF
Figure 10 CO concentration at several SFs versus ER
8
10
12
14
16
18
20
22D
ry b
asis
CO2
mol
e (
)
200 300 400 500 600100ER
= 023SF= 038SF
= 059SF= 087SF
Figure 11 CO2 concentration at several SFs versus ER
shown Figure 9 illustrates the H2 content in syngas as a func-tion of ER for several SFs It is apparent that H2 productionincreaseswhenbothER and SF are increased Increasing SF atconstant ER leads to an H2O-rich combustion environmentso those reactions (R5 and R10) which produce H2 arefavored That is steam reforming reaction (reaction R5)which produces H2 and CO through the reaction of C atomswith H2O takes place in the combustion and reductionzones (4 cm above the grade) where all water vapor suppliedwith the air is available Thus the char reaction occurs inan H2O-rich mixture which increases the reaction rate ofchar resulting in high productions of H2 and CO HoweverFigure 10 shows a decreased production of CO while SFincreases which suggest that much of the CO produced bythe steam reforming reaction (R5) in the combustion andreduction zones is consumed by the shift reaction (R10) in the
8 Journal of Combustion
upper zones (pyrolysis and drying) to produce more H2 andCO2
In general results show that H2 increases and COdecreases with increased ER At constant SF increasing ERimplies less O2 supplied to the gasifier resulting in H2O-richmixtures that are favorable for the reaction of char with H2O(reforming reaction) to produce H2 and CO Also higher ERleads to lower combustion temperatures (peak temperatures)which are more appropriate for the production of CO2than CO via char oxidation (reaction R3) Oxidation ofchar to produce CO and CO2 via reactions R2 and R3 iscompetitive and their reaction rates are very dependent onthe temperature low temperatures favor the production ofCO2 through reaction R3 [9] Less production of CO impliesmore O2 free to react with remaining char and hence moreCO2 (Figure 11)
From Figure 9 it is apparent that the variation of ERis more important on the H2 production at lower SF ratiosthan at higher SF at SF = 023 increasing the ER from153 to 611 increases the H2 production by 79 whereas atSF = 087 the same increase (153 to 611) in the ER onlyrises the H2 production by 443 On the other hand atER = 153 increasing SF from 023 to 087 increases the H2concentration by 752 but at ER = 611 the same increasein SF (023 to 087) only increases theH2 production by 412This suggests that the influence of SF on the H2 production ismore important at lower ER than at higher ER
For all SF the slopes of CO-curves are higher at ER gt351 than those at ER le 35 (Figure 10) In other words forany increase in ER the decrease in CO is higher at ER gt 351than at ER lt 351 (ie at SF = 087 increasing ER from 154 to351 decreases CO by about 8 while increasing ER from 351to 611 decreases CO by about 30) The effect of increasedER on the decrease of temperature peak (combustion zone)is higher at ER gt 351 than that at ER lt 351 (Figure 8)Thus increasing ERdecreasesmore the production of CO viareaction R2 at ER gt 351 than at ER lt 351 Also it is apparentthat R3 (oxidation of char to produce CO2) is more importantat ER gt 351 than at ER lt 351
Figure 12 shows CH4 production as a function of ERfor different SF Increasing both ER and SF increases H2production (Figure 9) Thus the production of CH4 viathe heterogeneous reaction R6 is favored (Figure 12) dueto higher H2 concentration in the reduction zone Themaximum CH4 was about 41 which indicates that mostof the CH4 produced in the reduction zone via reaction R6is consumed by the reforming of CH4 (R11) above of thereduction zone
35 HHV of Syngas and Energy Conversion Efficiency Thesyngas higher heating values (HHV) calculated by (7) arepresented in Table 6 as a function of ER and SF
HHVsyngas =119895
sum119894=1
119883119894 sdotHHV119894 (7)
where119883119894 andHHV119894 are themolar fraction and higher heatingvalue of each gas fuel contained in syngas respectively
200 300 400 500 600100ER
100
150
200
250
300
350
400
450
Dry
bas
is CH
4m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 12 CH4 concentration at several SFs versus ER
Table 6 Dry basis syngas HHV [kJSATPm3] for several SF and ERratios
SF ER153 205 245 307 351 409 492 611
023 3112 3130 3075 3216 3248 3300 3386 3413038 3132 3478 3622 3710 4042 3887 3832 3678059 3445 3764 4147 4318 4391 4464 4376 4312087 4148 4482 4604 4836 5077 5085 5081 5052
HHVsyngas is the high heating value (kJSATPm3 of drysyngas)
Table 6 presents results onHHVsyngas for different ER andSF At SF = 023 increased ER increases HHVsyngas Howeverat SF ge 038 the HHVsyngas presents a maximum value atER = 351 or ER = 409 In general HHVsyngas increaseswith a higher ER because the syngas has more CH4 content(HHVCH4 = 36339 kJSATPm3 of CH4) According to theresults the H2 content in syngas is inversely proportionalto the CO content more H2 implies less CO This suggeststhat the HHVsyngas increases with increased ER mainly dueto more production of CH4 since the energy density of CO(11567 kJSATPm3 of CO) is very similar to that of the H2(11600 kJSATPm3 of H2)
Although HHVsyngas gives information on syngas energydensity it does not give information on energy recovered insyngas for each biomass unit gasified The energy recovery(dry tar free basis) was estimated using the following
120578Gas119864= HHVsyngas
119873Fuel lowastHHVFuel + 119873steam lowast 18 (ℎV + 418 (365 minus 293)) (8)
where HHVsyngas is the higher heating value of syngas on adry basis119873Fuel and119873steam are themoles of biomass and steamsupplied to the gasifier respectively by each normalm3 of dry
Journal of Combustion 9
Table 7 Dry tar free energy recovery for several ER and SFs
SF ER153 205 245 307 351 409 492 611
023 044 036 031 026 023 019 017 014038 044 038 034 029 028 024 02 015059 047 041 040 035 032 029 024 019087 062 053 048 043 041 036 030 024
syngas produced HHVFuel corresponds to the gross heatingvalue of DAF fuel (kJm3) and ℎV is the vaporization enthalpyof water (kJkg_K) Since it was impossible to measure flowsrates of both tar and water in the syngas the syngas flowrate required to estimate energy recovery was estimatedusing atom balance on reactants (biomass air and steam)and products (tar composition char water in syngas anddry syngas composition) Table 7 presents dry tar free energyrecovery which refers to energy recovered in syngas for eachunit biomass gasified The remaining energy is in tar charand energy lost by radiation and convection on the outsidewalls of the reactor
From the results presented in Table 7 it can be concludedthat increased ER tends to reduce energy recovery whereasenergy recovery increases with a higher SF In general theenergy recovery ranged between 14 and 62 the remainingpercentage of energy is in tar char and latent heat of syngas
4 Conclusions
(i) The temperature in the combustion zone ranged from521∘C to 960∘C Lower values of peak temperature arebecause of higher SFs which favor the endothermicchar reforming reaction (C + H2O rarr CO + H2)Above the combustion zone (4 cm up to the grate)temperature decreases because of the presence ofendothermic reactions in the reduction pyrolysisand drying zones with the exception of the shiftreaction (CO +H2Orarr CO2 +H2)
(ii) Increasing both ER and SF produces mixtures rich inH2 CH4 andCO2 but poor inCO due to the fact thatH2 and CO2 are competitive species with CO via theshift reaction (CO + H2O rarr CO2 + H2) Also COand CO2 produced by char oxidation via reactionsC2 + (12)O2 rarr C + CO and C + O2 rarr CO2 arecompetitive H2 content in the syngas ranged from754 to 1907 whereas CO content in syngas wasfrom 777 to 1349On the other hand themaximumCH4 content was of 410
(iii) HHV of syngas varied from 3112 kJSATPm3 to5085 kJSATPm3 Those values are similar to theones reported in previous gasification studiesThat is high heating values (HHV) ranging from3268 kJSATPm3 to 4581 kJSATPm3 were reportedby [9] Gordillo and Annamalai for a syngas obtainedfrom air-steam dairy biomass gasification
(iv) The quality of syngas produced highly depends onoperating parameters such as ER and SF If rich-H2 syngas mixtures are desired gasification must becarried out under higher ER and SF ratios
(v) Air-steam gasification of coffee husk is possible with-out heat addition under 154 lt ER lt 611 and 023 ltSF lt 087 At ER gt 611 and SF gt 087 gasification ofCH tends to be near global pyrolysis since at theseconditions the temperature at the combustion zoneis only 521∘C which is not much higher than theignition temperature of C (400∘C)
Additional Points
Highlights (i) Biomass gasification for treatment of agroin-dustrial wastes is used (ii) Syngas is generated through anupdraft gasifier using coffee husk as fuel (iii) Syngas HHVbased on both air and steam as gasifying agents is improved
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
The financial support from the internal financing grantsof the Andes University and ECCI University is gratefullyacknowledged
References
[1] A Williams J M Jones L Ma and M Pourkashanian ldquoPollu-tants from the combustion of solid biomass fuelsrdquo Progress inEnergy and Combustion Science vol 38 no 2 pp 113ndash137 2012
[2] R Saidur E Abdelaziz A Demirbas M Hossain and SMekhilef ldquoA review on biomass as a fuel for boilersrdquo Renewableand Sustainable Energy Reviews vol 15 no 5 pp 2262ndash22892011
[3] International Coffee Organization International Coffee Organi-zation Enero 2016 httpwwwicoorgtrade_statisticsasp
[4] Federacion Nacional de Cafeteros de Colombia FederacionNacional de Cafeteros de Colombia enero 2016 httpwwwfederaciondecafeterosorgparticularesesquienes_somos119_estadisticas_historicas
[5] Institute of Nutrition of Central America and Panama PULPADE CAFE composicion tecnologıa y utilizacion Bogota CIID1978
[6] J L De Oliveira J N Da Silva E Graciosa Pereira D OliveiraFilho and D Rizzo Carvalho ldquoCharacterization and mappingof waste from coffee and eucalyptus production in Brazil forthermochemical conversion of energy via gasificationrdquo Renew-able and Sustainable Energy Reviews vol 21 pp 52ndash58 2013
[7] S Priyadarsan K Annamalai JM Sweeten SMukhtar andMT Holtzapple ldquoFixed-bed gasification of feedlot manuere andpoultry litter biomassrdquo Transactions of the ASAE vol 47 no 5pp 1689ndash1696 2004
[8] P Basu ldquoGasificationTheoryrdquo in Biomass Gasification Pyrolysisand Torrefaction pp 199ndash248 Academic Press 2ed edition2013
10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

8 Journal of Combustion
upper zones (pyrolysis and drying) to produce more H2 andCO2
In general results show that H2 increases and COdecreases with increased ER At constant SF increasing ERimplies less O2 supplied to the gasifier resulting in H2O-richmixtures that are favorable for the reaction of char with H2O(reforming reaction) to produce H2 and CO Also higher ERleads to lower combustion temperatures (peak temperatures)which are more appropriate for the production of CO2than CO via char oxidation (reaction R3) Oxidation ofchar to produce CO and CO2 via reactions R2 and R3 iscompetitive and their reaction rates are very dependent onthe temperature low temperatures favor the production ofCO2 through reaction R3 [9] Less production of CO impliesmore O2 free to react with remaining char and hence moreCO2 (Figure 11)
From Figure 9 it is apparent that the variation of ERis more important on the H2 production at lower SF ratiosthan at higher SF at SF = 023 increasing the ER from153 to 611 increases the H2 production by 79 whereas atSF = 087 the same increase (153 to 611) in the ER onlyrises the H2 production by 443 On the other hand atER = 153 increasing SF from 023 to 087 increases the H2concentration by 752 but at ER = 611 the same increasein SF (023 to 087) only increases theH2 production by 412This suggests that the influence of SF on the H2 production ismore important at lower ER than at higher ER
For all SF the slopes of CO-curves are higher at ER gt351 than those at ER le 35 (Figure 10) In other words forany increase in ER the decrease in CO is higher at ER gt 351than at ER lt 351 (ie at SF = 087 increasing ER from 154 to351 decreases CO by about 8 while increasing ER from 351to 611 decreases CO by about 30) The effect of increasedER on the decrease of temperature peak (combustion zone)is higher at ER gt 351 than that at ER lt 351 (Figure 8)Thus increasing ERdecreasesmore the production of CO viareaction R2 at ER gt 351 than at ER lt 351 Also it is apparentthat R3 (oxidation of char to produce CO2) is more importantat ER gt 351 than at ER lt 351
Figure 12 shows CH4 production as a function of ERfor different SF Increasing both ER and SF increases H2production (Figure 9) Thus the production of CH4 viathe heterogeneous reaction R6 is favored (Figure 12) dueto higher H2 concentration in the reduction zone Themaximum CH4 was about 41 which indicates that mostof the CH4 produced in the reduction zone via reaction R6is consumed by the reforming of CH4 (R11) above of thereduction zone
35 HHV of Syngas and Energy Conversion Efficiency Thesyngas higher heating values (HHV) calculated by (7) arepresented in Table 6 as a function of ER and SF
HHVsyngas =119895
sum119894=1
119883119894 sdotHHV119894 (7)
where119883119894 andHHV119894 are themolar fraction and higher heatingvalue of each gas fuel contained in syngas respectively
200 300 400 500 600100ER
100
150
200
250
300
350
400
450
Dry
bas
is CH
4m
ole (
)
= 059SF= 087SF
= 023SF= 038SF
Figure 12 CH4 concentration at several SFs versus ER
Table 6 Dry basis syngas HHV [kJSATPm3] for several SF and ERratios
SF ER153 205 245 307 351 409 492 611
023 3112 3130 3075 3216 3248 3300 3386 3413038 3132 3478 3622 3710 4042 3887 3832 3678059 3445 3764 4147 4318 4391 4464 4376 4312087 4148 4482 4604 4836 5077 5085 5081 5052
HHVsyngas is the high heating value (kJSATPm3 of drysyngas)
Table 6 presents results onHHVsyngas for different ER andSF At SF = 023 increased ER increases HHVsyngas Howeverat SF ge 038 the HHVsyngas presents a maximum value atER = 351 or ER = 409 In general HHVsyngas increaseswith a higher ER because the syngas has more CH4 content(HHVCH4 = 36339 kJSATPm3 of CH4) According to theresults the H2 content in syngas is inversely proportionalto the CO content more H2 implies less CO This suggeststhat the HHVsyngas increases with increased ER mainly dueto more production of CH4 since the energy density of CO(11567 kJSATPm3 of CO) is very similar to that of the H2(11600 kJSATPm3 of H2)
Although HHVsyngas gives information on syngas energydensity it does not give information on energy recovered insyngas for each biomass unit gasified The energy recovery(dry tar free basis) was estimated using the following
120578Gas119864= HHVsyngas
119873Fuel lowastHHVFuel + 119873steam lowast 18 (ℎV + 418 (365 minus 293)) (8)
where HHVsyngas is the higher heating value of syngas on adry basis119873Fuel and119873steam are themoles of biomass and steamsupplied to the gasifier respectively by each normalm3 of dry
Journal of Combustion 9
Table 7 Dry tar free energy recovery for several ER and SFs
SF ER153 205 245 307 351 409 492 611
023 044 036 031 026 023 019 017 014038 044 038 034 029 028 024 02 015059 047 041 040 035 032 029 024 019087 062 053 048 043 041 036 030 024
syngas produced HHVFuel corresponds to the gross heatingvalue of DAF fuel (kJm3) and ℎV is the vaporization enthalpyof water (kJkg_K) Since it was impossible to measure flowsrates of both tar and water in the syngas the syngas flowrate required to estimate energy recovery was estimatedusing atom balance on reactants (biomass air and steam)and products (tar composition char water in syngas anddry syngas composition) Table 7 presents dry tar free energyrecovery which refers to energy recovered in syngas for eachunit biomass gasified The remaining energy is in tar charand energy lost by radiation and convection on the outsidewalls of the reactor
From the results presented in Table 7 it can be concludedthat increased ER tends to reduce energy recovery whereasenergy recovery increases with a higher SF In general theenergy recovery ranged between 14 and 62 the remainingpercentage of energy is in tar char and latent heat of syngas
4 Conclusions
(i) The temperature in the combustion zone ranged from521∘C to 960∘C Lower values of peak temperature arebecause of higher SFs which favor the endothermicchar reforming reaction (C + H2O rarr CO + H2)Above the combustion zone (4 cm up to the grate)temperature decreases because of the presence ofendothermic reactions in the reduction pyrolysisand drying zones with the exception of the shiftreaction (CO +H2Orarr CO2 +H2)
(ii) Increasing both ER and SF produces mixtures rich inH2 CH4 andCO2 but poor inCO due to the fact thatH2 and CO2 are competitive species with CO via theshift reaction (CO + H2O rarr CO2 + H2) Also COand CO2 produced by char oxidation via reactionsC2 + (12)O2 rarr C + CO and C + O2 rarr CO2 arecompetitive H2 content in the syngas ranged from754 to 1907 whereas CO content in syngas wasfrom 777 to 1349On the other hand themaximumCH4 content was of 410
(iii) HHV of syngas varied from 3112 kJSATPm3 to5085 kJSATPm3 Those values are similar to theones reported in previous gasification studiesThat is high heating values (HHV) ranging from3268 kJSATPm3 to 4581 kJSATPm3 were reportedby [9] Gordillo and Annamalai for a syngas obtainedfrom air-steam dairy biomass gasification
(iv) The quality of syngas produced highly depends onoperating parameters such as ER and SF If rich-H2 syngas mixtures are desired gasification must becarried out under higher ER and SF ratios
(v) Air-steam gasification of coffee husk is possible with-out heat addition under 154 lt ER lt 611 and 023 ltSF lt 087 At ER gt 611 and SF gt 087 gasification ofCH tends to be near global pyrolysis since at theseconditions the temperature at the combustion zoneis only 521∘C which is not much higher than theignition temperature of C (400∘C)
Additional Points
Highlights (i) Biomass gasification for treatment of agroin-dustrial wastes is used (ii) Syngas is generated through anupdraft gasifier using coffee husk as fuel (iii) Syngas HHVbased on both air and steam as gasifying agents is improved
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
The financial support from the internal financing grantsof the Andes University and ECCI University is gratefullyacknowledged
References
[1] A Williams J M Jones L Ma and M Pourkashanian ldquoPollu-tants from the combustion of solid biomass fuelsrdquo Progress inEnergy and Combustion Science vol 38 no 2 pp 113ndash137 2012
[2] R Saidur E Abdelaziz A Demirbas M Hossain and SMekhilef ldquoA review on biomass as a fuel for boilersrdquo Renewableand Sustainable Energy Reviews vol 15 no 5 pp 2262ndash22892011
[3] International Coffee Organization International Coffee Organi-zation Enero 2016 httpwwwicoorgtrade_statisticsasp
[4] Federacion Nacional de Cafeteros de Colombia FederacionNacional de Cafeteros de Colombia enero 2016 httpwwwfederaciondecafeterosorgparticularesesquienes_somos119_estadisticas_historicas
[5] Institute of Nutrition of Central America and Panama PULPADE CAFE composicion tecnologıa y utilizacion Bogota CIID1978
[6] J L De Oliveira J N Da Silva E Graciosa Pereira D OliveiraFilho and D Rizzo Carvalho ldquoCharacterization and mappingof waste from coffee and eucalyptus production in Brazil forthermochemical conversion of energy via gasificationrdquo Renew-able and Sustainable Energy Reviews vol 21 pp 52ndash58 2013
[7] S Priyadarsan K Annamalai JM Sweeten SMukhtar andMT Holtzapple ldquoFixed-bed gasification of feedlot manuere andpoultry litter biomassrdquo Transactions of the ASAE vol 47 no 5pp 1689ndash1696 2004
[8] P Basu ldquoGasificationTheoryrdquo in Biomass Gasification Pyrolysisand Torrefaction pp 199ndash248 Academic Press 2ed edition2013
10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

Journal of Combustion 9
Table 7 Dry tar free energy recovery for several ER and SFs
SF ER153 205 245 307 351 409 492 611
023 044 036 031 026 023 019 017 014038 044 038 034 029 028 024 02 015059 047 041 040 035 032 029 024 019087 062 053 048 043 041 036 030 024
syngas produced HHVFuel corresponds to the gross heatingvalue of DAF fuel (kJm3) and ℎV is the vaporization enthalpyof water (kJkg_K) Since it was impossible to measure flowsrates of both tar and water in the syngas the syngas flowrate required to estimate energy recovery was estimatedusing atom balance on reactants (biomass air and steam)and products (tar composition char water in syngas anddry syngas composition) Table 7 presents dry tar free energyrecovery which refers to energy recovered in syngas for eachunit biomass gasified The remaining energy is in tar charand energy lost by radiation and convection on the outsidewalls of the reactor
From the results presented in Table 7 it can be concludedthat increased ER tends to reduce energy recovery whereasenergy recovery increases with a higher SF In general theenergy recovery ranged between 14 and 62 the remainingpercentage of energy is in tar char and latent heat of syngas
4 Conclusions
(i) The temperature in the combustion zone ranged from521∘C to 960∘C Lower values of peak temperature arebecause of higher SFs which favor the endothermicchar reforming reaction (C + H2O rarr CO + H2)Above the combustion zone (4 cm up to the grate)temperature decreases because of the presence ofendothermic reactions in the reduction pyrolysisand drying zones with the exception of the shiftreaction (CO +H2Orarr CO2 +H2)
(ii) Increasing both ER and SF produces mixtures rich inH2 CH4 andCO2 but poor inCO due to the fact thatH2 and CO2 are competitive species with CO via theshift reaction (CO + H2O rarr CO2 + H2) Also COand CO2 produced by char oxidation via reactionsC2 + (12)O2 rarr C + CO and C + O2 rarr CO2 arecompetitive H2 content in the syngas ranged from754 to 1907 whereas CO content in syngas wasfrom 777 to 1349On the other hand themaximumCH4 content was of 410
(iii) HHV of syngas varied from 3112 kJSATPm3 to5085 kJSATPm3 Those values are similar to theones reported in previous gasification studiesThat is high heating values (HHV) ranging from3268 kJSATPm3 to 4581 kJSATPm3 were reportedby [9] Gordillo and Annamalai for a syngas obtainedfrom air-steam dairy biomass gasification
(iv) The quality of syngas produced highly depends onoperating parameters such as ER and SF If rich-H2 syngas mixtures are desired gasification must becarried out under higher ER and SF ratios
(v) Air-steam gasification of coffee husk is possible with-out heat addition under 154 lt ER lt 611 and 023 ltSF lt 087 At ER gt 611 and SF gt 087 gasification ofCH tends to be near global pyrolysis since at theseconditions the temperature at the combustion zoneis only 521∘C which is not much higher than theignition temperature of C (400∘C)
Additional Points
Highlights (i) Biomass gasification for treatment of agroin-dustrial wastes is used (ii) Syngas is generated through anupdraft gasifier using coffee husk as fuel (iii) Syngas HHVbased on both air and steam as gasifying agents is improved
Conflicts of Interest
The authors declare that they have no conflicts of interest
Acknowledgments
The financial support from the internal financing grantsof the Andes University and ECCI University is gratefullyacknowledged
References
[1] A Williams J M Jones L Ma and M Pourkashanian ldquoPollu-tants from the combustion of solid biomass fuelsrdquo Progress inEnergy and Combustion Science vol 38 no 2 pp 113ndash137 2012
[2] R Saidur E Abdelaziz A Demirbas M Hossain and SMekhilef ldquoA review on biomass as a fuel for boilersrdquo Renewableand Sustainable Energy Reviews vol 15 no 5 pp 2262ndash22892011
[3] International Coffee Organization International Coffee Organi-zation Enero 2016 httpwwwicoorgtrade_statisticsasp
[4] Federacion Nacional de Cafeteros de Colombia FederacionNacional de Cafeteros de Colombia enero 2016 httpwwwfederaciondecafeterosorgparticularesesquienes_somos119_estadisticas_historicas
[5] Institute of Nutrition of Central America and Panama PULPADE CAFE composicion tecnologıa y utilizacion Bogota CIID1978
[6] J L De Oliveira J N Da Silva E Graciosa Pereira D OliveiraFilho and D Rizzo Carvalho ldquoCharacterization and mappingof waste from coffee and eucalyptus production in Brazil forthermochemical conversion of energy via gasificationrdquo Renew-able and Sustainable Energy Reviews vol 21 pp 52ndash58 2013
[7] S Priyadarsan K Annamalai JM Sweeten SMukhtar andMT Holtzapple ldquoFixed-bed gasification of feedlot manuere andpoultry litter biomassrdquo Transactions of the ASAE vol 47 no 5pp 1689ndash1696 2004
[8] P Basu ldquoGasificationTheoryrdquo in Biomass Gasification Pyrolysisand Torrefaction pp 199ndash248 Academic Press 2ed edition2013
10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

10 Journal of Combustion
[9] G Gordillo and K Annamalai ldquoAdiabatic fixed bed gasificationof dairy biomass with air and steamrdquo Fuel vol 89 no 2 pp384ndash391 2009
[10] P Basu ldquoDesign of Biomass Gasifiersrdquo in Biomass Gasificationand Pyrolysis pp 167ndash228 Academic Press 2010
[11] G Gordillo K Annamalai and N Carlin ldquoAdiabatic fixed-bedgasification of coal dairy biomass and feedlot biomass using anair-steammixture as an oxidizing agentrdquoRenewable Energy vol34 no 12 pp 2789ndash2797 2009
[12] N Gao A Li C Quan and F Gao ldquoHydrogen-rich gasproduction frombiomass steam gasification in an updraft fixed-bed gasifier combinedwith a porous ceramic reformerrdquo Interna-tional Journal ofHydrogen Energy vol 33 no 20 pp 5430ndash54382008
[13] P Plis and R K Wilk ldquoTheoretical and experimental investi-gation of biomass gasification process in a fixed bed gasifierrdquoEnergy vol 36 no 6 pp 3838ndash3845 2008
[14] J F Velez F Chejne C F Valdes E J Emery and C ALondono ldquoCo-gasification of Colombian coal and biomass influidized bed an experimental studyrdquo Fuel vol 88 no 3 pp424ndash430 2009
[15] L Wilson G R John C F Mhilu W Yang and W BlasiakldquoCoffee husks gasification using high temperature airsteamagentrdquo Fuel Processing Technology vol 91 no 10 pp 1330ndash13372010
[16] S Sun Y Zhao F Ling and F Su ldquoExperimental research on airstaged cyclone gasification of rice huskrdquoFuel Processing Technol-ogy vol 90 no 4 pp 465ndash471 2009
[17] G Gordillo Fixed bed counter-current low temperature gasifica-tion of dairy biomass and coal-daiy biomass blends usin air-steamas oxidizer [PhD dissertation] Texas AampM University 2009
[18] J Bonilla Estudio del efecto de relacion equivalencia y la relacionvapor combustible en la produccion de gases combustibles porgasificacion del cisco de cafe usando mezclas de aire-vaporpara extraccion parcial [MSc Disseratation] Universidad de losAndes 2012
[19] K Zhang J Chang Y Guan H Chen Y Yang and J JiangldquoLignocellulosic biomass gasification technology in ChinardquoRenewable Energy vol 49 pp 175ndash184 2013
[20] C A Ibrahim Dincer ldquoGreen methods for hydrogen produc-tionrdquo International Journal of Hydrogen vol 40 no 34 pp11094ndash11111 2012
[21] A Gomez-Barea and B Leckner ldquoModeling of biomass gasi-fication in fluidized bedrdquo Progress in Energy and CombustionScience vol 36 no 4 pp 444ndash509 2010
[22] P Parthasarathy and K S Narayanan ldquoHydrogen productionfrom steam gasification of biomass Influence of process param-eters on hydrogen yield - A reviewrdquo Renewable Energy vol 66pp 570ndash579 2014
[23] H L Chum and R P Overend ldquoBiomass and renewable fuelsrdquoFuel Processing Technology vol 71 no 1-3 pp 187ndash195 2001
[24] S S Thanapal K Annamalai J M Sweeten and G GordilloldquoFixed bed gasification of dairy biomass with enriched airmixturerdquo Applied Energy vol 97 pp 525ndash531 2012
[25] S Sharma and P N Sheth ldquoAir-steam biomass gasificationExperimentsmodeling and simulationrdquo Energy Conversion andManagement vol 110 pp 307ndash318 2016
[26] E Balu U Lee and J N Chung ldquoHigh temperature steamgasification of woody biomass - A combined experimentaland mathematical modeling approachrdquo International Journal ofHydrogen Energy vol 40 no 41 pp 14104ndash14115 2015
[27] G Gordillo and C Rodriguez ldquoAdiabatic gasification andpyrolysis of coffee husk using air-steam for partial oxidationrdquoJournal of Combustion vol 2011 Article ID 303168 2011
RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of

RoboticsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Active and Passive Electronic Components
Control Scienceand Engineering
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
RotatingMachinery
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporation httpwwwhindawicom
Journal of
Volume 201
Submit your manuscripts athttpswwwhindawicom
VLSI Design
Hindawi Publishing Corporationhttpwwwhindawicom Volume 201
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Shock and Vibration
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Civil EngineeringAdvances in
Acoustics and VibrationAdvances in
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Electrical and Computer Engineering
Journal of
Advances inOptoElectronics
Hindawi Publishing Corporation httpwwwhindawicom
Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
SensorsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Modelling amp Simulation in EngineeringHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Chemical EngineeringInternational Journal of Antennas and
Propagation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Navigation and Observation
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
DistributedSensor Networks
International Journal of