ADDITIVES & INGREDIENTS SPECIAL · Buyers Guide ... 79 Trade Fairs ... papaya, pineapple, dates,...
104
Mob: 91-9167836974, E-mail: [email protected] Tel: 91-22-61460900 JUNE 2016 | VOL. 43 | NO. 6 104 PAGES INCL. COVERS ISSN-0970-6194 | Rs. 45 ADDITIVES & INGREDIENTS SPECIAL
Transcript of ADDITIVES & INGREDIENTS SPECIAL · Buyers Guide ... 79 Trade Fairs ... papaya, pineapple, dates,...

Mob: 91-9167836974, E-mail: [email protected]: 91-22-61460900
JUNE 2016 | VOL. 43 | NO. 6 104 PAGES INCL. COVERSISSN-0970-6194 | Rs. 45
ADDITIVES & INGREDIENTS SPECIAL

2 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

3 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
We partner with you to cater the diverse needs within thesegment. Goma Designs, manufactures & supplies variousmachineries like Sugar Syrup Systems, Homogenisers, PLC basedjuice Pasteurizer/ Sterilizers, Blending & CSD Tanks, Pulpers,Deaerator, CIP Systems etc. for superior quality and extendedproduct shelf life.
GOMA OFFERS PROCESS SOLUTIONS FOR,
Fruit Canning & Pulping Lines
RTS / CSD Beverage Lines
Tomato Processing Plants
Jam & Jelly Plants
Pilot Scale R&D Units
UHT Sterilizer with Brick Filling Machines
Aloe Vera / Amla Processing Lines

4 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

6 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

7 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

8 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

9 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

10 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

11 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

12 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Linear Vial/Bottle Washing Machines1.
Sizes: vials 2ml to 100ml & Bottles 15ml to 500ml
2. Scramblers/Unscramblers
Sizes: f24”, 36”, 48” & 60”.f f f3. Hydraulic Loading Platforms
4. Inspection Tables
5. Loading and Unloading Conveyors
6. Liquid Filling, Rubber Stoppering & Aluminum
Cap sealing Machine for Vials
7. Powder Filling, Rubber Stoppering & aluminum
Cap sealing Machines for Vials
8. Sterility Testing Units in S.S
Size Single Place, Three Place & Six Place
9. Plate and Frame Type Filter press in SS
Size: 20cmx20cm, 40cmx40cm, 60cmx60cm, 100cmx100cm
10. Zero hold up/Sparkler Filter press
Size : 600LPH to 15500LPH
11. Sterile Pressure and Storage Vessels
Size : 10ltrs to 500ltrs
12.
13.
14.
Membrane Filter Holders (Size: 293mm, 142mm, 90mm)
Inline Filter Holders (Size: 47mm, 25mm, 13mm)
Basket/Bag/Cartridges Filters

13 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

14 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
15 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

16 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
An ISO 9001:2008 Co

17 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Brenntag Food & Beverage is an experienced partnerthroughout India, offering a reliable supply of highquality ingredients from all over the world. Committed tobuilding bridges between food producers and ingredient
manufacturers, our shared experience, market knowledgeand technical application expertise enable our partnersto make the most out of trends and development.
Our product portfolio includes:
Anti-foaming agent
Brew processing aidsColors (natural)Decorations and inclusion(bakery, confectionery,chocolate, ice cream,frozen dessert, cereals)DHA – Omega 3, ALA,
L CarnitineEmulsifierEnzymes (bakery, starch,alcohol, brewery, juice,meat, dairy)
Fat powderFiber – dietary, functional,insoluble, soluble
Foaming in beerFood acids (citric acid,
lactic acid, sodium lactate)Hydrocolloids – pectin,carrageenan, gums
(gellan, xanthan), CMC,pectinModified starchesNatural extract – grapeseed, herbal (tea,vegetable, fruits)Taste improvers(GDL/Sodium Di acetate)Yeast for alcohol

18 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
19 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
CONTENTS
JUNE 2016Vol. 43 No. 6MumbaiPrinted, Published and Owned by NormanJohn Da Silva, Proprietor, The AmalgamatedPress, 506 Hamam House, 5th Flr, 36 AmbalalDoshi Marg, Fort, Mumbai - 400 023.Tel : 91-22-22650268 / 30226463Email:[email protected],Website:www.beverageandfoodworld.com,and printed by him at Sevak Printers, 308, ShriHanuman Industrial Estate, G.D. AmbekarRoad, Wadala, Mumbai-400031.Tel: 91-22-24116484/4890.Editor: Norman John Da SilvaE-mail : [email protected]
Editorial Assistants:Ashley Da Silva, Jeannette Da Silva
Advertising Managers:MUMBAIHutoxi Randelia: Mob: 9869007884Pradeep Dubey: Mob: 9820293759Email: [email protected]
GUJARAT
KNS Media, 702, Corporate House, Opp. AshramRoad,Ahmedabad 380009.Ramesh Shah: Mob: 9377746368Tel: 079-27540493, Fax: 079-30008999Email: [email protected]
KOLKATASanjay D. Narwani, M/s. JoinHands, 15/B, MadanPaul Lane, Bhawanipur, Kolkata 700025Cell: 09831207202, 09433046540Email: [email protected]
GERMANYEisenacher Medien, Welckerstrasse 22,53113 Bonn, Germany.Tel: +49-228-2499860, Fax: +49-228-650076Email: [email protected]
U.S.A.Mark G. Da Silva, 21 Gates Circle, Scituate,MA - 02066, U.S.A.Tel: 1-781-206-9832Email: [email protected]
Annual Subscription:India: Rs. 500.00 • Overseas: US$ 75/€ 65
Editorial Note: The Editor will be glad to give dueconsideration to any authenticatedmaterial / photographs etc. submitted forpublication in this journal, and he does notassume any responsibility for their safecustody or return, nor does he necessarily sharethe views expressed by the authors.
Food Additives - making food taste better and safer
by Fakir Mohan Sahu ... 20
Xanthan Gum: Chemistry and Food applications
by Hanuman Bobade, Usha Bajwa, Savita Sharma, Baljit Singh ... 29
Functional Properties of Proteins as influenced by processing
by Rajendra Singh Thakur, Aastha Bhardwaj, Tanweer Alam, Alok Jha ... 31
Seaweeds and its utilization : An approach
by T. E. Baug, A. U. Pagarkar, H. Singh, S. B. Satam, N. D. Chogale ... 35
Enzymatic Peeling of Fruits - An Overview
by P. Karthickumar, Er. Ranasalva N., Jeyan Arthur Moses ... 37
Processing, quality evaluation and storage studies of Onion-Garlic-
Ginger paste
by Shameen Dabolkar, S. M. Naikare ... 39
Enzymes in Seafood Industry
by U. Parvathy, A. Jeyakumari, George Ninan, L.N. Murthy
S. Visnuvinayagam ... 42
Microencapsulation of Omega-3 fatty acids and its application
by A. Jeyakumari, A. A. Zynudheen, U. Parvathy, L. Narasimha Murthy
C. N. Ravishankar ... 44
Retrogradation of Starch and its effects on Food Quality
by Divya Fernandes, Menon Rekha Ravindra, S. Varalakshmi ... 46
Gluten: An Allergen
by Ritambhara S. Jangale, Priyanka R. Patil ... 48
Company News ... 55
Indian News ... 58
International News ... 60
R&D Updates ... 61
Products & Services ... 67
Buyers Guide ... 79
Trade Fairs & Conferences ... 91
Page No.
�
�
�
�
�
�
�
20 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Food Additives - making food tastebetter and safer
Fakir Mohan SahuAssistant Professor, Agri. Process and Food Engineering Centre of Excellence on Post Harvest Technology, ASPEE College of Horticulture and Forestry,
Navsari Agricultural University, Navsari 396450, Gujarat, IndiaE-mail: [email protected]
ABSTRACTThe great bulk of food is comprised of chemical suchas carbohydrates, fats, proteins, vitamins or mineralsand water etc. Beside the natural components foodstuffs, additional chemical may be incorporated, eitherdirectly or indirectly during the growing, storage orprocessing of food. Food additives are substancesadded intentionally to foodstuffs to perform certaintechnological functions, for example to colour, tosweeten or to help preserve foods. Food additives playan important part in our food supply ensuring our foodis safe and meets the needs of consumers. In theEuropean Union (EU) all food additives are identifiedby an E- number. Food additives are always included inthe ingredient lists of foods in which they are used.Product labels must identify both the function of theadditive in the finished food (e.g. colour, preservative)and the specific substance used either by referring tothe appropriate E- number or its name (e.g. E-330 orCitric acid). The most common additives to appear onfood labels are antioxidants, colours, emulsifiers, gellingagents,preservatives,stabilizers, sweeteners andthickeners.Food Safety and Standards Authority of India(FSSAI), the nodal agency to frame and regulates foodlaws in India also prescribed many food additives.Keywords: food additives, antioxidants, sweeteners, emulsifiers,preservatives
INTRODUCTIONFood is any substance or material, usually of plant or animalorigin that contains or consists of essential body nutrients,such as carbohydrates, fats, proteins, vitamins or minerals,and is ingested and assimilated by an organism to produceenergy, stimulate growth and maintain life. Nutrition is theact or process of nourishing or of being nourished,consuming proper amount of food. Food classification canbe done based on its origin i.e., plant or animal. Plant originsfoods types are groups into cereals grains (Rice, wheat,maize, barley, rye, oats, sorghum and millets), pulses orlegumes (pea, beans, grams, soybeans, lentils etc.),oilseeds (mustard, sesame, groundnut, rapeseeds,sunflower and safflower etc.), fruits (Mango, banana, guava,papaya, pineapple, dates, citrus fruits, apple, pear, peach,grapes, berries etc.), and vegetables (potato, tomato, onion,garlic, eggplant, carrot, cucumber, pumpkin, melons, okra,gourd, leafy vegetables etc.). Others are spices and
condiments, and plantation crops (tea, coffee, cocoa,cashew nut, coconut, oil palms etc). Foods of animal origininclude meats, fish, poultry (eggs) and milk. Food can beconsumed as raw (whole food) or processed. Examples ofwhole foods (plant origins) include unpolished grains, fruitsand vegetables and spices etc. The term processed foodapplies to any food that has been altered from its naturalstate in some way either for safety reasons (increase shelflife) or convenience (enhance palatability). Examples ofprocessed foods are breakfast cereals, bread, cheese,butter, canned vegetables, dried fruits and vegetables etc.Raw or whole foods have less shelf life depending upontheir moisture contents and water activity (such as durable,semi-perishable, perishable and highly perishable food).FOOD PROCESSING AND PRESERVATIONFood preservation is the process of treating and handlingfood to prevent or slowdown food spoilage, loss of quality,nutritional values thus allowing it to be stored in a fit conditionfor future use (increases shelf life). Different foodpreservation techniques include traditional methods suchas drying, salting (curing), sugaring, smoking, fermentation,pickling etc. and modern methods such as refrigeration,freezing, canning, pasteurization, sterilizationand irradiation.Food preservation helps in increasing shelf life of food thusincreasing the supply, making the seasonal food availablethroughout the year, adds variety to the diet, savepreparation time and energy, decreases wastage of food bypreventing decay or spoilage of food and more importantlystabilizes the price of food and improves the nutrition ofpopulation.
Food Processing is a set of methods (unit operations)and techniques used for conversion of raw materials oringredients, by physical or chemical means into a consumerfood product. Food processing, as seen traditionally, is aboutcausing wanted changes in the food as it moves towards afinished product. These changes improve the food, addingto its value. For economic reasons, they often need tohappen speedily. Whereas food preservation aims to slowdown undesirable changes, and conditions have to beorganised so that the changes happen as little as possible.They are deleterious to the quality and value of the food.The changes are normally spontaneous, arising from theinstability of the food, and the processing conditions arearranged to slow them down. Since they are both aboutchange, its manipulation and its control, and since they can

21 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
both be technologically described in the same way, it isconvenient to think of the whole area as that of dynamicfood processing (Earle and Earle, 2003).Chemicals Naturally Present in FoodsBasically all components of food such as carbohydrates,fats, proteins, minerals and water are chemicals. Some foodsalso contains small amount of accessory chemicals likevitamins, natural antioxidants, thickeners, emulsifiers,chelating agents, buffers, colours and flavours. Thecarbohydrates comprises of various sugars, starch,dextrines, celluloses and gums. Upon their oxidation,carbohydrates releases energy(4 kCal/g) for muscularactivity and other body function. The fats and oils supplyenergy (9 kCal/g) as well as essential fatty acids and facilitateabsorption of fat soluble vitamins. The proteins arecomposed of amino acids which, when made available bydigestive process, are used as building block of soft tissuesof body and bone matrix or as a source of energy (4 kCal/g). The minerals primarily help in skeletal structures suchas bone and teeth and are essential aids in metabolism.The vitamins regulate cell functions and are essential tonormal metabolism for overall growth and development.Antioxidants delays or inhibit oxidative damages to a targetmolecule. The colour and flavor (taste and aroma) impartingcompound primarily have aesthetic value than nutritional.The chemical compositions and hence the nutritional value,colour, flavor and overall qualityof each plant product isinfluenced by pre-harvest factors (variety, soil fertility andnutrient content, cultural practices, duration and intensity ofsunlight during growth, rainfall, irrigation, plant protection),harvest factors (time, stage and method of harvesting) andpost harvest factors (handling, storage and transportation).Chemical composition of animal product is also influencedto some extents by environmental factors, and particularlyby species (NRC, 1973).
Each foodstuff consists of chemicals that are more orless characteristic of it, but because of the natural variation,it is frequently necessary to adjust the composition in orderto provide a product of constant quality. Milk, for example,consists of variable amounts of butterfat, milk sugar(lactose), proteins (principally casein and lactalbumin),minerals (notably calcium and phosphorus), variousvitamins, and other constituents. The composition of milkvaries somewhat according to the breed, the individual cow,the period of lactation, and the nature of the feed of thecow. Milk from Indian breed of cows such as Gir (900-1600kg/lactation, 4.8 %), Red Sindhi (1700-3400 kg/lactation,4.5%) and Sahiwal (1350-2100 kg/lactation, 5%) has lowermilk yield per lactation but has higher fat content comparedto exotic breeds like Holsteins and Guernsey cows. Similarly,milk from Holstein cows is somewhat lower in fat (3.45%)and carotenoid pigmentsthan that of either Jersey (5.3%)or Guernsey cows (5%). Milk destined for generaldistributioncomes from different sources and is generallyblended or standardized to a uniformlevel of butterfat. Milkreceived at evaporating plants at different seasons andfromdifferent herds varies in stability to heat. This propertyis dependent upon thebalance in the milk of the naturalmineral salts, particularly the proportions ofcalcium,phosphate, and citrate. It is often necessary, therefore, toadd one or theother of these chemicals in order to producesufficient heat-stability for an acceptableproduct. Therefore,
adding a constituent normal to a food is to help standardizeit. Standardization procedures comparable to thosedescribed above for milk are carried out with other foodsas, for example, in the blending of wheat varieties to securea flour of uniform baking quality.
Natural foodstuffs contain substances that are of noknown nutritive value and substances that are harmful iftaken in amounts much larger than those encountered innormal usage of the food. Coffee and tea, for example,contain caffeine and theobromine which have a well-knownpharmacological effect. Certain raw foods have been foundto contain substances that suppress the function of thethyroid gland by interfering with the uptake of iodine, anessential nutrient in growth, cognitive function, and hormonalbalance. Foods that have been identified as goitrogenicinclude spinach, cassava, peanuts, soybeans, strawberries,sweet potatoes, peaches, pears, and vegetables in theBrassica genus, which include broccoli, brussels sprouts,cabbage, canola, cauliflower, mustard greens, radishes, andrapeseed (Greer, 1957). Goiter has also been attributed tothe consumption of large quantities of uncooked kale orcabbage.Oxalic acid (oxalate) is generally found in rhubarb(0.2–1.3%), tea (0.3–2.0%), spinach (0.3–1.3%), parsley(1.7%) and purslane (1.3%) that can bind calcium and otherminerals, making them insoluble and decreasing theirbioavailability. Ingestion of foods containing highconcentrations of oxalates may cause decreased bonegrowth, kidney stones, renal toxicity, vomiting, diarrhea,convulsions, coma and impaired blood clotting (Jones,1995). The significant role oxalate plays in kidney stonedevelopment is exemplified by the fact that approximately65% of kidney stones consist of calcium oxalate (Finkelstein,2006). Phytic acid (also referred to as phytate) is found inbran and germ of many plant seeds and in grains, legumesand nuts, that is found to inhibit digestive enzymes such astrypsin, pepsin, α-amylase and ß-glucosidase. Therefore,ingestion of foods containing high amounts of phytate couldtheoretically cause mineral deficiencies or decreased proteinand starch digestibility (Jones, 1995).
In addition to the natural chemical composition of thefoodstuffs, chemical may be incorporated, either directly orindirectly during the growing, storage or processing of foods.These chemicals are described as “food additive” forconvenience. When they are purposely introduced to aid inprocessing or to preserve or improve the quality of theproduct, they are called intentional additives. Materials suchas colours, flavours, sweetener, vitamins and minerals forenrichment, mould inhibitors, bactericides, antioxidants, andemulsifiers are intentional additives. They are added to thefood products in carefully controlled amount duringprocessing, and the amount necessary to achieve thedesired effect are usually very small.In addition to intentionaladditives, certain other chemicals may find their way intofood as a result of their use in some phase of the production,handling or processing of food products such as pesticideand fertilizer residues, chemicals that may leach out fromthe packaging or trace of lubricants from food processingequipment. These are known as “incidental additives”. Suchadditives are permitted in foods only if they cannot beavoided by good production and processing practices andthen only if the amounts that occur under these conditionsare known to be safe (NRC, 1973).

22 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
FOOD ADDITIVESDefinitionFood additives are substances used for a variety of reasonssuch as preservation, colouring, sweetening, etc. during thepreparation of food. The European Union legislation definesthem as “any substance not normally consumed as a foodin itself and not normally used as a characteristic ingredientof food, whether or not it has nutritive value, the intentionaladdition of which to food for a technological purpose in themanufacture, processing, preparation, treatment, packaging,transport or storage of such food results, or may bereasonably expected to result, in it or its by-productsbecoming directly or indirectly a component of such foods.”
As per the Food Protection Committee of NationalResearch Council (U.S.), a food additive is defined as “asubstance or amixture of substances, other than a basicfoodstuff, which is present in a food as a result of any aspectof production, processing, storage, or packaging. The termdoes not include chance contaminants”.
Food additives are also substances added to food topreserve flavor or enhance its taste and appearance. Someadditives have been used for centuries; for example,preserving food by pickling (with vinegar), salting, preservingsweets or using sulfur dioxide as in some wines. With theadvent of processed foods in the second half of the 20thcentury, many more additives have been introduced, of bothnatural and artificial origin (USFDA, 1993). In its broadestsense, a food additive is any substance added to food.
Legally, United State Food and Drug Agency define foodadditive as “any substance the intended use of which resultsor may reasonably be expected to result — directly orindirectly — in its becoming a component or otherwiseaffecting the characteristics of any food.” This definitionincludes any substance used in the production, processing,treatment, packaging, transportation or storage of food. Thepurpose of the legal definition, however, is to impose apremarket approval requirement. Therefore, this definitionexcludes ingredients whose use is generally recognized assafe (GRAS) (where government approval is not needed),those ingredients approved for use by FDA or the U.S.Department of Agriculture prior to the food additivesprovisions of law, and color additives and pesticides whereother legal premarket approval requirements apply.
Additives may be direct additives, which are addeddeliberately to improve its sensory quality, nutritive value,stability, ease in processing and retention of quality duringhandling and retailing. There are also indirect additives,which are not added intentionally but get included into foodsincidentally during handling, processing and packaging.
There are some guiding principles for the use of foodadditives. They should be justified for their technologicaleffectiveness and purpose. They should be safe for use.There should be maximum adequate levels, absolutelynecessary levels of usage and ADI (Acceptable Daily Intake)properly evaluated while considering its safety and permittedusage levels in foods. They should not be added with theintention of misleading consumers about quality. Theyshould also not significantly affect adversely the nutritionalquality of food products.Classification of Intentional Food Additives(Direct Food Additives)Different types of additive are used for different purposes,though many of them perform more than one function. For
the purposes of both classification and regulation, they aregrouped according to their primary function. The maingroupings, or classes, of additives are explained below,together with their functions and some examples of theiruse.1. Preservatives2. Antioxidants3. Emulsifying,Stabilizingand Thickening agents4. Colours and colouring foodstuffs5. Sweeteners6. Flavourings and Flavour enhancers7. Nutrient supplements (Vitamins and minerals)8. Acids, acidity regulators, buffering agents/acidulants9. Anticaking agents, anti-foaming agents10. Clarifying agents, sequestering agents11. Humectants, Glazing agents12. Miscellaneous additives13. Functional additives, probiotics/prebioticsPreservativesPreservatives are substances added to foods to prevent orinhibit microbial spoilage of foodthus extent the shelf life offood. They are of different types, depending on the foodproduct and the spoilage organism involved. FSS (FoodProduct Standardsand Food Additives) Regulations, 2011defines preservatives as “a substance which when addedto food is capable of inhibiting, retarding or arresting theprocess of fermentation, acidification or other decompositionof food”.Preservatives are classified into class-I and class-II preservatives. Class-I preservatives are common salt,sugar, vinegar or acetic acid, Edible vegetable oil, dextrose,glucose, spices and honey. Addition of class-I preservativesin any food is not restricted. Class-II preservatives arebenzoic acid including salts thereof (sodium benzoate),Sorbic acid and its sodium, potassium and calcium salts,sulphurous acid including salts thereof, Nitrates and nitritesof sodium or potassium, propionates of calcium or sodium,lactic acid and Nisin.Class-II preservatives are man-madeand should be restricted to the limit up to which suchpreservative is permitted for the foods.
Benzoic acid and sodium benzoate are employed inoleomargarine, certain fruit juices, pickles, and confectionsto inhibit bacterial or mold growth. Sulfur dioxide is widelyused for the preservation of dried fruits. Sodium diacetate,the propionates of sodium and calcium, and such acidicsubstances as acetic acid, lactic acid, and monocalciumphosphate are effective in retarding the growth of moldsand “rope” bacteria in bread. Sorbic acid and its sodiumand potassium salts are used as antimycotic agents incheeses, sirups, and pie fillings.
Preservatives are probably the single most importantclass of additives, as they play an important role in the safetyof the food supply. Despite this fact, any chemical used tocounteract the perishability of food raw materials has oftenbecome perceived as suspect, and any food containing apreservative has been considered inferior or unsafe. Yetthe use of chemical preservatives, such as sulphur dioxideand sulphites, is but a continuation of the age-old practicesof using salt, sulphite and spices to preserve perishablefoods in the days before refrigeration and modern processingtechniques. The continued perception of preservatives asundesirable, to which the many labels protesting “no artificialpreservatives” testify, is therefore an unfortunate consumermisapprehension.

23 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
AntioxidantsAntioxidants are substances used to preserve food byretarding deterioration, rancidity or discolouration due tooxidation. Fatty foods are susceptible to oxidative changesthat take place in the fat moleculewith the production of off-flavours and odours. The substances used to preventthistype of spoilage are known as antioxidants. Oxidationcan be avoided, or retarded, by a number of means, suchas replacing air by inert packaging gases, removal of oxygenwith glucose oxidase, incorporation of UV-absorbingsubstances in transparent packaging materials, cooling, anduse of sequestering agents. These may not be possible inall cases, or sufficient for an adequate shelf-life for somefoods. Thus antioxidants are used to retard oxidativedeterioration and extend shelf-life. Some antioxidantsactually remove oxygen by self-oxidation, e.g. ascorbic acid,whilst others interfere in the mechanism of oxidation, e.g.tocopherols, gallic acid esters or propyl gallate,butylatedhydroxyanisole (BHA), butylated hydroxytoluene (BHT).They are used in such foods as shortening,crackers, soupbases, and potato chips. It has been found that certainacidicsubstances, e.g., citric acid, ascorbic acid, andphosphoric acid, enhance the propertiesof the antioxidant,and these substances are frequently added in combinationwiththe antioxidant. Ascorbylpalmitate is employed in candy,and ascorbic acid has been found effective in preventingthe oxidative discoloration of frozen fruits such asslicedpeaches.
Allhave specific properties, making them more effectivein some applications than inothers. Often a combination oftwo or more antioxidants is more effective thanany one usedsimply because of their synergistic effects. The presenceofsequestering agents, such as citric acid, may also have asynergistic effect, byreducing the availability of metallic ionsthat may catalyse oxidation reactions.Antioxidants cannotrestore oxidised food; they can only retard theoxidationprocess. As oxidation is a chain reaction process,it needs to be retarded as earlyas possible. The mosteffective use of antioxidants is therefore in the fats andoilsused in the manufacturing process. Antioxidants areadded to oils and fats to prevent oxidative rancidity. Ethylpropyl, octyl and dodecyl gallates, butylated hydroxyanisole(BHA), butylated hydroxy toluene (BHT), tertiary butylhydroquinone (TBHQ) and resin guaic, ascorbic acid,tocopherol are permitted antioxidants under FSS rules, 2011.Emulsifying and Stabilizing, Thickening AgentsThe purpose of emulsifying agents (emulsifiers) is to facilitatethe mixing together of ingredients that normally would notmix namely fat and water. This mixing of the aqueous andlipid phases is then maintained by stabilizing agents(stabilizers). These additives areessential in the productionof mayonnaise, chocolate products and fat spreads. Themanufacture of fat spreads (reduced-fat substitutes for butterand margarine) for example, has made a significantcontribution to consumer choice and dietarychange, andwould not be possible without the use of emulsifiers andstabilizers.Emulsifying agents are used in baked goods,cake mixes, ice cream, frozendesserts, and confectioneryproducts. Some of those used are lecithin, monoanddiglycerides, and certain sorbitan and polyoxyethylenefatty esters. In bakeryproducts these substances improvevolume, uniformity, and fineness of grain. Theyfacilitate
machining in bread doughs, and the resulting bread has asofter crumband a somewhat slower firming rate than dobreads prepared without their use. The whipping propertiesand physical nature of frozen desserts are improved bytheuse of small amounts of emulsifier. In candies, they areemployed to maintainhomogeneity and improve keepingquality. Sorbitan derivatives are also used toretard “bloom,”the whitish deposits of high-melting components of cocoabutterwhich occasionally appear on the surface of chocolatecandies.Other reduced- and low-fat versions of a numberof products are similarly dependent on this technology.
Stabilizing agents are substances that can stabilize,retain or intensify an existing colour of a foodstuff andsubstances that increase the binding capacity of the food toallow the binding of food pieces into reconstituted food. Thetexture of ice cream and other frozen desserts is dependent,in part, onthe size of the ice crystals in the product which iscontrolled by the addition ofsmall amounts of stabilizingagents. Agar-agar, gelatin, cellulose gum, andothervegetable gums are among the substances used.
Thickeners are substances which, when added to themixture, increase its viscosity without substantially modifyingits other properties. Certain of these compounds arealsoused in chocolate milk to increase the viscosity of the productand thus preventthe settling of cocoa particles to the bottomof the container. Gelatin, pectin, andstarch are used inconfectionery products to give a specific texture. Agar-agar,alginates, gum arabic, and gum tragacanth are usedas stabilizers or thickeners incertain types of hardgums.Sugar-sweetened beverages normally possess acertain amount of “body.” Sincebeverages which aresweetened with non-nutritive sweeteners do not have thisproperty,so-called “bodying agents” are used in theirproduction. These include such naturalgums as sodiumalginate and pectin, cellulose gum derivatives, and sorbitol.Thefoaming properties of brewed beer can also be improvedby the addition of certainof these stabilizing agents.
The increasing awareness of problems with food allergyand intolerancehas led to the requirement to state the sourceof certain emulsifiers on foodlabelling. For example, lecithinderived from soya is not suitable for an individualwith anallergy to soya, therefore clear labelling of the source of theingredient isvital to aid in consumer choice of products safefor individuals with specificdietary requirementsColours and Colouring FoodstuffsColours give food an appetizing appearance. Factors suchas processing, storage and seasonal variation can resultsin unattractive or unfamiliar colour. Food product developers,when formulating a new recipe, can choose between twoprinciple option when deciding how to colour their food andbeverages: one is the usage of additive food colours, theother one is to use “colouring foodstuffs”. Additive foodcolours comprise synthetic and “natural” food colours.Synthetic food colours do not occur in nature and are whollyman-made from chemicals. Whereas “natural” food coloursoccupy a somewhat grey area being made from rawmaterials to be found in nature but may or may not be ediblefor humans - for example the cochineal insect. Food coloursof both natural and synthetic origin are extensively used inprocessedfoods and they play a major role in increasingthe acceptability and attractivenessofthese products i.e.,enhance the visual properties of foods. However, the

24 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TABLE 1 : Natural colourants, their sources, principal colouringcompound and their tint
Sources Botanical Name Principal Colour Colour/Tint
Annatto Bixaorellena Bixin[E160b] YellowBeet root Beta vulgaris Betalains[E162] RedCarrot Daucuscarota α- and β- Orange
carotene [E160a] YellowCochineal Dactylopius Carminic(carmine) coccus Costa acid [E120] RedGrapes Vitisvinifera anthocyanins[E163] Red PurpleGreen Chlorophyll-a GreenLeaves and –b [E140]Marigold Tagetespatula Zoaxanthin YellowOrange peel Citrus sinensis Violaxanthin. [E161e] YellowPaprika Capsicum Capsanthin, Red,
annum Capsorubin[E160c] OrangeTomato Solanumlycopercicum Lycopene [E160d] RedTurmeric Curcuma longa Curcumin[E100] Orange
YellowCanthaxanthin orange[E161g]Riboflavin [E101] Yellow
(Vit B2)
TABLE 2 : Common name, CI number and name, chemical classand E-number of artificial colours
Common CI Number Chemical E- number ColourName and Name ClassPonceau 16255, Acid Monoazo E124 Red4R Red 18Carmoisine 14720, Acid Monoazo Red
Red 14Erythrosine 45430, Acid Xanthine E127 Red
Red 51Tatrazine 19140, Acid Pyrozolone E102 Yellow
Yellow 23Sunset 15985, Acid Monoazo E110 YellowYellow FCF YellowIndigo 73015, Acid Indigoid E132 Bluecarmine Blue 74Brilliant 42092, Acid Triary E133 Blueblue FCF Blue 9 methaneFast green 42053, Food Triary GreenFCF Green 3 methane
indiscriminate use of colour can conceal damageorinferiority, or make the product appear better than itactually is. In view of thesefactors, food colours must beused with discretion. Classes of foods that arefrequentlycoloured include confectionery, bakery goods, softdrinks, and some dairy productssuch as butter, cheese, andice cream. Natural colours used in foods include annatto,beetroot, carotene, cochineal, chlorophyll, paprika andturmeric. Traditionally, spices like turmeric, red chillipowderand saffron have been used not only for their colour, butalso theflavour they imparted to the foods and for theirmedicinal properties.
The use of colour is particularly controversial, partlybecause colour is perceived by some as a means ofdeceiving the consumer about the nature of the food, butalso because some of the most brightly coloured productsare those aimed at children. As with all additives, their useis strictly controlled and permitted only where a case of needis proven, e.g. to restore colour that is lost in processing,such as in canning or heat treatment; to ensure consistencyof colour; and for visual decoration. Whilst adding colour tofood may appear to some to be an unnecessary cosmetic,which is not in the consumer’s interests, there can be nodoubt that the judicious use of colour enhances theattractiveness of many foods. Some retailers triedintroducing ranges of canned vegetables and fruits such asstrawberries and peas without adding back the colourleached out by heat processing. They were still trying todispose of the unsold returns several years later.Colour isimportant in consumer perception of food and often denotesa specific flavour. Thus, strawberry flavour is expected tobe red and orange flavor orange-coloured. Consumerexpectation is therefore a legitimate reason for adding colourto food.
Synthetic food colourantare mainly derived frompetroleum and commonly known as coal tar dyes. Syntheticfood colour widely used in processed foods such asbeverages, dairy products, bakery goods, cereal and snackfoods and ice cream and preferred due to bright colour, good
stability, high tinctorial power, easy and uniform applicabilityand availability in a variety of shade and most importantlyeconomic. The PFA act of India permits eight synthetic foodcolourants for use in food products at the rate of 100 ppmmaximum (singly or in combination). Their common name,CI number and name, chemical class and E-number arelisted below in Table 2.
Colouring foodstuffs deliver the clean label route to stable
and appealing food colouring for food developers andmanufacturers and remove any labelling uncertainties forconsumers. In contrast to food colours, colouring foodstuffsare made from edible fruits, vegetables and plants and arefoods themselves. Colouring foodstuffs are manufacturedusing only physical or traditional food preparation processes.Any “solvents”, processing aids, components or functionalingredients should be foodstuffs or characteristic ingredientsof food in order to maintain their status as ingredients.Colouring foodstuffs retain the essential characteristics oftheir source material. Accordingly they are declared asingredients on the label such as “concentrate (tomato,pumpkin)” or “tomato concentrate, pumpkin concentrate”.Being ingredients, there are no dosage restrictions forcolouring foodstuffs, and across all applications they maybe used in doses a high as required.List of food additivespermitted by FSSAI, India are tabulated below (Table 3).SweetenersSweeteners are used to impart a sweet taste in foodstuffs.Sugar substitutes are food additives that are sweet yetcontain significantly less calories than sugar. Thesesubstitutes may be derived from natural or synthetic sources.Naturally occurring sugar substitutes include stevia andsugar alcohols. It provides a sweet taste like that of sugarbut content significantly less food energy. Artificialsweeteners have been classified as nutritive and non-nutritive depending on whether they are a source of calories.The nutritive sweeteners include the monosaccharidepolyols (e.g., sorbitol (E420), mannitol (E421), and xylitol(E967)) and the disaccharide polyols (e.g., maltitol (E965)and lactitol (E966)). They are approximately equivalent tosucrose in sweetness (Dills, 1989). The non-nutritivesweeteners, better known as artificial sweeteners, includesubstances from several different chemical classes thatinteract with taste receptors and typically exceed the

25 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TABLE 3 : List of food additives permitted by FSSAI, India
Food Additives Class ExamplesAcidity regulators Citric acid, Malic acid, Tartaric acid, Acetic acid, Lactic acid, Sodium hydroxide, Sodium fumarate, Potassium malate,Antioxidants Ascorbic acid, Tocopherols, Lecithin, Butylated hydroxy anisole (BHA), Tertiary butyl hydro quinone (TBHQ),
AcorbylPalmitateAnti caking agents Carbonates of calcium and Magnesium, Carbonates of calcium and Magnesium, Carbonates of calcium and
Magnesium, Carbonates of calcium and MagnesiumAnti-clouding Agent Methyl CelluloseAntifoaming Agents Dimethyl PolysiloxaneArtificial sweeteners Aspartame, Acesulphame Potassium (Ace-K), Sucralose, SaccharinBulking agents Polydextrose A and NColour (natural) Chlorophyll, Caramel, Curcumin or turmeric, Beta carotene, Beta apo-8 carotenal, Methyl ester of Beta apo-8 carotenic
acid, Ethyl ester of Beta apo-8 carotenic acid, Canthaxanthin, Riboflavin, Lactoflavin, Riboflavin, Lactoflavin, SaffronColour (synthetic) Ponceau 4R, Carmoisine, Erythrosine, Tartrazine, Sunset Yellow FCF, Indigo carmine, Brilliant blue FCF, Fast green
FCFDough conditioners Sodium bisulphite, Sodium metabisulphiteEmulsifying and Guar gum, Sorbitol, Lecithin, Glycerin, Glycerol monostereate, Sucroglycerides, Hydroxy propyl methylstabilizing agents cellulose, Sucrose ester of fatty acids, Di- Acetyle tartaric acid ester of mono and diglycerides, Polyglycerol ester of fatty
acids, Methyl cellulose, Carboxymethyl cellulose, Gellan gumFirming Agents Calcium Chloride, Calcium Lectate, Calcium Gluconate, Calcium Carbonate, Calcium Bisulphite, Mono Calcium
Phosphate, Aluminium Potassium SulphateFlavours and flavor enhancers Monosodium Glutamate (MSG), Di-sodium ribonucleotidesFlour treatment agents Ammonium chloride, L- cystein mono hydrochloride, Ammonium phosphate, Benzoyl peroxideGlazing agents Shellac, Beeswax (white and yellow), Candelilla wax, Gum Arabic, PectinImprover Fungal alpha amylase, Bacterial amylase, Amylases and other enzymes, Ammonium persulphate, Calcium phosphate,
Calcium carbonate, Potassium bromate and/or Potassium iodateLeavening agents Sucralose, Ammonium bi-carbonate, Ammonium carbonatePolyols Sorbitol, Manitol, Xylitol,, Isomalt, Lactitol, MaltitolPreservatives Calcium or sodium propionate, Calcium or sodium propionate, Acid calcium phosphate, Sodium diacetate, Acid sodium
pyrophosphate, Sorbic acid and its sodium, potassium and calcium salts (calculated) as sorbic acid, Benzoic acid,Sulphur di-oxide
Sequestrant Sodium hexa meta phosphateSoftening Agents Sodium bicarbonate, Sodium CitrateThickening Agents Modified Starches, Vegetable gums (Arabic Gum, Carrageenan, Guar Gum, Carobabbean Gum, Xanthan Gum),
Alginates, Pectines, Calcium Disodium ethylenediamine
TABLE 4 : Characteristics of Artificial Sweeteners
Sweeteners No. of Kcal/g E- number Commercialtimes usessweeterthansucrose
Acesul 200 0 E-950 Baked goods, frozenfame-K desserts, candies,
beverages,cough drops,breath mints
Aspartame 200 4 E-951 General-purpose foodsSaccharin 200-700 0 E-954 Tabletop sweetener,
baked goods, softdrinks, jams, chewinggum, candy
Sucralose 600 0 E-955 Tabletop sweetener,beverages, chewinggum, frozen desserts,fruit juices, gelatins
sweetness of sucrose by a factor of 30 to 13,000 times (highintensity sweeteners). FSSAI approved artificial sweetenersare Aspartame, Acesulfame Potassium (Ace-K), Sucralose,Saccharin. Sweeteners are used instead of sugar for anumber of reasons including, to assist in weight loss as theyare having little or no food energy (low calories). It helps indental care by preventing plague formation and tooth decayand has beneficial effect for diabetes mellitus and mostimportantly cheaper than sugar.
Sachharin is a coal tar derivative that is approximately200-700 times sweeter than sucrose. It is sold as a whitepowder for use as a tabletop sweetener, and used in a varietyof foods such as beverages, jams, and baked goods.Aspartame has a flavor similar to sucrose, and also functionsas a taste intensifier and enhancer. Aspartame is 200 timessweeter than sucrose and has no aftertaste and use in avariety of products, as a table-top sweetener and incarbonated beverages. Acesulfame-K is similar toaspartame in sweetening power, but holds up better to heatand costs less. It is use in soft drinks, and it was approvedas a general sweetener in 2003 by FDA. It is stable whenheated and can be used in baking. Sucralose is the onlyalternative sweetener made from sugar. It is 600 timessweetener than sucrose. Sucralose is derived from sugarthrough a patented, multi-step process that creates anextremely stable substance unable to be absorbed by thehuman body, hence contributing almost no calories. It isexcreted in the urine virtually unchanged. Sucralose can be
found as a tabletop sweetener and in a variety of productsincluding desserts, confections, and nonalcoholicbeverages. Sucralose does not contribute to tooth decay.Stevia is 250 times sweeter than sucrose. It is processed
from a compound called stevioside (E960) found in the leaveof the stevia plant (Stevia rebaudiana). Stevia has a bittertaste when consumed in high quantities and is shelf-stablewhen dry. It is approved for use in various food products,including cereals, beverages, and energy bars, as well as atabletop sweetener (Whitehouse, 2008).

26 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Flavourings and Flavour EnhancersFlavour of food is generally the combined sensoryimpression of taste and odour (aroma) and considered as akey factor in quality perception of food. Aflavourings(excluding herbs and spices and intensesweeteners) is defined as an intense preparations whichare added to foods to impart taste and/or odour, which areused in small amounts and are not intended to be consumedalone, but do not include herbs, spices and substances whichhave an exclusively sweet, sour or salt taste.Flavourenhancer is defined as a substance that enhances theexisting taste and/or odour of a food. The food industry usesflavourings to actually impart flavor or enhance it (either byintensifying it or supporting it without adding another taste).Common everyday flovour enhancers like salt and sugarare used to bring the flovour in savoury and sweet foods bysupporting the original taste. Others like lactic acid and citricacid are used to assist in creation of specific sour orfermented tastes.
A wide variety of spices, natural extractives, oleoresins,and essential oils areused in processed foods as flavourings.Natural flavouring substances means flavouring substancesobtained from plant or animal raw materials, by physical,microbiological or enzymatic processes. They can be eitherused in their natural state or processed for humanconsumption, but cannot contain any nature-identical orartificial flavouring substances.Artificial flavouringsubstances means flavouring substances not identified in anatural product intended for human consumption, whetheror not the product is processed. Many synthetic flavoursareused extensively in soft drinks,baked goods, ice cream, andconfectionery in smallamounts ranging from a few to 300ppm. Amyl acetate, benzaldehyde,carvone, ethyl acetate,ethyl butyrate, and methyl salicylate are representativeofcompounds which are employed in the preparation offlavoring materials. It shouldbe noted that many of thecompounds which are used in flavoring preparations arealsofound in natural products or are esters of natural acids.Manyspices and spice extractives are used in sausages andprepared meats.
Monosodium glutamate or MSG (E621) and proteinhydrolysates are also employed to enhance theflavour ofsome foods. MSG is the sodium salts of glutamic acid, aflavour enhancer with an umami taste (other than four basicaccepted taste- sweet, sour, bitter and salty) widely used infood industry. MSG is labelled as Generally Recognized asSafe (GRAS) by US FDA but now days associates it with acondition called “Chinese Restaurant Syndrome” or “MSGSymptom Complex”.Nutrient Supplements (Vitamins and Minerals)Vitamins and minerals are frequently added to processedfoods to improve their nutritive value. It is recognized, forexample, that the processing of cereal grains to producerefined milled products removes a large portion of thevitamins and minerals originally present. Definitions andstandards of identity have therefore been established bythe Food and Drug Administration for the enrichment ofwheat flour, cornmeal, corn grits, noodle products, and rice.These standards define the minimum and maximum levelsof thiamine, riboflavin, niacin, and iron permitted to be added,and in some cases provide for the optional addition ofsources of calcium and vitamin-D. Many manufacturers of
ready-to·eat breakfast foods add thiamine, riboflavin, niacin,and iron on a voluntary basis to provide products that containamounts of these nutrients corresponding to those presentin the cereals from which the foods are made. Vitamin-A isadded to margarine, and vitamin-D to both fluid andevaporated milk. Iodized salt contains a small amount ofpotassium iodide to furnish the iodine necessary to preventsimple goitre. Since Vitamins and minerals are parts of foodingredients, many countries do not considered it as foodadditives.Acids, Acidity Regulators, Buffering Agents/Acidulants:The degree of acidity or alkalinity is a very important propertyof manyprocessed foods. Acidity regulators reduce,increase or maintain the acidity of food which can affectmicrobiological quality, cooking results, flavour and texture.Some are also components of leavening agents which makebaked products light and fluffy. In the baking industrychemical leavening agents are used produce carbon dioxide,which makes the batter light and porous, thereby providingafinished product of good volume, crumb texture, andpalatability. This reactionrequires an ingredient that acts asan acid in the presence of moisture or heat. Theacidingredients used are such compounds as potassium acidtartrate, sodium aluminumphosphate, tartaric acid,monocalcium phosphate, and sodium acid pyrophosphateSodium bicarbonate is the gas-producing substancenormally used although ammonium carbonate andammonium bicarbonate are employed in the commercialproduction of some cookies and crackers.
The tart taste of soft drinks other than those of the cola-type is imparted by the addition of organic acids from eithernatural or synthetic sources. Citric acid (a component ofcitrus fruits), malic acid (a component of apples) , and tartaricacid (a component of grapes) are the major organic acidsemployed. Buffering agents, generally the sodium salts ofthese acids are frequently used to control the degree ofacidity in soft drinks. The concentrations of acids and buffersemployed are essentially the same as the levels at whichthese substances occur naturally in fruits. In cola-typebeverages the most commonly used acidulant is phosphoricacid. Adjustment of acidity is necessary in the productionand use of several dairy products: for example, excessiveacidity which may develop in cream must be neutralized forsatisfactory churning and to produce a butter of acceptableflavor and keeping quality. Emulsification and a desiredtartness in process cheese and cheese spreads are obtainedby the addition of acids such as citric, lactic, malic, tartaric,and phosphoric.Anticaking Agents and Anti-foaming AgentsAnticaking Agents are food additive that preventsagglomeration in certain solids (powders), permitting a free-flowing condition. Salt, for example would turn into a solidchunk during damp weather without an anticaking agent.Anticaking agents consist of such substances as starch,magnesium carbonate, and silica and are added to fine-particle solids, such as food products like table salt, flours,coffee, and sugar. It keep powders or granulated materialssuch as milk powder, powdered sugar, tea and coffeepowders used in vending machines, table salt etc. flowingfreely. Anticaking agents, in fact, prevent the formation oflumps making these products manageable for packaging,transport, and for use by end consumer. Anticaking agents

27 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
function either by adsorbing excess moisture, or by coatingparticles and making them water repellent. Some anticakingagents are soluble in water; others are soluble in alcoholsor other organic solvents. Calcium silicate (CaSiO3), acommon anti-caking agent which is added to table salt etc.adsorbs both water and oil.
Anti-foaming agents is a chemical additive that reducesand hinders the formation of foam during the manufactureof certain foods, which can slow down product production(prevent efficient filling of containers) or produce a less thanfavourable product for market (cause defects on surfacecoating). When used as an ingredient in food, antifoamingagents are intended to curb effusion or effervescence inpreparation and servings. For example, Silicon oil is addedto cooking oil to prevent foaming in deep-frying.Clarifying Agents and Sequestering AgentsClarifying agents, e.g., tannin, gelatin, and albumin, are usedto remove small particles and minute traces of copper andiron in the production of vinegar and certain beverages.Sequestering agents combines with metallic elements infood, thereby preventing their taking part in reaction leadingto colour or flavour deterioration. For example, the additionof a sequestrant to canned lima beans prevents darkeningof the product because the iron ions and other trace metalsin the canned water are bound by the additive andconsequently are unavailable for other reactions.Sequestering agents such as ethylenediaminetetracetic acid(EDTA) and its salts prevent the adverse effects of thepresence of metallic ions in certain food products by formingchemically inactive complexes with the metals.Humectants and Glazing AgentsA humectant is hygroscopic substance used to keep thingsmoist. Humectants are necessary in the production of sometypes of confections and candy to prevent drying out.Humectants are additives that join normal water and controlwater activity (aw). Drying foodstuff reduces moisture contentand aw, thereby reduces microbial activity, however theaddition of humectants reduces aw, whilst maintainingmoisture. Without a humectant, shredded coconut, forexample, would not remain soft and pliable. Substancesused for this purpose include glycerine, propylene glycol,and sorbitol. Salt and sugar are the oldest, most favouredhumectants.
Glazing agents provides a shiny appearance or protectivecoatings to foods. Glazes and polishes such as waxes andgum benzoin are used on coated confections to give lusterto an otherwise dull surface.Miscellaneous AdditivesBleaching, maturing and dough conditioning agents act onflour to produce a product of consistent quality and colour.Freshly milled flour has a creamycolour because it containscarotenoids, the same pigments that make certain fruits andvegetables yellow. If stored for several months, flourbecomes whiter and their baking qualities improve due tooxidation. However the natural aging process is slow andthe result is not always consistent. Storage also increasesthe final cost of product and the danger of deterioration frominsectsand rodents.
Bleaching and maturing agents hasten the oxidationand ageing processes.
Dough conditioners, which modify the strength of theflour, improve handling properties of dough and reduce
mixing time, resulting in better texture, volume and crumbevenness in bakery products.
Firming agents maintains the texture of various foods,such as processed or prepared fruits, vegetables and fishproducts, which would otherwise go soft as a result of heattreatment during processing. They are used to impartfirmness to curds of certain cheeses.
Food enzymes promote desirables chemicals reactionsin food. Rennet, for example is an enzyme used to form thecurd in cheese making.
Whipping agents assist in production and maintenanceof stable whipped products.
Pressure dispensing agents act as propellants todispense foods such as whipped topping from aerosolcontainers.
Miscellaneous agents includes a variety of other foodadditives such as carbonating agents in soft drinks,plasticizing agents gum, filtering and clarifying agents inbeers, deodorizing agents in fats and oils, foaming agentsin beverages.Functional Additives: Probiotics/PrebioticsPrebiotics promote the growth and proliferation of beneficialbacteria in the digestive system. Probiotics have beendefined as live microorganisms which when administeredin adequate amounts confer a health benefit on the host.Unlike probiotics, which are live organisms, prebiotics arecomponents of food that are not otherwise easily digestedby humans and these food components essentially feedbeneficial bacteria in our gut. Fructooligosaccharides (FOS),a subgroup of inulin, is also a prebiotic and is often addedto dairy foods and baked goods. It improves the taste andstimulates the growth of the beneficial bacteria,bifidobacteria. Probiotic products (dietary supplementscontaining potentially beneficial bacteria or friendly bacteria)and prebiotics (mainly oligosaccharides and disaccharides)make up an important part of maintaining intestinal health.The probiotics use the prebiotics as a food source, whichenables them to survive for a longer period of time insidethe human digestive system than would otherwise bepossible. Probiotics are generally concerned with bacteriain the small intestine, while prebiotics with bacteria in thelarge intestine and colon. Synbiotics are nutritionalsupplements that are combinations of probiotic bacteria andprebiotic food ingredients.Synbiotics [probiotics + prebiotics]enable to improve the viability of probiotics and to deliverspecific health benefits.What are E-numbers?E-numbers are simply the code numbers used to identifyfood additives that have been shown to be safe and officiallyapproved for use in food across the European Union (EU)and are universally adopted by the food industryworldwide.Blocks of numbers are allocated to specificgroups of additives to facilitate its identification. All foodadditives used in the European Union are identified by anE-number. The “E” stands for “Europe” or “European Union”.Normally each food additive is assigned a unique number,though occasionally, related additives are given an extension(“a”, “b”, or “i”, “ii”) to another E-number. The Commissionof the European Union assigns E-numbers after the additiveis cleared by the Scientific Committee on Food (SCF), thebody responsible for the safety evaluation of food additivesin the European Union. For example, the colours are all in

28 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TABLE 5 : Categories of Food additivesregulated for use in theEuropean Union with E-numbers
E- number Type of additives100-199 Food Colour200-299 Preservatives300-399 Antioxidants, Emulsifiers and Stabilizers400-499 Emulsifiers and Thickening agents500-599 Salt and other related compounds (additives with
different functions)600-699 Flavor enhancers700-899 Not for food additives (Antibiotic)900-999 additives with different functions- glazing agents,
antifoaming, sweeteners1000-1399 Miscellaneous additives –clarifying agents1400-1499 Modified Starch - thickening agent1500-1599 Artificial flavours and flavour solvents
the E100 series (eg E150 caramel and E162 beetroot red);the preservatives are in the E200 series (eg E202 potassiumsorbate and E211 sodium benzoate); the antioxidants arein the E300 series and so on.All of the currently EU approvedfood additives are listed below in Table 5 by additive type,E number and additive name. E-numbers are only used forsubstances added directly to food products, socontaminants, enzymes and processing aids, which maybe classified as additives in the USA, are not included inthe E-number system.
There is an EU directive on food labeling which requiresfood additives to be listed in the product ingredientswhenever they are added for technological purposes. Thisincludes colouring, sweetening and favour enhancement aswell as for preservation, thickening, emulsifying and the like.Ingredients must be listed in descending order of weight,which means that are generally found close to the end ofthe list of ingredients. However, substances used in theprotection of plants and plant products, flavorings andsubstances added as nutrients (e.g., minerals, traceelements or vitamins) do not need to be included in theingredient list. Because of this, some substances that areregulated as food additives in other countries may be exemptfrom the food additive definition in the EU.Safety of Food AdditivesThe safety of all food additives that are currently authorisedhas been assessed by the Scientific Committee on Food(SCF) and/or the European Food SafetyAuthority (EFSA).EFSA assesses the safety of the food additives. Thesubstances are evaluated based on a dossier, usuallyprovided by an applicant (normally the producer ora potentialuser of the food additive). This dossier must contain thechemical identifications of the additive, its manufacturingprocess, methods of analysesand reaction and fate in food,the case of need, the proposed uses and toxicologicaldata.The toxicological data must contain information onmetabolism, sub chronicand chronic toxicity, andcarcinogenicity; genotoxicity, reproduction anddevelopmental toxicity and, if required, other studies.Basedon this data, EFSA determines the level below which theintake of the substance can be considered safe – thesocalledAcceptable Daily Intake (ADI). At the same time,EFSA also estimates, based on the proposed uses in thedifferent foodstuffs requested, whether this ADI can beexceeded.In case the ADI will not be exceeded, the use ofthe food additive is considered safe.
The conditions to authorize food additives:
A food additive may only be authorized if its use meets thefollowing conditions:1. It does not, on the basis of the available scientific
evidence, pose risks to the health of the consumer atthe level of the proposed use;
2. There is a reasonable technological need that cannotbe achieved by other means; and
3. Its use does not mislead and must have benefits for theconsumer.
When authorizing food additives other relevant factorsmay also be considered. These could include ethics,traditions, the environment, etc.EU legislation provides thatfood additives must have advantages and benefits for theconsumer. Therefore, they have to serve one or more of thefollowingpurposes:1. Preserve the nutritional quality of the food;2. Provide necessary ingredients or constituents for foods
manufactured for groups of consumers with specialdietary needs;
3. Enhance the quality or stability of a food or improvingits organoleptic properties, provided that the consumeris not misled;
4. Aid the manufacture, processing, preparation, treatment,packing, transport or storage of food, including foodadditives, food enzymes and foodflavourings, providedthat the food additive is not used to disguise faulty rawmaterials or cover up unhygienic practices.
CONCLUSIONFood additives play an important part in our food supplyensuring our food is safe and meets the needs of consumers.The pursuit of happiness through the enjoyment of food is acenturies old human endeavor. Taste, texture, freshnessand aesthetic look are major contributors to such enjoyment,made possible in our modern lifestyle through the use ofhighly specialized ingredients known as food additives. Foodadditives afford us the convenience and enjoyment of a widevariety of appetizing, nutritious, fresh and palatable foods.Their quantities in food are small, yet their impact is great.Although food additives have been in use since ancient time,they have gain huge popularity and utility in the moderntimes. The scientific use of readymade mixes, flavoring andcolouring agents has helped working women in particular,to keep up with the demands (making convenience foods)on their time. Without additives, we would be unfortunatelylacking in the abundant and varied foods that we enjoy today.REFERENCESAbdulmumeen, H. A., Risikat, A. N. and Sururah, A. G. (2012). Food: Its Preservatives, additivesand Applications. International Journal of Chemical and Biochemical Sciences, 1: 39-47.Dills, W. L. (1989).Sugar alcohols as bulk sweeteners. Annual Review of Nutrition, 9, 161-186.Dolan, L. C., Matulka, R. A., and Burdock, G. A. (2010).Naturally Occurring Food Toxins. Toxins,2(9), 2289–2332.http://doi.org/10.3390/toxins2092289Dusemund, B., Gilbert, J., Gott, D., Kenigswald, H., König, J., Lambré, C., Leblanc, J-C., Mortensen,A., and Tobback, P. (2012). Special issue: Food additives and nutrient sources added to food:developments since the creation of EFSA. EFSA Journal 2012;10(10):s1006. [7 pp.]. doi:10.2903/j.efsa.2012.s1006. Available online: www.efsa.europa.eu/efsajournalEarle, R.L., and Earle, M.B. (2003).Fundamentals of Food Reaction Technology, Royal Society ofChemistry, Cambridge, UK.EU Food Additives : making our food safer. http://europa.eu/rapid/pressrelease_ MEMO13480_en.htm/ [accessed on 19/5/2016]Finkelstein, V.A.; Goldfarb, D.S. (2006). Strategies for preventing calcium oxalate stones. Can.Med. Assoc. J. 174 (10), 1407–1409,Greer, M.A. (1957) Goitrogenic substances in food.Am. J. Clin. Nutr.,5, 440–444.Hensley, M. (2014) Food additives: Regulations and Repercussions.UW-L Journal of UndergraduateResearch XVII, pp: 1-8Jones, J.M.J. (1995). Food Safety; Eagan Press: St. Paul, MN, USA, pp. 71, 77, 84, 87.Mepham, B. (2011) Food additives: an ethical evaluation. British Medical Bulletin.pp.1-17.DOI:10.1093/bmb/ldr024 (Downloaded from http://bmb.oxfordjournals.org/)National Research Council (U.S.).Food Protection Committee.(1973). The Use of Chemicals in FoodProduction, Processing, Storage, and Distribution.Washington, National Academy of Sciences.Sekhon, B. S. and Jairath, Saloni. (2010). Prebiotics, probiotics and synbiotics: an overview.J PharmEducRes . 1(2): 13-36United State Food and Drug Administration. (1993). Everything Added to Food in the United States.Boca Raton, FL: C.K. Smoley (c/o CRC press, Inc.).Whitehouse, C. R. (2008). The Potential Toxicity of Artificial Sweeteners.Continuing Education.56(6):251-259,http://www.fssai.gov.in/Portals/0/Pdf/15Manuals/FOOD%20ADDITIVES.pdf
29 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Xanthan Gum: Chemistry andFood applications
*1Hanuman Bobade, 2Usha Bajwa, 2Savita Sharma, 2Baljit Singh1Maharashtra Institute of Technology, Dr. BAMU, Beed Bypass Aurangabad-431010, Maharashtra
2Punjab Agricultural University, Ludhiana – 411004, PunjabEmail: [email protected]
INTRODUCTIONXanthan gum, a produce of microbial fermentation, is oneof the important gums and finds several applications in manyfields. The food applications of xanthan gum are mainly dueto its hydrocolloidal properties. Scientist across the globestudied xanthan gum extensively because of its uniqueproperties which permit it to complement other known naturaland synthetic water-soluble gums (Garcia-Ochoa et al.,2000). The official definition of the EU food regulations forE415 is: Xanthan gum is a high molecular-weightpolysaccharide gum produced by a pure culture fermentationof a carbohydrate with natural strains of Xanthomonascampestris, purified by recovery with ethanol or propane-2-ol, dried and milled. D-glucose and d-mannose are thedominant hexose units of xanthan gum, along with D-glucuronic acid and pyruvic acid as side chain units, and isprepared as either the sodium, potassium or calcium salt.The solutions of salts of xanthan gum are neutral.
The scientists of the Northern Regional ResearchLaboratory of the U.S. Department of Agriculture discoveredthe Xanthan gum in 1950s in the course of a screening whichintended at identifying microorganisms that produced water-soluble gums of commercial interest. The xanthan gum wasfirst industrially produced in 1960, and the product firstbecame available commercially in 1964. The xanthan gumreceived such widespread attention that in 1999 alone, morethan 300 references of articles or patents dealing withxanthan are listed in Chemical Abstracts. Since 1990, morethan 2000 patents have been listed in Derwent World PatentsIndex.
Xanthomonas. campestris, a plant-associated bacteriumwhich is generally pathogenic for plants belonging to thefamily Brassicaceae, produces xanthan gum. Variety ofdisease symptoms such as necrosis, gummosis andvascular parenchymatous diseases on leaves, stems orfruits; an example is black rot of crucifers such as cabbage,cauliflower or broccoli are caused by Xanthomonas.CHEMISTRY AND STRUCTURERepeating pentasaccharide units consisting of two D-glucopyranosyl units, two D-mannopyranosyl units and oneD-glucopyranosyluronic acid constitutes the primarystructure of xanthan gum. Xanthan’s polymer backbone ismade up of (1!4)-linked β-D-glucopyranosyl units which isvery similar to that of cellulose structure. A trisaccharideside chain containing a D-glucuronosyl unit between two D-
mannosyl units is attached to alternate D-glucosyl units atthe O-3 position. The terminal β-D-mannopyranosyl unit isglycosidically linked to the O-4 position of the β-D-glucopyranosyluronic acid unit, which is further glycosidicallylinked to the O-2 position of a β -D-mannopyranosyl unit.More or less one-half of the terminal D-mannosyl unitscontain a pyruvic acid moiety as a 4, 6-cyclic acetal. Thenon-terminal D-mannosyl unit is stoichiometricallysubstituted at O-6 with an acetyl group (Sharma et al., 2006).The degree of substitution for pyruvate varies between 30and 40%, while for acetate it is as high as 60 to 70%. Themolecule may found in an ordered or in a disorderedconformation. Xanthan is observed as a right-hand helix inthe form of rigid rod. Xanthan can be seen as an anti-parallel,double-stranded structure consisting of one chain folded asa hairpin loop.PROPERTIES OF XANTHAN GUMThe molecular weight of xanthan is around 1 MDa and iswhite to creamy in color. Xanthan is free flowing powdersoluble hot as well as cold water giving viscous solutions ateven low concentrations. It’s industrial importance is reliedupon its capability to control the rheology of water basedsystems. As compared to other polysaccharides, xanthangum even at relatively low concentrations produces highviscosity solutions. This property of xanthan gum makes ita very effective thickener and stabilizer (Sharma et al., 2006).Xanthan gum solutions are highly pseudoplastic in nature.The initial viscosity is rebuilt immediately even after highinitial shear rate (Kang and Pettit, 1993). Shear thinningand recovery are instantaneous and hence no hysteresis isevident. This pseudoplasticity of xanthan gum improvessensory qualities such as mouth feel, flavor release andothers in final products and assures high degree of ease inmixing, pumping and pourability (Sharma et al., 2006).
Xanthan gum solutions are extremely resistant to pHvariations. The solutions of xanthan gum are stable in bothalkaline as well as acidic conditions. The viscosity of xanthansolution is virtually constant at wide pH range (1-13).Although at pH 9 or above, xanthan gradually undergoesdeacetylation, however this has little effect on its solutionproperties (Sharma et al., 2006).
The viscosity of aqueous solution of xanthan is notaffected by variations in temperature over a wide range.The viscosity of a xanthan solution is almost independentof temperatures from freezing point to boiling point of pure

30 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TABLE 1: Important Industrial Food Applications of Xanthan Gum
Sr. Application Concentration FunctionalityNo. (% w/w)1 Salad Dressing 0.1-0.5 Emulsion stabilizer;
suspending agent,dispersant
2 Dry mixes 0.05-0.2 Eases dispersion in hotor cold water
3 Syrups, toppings, 0.05-0.2 Thickener; heat stabilityrelishes, sauces and uniform viscosity
4 Beverages 0.05-0.2 Stabilizer5 Dairy products 0.05-0.2 Stabilizer; viscosity
control of mix6 Baked goods 0.1-0.4 Stabilizer; facilitates
pumping7 Frozen foods 0.05-0.2 Improves freeze-thaw
stability
water. Thus the rheological properties of the final productsprepared with xanthan gum remain stable irrespective ofbeing kept in a refrigerator, stored at room temperature ofheated (Sharma et al., 2006).
The effects of electrolytes on xanthan solutions aredependent upon gum concentration. Below a gumconcentration of 0.15%, the addition of an electrolyte (NaCl)reduces viscosity slightly, whereas at higher gumconcentrations, the electrolyte has the opposite effect. Peakviscosity is achieved at a concentration of 0.02-0.07% NaCl,beyond this level, additional salt has negligible effect onviscosity. Magnesium and calcium salts have a similarinfluence on viscosity. Only at high pH levels (pH>10)xanthan gum tends to form gels in the presence of divalentcations. Trivalent cations like aluminium or iron form gels atacid or neutral pH levels. Gelling may be prevented by highlevels of monovalent metal salts (Sharma et al., 2006).
Xanthan gum is compatible with various materials; it maybe dissolves directly in many highly acidic, alkaline, alcoholicsystems and various systems containing differentcomponents.Xanthan is also compatible with mostcommercially available thickeners such as sodium alginate,carboxymethyl cellulose and starch (Sharma et al., 2006).
Xanthan interacts with galactomannans such as guar andlocust bean gums (LBG) giving a synergistic increase insolution viscosity i.e. the observed viscosity is higher thanthe sum of viscosities of either gum alone. In the case ofLBG, a large synergistic viscosity increase is observed atlow gum concentrations and as the concentration of gum isincreased, a heat reversible gel is formed. This synergisticproperty facilitates the use of xanthan gum in manyapplications such as ice creams; pasteurized processcheese dips & spreads as well as a variety of frozen desserts(Sharma et al., 2006).
Xanthan gum is resistant to enzymatic degradation bydifferent enzymes such as protease, cellulose,hemicellulase, pectinase and amylase. However, xanthanis completely biodegradable i.e. it is subject todepolymerization by enzymes formed by certainmicroorganisms under certain environmental conditions.Also in common with other gums, xanthan is degraded bystrong oxidizing agents like peroxides and persulfates(Sharma et al., 2006).
Due to the extraordinary properties xanthan gum is usedin the food, cosmetic and pharmaceutical industry. In allthese areas xanthan gum is accepted as an excellentstabilizer, thickener and a useful processing aid (Sharma etal., 2006).XANTHAN GUM IN FOOD APPLICATIONSThe major food applications of xanthan gum stem from thefact that when it is dispersed either in hot or cold water, theresultant aqueous dispersions are thixotropic. The weak gellike structure formed results in an unusually high “low shearrate viscosity” at low polymer concentrations, which can beused to thicken aqueous samples and permits stabilizationof emulsions, foams and particulate suspensions. Thereversible shear thinning behavior allows manipulation andcontrol of processes such as spreading, pumping, pouringand spraying (Sharma et al., 2006). The important industrialfood applications of xanthan gum are listed in Table 1.Bakery ProductsIn the bakery industry xanthan gum is used to increase water
binding during baking and storage and extends the shelflife of baked goods and refrigerated doughs. In soft bakedgoods xanthan gum can also be used as an egg replacer, inparticular the egg-white content can be reduced withoutaffecting appearance and taste. Xanthan inhibits syneresisand prevents the filling from being absorbed by the pastry.In baking goods and refrigerated dough, it increasesmoisture retention and inhibits retrogradation thus extendingshelf life.BeveragesXanthan is used as bodying agent in beverages andsquashes. When these drinks contain particles of fruit pulp,inclusion of xanthan helps in maintaining the suspension,resulting in good product appearance. Xanthan contributesto pleasing mouth-feel, rapid and complete solubility at lowpH with excellent suspension of insolubles and compatibilitywith most components.DairyXanthan blends with guar, LBG or both which can beeffective stabilizer for ice cream, ice milk, sherbet, milkshakes and water ices. Xanthan with methyl-carboxymethylcellulose works for frozen dairy and with carboxymethylcellulose for directly acidified yogurts. Similar blends areused for dessert puddings, acidified milk gels, and others.The Xanthan, guar and LBG blend is vital to sliceability,firm body and flavor release of cream cheese. Also, xanthanworks with wheat flour and soy flour as a matrix for spicesand flavoring. Xanthan thickens cottage cheese dressingsby providing good drainage control. Xanthan improvesconsistency, body and syneresis in sour cream.DressingsSauces and salad dressings accompany almost every mealand grant it that “personal touch”. Xanthan provides stabilityto the emulsion for periods up to 1 year. Because of theimparted rheological properties, the dressings can be easilypumped during the filling operation, helps in easy flow fromthe bottle during use and they cling well to a salad. Xanthanis widely used in pourable salad dressings, (alone or incombination with propylene glycol alginate or pectin)imparting the clean mouth-feel due to its highpseudoplasticity that also helps keep the dressing on top ofthe salad.Syrups, Toppings, Relishes and SaucesThe outstanding solution properties of xanthan are utilized
Contd. on Page 34

31 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Functional Properties of Proteinsas influenced by processing
1Rajendra Singh Thakur, 2Aastha Bhardwaj, 3*TanweerAlam, 4Alok Jha1Centre of Food Science and Technology, Banaras Hindu University, Varanasi - 221005, 2Jt Director & Regonal Head, Guru Gobind Singh Indraprastha University, Delhi 110092,
3IIP (Delhi) Indian Institute of Packaging, Plot No. 21, Patparganj Industrial Estate , Delhi-1100924Indian Council of Agricultural Research, Krishi Anusandhan Bhavan I, Pusa, New Delhi 110092
*E-mail: [email protected]
TABLE 1: Influence of different temperature of Heat Processingon Proteins
INTRODUCTIONProteins are an important component of human as well asanimal diet, essentially required for their survival and areresponsible for multiple functions in the body, includingbuilding tissues, cells and muscles, improving brain functionand aiding many aspects of health, such as blood pressure,cardiovascular health, disease prevention and longevity.Thenutritive value of proteins depend upon their amino acidcomposition. Their basic function is to supply sufficientamount of amino acids in nutrition. Most foods containproteins, such as whey in milk, collagen in meat, gluten inwheat flour and albumin in egg white. Fish is a good sourceof animal protein and also supplies valuable omega-3 fattyacids. Good vegetable sources of proteins include wholegrains, beans, and nuts. Proteins present in foods exhibitdifferent kinds of chemical as well as physical properties.During processing of food, proteins are subjected toalterations, with respect to these chemical and physicalproperties such as foaming and emulsifying ability, solubility,digestibility, extractability, protein structure etc. Processingmay have beneficial as well as adverse effects on theproperties of food proteins, as a result of physical andchemical changes to one or more of the four hierarchicalstructures of protein structure. Changes induced byprocessing in food proteins relate mainly to theirdenaturation, binding of flavor active and lipid oxidationproducts to them and modifications intentionally broughtabout by derivatization and enzymatic treatment. Some ofthem have been discussed here under:EFFECTS OF THERMAL PROCESSING ON PROTEINSHeat DenaturationHeat processing is one of the oldest methods of preservationof food which makes proteins more edible. Denaturationis aprocess of destruction of the secondary and tertiarystructures of proteins on the applicationof an external force.Since thesereactions are not strong enough to break thepeptide bonds, the primary structure (sequence of aminoacids) usually remains intact. Denaturation disrupts thenormal alpha-helix and beta sheets in a protein and uncoilsit into a random shape. Heat disrupts the hydrogen bonds,ionic bonds, van der waals forces and non-polar hydrophobicinteractions present in the proteins. This occurs becauseheat increases the kinetic energy of the molecules andcauses them to vibrate so rapidly and violently that the bondsget disrupted.
Whey proteins are globular proteins which unfold andaggregate when they are heatedto higher than theirdenaturation temperature. The proteins in eggs denatureand coagulate during cooking. Denatured proteins are easierfor enzymes to digest.Colonna et al., (1989) reported thatextrusion cooking enhancedthe nutritional value of proteinsin vegetables due to protein denaturation and inactivationof enzyme inhibiting substances present in uncookedfood.Table 1 summarizes the impact of differenttemperatures on proteins:
Temperature Changes or Degradation70-80 oC Disulfide bond splitting Opening of helical
structures Precipitation of very sensitiveproteins
80-90 oC Further unraveling of protein structureLosses in disulfides
100-150 oC Lysine decomposition Serine and threoninelosses Isopeptide formation Lysinolanineformation
200- 300 oC Pyrolysis of all amino acidsMore than 300 oC Formation of carcinogenic pyrolysis
products
Source: Richardson and Finley (1985)
Maillard ReactionMaillard reaction is the one of the major chemical reactionsfavoured at high temperature (although they can occur atambient and lower temperatures)that occurs between freeamino group of proteins and carbonyl groups of reducingsugars. It forms brown colored pigments hence, also callednon-enzymatic browning. This reaction is responsible fordesirable color and flavor formation in thermally processedfoods.Satterlee and Chang (1982) conducted studies onmaillard reaction and suggested that there was a reductionin the nutritional quality of proteins as the bioavailability ofessential amino acids,especially lysine, was reduced whichdecreased the digestibility of proteins and also promotedformation of toxins or mutagens.
However, the volatile products of the maillard reactionsuch as pyrazines and alkylpyrazines are of greatvalue.Alkylpyridines confer to foods, flavor and aroma ofgreen, bitter, astringent and burnt, and furans, furanonesand pyranones of sweet, burnt, pungent and caramel-likeflavors/aromas. Thus, the maillard reactionis of outstandingimportance in contributing to the sensory properties of food.

32 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Native protein → Protein denaturation → Gel / coagulum formation Heat Heat
Emulsifying and Foaming PropertiesThe protein emulsifying activity is the ability of the proteinto participate in emulsion formation and to stabilize the newlycreated emulsion.It plays an important role in thedevelopment of new sources of plant protein products foruse as foods. The foaming capacity of a protein is the amountof interfacial area that it creates by either bubbling, whippingor shaking the protein solution.The emulsifying and foamingproperties of hydrophobic proteins are found to be changedafter heat denaturation.Partial denaturation of proteinsbefore emulsification and foaming usually improves theseproperties. This is due to their increased molecular flexibilityand surface hydrophobicity. Due to heat denaturation,surface hydrophobicities of proteins change greatly (Katoet.al., 1982).Protein denaturation is known to exposehydrophobic groups and thus cause an increase in thesurface hydrophobicity. The other factors that may causean increase in the surface hydrophobicity of proteins includedissociation of protein subunits or expansion of peptidechains.Besides, variation in surface hydrophobicity indicateschanges in hydrophobic interactions that affect formation ofaggregates and denaturation of proteins.However, theformation of insoluble or soluble aggregates may cause adecrease in the surface hydrophobicity.
Thus, it was concluded that heat denaturation inducedan increase in the surface hydrophobicity and surfacehydrophobicity decreased with aggregate formation.Thechange in the surface hydrophobicity must have been dueto the change in protein conformations.Protein Content and ExtractabilityDuring heat processing, many intra-molecular disulfidebonds are broken down and new intermolecular disulfidebonds and peptide bonds are formed allowing protein-proteininteractions (Schofield et.al., 1983). They also reported adecreasein gluten protein extractability on heat processingdue to polymerization. This may be attributed to thechangesin covalent bonds, reduced disulfide bonds of proteins andinterchange of SH/S-S bonds. A high degree of heating mightlead to the complete destruction of both covalent and non-covalent protein bonds and possible loss of protein content(Fagbemi,2007).Aggregation, Precipitation, Gelation and DegradationDutsonand Orcutt(1984) describedthe protein aggregationas a phenomenon involving some covalent bonds andprocessing beyond the aggregation stagecan causeprecipitation of proteins and/or gelation. Thisreducesthefunctional properties of proteins and also decreases theirwater holding capacity. Proteins are transformed from asoluble state to a cross-linked ‘gel like’ state in proteingelation. Globular proteins, such as egg white and soybeanprotein, are able to form gels upon heating (Doi, 1993). Fora gel to form, it is important that thefunctional groups (e.g.hydrophobic groups) within the protein are exposed. Thismakes it easier for the groups to interact with each otherand form a three dimensional network.
The heat denatures the native protein during which thedisulfide bonds are formed and hydrophobic amino acidresidues are exposed (Shimada and Matsushita, 1980). Afterdenaturation and further heating, the proteins aggregate and
interact with other proteins and form either a gel or acoagulum.In case of gelation,an increase in the water holdingcapacity of a protein is due to entrapment of water withinthe gel matrix.Many kinds of degradations, such as aminoacids destruction, hydrolyzing peptide bonds and otherreactions are associated with an increase in thermal energyduring processing of food (Dutsonand Orcutt, 1984).
Protein DigestibilityThe protein digestibility may be defined as the amount ofprotein absorbed into the body relative to the amount that isconsumed.Neucere and Cherry (1982) described thatexcessive heat treatment reduced the digestibility of proteinsdue to many complex reactions, however, partialdenaturation of proteins often improved the digestibility andbiological availability of essential amino acids. In fishproteins, exposure to denaturation temperatures mayincrease digestibility of native proteins by unfolding thepolypeptide chain and rendering the protein moresusceptible to digestive enzymes. When proteins areexposed to higher temperatures, digestibility is reduced dueto reactions between amino acids and other compounds andintra-molecular reactions between amino acids within theprotein molecule that cannot be split by digestive enzymes.
Protein SolubilityThe amount of total protein that may be dissolved in asolution under given conditions is defined as the solubilityof a protein. Many proteins become insoluble and lessfunctional once they become denatured and this mighthappen because of the formation of intermolecular disulfidebonds, hydrogen bonds, hydrophobic interactions andpeptide bonds during heat processing.Thus, solubility isoften used as an index of protein denaturation that may occurduring processing. For e.g. protein must be soluble foroptimal function in most beverages. Slight formulationmodification may change product pH and subsequentlyprotein solubility. In general, proteins must be soluble tomigrate to surfaces during foaming and emulsification.Processing steps like heating, shearing and freezinginfluence the functional properties in foodsystems.Ghelichpour and Shabanpour, (2011) reported thatsteamed samples of golden grey mullet showed highersolubility as compared to grilled and fried samples due tominimum heat received during steaming.Table 2 depict theeffects of processing on the properties of proteins and theirrespective impacts on them:
EFFECT OF HIGH PRESSURE PROCESSING ON PROTEINSHigh pressure processing (HPP) is a non-thermal processingmethod in which foods are subjected to a pressure as highas 400–600 MPa,at chilled or mild process temperatures(<45°C).Pressure induced denaturation of globular proteinsoccurs mainly because of their flexibility and compressibility.It is accompanied by a decrease in the volume because ofthe elimination of void spaces as the protein unfolds andhydration of non polar amino acid residues that becomeexposed during unfolding. In fish proteins, high pressureduring freezing or thawing greatly accelerates theseoperations and can reduce ice crystal size and associatedtissue damage. Yet pressure treatment can destabilizeproteins which might lower fish quality.HPP processing canaffectthe conformation of proteins which lead toitsdenaturation, aggregation or gelation, depending on thetemperature, applied pressure and duration oftreatment.

33 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TABLE 2 : Effect of processing treatment on physicochemicalproperties and their positive and negative impact onProteins
Treatment/ Physico NutritionalCondition Chemical Effects
changesHeat Protein Improvement of intrinsictreatment denaturation digestibility(+)
Reduction of trypsininhibitor activity (+)Destruction of heat-sensitiveamino acids (-)
Intramolecular Cross-linkages (-)reactionsReaction with Destruction of lysine (-)sugars
Enzymatic Reaction with Peptides (+/-)hydrolysis proteases
Reaction with Oxidation of amino acidsoxygenases through lipid or polyphenol
oxidation (-)Membrane Protein Protein/peptide enrichmentseparation fractionation (+/—-)
Change in amino acidcomposition (+/-)
Storage Reaction with Destruction ofsugars lysine (-)Presence of Oxidation(-)oxygenReaction with Oxidation(-)polyphenols
pH modification Solubility Risk of oxidation (-)Acid or alkaline Improvement ofhydrolysis digestibility (+)
Cross-linkages Isomerization(racemization)Destruction of pH-sensitiveamino acids (-)Unspecific peptidebond breakage (-)
Source: Korhonen et.al., (1998)
EFFECTS OF OTHER NON THERMAL PROCESSINGTECHNIQUES ON PROTEINSNon thermal techniques of food processing offer provenadvantages with respect to thermal technologies. Highenergy treatments usually cause loss of vitamins andessential nutrients and may also diminish cooking flavors.To overcome such disadvantages, non thermal methodshave been preferred for processing. These methods allowprocessing of foods below the temperatures used duringthermal and high pressure treatments. Foods may be nonthermally processed by: 1) Irradiation, 2) High hydrostaticpressure (HHP), 3) Use of antimicrobials, bacteriocins andchemicals, 4) Ultrasound and 5) Pulsed electric fields(PEF).Irradiation is known to cause disintegration andaggregation of protein molecules, which in turn affects theprotein solubility. Gamma radiation is generally attributedto direct breaking down of protein or enhancing the activityof proteolytic enzyme, which help to aggregate the proteinand decrease its solubility (Van Huystee and Verma 1969).HPP changes the protein structure and brings modificationsin the rheology and mouthfeel of the food. Pressure inducesgelation of suspensions in surimi, egg proteins and soyproteins. Pressures above 150 MPa induce partial unfoldingand dissociation of protein structures due to modificationsin electrostatic and hydrophobic bonds (Barbosa Canovas
et.al., 2011). Protein solubility is enhanced in dilute saltsolutions as the salt associates with the oppositely chargedprotein, thus increasing the electrostatic free energy of theprotein and activity of the solvent. This process is also knownas “salting-in”. Also, bacteriocins are antibacterial proteinsproduced by bacteria that kill or inhibit the growth of otherbacteria. They may also be used to improve food qualityand sensory properties, for example, increasing the rate ofproteolysis and prevention of gas blowing defect in cheese.Proteolysis mainly contributes to the texture, appearanceas well as the aroma of the fermented foods.Duringsonication of milk proteins, the surface hydrophobicityincreases initially, presumably due to unfolding of theproteins resulting from minor structural changes. However,it decreases thereafter, which is a sign of protein aggregationwhich in turn protects the hydrophobic regions of the protein.Furthermore, pulsed electric field has the ability to inactivatebacteria present in liquid food products at low temperatures.PEF increases the surface hydrophobicity of the proteins.This causes modification of protein structure, includingunfolding of monomers, aggregation and formation of gelstructures in foods.FROZEN PROCESSINGFreezing is one of the oldest and most widely used methodsof food preservation, which allows preservation of taste,texture, and nutritional value in foods better than any othermethod. It is a combination of the advantageous effects oflow temperatures at which microorganisms cannot grow,chemical reactions are reduced, and cellular metabolicreactions are delayed.Mackie (1993) described myosin and

34 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
actin asthe contractile proteins, which are mainly responsiblefor the functional properties of flesh foods. During frozenstorage, myosin undergoes aggregation reactions which leadto toughening of the muscle and loss of its waterholdingcapacity.In fish, myosin is less stable than in mammalian oravian structures, and this is reflected in the stability of theflesh on frozen storage. The functional properties of themyofibrillar proteins (meat proteins) deteriorate rapidlyduring freezing: the freezing process causes ice crystals toform, which results in the dehydration of the myofibrillarprotein, a pH decrease and a change in salt concentration.These three effects, in addition to various hydrophobicinteractions, denature and/or aggregate the frozenmyofibrillar protein. Sarcoplasmic proteins are less solubleafter freezing of muscle tissue. Freezing causes a decreasein the solubility of the meat proteins as well. This decreasemay be connected to the instability of proteins due toaggregation behaviour during the freezing process.
Matsumoto (1979) studied the changes in thephysico-chemical and biochemical properties and freezedenaturation of fish muscle proteins, i.e., actomyosin,myosin, H-meromyosin (HMM), L-meromyosin (LMM), andactin during frozen storage. The denaturation of actomyosinoccurs with side-to-side aggregation of myosinmolecules.Denaturation of individual proteins along with theirsubunits occur during freezing are also accompanied bysome conformational changes in them.REFERENCES
Barbosa Canovas GV, Gongora-Nieto MM, Rodriguez JJ and Swanson BG (2011) Non
thermal processing of foods and emerging technologies, Food Engineering Vol. III,
Encyclopedia of Life Support Systems (EOLSS).
Colonna P, Tayeb J and Mercier C (1989). Extrusion cooking of starch and starchy products.
In: Extrusion Cooking (Editors: Mercier C,Linko P and Harper JM), 247–319. St. Paul,MN: American Association of Cereal Chemists Inc.
Doi E. (1993) Gels and Gelling of Globular Proteins. Trends in Food Science & Technology, 4: 1–5.
Dutson TR and Orcutt MW (1984).Chemical Changes in Proteins Produced by Thermal
Processing. Journal of Chemical Education, 61(4): 303-308.
Fagbemi NT (2007). Effect of processing on the nutritional composition of fluted pumpkin
(Telfairiaoccidentalis) seed flour. Nigerian Food Journal, 25(1): 1-22
Ghelichpour M and Shabanpour B (2011). The investigation of proximate composition
and protein solubility in processed mullet fillets,International Food Research Journal 18(4):
1343-1347.
Kato A, Osako Y, Matsudomi N and Kobayashi K (1983). Changes in the emulsifying and
foaming properties of proteins during heat denaturation. Agricultural Biology and Chemistry,
47(1): 33-37.Korhonen H,Pihlanto-Leppala A, Rantamaeki P and Tupasela T (1998). Impact of
processing on bioactive proteins and peptides. Trends in Food Science & Technology,
9:307-319.
Mackie IM (1993). The effects of freezing on flesh proteins. Food Reviews International,
9(4): 575-610.
Matsumoto JJ (1979). Denaturation of fish muscle proteins during frozen storage. Proteinsat Low Temperatures, (Editor: Fennema O). American Chemical Society Symposium
Series, 180:205–224.
Neucere JN and Cherry JP (1982). Food protein deterioration: Mechanisms and functionality,
(Editor: Cherry JP), American Chemical Society Symposium 206, Washington DC, 155.
Richardson T and Finley JW (1985).Chemical Changes in Food during Processing,
Springer& Business Media (Editors: Richardson T and Wiley JW),443-482.Satterlee LD and Chang KC (1982). Food protein deterioration: Mechanisms and functionality,
(Editor: Cherry JP), American Chemical Society Symposium 206, Washington DC, 409.
Schofield JD, Bottomly RC, TimmsMF and Booth MR (1983). The effect of heat on wheat
gluten and involvement of sulphydryldisulphide interchange reactions. Journal of Cereal
Science, 1:241-253.
Shimada K and Matsushita S (1980). Thermal Coagulation of Egg Albumin. Journal ofAgricultural and Food Chemistry, 28: 409–412.
Van Huystee RB (1971). Fragmentation of a storage protein, arachin, by gamma radiation.
Radiation Botany, 11:287-292.
Contd. from Page 30
Xanthan Gum: Chemistry and Foodapplications
in syrups, toppings, relishes and sauces. Buttered syrupsand chocolate toppings containing xanthan have excellentconsistency and flow properties and because of their highat-rest viscosities, appear thick and appetizing on productssuch as pancakes, ice cream and cooked meats. Xanthanis an ideal thickener for these products because of its highacid stability and the pseudoplastic flow properties it imparts.High at-rest viscosity ensures that the tendency for the relishand sauce to soak into the buns is minimized, providing theconsumer with a more attractive food item.Xanthan and SafetyPlenty of investigations have been done on rats and dogsconcerning to the safety of xanthan. Xanthan was clearedby the United States Food and Drug Administration (USFDA)in 1969 based on these studies and hence permitting theuse of xanthan in food products without any specific quantitylimitations (Kennedy and Bradshaw, 1984). As has beenevident from toxicology and safety studies, xanthan do notcause acute toxicity, had no growth-inhibiting activity.Moreover, it do not alter organ weights, hematological valuesor tumors when fed to rats or dogs, neither in short-term,nor in long-term feeding studies. The approval for food useof xanthan gum was given by the USFDA in 1969.Authorization for xanthan food use in France was given inin March 1978, and approval in Europe was obtained in 1982,under the E number E415 (Sharma et al., 2006). Xanthangum is approved as food additive with an acceptable dailyintake (ADI ) not specified; that is, no limit for ADI is definedand the gum may be used quantum satis, which means withjust the quantity useful for the application.CONCLUSIONXanthan gum is a high molecular-weight polysaccharide gumproduced by a pure culture fermentation of a carbohydratewith natural strains of Xanthomonas campestris. Xanthanis made up of repeating pentasaccharide units consisting oftwo D-glucopyranosyl units, two D-mannopyranosyl unitsand one D-glucopyranosyluronic acid. Xanthan is a freeflowing white to creamy colored powder. Xanthan produceshighly viscous solutions even at very low concentration. Thexanthan solutions are pseudoplastic in nature and resistantto pH changes, temperature variations and enzymaticdegradation. Xanthan finds applications in many fields suchas foods, pharmaceuticals, cosmetics and others owing toits peculiar properties. The food applications of xanthaninclude stabilizer, thickner and bodying agent in saladdressings, soups, dressings, toppings, syrups, bakeryproducts and others. Xanthan is cleared by USFDA in 1969permitting its usage in food and food products without anyspecific quantity limitations. Toxicological and safety studiesrevealed that xanthan is safe and do not cause any acutetoxicity.REFERENCESGarcia-Ochoa F, Santos V.E., Casas J.A. and Gomez E (2000). Xanthan gum: production,recovery, and properties. Biotechnology Advances Vol. 18, Pp. 549-579Sharma B.R., Naresh L., Dhuldhoya N.C., Merchant S.U. and Merchant U.C. (2006).Xanthan Gum - A Boon to Food Industry. Food Promotion Chronicle , Vol. 1(5), Pp. 27-30Bradshaw I.J., Nisbet B.A., Kerr M.H. and Sutherland I.W. (1983) Modified xanthan - itspreparation and viscosity. Carbohydrate Polymer, Vol.3, Pp. 23-38Kang K.S. and Pettit D.J. (1993) Xanthan, gellan, wellan, and rhamsan. In: Whistler RL,BeMiller JN, Editors. Industrial gums. New York: Academic Press. Pp. 341-398.

35 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Seaweeds and its utilization :An approach
1T. E. Baug, 2A. U. Pagarkar, 2H. Singh, 2S. B. Satam, 2N. D. Chogale1Diploma Engineering, Fisheries College, (Dr B. S. Konkan Agricultural University) Shirgaon, Ratnagiri 415629 (M.S.)
2Marine Biological Research Station, Near Murgwada, Ratnagiri 415612 (M.S.)E-mail: [email protected]
INTRODUCTIONSeaweeds, one of the important marine living resourcescould be termed as the futuristically promising plants.Seaweed is a macroscopic, multicellular, marine algae thatis found near the seabed. It is one of the commerciallyimportant living renewable resources. It occurs in theintertidal shallow waters area of the sea, in backwaters andestuarine areas.
Seaweeds are widely distributed in all the ocean of theworld, but exploited in limited areas. India has great potentialareas for the growth of several species of green, brown andred algae. In the world around 20,000 species of seaweedswere recorded. In India, 434 species of red seaweeds, 194species of brown seaweeds and 216 species of greenseaweeds are recorded. Distribution of seaweed speciesin India are, Gujarat 202; Maharashtra 152; Goa 75;Karnataka 39; Kerala 20; Lakshadweep 89; Tamil Nadu 302;Andhra Pradesh 78; Orissa 1; West Bengal 6 and Andaman& Nicobar Islands 34. India presently harvests only about22,000 tonnes of macro-algae annually compared to apotential harvest of 870,000 tonnes, a mere 2.5 per cent(NAAS, 2003). Commercial cultivation of macro-algae hasbarely begun and is facing continuous regulatory hurdles.In India the seaweeds are found in the southeast coast ofTamil Nadu from Mandapam to Kanyakumari covering 21islands in the Gulf of Mannar, Gujarat coast, Lakshadweepand Andaman-Nicobar Islands. The east and west coastseaweed beds are near Bombay, Ratnagiri, Goa, Karwar,Varkala, Vizhinjam, Pulicat and Chilka. The seaweedsGracilaria arcuala and G. verrucosa use for agar and Hypneavalentiae seaweed use for carrageenan production alsooccur in harvestable quantities in some estuaries andbackwaters of Tamil Nadu and Pondicherry. The importantand commonly occurring agar yielding seaweeds in differentlocalities of Indian coast are species of Gelidiella, Gracilaria,Gelidium and Pterocladia. Among these red algae, onlyGelidiella acerosa, Gracilaria edulis, G. corticola var.corticata G. foliifera and G. verrucosa are available inexploitable quantities. Species of Sargassum, Turbinaria,Cystoseira, Hormophysa, Spatoglossllm, Rosenvingea andChnoospora are important algin yielding seaweeds in Indianwaters. Among these brown algae, Sargassum Turbinariaand Hormophysa grow in harvestable quantities. Exploitablequantity of carrageenan yielding red alga Hypnea alsooccurs at various coastline of India (Kaliaperumal andKalimuthu, 1997).
Since ancient times these plants has been a source offood, feed and medicine. Although, seaweeds in India areused for industrial production of agar and alginate and as afertilizer, it is yet to be utilized on a large scale for variouspurposes, which is not being done, due to lack of itsawareness among the Indian populace (Dhargalkar andPereira, 2006). Being a plant of unique structure andbiochemical composition, seaweed could be exploited forits multi-functional properties in the form of food, energy,medicine and cosmetics.1. Use as FoodThe seaweeds are also used as food in the regions of FarEast and Australia. The natives of New Zealand use certaingreen sea weeds in preparation of salad and soups. Thepeople of China and Japan consume the sea weeds on largescale and people living on sea coast commonly use freshsea weeds as food. The most important food species inJapan are Nori (Porphyra species), Kombu (Laminariaspecies), and Wakame (Undaria pinnatifida). Plants are driedafter harvesting and either cut into strips or powdered. InJapan, kombu is used in the preparation of fish, meat dishes,soups and also as a vegetable with rice. Powdered kombuis employed either in sauces and soups or is added to ricein the same way as curry. Another kelp, Undaria pinnatifida(Laminariales), is widely used in Japan (where it is knownas “wakame”) and China (“qundai-cai”) as food. It is alsoused as an additive to soups (wakame soup is served withvirtually every meal in Japan); toasted (Yaki-wakame); usedhalf resoaked, with boiled rice; and coated in sugar andtinned (Ito-wakame). Nori is a red alga, Porphyra spp.(Bangiophyceae) is sold in sheets that give a green colourand then flaked and added to sauces, soups and broths.The food value of nori lies in its high protein content (25-35% of dry weight),vitamins and mineral salts, especiallyiodine. Its vitamin C content is about 1.5 times that of orangesand 75% of the protein and carbohydrates are digestible byhumans, which is very high for seaweeds.2. Source of VitaminsSeaweeds are the richest source of vitamins. Seaweedsare excellent source of vitamins A, Bl, B12, C, D & E,riboflavin, niacin, pantothanic acid and folic acid3,4 as wellas minerals such as Ca, P, Na, K . The vitamin B essentiallyrequired for the development of human body is found in greatabundant in almost all phaeophyceae. The cod liver oil isthe rich source of vitamin A, which is acquired from seaweeds. Vitamin E is equally important for human being whichis found in many seaweeds.

36 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
3. Agar, Alginic Acid, Algin and MannitolThe three major commercial phycocolloids extracted fromseaweeds are agaragar and carrageenan derived from redseaweeds such as Gelidiella, Gracilaria, Chondrus, Hypneaetc., and alginate from brown seaweeds like Ascophyllum,Laminaria, Turbinaria, Sargassum etc. The agar is used inseveral ways and is used in the preparation of ice cream,jellies, desserts etc., in sizing the textiles and clearing manyliquids. It is also used in preparing shaving creams,cosmetics and shoe polishes. The agar has constantly beenused in biological laboratories for media preparation. Thealginic acid is manufactured from the cell wall ofphaeophyceae. It is insoluble in water and hard when dry.Sodium alginate is used in sizing material for water proofmaterial, dyes, buttons, handles, combs and many of suchthings. This is also used as a sterilizer in daily use. Thealgin is found in the form of calcium alginate and alginicacid. The fucaceae are the chief source of algin in India.Percent of mannitol from Sargassum tenerrimum and 73%from S. wightii have been reported. Alginates of differentviscosity serve as thickening and dispersing agents incream, jellies, liquid emulsions, lotions, compact powders,tooth paste, soaps etc.4.Therapeutic/Medical PropertiesThere are several medicinal properties of seaweeds. Manybioactive compounds can be obtained from seaweeds. Inmaritime countries seaweeds are used as vermifuge,anesthetic and ointment as well as for the treatment of cough,wounds, gout, goiter, veneral disease etc. Sterols and relatedcompounds present in seaweeds have ability to lower bloodplasma cholesterol level. Seaweed dietary fibers performvaried range of functions such as anti-oxidant, anti-mutagenic, anticoagulant, anti-tumor etc. It also plays animportant role in modification of lipid metabolism in thehuman body. High intake of calcium, potassium and sodiumare associated with lower mean systolic pressure and lowerrisk of hypertension. All seaweeds offer an extraordinarylevel of potassium that is very similar to our natural plasmalevel. Seaweed extract is similar to human blood plasma.Seaweeds are best natural food source of bimoleculardietary iodine. Seaweed provides di-iodotyrosin (DIT) whichis precursor to forming the essential thyroid hormones,Thyrosin (T4) and Triiodothyronine (T3). The hormonesproduced by the thyroid gland regulate body metabolism. Italso accelerates cellular reaction, increases oxygenconsumption, influence growth and development, energymetabolism and protein synthesis. It is a key factor in thecontrol and prevention of many endocrine deficiencyconditions such as breast and uterine fibroids, tumors,prostrate inflammation and toxic liver and kidney states.Diabetic patients can also be injected with small insulinsecreting ‘jelly capsule’ made from seaweed alginic acid.The capsule renders protection from white blood cells andthe patient’s immune system.5. Cosmetic UsesSeaweeds have become a key ingredient in cosmeticproducts such as soaps, shampoos, powders, creams andsprays. A manufacturer of the cosmetic products has foundseaweeds to be naturally revitalizings, moisturizing andcomprising of amino acids, minerals and vitamins thatnourish the skin. Extracts of brown seaweed like Fucus spp.are used in thalasso therapy, a massage therapy, which Contd. on Page 38
eliminates impurities from the body and simultaneouslybalances the pH of the skin. Some seaweed possessesmolecules similar to that of collagen, a substance that givesskin elasticity and firmness.6. Used as FertilizersAn adequate amount of potassium, nitrogen, growthpromoting hormones, micronutrients, humic acids etc.present in seaweeds make it an excellent fertilizer.Unlike chemical fertilizer, fertilizers derived from seaweeds(Fucus, Laminaria, Ascophyllum, Sargassum etc.) arebiodegradable, non-toxic, non-polluting and non-hazardousto human, animals and birds. Chemical fertilizers havedegraded the fertility of the soil by making it acidic, renderingit unsuitable for raising crops. Farmers, all throughout theworld are switching over to organic fertilizers. Seaweedmanure besides increasing the soil fertility increases themoisture holding capacity and supplies adequate tracemetals thereby improving the soil structure. Due to thepresence of potassium chloride (KCI) in sea weeds, theyare used as fertilizers in many countries, such as Japan,France, United States, England and South India. Seaweedsare used in different parts of the world as fertilizer for variousland crops. In India, seaweeds are collected and used asmanure for coconut plantation either directly or in the formof compost in coastal areas of Tamil Nadu and Kerala.Seaweed manure has been found superior to farm yardmanure.
Seaweeds are the important source of potash, ionicsulphate, trace elements and growth substances, besideshaving every other element and radical required by plants.Seaweed manure seems to increase resistance to disease.Most of the nutrients including nitrogen compounds are inionic form and a quick absorption by crops takes place andrelatively little is left to be broken down by soil microflora,thus preventing acid conditions of the soil arising from thefermentation. In general the minerals diffuse out from theseaweed thallus rapidly. The liquid seaweed fertilizerobtained from seaweed extract is used as foliar spray forinducing faster growth and yield in leafy and fleshyvegetables, fruits, orchards and horticultural plants.7. Feed for AnimalsSeaweeds can also be used to prepare seaweed meals assupplementary to the daily ration of the cattle, poultry andother farm animals. It has been established that seaweedmeal increases fertility and birth rate of animals and alsoimproves yolk colour in eggs. The meal prepared fromGracilaria, Gelidiella, Hypnea and Sargassum is added asfeed ingredients for making compounded feed for fish andprawn culture. The feed helps in maintaining water qualityin aquaculture and has more palatability enriched withminerals, amino acids and carbohydrates. Besides its useas a feed, seaweeds can also be employed as water purifier,as it recycles the fish-waste polluted water in aquaculture.Some countries have even industries to process seaweedsinto suitable cattle feed. The manufacture of cattle feed fromseaweeds are made principally from brown algae and theprocessed food is fed to cattle, poultry and even pigs. It hasseen recorded that dried sea weeds served as cattle foodhave enhanced the milk-yielding and egg-laying capacity ofcattle and poultry respectively.
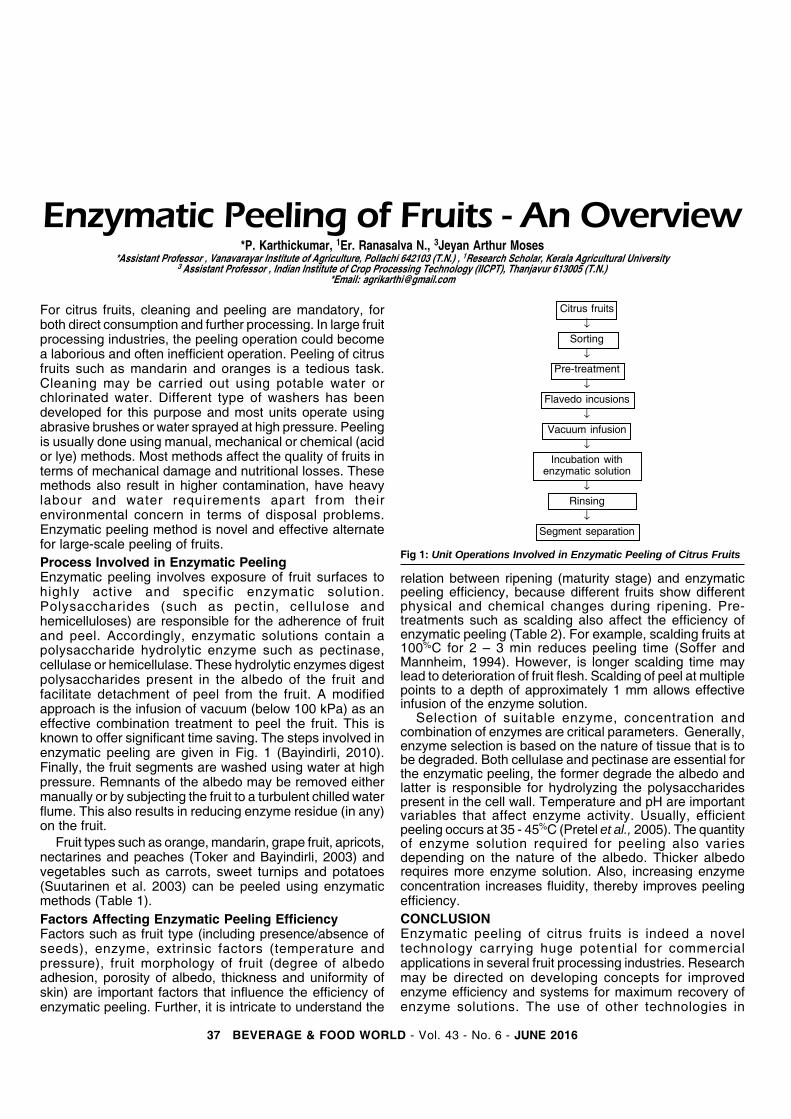
37 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Enzymatic Peeling of Fruits - An Overview*P. Karthickumar, 1Er. Ranasalva N., 3Jeyan Arthur Moses
*Assistant Professor , Vanavarayar Institute of Agriculture, Pollachi 642103 (T.N.) , 1Research Scholar, Kerala Agricultural University3 Assistant Professor , Indian Institute of Crop Processing Technology (IICPT), Thanjavur 613005 (T.N.)
*Email: [email protected]
Fig 1: Unit Operations Involved in Enzymatic Peeling of Citrus Fruits
Citrus fruits↓
Sorting↓
Pre-treatment↓
Flavedo incusions↓
Vacuum infusion↓
Incubation withenzymatic solution
↓Rinsing
↓Segment separation
For citrus fruits, cleaning and peeling are mandatory, forboth direct consumption and further processing. In large fruitprocessing industries, the peeling operation could becomea laborious and often inefficient operation. Peeling of citrusfruits such as mandarin and oranges is a tedious task.Cleaning may be carried out using potable water orchlorinated water. Different type of washers has beendeveloped for this purpose and most units operate usingabrasive brushes or water sprayed at high pressure. Peelingis usually done using manual, mechanical or chemical (acidor lye) methods. Most methods affect the quality of fruits interms of mechanical damage and nutritional losses. Thesemethods also result in higher contamination, have heavylabour and water requirements apart from theirenvironmental concern in terms of disposal problems.Enzymatic peeling method is novel and effective alternatefor large-scale peeling of fruits.Process Involved in Enzymatic PeelingEnzymatic peeling involves exposure of fruit surfaces tohighly active and specific enzymatic solution.Polysaccharides (such as pectin, cellulose andhemicelluloses) are responsible for the adherence of fruitand peel. Accordingly, enzymatic solutions contain apolysaccharide hydrolytic enzyme such as pectinase,cellulase or hemicellulase. These hydrolytic enzymes digestpolysaccharides present in the albedo of the fruit andfacilitate detachment of peel from the fruit. A modifiedapproach is the infusion of vacuum (below 100 kPa) as aneffective combination treatment to peel the fruit. This isknown to offer significant time saving. The steps involved inenzymatic peeling are given in Fig. 1 (Bayindirli, 2010).Finally, the fruit segments are washed using water at highpressure. Remnants of the albedo may be removed eithermanually or by subjecting the fruit to a turbulent chilled waterflume. This also results in reducing enzyme residue (in any)on the fruit.
Fruit types such as orange, mandarin, grape fruit, apricots,nectarines and peaches (Toker and Bayindirli, 2003) andvegetables such as carrots, sweet turnips and potatoes(Suutarinen et al. 2003) can be peeled using enzymaticmethods (Table 1).Factors Affecting Enzymatic Peeling EfficiencyFactors such as fruit type (including presence/absence ofseeds), enzyme, extrinsic factors (temperature andpressure), fruit morphology of fruit (degree of albedoadhesion, porosity of albedo, thickness and uniformity ofskin) are important factors that influence the efficiency ofenzymatic peeling. Further, it is intricate to understand the
relation between ripening (maturity stage) and enzymaticpeeling efficiency, because different fruits show differentphysical and chemical changes during ripening. Pre-treatments such as scalding also affect the efficiency ofenzymatic peeling (Table 2). For example, scalding fruits at100%C for 2 – 3 min reduces peeling time (Soffer andMannheim, 1994). However, is longer scalding time maylead to deterioration of fruit flesh. Scalding of peel at multiplepoints to a depth of approximately 1 mm allows effectiveinfusion of the enzyme solution.
Selection of suitable enzyme, concentration andcombination of enzymes are critical parameters. Generally,enzyme selection is based on the nature of tissue that is tobe degraded. Both cellulase and pectinase are essential forthe enzymatic peeling, the former degrade the albedo andlatter is responsible for hydrolyzing the polysaccharidespresent in the cell wall. Temperature and pH are importantvariables that affect enzyme activity. Usually, efficientpeeling occurs at 35 - 45%C (Pretel et al., 2005). The quantityof enzyme solution required for peeling also variesdepending on the nature of the albedo. Thicker albedorequires more enzyme solution. Also, increasing enzymeconcentration increases fluidity, thereby improves peelingefficiency.CONCLUSIONEnzymatic peeling of citrus fruits is indeed a noveltechnology carrying huge potential for commercialapplications in several fruit processing industries. Researchmay be directed on developing concepts for improvedenzyme efficiency and systems for maximum recovery ofenzyme solutions. The use of other technologies in

38 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Contd. from Page 36
Seaweeds and its utilization:An approach
TABLE 1 : Selected Fruits Peeled Using Enzymes
Fruit Commercial Infusion Time Pressure Remarks ReferencesEnzyme (min)
Indian - 12 760 mm Hg - Prakashgrape fruit vacuum et al., (2001)Apricots Peelzyme IV 57-60 Atmospheric Higher peeling efficiencies Toker andNectarines Peelzyme I 53-58 pressure were obtained at moderately higher Bayindirli,Peaches Peelzyme IV 44-54 temperature (45-60ºC) (2003)Cimboa Peelzyme I, 15 Atmospheric Peelzyme II was found to offer highest Pretel et al.,fruits II, III and IV pressure activity for albedo degradation in citrus fruits (2005)Orange Peelzym II 30 700 mm Hg Increasing peeling time generates Pagan et al.,‘Navelina’ vacuum effluents like reducing sugar (2006)Orange Ultrazym and 30 700 mm Ultrazym was found to be better than Pinnavaia et al.,‘Valencia’ Rohapect vacuum Rohapect in terms of quality during storage (2006)Citrus Peelzym II 30 Atmospheric Optimum incubation time was found to Pretel et al.,‘Mollar’ pressure be between 10-60 min (2007a)Citrus Peelzym II 40‘Thompson’Orange Peelzym II 40 67 kPa Reuse of enzyme up to 4 peeling cycles Pretel et al.,‘Sangrina’ (2007b)Musk lime Peelzym II 15 700 vacuum Increasing vacuum does not affect the Hazniza et al.,
physic-chemical characteristics of the (2009)peeled fruit
TABLE 2 : Treatments Prior to Enzymatic Peeling (Bayindirli, 2010)
Fruit Treatment Time Result ReferenceGrapefruit Water bath 30 min (until Good Bruemmer
at 60oC albedo reaches et al., (1978)50oC)
Grapefruit Scalding 2-4 min (depending Increased Rouhana andon ripeness and time improves Mammheimpeel thickness) peeling (1994)
Orange Scalding 0 - 4.5 min Good Soffer and(Valencia) Mannheim
(1994)Mandarin Hot water Until albedo Increasing Pretel(Satsuma) at 45oC reaches 40oC time improves et al.,
peeling (1998)Grapefruit Scalding 1 – 4 min Good Prakash et al.,
(2001)Orange Hot water - Good Pinnavaia(Valencia) at 45oC et al., (2006)Orange Hot water Until albedo Good Pretel et al.,(Thompson at 45oC reaches (2007a and b)and Mollar) 35 – 40oC
combination with enzymatic peeling technology may alsobe explored.REFERENCESBruemmer, J.H. & Griffin, A.W. (1978). Sectioning grapefruit by enzyme digestion. FloridaState Horticultural Society, 91, 112–114.Bayindirli, A. (2010). Enzymes in fruit and vegetable processing: chemistry and engineeringapplications. CRC Press.Hazniza, A., Osman, A., Ghazali, H. M., & Rahman, R. A. (2009). Effect of vacuum-aidedenzyme infusion on the physicochemical characteristics of peeled musk lime fruits. Journalof Tropical Agriculture and Food Science, 37(1), 67-75.Pagan, A., Conde, J., Ibarz, A., & Pagán, J. (2006). Orange peel degradation and enzymerecovery in the enzymatic peeling process. International journal of food science &technology, 41(2), 113-120.Pinnavaia, S. I. M. O. N. A., Baldwin, E. A., Plotto, A., Narciso, J., & Senesi, E. (2006).Enzyme-peeling of Valencia oranges for fresh-cut slices. In Proceedings of the FloridaState Horticultural Society, 119, 335-339.Prakash, S., Singhal, R.S. & Kulkarni, P.R. (2001). Enzymic peeling of Indian grapefruit(Citrus paradisi). Journal of the Science of Food and Agriculture, 81, 1440–1442.Pretel, M. T., Amorós, A., Botella, M., Serrano, M., & Romojaro, F. (2005). Study of albedoand carpelar membrane degradation for further application in enzymatic peeling of citrusfruits. Journal of the Science of Food and Agriculture, 85(1), 86-90.Pretel, M. T., Botella, M. Á., Amorós, A., Serrano, M., Egea, I., & Romojaro, F. (2007a).Obtaining fruit segments from a traditional orange variety (Citrus sinensis (L.) Osbeck cv. Sangrina)by enzymatic peeling. European Food Research and Technology, 225(5-6), 783-788.Pretel, M. T., Botella, M. A., Amorós, A., Zapata, P. J., & Serrano, M. (2007b). Optimizationof vacuum infusion and incubation time for enzymatic peeling of ‘Thomson’and‘Mollar’oranges. LWT-Food Science and Technology, 40(1), 12-20.Pretel, M. T., Fernández, P. S., Martínez, A., & Romojaro, F. (1998). Modelling design ofcuts for enzymatic peeling of mandarin and optimization of different parameters of theprocess. Zeitschrift für Lebensmitteluntersuchung und-Forschung A, 207(4), 322-327.Pretel, M. T., Sánchez-Bel, P., Egea, I., & Romojaro, F. (2010). Enzymatic peeling of
citrus fruits. Enzymes in Fruit and Vegetable Processing, 145-174.Rouhana, A. & Mannheim, C.H. (1994). Optimization of enzymatic peeling of grapefruit.Lebensmittel-Wissenschaft und Technologie, 27, 103–107.Soffer, T., & Mannheim., C.H. (1994). Optimization of enzymatic peeling of oranges andpomelo, Lebensmittel-Wissenschaft Technologie, 27(3), 245-248.Suutarinen, M., Mustranta, A., Autio, K., SalmenkallioMarttila, M., Ahvenainen, R., &Buchert, J. (2003). The potential of enzymatic peeling of vegetables. Journal of the Scienceof Food and Agriculture, 83(15), 1556-1564.Toker, I., & Bayéndérlé, A. (2003). Enzymatic peeling of apricots, nectarines andpeaches. LWT-Food Science and Technology, 36(2), 215-221.
8. Renewable Supplier EnergyCurrently, fossils fuels, gases and coal provide the majorityof energy in the world. However, these sources of energyare rapidly depleting due to the rate of usage and they alsohave a significant negative impact on the environment.Hence, there is a need for alternative renewable fuels.Seaweed can be used as a source of renewable energy.The biogas is a reasonably clean burning fuel, which canbe captured and put to many different end uses such ascooking, heating or electricity generation. Anaerobicdigestion of biomass has been practiced for almost a centuryand is very popular in many developing countries such asChina and India. Biomass currently supplies 14% of theworld’s energy needs. Most present day production and useof biomass for energy is carried out in a very unsustainablemanner resulting in a great many negative environmentalconsequences. If biomass is to supply a greater proportionof the world’s energy needs in future, the challenge will beto tap. Technologies and processes available today willmake biomass-based fuels eco-friendly unlike fossil fuels.REFERENCESDhargalkar V. K. and Pereira, N. (2006) Seaweed : Promising Plant of the Millenium.Science & Culture, March – April, 14: 60 – 66 pp.Dhargalkar, V. K. (2014) Uses Of Seaweeds In The Indian Diet for Sustenance and Well-Being. Science & Culture, July – August, 192 – 202 pp.Kaliaperumal, N.and Kalimuthu. S. (1997) Seaweed Potential and its Exploitation inIndia , Seaweed Res. Utiln, 19(1 &2): 33·40NAAS (2003) Seaweed Cultivation and Utilization, National Academy of AgriculturalSciences (NAAS), Policy Paper 22, 1 – 5 pp.NIO, (2014) Seaweed of the Central west coast of India, National Institute of Oceanography(NIO), Dona Paula http://www.niobioinformatics.in/Thivy, F. (1964) Marine algai cultivation. Salt Res. Ind., 1 : 23 - 28

39 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Processing, quality evaluationand storage studies of Onion-
Garlic-Ginger pasteShameen Dabolkar*. S. M. Naikare**
* M.Sc. Scholar, **Research Guide, P.G Dept. of Food Science and Nutrition, S.N.D.T. College of Home Science, Pune- 38 (M.S.)Email : [email protected]
ABSTRACTThe ginger, onion and garlic have been observed to beamongst the most widely used ingredients in many ofthe culinary preparations. The development of theGinger-onion-garlic paste was considered to have apotential market due to its ready to use property and awide array of usage for food preparations. Fresh ginger,onion and garlic were steam blanched for 3-4 mins,removed, cooled, shelled, cleaned and then, cut intofine pieces. Further, it the ingredients were separatelyblended in a laboratory food processor into fine paste.Amongst the various treatments formulated for decidingthe most acceptable proportion of ginger-onion-garlicpaste, T4 was found to be the most acceptabletreatment. According to the T4 treatment proportions,the onion paste was cooked along with the furtheraddition of ginger and garlic paste followed by additivessuch as common salt (3%) ,ascorbic acid (Lime juice1%), Xanthan gum (stabilizer 1%) , potassiummetabisulphate (200ppm) , sodium benzoate (200ppm).The paste was hot filled in standy pouches, sealedhermetically and subjected to thermal processing in anautoclave. The pouches were then immediatelysubjected to cooling in ice-cold water followed by andlabelling. These pouches were kept for storage studiesunder ambient conditions for a period of 3 months. Fromthe results obtained it was revealed that, there were nochanges observed in the quality parameters, proximateconstituents, microbial and sensory quality attributesfollowing the sampling protocol for an interval of 15days. Hence, the product was found to remain in goodconditions.INTRODUCTIONIndia from time immemorial is the “home of spices” producingalmost all the spices of the world. India alone contributes25-30% of total world trade in spices. There are over 80spices grown in different parts of the world out of which 50spices are grown in India (Schweiggert et al., 2007). Spices,comprises the aromatic vegetables that are used to enhancethe flavour and seasoning of the foods. Spices possesproperties of that of natural food preservatives as well ascontain an impressive list of plant-derived chemicalcompounds that are known to have disease preventing andhealth promoting properties. They have been in use since
ancient times for their anti-inflammatory, carminative,antiflatuent properties. Spices being materials of plant origin,are more appealing to the consumers than synthetic foodadditives. Onion, ginger and garlic are important spices inthe world trade and widely used as condiments. Post harvestlosses of onion ranged from 30% to 60% due to variousfactors. Physiological loss of weight (25-30%) is a majorloss followed by sprouting of bulbs to the tune of 10-15%and microbial decay or rotting due to fungal diseases (10-15%). In case of garlic storage, losses are to the tune of 15-20% only in which major losses are again due tophysiological loss of weight i.e. water loss and fungal rots.Both the crops are affected by storage diseases such asblack mould, blue mould, gray mould, basal rots, smudge,soft rot, bacterial rot etc. (ICAR, 2015)The objectives for the project were as follows� Processing of onion, garlic and ginger , by using the
processing technologies such as blanching, cleaning,and converting into paste.
� Mixing together the paste of onion, ginger and garlicpaste at different proportions .
� The selection of proportions for the onion, ginger andgarlic paste by conducting trails and screening out themost acceptable treatment by using 5 point hedonicscale method.
� Further, the bulk preparation of the most acceptabletreatment sample and hot filling in standy pouches,sealing hermetically and retorting the pouches.
� Finally, labelling and storage under ambient conditions.� Studying the quality changes in the samples during
storage with respect to the physical , chemical , microbialand sensory quality attributes.
MATERIAL AND METHODSSelection of the Raw MaterialsThe fresh raw materials, onion, garlic and ginger wereprocured from the (APMC) whole sale market Pune. Afterbringing the material, it was cleaned individually andsubjected to grading and washing in the processinglaboratory.
BlanchingBlanching is a safe and effective method to kill potentially-dangerous microbes and bacteria. It stops enzyme actionthat can lead to loss of flavour, colour, texture and vitamins.
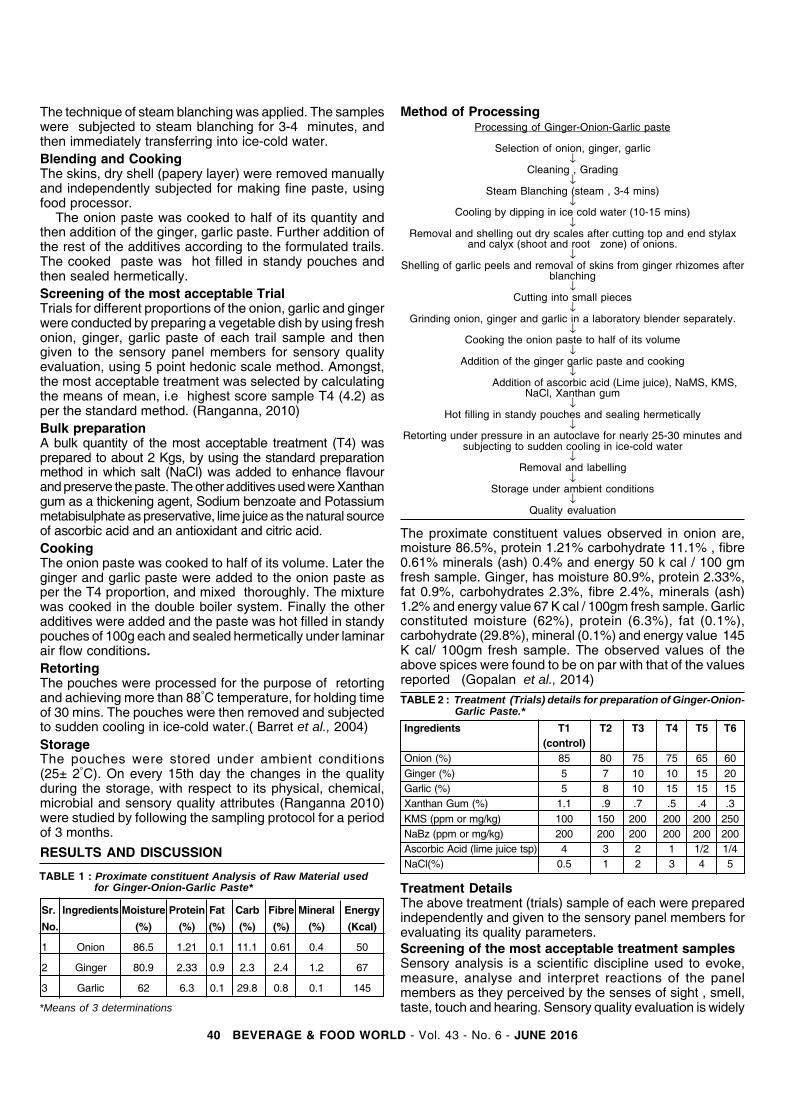
40 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Processing of Ginger-Onion-Garlic paste
Selection of onion, ginger, garlic↓
Cleaning , Grading↓
Steam Blanching (steam , 3-4 mins)↓
Cooling by dipping in ice cold water (10-15 mins)↓
Removal and shelling out dry scales after cutting top and end stylaxand calyx (shoot and root zone) of onions.
↓Shelling of garlic peels and removal of skins from ginger rhizomes after
blanching↓
Cutting into small pieces↓
Grinding onion, ginger and garlic in a laboratory blender separately.↓
Cooking the onion paste to half of its volume↓
Addition of the ginger garlic paste and cooking↓
Addition of ascorbic acid (Lime juice), NaMS, KMS,NaCl, Xanthan gum
↓Hot filling in standy pouches and sealing hermetically
↓Retorting under pressure in an autoclave for nearly 25-30 minutes and
subjecting to sudden cooling in ice-cold water↓
Removal and labelling↓
Storage under ambient conditions↓
Quality evaluation
Method of Processing
TABLE 1 : Proximate constituent Analysis of Raw Material usedfor Ginger-Onion-Garlic Paste*
Sr. Ingredients Moisture Protein Fat Carb Fibre Mineral Energy
No. (%) (%) (%) (%) (%) (%) (Kcal)
1 Onion 86.5 1.21 0.1 11.1 0.61 0.4 50
2 Ginger 80.9 2.33 0.9 2.3 2.4 1.2 67
3 Garlic 62 6.3 0.1 29.8 0.8 0.1 145
*Means of 3 determinations
TABLE 2 : Treatment (Trials) details for preparation of Ginger-Onion-Garlic Paste.*
Ingredients T1 T2 T3 T4 T5 T6(control)
Onion (%) 85 80 75 75 65 60Ginger (%) 5 7 10 10 15 20Garlic (%) 5 8 10 15 15 15Xanthan Gum (%) 1.1 .9 .7 .5 .4 .3KMS (ppm or mg/kg) 100 150 200 200 200 250NaBz (ppm or mg/kg) 200 200 200 200 200 200Ascorbic Acid (lime juice tsp) 4 3 2 1 1/2 1/4NaCl(%) 0.5 1 2 3 4 5
The technique of steam blanching was applied. The sampleswere subjected to steam blanching for 3-4 minutes, andthen immediately transferring into ice-cold water.Blending and CookingThe skins, dry shell (papery layer) were removed manuallyand independently subjected for making fine paste, usingfood processor.
The onion paste was cooked to half of its quantity andthen addition of the ginger, garlic paste. Further addition ofthe rest of the additives according to the formulated trails.The cooked paste was hot filled in standy pouches andthen sealed hermetically.Screening of the most acceptable TrialTrials for different proportions of the onion, garlic and gingerwere conducted by preparing a vegetable dish by using freshonion, ginger, garlic paste of each trail sample and thengiven to the sensory panel members for sensory qualityevaluation, using 5 point hedonic scale method. Amongst,the most acceptable treatment was selected by calculatingthe means of mean, i.e highest score sample T4 (4.2) asper the standard method. (Ranganna, 2010)Bulk preparationA bulk quantity of the most acceptable treatment (T4) wasprepared to about 2 Kgs, by using the standard preparationmethod in which salt (NaCl) was added to enhance flavourand preserve the paste. The other additives used were Xanthangum as a thickening agent, Sodium benzoate and Potassiummetabisulphate as preservative, lime juice as the natural sourceof ascorbic acid and an antioxidant and citric acid.CookingThe onion paste was cooked to half of its volume. Later theginger and garlic paste were added to the onion paste asper the T4 proportion, and mixed thoroughly. The mixturewas cooked in the double boiler system. Finally the otheradditives were added and the paste was hot filled in standypouches of 100g each and sealed hermetically under laminarair flow conditions.RetortingThe pouches were processed for the purpose of retortingand achieving more than 88°C temperature, for holding timeof 30 mins. The pouches were then removed and subjectedto sudden cooling in ice-cold water.( Barret et al., 2004)StorageThe pouches were stored under ambient conditions(25± 2°C). On every 15th day the changes in the qualityduring the storage, with respect to its physical, chemical,microbial and sensory quality attributes (Ranganna 2010)were studied by following the sampling protocol for a periodof 3 months.
RESULTS AND DISCUSSION
The proximate constituent values observed in onion are,moisture 86.5%, protein 1.21% carbohydrate 11.1% , fibre0.61% minerals (ash) 0.4% and energy 50 k cal / 100 gmfresh sample. Ginger, has moisture 80.9%, protein 2.33%,fat 0.9%, carbohydrates 2.3%, fibre 2.4%, minerals (ash)1.2% and energy value 67 K cal / 100gm fresh sample. Garlicconstituted moisture (62%), protein (6.3%), fat (0.1%),carbohydrate (29.8%), mineral (0.1%) and energy value 145K cal/ 100gm fresh sample. The observed values of theabove spices were found to be on par with that of the valuesreported (Gopalan et al., 2014)
Treatment DetailsThe above treatment (trials) sample of each were preparedindependently and given to the sensory panel members forevaluating its quality parameters.Screening of the most acceptable treatment samplesSensory analysis is a scientific discipline used to evoke,measure, analyse and interpret reactions of the panelmembers as they perceived by the senses of sight , smell,taste, touch and hearing. Sensory quality evaluation is widely

41 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TABLE 3 : Means of Means of various treatment samplesevaluated by Sensory Quality evaluation method*
TABLE 4 : Changes in Proximate Constituent of Ginger-Onion-Garlic Paste stored under ambient conditions*
Sr. Consti- 0 15th 30th 45th 60th 75th 90th SE+_ C.D.No tuents(%) day day day day day day day 5%61 Moisture 27.26 27.25 27.25 27.26 27.26 27.26 27.25 0.01 0.032 Protein 2.00 2.01 2.00 2.00 2.01 2.00 2.00 0.01 0.033 Fat 0.17 0.17 0.17 0.18 0.18 0.18 0.18 0.1 0.34 CHO 69.87 70.41 69.88 69.86 69.85 69.86 69.87 0.20 0.605 Fibre 0.70 0.70 0.70 0.75 0.76 0.78 0.78 0.03 0.096 Ash 0.7 0.71 0.7 0.7 0.7 0.7 0.7 0.01 0.037 Energy 290 291 290 289 289 289 289 2 6
(Kcal)8 Acidity 0.3 0.31 0.3 0.3 0.31 0.3 0.3 0.01 0.039 Vitamin C 15.0 15.2 15.3 15.1 15.2 15.1 15.2 0.2 0.6
(mg/100g)10 Sodium 196 196 195 195 195 194 194 2.0 6
Benzoate(ppm)
*Means of 3 determinations
TABLE 5 : Changes in Sensory quality analysis of Ginger-Onion-Garlic Paste stored under ambient conditions.*
Charac- 0 15th 30th 45th 60th 75th 90th Meansteristics day day day day day day day of
meanColour(5) 3.80 3.65 3.75 3.67 3.78 3.68 3.70 3.71Flavour(5) 3.90 3.91 3.93 3.92 3.94 3.90 3.92 3.78Texture(5) 3.75 3.75 3.80 3.75 3.79 3.99 3.70 3.72Taste(5) 3.80 3.90 3.80 3.80 3.80 3.60 3.90 3.81Appear- 3.90 3.90 3.90 3.90 3.90 3.70 3.80 3.85ance (5)Overall 3.80 3.90 3.80 3.90 3.80 3.80 3.80 3.82accepta-bility(5)Means of 3.81 3.85 3.83 3.79 3.86 3.83 3.80 3.82mean
*Mean values determined using 20 semi-trained judges on 5 pointhedonic scale.
TABLE 6 : Changes in microbial examination of Ginger-Onion-Garlic Paste stored under ambient conditions*
Charac- 0 10th 20th 30th 40th 50th 60th
teristics day day day day day day dayTotal(CFU/ml) - - too small 0.10× 0.10× 0.10× 0.10×
to count 102 102 102 102
*Means of 3 determinations.
used to determine the colour, flavour, texture, taste,appearance and overall acceptability of the food products(Bourne, 2002 ).
From the table values, it is observed that there were 6treatments formulated for deciding the most acceptabletreatment-combination of Ginger-onion-garlic paste. Thepaste was prepared by using the standard procedureexplained earlier. The paste of each ingredient (Ginger-onion-garlic) were taken as per the percentage given in thetreatment table. Then, it was mixed thoroughly andpasteurized to temperature of 65o C holding it for 30 mins.Each treatment was added with the preservatives (NaBz,KMS, NaCl, Xanthan gum, Ascorbic acid, ) as per theproportions given above, and mixed just before hot filling inthe standy pouches. Each sample was given to the sensorypanel members for sensory quality evaluation on the 5 pointhedonic scale score sheet. The data of means of mean ofthese 20 panel members is presented in the above table forscreening of the most acceptable treatment, After conductingstatistical analysis, the highest scored sample observed wasT4, as it had secured the highest means of mean score 4.2.Hence, the treatment T4 was selected and further used forbulk preparation of the ginger-onion-garlic paste.Storage StudyFood products are generally stored for studying its changesin storage with respect to its physical , chemical, microbialand sensory quality attributes (Ranganna 2010, Usha Kiranand Anu Appaiah, 2011 )A. Changes in Proximate Constituents
Contd. on Page 43
Sr. Sample Colour Flavour Texture Taste Appea- Overall MeansNo. Treat- (5) (5) (5) (5) rance Accept- of
ment (5) ability (5) mean1 T1 4.1 4.2 4.0 4.0 4.0 4.0 4.05
2 T2 3.8 3.8 4.0 4.0 3.8 3.8 3.8
3 T3 3.8 4.0 3.8 4.0 3.6 3.8 3.8
4 T4 4.2 4.2 4.2 4.4 4.4 4.2 4.25 T5 3.8 4.0 3.8 4.0 3.8 3.8 3.8
6 T6 3.6 3.8 3.6 3.8 3.6 3.6 3.6
3.8 4 3.9 4.0 3.8 3.8
*Means of mean using 5 point hedonic scale and employing 20semi-trained panel members.
The proximate analysis of food products gives us generalidea of its changes in nutritional profile and constituents.Therefore, the ginger-onion-garlic paste prepared usingvarious ingredients was analysed by following the standardanalytical procedures (Ranganna, 2010) and presented inthe above table for a period of 90 days , by followingsampling protocol on every 15th day of storage. Accordingto the above results, it is observed that there were nosignificant changes noticed in the constituents of the Ginger-onion-garlic paste during the whole storage period of 90days.B. Sensory Quality Evaluation.
From the results given above, it was observed that the meansof mean values determined on 0th day of storage and thatof the 90th day of storage for the above all 6 parameters,there were no significant statistical differences observed.The changes in values were found to be insignificant showingno differences. Hence, the product was found to remain ingood conditions as far as sensory quality attributes areconcerned.C. Microbial Examination
From the results , it is seen that the product did not exhibitany significant changes in values observed on 0 day andthat of the 90th day of storage. It indicated that there was nomicrobial spoilage of the product, may be due to the multipleeffect of processing techniques used (Pasteurization,processing, chemical preservatives, antioxidants etc.) whichresulted in the prolongation of shelf life of the product. Thisobservation, has been earlier reported elsewhere (Frazier2008, Kiran and Appaiah 2011).In general, the yield of the paste obtained was to the tune of63-65% while the losses during processing were about 35-37%.
42 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Enzymes in Seafood Industry*U. Parvathy, A. Jeyakumari, 1George Ninan, L.N. Murthy, S. Visnuvinayagam
1ICAR- Central Institute of Fisheries Technology, Kochi-29, *Scientist, Mumbai Research Centre, Central Institute of Fisheries Technology,Cidco Admn. Building, Sector I, Vashi, Navi Mumbai - 400703 (M.S.)
E-mail: *[email protected]
INTRODUCTIONDuring the past few years enzymes have emerged from aninsignificant role to an inevitable aspect in Food Industry.Enzymes offer various advantages over chemical techniquesincluding substrate specificity and elevated activity allowingbetter control of the production processes. Recently theyare used in a wide range of industrial processes to createan array of foods, cosmetics and medicinal products. Avariety of enzymes from different sources are used to meetthe food applications (Shahidi and Kamil, 2001). Digestiveenzymes are recognized as important for food industry whichinclude enzymes like pepsins, pancreatins, lipases etc. Yetanother historic sources of enzymes are the plant proteaseslike bromelain, papain, ficin etc. Microbial enzyme productionfor food application is of more recent context and it includesenzymes from yeasts, fungi and bacteria. Aquaticenvironment also offer enormous potential as enzymesource with unique chemical, physical and catalyticproperties.SEAFOOD APPLICATIONSEarlier enzyme applications were limited in food industryconfining to fermentation and curing alone but recently theyhave gained immense insights of exploration to producediversified range of novel food products (Ashie and Lanier,2000).Selective Tissue removal and degradationLack of selectiveness and gentleness in mechanicalprocesses usually leads to poor quality and low yield oftreated product. Enzymes on the other hand act as specificgentle tool that helps to modify certain delicate tissuestructures. Fish descaling, fish and squid deskinning,membrane removal (eg. Cod swim bladder membrane),organ removal (eg. organs like kidney and stomach inScallops), removal of shell fish exoskeleton etc can be doneby enzymatic treatment to yield desirable superior qualityproduct.Purification of Fish RoeCaviar and other fish roe are separated from membranesac of ovary either manually or mechanically. But this is alabour intensive process resulting in poor yield and shortshelf stability due to the damage caused to the roe duringprocessing. This riddling process can be eased by enzymatictreatment using proteases resulting in better yield and qualityof the product.Production of PUFA-Enriched Fish OilMarine oils are of significant nutritional importance due tothe various health benefits it has against coronary heart
diseases, inflammatory diseases, nervous disorders etc.Recently enzymes like lipases are widely exploited for theextraction of oil from seafoods and their subsequentconcentration for omega 3 PUFAs (Wanasundara, 2011).These processes produce marine oils with high EPA andDHA concentration of about 85-90%.Extraction of Carotenoid PigmentsCarotenoids, shell fish by-products have immense range ofapplication as colorants, aquaculture feed supplements,flavor compounds etc. Extraction of these pigments is usuallydone using solvents or oils. These methods results in goodpigment recovery but is usually devoid of protein and hencelacks oxidative stability. Enzymatic methods using proteasesto extract carotenoid pigments in the form of acarotenoprotein complex solves this issue and hence is moredesirable.Extraction of Seafood FlavorsFlavour potentiators are substances that enhance the flavorof the food in which they are incorporated and hence findsapplication in a variety of foods. Seafood flavours arecomplex and are of high demand in products like kamaboko,fish sausauges, imitation products, cereal based extrusionproducts etc. Enzymatic hydrolysis using exo andendogenous proteases can yield seafood flavourings fromvarious raw material sources.Modification of Surimi ProteinsWater leached fish mince referred to as surimi is a wet frozenconcentrate of myofibrillar proteins and is valuable as afunctional ingredient in various food products. Endogenousproteases like transglutaminases crosslink the gelatin to formcovalent network junctions, forming gelatin gels. Hencetransglutaminase- catalyzed reactions can be used to modifythe functional properties of surimi proteins viz., water-holdingcapacity, gelation capability, thermal stability, etc.Reduction of Stick Water ViscosityConcentration of dissolved proteins in stick water which isgenerated during fish meal production can result inexcessive viscosity and affects the evaporator efficiency.Addition of microbial proteases such as alcalase to stickwater can help to save fuel and improve the product quality.Production of Fish Protein HydrolysateFish protein hydrolysates are produced by the hydrolysis ofprotein using either chemicals (acids or alkalies) or enzymesto derive low molecular weight peptides and aminoacids.The resultant FPH will have improved functionality andbioactivity relative to the parent protein substrate.

43 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Enzymatically hydrolysed proteins yield superior qualityproducts with better properties compared to chemicallyhydrolysed ones. FPH finds various applications in foodindustry as protein supplements, flavor enhancers, beveragestabilizers etc (Kristinsson and Rasco, 2000).Production of Traditional Fishery ProductsFermentation is one of the major processes for theproduction of traditional fishery product. Endogenousproteases have an important role in the conversion of initialraw material to the final product. These products includefish sauce, ripened/cured fish products, fish silage etc.
Fish sauce is one of the preferred traditional fermentedfish product in South East Asia which is widely used as acondiment in rice dishes and vegetables. It is a liquid productproduced by the endogenous protease activity on heavilysalted fish for a long period (usually 6-12 months).
Ripening of fish is on account of the combined action ofendogenous enzymes as well as bacteria to derive softtextured product with distinctive aroma and flavor. Ripeningis carried out by storing whole or gutted fish with salt andpossibly sugar in barrels for several months. Enzymes liketrypsin from pyloric caeca are the major contributors to theendopeptidase activity in the ripening process.
Fish Silage is prepared by the liquefaction of whole fishor fish by-products by endogenous enzyme activity in thepresence of added acid (Ghaly et al., 2013). Endogenousenzymes hydrolyze the tissue structures producing an amberliquid, which is an aqueous phase rich in small peptidesand free amino acids. There are two methods for theproduction of fish silage. Acid-preserved silage is producedby the addition of inorganic or organic acid, which lowersthe pH to 3–4. In fermented silage, bacterial fermentation isinitiated by mixing minced or chopped raw material with afermentable sugar, which favors growth of lactic acidbacteria.
Enzymes are considered as potential tools in theapplication of food industry to derive both conventional andnovel food products. More extensive research needs to bedone to identify the various enzyme sources, the suitabilityof specific enzymes and their potential in food applications.REFERENCESAshie, I.N.A.; Lanier, T.C. Transglutaminases in seafood processing. In Seafood enzymes;Haard, N.F.; Simpson, B.K. Eds.; Marcel Dekker: NewYork, 2000; pp.147-190.Ghaly, A.E.; Ramakrishnan, V.V.; Brooks, M.S.; Budge, S.M.; Dave, D. Fish ProcessingWastes as a Potential Source of Proteins, Amino Acids and Oils: A Critical Review. J.Microb Biochem Technol. 2013, 5(4), 107-129.Kristinsson, H.G.; Rasco, B.A. Fish protein hydrolysates: Production, biochemical andfunctional properties. Crit. Rev. Food Sci. Nut. 2000, 40(1), 43-81.Shahidi F and Kamil JYYA. Enzymes from fish and aquatic invertebrates and theirapplication in the food industry. Trends in Food Sci. Technol. 2001, 12: 435-464.Wanasundara, U. Preparative and industrial-scale isolation and purification of omega-3poly unsaturated fatty acids from marine sources. In Handbook of seafood quality, safetyand health application; Alasalvar, C.; Shahidi, F.; Miyashita, K.; Wanasundara, U. Eds.;Wiley-Blackwell:Chichester, UK, 2011; pp 464-475.
When Replying To Advertisements
Please Mention
BEVERAGE & FOODBEVERAGE & FOODBEVERAGE & FOODBEVERAGE & FOODBEVERAGE & FOOD
WORLDWORLDWORLDWORLDWORLD
Contd. from Page 41
Processing, quality evaluation and storagestudies of Onion-Garlic-Ginger paste
SUMMARY AND CONCLUSIONIn the Indian cuisine , the use of fresh Onion-garlic-gingeris indispensible. These ingredients along with the otherspices are responsible for the taste, flavour and aroma ofevery dish prepared which are used widely in various foodpreparations. Hence, the ready to use Ginger-onion-garlicpaste is a product developed which is seen to have a goodmarket potential. The core idea is the processing of the onionginger and garlic into paste is to reduce the post harvestlosses of these perishable products, it will facilitate theavailability of the value added product i.e. Ginger-onion-garlic paste specially during the shortage and glut period ofcrop, availability at any place, and most convenient forhousehold purpose. The vast industrial application of thispaste will certainly prove as a boon to the processor andthe farmer to check the losses in terms of volume andnutritional quality through making it easily available roundthe year.BIBLIOGRAPHYAhmed J (2001). Physio-chemical and storage characteristics of garlic paste. Journal offood processing and preservation 25(1): 15 - 23Ahmed J (2004). Rheological behaviour and colour changes of ginger paste during storage.International Journal of Food Science and Technology 39 325-330. J Agric Food Chem.2007 Dec 12;55(25):10067-80. Epub 2007 Nov 13.Aspinall G. The polysaccharides vol.2 ,1983 P: 205Baskaran R., M. S. Krishnaprakash, M. C. Varadaraj (2015),The International Journal OfScience & Technoledge (ISSN 2321 – 919X) Vol 3 Issue. pg5Bourne MC (2002), Food Texture and Viscosity: Concept and Measurement, 2nd Edn.Academic Press, San Diego.Gaur V.N.(2010) Use of Food Additives in Food Products.Gopalan C, Ramashastri BV and Balsubramanian SC , 2011, Nutritive Value of IndianFoods , National Institute of Nutrition, HyderabadSee comment in PubMed Commons belowEl-Ghorab AH, Nauman M, Anjum FM, HussainS, Nadeem M. (2014) A comparative study on chemical composition and antioxidant activityof ginger (Zingiber officinale) and cumin (Cuminum cyminum). Int J Physiol PathophysiolPharmacol. 2014; 6(2): 125–136Henney JE, Taylor CL, Boon CS, (2010) Institute of Medicine (US) Committee on Strategiesto Reduce Sodium Intake; Washington (DC): National Academies Press (US)Indian Council of Agricultural Research (2015) Department of Agricultural Research andEducation, Ministry of Agriculture, Government of IndiaJoshi V.K., (2000) post Harvest Technology Of Fruits And Vegetables , Vol 1 GeneralConcepts And Principles, , M.L. Gidwani , Indus Publishing Company FS- 5, TagoreGarden, New Delhi, 110027.Khan JA, Khan WA and Srivastava PK, 2010, Entrepreneurship Development through AgroProcessing Centre and its economic Perspective, Beverages and Food world , 37 (2) : 27-31.Naikare S.M., B.J. Gawade,2001 Post harvest technology, National Agricultural researchproject, Ganeshkhind, PunePaliyath G, Dennis P,Lurie S, et al 2008 Postharvest Biology and Technology of Fruits,Vegetables, and Flowers P:14Project Profile on Mott MacDonald Onion Cold StoragePeter J. Taomina ,2013 Microbiological research and development for the food industryTaylor & Francis Group, LCCRoland D. Earle,1971, Method For Providing A Continous Film Of Algin Containing CoatingMaterial Surrounding A Raw Onion ProductRaganna S. 2014 Handbook of Analysis and Quality Control for Fruit and VegetableProducts, Tata McGraw Hill Pub : 1112.Rahmani A, Fahad M, and Salah M (2010).Active ingredients of ginger as potentialcandidates in the prevention and treatment of diseases via modulation of biological activitiesRoy H , Lundy S, Eriksen C, Kalicki B (2009) Pennington Nutrition Series No 6, 2007Pennington Biomedical Research Center Claude Bouchard.Slimestad R, Fossen T, Vågen IM. (2010) Onions: a source of unique dietary flavonoids.J Agric Food Chem. Jul 28;58(14):8231-7.V. Hershko, A. Nussinovitch, (1998) Jr. of Food Hydrocolloids, Physical properties of alginate-coated onion (Allium cepa) skin, Volume 12, Issue 2, April, Pages 195–202 United States Patent.Q. Ashton (2013) Issues in food production processing and preparation , Scholarly editions pp:627Shayan M, Mohammad H ,Borghei N , Khani S , Naderi N , Sajedeh S (2013) Healtheffects of ginger A systematic review on human studies. 2nd American Society for NutritionMiddle East Congress, Dubai, UAE.Sworn G., Monsanto, (2000) Xanthan Gum (Kelco Biopolymers, Tadworth) Handbook ofhydrocolloids, P. Willaims, Woodhead Publishing Ltd, Cambridge , England, Jul. pp. 103-115.Singh D (2012) FSSAI Ministry of Health and Family Welfare.Usha K A and Anu Appaiah K A , (2011) Fermented milk products : An overview ofprocessing, preservation and shelf life extension, India Food Industry, 30(3) pp 36- 45Waterer D, Agblor S and (2001) Department of Plant Sciences, University of Saskatchewan
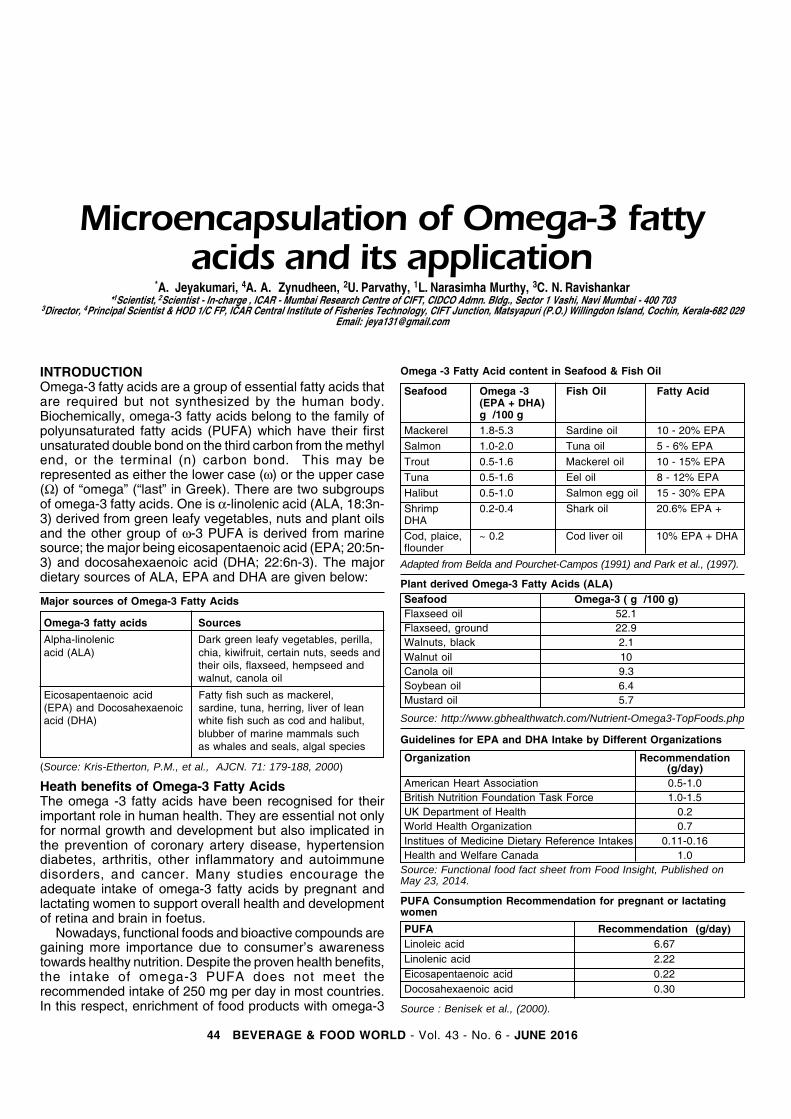
44 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Microencapsulation of Omega-3 fattyacids and its application
*A. Jeyakumari, 4A. A. Zynudheen, 2U. Parvathy, 1L. Narasimha Murthy, 3C. N. Ravishankar*1Scientist, 2Scientist - In-charge , ICAR - Mumbai Research Centre of CIFT, CIDCO Admn. Bldg., Sector 1 Vashi, Navi Mumbai - 400 703
3Director, 4Principal Scientist & HOD 1/C FP, ICAR Central Institute of Fisheries Technology, CIFT Junction, Matsyapuri (P.O.) Willingdon Island, Cochin, Kerala-682 029Email: [email protected]
Major sources of Omega-3 Fatty Acids
Omega-3 fatty acids Sources
Alpha-linolenic Dark green leafy vegetables, perilla,acid (ALA) chia, kiwifruit, certain nuts, seeds and
their oils, flaxseed, hempseed andwalnut, canola oil
Eicosapentaenoic acid Fatty fish such as mackerel,(EPA) and Docosahexaenoic sardine, tuna, herring, liver of leanacid (DHA) white fish such as cod and halibut,
blubber of marine mammals suchas whales and seals, algal species
(Source: Kris-Etherton, P.M., et al., AJCN. 71: 179-188, 2000)
Omega -3 Fatty Acid content in Seafood & Fish Oil
Seafood Omega -3 Fish Oil Fatty Acid(EPA + DHA)g /100 g
Mackerel 1.8-5.3 Sardine oil 10 - 20% EPA
Salmon 1.0-2.0 Tuna oil 5 - 6% EPA
Trout 0.5-1.6 Mackerel oil 10 - 15% EPA
Tuna 0.5-1.6 Eel oil 8 - 12% EPA
Halibut 0.5-1.0 Salmon egg oil 15 - 30% EPA
Shrimp 0.2-0.4 Shark oil 20.6% EPA +DHA
Cod, plaice, ~ 0.2 Cod liver oil 10% EPA + DHAflounder
Adapted from Belda and Pourchet-Campos (1991) and Park et al., (1997).
Plant derived Omega-3 Fatty Acids (ALA)Seafood Omega-3 ( g /100 g)Flaxseed oil 52.1Flaxseed, ground 22.9Walnuts, black 2.1Walnut oil 10Canola oil 9.3Soybean oil 6.4Mustard oil 5.7
Source: http://www.gbhealthwatch.com/Nutrient-Omega3-TopFoods.php
Guidelines for EPA and DHA Intake by Different Organizations
Organization Recommendation(g/day)
American Heart Association 0.5-1.0British Nutrition Foundation Task Force 1.0-1.5UK Department of Health 0.2World Health Organization 0.7Institues of Medicine Dietary Reference Intakes 0.11-0.16Health and Welfare Canada 1.0
Source: Functional food fact sheet from Food Insight, Published onMay 23, 2014.
PUFA Consumption Recommendation for pregnant or lactatingwomen
PUFA Recommendation (g/day)Linoleic acid 6.67Linolenic acid 2.22Eicosapentaenoic acid 0.22Docosahexaenoic acid 0.30
Source : Benisek et al., (2000).
INTRODUCTIONOmega-3 fatty acids are a group of essential fatty acids thatare required but not synthesized by the human body.Biochemically, omega-3 fatty acids belong to the family ofpolyunsaturated fatty acids (PUFA) which have their firstunsaturated double bond on the third carbon from the methylend, or the terminal (n) carbon bond. This may berepresented as either the lower case (ω) or the upper case(Ω) of “omega” (“last” in Greek). There are two subgroupsof omega-3 fatty acids. One is α-linolenic acid (ALA, 18:3n-3) derived from green leafy vegetables, nuts and plant oilsand the other group of ω-3 PUFA is derived from marinesource; the major being eicosapentaenoic acid (EPA; 20:5n-3) and docosahexaenoic acid (DHA; 22:6n-3). The majordietary sources of ALA, EPA and DHA are given below:
Heath benefits of Omega-3 Fatty AcidsThe omega -3 fatty acids have been recognised for theirimportant role in human health. They are essential not onlyfor normal growth and development but also implicated inthe prevention of coronary artery disease, hypertensiondiabetes, arthritis, other inflammatory and autoimmunedisorders, and cancer. Many studies encourage theadequate intake of omega-3 fatty acids by pregnant andlactating women to support overall health and developmentof retina and brain in foetus.
Nowadays, functional foods and bioactive compounds aregaining more importance due to consumer’s awarenesstowards healthy nutrition. Despite the proven health benefits,the intake of omega-3 PUFA does not meet therecommended intake of 250 mg per day in most countries.In this respect, enrichment of food products with omega-3

45 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Commercially available Omega-3 enriched foods
Product Total Omega-3 content
Omega-3 enriched milk 0.02mg/cup (2%)(Neilson dairy)
Omega-3 enriched bread 0.27g/2 slices(Tip Top Up)
Powder loc- omega-3 0.5-0.8g oil/gencapsulated powders. of dry powder
Omega-3 powder (Ocean Nutrition) 22%
ROUPA ‘10’ n-3 Food (DSM) 9%
Driphorm HiDHA Bake D101 (Nu-Mega) 7.4%
Omega-3 enriched eggs 0.4g/egg(Gray Ridge Egg Farms)
Source: Marine Nutraceutical and Functional Foods, 2008, Barrow andShahidi (Etd), P.139
fatty acids has received an increasing interest in the pastfew years. However, omega-3 PUFA oils cannot be addeddirectly to the food matrix because when exposed to oxygenand heat they promote oxidation during food processingresulting in undesirable taste, and odour in fortified foodproducts. Lipid oxidation products are known to be healthhazards as they are associated with aging, membranedamage, heart disease and cancer. Microencapsulation isone of the alternative approaches to protect omega-3 PUFAoils from oxidation during processing. Encapsulation is arapidly expanding technology with wide application in foodand pharmaceutical industries.What is Microencapsulation?Microencapsulation is a technology of coating small particlesof finely ground solids, drops of liquids, or gaseouscomponents, with protective membranes/microcapsulewalls. The substance that is encapsulated may be calledthe core material, the active agent or internal phase. Thesubstance that is encapsulating may be called the coating,membrane, shell, wall material or external phase. This wallprotects the core compound from biological degradation andenhances its stability. Microcapsules or micron size rangefrom 2-5000 μm. It has been reported that thesemicrocapsules can release their contents at controlled ratesover a long period of time.
Contd. on Page 47
Reasons for EncapsulationA substance may be microencapsulated for a number ofreasons. Examples may include protection of reactivematerial from their environment, safe and convenienthandling of the materials which are toxic or noxious, taste
making, for controlled or modified release properties, meansof handling liquids as solids, preparation of free flow powdersor modification of physical properties of the drug.Microencapsulation MethodsMicroencapsulation methods can be divided into physicaland chemical process. Physical process include spraydrying, spray chilling, rotary disk atomization, fluid bedcoating, stationary nozzle coextrusion, centrifugal headcoextrusion, submerged nozzle coextrusion and pan coating.Chemical process include phase separation, solventevaporation, solvent extraction, interfacial polymerization,simple and complex coacervation, in-situ polymerization,liposome technology and nanoencapsulation. So far, spraydrying, complex coacervation and freeze drying are themost commonly used commercial techniques formicroencapsulation of omega-3 fatty acids. Emergingmicroencapsulation methods of omega-3 oils includes spraygranulation and fluid bed film coating; electrospraying forultrathin coating and encapsulation using ultrasonicatomizer.Spray DryingThe general process of spray drying involves dispersion ofa core material into a polymer solution, forming an emulsionor dispersion, pumping of the feed solution/emulsion,atomization of the mixture and dehydration of the atomizeddroplets to produce microcapsules. Depending on thefeeding solution and operating conditions, the size of themicrocapsules vary from 10–50 μm or large size particlesof 2–3 mm with active load of 5–50%.Freeze DryingIn this method, the emulsion is frozen at temperaturebetween “90°C and “40 °C and then dried by sublimationunder low pressure. In general, less than 40 % of activeload can be achieved by this method. Encapsulates madeby freeze drying have particle size ranging from 1 to 100μm.CoacervationIn simple coacervation, the oil component is usuallydispersed in gelatin solution and then a pH adjustmentcauses the gelatin to coacervate and form a coating over oildroplets. The subsequent cooling step hardens the coatingand encapsulates the oil. Complex coacervation uses twooppositely charged polymers and is one of the mostpromising technologies for stabilization of omega-3 oils bymicroencapsulation delivering highest pay load of 40–90%.In this method, the isolated coacervates might be dried byspray drying or fluid bed drying. Encapsulates made bycoacervation have particle sizes ranging from 10 to 800 μm.Application of Microencapsulated Omega-3 Fatty Acidsfor Innovative Food ProductsNew food and beverage products with added omega-3 fattyacids have emerged in the market because of the mountingevidence of the overall health benefits associated withomega-3 fatty acids. Microencapsulated omega -3 fatty acidscan be used in a wide assortment of foods. Examples offoods being fortified with omega-3 fatty acids include milk-based products, juices, table spreads, salad dressings,yogurt, sauces, breakfast cereals, baked goods, pastas,infant formulas, baby foods and juices. Omega-3 fatty acidsare also available in the form of dietary supplements.

46 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Retrogradation of Starch and itseffects on Food Quality
aDivya Fernandes, bMenon Rekha Ravindra, bS. Varalakshmia St.Aloysius College, Mangalore- 575002, b Southern Regional station, ICAR – NDRI, Adugodi, Bengaluru
E-mail: [email protected], rekhamn@gmail. com, [email protected]
INTRODUCTIONStarch is plant polysaccharide stored in roots and seeds ofplants and is in the endosperm of a grain kernel. It provideshumans with energy (4cal per grams) and is hydrolysed toglucose.
It is made up of two molecules, amylose and amylopectin,connected by glycosidic linkages. Amylose make upapproximately one –quarter of starch. It is a long linear chaincomposed of thousands of glucose units with attachment ofthe carbon 1 and carbon 4 of glucose units, thereforecontains α-1, 4 glycosidic linkages. It forms a 3 dimensionalnetwork when molecules associate upon cooling and isresponsible for the gelation of cooked, cooled starch paste.
Retrogradation refers to the occurrence where starchreverts or retrogrades to a more crystalline structure uponcooling. Both amylose and amylopectin may participate ina textural change that makes them somewhat more grittywith time. This retrogradation of starch may deteriorate thequality of the food. It is the major problem in the food industry.MECHANISM OF RETROGRADATION OF STARCHRetrogradation is a reaction that takes place in gelatinizedstarch when the amylose and amylopectin chains realignthemselves, causing the liquid to gel. When native starch isheated in water the crystalline structure of amylose andamylopectin molecules is lost and they hydrate to form aviscous solution. If the viscous solution is cooled or left atlower temperatures for long enough period, the linearmolecules, amylose and linear part of amylopectin moleculesretrogradate and rearrange themselves again to a morecrystalline structure. The linear chains place themselvesparallel and form hydrogen bridges. In viscous solutions theviscosity increases to form a gel. Retrogradation is morelikely in high amylose starches. Retrogradation is often notedin baked products that become stale, no longer fresh tastingor handling. It is also observed in left-over long grain rice,due to its high amylose content; the effect renders the left-over rice hard in texture and mouthfeel.FACTORS AFFECTING RETROGRADATIONRetrogradation of starch is influenced by intrinsic andextrinsic factors. Intrinsic factors are different botanicalsources, starch compositions, granule architecture and othercompounds. Extrinsic factors are differences in physicaltechnologies and retrogradation conditions during storage.
Retrogradation is essentially a time and temperaturedependent process. When the starch stays as a gel, theproduct is reported to stay softer and taste fresh. When the
starch regains its crystalline form the product becomes firmerand becomes stale.
Amylose retrogradation is mostly completed by the timethe product has cooled to room temperature. Amylopectinretrogradation requires more time than amyloseretrogradation and as a result is the primary factor resultingin staling.
Waxy, high amylopectin starches have a lesser tendencyto retrogradate. The presence of additives such as fat,glucose, sodium nitrate and emulsifiers are also found tointerfere with the rate of retrogradation.Effect of Retrogradation on FoodThe most reported effect of retrogradation is the hardeningof the starch molecules that is observed when starch basedfoods are cooled, which in extreme cases result in theproduct texture and mouthfeel being unacceptable and thefood gradually becomes unfit for consumption. The changein texture and flavour of starch based product during storagedue to retrogradation where the product become dry andhard is referred to as staling. The effect is reversible bywarming or heating, but the product reverts to its dry leatherytexture on cooling.METHODS TO OVERCOME RETROGRADATIONMany researches had been reported on methods to preventretrogradation of starch. Several methods of preventing theretrogradation of rice including increasing the amount ofwater added at the time of cooing, adding enzymes , themethod of adding water soluble hemicelluloses, addingtrihalose have been proposed. Further experiments on thecontrol of retrogradation of starch by addition of oils andfats, or emulsions, use of modified starches etc. have alsobeen reported.Reducing the retrogradation by using thermostablemaltogenic amylasesThermostable amylolytic enzymes have been employed tomodify the starch in order to prolong the shelf life andimprove the quality of rice products Thermostable maltogenicamylase is beneficial to the cereal food industry since it canbe added directly and be kept active for a longer time duringthermal processing. Recent reports cite two thermostablemaltogenic amylases with optimal temperatures rangingfrom 95 to 100°C extracted from thermophilus archaeaThermophilum pendens (TfMA) and staphylothermudmarinus(SMMA) that have been successfully employed toreduce the retrogradation of starch, the former being reportedto be more effective . These two enzymes were found to

47 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Contd. from Page 45
Microencapsulation of Omega-3 fatty acidsand its application
Challenges and future prospects of Omega-3MicroencapsulatesThere are various challenges ahead for use of omega-3 fattyacid as functional ingredients in daily diet. These includelow consumer awareness about potential health benefits andharsh processing conditions negatively affecting the integrityof the microcapsules. Regulatory compliance narrows theselection of generally regarded as safe (GRAS) materialsfor use in encapsulation of food ingredients and hence onlyvery limited number of matrix/coating materials have beenapproved for use in food. In spite of all challenges, the useof microencapsulated ingredients in food is steadily growingwith the demand for technology to protect, mask and controldelivery of food ingredients. Also, there is still a need forincreased stability of omega-3 microcapsules to broadenthe range of food application. However, due to health benefitsof omega -3 fatty acids, the omega -3 functional food marketsis predicted to expand tremendously in the near future.REFERENCESKris-Etherton, P.M., et al., (2000). Polyunsaturated fatty acids in the food chain in theUnited States . AJCN. 71: 179-188,.Marine Nutraceutical and Functional Foods. (2008). Barrow and Shahidi (Eds), BocaRaton, FL; Taylor & Francis group, P.139Benisek, D.; Shabert, J. and Skornik, R. (2000), Dietary intake of polyunsaturated fattyacids by pregnant or lactating women in the United States. Obstetrics and Gynecology,95 : (Suppl. 4), 77-78.Desai, K. G. H., & Park, H. J. (2005). Recent developments in microencapsulation of foodingredients. Drying Technology, 23, 1361–1394.Kolanowski,W. (1999). Possibilities of fish oil application for food products enrichmentwith omega-3 PUFA. International Journal of Food Sciences and Nutrition, 50(1), 39–49.
partially hydrolyze the starch into maltose and glucose. Theresults indicated that the TfMA could selectively degradethe amylose of the rice starch more effectively and reducethe retrogradation.Reducing the retrogradation by partial βββββ-amylolysisThe effect of partial β-amylolysis on retrogradation of ricestarch and the potential of β-amylase in preparing riceproducts, with extended shelf life has also been reported inliterature. The method basically involves partial hydrolysisof the whole starch of the rice flour either using reagentgrade or food grade β amylase..
Results indicated that partial β-amylase retardedamylopectin retrogradation by shortening the length ofamylopectin.Prolonging the shelf life of the rice by potential of acid-pasteurization technologyStudies have showed the potential of acid- pasteurizationtechnology in retarding the retrogradation of rice starch, thusallowing cooked rice to be consumed much later evenwithout reheating.
A study reported that two rice cultivars were eachsubjected to steeping and cooling in a solution containingacidic carbohydrates carrageenan and carboxy methylcellulose, tartaric acid and palmolein oil. The acidified ricewere boiled and then packed into selaed pouches and in-pack pasteurised in boiling water bath and then stored atambient conditions (~28°C). The acid pasteurized ricesamples, without reheating after storage for 3 months, weretested for pH level and water activity and descriptive sensoryevaluation and found to be acceptable and deemed safe forconsumption, indicating the potential of this technology forlong term preservation of cooked rice.Retarding retrogradation of starch by addition ofamylase enzymeThe enzyme amylase can retard the firmness of theretrograded starch. Amylase enzyme directly affects theamylase molecule which is is a key factor in theretrogradation of starch. The beneficial effect of amylase inreducing staling is also attributed to the production of low-molecular weight dextrin that interferes with theretrogradation of starch.CONCLUSIONRetrogradation occurs during the storage of the starchyfoods resulting in a problem in mainatining the food productquality. Effects of retrogradation include staling of bread andhardening of rice during storage. The retrograded starchyfoods may also be less digestible in the body. Chemicalmodification of starches is found to address the retrogadationproblem and is an approach that is employed by the foodindustry to come up with new food products with retardedretrogradation in future and also to extend shelf life of starch– rich products prone to retrogradation.REFERENCESAuh, J. H., Chae, H. Y., Kim, Y. R., Shim, K. H., Yoo, S. H., & Park, K. H. (2006). Modificationof rice starch by selective degradation of amylose using alkalophilic Bacilluscyclomaltodextrinase. Journal of Agricultural and Food Chemistry, 54,2314–2319.BenMabrouk, S., Aghajari, N., Ben Ali,M., BenMessaoud, E., Juy, M., Haser, R., et al.(2011).Enhancement of the thermostability of the maltogenic amylase MAUS149 byGly312Ala and Lys436Arg substitutions. Bioresource Technology, 102, 1740–1746.Brion, A. C. B. (2013) Prolonging the Shelf-life of Cooked Rice. Resaerch and DevelopmentBAR Digest. 15 (2). http://www.bar.gov.ph/digest-home/digest-archives/370-2013-2nd-quarter/5333-aprjun2013-prolonging-shelflife-cooked-rice.Chung, H. J., Lim, H. S., & Lim, S. T. (2006). Effect of partial gelatinization andretrogradation on the enzymatic digestion of waxy rice starch. Journal of Cereal Science,43, 353–359. Yao, Y., Zhang, J., & Ding, X. (2003).Yao, Y, Zhang, J and Ding, X (2003)Partial beta-amylolysis retards starch retrogradationinrice products. Journal of Agricultural and Food Chemistry, 51,4066–4071.Yu, S., Ma, Y., & Sun, D. (2009). Impact of amylose content on starch retrogradation andtexture of cooked milled rice during storage. Journal of Cereal Science, 50,139–144.
403/405, Central Tin Industrial Estate, A. G. Pawar Lane,Sussex Road. Byculla (East), Mumbai - 400 027.
Email: [email protected] Telefax: +91-22-23729724
We are the Manufacturers, Exporters & Suppliersof one of the world’s best Soft Drink Concentrate,supplying exotic different flavoured concentrates toSoft Drink Bottlers, Syrup & Popsicle ,Manufacturersand Industrial Suppliers of Spices and Food Colours.
Our Range of Products
Soft Drink Concentrate is our speciality !
Soft Drink ConcentratesFlavouring EssencesInstant China Grass
Jelly CrystalsSpices

48 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Gluten: An Allergen1.Ritambhara S. Jangale, 2.Priyanka R. Patil
*Professor, Dept. of Food Chemistry & Nutrition, K. K. Wagh College of Food Technology, Nasik 422003 (M.S.)E-mail: [email protected]
ABSTRACTWheat is consumed and used in large extent in manyprocess foods as a major ingredient as well as in theform of additives and as it contains gluten which isallergic to many peoples like skin rashes swelling orother severe disease so its awareness is very importantthrough wheat is a major staple food of the world.Sources of the glutens are Wheat, Varieties andderivatives of wheat such as Durum, Emmer, Semolina,Spelt, Farina, Farro, Graham, Einkorn wheat, Rye,Barley, Triticale, Malt in various forms including: maltedbarley flour, malted milk or milkshakes, malt extract,malt syrup, malt flavoring, malt vinegar. Brewer’s YeastIt is allergic to some people because of gluten. Thiscauses many types of allergies and diseases. This maybe serious sometime. It is increasing day by day becauseof use of gluten containing ingredients in differentprocess products. We can avoid the allergy by doingsome alteration in our daily diet. According to the FDA,if a food contains wheat starch, it may only be labelledgluten-free if that product has been processed toremove gluten, and tests to below 20 parts per millionof gluten. With the enactment of this law on August 5th,2014, individuals with celiac disease or glutenintolerance can be assured that a food containing wheatstarch and labelled gluten-free contains no more than20ppm of gluten. If a product labelled gluten-freecontains wheat starch in the ingredient list, it must befollowed by an asterisk explaining that the wheat hasbeen processed sufficiently to adhere to the FDArequirements for gluten-free labelling.Key words: - Wheat, Gluten, Allergen, Diseases, Reasons, Symptoms
INTRODUCTIONWheat is consumed and used in large extent in manyprocess foods as a major ingredient as well as additivesand as it contains gluten which is allergic to many peoplesso its awareness is very important.
We can avoid the allergy and related disease by followingsome tips and doing alterations in our daily diet.GLUTEN DEFINITIONGluten is a mixture of proteins that occur naturally in wheat,rye, barley and crossbreeds of these grains.
As many as 3 million people in the United States haveceliac disease. It occurs when the body’s natural defencesystem reacts to gluten by attacking the lining of the smallintestine. Without healthy intestinal lining, the body cannotabsorb the nutrients it needs. Delayed growth and nutrientdeficiencies can result and may lead to conditions such asanemia (a lower than normal number of red blood cells) andosteoporosis, a disease in which bones become fragile and
more likely to break. Other serious health problems mayinclude diabetes, autoimmune thyroid disease and intestinalcancers.
Before the rule there were no federal standards ordefinitions for the food industry to use in labelling products“gluten-free.” An estimated 5 per cent of foods formerlylabelled “gluten-free” contained 20 ppm or more of gluten.SOURCES OF THE GLUTENSThe following grains and their derivatives are sources ofgluten:*Wheat Varieties and derivatives of wheat such as: *Durum*Emmer *Semolina *Spelt *Farina *Farro *Graham *Einkornwheat *Rye *Barley *Triticale *Malt in various formsincluding: *malted barley flour *malted milk or milkshakes*malt extract *malt syrup *malt flavoring *malt vinegar*Brewer’s Yeast *Wheat Starch that has not been processedto remove the presence of gluten to below 20ppm and adhereto the FDA Labelling Law
There are many food items that may contain thesesources of gluten, often in hidden or unexpected ways.Always read the labels of any food products you are buyingif gluten-free is not specified on the label.
Products labelled wheat-free are not necessarily gluten-free. They may still contain spelt (a form of wheat), rye, orbarley-based ingredients that are not gluten-free (GF). Toconfirm if something is gluten-free, be sure to refer to theproduct’s ingredient list.
According to the FDA, if a food contains wheat starch, itmay only be labelled gluten-free if that product has beenprocessed to remove gluten, and tests to below 20 partsper million of gluten. With the enactment of this law on August5th, 2014, individuals with celiac disease or glutenintolerance can be assured that a food containing wheatstarch and labelled gluten-free contains no more than 20ppmof gluten. If a product labelled gluten-free contains wheatstarch in the ingredient list, it must be followed by an asteriskexplaining that the wheat has been processed sufficientlyto adhere to the FDA requirements for gluten-free labelling.
COMMON FOODS THAT CONTAIN GLUTEN*Pastas:- Raviolis, dumplings, couscous, and gnocchi*Noodles:- Ramen, udon, soba (those made with only apercentage of buckwheat flour) chow mein, and egg noodles.(Note: rice noodles and mung bean noodles are gluten free)*Breads and Pastries:- Croissants, pita, naan, bagels,flatbreads, cornbread, potato bread, muffins, donuts, rolls*Crackers:- Pretzels, goldfish, graham crackers *BakedGoods:- Cakes, cookies, pie crusts, brownies *Cereal &Granola:- Corn flakes and rice puffs often contain maltextract/flavoring, granola often made with regular oats, notgluten-free oats *Breakfast Foods:- Pancakes, waffles,

49 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
french toast, crepes, and biscuits *Breading & CoatingMixes:- Panko breadcrumbs *Croutons:- Stuffings,dressings *Sauces & Gravies (many use wheat flour as athickener) *Traditional soy sauce, cream sauces made witha roux, Flour tortillas *Beer (unless explicitly gluten-free)and any malt beverages *Brewer’s Yeast *Anything else thatuses “wheat flour” as an ingredientFoods that may contain gluten (must be verified)*Energy bars/granola bars :– some bars may contain wheatas an ingredient, and most use oats that are not gluten-free*French fries :– be careful of batter containing wheat flouror cross-contamination from fryers *Potato chips :– somepotato chip seasonings may contain malt vinegar or wheatstarch *Processed lunch meats *Candy and candy bars*Soup – pay special attention to cream-based soups, whichhave flour as a thickener. Many soups also contain barley*Multi-grain or “artisan” tortilla chips or tortillas that are notentirely corn-based may contain a wheat-based ingredient*Salad dressings and marinades :– may contain maltvinegar, soy sauce, flour *Starch or dextrin if found on ameat or poultry product could be from any grain, includingwheat *Brown rice syrup :– may be made with barleyenzymes *Meat substitutes made with seitan (wheat gluten)such as vegetarian burgers, vegetarian sausage, imitationbacon, imitation seafood (Tofu is gluten-free, but be cautiousof soy sauce marinades and cross-contamination wheneating out, especially when the tofu is fried) *Soy sauce(though tamari made without wheat is gluten-free) *Self-basting poultry *Pre-seasoned meats *Cheesecake filling –some recipes include wheat flour *Eggs served atrestaurants – some restaurants put pancake batter in theirscrambled eggs and omelets, but on their own, eggs arenaturally gluten-free.TYPES OF ALLERGENSWheat allergy is rare. Prevalence in adults was found to be0.21% in a 2012 study in Japan. There are four major classesof seed storage proteins: albumins, globulins, Prolamin andglutelin. Within wheat, Prolamin is called gliadin and glutalinare called glutenin. These two protein groups form the classicglutens. While gluten is also the causative agent of coeliacdisease.
Celiac disease can be contrasted to gluten allergy by theinvolvement of different immune cells and antibody typesand because the list of allergens extend beyond the classicgluten category of proteins.
Prolamin AllergiesProlamin and the closely related glutelin, a recent study inJapan found that glutenin are a more frequent allergen,however gliadin are associated with the most severedisease. A proteomics based study found a ã-gliadin isoformgene.
Gluten AllergiesGluten (wheat gluten) is a predominant allergen in wheat.Nine subunits of LMW-gluten have been linked in connectionwith wheat allergies.
Albumin and Globulin AllergyAt present many of the allergens of wheat have not beencharacterized; however, the early studies found many to bein the albumin class. A recent study in Europe confirmedthe increased presence of allergies to amylase/trypsininhibitors and lipid transfer protein ,but less reactivity to theglobulin fraction. The allergies tend to differ betweenpopulations indicating a potential genetic component to thesereactivity.
WHAT IS DERMATITIS HERPETIFORMIS?Celiac DiseaseWhen your doctor hears you say “gluten allergy,” she’s likelyto think first of celiac disease, which occurs when yourimmune system mounts an attack on your small intestine inresponse to ingestion of gluten-containing foods. Celiacaffects about one in every 133 persons.
There are more than 100 different symptoms potentiallycaused by celiac disease — every case is different but thereare some symptoms that appear frequently in peopleultimately diagnosed with celiac disease, including:*Diarrhea and/or constipation *Abdominal pain and/orheartburn *Bloating *Fatigue *Brain fog *Anemia *Joint pain*Rashes
And in fact some people don’t have any symptoms at all.The absence of these symptoms doesn’t necessarily meanyou can rule out celiac disease: as I said, some people haveno symptoms at all, or suffer mainly from neurologicalsymptoms (such as migraines and tingling in their arms andlegs).Celiac Disease Symptoms*Gluten Free Food List *Gluten Allergy *Celiac DiseaseSymptoms *Gluten Symptoms *Asthma SymptomsNon-Celiac Gluten SensitivityGluten sensitivity — a condition that’s only been accepted
ATTENTION: CONSUMERS & ACTUAL USERS — AVAILABLEIMPORTED & INDIAN FOOD CHEMICALS AND INGREDIENTS
AMINO ACIDS ••••• ANTIOXIDANTS ••••• AROMATICS ••••• AGRO CHEMICALS ••••• ADDITIVES ••••• ASPARTAME ••••• BHA ••••• ASCORBIC ACID••••• BAKERY CHEMICALS ••••• BREAD IMPROVERS ••••• BEVARAGE CLOUDING AGENTS ••••• BHT ••••• CONFECTIONERY CHEMICALS ••••• CALCIUMCHLORIDE ••••• CALCIUM SALTS ••••• DAIRY CHEMICALS ••••• DEFOAMERS ••••• DOUGH IMPROVERS ••••• DIETARY CHEMICALS ••••• DEXTROSE••••• EMULSIFIERS • • • • • ENZYMES ••••• ESSENTIAL OILS ••••• FATTY ACIDS ••••• FOOD PRESERVATIVES ••••• FOLIC ACID ••••• GMS ••••• GUM XANTHAN••••• GUM OF DIFF.GRADES ••••• GELLING AGENT ••••• HERBAL CHEMICAL & EXTRACT ••••• IODINE & SALT ••••• L-LYSINE ••••• LACTIC ACID ••••• LIQUIDGLUCOSE ••••• MINERALS ••••• MALTO DEXTRIN ••••• MANNITOL ••••• MSG ••••• NIACIN ••••• NIACINAMIDE NUTRACEUTICALS ••••• PROTEINS ••••• POT.SORBATE & SALTS ••••• PROPYLENE GLYCOL ••••• SWEETNERS ••••• SOLVENTS ••••• STARCH ••••• SACCHARIN ••••• SORBIC ACID ••••• SOD. CITRATE••••• SORBITOL POWDER/LIQ. ••••• SSL ••••• SORBITAN ESTERS ••••• STABILISERS ••••• TWEENS ••••• VANILLIN ••••• VIT- A ••••• VIT. B1/B2/B6/B12 ••••• VIT. C/D3/E/H/K/P ••••• VITAMIN PREMIX • • • • • VETERINARY DRUGS & CHEMICALS ••••• WAXES ••••• ZINC SULPHATE & SUPPLEMENT ••••• NUTRACEUTICALRAW MATERIALS ••••• CLA ••••• DHA ••••• FERROUS FUMARATE ••••• SMBS ••••• INVERT SUGAR ••••• TBHQ
: CAN ALSO OFFER OTHER IMPORTED OR INDIAN CHEMICALS ON REQUEST :
:PLEASE CONTACT: UMA BROTHERSC-110, BHAVESHWAR PLAZA,1ST FLOOR, 189, L.B.S MARG, GHATKOPAR (W), MUMBAI-400 086 (INDIA)
TEL:091-22-2500 4579/2500 4510 • FAX:091-22-25000015 • EMAIL: [email protected] • WEB: www.umabrothers.com

50 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
by researchers and clinicians over the past couple of years— causes symptoms that are really similar to those of celiacdisease. In fact, it’s not possible to tell the two conditionsapart without medical testing.Wheat AllergyPeople who are allergic to wheat, actually, truly allergic to it— sometimes also experience gastrointestinal symptomsand rashes, but they also experience more “typical” allergysymptoms, like a runny nose. People occasionally refer toa wheat allergy as a “gluten allergy,” but true wheat allergydoesn’t necessarily involve gluten — it’s possible to beallergic to many different components of the wheat plant.Symptoms of true wheat allergy include*Nasal congestion *Itchy , red, watery eyes *Hives and/oritchy rashes *Swelling of lips, tongue and/or face *Nausea,vomiting and/or abdominal pain *Diarrhea *Difficultybreathing *Diarrhea and/or constipation *Heartburn and/or“stomach ache” *Bloating *Flatulence *Fatigue *Brain fog*Headaches (including migraine) *Rashes and/or eczema
The most dangerous potential symptom of wheat allergyis anaphylaxis, a potentially life-threatening systemic allergicreaction. People experiencing anaphylaxis from wheatallergy may find themselves coughing, wheezing or havingdifficulty swallowing; their hearts may beat rapidly or slowdown; and they may have a large drop in blood pressure.*Gluten Ataxia: Scary Brain Disorder*The last of the potential “gluten allergy” conditions is alsothe most uncommon: a brain disorder called gluten ataxia.When you suffer from gluten ataxia, gluten consumptionactually causes your immune system to attack the part ofyour brain called the cerebellum, potentially resulting indamage that’s eventually irreversible. Symptoms of glutenataxia include:Problems with walking and your gait*Clumsiness and lack of coordination *Deterioration of finemotor skills *Slurring of speech *Difficulty swallowing
Gluten ataxia is progressive: sufferers may start out withwhat may seem like a minor balance problem, but canultimately wind up significantly disabled. While about one infour people diagnosed with gluten ataxia has thecharacteristic villous atrophy of celiac disease, only aboutone in 10 has gastrointestinal symptoms.SymptomsHead*Headaches *Difficulty in concentrating *Memory problems*Runny nose *Sore, itchy, scratchy puffy or burning eyes* Sneezing, Tinnitus (ringing ears) *Visual disturbancesMood*Brain fog *Depression *Hyperactivity *ADD/ADHD(Attention-Deficit Hyperactivity Disorder) *Lack of motivation
Skin*Rash *Eczema *Hives *Itchiness *Changes in skin colour/skin discolouration* There are conflicting views as to whether eczema is anallergy symptom or not.
Digestion*Nausea *Indigestion *Flatulence *Abdominal pain/stomachupset *Constipation, Diarrhea *Loose stools *Undigestedfood in stoolsRespiratory*Asthma * Difficulty breathing *Persistent cough
Other*Disrupted sleep patterns *Insomnia *Lack of physicalenergy *Lack of mental energy *Sinusitis, *Nasal polyps,*Anaphylaxis *Swelling (in any part of the body)Reason• The wheat we eat barely resembles the wheat our
ancestors ate. The wheat which we eat is geneticallymodified altered and hybrid to increase yields and makeit more disease resistant.
• Our ancestors used to sprout grains before using them.We rarely take this step to make grains more digestible.
• Our gut is filled with beneficial bacteria. When we takeantibiotics, we kill off beneficial bacteria along with badbacteria. When the level of bacteria drops in our gut,Candida, the opportunist, overgrows. When we eatsugar and simple carbs that change into sugar and ithelps candida to grow. Candida begins as a single cellyeast but soon changes form, becoming a hyphae,stretching out long filaments that bore through tissuesin the gut.
• A healthy intestine is lined with cells that form a tightlyknit defence to keep its contents contained. WhenCandida erodes the lining of the gut, undigested foodparticles and large proteins, like gluten, are leaked intothe bloodstream and the lymphatic fluid due to lining ofintestine. The immune system attacks these particles,perceiving them as foreign invaders. This is the rootcause of many auto-immune diseases and allergies
How to avoid• Ask your doctor about other grains. When you have a
wheat allergy, you may or may not be allergic to someother grains, too. Gluten, one of the wheat proteins thatcan cause a reaction, is also in barley, rye, and oats.Ask your doctor if they are safe to eat.
• Always check labels. Allergic reactions to wheat canrange from stomach upset to asthma-like symptoms toanaphylaxis, which is an emergency. Foods that havewheat must say so on the label. Check them to avoid areaction.
• Beware of wheat outside the kitchen. Wreaths andgarlands may include wheat or wheat products asdecorations. Some children’s play dough also has wheatin it. Other non-food items may, too.
• Bake with other flours. If a recipe calls for wheat flour,try rice flour, potato starch flour, corn flour, or soy flourinstead. Experiment to find the one that gives you thebest texture.
CONCLUSION• Though wheat is a major staple food of the world . It is
allergic to some people because of gluten. Which causesmany types of allergies and diseases . Which may beserious sometime .
• It is increasing day by day because of use of glutencontaining ingredients in different process products. Wecan avoid the allergy by doing some alteration in ourdaily diet.
REFERENCE“Licensing the Crossed Grain symbol”. Association of European Coeliac Societies(AOECS).Retrieved 12 January 2015The Crossed Grain Symbol”. Coeliac UK.Retrieved 12 January 2015“Gluten-free foodstuffs”. EUR-Lax. 22 February 2011. Retrieved 4 January 2015.“Foods for people intolerant to gluten (gluten-free foods)”. European Commission. Retrieved 4JanuaryVan Heel DA, West J (July 2006). “Recent advances in coeliac disease”. Gut (Review) 55 (7):1037–46.

51 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

52 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

53 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

54 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

COMPANY NEWS
55 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
MTR Foods Pvt. Ltd.
MTR Foods Pvt. Ltd., the pioneer ofpackaged foods in India, has introduceda new authentic and delicious Indianice-cream – Kulfi with a twist of sum-mer’s favorite fruit - Mango.
Ready in just four easy steps, MTRFoods’ Mango Kulfi Mix now makes iteasy to treat yourself and your near anddear ones to their favorite frozen Indiandessert. The rich, creamy texture of Kulfialong with the delightful twist of mangoadded to the crunchiness of pistachiosoffers an unparalleled taste that is justperfect to make any occasion special.
The Mango Kulfi Dessert Mix is thethird product to be added to the Kulfirange that was launched last year withKesar Badam Kulfi and Kesar Pista KulfiMixes.
The newly introduced dessert mix ca-ters to homemakers who are lookingfor an easy-to-prepare variation of theirfavorite Indian sweet that they can makehygienically in the comfort of their home.The new Mango Kulfi mix is a scrump-tious addition to the delectable rangeof dessert mixes from the MTR housethat include the Kulfi Mixes, the tradi-tional favorite Gulab Jamun Mix, Vermi-cell i Payasam/Kheer Mix, Basundi/Rabdi Mix, Besan Laddu Mix and JalebiMix.
This delicious dessert mix is pricedRs. 70 for an 85 gms pack and is avail-able in all the MTR outlets across thecountry.www.mtrfoods.com
���
Tranquini GmbH
Tranquini, the positively relaxed pre-mium lifestyle brand and the first glo-bal premium relaxation drink, marks itsentry in South Asia by launching its prod-ucts in India. The company, onlylaunched a year ago in April 2015, isavailable today in 24 countries acrossthree continents.
The company has produced Tranquinilocally to satisfy the local demand inIndia and the rest of South Asia. This isits first manufacturing base outside ofAustria, where Tranquini isheadquartered.
Tranquini is composed of green teaextract, chamomile, lavender and lemonbalm – natural ingredients that are sci-entifically proven to reduce stress andrelieve anxiety – without causing drow-siness. Tranquini was created by
Founder and Chief Relaxation Officer,Ahmed Elafifi, to promote a positivelyrelaxed lifestyle that inspires people tobe positive and to allow good to hap-pen in their lives. Containing all naturalflavours with no preservatives or artifi-cial colours, Tranquini has at least onethird less sugar and calories than mostconsumed regular sugar-based softdrinks and fruit juices.
At present, two variants of Tranquiniare available – Tranquini® Original,boasting a pleasant fruity flavour andrecently released Tranquini® Jade, anew unique flavour that contains greentea notes priced at Rs. 95 for 300mlcan.www.tranquini.com
���
Kellogg's India
Kellogg's Special K presents a deliciousnew offering - Special K Multigrain &Honey, which is a mix of ingredientsthat are a source of fibre and protein.
This new ready-to-eat cereal from theSpecial K portfolio consists of flakesmade of wheat, rice and oats, coatedwith delightful taste of honey and mixedwith rolled oats. It is a true ally for womenwho want to have a nourishing and de-licious breakfast having only 2% fat andwith no added preservatives. Apart fromthis, the naturally low fat, low choles-terol and 100% vegetarian cerealmakes it a great offering.
The Kellogg’s Special K brand is tar-geted at women who play a tug-of-warbetween the need for prudent or nutri-tious options and cravings for some-thing tasty. Special K Multigrain & Honeydelivers the perfect taste which enrichesand delights the consumers in theirweight management journey.
The aim of the company is to haveSpecial K Multigrain & Honey become abreakfast ally to consumers.
Special K Multigrain & Honey, is avail-able in 435 gm SKUs priced at Rs. 179.www.kelloggs.in
���
Prabhat Dairy Ltd.
Prabhat Dairy Ltd., an integrated milkand dairy products company in India,has launched low fat, healthy ‘MishtiDoi’ in Mumbai.
Prabhat’s “Mishti Doi” is made fromtoned milk with no added flavours - ahealthy substitute for ice creams and
sweets. It will have natural caramel fla-vour, giving you the traditional taste.
Launched in Mumbai, it is availablein packs of 85 gm (Rs. 20) in PantryCars of Long Distance Trains & Corpo-rate Canteens.
It will be manufactured in Prabhat’sstate-of-the-art manufacturing facility atTurbhe, Navi Mumbai.
Now you can complete your meal withthis nutritional and tasty dairy baseddessert.
Prabhat Dairy Ltd. is an integratedmilk and dairy products company in In-dia catering to institutional as well asretail customers. They produce fresh,dry, frozen, cultured and fermented dairyproducts, including pasteurized milk,flavoured milk, sweetened condensedmilk, ultra-pasteurised or ultra-hightemperature (UHT) milk, yoghurt, dairywhitener, clarified butter (ghee), milkpowder, ingredients for baby foods,lassi and chaas.www.prabhatfresh.com
���
Cosmo Films Ltd.
Cosmo Films, a leading manufacturerof speciality BOPP films, announcesthat it has been approved by HP Inc. asan HP Indigo Pack Ready film supplierfor the revolutionary HP Indigo PackReady ecosystem.
HP Indigo Pack Ready is a set of postprint converting solutions developed,patented and qualified by HP. It is de-signed to maximize the value of Indigodigital print for labels and packaging.
The first solution, Pack Ready Lami-nation, provides “zero cure time” lami-nation while instantly creating a strongbond between HP Indigo digitally printedsubstrate and Pack Ready laminatefilm, enabling digital converters to print,laminate and pack on demand for im-mediate time to market.
The Pack Ready films from Cosmoensure a high lamination bond strengthand helps to maximise the environmen-tal score card of digital printing, sincethe lamination process does not involveany solvents.
Established in 1981, Cosmo FilmsLtd. today is one of the global leadersand manufacturers of Bi-axially OrientedPolypropylene (BOPP) films used forpackaging, labels and lamination ap-plications. The company is the largestexporter of BOPP films from India andis also the largest producer of thermallamination films in the world.www.cosmofilms.com

COMPANY NEWS
56 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Mother Dairy Fruit &Vegetable Pvt. Ltd.
Leading milk supplier Mother Dairy iseyeing to cross Rs. 10,000 crore turno-ver mark in next three years on risingdemand for dairy products as well asfresh and processed fruits and vegeta-bles.
Mother Dairy, which supplies about 30lakh litres of milk in the national capitalregion has posted a turnover of Rs.7,186 crore during last fiscal, out ofwhich about 75 per cent is from its dairybusiness.
In a bid to expand its market, MotherDairy is in the process of establishinga 25,000 tonnes per year integrated fruitand vegetable processing plant inRanchi at an estimated cost of Rs. 75crore.
Besides this, the company is alsoexploring new markets for its dairy andother milk products and at the sametime also expanding its product portfo-lio with new launches.
Mother Dairy, a wholly-owned subsidi-ary of the National Dairy DevelopmentBoard (NDDB), has diversified portfoliowith presence in dairy products, edibleoil, fruits and vegetables (fresh as wellas frozen) and pulses. The firm sellsprocessed food products like juicesand ready to cook products under thebrand name Safal and also has pres-ence in edible oil segment under thebrand name Dhara.www.motherdairy.com
���
Ferrero India
Ferrero, the globally renowned choco-late and confectionery manufacturer, islooking to expand its business in Indiaand has launched Kinder Schoko-BonsCrispy as part of its ‘Kinder’ portfolio.The new product is the second to besold in India under the ‘Kinder’ brand. Itis manufactured at the company’s pro-duction facility at Baramati in Pune dis-trict.
The product will be available in bothtraditional trade and modern trade out-lets across key metros, tier I and tier IIcities in India in packs of four and ninepralines priced at Rs. 40 and Rs. 85respectively.
A spokesperson from the companysaid, the Kinder Schoko-Bons Crispywas designed as a family treat and istargeted to create moments of togeth-erness between families and friends
across age groups. It brings out valuesof caring, sharing, fun and together-ness. We are positive that the brand willbe loved and enjoyed by our consum-ers across India.
The packs contain single consump-tion bite size pralines wrapped in acandy shape that can be opened with atear band. This packaging ensures hy-giene and taste. The wrapper on re-moval emanates the smell of milk andchocolate. The outer pack has an alu-minium layering inside which helpsensure optimal quality. When con-sumed, the praline splatters in themouth to give a crunchy and creamytaste of its ingredients.www.ferreroindia.com
���
Manpasand BeveragesLtd.
Fruit juice company Manpasand Bever-ages Ltd. recently announced its forayinto coconut drink segment with CocoSip brand.
This new product consists of 100 per-cent natural packaged tender coconutwater and wil l be posit ioned as ahealthy and premium beverage theproduct will be available in 200 ml PETbottle, the company said.
India has a vast coastline of 7517 Kmand is the third largest coconut producerin the world. While branded and pack-aged coconut water consumption in In-dia is still at a nascent stage, it has abig market in developed countries. It isestimated that nearly 700 million litresof branded coconut water was con-sumed globally in 2015.
The coconut drink market in India islargely catered to by the unorganizedand non-branded segment. There is ahuge market for branded packaged co-conut drink like Coco Sip in the urbanmarkets. After the company's flagshipMango Sip brand and the recent intro-duction of Fruits Up, this coconut drinkCoco Sip is their next big and niche prod-uct launch.
Coco Sip wil l be made availablethrough 1,000 modern retail stores andstrategic tie-ups with select retailers.They also plan to deliver Coco Sip atconsumers' doorsteps through the e-commerce route. With consumers be-ing more health conscious, there is agrowing demand for healthier alterna-tives in the recent times. The companyplans more coconut-based products.www.manpasand.co.in
London Dairy
Premium ice-cream brand LondonDairy is eyeing to double its India rev-enues to Rs. 100 crore by 2020, as itplans to ramp up distribution to 5,000outlets.
The company entered the countrythree years ago and are building thepremium ice-cream category. We targeta growth of roughly 36 per cent year onyear and will double our revenues fromabout Rs. 40 crore in the next threeyears. They expect to touch Rs. 100crore by 2020.
London Dairy products are manufac-tured under licence from the LondonDairy Company, UK and imported intoIndia.
The brand is currently focussing ondirect distr ibution through brandedfreezers. It expects to hit 5,000 retailoutlets by 2020. Currently London Dairyproducts are available in 2,000 outletsacross the country.
London Dairy competes with otherinternational premium ice-creambrands including Cold Stone Creamery,Haagen Dazs and Movenpick.
In the next three years, London Dairyexpects to start manufacturing here.www.mylondondairy.com
���
Coca-Cola India
Coca-Cola has relaunched its globalpackaged water brand Bonaqua in aneffort to boost flagging sales of the prod-uct by offering it in bottles that are iden-tical to those of its popular brand Kinley.
Both Bonaqua and Kinley will now besold in bott les that have the sameshape, mould and cap. The only differ-ence will be in the colour of their labels.Bonaqua has been positioned to com-pete with Kinley. Both Coca-Cola brandsare now competing with each other.
A Coca-Cola spokesperson attributedthe move to attempting "greater synergyand better utilisation of manufacturingassets".
While Kinley's bottling and distribu-tion rights are with Coca-Cola and in-dependent franchisee bottlers in someterritories, those for Bonaqua are withCoca-Cola's own bott l ing partnerHindustan Coca-Cola Beverages(HCCB). Although Bonaqua waslaunched eight years ago, it hasn't beenable to step up market share and avail-ability remains restricted to the NationalCapital Region.

COMPANY NEWS
57 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Both brands are priced at Rs. 20 for aone litre bottle. Kinley is also availablein multiple pack sizes.www.coca-colaindia.com
���
Gujarat Co-operativeMilk MarketingFederation Ltd.
Dairy major GCMMF, which sells prod-ucts under the Amul brand, is planningto invest about Rs. 2,500 crore to raiseits milk processing capacity to morethan 38 million litres per day in the nextfour years.
There has been rise in milk demandacross the country and therefore, thecompany is planning to raise its milkprocessing capacity by another 10 mil-lion litres per day from current capacityof 28.1 million litres per day.
The cooperative has about 60 variousprocessing plants, of which 40 are inGujarat only.
About 50 per cent of Amul's turnovercomes from milk sale only, commoditybusiness contributes 5-7 per cent andthe rest comes from the value-addedproducts segment.
Besides milk, the cooperative is fo-cusing on value-added products likecheese and has raised cheese produc-ing capacity three times to 120 tonnesper day from 40 tonnes per day in thelast six months, as it was unable tomeet the rising demand.
In the last six years, the dairy coop-erative's turnover has jumped nearlythree-fold to Rs. 23,000 crore and isaiming to more than double it to Rs.50,000 crore by 2020.www.amul.com
���
Puratos FoodIngredients India Pvt.Ltd.
Puratos, one of the world’s largest bak-ery, patisserie and chocolate ingredi-ents producer, has introduced productsin an easy-to-use avatar for the prepa-ration of cutting edge desserts for theIndian market.
A recent consumer survey by Puratosrevealed an awareness of world con-sumer trends amongst customers, ofexperimenting with culinary experi-ences, a more open palate, while stick-ing to original world favourites. Capi-
talizing on these trends, Puratos haslaunched these easy to use products.
The Deli Egg Free Cheesecake Mixby Puratos is a super easy versatile takeon the iconic New York style Cheese-cake, the 1st in India.
The O-tentic Durum - a convenientsolution for creating world class breadswith a distinct taste of yesteryear deli-ciousness in a secure fail-proof easypackage. It captures the magic ofsourdough and combines it with mod-ern-day technology, for an easy to usetasty bread experience.
Carat Supercrem (a bake stable RTUchocolate filling) used in cookies, bunsand pralines combines Puratos’ cuttingedge technology with its commitmentto produce high quality compound fill-ing.
Puratos’ Satin Creme cake mixesboast extended shelf life and super vol-ume. These are a cost effective way toproduce quality offerings, adding theirversatile sparkle across the variousdeserts they find use in. The latest fromtheir Satin Crème range are two veryexciting products - the Tegral Satin Or-ange Velvet Egg Free, and the TegralSatin Masala Chai Egg Free.www.puratos.in
���
G.D. Foods Mfg. (India)Pvt. Ltd.
In tune with the summer season, G.D.Foods, a leading name in processedfoods, under its Tops brand has intro-duced a range of kesar kulfi, creamycustards and jellies.
According to the company, whilekesar kulfi is a mix of kesar, nuts, al-monds, pista and cardamom, priced atRs. 50 for a 100 gm pack, custardscome in six flavours, namely vanilla,strawberry, chocolate, butterscotch,kesar pista and kesar elaichi. The priceof the custard varies from Rs. 35 to Rs.135 depending upon their flavours,weight and packaging. The jellies rangecomprises four flavours - mango, or-ange, strawberry and blackcurrant - andis priced at Rs. 35 for a 90 gm pack.The products are available at all gro-cery stores and leading hypermarketsand supermarkets across Rajasthan.
Nitin Seth, MD, GD Foods, states, theyhave the silkiest flavourful custards inthe market. Custard with jellies is a sin-ful delight and the company is sure ofgreat response from their customers.www.topsindia.com
KHS Machinery Pvt.Ltd.
Direct Print powered by KHS technol-ogy recently won the prestigious EDP2016 award for ‘Best Industrial Produc-tion Solution’ at drupa expo.
Direct Print is the first industrial-scale,digital printing process with low-migra-tion LED UV-cured inks to provide a food-safe decoration solution for PET bottles.
The cloud-based Direct Print softwareplatform links a headquarters-basedsample printer for 1-to-1 proofing andartworks design approvals, linked viathe cloud with the workflow of the pro-duction site based Direct Print indus-trial printer. The industrial scale DirectPrint equipment is capable of printingvariable, high quality images on eachbottle in PET filling and packaging linesrunning at 12,000 / 24,000 / 36,000 bot-tles/hour. The Direct Print technologyplatform will enable beverage compa-nies to change graphics and individu-alize decorations within minutes insteadof weeks, bringing a new medium forconsumer engagement into the in-creasingly digital world of packaging.Over time, Direct Print will eliminate la-bels altogether, thus reducing materi-als, carbon footprint and time-consum-ing changeovers on higher flexibility fill-ing and packaging lines.www.khs.com
���
Havmor Ice Cream
Gujarat-based ice cream makerHavmor is looking to more than doubleits sales to Rs. 1,000 crore in the nextfour years by expanding to new markets.The company is currently growing be-tween 25 and 30 per cent a year.
The company, which is setting up anew ice cream facility at Faridabad withan investment of Rs. 80 crore, alsoplans to set up another unit in the Southto cater to the markets there.
In 2015-16 fiscal, the company had aturnover of around Rs. 450 crore, ofwhich 85 per cent was contributed byice cream business and rest by restau-rants and fast food chains.
The company operates in 8 statesand plans to expand to 13 more by theend of this year.
The company has plans to invest Rs.100 crore in the next three years in theirproduction capacity. Besides, theywould also be investing Rs. 30 croreevery year on deep freezers and storeadditions.www.havmor.com

INDIAN NEWS
58 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Govt set to banpotassium bromate asfood additive
The government is set to ban potas-sium bromate as food additive withHealth Minister J P Nadda asserting thatit will take appropriate action followinga report which claimed presence of can-cer-causing chemicals in bread sam-ples of virtually all top brands.
A Centre for Science and Environment(CSE) study had found nearly 84 percent of 38 commonly available brandsof pre-packaged breads including pavand buns, testing positive for potassiumbromate and potassium iodate, bannedin many countries as they are listed as"hazardous" for public health.
It claimed that while one of the chemi-cals is a category 2B carcinogen (pos-sibly carcinogenic to humans), the othercould trigger thyroid disorders but Indiahas not banned their use.
Nadda said he has directed the FoodSafety and Standards Authority of India(FSSAI) to take the matter seriously andsubmit a report at the earliest.
Earlier, the All India Bread Manufac-turers Association (AIBMA) had said thatbread makers will do away with the useof potassium bromate as an additive inbread and bakery products with imme-diate effect, without waiting for a formalnotification from the FSSAI.
Industry players said since the con-troversy broke, bread and bakery prod-uct sales declined by 20-30 per cent.
However, the AIBMA represents onlythe organised players in the country.Only 40-45 per cent of the Rs. 7,000-crore bread and bakery industry is con-trolled by the organised players.
���
Tea to turn costlier by15% as output falls
A drop in tea production in Assam andWest Bengal in April is likely to push upprices of tea this quarter to at least 15%above March rates when there was over-supply, say experts. Tea production hadgrown by 56% in March due to favour-able weather conditions.
Experts said packet tea players areexpected to purchase tea from the mar-ket in the middle of May, a situationwhich will firm up the market further.
In March, production was up as earlyrains had improved the crop production.But incessant rains in Assam and a dryspell in Dooars and Darjeeling in West
Bengal have impacted production of firstflush teas in April.
In April 2015, India had produced75.61 million kg of tea. Though the TeaBoard is yet to come out with figures,industry executives said they expectApril 2016 production to be less by 10-15%.
Domestic tea production in Marchgrew 56% year-on-year to 68.34 millionkg, according to estimated productiondata of the Tea Board. In March, Assamproduced 31.29 million kg of tea, up163% from a year ago. West Bengal,which has tea-producing regions ofDarjeeling, Terai and Dooars, produced20.48 million kg of tea in March com-pared to 14.45 million kg produced inthe corresponding month last year.South India's production fell 8.33% to15.30 million kg in March.
Parag Desai, executive director ofWagh Bakri Tea said prices may risebecause of speculation. He added,there was a good crop in March. Theimpact of rains will not be much as faras tea production in Assam is con-cerned. According to the weather depart-ment there will be no shortage of teathis year. Volumes will be good and, wedo not see prices shooting up suddenly.
���
FSSAI takes steps tocheck quality ofimported food
India's food security watchdog the FoodSafety and Standards Authority of India(FSSAI) has taken various steps to en-sure quality of imported food products,including developing a risk-based im-port prioritisation system.
In reply to a question in the RajyaSabha, Minister of State for HealthShripad Yesso Naik said FSSAI hadalso implemented pre-arrival documentscrutiny (PADS) in online food clearancesystem from February this year.
This is operational in ports ofChennai, Kolkata and Tuticorin.
The other steps taken to check thequality of imported food products includedevelopment of an integrated declara-tion form by the Customs departmentbased on FSSAI inputs, and framingregulations for different food categoriesand machinery for their enforcement.
On the issue of an international alerton import of ‘plastic’ rice that the gov-ernment received last year, the Ministersaid there have been no instances ofimport of plastic or synthetic rice in the
Food Import Clearance System and nosuch incidence of import had been re-ported by State governments, too.
On issue of usage of calcium carbidefor ripening fruits, the Minister informedthe House that various steps had beentaken to increase awareness amongfood commissioners on the harmful ef-fects of these practices and the meth-odology for detection of Acetylene ingodowns and storage chambers.
���
India's organic foodmarket to treble in fouryears
The market for organic food in this coun-try is likely to treble in the next four years,according to a report from businesschamber Assocham and TechSci Re-search, a non-government body.
It estimates the current market(pulses and foodgrain the bulk) at $500million (about Rs. 3,350 crore). It was$360 million (Rs. 2,400 crore) in 2014,says the study.
However, the study points to variouschallenges in sustaining such growth,“due to lack of government support, thecourage (needed) to convert inorganicland into organic land, and absence ofglobally recognised consultancy fortimely guidance to farmers. Thus, hugesupport from states and the Centre isrequired”, said D S Rawat, secretary-general, Assocham.
Attempts by many state governmentsto promote organic farming have notyielded the desired results, it says. Thecurrent certified area under organicfarming in Punjab, for instance, is esti-mated at no more than 2,000 acres.And, there are critics.
India was practising organic agricul-ture till the 1960s but faced acute short-age of food and had to depend on im-ported foodgrain. Thanks to (different)practices since then, Indian agriculturehas steadily grown to make the countrythe second largest in production in theworld.
The government, meanwhile, has seta target to bring 500,000 acres underorganic farming in three years, with al-location support of Rs. 412 crore. Ex-perts say a policy framework is neededfor utilising this. Rawat adds it takesthree years to convert farm land to or-ganic practices. Which means farmersmust be adequately compensated forfull and half-crop losses in the first andsecond year, respectively.

INDIAN NEWS
59 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Sugar output seen tofall 11% to 252 lakhtonnes in 2015-16
Sugar production in the country is esti-mated to fall by 11 per cent to 252 lakhtonnes this marketing year ended Sep-tember due to lower sugarcane supplyin Maharashtra, Karnataka and UttarPradesh.
However, there is no shortage ofsugar in the country, Food Minister RamVilas Paswan said in a written reply toLok Sabha recently.
He said the government is closelymonitoring sugar prices in the domes-tic market as well as sales by millers.
With the carry over stock of 90 lakhtonnes and an estimated production of252 lakh tonnes, the total availability ofsugar would be more than estimateddomestic demand of about 256 lakhtonnes.
The minister said in the recent past,certain quarters were indulging inspeculative activities and holding theirstock in anticipation of price rise.
To stabilise price, the Centre has im-posed stock holding and turnover lim-its on sugar traders. The governmentis also inter-alia closely monitoringprices of sugar in the domestic marketas well as sales by sugar mills, Paswansaid.
The area, yield and production ofsugarcane in the state of Maharashtrahas reduced during current sugar sea-son 2015-16 as compared to last sea-son 2014-15 due to the drought situa-tion. This affected sugarcane availabil-ity to sugar mills for crushing, the Min-ister said.
���
Drop in shrimp outputrattles feed industry
The drop in cultured shrimp volumeslast year due to diseases and lower in-ternational prices has shaken the feedindustry that has been growing rapidlyin the last few years, but it believes in-creasing area under aquaculture willcushion the impact.
With the advent of Indian vannameishrimp around eight years ago, seafoodexports from the country have been look-ing up. Today, about 70 per cent of theRs. 33,000-crore seafood export bas-ket comprises frozen shrimp, which hasgiven a fillip to the shrimp feed industry.After reaching peak production ofaround 4.2 lakh tonnes in 2014-15, the
cultured shrimp production fell 12 percent to 3.75 lakh tonnes last year, dueto occurrence of a disease that stuntedthe growth of shrimps particularly inAndhra Pradesh.
All this impacted the shrimp feed in-dustry that has been growing 12-15 percent a year, but industry insiders arehopeful that rising number of shrimpfarms would help keep up growth mo-mentum.
The mortality rate among farmedshrimps increased last year. But farm-ers restocked their farms for whichagain feed requirement was required.Moreover, the number of shrimp farmsare going up, particularly in Gujarat,said PE Vijay Anand, Indian head of ani-mal feed and soyameal programme ofus Soybean Export Council.
���
New food regulations toban sale of junk food inDelhi's school canteens
The Delhi Food Safety Department andthe Food Safety and Standard Authorityof India (FSSAI) will soon chalk out apolicy on what kind of food is best suitedfor the city's school students.
Schools will be given strict guidelinesto promote nutritious and healthy foodin their canteens, and to completelyavoid the sale of junk food.
In a meeting held recently, officialsfrom the Food Safety Department andthe FSSAI discussed the need to servenutritious food to children as the issueof students' health was a high priority.
The Food and Drug Department moni-tors the food policy in the city throughrandom surprise inspections, and byraiding "suspicious" food establish-ments.
It also collects samples of food itemsthat could be adulterated, sub-standard,or unbranded. On average, it receives125 food samples in a month for test-ing.
In October 2015, the Food authoritieshad issued guidelines to schools, mak-ing it compulsory to serve only whole-some and nutritious food in their can-teens.
This guidance will be converted intoa regulation in due course, after the pre-scribed process of inviting commentsand suggestions from variousstakeholders.
Prepared by an expert committee con-stituted by FSSAI, the guidelines givedetails of how consumption of junk food,
which is high in fat, salt, and sugar, islinked with increasing cases of obesity,diabetes, and hypertension amongschool children.
The guidelines include the followingprinciples:
a) The benefits of balanced, fresh,and traditional food cannot be replaced.
b) Schools are not the right place tosell foods high in fat, salt, and sugar.
c) Children are not the best judges oftheir food choices.
Obesity, diabetes and hypertensionare rising alarmingly among school stu-dents, as they find it tempting to pick upjunk food in their canteens instead ofeating healthy, home-cooked food thatmay be packed in their lunch boxes.
���
Branded milk segmentset to expand
The dairy industry in India is bankinglargely upon milk procurement to en-sure raw material for the next phase ofgrowth in branded milk and value-addedproducts in this sector.
Both, existing entities and new cor-porate entrants with deep pockets haveinitially focused on strengthening pro-curement of milk from farmers.
The organised dairy industry hasseen strong growth in the past decade,mainly driven by the formalisation ofperishable milk categories such asmilk, curd and paneer from loose topacked formats, coupled with stronggrowth in value-added segments likecheese, yoghurt, baby food and ice-cream. According to a recent Rabobankstudy, the value-added segment is ex-pected to increase market share in theorganised dairy market from 23 per centin 2014-15 to 30 per cent by 2019-20.
This segment handles 26 per cent ofthe milk produced in India, of 37 milliontonnes a year, expected to be 60 mt infive years, with 35 per cent share in milk.Private dairy companies that capture 60per cent share of the organised seg-ment will continue to grow faster thanco-operatives.
The country is witnessing a trend oflarge-scale dairy farms with modernequipment emerging all over the coun-try.
The entry of large players will accel-erate the process of change to the or-ganised sector, by creation of bettersupply chains, better quality inputs andadvice to farmers. This will help farm-ers to get more for their output and cus-tomers to have better quality of milk.

INTERNATIONAL NEWS
60 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Global packagingmarket revenue toreach $ 1 trillion by2021
The global packaging market is ex-pected to show a steady growth andreach a global revenue of around $ 1trillion by 2021, as per the latest reportfrom DecisionDatabases.
Packaging has become an integralpart of a products lifecycle and has out-grown its traditional usage limited toprotection. Sustainability, environmen-tal concerns and the demand to keepthe product quality high has brought amajor shift in the packaging industrymaking it smart and active.
Internet of Things (IoT), nano technol-ogy, biotechnology, bio-based plasticsand many such technological and prod-uct innovations have propelled thegrowth of global packaging market.
Among the various material used inpackaging, the paper & paperboard isestimated to be the largest market ow-ing to its multiple applications in differ-ent sectors such as food and bever-ages, pharmaceuticals and cosmeticsamong many others.
Moreover the developed markets arealso been explored for more sustain-able, hygienic, fresh and healthy prod-uct range. Also the growing e-commerceand online retailing fuelling growth ofthe paper board packaging market.Flexible packaging is anticipated togrow in the food and beverage industryby improving the barrier layers and morenon-reactive packaging.
World rigid packaging market is alsoexpected to show an upward trend withcompanies opting for green packagingsolutions.
Food and beverages packaging in-dustry is estimated to be the largestmarket in terms of application. Highawareness and concerns over the stateof packaged food and beverages hasboosted the growth of foods and bever-ages packaging market.
Asia Pacific region is expected to bethe fastest growing market as all devel-oping countries fall into this region suchas India, China, Japan and Korea.
���
Russia to extend EUembargo until late 2017
Russia’s embargo of EU food productswill be extended until the end of 2017
but the list of banned foods or coun-tries affected will not change, accord-ing to a draft government decree.
The government does not intend towiden the list of banned food imports,which currently affects fruit, vegetables,meat, poultry, fish, milk and dairy, norincrease the countries affected by theban, the agriculture minister AlexanderTkachev said recently.
“The Russian Agriculture Ministry hasalready started to prepare the draft de-cree providing extension of the re-sponse measures until the end of 2017.The list of agricultural products is notplanned for expansion, we are talkingonly about extending the duration,” hesaid.
Tkachev said the extension of theembargo was “good news for domesticagricultural producers”. However, a re-port by the Commission in autumn 2015found that Russian producers were notable to keep up with demand for certainproducts, notably cheese and dairy.
“On the demand side, Russian con-sumption and imports remain belowlast year because Russia could notcompensate for the reduction in cheeseimports from ‘banned’ countries neitherby importing more from other countriesnor by producing more domestically,”said the report.
According to EU data, exports to Rus-sia fell by 43% - a loss of around €4.4billion - between August 2014 and June2015 compared to the same period oneyear before, although these losses havebeen somewhat compensated the in-creasing exports to other countries,such as the USA, China, Hong Kong,South Korea and other Asian markets.
���
Italy to bring inmandatory country oforigin labelling for dairy
Italy will introduce mandatory country oforigin labelling for dairy products andhas notified Brussels of its draft decree,the Prime Minister Matteo Renzl an-nounced recently. According to the de-cree, manufacturers will have to indi-cate the source of the raw material usedin dairy products such as milk, cheese,butter and yoghurt, as well as the coun-try of packaging and country of process-ing.
Minister of Agriculture, MaurizioMartina, said it was a “historic step” forproducers and farmers in crisis acrossEurope while Coldiretti (Italy’s Agricul-
tural Association) president RobertoMoncalvo called it “a historic achieve-ment for farmers and consumers.”Moncalvo, a statement made on theColdiretti website said the decree willprotect 120,000 jobs in the Italian dairysector which is worth €28 billion - a fig-ure that makes dairy products the mostimportant Italian agrifood product notonly from an economic standpoint butalso in terms of the ‘Made in Italy’ im-age, it said.
���
Germany backsproposal for legaldefinition of vegetarianand vegan food
Germany has formally adopted a pro-posal for a legally binding definition ofvegan and vegetarian food - but will itspur the Commission into finally draw-ing up an EU-wide definition or will it beanother barrier to trade for EU manu-facturers? Consumer protection minis-ters of the German federal station[Lãnder] unanimously voted in favour ofa proposal for a legal definition of theterms vegan and vegetarian recently.
The definition means consumers canbe sure that the products they buy areproduced according to their expecta-tions, while the legal certainty meansmanufacturers and retailers have asolid basis to enhance their ranges ofvegan and vegetarian products.
Vegan foods are not of animal originand in which, at no stage of productionand processing, use has been madeof or the food has been supplementedwith ingredients (including additives,carriers, flavourings and enzymes),processing aids, substances which arenot food additives but are used in thesame way and with the same purposeas processing aids in either processedor unprocessed form that are of animalorigin. Vegetarian foods meet the re-quirements of paragraph 1 with the dif-ference that in their production, the fol-lowing may be added or used: milk,colostrum, eggs, honey, beeswax,propolis and wool grease.
There are almost eight million veg-etarians in Germany (around 10% of thepopulation) and around 900,000 ve-gans, while a recent poll by lpsos Moricommissioned by the British VeganSociety found the number of vegans inthe UK has risen by 360% in the past10 years.

R & D UPDATES
61 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Complex textures infood enhances feelingof fullness
Researchers from New Zealand havesaid that increased textural complexityin food enhances satiation, independ-ent of oral processing time.
For the first time this study has showna direct effect of food textural complex-ity on satiation. Independent of oralprocessing time, increasing the texturalcomplexity of a food significantly de-creased food intake.
Foods with complex textures stimu-late many sensory perceptions duringoral processing, with a succession oftextures perceived between first bite andswallow.
Previously the impact of texture on sa-tiation (commonly tested by increasingviscosities of semi-solids) has been ex-plained by texture’s influence on oralprocessing time; a long oral process-ing time enhances satiation.
The results of the current study showthat subjects in a randomised cross-over trial who consumed a “starter”(preload) model food with high texturalcomplexity went on to eat significantlyless of a two course ad libitum meal.Subjects who consumed a “starter”model food with low textural complexity,but with the same flavour, energy den-sity and oral processing time, ate sig-nificantly more of the same ad libitummeal. The results show that increasingthe number of textures perceived dur-ing chewing of a solid food triggers thesatiation response earlier than whenchewing a less texturally complex food.
Increasing textural complexity ofmanufactured foods, to allow for greatersensory stimulation per bite, could po-tentially be used as a tool to enhancethe satiation response and decreasefood intake.
���
An app knows if a beerhas gone stale
Chemists at the Complutense Univer-sity of Madrid have developed a methodthat allows brewers to measure thefreshness of beer, using a polymer sen-sor that changes colour upon detectingfurfural, a compound that appears whenthis beverage ages and gives it a staleflavour. The sensor can be controlledfrom a smartphone app also created bythe team.
Beer is one of the most widely con-
sumed alcoholic beverages in theworld. The flavour of each brand is oneof its most relevant quality standards.However, depending on the beer typeand its storage conditions, such flavourmay be altered as a result of changesin the chemical composition producedduring beer that, unlike what occurs inwines, has a negative effect on the qual-ity of the flavour.
Now, a team of chemists, led by theresearchers Elena Benito-Peña andMaría Cruz Moreno-Bondi from theComplutense University of Madrid(UCM), has developed a simple, low-cost method capable of measuringwhether or not beer has gone stale,simply by using a sensor and asmartphone app. The results of thestudy have been published in the jour-nal Analytical Chemistry.
The researcher points out that up un-til now brewers have measured furfural- a chemical compound that appearsduring the aging process of beer andgives it a stale taste - and other fresh-ness indicators using methods basedon chromatography techniques. Butthese methods involve the use of ex-pensive equipment and sample prepa-ration and is very time-consuming.
The team have incorporated an ani-line derivative into the sensor materialwhich reacts with the furfural and pro-duces a pink cyanine derivative that al-lows them to identify the presence ofthe marker in the sample. The intensityof the colour increases as the concen-tration of furfural in the beer rises and,thus, as more time passes since thebeer was produced.
The method was initially developedfor brewing companies. Especially, be-cause the global market for this prod-uct is huge. But it can also be used withother food products such as honey, milk,coffee, etc., indicates the researcher.
���
Enzyme-aided recoverymethods' help inextracting protein fromrapeseed press cake
One third of cold-pressed rapeseedpress cake consists of nutritionally valu-able protein that could have many otheruses besides animal feed. For her doc-toral dissertation, Katariina Rommi,Research Scientist at VTT TechnicalResearch Centre of Finland Ltd., devel-oped enzyme-aided methods forrapeseed protein enrichment. Her study
also provides estimates of the costs ofdifferent protein extraction schemes.
The purpose of Katariina Rommi'sdoctoral dissertation was to developsimple, water-saving methods for turn-ing vegetable oil industry co-streamsinto protein ingredients suitable for foodor cosmetic products and thus help tosatisfy the increasing global demandfor protein.
Globally, around 34 million tonnes ofrapeseed press cake is produced an-nually as rapeseed oil by-product. Atpresent, it is primarily used as feed forproduction animals. In Finland, themajority of oil mills use cold pressingin rapeseed oil production. The by-prod-uct of this method, rapeseed presscake, contains between 32 and 36% ofnutritionally valuable protein. The mar-keting of rapeseed press cake as novelfood was approved by the EU in 2014.
Several technologies based on alka-line or saline extraction have been de-veloped for enrichment of rapeseedprotein, but high energy and water con-sumption due to dilute conditions andmultiple processing steps limit theirprofitability.
As part of the work done for her doc-toral dissertation, Katariina Rommi de-veloped enzyme-assisted methods forthe enrichment of rapeseed protein andstudied the factors influencing proteinextractability and the properties of theobtained protein-rich fragments. An en-zyme that breaks down pectin wasshown to be particularly effective in fa-cilitating protein extraction at reducedwater content and without chemicalssuch as alkali or salt.
A techno-economic evaluation of dif-ferent extraction schemes also sug-gested substantial reduction of energycosts when the extraction was carriedout at 20% solid content. The resultsindicate that enzyme-aided methods arewell suited to rapeseed enrichment andmay offer a techno-economically feasi-ble alternative to alkaline or saline ex-traction. The results may be applied tothe manufacturing of rapeseed-basedprotein ingredients in food, feed andother industries.
���
Making sure thatpackaging is properlysealed
Every year, factories worldwide turn outsomething like a trillion units of filmpackaging for food, cosmetic, pharma-

R & D UPDATES
62 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
ceutical and consumer technology prod-ucts. Ninety percent of this packagingis manufactured using thermal contactprocesses, in other words sealed withthe aid of hot tools. During these proc-esses, the packaged goods can some-times get into the seam and prevent itfrom sealing properly. Currently, manu-facturers generally have to rely on spotchecks to catch these packaging faults.If incorrectly sealed food or medicalproduct packaging ends up on super-market or pharmacy shelves, it can im-pair the product quality or shorten itsshelf life – to say nothing of harmingthe manufacturer’s reputation.
Researchers at the Fraunhofer Insti-tutes for Mechanics of Materials IWM inFreiburg and for Process Engineeringand Packaging IVV in Dresden havedeveloped a method that will enablemanufacturers to significantly reducethe amount of incorrectly sealed pack-aging, if not prevent it altogether: a thin-film temperature sensor integrated di-rectly into the sealing bar, which per-mits inline monitoring of the packagingprocess. Instead of simply relying onspot checks, manufacturers can nowinspect every single item of packaging.This gives them far greater assurancethat all food and drug packaging is tightlysealed. In addition, it removes the needfor time-consuming downstream test-ing.
Because the temperature sensorsare placed directly to the sealing bar,direct information is received aboutevery single packaging unit for eachsealing process, explains GregorWendt, scientist at Fraunhofer IVV inDresden. If the temperature is too highor too low, it can be adjusted immedi-ately at the machine – before largenumbers of incorrectly sealed units ofpackaging start flowing off the line. Theinline quality inspection method alsoreliably recognizes products that havebecome wedged in the packaging, suchas a piece of candy that has slippedinto the seam. This works as follows:when sealing bars seal films together,the films absorb some of the bars’ heat.Accordingly, the bars cool down a little.How far the temperature drops de-pends on the mass of the object wedgedin the packaging. If a piece of candy hasstrayed into the sealing zone, it alsoabsorbs some of the heat – the barscool down faster than without wedgedgoods.
The highly sensitive system is evencapable of detecting coffee powder inthe seam – and of doing so faster andmore accurately than the sensors thathave been used in sealing processes
up to now. For the sensor itself, the coat-ing special ists use thermocouplesmanufactured in established thin-filmprocesses. They vapor-deposit the vari-ous materials of the thermocouple in avacuum directly onto the sealing bar.With a layer just a few hundrednanometers thick, the resulting sensoris extremely thin and has a very shortresponse time. At Fraunhofer IWM, re-searchers are developing adapted pro-tective coatings for specific industrialapplications. Meanwhile, their col-leagues at Fraunhofer IVV in Dresdenare integrating sensor-fitted sealingbars into packaging systems and han-dling the ways in which sensors makecontact. In tests on a laboratory sealingunit, the research team has alreadybeen able to verify that the sealing proc-ess with an integrated thin-film sensorfunctions properly. In further steps, thescientists are currently working on so-lutions to adapt this technology to thetools generally used in industrial manu-facturing including the high number ofcycles and wide variety of film materi-als this entails.
���
Sweet potential:Tongue enzymeresearch may aid zerocalorie sweetenerindustry
The discovery of ‘gut enzymes’ in sweettaste receptors on the tongue couldpoint industry towards a new route inthe development of non-caloric sweet-eners, say those behind the research.Sweet taste cells that respond to sug-ars and sweeteners on the tongue alsocontain digestive enzymes capable ofconverting more complex sugars likesucrose into simple sugars like glu-cose and fructose, say researchers writ-ing in the Proceedings of the NationalAcademy of Sciences (PNAS). By break-ing down more complex sugars in foodin to simpler ones, the digestive en-zymes in sweet taste cells enable theactivation of a different set of receptors- which then triggers a second pathwayof sweet taste perception. Working to-gether, these two sweet pathways iden-tify sweet substances with a caloricvalue, and provide a potential explana-tion for why humans and other mam-mals respond positively to the taste ofsucrose when compared to non-caloricsweeteners, said the Monell led team.
Previous research by the same
Monell-led team in 2011 used knowl-edge of how sugars are sensed in thegut to identify a second class of sweettaste sensors on the tongue which aresensitive to simple sugars like glucosebut not to sucrose and other complexfood-related sugars. In the new study,the authors again turned to the gut forthe answer. Using a mouse model, theyfound that the intestinal digestive en-zymes sucrase and maltase are alsoexpressed in sweet taste cells on thetongue. These ‘gut enzymes’ found onthe tongue are in the ideal location tobreak down complex sugars from thefoods into simple glucose and fructosesugars, which can then activate the sec-ondary sweet taste pathway, said DrSunil Sukumaran, who co-led the re-search.
Sweet taste receptors calledT1R2+T1R3 are the primary mecha-nism for sensing sweet tastes fromcomplex sugars and sweeteners. Sim-ple sugars like glucose and fructosealso activate a ‘secondary pathway’ in-volving glucose transporters (GLUTs),sodium glucose cotransporter 1(SGLT1), and the ATP-gated K+ (KATP)metabolic sensor. The discovery of en-zymes that breakdown more complexsugars to simple sugars within sweettaste cell means that they activate bothpathways, while non-caloric sweeten-ers only activate the primary pathway.
The team noted that current non-ca-loric sweeteners, which only activate theT1R2+T1R3 receptor, are limited bytheir inability to replicate the full sweettaste of sugars. Sukumaran and histeam suggest this is because currentnon-caloric sweeteners do not also tar-get the secondary sugar sensors, whichare activated by the breakdown of com-plex sugars and therefore contribute tothe full taste and unique perception ofsugar. Sukumaran said that in order todevelop sweeteners that better mimicthe taste of a complex sugar, industryshould focus on the development ofclasses of ingredients that activate boththe T1R2+T1R3 pathway and the sec-ondary pathways.
When ReplyingTo Advertisements
Please Mention
B E V E R A G E & F O O D
W O R L D

63 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

64 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

65 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

66 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

67 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICES
���
Asafoetida (Hing)
Laljee Godhoo &Co. was started in 1894by Shri Laljee Godhoo. At that time thecompany exclusively dealt in 'Lumps' ofHing (Asafoetida) that was preparedmanually by hundreds of workers employedby the company. Sale of Asafoetida initiallystarted in Mumbai, after which it spread toSouth India which is their primary markettoday.
'Hing' or 'Asafoetida' remains an integralpart of India Cuisine, Culture and heritage.Today, their product is available in mostmarkets overseas. USA, UK, Canada, UAE,Malaysia, Singapore, Australia, Japan andNew Zealand are some of the countriesthat avail their product.
Asafoetida was one of the mostcommonly prescribed herbs in the 19thcentury in the treatment of hysteria and formany symptoms associated with moodswings and depression, or in ayurvedicterms "Asafoetida is a grounding herb thatcan therefore balance an overactive, overemotional, turbulent system."
Uses of Hing: � Asafoetida is usefulas a digestive spice that has the additionalbenefit of lowering cholesterol and reducinggas. � Fighting influenza: Asafoetida wasused in 1918 to fight the Spanish influenzapandemic, asafoetida may serve aspromising lead compounds for new drugdevelopment against influenza A(H1N1)viral infection.� Remedy for asthma and bronchitis� A folk tradition remedy for children'scolds: it is mixed into a pungent-smellingpaste and hung in a bag around the afflictedchild's neck. � Antiepileptic: Asafoetidaoleo-gum-resin has been reported to beantiepileptic in classical Unani, as well asin ethnobotanical literature. � Antidote foropium.
For further details, contact:Laljee Godhoo & Co.213, Samuel Street, Masjid BunderMumbai - 400 003 (M.S.) IndiaT: +91-22-66340760
���
Mineral Water BottleManufacturing Plant
The Mineral Water Bottle ManufacturingPlant by Raj Water Technology is a skidmounted system and can be installedanywhere where there is a water inlet. Thissystem consists of a raw water pump whichtakes water from a water tank and gives itto a sand filter and carbon filter. A pressuresand filter removes turbidity, an activatedcarbon filter removes smell & color, anantiscalant dosing works for the reverseosmosis system so the membranes do notchoke up. A micron cartridge removesheavy particles which come from the filters.A high pressure pump provides pressure tomembranes and the R.O. membranesremove heavy TDS. Hardness, alkalinity,iron content, etc. are measured withpressure vessels and sophisticatedinstruments with programmed control logicfor its fool proof operation. System includeselectrical and instrument control panel PLCBase on Skid. This is designed on the baseof the BIS Standard.
Mineral Water Bottle Plant
���
Food Flavours
Food Flavours play an important role invarious food products and beverages.‘Avon’ flavours has an incomparablereputation in the flavour industry.
The company is totally committed tomaintaining the highest standards throughstringent quality control, and state of-the-art manufacturing, packaging and storagetechniques in the fully air-conditionedunits. Each product is perfected to meet
Food Ingredients
Brenntag Ingredients (India) Pvt. Ltd. is anexperienced partner throughout India,offering a reliable supply of high qualityingredients from all over the world.Committed to building bridges betweenfood producers and ingredientmanufactures, their shared experience,market knowledge and technicalapplication expertise enable clients tomake the most out of trends anddevelopment.
Their product portfolio includes: Anti-foaming agent � Brew procesing aids�Colors (natural) �Decorationas andinclusion (bakery � confectionery� chocolate � ice cream � frozen dessert� cereals)� DHA-Omega 3 � ALA � LCarnitine � Emulsifier � Enzymes (bakery� starch � alcohol, brewery � juice � meat,dairy), Fat powder, Fiber-dietary� functional � insoluble � soluble� Foaming in beer � Food acids (citric acid� lactic acid � sodium lactate)� Hydrocolloids-pectin � carrageenan� gums (gellan, xanthan) � CMC � pectin� Modified starches � Natural extract-grapeseed � herbal (tea � vegetable� fruits) � Taste improvers (GDL/SodiumDi acetate), Yeast for alcohol.
For further details, contact:Brenntag Ingredients (India) Pvt. Ltd.301, 3rd Floor, Ackruti Centre Point MIDCAndheri East, Mumbai 400093, IndiaT: +91 22 424 82 100E: [email protected]: www.brenntag-asia.com
The following items are included intowhole project:
RO Plant, Bottle Filling Machine, BottleMaking Machine, Bottle Packing Machine,Inject Batch Coding Machine, QualityControl Testing Lab, Pouch PackingMachine, Glass Packing Machine, JarFilling Machine
Raj Water Technology also offers avast assortment of high quality Fruit JuicePlants. The juice plant is developed usingoptimum quality components and advancedmethodology. The juice plant is available invaried specifications.
For further details, contact:Raj Water Technology Pvt. Ltd.Plot No. 27, Survey No. 47, Jivraj Indl.Area, Opp. Falcon Pump, Vavdi, GondalRoad, Rajkot - 360004, Gujarat (India) -M: +91 - 9375755777E: [email protected]: www.rajwater.com
���
Foodgrade Chemicals
Uma Brothers, a 27 years old firm withproven track record is supplying a widerange of Indian and Imported ediblechemicals to actual users and consumers.They are serving industries likeNutraceuticals, Pharmaceuticals, BulkDrugs, Foods, Beverages, Beer andAlcohol, Food Processing, Veterinary etc.They are also scaling new heights in exportsand imports. They can offer herbal rawmaterials for local consumption as well asfor exports.
For further details, contact:Uma BrothersC-110, Bhaveshwar Plaza 189, L.B.S.Marg, Ghatkopar (W)Mumbai 400 086 (M.S.) IndiaT: 022-25004579/25004510,F: 022-25000016E: [email protected],W: www.umabrothers.com

68 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICESthe customers' technical and organolepticrequirements, with retention of aroma,taste and flavour, stability, safety andadherence to international regulationsbeing given paramount importance.
It has an exciting range of productslike flavouring compounds, emulsions,culinary essences, powder flavours, softdrink concentrates, pepsi f lavours,essential oils, food colour preparations.These products have a wide spectrum ofusers l ike bakeries, confectioners,manufacturers of ice cream, syrups, jamsand jellies, liquor, aerated waters andother processed food industries.
For further details, contact:Avon FlavoursA/9-10, Kailash Industrial ComplexVikhroli (W), Mumbai 400079 (M.S.)IndiaT: 022-42156600 (6 lines)E: [email protected]: www.avonflavours.com
���
Variable speed drive formachine manufacturers
Schneider Electric, the global specialist inenergy management and automation,launched AltivarTM Machine ATV320, avariable speed drive that meets simple andadvanced application requirements from0.18 to 15 kW (0.25 to 20 Hp).
The ATV320, as part of the AltivarMachine product range, was designed toimprove the effectiveness and efficiency ofmachines, while optimizing design andengineering costs for original equipmentmanufacturers (OEMs), who can benefitfrom the drive's following features:
The variable speed drives support a varietyof communication protocols such asModBus TCP, Ethernet IP, CANopen,Sercos III, among many more AltivarMachine drives' printed circuit boards arecoated in accordance with IEC 61721-3-3,with class 3C3 as standard, to protect againstcorrosion and provide reliability in harshenvironments. Altivar Machine variablespeed drives conform to modular designstandards that allow for easy selection, fastcommissioning, and reduced installationtime. The ATV320 is available in bothcompact and book form factors that allowefficient space usage in various cabinetlayouts. Embedded safety functions - fromSTO and SIL3 PLe up to the mostdemanding functions - are compatible withsynchronous and servo motors. In additionto being PLCopen-compliant, the range iscompatible with the tested, validated, anddocumented architectures (TDVAs)provided by Schneider Electric's MachineStruxure™ solutions to reduce design andengineering time.
For further details, contact:Kaveri SenguptaSchneider ElectricT: +91 99 99 16 9286E: [email protected]: www.schneider-electric.com
���
���
Ultra Filtration System /Membrane System
Membrane technology is the latest andmost advanced separation technologiesavailable and used today. The mainadvantage of membrane technology is, itbrings separation without the use ofexpensive chemicals, minimal unavailablepower, no thermal energy requirementand uses the least floor space for saidapplication and proceeds in well definedprocess conditions.
It is termed membrane technology, asa membrane is used in each of theseprocesses. The principle of operation isvery simple. The membrane acts as a
Taste Enhancer forSavory Foods
BS International, offers from M C FoodSpecialty Inc. Japan - Ribotide[r] [I+G]E-627/ E 631 / E 635 [approved byFSSAI as taste enhancer],HVP & YeastextractRibot ide[r ] is very ef fect ive instantsoups, soup powder, Bouillons, sauces& dips, salad dressing, savory snackseasoning, meat & fish processing,culinary paste & many more. Ribotideis GRAS and approved in EU & USA
Ribot ide[ r ] is the popular cocrystalline product available in marketspace. Ribotide performance is higherand uniform in the all blends and is costsaving.
Hydro lyzed Vegetab le Prote ins[HVP] type Amiflex[r] JY, forms theback bone contour of tomato & masalaprofiles. HVP offered in different types,in term of specific amino acids whichare easy to use in blended seasoningand in MSG f ree rec ipes, savorysnacks seasoning, soups, bouillons &many other food applications.
Kohjin Life Science Japan, YeastExtract typeAromild[r] and Ajirex[r] -NHare made from Torula Yeast. Aromild[r]is high impact concentrated Y E withlong last ing UMAMI. A j i rex[ r ] -NHimprove mouth feel, creaminess andmask metall ic & unpleasant note ofPotassium chloride in low sodium salt.
For further details, contact:BS International25, Dalal Street, Das ChamberMumbai 400001(M.S.) IndiaT: 022-2267 3707 / 3686E: [email protected]: www.bsinternational.com
AltivarTM Machine ATV 320Variable Speed Drive
Both book and compact form factors areengineered for easy, cost-effectiveintegration with practically any machinelayout and for placement inside eithercabinets or machine frames. AltivarMachine variable speed drives enhancemotor control performance by reducingapplication task cycle time (1ms) insynchronous and asynchronous motors.
Bottle Protective Coating
Inside and outside the filling plant thereturnable bottles are exposed to scuffingthat impacts their shelf appeal and reducestheir lifetime cycles. Thanks to its uniqueprotective and masking technologiesARKEMA can help to optimize the bottlepool and save money through easy toimplement turnkey solutions.
Kercoat ARKEMA Protective coating. Itcan reduce the appearance of scuffing onthe bottles and therefore multiply theirlifetime cycles up to 3 times. Kercoat willhelp to cut the bottle pool total cost byaround 20%.
Opticoat ARKEMA Masking coating.Once scuffing is there it can be masked andimprove the shelf appeal of bottles so as tomake them perfectly acceptable forconsumers even after 30 cycles.
For further details, contact:Arun HastuArkema IndiaThe Ruby, Unit 4 NE 29, Senapati BapatMarg, Dadar (W) Mumbai-400028 (M.S.)IndiaM: 91-9769091631E: [email protected]: www.glasscoating-arkema.com

69 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICESspecific fi lter, allowing the definedmolecules passage, rejecting the rest.Accordingly, there are following types ofmembranes, Reverse Osmosis, NanoFiltration, Ultra Filtration and MicroFiltration.
Beta-Carotene
Divis Nutraceuticals is one of the world'sleading suppliers of carotenoids, vitaminsand other feed ingredients to the Pharma,Food and Feed Industries. Thecarotenoids are classified into � HumanNutrition & Health. � Animal Nutrition &Health.
Beta-carotene is one of a group ofred, orange, and yellow pigments calledcarotenoids.Beta-carotene is convertedto vitamin A, an essential nutrient. It hasantioxidant activity, which helps to protectcells from damage.
Beta-Carotene is available asSuspensions/solutions [Oil Basedformsused as coloring or fortifying agentin preparation of foods and dietaryingredients] Beta-Carotene 7%, 11%,22%, 25%, 30% It is also available as
���
Spray Drying Solutions
Drytech Processes (I) Pvt Ltd.A 22 yearyoung company specializesin the art ofspray drying and is Asia's largest spraydried Gum Arabic manufacturer. Itpossesses a basket of various productcategories such as Gum Arabic, fruit andvegetable powders, seasoningingredients, milk proteins/caseinates,natural colorants, fat powders, beveragewhitener, soluble dietary fiber, etc.
With its more than two decades ofexperience in manufacturing spray driedproducts, Drytech has establishedspecialty in spray drying 100% puretomato powder, orange powder and up to80% fat powder. Wecurrently hold acapacity of 18000MT per year.
With their cutting edge technology andstate of the art facilities they manufactureproducts with superior quality. Spraydrying facility consists of six spray dryers-including atomized disc and nozzle typedryers.
The company strives to expand itsrange of products and hence every year itadds on a new ingredient to their profileand help customers achieve cost benefitswith quality product.
Drytech with its well-equipped Qualityand RnD laboratory, technical know-howand customer understanding, has theability of delivering client's requirements.
They are the best co-partners for spraydrying and co-packing of infant and clinicalnutrition.
Their range of products serves varioussegments of the food industry such asflavor and flavor microencapsulation,beverages, confectionery, bakery, savory,infant and sports nutrition, etc.
For further details, contact:Drytech Processes (I) Pvt. Ltd.B-45, Girikunj Industrial EstateOff Mahakali Caves Road, Andheri (E)Mumbai - 400093 (M.S.) IndiaT: +91 22 26875361-64E: [email protected],W: www.drytechindia.com
Ultra Filtration System/Membrane System
Advancement in the membranetechnology coupled with the variety ofmaterials and configuration in availability,today membrane technology is competingeffectively or better to conventionaltechnologies.
Acmefil offers the entire range ofMembrane systems, used for producingprocess / potable water from ground,blackish, sea or waste water. Developingof specific applications like dye desalting,enzyme concentrations, extractconcentrations, pre-filtration of RO waters,ultra filtration of process liquids etc.
For further details, contact:Acmefil Engineering Systems Pvt. Ltd.Plot No. 535, Phase II, G.I.D.C, VatvaAhmedabad - 382 445, Gujarat, IndiaT: +91 79 25890722/25897872E: [email protected], [email protected]: www.acmefil.com
���
Powders [Dispersible grade forms areused as coloring in preparation of foods.Direct compressible grade forms are usedas dietary ingredient in preparation ofdietary supplements] Beta-Carotene 20%DC, 20% DC/AF, 20% DC/B, 10% DC,10% DC/AF, 10% DG, 10% DG/Q, 10%DG/F, 7.5 DC/AF, 5% SD, 1% SD, 1% SD/C Emulsions [Dispersible in water] Beta-Carotene 1%, 2%, 5%, 10% - Emulsions
It is used in Butter, Margarine, Fats,Oils, Cheese, Soft drinks, Ice cream,Yoghurts, Desserts, Flour and sugarconfectionery, Jell ies and DietarySupplements Health benefiting role ofbeta carotene are many Beta carotenehas powerful antioxidant function that helpthe body scavenge free radicals, andthereby l imiting damage to cellmembranes, DNA and protein structuresin the tissues. Research studies suggestthat dietary intake of foods high in ß-carotene has positive association withdecreased risk of cardio-vascular diseaseas well as oral cavity, and lung cancers.Upon conversion to vitamin-A, it performs allthe functions of vitamin A such as visualcycle, maintenance of epithelial functions,growth and development
For further details, contact:Divis Laboratories LimitedDivi Towers, 1-72 / 23 (P)/ DIVIS / 303,Cyber Hills, GachibowliHyderabad - 500032, Telangana, IndiaT: 040 23786400E: [email protected]: www.divisnutraceuticals.com
Agar Specialist
Marine Hydrocolloids is the largestproducer and exporter of Agar in Indiafor the las t 30 years su i tab le forConfect ionary and Dai ry ProudctsIndust r ies , P lant T isue Cul ture,Dehydrated Cul ture Media,Microbiology, Pharmaceutical, DentalCasting etc...
The company's main business is inAgar Agar, apart from culture mediaingredients, Agarose, Sodium Alginate,Carrageenan.
The company has ISO 9001 - 2008Certification, Halal, Kosher and in theprocess of ISO 22000 and its productsare exported to USA, UK, Europe, UAE,Middle - East and Africa.
Agar has been used for manycenturies as a high performance gellingagent. I ts abi l i ty to produce clear,colourless, odourless and natural gelsclear cut without the support of othercolloids has long been exploited by thefood industry, not only as a stabilizerand gel l ing agent but a lso in themanufacture of confectionary, glazingand icing coatings, piping jellies andmany other innovative products.
Apar t f rom i ts ab i l i ty to je l l i fyaqueous solutions and produce gelswithout the support of other agents,Agar Agar can also be used a safesource of dietary fibre since it is notdigestible by the human body.
Agar Agar food grade which is
���

70 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICES
Vitamin basedAntioxidants
Camlin Fine Sciences is a provider ofh igh-qual i ty she l f l i fe extens ionsolutions for the food, petfood, animalsnutrition and rendering industry. CFShas a g lobal exper t ise in theantioxidant industry and is a leadingintegrated manufacturer of XtendraTBHQ and BHA range Xtendra ASP,vitamin based antioxidant is highlypreferred in the manufacturing of infantformula.
Xtendra range of blends reduce oilabsorpt ion, rate of blackening andthickening, doubles rancimat hours ofoil and gives better shelf life to friedfoods. Increases Shelf life of bakeryproducts. Natural antioxidants helpfood stay fresh longer.
It is used in Vegetable Oils andFats, Margarine, Snack Foods, InstantNoodles, Bakery Shortening, AnimalFats, Processed Meats, Seasonings,Cosmet ics , In fant Formula,Pharmaceutical Applications, BakedFoods, Animal Nutrition, DehydratedPotatoes, Food Packaging.
NaSure, plant-based antioxidantproducts offers a natural alternative inshel f l i fe extens ions. Rosemaryext ract , Green Tea and MixedTocophero ls are just some of thenatura l a l ternat ives in she l f l i fe
������
Enzymes
Advanced Enzymes is a researchdriven company with global leadershipin manufactur ing of enzymes. Thecompany of fers a large var ie ty o fquality enzymes for food preparationf rom s ing le enzymes to b lend ofmultiple enzymes.
Enzymes for f ru i t & vegetab leprocessing help increase juice yields,get drier pomrace and improve overallprocessing economy. Enzymes alsohelp reduce v iscos i ty or improveconsistency.
The company of fers var ioussolutions as fol lowing:- � Faster &Efficient Juice Extraction from Apples& Pears � Clarification /Depectinizationof Ju ices � Macerat ion, ColourExt ract ion and Depect in izat ion ofGrapes, Berries & Beetroot � CloudStabi l i ty for Ci t rus Juices � Ju iceClarification of Stone & Tropical Fruits� Vegetable Juice & Oil Extraction� Fru i t & Vegetable F i rming� French Cider Product ion � De-Bittering of Fruit Juices � ImprovingThroughput and Membrane Cleaning.
The enzymes are used in variousindustries such as Baking, Brewing &Malting, Dairy & Cheese Processing,Fruit & Vegetable Processing, Oils &Fats Processing, Protein Modification,Starch & Gra in Process ing, WineProcess ing, Yeast Process ing,Speciality Application.
For further details, contact:Advanced Enzyme TechnologiesLtd.Sun Magnetica, 'A' Wing, 5th Floor,L IC Serv ice Road, Louiswadi ,Thane (W) - 400604, (M.S.) IndiaT: +91-22-4170 3200E: [email protected]: www.advancedenzymes.com
���
extensions. Rosemary extract, GreenTea and Mixed Tocopherols are justsome of the natural ingredients usedto encourage high antioxidant activity.The company complies with FCC andFAO specifications.
For further details, contact:Camlin Fine Sciences Ltd.F/11-12, WICEL, Opp. Seepz, CentralRd., Andheri (E), Mumbai - 400093,IndiaT: +91 22 6700 1000 Extn. 240, 241, 244W: www.camlinfs.com
commonly known as China Grass orGulaman Bar is used specially duringthe Ramzan season while breaking thefast, as this gives a very good coolingeffect on the body after the day - longfasting
This is used in making ice creamsmixes and milk shakes also. Agar isused as a th ickening agent in lowcalor ie marmalade, jam processedmeat products, bakery fillings, icings,prepared soups, ice creams, etc andas a gelation agent in doughnouts, lowcalorie marmalade, jam, jelly candy,fruit yoghurt, acidified creams, cheese,puddings, custard, flan, gelatin fruitdesserts, processed meat products,bakery fi l l ings, icings, whipped fruitpulp, etc.
For further details, contact:Marine HydrocolloidsCochin-682005, Kerala, IndiaT: +91 484 222724/2223703/2220802F: +91 484 222080E: [email protected]: www.indiaagar.com
Single Smart CameraPlatform for BarcodeReading
Microscan 's 30-years legacy ofinnovation has contributed much tothe histroy of auto ID and machinevision technology. Compact size, highper formance, ease of use, andscalabi l i ty have been the dr iv ingobjectives of Microscan engineering.This focus has yielded revolutions inthe mechanical design of scanners andcameras for small integration spaces.
With image capture and analysis asthe foundation for the majority oftoday's barcode reading and machinev is ion appl icat ions, Microscanengineers have looked to thecompany's existing camera platformsto develop the next all-in-one smartdevices. Microscan will leverage itslegacy of miniaturization, its leadershipin high-performance decoding andinspection tools, the configurability ofthe MicroHAWK Barcode Readerplatform, and the simplicity of theAutoVISION and WebLink userinterfaces to launch the future of smartcamera technology with a single,scalable camera suite.
Users will have the freedom to selectdevice hardware - including integratedlighting, high-performance X-modedecoding, sensor options, industrialIP-rated sealing, liquid lens autofocus,and Ethernet connectivity - withoutincreasing the camera's physicalfootprint. The cameras will also providesoftware options for barcode reading,Auto ID+, or complete machine vision,enabling a range of applications frombasic to complex. This architecturewill consolidate equipment, integrationspace, and operation for barcodereading and machine v is ion
applications, reducing the time and costrequired to source, install, and learnthe industry's most powerful tools. Theresult will be one incredible platformcapable of both auto ID and machinevision technology with a common fromfactor, performance level, and userexperience.
For further details, contact:Microscan ContactCorporate Headquarters, U.S.Shaina Wamer,Marketing Communicatons ManagerT: +1 425 203 4963E: [email protected]

71 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICESSpice Seasonings
Sonarome , an ISO-9001 cer t i f ied,Bangalore based company is one of theleading manufacturers of high qualityflavours and fragrances. The companyhas a complete range of f lavours,emulsions, concentrates, spray driedf lavours and seasonings for a l lapplications.
A seasoning is a blend of one ormore spices, spice extracts, spice oils,herbs. A seasoning is balanced with avariety of ingredients to enhance theproduct and eventual ly the pal le t .Creating a seasoning isn't as simple asblending spices together until a certaintaste profile is achieved. It involvesscience and art combined with yearsof experience to achieve the blendrequired for a particular product. Whiletaste is a critical success factor, thescience behind the creation is equallyimportant. Once the seasoning hasbeen mixed with the end product, itmust be able to withstand productionconditions, transit and stability duringi ts she l f l i fe . Sonarome has anextensive library of ethic as well asInternational profiles of seasonings fora myriad of applications.
They have � Clear Liquid Flavours� Emuls ion & Cloudy Products� Spray dried Flavours & ingredients� Natura l F lavours & SpiceSeasonings
For further details, contact:
Sonarome Pvt. Ltd.One Sonarome WayKAIDB Industrial Area, Doddaballapur,Bangalore - 561203, Karnataka, IndiaT: 080-30902200,E: [email protected]: www.sonarome.com
���
Portable LoggingMultiparameter Meter
Hanna Inst ruments has recent lyreleased HI98194 with new innovativefeatures. The HI98194 is a waterproofportable logging multiparameter meterthat moni tors most impor tantwater quality parameters like pH, mV,ORP, EC, TDS, Resistivity, Salinity,Seawater σ, DO, Atmospheric Pressure,Temperature. This meter has digitalprobe which directly measure pH, EC,TDS and then meter calculate otherparameters . The probe t ransmi tsreadings digitally to the meter, where
Flavours & Fragrances
Ultra International Limited established in1989 are reputed manufacturers of FoodFlavours, Fragrances, Essential Oils andPerfumery Compounds. It isinternationally renowned for itsinnovative approach to meet customerexpectation. The professionals of thecompany, design and develop intricateand complex Flavours using EssentialOils, Aroma Chemicals, specialtyproducts, Essences & Distillates.
They have a highly equipped flavour& fragrance R&D laboratory with trained& experienced personnel to develop newproducts. The laboratory is approved byDSIR, Ministry of Science & Technology,Government of India. Quality is anintegral and vital part of Ultra Internationalwith their finished products meetinginternational Accepted Standards - ISO9001:2000 & 140001:2004 Certification.
"Ultra" is in an enviable position ofbeing a market leader in the developmentof basic ingredients used in all Flavourswhich allows their team of Flavorists tocreate a wide range of unique flavoursat competitive prices.
For further details, contact:Ultra International Ltd.304, AVG Bhawan, M-3, ConnaughtCircus, New Delhi 110001, IndiaT: 011-41517010/0120-4388500,E: [email protected],W: www.ultrainternational.com
data points can be displayed andlogged. The complete system is simpleto setup and easy to use. The HI98194is suppl ied wi th a l l necessaryaccessories and packaged in a durablecarrying case.
Features:The HI98194 features a backlit graphicLCD with on-screen help and thecapabi l i ty to display up to twelveparameters simultaneously. The meteris enclosed in an IP67 rated waterproofcasing and can withstand immersion inwater at a depth of 1 m for up to 30minutes. The HI7698194 probe featuresa Quick Connect DIN connector thatmakes a waterproof connection withthe meter . The probe and meterautomatically recognize the sensorsthat are connected. In tegratedtemperature sensor a l lows forautomatic temperature compensationof pH, conductivity, and dissolvedoxygen measurements. The meterfeatures a built-in barometer with user-selectable units for dissolved oxygenpressure compensat ion.QuickCalibration provides a speedy, singlepoint calibration for pH, conductivity,and dissolved oxygen. The HI98194meter, probe, and all accessories aresupplied in a rugged carrying casedesigned to provide years of use.
For further details, contact:Hanna Equipments (India) Pvt. Ltd.Office No. 3/4/5/6, AumSai Building,Plot No. 23 C, Sector 7, Kharghar, NaviMumbai, Maharastra - 410 210T: +91-22-27746554 / 55 / 56F: +91-22-27746557E: [email protected]: www.hannaindia.in
HI-98194-Multiparameter-Portable Meter
���
Expanded Snack Foods
Foram Foods, since the last 12 years,manufactures Directly Expanded SnackFoods on fully automatic AmericanExtrusion Lines, untouched by hand, ina variety of shapes like Corn Balls,Curls, Rings, Sticks, Kurkure which arefast moving products in the market.
Good news for all namkeen manu-facturers to avail these unflavoredexpanded crisp material in bulk and bysimple process of flavoring make crispyReady-To-Eat Snacks. The fast movingCheese Balls, Onion Rings, MasalaLoops, can be made and marketed inlocal areas with handsome profits withlow investment. By reducing moisturecontent and flavoring in coating pan,gives high value addition to the product.Major namkeen manufacturers l ikeMota's Garden, Chheda, A-1 Wafers,Ronak, Mousmi, Asian, Gala etc., andmany namkeen makers in western andsouthern India are making these value

72 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICES
���
Hi-Tech Swing Tray Oven
AG Industries a top brand in the Bakery& Food Services industry manufacturesworld class bakery equipment, tunnelbread cooling system etc. Among therange of products offered by AGIndustries is the Hi-Tech Swing TrayOven which is their own patented product(Patented Pending), designed by in-house engineers and fabricated byskilled labors, which has an upper edgeon other Swing Tray Ovens due to its fuelefficiency, higher capacity and drasticimprovement in the product's texture andcrumb color. These ovens are availableonly in higher capacities from 45,000 to80,000 SL of 400 gms per day.
Hi-Tech Swing Tray Oven
UV Sterilization Systems
Hitech Ultraviolet Private Limited are anISO 9001:2008 accredited company.
The Ultraviolet Water/Air DisinfectionSystems come in many varieties:1. UV System Quartz BaseIn Quartz UV System, UV Lamp coveredwith quartz glass that is submerged in thewater. Water comes from inlet, flows overthe quartz glass tube and goes out. In theprocess ultraviolet rays pass throughwater and disinfect it. The flow ratementioned against each Unit could beenhanced by 20% if the feed water isclear and/or treated by RO/DM.2. UV System Teflon BaseIn Teflon based UV System, Water flowsthrough Teflon tubes and lamps areplaced beside Teflon tubes. Advanced
added Ready- to-Eat snacks andmarketing as their own brands.
Extruded and expanded Corn Puffs& Rice products are made in IITSTmode, where by it retains its nutritionalvalues. Hygienic surrounding andpacking gives shelf life of four monthsto the unflavored material.
For further details, contact:Foram Foods Pvt. Ltd.8, Amar Industr ial Estate, NavgharRoad Behind Shilpa Hotel, Bhayander(E) Mumbai-401105 (M.S.) IndiaT: 022-28043200/28149250E: [email protected], [email protected], [email protected]
Hi-Tech Swing Tray Oven is equippedwith a high-pressure Oil / Gas burnerautomatically controlled by a digitaltemperature controller and timer. Duringbaking a good quantity of moistureremains in baking chamber to giveexcellent f inish to the product. Ourprofessionals on standard parameters aswell as on the customer specificationsdesign these hi-tech swing tray ovens.These swing trays are manufacturedusing raw materials procured from trustedsources, by highly skilled workforce and
professionals in state of the artmanufacturing units. Hi-Tech Swing TrayOvens are preferred over the traditionalovens due to its fuel efficiency, highercapacity, yeast saving and betteroutcome in texture and crumb color.These require low maintenance and caneasily withstand heavy duty.
It has robust construction withmaximum insulation. Various capacityfrom 45,000 SL to 80,000 SL of 400 gmseach per day ( 24 hours working).Oven chain can be hand-cranked in anemergency. Scientifically built to ensureeven spread of heat across the oven forproper cooking.
For further details, contact:A.G. IndustriesH-240, Sector-2, DSIIDC Industrial AreaBawana New Delhi-110039, IndiaM: +91 9868811577, 9350255061E: [email protected]: www.agindustries.in
California Walnuts
Walnut consumption is signif icantlyincreasing in India. California Walnutsprovide the perfect opportunity for Indiandry fruit trade to expand their productportfolio and fulfill the needs of Indianconsumer.
California Walnuts
���
� Accounts for 99% of the commercialUS supply and 2/3rd of world trade.
� Known worldwide for their excellentquality.
� Grown, harvested and processedfollowing strict Federal and State foodsafety regulations with f inishedproduct often exceeding qualitystandards set by USDA.
For further details, contact:California Walnut Commission651 Pace City-II, Sector 37Gurgaon (HR) 122004 IndiaT: +91(124) 434-4500F: +91(124) 434-4501E: [email protected]: www.californiawalnuts.in
Quartz based UV System
Teflon tubing is excellent, ruggedtransmitter of UV l ight. Teflon hasdistinctive characteristics such as non-wetting, non-fouling, high temperature/high pressure resistance, retention ofnatural minerals of water etc.3. UV Intensity Monitor'Hitech' offers a wide assortment of UVIntensity Monitors that is designed usingquality raw material.4. UV Air PurifierUV Air Purifiers literally sterilize microorganism. UVC reduces or eliminatesgerms such as Mold, Viruses, Bacteriaand Fungi.5. Micron FiltersThey are one of the leadingmanufacturers of high quality MicronFilters, which can be used to f i l tersuspended impurities, colloidal matter,chlorine traces, sand particles etc.6. UV System AccessoriesThey are one of the prominentmanufacturer and supplier of accessorieswhich are used in various applications:Such as electronic ballast, high qualityUV lamp holders, wide range of filtercartridges, import different type of lampslike Single Pin, Bi Pin, Medium Bi Pin,

73 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICES
���
Four Pin, at wavelength of 185nm, 254nmwavelength as also high output UV lamps.Vast arrays of quartz sleeves areavailable in various diameter and lengths.
For further details, contact:Hitech Ultraviolet Pvt. Ltd.35, Grace Plaza, S. V. RoadJogeshwari (W), Mumbai - 400102(M.S.) IndiaT: 022-26794327 /4611 / 0610F: 022-26794337E: [email protected]: www.hitechuv.com
UHT Steriliser andAseptic Pouch FillingMachine
Goma, an ISO 9001 engineeringcompany has more than 25 yearsexperience in designing, manufacturing,execution of projects on Turnkey basisfor Milk, Yoghurt, Flavoured Milk,Cheese, Butter, Ghee, Ice-creamprojects. Goma has successfullyexecuted Dairy & Fruit Juice plants inIndia and abroad on Turnkey Basis.Goma has ventured into UHT Sterilisationfor Milk, Flavoured Milk, Drinking Yoghurt& Juices. The UHT steriliser is suppliedin technical collaboration with renownedinternational company.
The UHT sterilization is the processof heating the product upto 138-140°CSterilsation is that the original flavour,texture and nutrients contents arepreserved because of rapid heating andcooling.
UHT Steriliser
The Aseptic Filling machine is used tofill sterilized products like Milk, FlavouredMilk, Drinking Yoghurt, Juices, etc., inpouches/pillow/brick for long shelf life of30-180 days at ambient temperature. Inconventional method pasteurised milk ispacked and stored under refrigeratedconditions before consumption which hasshelf life of 3-4 days.
Aseptic Plastic Pouch Filling Machine
���
���
Natural Food Colors
With VarnaColor®, ITC Colors offers clientsa modern palette of colours that are custom-tailored to sophisticated consumers. TheVarnaColor® spectrum makes food lookappetizing, fresh and unmistakable, givingyour product that certain something.VarnaColor® colors emphasise each food'sflavour and character: a Cherry- flavouredwine gum can be a brilliantly tantalizingred. Bourbon vanilla ice cream has exactlythe right subtle shade of yellow. And orangesoda not only tastes of orange, it looks likeit too. VarnaColor® can be used to pep upcolors which have faded during production.
VarnaColor® feature two kinds ofproducts :� VarnaColor® concentrated colors
which occur in nature-authentic colors
for delicious products.� VarnaColor® coloring foods - all natural
and labelling friendly.VarnaColor® has many products which
are obtained from plants. One example ischlorophyll, while other substances suchas carmine also have natural origins. Asthe name suggests, VarnaColor® colorsare either derived from nature or syntheticbut share the molecular structure of naturalcolors.
VarnaColor® coloring food are juices,juice concentrates and extracts from fruitsand plants which tint and dye food. Thesematerials can be obtained directly fromnature itself: from grape, hibiscus, bellpepper, beet root and other plants. The keyadvantage for manufacturers is that coloringfood can be listed as an ingredient used forcoloring, not an additive with an E-number,and there are no restrictions on maximumquantities used. The labeling advantagesVarnaColor® coloring food makes them theperfect choice for products whichemphasize naturalness. They are ideal forcoloring beverages, candy, dairy products& ice cream.
For further details, contact:ITC Colors150/151 Reay Road (West)Mumbai-400033. (M.S.) IndiaT: +91 22 2371 6845E: [email protected],W: www.itc-colors.com
With Aseptic Plastic Pouch Fillingmachine, sterilized product is filled atambient temperature under asepticcondition at 25-30°C in plastic pouchesof 3/5 layers coextruded film. This givesshelf life of 30-45 days for a 3 layer filmand 60-90 days for a 5 layer film. Theproduct can be kept under normal roomtemperature and requires no coldtransport and storage.
Goma's Aseptic Plastic Pouch FillingMachine is a high speed machine whichis operated automatically through a PLC.The machine is double head andsterilization of the film is done by H202(Hydrogen Peroxide and UV Treatment).It is under posit ive air pressure tomaintain aseptic conditions within themachine. The machine is provided withinbuilt CIP system.
For further details, contact:Goma Engineering Pvt. Ltd.L.B.S. Marg, MajiwadaThane 400601 (M.S.) IndiaT: 022-41614161/21731800E: [email protected],[email protected]: www.goma.co.in
Sterilization Technology
Steilization technology has been servingtwo main purposes for a long period oftime: food preservation for an extendedshelf-life and food safety effects byeliminating potential food poisoning agents,moreover it has made products morepalatable and appetizing keepingorganoleptic properties of sterilized foodunchanged.
Food industry has shown through timean evolution of this technology: startingfrom tin canned food, 'till sterilization appliedto ready meals. This latter applicationhelped improving food quality, bringingpalatable and natural food to your tables byeliminating food preservatives and thusreducing food acidification, making anydish easy to eat and to preserve, sincesterilized ready meals do not require anycold chain distribution.
The improved food processingtechnology and further developments inheat treating machineries for the foodindustry allow nowadays to reducesterilization and pasteurization times to theminimum.

74 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICES
���
Polymer Sprockets & Gears
Industrial ConveyorSystem Parts &Components
Ultra Plast Chainbelts Pvt. Ltd. offers awide range of Engineering Grade Plasticsfor demanding Industrial applications.
Advanced Polymers are successfullyreplacing traditional metallic componentsdue to their superior characteristics.
Ultraplast distributes top-of-the-lineEuropean make Stainless Steel andPolyacetal Slat Chains. Applications includetransporation of glass bottle, PET bottles,HDPE containers, tetra packs, cans etc. insoft drink and juice bottling plants,breweries, distilleries, cosmetics.
The company also has a wide range ofready to use Moulded as well as MachinedSprockets for Slat Chains or Roller Chainsin different designs, sizes and materialssuitable for diverse chain types andapplications.
Plastic modular belts are made ofstandard plastic modules of varyingwidths. These modules are held togetherby plastic hinge rods. The zig-zag patternin which the modules are assembled offersgreat strength to the belt structure. Thesebelts can be assembled to virtually anywidth and length and are driven by"engaged" sprockets, eliminating the needfor constant tracking.
They offer a comprehensive range ofstandard conveyor accessories includingside brackets, rod and railing clamps,Idler Rollers, Pedestal Base Stands-Tripod and Bipod, Adjustable Leg Pads,Hinges and Handles for enclosures etc.
To offer better alternatives toconventional materials; they provideprecision machined Polymer componentsas per client's technical drawings. Thisvalue addition can be taken up fromconceptual design to the finishedcomponent stage as an added service.
For further details, contact:UltraPlast Chainbelts Pvt. Ltd.81 New DLF Industrial Area, Faridabad121003, Haryana, IndiaT: +91 129 4113186/87E: [email protected], [email protected]: www.ultraplasindia.com www.ultraplast.in
Cocoa Powder
Jindal Cocoa offers a large range ofcocoa powders for usage in a variety offood products, as below: -NATURAL:-Natural Processed cocoa powders havea yellowish-brown color and apronounced chocolate flavor, with somefruity notes. Natural cocoa powders areused in applications l ike compoundcoatings, bakery products, spreads,syrups, fudges, frostings, toppings,creams and chocolate confectionery.LIGHT ALKALIZED:-Lightly alkalized cocoa powders have alight brown color and a mild chocolateflavor. Lightly alkalized cocoa powder isused in hot chocolate drinks, breakfastcocoa, instant drink mixes, compoundcoatings, pastes, syrups, pudding and icecream powders, and ice creams; dairyproducts l ike devil ’s food cake andbrownies; and cereal.MEDIUM ALKALIZED:-Medium Alkalized cocoa powders havea brown color and a mild to full cocoaflavour. The main applicationsfor mediumalkalized cocoa products are dairyproducts like mousses, chocolate milks,and puddings; dairy mixes, icecreams,syrups, toppings, frostings, fudges,pastes, chocolate confectionery, bakeryproducts, and mixes.RED ALKALIZED:-Red Alkalized cocoa powders have adeep red colour and an intense and fullbodied cocoa flavour. They find theirapplications in dairy products l ikechocolate milks, puddings, and Icecreams; toppings, syrups, frostings,cereal, and various bakery products.DARK RED:-Dark red cocoa powders have a dark redcolor and a strong cocoa flavour. Themain applications are cakes, variousbaking products, breakfast cereals, etc.
For further details, contact:Jindal Drugs Ltd.Bhaktawar, 6th Floor, B&C, 299,Nariman PointMumbai 400 021 (M.S.) IndiaT: 022-40009000/40009029E: [email protected]: www.jindalcocoa.com
Tubular Drag ChainConveyors
Cybernetik Technologies offers state-of-the-art solutions to meet materialhandling requirements of the food
���
Improvements in food packagingbrought enormous advantages to marketingand production.
Levati Food Tech was established 1966as a manufacturer of food processingsystems. Thanks to its world leadingposition in innovation, design,manufacturing and supply of sterilizationretorts and handling equipment thecompany can offer tailor made solutions.
Levati Food Tech studies effectivesolutions, capable of offering quality, test-retest reliability of food processing, flexibilityand production efficiency.
Levati's Prima retorts allow customersto choose the best heat treating technology(pasteurization or sterilization) to suitproduct/food package to be sterilized. Justone machine can sterilize any type of foodcontainer: cans, glass jars, pouches andtrays: one solution that covers the entirepackaging spectrum.
The expansion in packaging variety andthe high turnover of flexible food containersused by company's customers has leadLevati Food Tech to study the most suitablesolution to manage crate loading/unloadingwith a single machine.
Levati Food Tech history demonstratesthat this is a solution manufacturer: nomatter what packaged food you need tosterilize, they have the solution.
For further details, contact:Parle Global Technologies Pvt. Ltd.Shripal Industrial Estate, Bldg. no.3 WingA, Waliv Road, Vasai (East) Dist. Thane401208 (M.S.) IndiaT: +91-250 6632222E: [email protected]: www.parleglobal.com

75 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICESindustry. They offer complete turnkeysystems for material receiving andfeeding, storage and removal, conveying,packaing, CIP/SIP and end-of-l inerobotics. Cybernetik adheres to highquality and international safety standardswhile delivering products in a time boundmanner with strong after sales supportglobally.
Tubular Drag Chain Conveyors byCybernetik are ideal for conveying widerange of materials. The conveyor cantransport material vertically or horizontallyover long distances. They are built basedon the flow rate requirements and can beused in many industries such aspharmaceuticals, chemicals, food etc.The design of the conveyor is modularand can be adapted based on the layoutof the plant. Cybernetik technologies hasa pilot plant of the tubular drag chainconveyor in Pune, India where trails withbulk material can be conducted to provethe system's capabil i t ies andeffectiveness.
The tubular drag chain conveyor usesstandard pipe sizes which makes itsreplacement easy. The disks can beindividually replaced due to their modulardesign and can be manufactured with
food grade PTFE. The conveyor pipescan be made in carbon steel or SS304 orSS316 (stainless steel) in case of foodgrade or pharmaceutical graderequirements. The chain used is standardround steel chain, either Carbon steel orSS 304/316.
Tubular Drag Chain Conveyors
They offer Industrial SegmentSolutions to Processed Food andSnacks, Chocolates and Biscuits, Spices,Logistic Conveying Solutions, PackagingSolutoins (i) Fully automatic bag fillingand packing lines. (i i) Robotic bag/carbon/pouch palletizing.
For further details, contact:Cybernetik Technologies Pvt. Ltd.Gat No. 365, Opp. Indo-GermanTechnology Park, Urawade, Mutha RoadPune - 412 108, (M.S.) IndiaT: +91 20 6790 9600E: [email protected]: www.cybernetik.com
���
Smart Dosing Stations
Grundfos Pump offers Dosing Station forall water treatment needs. The completechemical injection systems are designedto make dosing technology available as acomplete package with all necessarypipework, valves and dosing pumps. Withmore than 30 years of experience indesigning and fabricating chemical dosingskids, they can deliver standardisedpackaged systems or build customsystems to individual specifications.
Applications areas: Water treatmentplants, Cooling towers, CIP systems,Softener plant and Drinking water.

76 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICES
���
���
Ice Cream Ingredients
The brand of "Nitin" is renowned in theice cream Industry for its unmatchablequality of Butterscotch Nuts, which isr ich wi th cashew and a l l natura lproducts where no flavour and colouris added maintaining the natural tasteof cashew chikki.
The house of Nit in ’s a lso havepremium range of Stab i l izers forMi lkbased Ice cream and FrozenDesserts known as Snow Stab, whichis a blend of premium Raw Materials.
Recently launched is a ready to useWaff le Cone Mix with no hassle ofadding oil separately. They have alsoin t roduced Eggless Specia l i ty o fBelgian Waffle with variety of toppings.They have now introduced ChocolateSyrup, Crepe and Pan Cake Mix.
The other range of products areSnow Lolly Stab, Kulfi Stab, RippleStab, Special Stab for Juices & Jellies.
The other products offered by thecompany are O Sodium CMC O SodiumAlginate O Gum Carrageenan O GumXanthan O Pectin O Locust Bean GumO Agar Agar O Gum Guar O GlycerolMono Stearate O MCCP O B lackCurrant Fruit O Hazel Nut Fruit O CutAnjeer O Cocoa Powder.Their other SpecialitiesO Snow Lolly Stab for Ice/Water LollyO Ripple Stab O Thick Shake StabO Kulfi Stabilizer O Chocolate plain/dark O Chocopaste milk O FlavouredPaste O Chocodip.
Parlour SpecialitesO Wheat Crisp O Rice Crisp O GulabPatti
For further details, contact:Harsha EnterprisesNitin Chemicals8, Biradar Manzil, S. S. Wagh Road,Naigaon Dadar (East),Mumbai 400014, (M.S.) IndiaT: 022-24149758 / 24114143T/F: 022-24186796E: [email protected], sales @nitinchemicals.comW: www.nitinchemicals.com
���
Manifold Valve
Inoxpa is a Spanish mul t inat ionalcompany pioneered in manufacturingof world class equipment for the Food,Beverage, Dai ry , Pharmaceut ica l ,Cosmetic and Wine-making industries,offering the best quality equipmentsince 1972.
Manifolds of the Inoxpa valves allowto centralize the functions of one orvar ious tanks in a modular way,enhancing the efficiency of the systemand control over the process. Manifoldis an automated al ternat ive to thef lex ib le hoses and the f low d iver tpanels with changeover bends. Theautomation of the operation results insafety, flexibility and it will pay off itscost very fast.
One manifold appl ied to variouslines allows cleaning of one tank whilethe other is being fi l led or emptiedprevent ing any r isk o f productcontaminat ion. Th is so lu t ion hasapplications in the food-processingindustry, for example in production ofdairy-products, juices, in breweries, aswel l as in the wine product ionindustries.
Inoxpa is a global leader in themanufacture and sale of sta in lesssteel process components and fluidhandl ing equipment: mix ing skids,CIP skids, product recovery systems,pasteur izers , mani fo lds, processautomat ion, pumps, ag i ta tors ,blenders, mixers, valves, and fittings.
For further details, contact:Inoxpa India Pvt. Ltd.S. No. 83, Hissa No: 2/6/A, AnantIndust r ia l Estate, Shivane, Pune-411023. (M.S.) IndiaT: 020-64705492E: [email protected]: www.inoxpa.in
Smart Dosing Stations
Rotary Spray Balls
Tank cleaning device is self rotating sprayballs that cleans the Tank internals fromsmall vessels to large vessels. The SaniNano / Sani Moto are driven by thecleaning fluid which is spread out in cutsthrough knives in uniform pattern so thatall the surfaces are being washed by thepowerful jet. Two of these cuts aredisplaced from the centre line whichprovides the necessary reaction force torotate. The Optimal pressure is 2 Kg/cm2
equivalent to normal CIP Pressure.
Spray Balls
Key FeaturesFlexibility by design, Compact unit, Readyto use station, Custom choice of materialof construction for tank, pipes and fittings,etc., Highly consistent pump with inbuiltunique features, Versatile for changingpump models in dosing tank station,Electric stirrer with level switch for dryrunning protection, Flexible controloptions to integrate in to your process.
For further details, contact:Grundfos Pumps India Private Ltd.118 Rajiv Gandhi Salai, ThoraipakkamChennai 600 097 (T.N.) IndiaT: +91 44 45966800T/F: 1800 345 4555E: [email protected]: http://.in.grundfos.com/
Application� CIP Application � Breweries� Pharmaceuticals � Dairy processing� Chemical Industries
Installation� Effective cleaning radius may varywith sticky nature of product with Vesselsurface. � Require to install in verticalposition. � Operating pressure andflow rate should be available at inletconnection. � For bigger size tank, twoor three may be more advantageous.
For further details, contact:Parksan Filters Pvt. Ltd.# 4 Vora Industrial Estate No.- 3Navghar, Vasai Road (E) Dist. Thane401210 (M.S.) IndiaT: 0250-2391904, M: 9833883114E: [email protected] [email protected]: www.parksanfilters.com
77 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICESNatural Food Colours & Flavours
Vinayak Ingredients (India) Pvt. Ltd. is here to form aprofessional partnership which ensures the very best technicalsolutions, consulting and providing customers the safe & naturalfood made from their Natural Food Colours & Flavours. Theirfocus is to help clients develop naturally appealing productswhich will move the brand ahead.
Give customer a gift this summer. Prepare Ice-creams,beverages, dairy products with natural appealing colours.ECOCOL is available in all the colors one can think of, enablingyou to create a wide collection of colored and safe products foreveryone to enjoy. Using natural colors & flavors will help keeploved ones safe while allowing everyone to enjoy the food ofthe season without the need to take lots of unwanted sugarsand artificial colors. Using natural colors and sweeteners canhelp to avoid artificial alternatives. Instead of gulping down acup of sugar & artificial alternatives, you will be able to takenatural flavors and colors that will not play havoc with yourbody.
For further details, contact:Vinayak Ingredients (India) Pvt. Ltd.Unit No. 116, 1st Flr., Cama Indl.Estate, Sun Mill Compound,Lower Parel (W) Mumbai-400013 (M.S.) IndiaT: 022-40560400, M: 022-40560404E: [email protected]: www.vinayakcorporation.com
���
Food Colours & Chemicals
Neelikon Food Dyes and Chemicals Ltd. manufactures dyesfrom its plant in Roha - 120 km from Bombay City and managesits business from its head office in Bombay, India. It is amongthe leading food dye and colour companies in the world withmost of its production exported worldwide.
At Neelikon, Research & Development is a continuousprocess, for better quality and a wider product range. The R&Ddrive at Neelikon has borne rich fruits. It has enabled Neelikonto become the only Indian dyestuff manufacturer with the abilityto make all the colours which have been included in theEuropean Colour (EC) Legislation.
Neelikon has also made the quantum leap in becoming amajor producer of Aluminium Lakes and FDA (USA) certifiedFD&C and D&C colours. It is one of the few companies outsideof America that produces food, pharmaceutical and cosmeticdyes that meet the regulations laid down by the US FDA.
Neelikon manufactures and markets a wide range of high-quality water-soluble colours under the brand name'NEELICOL'. These Colours meet the regulatory requirementslaid down by the EC Food Colour Legislation. Apart from thesimple AZO colours, Neelikon now includes in its portfolio, suchcomplex water-soluble dyes as Black PN, Brilliant Blue FCF,Brown HT, Green S, Patent Blue V, Quinoline Yellow, Red 2G,etc. In addition, innumerable shades of water-soluble foodcolour blends are also available.
Neelikon markets an extensive range of FD&C and D&CColours under the brand name 'NEELICERT', e.g. FD&C BlueI, FD&C Green 3, D&C Green 5, D&C Green 6, D&C Green 8,D&C Red 28, D&C Red 30, D&C Red 33, D&C Yellow 10, etc.Neelikon has long since been exporting its FD&C and D&CColours around the globe.
PRODUCTS & SERVICES
Contact :M K INGREDIENTS& SPECIALITIES /
PRIYANKA PHARMA(CELEBRATING 15 YEARS OF
BEING IN BUSINESS)
ATTENTION ! Now CompleteSourcing Solutions Under
One Roof !! Food, Bakery, Bread, Cake, Biscuits, Dairy,
Icecream, Beverages, Beer,Confectioneries, Flavours, Seasoning,
Fortification & Culinary IndustriesWe Represent:-� CORBION PURAC - THE NETHERLANDS
Lactic Acid, Lactic Acid Heat Stable (HS), Sodium Lactate, Buffered LacticAcid, Lactic Acid Powder, Calcium Lactate Pentahydrate Powder, EthylLactate, Purac CL (Buffers of Citric & Lactic), (Buffers of Citric, Lactic &Malic)
� DSM ENZYMES FOR BAKERY – Biscuit, White & Brown Bread,Pav, Bun, Cakes, Rusk, Bread Improvers Alpha Amylase, Hemicellulase,Glucose Oxidase, Lipase, Xylanase, Protease, Phospholipase, & Functional
� DSM DAIRY CULTURES & ENZYMES - For Cheese, Dahi, Yogurt,Lassi, Buttermilk, Probiotic Dahi, & Shrikhand
� M/S. KRONOS, GERMANY - Titanium Dioxide Food Grade (HACCPCertified) for whitening application. Titanium Dioxide (Technial Grade)for Cosmetics, Personal Care, Oral Care, Paints etc.
� MARCEL, PHILIPPINES - Carrageenan, Blends for Jellies, DairyDessert, Ice-creams, Pudding, Milk Shake
� TROPICAL CERAS DO BRASIL, BRAZIL - Carnauba Wax Micronisedfor shining agent of coating
� LANXESS, GERMANY - Triacetin (Food Grade) - Used as Lubricant inFoods & Flavours. Bayferrox (Synthetic Iron Oxide Pigments) for the PaintIndustry
We Also Offer:-� Vanillin & Ethyl Vanillin of Make SOLVAY SPECIALITY (FORMERLY
RHODIA) - SINGAPORE� Lime Oil, Lemon Oil, Methional, Methionol, Butyl Butyryl Lactate,
Juniperberry Oil, Sinensal, Sabinene, Cognac Oil Green, Ocimene, Trans-2-Hexenoic Acid, Tangerine Oil, Natural Essential Oils and Lactones ofMake R C TREATT, UK.
� Frescolat - ML, MGA (Menthyl Lactate), Aldehyde C-18, Allyl Caproateand Lactones of Make SYMRISE, GMBH (Formerly H & R, Germany)
� SWEETENERS: Acesulfame K, Aspartame, Xylitol, Sucralose, FOS -Fructo Oligo Saccharide.
� AROMATIC CHEMICALS2-3-5-Trimethylpyrazine, 2-3-Pentanedione, 2-Acetyl Pyrazine, Sulfurol,Orange Oil 5/10/20 (Folded), Mandarin Oil Single/5 fold, Grape Fruit Oil,Natural Valencene, Orange Aldehyde/Carbonyl/Sweetie, PADMA, Diacetyl,Propylidene Phthalide, Exothiane, Trans-2-Hexenal, Trans-2-Hexenol,Ethyl-2-Methyl Butyrate, Tolu Balsam, Peru Balsam, Nutmeg Oil,Rosemary Oil, Cajuput Oil, Lime Oil, L-Carvone, Coffee Extract etc.
� ESSENTIAL OILS: Aniseed Oil, Eucalyptus Oil, Eucalyptol, OrangeOil-Brazil and its Folds, Orange Terpene, Lemon Oil & its Folds, LemonTerpene, Lime Terpene, Buchu Leaf Oil, Bergomat Oil.
� OTHER FOOD INGREDIENTS: DL Tartaric Acid, Malic Acid, SavouryFlavours, Seasonings, Citric Acid, Sodium Citrate, Potassium Sorbate,Sorbic Acid, Honey, Black Current Absolute(P&B), Pyrazines, Thiazoles,Furaneol, Maltol, Ethyl Maltol, Cumminic Aldehyde, Shellac, XanthanGum, Guar Gum, LBG, Polysorbate, HPMC, Soya Lecithin, Soda BiCarbonate, Sodium Alginate, Sodium Benzoate, Sodium CMC, SSL, GMS,Surfurol, Cocoa Powder, Cocoa Extract Powder, PGPR, Tween 60/80,Ascorbic Acid, Customised Vitamin & Mineral Premixes
109-D, Gala No 4, Mahindra Indl. Premises,Next to V.V.F. Ltd., Sion (E), Mumbai - 400 022
Tel: 22-24091833 / 24093210 / 24016753 / 24017520 Fax: 91-22-24082703
Email: [email protected], [email protected] Visit us at - www.mkingredients.com
Ingredients & Specialities

78 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
PRODUCTS & SERVICESMost of the water-soluble colours
manufactured by Neelikon are alsoavailable in a granular form.'NEELIGRAN' is environmentally friendlyand helps reduce dusting, significantly.
Neelikon offers innumerable shadesand strengths of Aluminium Lakes, madefrom primary and blended food colours.Aluminium Lakes are produced by theabsorption of water-soluble dye onHydrated Aluminium Substrate, renderingthe colour insoluble in water. The endproduct is coloured either by thedispersion of the Lake into the product orby coating it on the surface of the product.'NEELILAKES' offers extremely highcolour-value by ensuring minimumparticle-size with minimum degree ofvariance in shade or strength.
For further details, contact:
Neelikon Food Dyes & Chemicals Ltd.D-8, Everest, 5th Floor, PanditM. M. Malaviya Marg, Tardeo CircleMumbai 400034 (M.S.) IndiaT: 022-23524806/66627225F: 022-40179292E: [email protected]: www.neelikon.com
���
Spices & Seasoning
Satvam Nutrifoods Ltd. offers variety ofspices and seasoning. They are the firstcompany that has brought CryogenicGrinding Technology in India. Thistechnology helps to preserve the naturalcomponents and aroma of their spiceswhich would have been lost in the courseof normal grinding.
They offer � Basic Spices � PremiumSpices � Seasoning Products� Customised Spice mixtures.
For further details, contact:Satvam Nutrifoods Ltd.A-203, Ganesh Meridian, Opp. GujaratHigh Court, S. S. Highway Ahmedabad-380061, Gujarat IndiaT: 91 79 40394252/53M: 9 9879105434E: [email protected]: www.satvamnutrifood.com
���
Food Ingredients
Anshul Life Sciences offers Best-In-ClassIngredients, Innovative concepts, Tailor-made solutions & Customer friendlyTechnical services for the Food & Nutrition,Pharmaceutical, Personal Care,Agrochemical, Breweries, and Textileindustries.
F&N product portfolio involves, Solutionsfor the Bakery & Confectionery Industry,Health & Nutrition Industry and Food andBeverage Industry.
For further details, contact:Anshul Life SciencesJadgamba House, 4th Floor, Perubaug,Goregaon (East), Mumbai 400 063 (M.S.)IndiaT: +91-22-26865566-70E: [email protected]: www.anshulindia.com
Ultimate Frying Oil
Adani Wilmar Limited (AWL), a Rs. 14,000crore company; is a joint venture betweentwo global corporations: The Adani Groupof India - the leaders in international tradingand private infrastructure, and The Wilmar
���
International Limited of Singapore - agri-business group and leading merchandiser/ processor of edible oils.
Adani Wilmar Limited presents Fryola-the ultimate frying oil especially made forhotels, restaurants, caterers and snack(namkeen, potato chips, extruded snacks,wafers and other fries) industries, Fryolaenhances the frying process and makesevery serving truly profitable.
Fryola is Enriched with Vitamin A & Dand less oil absorption than other oils. Ithas very slow increase in FFA (Free FattyAcids)* and PV (Peroxide Value) duringfrying. It increases shelf life of the friedproducts less polymerization reduces darkdeposition on frying utensils.
Other Fryola Variants � RefinedSoyabean Oil � Refined Palmolien Oil� Refined Cottonseed Oil � RefinedSunflower Oil
For further details, contact:Adani Wilmar LimitedFortune House, Nr Navrangpura Rly.Crossing, Ahmedabad 380 009Gujarat, IndiaE: [email protected]: www.adaniwilmar.com
Pleated PP MembraneFilter Cartridge(PolyPlit)
Kitten Enterprises' Pleated PolypropyleneMembrane Filter Cartridge is designedfor general filtration purposes of both
���
liquid & gas. The filtering material isdouble layered polypropylene membraneand internal support is given by PP shell.It is thermally welded without any adhesiveor medium break off. It has excellentchemical compatibility, high flow rate, lowpressure difference, long life, low price,wide filtration. It is precise and can beused in different places. It is resistant tosanitization of high pressure and steam.It has excellent dirt holding capacity.
The cartridge comes in pore sizes(?m):0.10, 0.20, 0.45, 1.0, 3.0, 5.0, 10, 20, 40.It has an outer diameter(mm) : 68. Length(inch) : 5, 10, 20, 30, 40. Endcaps : DOE,SOE (code2, code3, code7, code8).Effective filtration area (10") : > 0.6 m2.Normal working temperature : <55°C (P<1 bar). PH value : 1-13. Sterilizationmethod : Autoclaving (121+2°C) within30 min.
It can be used in the Food & Beverageindustries for filtration of wine, mineralwater and purified water.
Kitten is an ISO 9001:2000 certifiedcompany.
For further details, contact:Kitten Enterprises Pvt Ltd.W-407, T.T.C. Industrial Area,MIDC Rabale, Navi Mumbai - 400 701,IndiaT: +91-22-27646464E: [email protected],W: www.kitten.co.in
���
Food Additives
Alliance is a genuine and reliable importer& distributor of various food ingredientsin India.
Leading Indian and Multinationalcompanies in food industry rely on Alliancefor food ingredients at competitive pricesand timely deliveries. Product rangeincludes: � Aspartame � ButylatedHydroxy Anisole � Cab-O-Sil, FumedSilica OCalcium Propionate � Enzymes� Flavours � Food Colours� Glyceryl Mono Stearate � Mono SodiumGlutamate � Pectin � Potassium Sorbate� Sodium Benzoate � Sodium Citrate �Sorbic Acid O Xanthan Gum� Vanillin. The company also solicitsexclusive distributors for various FoodAdditives.
For further details, contact:Alliance102, Labh Sarita, Opp. Manek NagarM. G. Road, Kandivali (W)Mumbai 400067 (M.S.) IndiaT: 022-28013855/28659196/97E: [email protected]: www.allianceindia.co

79 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
BUYERS’ GUIDE����������������������
����������������������
�
�
��
�
�
��
ADDITIVES &INGREDIENTS
ADVANCED ENZYME TECHNOLOGIESLTD.501, Sun Magnetica, A Wing, LIC ServiceRoad, Louiswadi, Thane (W)-400604(M.S.) IndiaT: 022-41703200E: [email protected]: www.advancedenzymes.comProducts: � Enzymes Solutions for WheatMilling & Baking, Malting & Brewing,Grain Processing, Fruit Juice Processing,Dairy Processing, Herbs & Oil ExtractionALLIANCE102, Labh Sarita, Opp. Manek NagarM.G. Road, Kandivali (West)Mumbai 400067 (M.S.) IndiaT: 022-28013855/28659196-97E: [email protected]: www.allianceindia.coProducts: � Aspartame � Preservatives� Enzymes � Flavours � Colours� Pectin � Food Chemicals � Food Gums� Casein & Caseinate Products � LacticAcid & Powder � BHT � TBAQ � StartercultureAVON FLAVOURSA-9/10, Kailash Industrial Complex,Vikhroli (West), Mumbai-400079 (M.S.)IndiaT: 022-42156600, F: 022-42156606E: [email protected]: www.avonflavours.comProducts: � Culinary Essences � PowderFlavours � SeasoningsB. S. INTERNATIONALDas Chamber 25, Dalal Street, Mumbai-400001 (M.S.) IndiaB: 022-22673707, 22673686D: 022-22671705E: [email protected]: �
Shirasagi Activated CarbonPowder & Granules for beverages &breweries from Jacobi Carbon AG.BRENNTAG INGREDIENTS (INDIA) PVT.LTD.301, 3rd Floor, Ackruti Centre Point, MIDCAndheri East, Mumbai 4900093 (M.S)IndiaT: +91 22 42482100E: [email protected]: www.brenntag-asia.comProducts: � Anti-foaming agent � BrewProcessing Aids � Colors (natural)� Decorations and Inclusions (bakery,confectionery, chocolate, ice cream,cereals) � DHA-Omega 3, ALA, L Carnitine� Emulsifier � Enzymes (bakery, starch,beer & spirits, juice, meat, dairy) � FatPowder � Fiber-Dietary, functional,insoluble, soluble � Foaming in Beer� Food Acids � Sodium Lactate
� Hydrocolloids-pectin, carrageenan,gums (gellan, xanthan), CMC � ModifiedStarches � Natural Extract – grape seed,herbal (tea, vegetable, fruits) � TasteImprovers (GDL/Sodium Di acetate)� Yeast for AlcoholCALPRO FOODS PVT. LTD.A-5, Naraina Industrial Area, Phase-2,New Delhi 110028, IndiaT: 011-46424400E: [email protected]: www.calprofoods.inProducts: � Hydrocolloids � Emulsifiers� Enzymes � Preservatives � Improvers� Stabilizers � ProteinsCALIFORNIA WALNUT COMMISSION651 Pace City-II, Sector 37, Gurgaon (HR)- 122004 IndiaT: +91(124) 4344500E: [email protected]: www.californiawalnuts.inProducts: � WalnutsCAMLIN FINE SCIENCES LTD.F/11-12, WICEL, Opp. Seepz, Central Rd.,Andheri (E), Mumbai - 400093 (M.S.)IndiaT: +91-22-67001000E: [email protected]: www.camlinfs.comProducts: � Vanesse Pure Vanillin� Evanil Ethyl VanillinDIVI’S LABORATORIES LIMITEDDivi Towers, 1-72 / 23 (P) / DIVIS / 303,Cyber Hills, Gachibowli Hyderabad-500032 Telangana, IndiaT: 91-40-2378 6300E: [email protected]: www.divisnutraceuticals.comProducts: � Carotenoids
� Vitamins� NutraceuticalsDRYTECH PROCESSES (I) PVT. LTD.B-45, Girikunj Industrial Estate,Off. Mahakali Caves Road, Andheri (E)Mumbai 400093 (M.S.) IndiaT: 022-26875361-64E: [email protected]: www.drytechindia.comProducts: � Spray Dried Gum Arabic� Fruit Powder � Tomato Powder � PalmFat Powder � Fat Filled Powder� Beverage Whitener � Caseinates� Natural Colorants � Cheese Powder� HOSO Fat Powder � Soluble DietaryFibre (Diesol®)FEROZE FOODS AND FLAVOURS403/405, Central Tin Industrial Estate, A. G.Pawar Lane, Sussex Road, Byculla (East)Mumbai - 400 027 (M.S) IndiaT/F: +91-22-23729724E: [email protected]: � Soft Drink Concentrates� Flavouring Essences � Instant China Grass� Jelly Crystals � SpicesH. K. ENZYMES & BIOCHEMICALSPVT. LTD.701/702, Karishma Plaza, 7th Floor, AboveShamrao Vithal Bank, Nr. Asha Gen. Hosp.
Pushpa Park, Off. Daftari Road, Malad (E),Mumbai - 400 097 (M.S.) IndiaT: 022-28443638/5978/28805829E: [email protected]: � Food & Bakery Additives� Food Chemicals � Enzymes forBakery / Biscuits / ConfectioneryHARSHA ENTERPRISES /NITIN CHEMICALS8, Biradar Manzil, S. S. WaghRoad,Naigaon, Dadar (E), Mumbai 400014(M.S.) IndiaT: 022-24149758 / 24114143E: [email protected]
[email protected]: www.nitinchemicals.comProducts: � ‘Nitin’s’ Chocolate Syrup� Eggless Brownie Wafle mix � EgglessBelgian Waffle mix � Waffle cone mix� Creper Pancake mix � Butterscotch Nuts� Snow Stabilizer for Ice Cream � ChocoPaste/Dip � Snow holly stab for Ice / WaterLolly � Ripple Stab � Carrajelto (Jelly Stab)� Kulfi Stabilizer � Thick Shake Stab� Softy mix
IMCD INDIA PVT. LTD.1402-Crescenzo Bldg., C 38/39, G-Block,Bandra Kurla Complex, Bandra (E)Mumbai-400051 (M.S.) IndiaT: 022-61460900M: 91-9167836974E: [email protected]: www.imcdgroup.comProducts: F&B Additives and Ingredientssolutions for application in Dairy, Bakery,Confectionary, Savouries & Snacks, RTEproducts, Beverages & Nutrition Products
ITC COLORS150/151 Reay Road (W), Mumbai-400033(M.S.) IndiaT: 022-23716845 x 23E: [email protected]: www.itc-colors.comProducts: � ‘Varnacol’ Natural Food Colors
JINDAL DRUGS LTD.Bhaktawar, 6th Floor, B&C, 299, NarimanPoint, Mumbai 400021 (M.S.) IndiaT: 022-40009000/40009029M: 9833285771E: [email protected]: www.jindalcocoa.comProducts: � Real / Compound ChocoChips � Real / Compound Choco Slabs� Real / Compound Choco Buttons
K. PATEL PHYTO EXTRACTIONSPVT. LTD.Siddharth Arcade 5th Floor, L.T. Road,Borivali (W) Mumbai-400092 (M.S.) IndiaT: 022-28334142E: [email protected]: www.phytoextractskp.comProducts: � Phytochemicals � HerbalExtracts
80 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
BUYERS’ GUIDEKRISHNA SOLVECHEM LTD.B/503, Sahayog, S.V. Road, Kandivali(W), Mumbai - 400 607(M.S.) IndiaT: +91 22-61230222, +91 22-61230201E: [email protected]/[email protected]/[email protected]: www.kscl.co.inProducts: � Pharma/Food GradePhosphates & Sulphites � Distribution ofFood Grade Chemicals & GumsLALJEE GODHOO & CO.213, Samuel Street, Mumbai 400003(M.S.) IndiaT: 022-66340760, F: 022-23401742Products : � Compounded AsafoetidaPowderM. K. INGREDIENTS & SPECIALITIES /PRIYANKA PHARMA109-D, Gala No.4, Mahindra Indl. Premises,Sion (E), Mumbai 400022 (M.S.) IndiaT: 022-24091833/24093210/24016753E: [email protected]: www.mkingredients.comProducts: � Foodgrade Chemicals� Flavours � Essential Oils � Gums� Food Colours � SweetenersMARINE HYDROCOLLOIDSDeepa Building, Santo Gopalan RoadChullickal, Cochin - 682 005T: 0484-2227241/2220802/2220802E: [email protected], [email protected]: www.meron.comProducts: �
“Wondergel” Spreadable AgarAgarPARI CHEMICALS37, Nagdevi Street, Ground FloorMumbai 400 003 (M.S.) IndiaT: 022-66312022 / 23470740E: [email protected]: www.parichem.comProducts: �
Various Food GradePhosphates �
High quality Sulphites ofSodium and Potassium �
Food Gums�
Sucralose � Pectin � Lycopene � Food
Chemicals� Other Food Additives.
SATVAM NUTRIFOODS LTD.A-203, Ganesh Meridian, Opp. GujaratHigh Court, S. G. Highway, Ahmedabad-380061, GujaratT: +91 79 4039 4252/53M: +91-9879105434E: [email protected]: www.satvamnutrifoods.comProducts: � Basic Spices � PremiumSpices � Seasoning Products� Customized Spice MixturesSONAROME PVT. LTD.One Sonarome Way, KIADB IndustrialArea, Doddaballapur, Bangalore 561203,Karnataka IndiaT: 080-30902200/2288E: [email protected]: www.sonarome.comProducts: � Clear Liquid Flavours� Emulsions & Cloudy Products � SavouryFlavours � Spice Seasoning � Dry Mixes� Spray Dried Products
TRISHUL SACCHARIN PVT. LTD.A-9/10, Kailash Industrial Complex, Vikhroli(West), Mumbai-400079 (M.S.) IndiaT: 022-42156600, F: 022-42156606E: [email protected]: www.avonflavours.comProducts: � Flavours � SeasoningsULTRA INTERNATIONAL LTD.Regd Off: 304, AVG Bhawan, M-3,Connaught Circus, New Delhi 110001,IndiaT: 011-41517010Plant : 64/1, Site IV, Industrial Area,Sahibabad, Ghaziabad-201010, (U.P)IndiaT: 0120-4388500, F: 0120-4374444E: [email protected]: www.ultrainternational.comProducts: � Fragrances � Flavours� Essential Oils � Perfumery Compounds
UMA BROTHERSC-110, Bhaveshwar Plaza, 1st Floor189, L.B.S. Marg, Ghatkopar (W)Mumbai 400086 (M.S.) IndiaT: 022-25004579/4510, F: 25000015E: [email protected]: www.umabrothers.comProducts: � Food, Bakery & Confectionery& Dairy Chemicals � Amino Acids� Emulsifiers
VINAYAK INGREDIENTS (INDIA) PVT.LTD.Unit No. 116, 1st Floor, Cama Indl. Estate,Sun Mill Compound, Lower Parel (W)Mumbai-400013 (M.S.) IndiaT: 022-40560400, F: 022-40560404E: [email protected]: www.vinayakcorporation.comServices: � Natural Food Colours� Natural Flavour Powders
VKL SEASONING PVT. LTD.Solitaire Corporate Park, Bldg No.5, 7thFloor, Chakala, Andheri (E), Mumbai -400093, (M.S.) IndiaT: +91-22-400747001E: [email protected]: www.vklspices.comProducts: �
Widest Range of IndianEthnic & International Flavours for alltypes of Beverages also Bakery &Confectionery, Convenience Food,Snacks, Dairy products.
WACKER CHEMIE AG, GERMANYE: [email protected] Representative Office:T: +91 (22) 42365560W: www.wacker.com/socialmediaProducts: � Cavamax® W6 alphadextrinnatural, soluble dietary fiber withemulsifying properties. It stabilizes oil-in-water emulsions such as egg-freemayonnaise type sauces, acts as astabilizer in coconut-milk powder withoutsodium caseinate and allows whippingwithout fat or protein. 100% vegetariangrade.
FOOD PROCESSING /PACKAGING EQUIPMENT
& ANCILLARIES
����������������������
����������������������
�
��
�
�
�
��
�
�
AGV SYSTEMS PVT. LTD.F-2/F Wing, Udyog Bhavan 2, Plot K1,Additional MIDC, Ambernath (E), Thane- 421506 (M.S.)IndiaM: +91-251-2621120, +91-976-808-9902E: [email protected]: � Vibrodyne 1k - VariableFrequency Electomagnetic FeederControllerACE CANS MANUFACTURING CO.140/P, 7th Cavel Cross Lane, 2nd Floor,Ratansi Jivraj Bldg., Dr. Viegas StreetMumbai 400002 (M.S.) IndiaT: 022-22085585, T/F: 022-22079873E: [email protected]: www.acecans.comProducts: �
Imported Easy Open Ends�
OTS Cans � Juice/Beverage Cans
� Can Components Ends
APPLE BAKERY MACHINERY PVT.LTD.20i, 1st Floor, Hansraj Damodar Wadi, OffKennedy Bridge, Opera House, Mumbai400004 (MS) IndiaT: 23852631/32/33, M: 91-9324408411T/F: 23852629E: [email protected]: www.applebakerymachinery.inProducts: �
Dough Sheeting Systems� Dough Sheeter � Planetary Mixers� Spiral Mixers � Encrusting Machine� Chocolate Shaver � Bun DividerRounder � Bread/Bun Moulder � Spong/Bun Slicer � Dough Divider � Gas/ElecDeck Ovens � Electric Dec Ovens � Gas/Diesel/Elec Rotary Rock OvensARKEMA INDIAThe Ruby, Unit 4 NE 29, Senapati BapatMarg, Dadar (W) Mumbai-400028 (M.S.)IndiaM: 91-9769091631E: [email protected]: �
Kercoat® Protective Coating &Opticoat® Masking Coating on glassbottlesBASF INDIA LTD.T: 91-22-67127600E: [email protected]: www.master-builders-solutions.basf.inProducts: � Ucrete Flooring for hygienic,personal safety and production uptime inFood and Beverage IndustriesBONFIGLIOLI TRANSMISSIONS (PVT.)LTD.Survey No. 528, Perambakkam High Road,Mannur Village, Sriperumbudur TalukChennai 602 105 Tamil NaduE: [email protected]: www.bonfiglioli.comProducts: � Wormgears

81 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
BUYERS’ GUIDEBROTHERS PHARMAMACH (INDIA)PVT. LTD.Plot No.2 Phase II, GIDC, Vatva,Ahmedabad - 382445, Gujarat, IndiaT: +91-79-40213213, 25831346,29708139F: +91-79-40213220, 25835885E: [email protected], [email protected]: www.brothers.inProducts : �
Smart Metal DetectorBHAVYA POLYMERSC1/137, GIDC Phase-II, Dediyasan,Mehsana-384002, Gujarat, IndiaT/F: +91-2762-224114, M: +91-9825051336E: [email protected]: www.bhavyapolymers.comProducts: � Silicone Rubber Products
BRY-AIR (ASIA) PVT. LTD.20, Rajpur Road, New Delhi 110054, IndiaT: 011-23906666E: [email protected]: www.bryair.comProducts : �
Dehumidifiers for dryingtemperature of sensitive food products
CANTECH MACHINES13, Vora Bhuwan, Maheshwari Udyan,Matunga (C.Rly.), Mumbai 400019 (M.S.)IndiaT: 022-24096853/6086, T/F: 24096087E: [email protected],
[email protected]: www.cantechmachines.comProducts: � Automatic 24 DS Seamingmachine (New or Retro ffited) � CanSeamers � Reformers � Flangers, BodyBeaders � Testing Equipment ofInternational StandardCHITRA MACHINERIES PVT. LTD.Plot No. 202 & 226, Road No. 3, GIDC,Kathwada, Ahmedabad 382430, Gujarat,IndiaT: 079-29292650 / 22901432E: [email protected]: www.chitramachineries.comProducts: � Ribbon Blender � Vibro Sifter� Filter Press � Fluid Bed Dryer � RapidMixer Granulator � Vessels � Coating Pan� Bottle Washing & Filling LineD. R. KULKARNI LOGISTICS PVT. LTD.1101, 11th Floor, Sanjona Chambers,B.S. Devashi Marg, Deonar, Govandi,Mumbai - 400088 (M.S.) IndiaT: +91-22-61394802E: [email protected]: www.drk-group.comServices : � Import & Export CustomsClearance of Food & Related Products atMumbai, New Delhi, Mundra & Pipava� Reefer Transport Services � FCL ReeferContract Rates for Inbound and Exportcargo � Reefer/Temperature ControlledLogistics � Dedicated Cold Store Spaceavailability for Bonded and Non-BondedCargo � Co-ordination with FSSAI, Animaland Plant Quarantine & EIA � DomesticAirfreight for Frozen Cargo
DELAIR INDIA PVT. LTD.21-C, Sector-18, Gurgaon-122015,Haryana, IndiaT: 0124-4091111E: [email protected]: www.delairindia.comProducts: � Compressed Air Dryers forFood Industry � Refrigeration Dryer � GasDryer � Desiccant DryerFORAM FOODS8, Amar Industrial Estate, Navghar RoadBhayandar (East), Mumbai 401105 (M.S.)T: 022-28043200/28149250E: [email protected]
[email protected], [email protected]: � Twist off Lug Cap SealingMachineFRANCOIS COMPRESSORS INDIAPVT. LTD.Gat No. 147/1 (New), Lavale Road,Pirangut Village, Tal. MulshiDist. Pune-412115, (M.S.) IndiaT: +91-20-67916000E: [email protected]: www.afcompressors.comProducts: �
High Pressure Oil Free PETCompressorsGALAXY SIVTEK PVT. LTD.Plot No. 1406, GIDC, Waghodia 391760Dist. Vadodara, GujaratT: 91-2668-262970/263170Domestic Sales: 91-2668-262970/263170Overseas Sales: +91-922 7441206E: [email protected]: www.GalaxySivtek.comProducts : �
‘Sivtek’ Vibro Separator�
Inline Sivtek � Roto Sifter
GOMA ENGINEERING PVT. LTD.L.B.S. Marg, Majiwada, Behind UniversalPetrol Pump, Thane 400601 (M.S.) IndiaT: 022-41614161, 21731802E: [email protected]: www.goma.co.inProducts: � Fruit Canning Lines � RTS /CSD Lines � Tomato Processing Plants� Flavoured Milk Plants � Ice Cream Plant� Sugar Syrup Systems � Pilot Scale R &D Units � PLC based Juice Pasteuriser� Sterilisers � Pulpers � HomogenizersGRUNDFOS PUMPS INDIA PVT. LTD.T: 1800-345-4555 (Toll Free)E: [email protected]: www.in.grundfos.comProducts : �
Grundfos NK Stainless SteelEnd Suction Pumps � CIO2 Generators
HANNA EQUIPMENTS (INDIA) PVT.LTD.Office no 3/4/5/6 1st Floor, Aum SaiBuilding Sector-7 Plot no. 23CKharghar, Navi Mumbai 410210, (M.S)IndiaT: +91 022 27746554/55/46E: [email protected]: www.hannainst.com
Products: � Broad supplier of AnalyticalInstruments
HITECH ULTRAVIOLET PVT. LTD.35, Grace Plaza, S. V. Road, Jogeshwari(W), Mumbai - 400 102 (M.S.) IndiaT: 022-2679 4327 / 4611 / 0610E: [email protected]: www.hitechuv.comProducts: � UV Sterilization Systems forDrinking, Industrial & WastewaterINOXPA INDIA PVT. LTD.Survey no. 83, Hissa no. 2/6/A, AnantIndustrial Estate, -Shivane, Pune - 411023(M.S.) IndiaT: 020-64705492M: 91-9552584028E: [email protected]: www.inoxpa.inProducts: �
Pumps � Mixers �
Agitators�
Valves � Fittings for Food Processing,
Dairy, Wine Making, Pharma & Cosmetics.ION EXCHANGE (INDIA) LTD.Ion House, Dr. E. Moses Road,Mahalaxmi, Mumbai - 400 011 (M.S.) IndiaT: 022-3989 0909E: [email protected]: www.ionindia.comServices: � Total Water ManagementSystems
JUNE ENTERPRISES PVT. LTD.Unit No. 7, Ground Floor, R-798, HastiIndustrial Estate, MIDC Mahape, NaviMumbai - 400710 (M.S.) IndiaM: +91 9930359879E: [email protected]: www.june4gmp.comProducts: � Vikan Manual Cleaning Tools9 Color & HACCP Compliance � BST Metal& X-Ray Detectable Products � ItramBioflim Finder & Remover � toolflex WallBracket � Microbiologics Quantitative &Qualitative Micro Organisms � mweHygiene & Transport Swab. Also LiquidCleaner for Floor, Oil & Greasy Equipment.KITTEN ENTERPRISES PVT. LTD.W-407, Rabale MIDC, Near HamaraMahanagar Press, Navi Mumbai 400701,(M.S.) IndiaT: 022-27646464, F: 022-27649299M: +91 9930359882E: [email protected]: www.kitten.co.inProducts : � Products for Breweries,Distilleries, Wineries :- Filter Paper� Filter Module � Filter Sheet � FilterCartridge � SS Housing � Sparkler FilterPressKUMAR PROCESS CONSULTANTS &CHEMICALS PVT. LTD.4 & 5, Bhagtani Enclave, Sonapur LaneOff. L.B.S. Marg, Bhandup (W)Mumbai 400078 (M.S.) IndiaT/F: 022-41265126 (50 Lines)M: 9004706047, 9892312343E: [email protected]: www.kumarfilter.comProducts: � Ultrafine Filters � MembraneHolders in SS316 incorporating

82 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
BUYERS’ GUIDEunbreakable Regenerable SS316 FilterMedia � Liquid Filters �
Air Filters � In-Line Conical Filters � Stainless Steel LabFilters � Filter Cartridges/Discs/HousingsMESPACK INDIA PVT. LTD.504, 5th floor, Bhoomi Velocity InfotechPark, Plot No. 39, Road No. 23Wagle Industrial Estate, Thane (West) -400 604, IndiaT: +9-022-66247300E: [email protected]: www.mespack.comProducts : � Packaging Machinery forPowders, Granules, Liquids, Snacks� HFFS Machines � Multilane Machine� Flow Wrap Machine � CartoningMachine and complete end line solutionfor PackagingMICRON INDUSTRIES PVT. LTD.Plot No, R-710, TTC Industrial Area, MIDC,Rabale, Navi Mumbai 400701 (M.S.) IndiaT: 022-67164242E: [email protected]: www.micronind.comProducts: � Cup Filling Machine for Milk,Yoghurt, Lassi, Butter,Cheese, Jam, Jelly,Juice � Ice cream Cup & Cone FillingMachine � Homogenizers
PWS ENGINEERS PRIVATE LIMITEDPanchal Estate, Nr. Madhuban Ressort,Anand - Sojitra Road, Anand 388001Gujarat IndiaT: 02692 - 261424/261716/261849/ 261948E: [email protected]: www.pwsengineers.comProducts: � Automatic & Semi automaticStandup Pouch Filling and CappingMachinesPARKSAN FILTERS PVT. LTD.Vora Industrial Estate No. - 3, Gala No.4 Navghar, Vasai Road (E) Dist. Thane401210 (M.S.) IndiaT: 0250-2391904, M: 9833883114E: [email protected]: www.parksanfilters.comProducts: � Horizontal Plate Filter Press� Plate & Frame Filter Press � Bag Filter� Cartridge Filter � Single Plate FilterHolder � Basket Filter � Rotary Spray BallPARLE GLOBAL TECHNOLOGIES PVT.LTD.Shripal Industrial Estate, Bldg., No. 3,Wing A, Waliv Road, Vasai (E), Dist.Thane, Maharashtra - 401208, IndiaT: +91 250 6632222E: [email protected]: www.parleglobal.comProducts: � Complete Food & BeverageProcessing & Packaging Solutions� Automatic Carton Sealer � Balances &Weighers � Secondary PackagingPRESTO STANTEST PVT. LTD.1-42A, DLF Industrial Area, Phase-I,Faridabad 121003, Haryana, IndiaT: +91-129-4272727E: [email protected]
W: www.prestogroup.comProducts: � Testing Instruments for Food& Beverage Packaging � Colorimeter� Wall Thickness Gauge Mangamike� Torque Tester Digital � Top Load TesterDigital � Bursting Strength Tester DigitalPneumatic � Peel Bond Seal StrengthTester DigitalR & D ENGINEERSA-41, IDA Kukatpally, Phase II, Road No.4, Hyderabad - 500 037 (A.P.) IndiaT: +91-40-23402682 / 23079121E: [email protected]: www.rndwafers.comProducts: � “SW” Series Wafer BiscuitPlant � “ZAW” Automatic Cone BakingMachine � Icecream Cone Machine� Speciality Wafers Rolled / Sugar ConeMachines � Belgian Waffle BakerREPUTE ENGINEERS PVT. LTD.12/23, D 1 Block, MIDC ChinchwadPune-411019 (M.S) IndiaT/F: +91 20 27481687 / 1368W: www.reputeindia.comProducts:
� Complete Syrup RoomEquipment for Juices � CompleteProcess Plant, suitable for Aseptic, PET /Glass Bottle, Cup & Pouch Filling of RTSDrinks � Process Plants for Aseptic BulkPacking & Canning of Fruit Pulp� Complete Process Plant & Equipmentfor Jams, Sauces & Ketchup.ROLEX TIN & METAL WORKS21, Yacoob Street, Near J.J. Hosp.Junction, Mumbai - 400003 (M.S) IndiaT: 022-23472420/21M: +91-9869281737E: [email protected]: www.rolex-tin.comProducts: � Non-Stick Bakeware � Cake,Jelly & Custard Moulds � Bread Moulds� Baking Trays � Fancy Cake & ChocolateMoulds � Biscuit Cutters � Cake Rings� Icing Nozzels � Silicon Bakeware� Other Bakery & Hotel Implements
SANOSIL BIOTECH PVT. LTD.Warden House, 1st Floor, Sir P.M. Road,Fort, Mumbai - 400 001 (M.S.) IndiaT: +91 022 43112700 / 22872295W: www.sanosilbiotech.comProducts: � Eco Friendly Disinfectants forDairy IndustrySATELLITE PLASTIC INDUSTRIES2A, Court Chambers, 35, New MarineLines, Mumbai 400020 (M.S.) IndiaT: 022-22006477 / 66346816E: [email protected]: www.indiaeatspasta.comProducts: � Biscuit & Cookie MakerTNA PACKAGING AND PROCESSINGSOLUTIONSE: [email protected] Shukla(G.M., Middle East & India)T: 971 (04) 8861163M: 971 55 1000190
Products: � Turnkey Processing &Packaging Solutions for confectionery :-controls integration & SCADA � materialhandling � processing � freezing & cooling� coating � distribution � seasoning� weighing � packaging � metal detection� verification � inserting & labelling
TOSHVIN ANALYTICAL PVT. LTD.103, S. J. House, 1st Floor, Sitaram MillsCompound, N. M. Joshi Marg, LowerParel Mumbai- 400011T: +91-22-23015096, 64507214E: [email protected]: www.toshvin.comProducts : �
Analytical Instruments�
Spectrometers � Laboratory Appliances
THERMO-TECH INDUSTRIES129, Vora Indl. Est. No. 4, Navghar, Vasai(E)-401210, Dist.; Thane (M.S.) IndiaT: (0250) 2390654/2390060M: 08080866288E: [email protected]: � De-Frosting & Door-HeatingEquipment for Cold Storages
ULTRAPLAST CHAINBELTS PVT. LTD.81, New DLF Industrial Area, Faridabad121003, Haryana, IndiaT: 0129-4113186/87E: [email protected] [email protected]: www.ultraplastindia.comProducts: � Plastic & Stainless Steel SlatChains � Polymer Sprockets, Idlers &Gears � UHMWPE Wearstrips & Guides� Plastic Modular Belts � ConveyorAccessories � Machined Components forIndustrial Applications
UNIPACK MACHINES PVT. LTD.8, Krishna Mahal, 2nd Floor, ‘D’ Road,Churchgate, Mumbai - 400020 (M.S.)T: +91-22-22812918/22810408E: [email protected], [email protected]: www.unipackmachines.inProducts: � Linear Vial/Bottle WashingMachines � Hydraulic Loading Platform� Inspection Tables � Loading andUnloading Conveyors � Liquid Filling,Rubber Stoppering & Aluminum Capsealing Machine for Vials � PowderFilling, Rubber Stoppering & AluminumCap sealing Machines for Vials � SterilityTesting Units in S.S � Plate and FrameType Filter press in SS � Zero hold up/Sparkler Filter press � Sterile Pressureand Storage Vessels � Membrane FilterHolders � Inline Filter Holders � Basket/Bag/Cartridges Filters
UNIQUE EQUIPMENTSZ-15, Marmagao Indl. Estate, Airport Road,Chicalim, Vasco-Da-Gama, Goa 403711,IndiaT: 0832-2541467/2540058/2540059M: 91-9422438234/9225987066E: [email protected]: www.uniqueequipments.comProducts: � Metal Detection Systems.

83 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

84 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
85 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
86 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

87 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

88 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

89 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

90 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

91 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TRADE FAIRS & CONFERENCES
Venue: Codissia Trade FairComplex, Coimbatore, India
Date: 22 - 24 July 2016
The Bakers Technology Fair is a strategicplatform aimed at benefiting the baking,catering and confectionery business.Global and Indian manufacturers andsuppliers of equipment, associatedservices and inputs will showcase theircapability and the latest within the industry.
The Bakers Technology Fair will helpall categories of bakery and confectioneryproduct manufacturers to find smartersolutions for their business under one roof.
For more details contact:Synergy Exposures & Events IndiaPvt. Ltd."Miranda Annexe " Ist Floor276/1 Anjaneyar Kovil StreetChennai - 600 126, IndiaT: +9144 2278 0776Exec: Ms. SavithaM: +91 93802 20533E: [email protected]: www.bakerstechnologyfair.com
���
Venue: Pragati Maidan,New Delhi, India
Date: 27 - 30 July 2016
Pack Plus 2016 the total Packaging,Processing & supply chain event which willtake place at Pragati Maidan from 27th to30th July 2016.
Print-Packaging.com is the portal forthe Indian printing, packaging and signageindustries. Over the year, the portal hasbeen working closely with eventorganisers and trade association indisseminating information. The showsorganised by the company so far haveseen the coming together of the entireindustry - the printers and converters, thesuppliers and the packaging buyers on a
single platform over the period of the event.The accompanying conferences havealso helped in bringing the focus on to thechallenges and opportunities faced by theindustry.
The Show, featuring more than 200exhibitors, will showcase a large gamut ofrunning machineries, several new productlaunches and various innovative materialsand services. Pack Plus 2016 will providea complete business and networkingplatform to both the exhibitors and thevisitors arriving from all parts of India aswell as the neighbouring countries.
International Packaging Conclave toFocus on Print Optimisation & ColourManagement for Flexible Packaging willbe held on 29 July, 2016 at Pragati Maidan,New Delhi together with the four dayiconic packaging exhibition- PackPlus.
The conclave will continue with itspopular smart format that combinesnetworking and knowledge sharing in aninformal ambience. Key industry personswill address thru interactive sessions.
The panelists for the event are theexperts drawn from different areas of thepackaging supply chain who will enlightenthe audience on actual implementation ofcolour management through their vastexperience and case studies.
Concurrent to PackPlus 2016CartonTech 2016 will also be held at thesame venue.
For more details contact:Print-Packaging.com (P) Ltd.F-101, Tower No. 7, First FloorInternational Infotech ParkVashi Railway Station, VashiNavi Mumbai-400705.T: 91-22-27812093, 27812619, 27812657E: [email protected]: www.PackPlus.in www.CartonTech.in
���
Venue: Pragati MaidanNew Delhi, India
Date: 4 - 6 August 2016
5th Food Trade Expo is India's mostpremium annual food and hospitalityshow where international level
participants meet elite-class businesses.It will be a unique opportunity to sourceand choose from fantastic internationalproduct showcase. A variety of highquality visitors will be at this magnificentevent. 5th Food Trade Expo offer an arrayof high quality products with a host ofexcit ing new attractions includinginternational participation, manufa-cturers, importers and brands at oneplace. If food is the business, then FoodTrade Expo is the right place to be.
Organisers have also planned liveworkshops, networking areas, conclaveetc to be concurrently organized alongwith the supporting associations of theevent.
For more details contact:Aakar Exhibition Pvt. Ltd.B-701, Wall Street 2, Opp. OrientClub, Ashram Road, Ellisbridge,Ahmedabad 380006, Gujarat, IndiaT: 079-26469907M: +91-9879555229, 9558882241E: [email protected] [email protected]: www.foodtradeexpo.com
���
Venue: Pragati MaidanNew Delhi, India
Date: 22 - 24 August 2016
UBM India, India's leading exhibitionorganizer has announced the 11th editionof Food ingredients India & Healthingredients (Fi India & Hi) from 22nd to24th August 2016 at Pragati Maidan, NewDelhi this year. By annually rotating theFi & Hi India event between India's twounique and promising food hubs i.e.Mumbai and New Delhi, the 2016 editionof Fi India & Hi in New Delhi will offeropportunities to industry players to takeadvantage of the growing foodmanufacturing hub in Northern India.
As the only B2B platform for the Indianfood and health industry, Fi India & Hi isthe most comprehensive trade show inthe Indian sub-continent for food and

92 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TRADE FAIRS & CONFERENCES
���
Venue: Bangalore InternationalExhibition Centre (BIEC)Bangalore, India
Date: 26 - 28 August 2016
Media Today Group, is organizing 8thEdition of India Foodex 2016, anInternational exhibition on Food &Beverage Products, Processing &Packaging technologies along with 7thEdition of Grain Tech India 2016.
India Foodex 2016 will provide an idealplatform of direct interactions betweenproducers, retailers, importers & exportersof food (processed/frozen) and beverages,processing technologies, allied industriessuch as cold chain & refrigeration,
���
Venue: AsiaWorld-ExpoHong Kong
Date: 1 - 2 September 2016
Vitafoods Asia, the only event dedicatedto the nutraceutical, functional food andbeverages, and dietary supplementindustries in Asia, is set to make its returnto the AsiaWorld-Expo, Hong Kong, from1 - 2 September 2016. This year, the showoffers attendees even more opportunitiesto make new business connections anduncover innovations with its series of newshow elements and features. The sixthedition will feature more than 170international exhibiting companies, whowill present their latest offerings to upwardsof 3,000 visitors from across Asia.
Vitafoods Asia will cover four keysectors of the nutraceutical industry, eachcatering to a distinct group of exhibitorsand visitors. The four sectors are:Ingredients & Raw Materials; ContractManufacturing & Private Label; Services& Equipment, and Finished Products
The Inspiration Showcase houses aselection of ingredients and finishedproducts curated from selected exhibitors,and will be separated into two areas - NewProduct Launches and Star Products. TheTasting Bar returns once again this year,offering all visitors an interactive and
health ingredients, packaging andmachinery sector. It offers the industry anopportunity to source high qualityingredients, network with industryprofessionals, learn the latest industrytrends & innovations, and expand theirmarket share. With the food processingindustry witnessing an exponentialgrowth in Northern India, the sector is ahigh priority sector for states such asPunjab, Haryana, New Delhi, Jammu &Kashmir and Uttar Pradesh. A trulyinternational show with a mix of domesticand international participants gatheringfor three days under one roof to discoverand develop businesses, this year isexpected to attract over 180 exhibitors.
Powered by 11 years of industryexperience, Fi India wil l showcasefeatures such as Foodtec Pavilion, HealthIngredients Pavilion, a series of Free, On-site Specialised Seminars andWorkshops with speakers from leadingtrade associations across the globe,Innovative Product Showcase, Match-making sessions and Discovery tours.
For more details contact:UBM India Pvt. Ltd.Time Square, Unit No. 1 and 2B Wing, 5th Floor, Andheri KurlaRoad, Marol Andheri (E)Mumbai - 400 059, IndiaT: +91-22-61727000W: www.fi-india.comJimesh PatelM: +91 98297 56210E: [email protected]
packaging machinery, quality certificationagencies, testing labs and equipment etc.
The Netherlands, Turkey, Germany,Taiwan and China will be the FocusCountries of the Exhibition.
Last edition of this show had presenceof over 380 National and Internationalexhibitors displaying the latest productsand technologies of approximately 1500companies from 30 countries includingGermany, France, Spain, Poland, Taiwan,Belgium, Thailand, Iran, Canada, USA, UKetc, apart from Focus Countries - TheNetherlands, Germany, China, Turkey,Taiwan and Canada.
For more details contact:Ms. Amita SharmaProject Manager - Exhibition Div.Media Today Pvt. Ltd.J-73, Paryavaran Complex,J-Block, IGNOU Road,Neb Sarai,New Delhi-110068, IndiaT: +91-1-41407851/29535872E: [email protected]: www.indiafoodex.com
delectable experience at the showcase. Itis Split into two categories of Food andBeverages, An all-new segment, DiscoveryTrails, will also be introduced at VitafoodsAsia 2016 to help visitors pinpoint the topingredients and products to look out for,The 2016 edition will see the introductionof Vitafoods Centre Stage, which consistsof multiple free-to-attend presentations byleading industry professionals fromaround the world. This exclusive platformgives exhibitors the opportunity to sharetheir latest ingredients and technology, inthe style of an interacti7ve presentation.
Alongside the Exhibition is theVitafoods Asia Conference, which returnswith a focus on applied science for thepurpose of product development.Featuring six health categories, theconference covers topics such as bestpractices for bringing a product to marketwithin the Pan-Asian region.
For more details contact:Informa Exhibitions2nd Floor5 Howick PlaceLondon SW1P 1WGUKT: +44 (0)20 3377 3616W: www.vitafoodsasia.com
���
Venue: Rimini Fiera, Rimini, ItalyDate: 14 - 16 September 2016
Macfrut 2016 , the Ital ian Fruit &Vegetable trade fair organised by CesenaFiera increasingly confirms its role as aninternational showcase for the fruit andvegetable sector. This year's edition willfeature seven pavilions (one more thanlast year), which, will welcome exhibitorsand visitors from all over the world atRimini Fiera.
Macfrut's attention is now on emergingproducer countries and new consumermarkets, with three target areas: EasternEurope, the Mediterranean basin andSouth America.
In preparation for the 33rd edition, fourinternational events are scheduled thatwill directly involve exhibitors: the firstevent in Mexico (which was held a fewdays ago), another one in Poland at thebeginning of April and one in Peru in mid-April, whereas a major event, Mac FruitAttraction, will take place at the beginningof May in Il Cairo in collaboration withFeria de Madrid. Moreover,approximately 10 presentations are to beheld in other international settings.
93 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TRADE FAIRS & CONFERENCES
Venue: Bombay ExhibitionCentre Mumbai, India
Date: 22 - 24 September 2016
The success of the previous 10 editionsdemonstrates the leadership of AnutecInternational FoodTec India as “theplatform“ in India for the food and drinkindustry. The industry meets at this showto exchange new developments andshowcase the future of the food and drinkindustry in India.
At the 11th edition of Anutec-International FoodTec India 2016, thecomplete range of the industryrequirements will be displayed andsupplemented by its segments Sweet &SnackTec India and Dairy Universe Indiaalong with its concurrent events PackExIndia 2016 Food Logistics India andAnnapoorna World of Food India whichare dedicated to the sweet, snack, dairyprocessing industry, packaging, foodlogistics & warehousing & food, industry.
For more details contact:Koelnmesse YA Tradefair Pvt. Ltd.Mr. Sandeep KumarT: +91 40 65707722E: [email protected]: www.foodtecindia.com
���
Venue: Las Vegas, USADate: 22 - 24 September 2016
Food Summit 2016 anticipates more than300 participants from around the globewith thought provoking Keynote lectures,Oral and Poster presentations. The
Venue: Hall 2, BombayExhibitionCentre,Goregaon(East),Mumbai, India
Date: 14 - 15 October 2016
Choc-Ex is India's only trade fair focusingon chocolate industry. The expoencompasses wide spectrum of theindustry viz. Chocolate Manufacturers,Cocoa growers, Importers and Exporters,Machinery and Equipments, Packagingetc.
Choc-Ex is a B2B event that helps toconnect the suppliers, producers,manufacturers, wholesalers, retailers andentrepreneurs of the cocoa and ultimatelythe chocolate and allied industry under oneroof.
The exhibitor profile includes cocoa
���
For more details contact:Cesena Fiera S.P.AVia Dismano, 3845-47522 Cesena(FC) ItalyE: [email protected]: www.macfrut.com
���
attending delegates include EditorialBoard Members of related OMICS GroupJournals. This is an excellent opportunityfor the delegates from Universities andInstitutes to interact with world classScientists. The conference brings togetherScientific Researchers, Food andBeverages Industrialists. Globalnetworking: In transferring andexchanging Ideas. Opportunity to attendthe presentations delivered by eminentscientists from all over the world.
Conference HighlightsFood & Beverage, Food Preservation andFood Quality, Nutrients & NutritionScience, Food Biotechnology, FoodAdulteration, Functional food &Nutraceauticals, Food-borne Diseaseso Food, Nutrition & Health, Application infood & beverage industry, Global andLocal analyses of Food Safety & Securityand Its Drivers
For more details contact:Conference SecretariatOMICS International Conferences2360 Corporate CircleSuite 400 HendersonNV 89074-7722, USAT: +1-650-268-9744E: [email protected]: www.food.global-summit.com/america
growers and processors, chocolatemanufacturers(consumer, industrial andcorporate gifting), machinery andequipment, packaging, storage systems,cold chains, third party chocolatemanufacturers, chocolate importers anddistributors, fruit and nut / ingredientsuppliers and almost everything related toand around the chocolate industry.
For more details contact:Exponential SolutionsA-204, Riddhi-Siddhi CHS.,Louis Wadi(Service Road),Thane(W)-400604 (M.S.), India.B. NimaT: +91-9967876292V. AartiT: :+91-9892020340E: [email protected]: www.choc-ex.com
Venue: Coex Convention CenterSeoul, South Korea
Date: 2 - 5 November 2016
Food Week Korea 2016 is one of themost anticipated international exhibitionsin Seoul, scheduled to take place fromNovember 2nd to 5th at Coex, Seoul,Korea. More 1,000 companies from 35different countries will fill Halls A-D atthe Coex exhibition center to present thelatest food industry products&services.The internationally approvedexhibition, and the most promising foodtrade show in Korea, will provide allvisitors with a chance to experience "AWorld of Flavors".
Gaining consistent approvals from theUFI (Union des Foires Internationales)since 2013, and hailed as a 'PromisingExhibition' by the Ministry of Trade,Industry and Energy (formerly known asthe Korean Ministry of KnowledgeEconomy) in 2010, Food Week Korea hasgained both significant national andinternational recognition. Th event issponsored by MOTIE (The Ministry ofTrade, Industry and Energy), Ministry ofFood and Drug Safety. SeoulMetropolitan Government, Gangnam-gu.
Continuing a tradition of success,Food Week Korea 2016 will once again
���

94 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TRADE FAIRS & CONFERENCES
���
Venue: Hong Kong Convention &Exhibition Centre
Date: 1 - 3 December 2016
Hong Kong International Bakery Expo(IBE) is the only specialized bakery showin Hong Kong with a designatedprofessional B2B trade platform,particularly for the industry to expand theirbusiness to international market. IBEconnects international suppliers withbuyers for a face-to-face businessmatching and idea exchanging,networking opportunities.
IBE, being held at the last quarter, is anannual occasion for business planning ofthe coming year of Bakery, Cake, Pastry,Confectionery, Coffee, Art & Technology.IBE gathers international buyers of bakeryshop owners, food manufacturers, trading
���
Venue: Bombay Convention &Exhibition Centre,Mumbai, India
Date: 15 - 17 December 2016
International PackTech India, an offshootof the leading trade fair in this fieldworldwide, Interpack, is being held for theninth time now in India. An establishedevent, it is well known and highlyesteemed by Indian experts. InternationalPackTech India is organised inconjunction with drink technology India.International PackTech India wasextremely successful with 226 exhibitorsand visitor increase of 37 percent. InSeptember 2014, around 10,250 tradevisitors came to the Bombay Convention& Exhibition Centre to obtain informationabout solutions for the internationalpackaging, package printing, processing,beverage and food industries. About 94%of exhibitors were satisfied with theirparticipation in the fair and 92% visitorswere satisfied with every aspect of the fair.Both exhibitors and visitors will participateagain in 2016 edition. InternationalPackTech had 16 countries participationwith official group participations fromGermany and China.
From 2016 FoodPex India will be addedto the existing trade fair, InternationalPackTech India (packaging, packagingmaterials/ packaging means/packagingproduction, packaging technology and
consist of five co-located shows thatcover all aspects of the food industry:Seoul International Bakery Fair, SeoulCooking & Dining Show, Food WeekTECH, and two shows yet to beannounced.
As a forum for the latest trends andtechnology in the food industry, the showwill also feature food symposiums,vendor seminars, interactive workshops,and a l ive cooking show featuringfamous chefs.
With a focus on establishing networks,increasing technology and informationexchange, and leading premium foodtrends by hosting conferences to developthe national food distribution industry,Food Week Korea 2016 is set to be must-attend show for anyone in the foodindustry.
For more details contact:Food Week Korea SecretariatCoex Co. Ltd.513 Yeongdong-daeroSamsung-dong, Gangnam-guSeoul 06164, KoreaT: +82-2-6000-8160E: [email protected]: www.koreafoodweek.comIndia Representative:Satendar SubharwalTrade TrendzMumbai, IndiaM: 09829166563E: [email protected]
houses and agents, restaurants and hotels,food service and distributors, professionalassociations, bakery institutions.
Expect over 24,000 trade visitors andbakery lovers from over 39 countries andregions in particularly from Australia,Canada, China, Japan, Korea, Malaysia,the Philippines, Singapore, Taiwan,Thailand, United Kingdom and the USA atIBE for sourcing, networking andevaluating the market opportunities.
For more details contact:Vertical Expo Services Co. Ltd.Office E, 27/F, Legend Tower, 7 ShingYip St., Kwun Tong Hong KongT: +852 2528 0062E: [email protected]: www.HKBakeryExpo.com
packaging printing) under one roof. Theconstellation of this unique range willenhance the attractiveness of the eventeven further and will set a clear signal onthe Indian food and beverage market.FoodPex India features solutions for theprocessing and packaging of food of allkind. In the future the newly created tradefair trio will map the thematic areas ofpackaging and related processes,beverage technology and liquid food aswell as food processing and packagingunder one roof. PackTech India and drinktechnology India have already come tobe seen as the most important platformsfor these industries in India. The eventsmap the entire process chains in theirindustries, yet with the focus on the Indianmarket and offers exhibitors and tradevisitor's unbeatable advantages. TheTrade Visitors are able to experience theentire world of the packaging, food anddrink industry all at one time. This way theysave time and money for the numeroussmall niche events. Also the exhibitors canbe sure to get concentrated attention andcan be used their budget very effectively.
The organisers are expecting the tradefair trio to attract around 250 exhibitors.The 2014 event already saw a 37-per-centincrease in visitors, reaching an all-timehigh with over 10,000 visitors in all. Morethan 90 per cent of the relevantprofessionals - of whom far more than twothirds were entrepreneurs or seniormanagement - awarded top marks toInternational PackTech India and drinktechnology India in 2014.
For more details contact:Messe Düsseldorf India Pvt. Ltd.302-302A, 3rd Floor, Salcon AurumPlot No. 4, Jasola District CentreNear Apollo Hospital, JasolaNew Delhi 110 025, IndiaT: +91/11/48 55 00 00E: [email protected]: www.packtech-india.com www.foodpex-india.com www.drinktechnology-india.com
���
Venue: Milan Mela ExhibitionCenter, Kolkata, India
Date: 13-15 January 2017
IITCE - The only leading trade event forcoffee /tea in India since 2009. Theexhibition with conference, seminar,

95 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TRADE FAIRS & CONFERENCESACE CANS MANUFACTURING CO.(ISO 9001-2008 Certified Company)
Adm. Off: 140/P, 7th Cavel Cross Lane, 2nd Flr.Ratansi Jivraj Bldg., Dr. Viegas St., Mumbai 400002
Tel: 022-2208 5585 • Telefax: 022-2207 9873Mob: 9819140110/9324400232
Email: [email protected], [email protected]: www.acecans.com
Works: Survey No. 85/1/1, Near HindustanUnilever, Demni Road, Demni Village, Dadra (DNH)
396193Phone: 9574137878
� EASY OPEN ENDS (TINPLATE/ALUMINIUM)
� OTS CANS - JUICE CANS - BEVERAGE CANS
� CAN COMPONENTS & ENDS� AVAILABLE IN ALL SIZES
Product is Retortable Food Lacquered 100% Suitable for all Food Products.
INTERNATIONAL QUALITY -
REASONABLE PRICE
Contact for further detailsor for Samples
ACEGROUP
No. 1 CANMAKER

96 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TRADE FAIRS & CONFERENCESchamp- ionship and Industry awardfunction is focused on Tea, Coffee andrelated products. It is a specialized eventfor business-to-business & business-to-consumer genre presenting fresh ideas,new trend, tradition, technology withthree days focused buying, selling andeducation. The latest product launchesand trends will set the benchmark for thebeverage trade.
The sixth edition is expected to bemore magnificent than ever and facilitategrander business opportunities to about80+ suppliers spread across 150+ stallsand 3000+ quality trade buyers from allacross the globe. The buyer-turnout isexpected to be from 100+ cities fromIndian states, and internationally fromcountries and regions like USA, Russia,Nepal, Bangladesh, Japan, China,Vietnam, Sri Lanka, Dubai, Turkey, UK,UAE showing great appreciation forquality products to be displayed at IITCE.
IITCE covers the whole industry, liketea production, coffee and all iedproducts, filter papers, branded tea,sales, packaging design and culturedissemination, also gathers teas all overthe world, delicate tea sets, latestpackaging, and allied products. IITCE isjust like a miniature of the whole tea andcoffee industry that you cannot miss.
For more details contact:Alex Event132, Rassaz Shopping ComplexOpp. Singapore PlazaStation Road, Mira RoadMumbai-401107, IndiaT: +91 22 2812 9660E: [email protected]: www.teacoffeeexpo.in
���
Venue: Bombay Convention andExhibition CenterMumbai
Date: 16 - 18 February 2017
Indian Dairy Association (West Zone)jointly with Koelnmesse YA Tradefair Pvt.Ltd. will be organizing India InternationalDairy Expo (IIDE) 2017 concurrent to 45thDairy Industry Conference (DIC) during
February 16-18, 2017 at BombayConvention and Exhibit ion Center,Mumbai.
2nd edition of India InternationalDairy Expo (IIDE) 2015: Phenomenalvisitor quality, and the presence ofleading pioneer brands has providedencouraging impetus to the dairyindustry. Over 4,260 one time registeredtrade visitors excluding the delegates inthe concurrent seminar came to theBombay Convention & Exhibition Centreduring April 23 to 25, 2015 to witness thelatest technological developmentshappening in the dairy industry.
India International Dairy Expo 2017as a trade fair focuses on the completerequirements of the dairy industry: dairyfarming, veterinary, processing,packaging, quality management,distribution and also the dairy products.45th DIC is expected to attract over 2000delegates from India and abroad. Thisplatform will provide an opportunity notonly to understand the latest trends butalso witness the live demonstrations ofthe technological up gradationin thedairy industry.
For more details contact:Koelnmesse YA Tradefair Pvt. Ltd.Mukhtar PathanT: +91-40-65707722/28715201E: [email protected]: www.iideindia.com
���
Venue: Dubai World Trade Centre,Dubai, UAE
Date: 26 February - 2 March2017
Gulfood is one of the most important foodand hospitality shows in the world. As atrade and business platform Gulfood issimply without equal. Gulfood deliversincredible sales returns and thetransactions conducted even during theshow are immense.
With almost 5,000 exhibitorsparticipating from over 120 countries,Gulfood is the world's biggest annualfood and hospitality show.
As the world's largest annual food andhospitality show, Gulfood is where the
latest tastes, trends and innovations areunveiled. It 's where the global foodindustry meets to trade, so you canbenchmark price, quality, service,reliability and consistency.
Gulfood covers the entire food andhospitality industry from Food & Drink toBeverage & Beverage Equipment to FoodService & Hospitality to Restaurant &Cafe.
Gulfood has become the global hubfor the highest quality F&B products anda trusted partner worldwide. Meetleading suppliers who cultivate, extract,process or supply raw materials andingredients to the food & beverageindustry. Gulfood takes place at a criticaltime in the world harvest cycle. Globalprices are set here. To keep on top ofpricing trends, buyers need to be in atthe start. At Gulfood, over 90,000 visitorsfrom 160 countries network withthousands of industry peers and peoplepassionate about driving the marketforward.
For more details contact:Dubai World Trade CentreP.O. Box 9292Dubai, UAET: +971 (0)4 308 6979E: [email protected]: www.gulfood.com
Venue: Pragati Maidan, New DelhiDate: 3 - 6 May 2017
P4 Expo India offers the best platform forboth domestic and internationalcompanies to showcase their expertise,products, and technology innovations. P4Expo will bring together the entire valuechain of Petrochemical, Plastics,Packaging and Printing industries underone roof and throw open the bestnetworking opportunities for exhibitors andvisitors alike.
For more details contact:Verifair IndiaC - 504 (Basement), Defence ColonyNew Delhi - 110024, IndiaT: +91 11 49055993E: [email protected]: www.p4expoindia.com
���

97 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TRADE FAIRS & CONFERENCES
Soaring higher than ever more international visitorsat SIAL CHINA 2016
Sial China, Asia’s largest food innovation exhibition, closed itsdoor on 7 May recording a further increase in the level ofinternationality on both the exhibitor and visitor side. Altogether,2,942 exhibitors (+ 7.6% vs 2015) from 67 countries all overthe world and 30 provinces in China presented their latestproducts and food trends, which attracted over 76,986 visits(+25.6% vs 2015). This year’s Sial China took place on 126,500square meters of exhibition space. Sial China’s dedication to“look deeper” comes true with a significant breakthrough in itsinternationality.
The Opening CeremonyOn 5 May, a delegation of ministers (Czech, Belarus, Polandand Russia), ambassadors, consuls and trade officersparticipated the Opening Ceremony of Sial China 2016.
Most of all the pavilions were represented. China, withDirector of China Commerce Development Center, Chairmanof Gansu Commission of CCPIT, Vice-governor of The provinceof Heilongjiang, General Manager of China packaging and foodmachinery co., LTD, Deputy Director General of Department ofcommerce of Shandong province, Vice Chairman of GeneralChamber of Commerce of China, Deputy Secretary General ofChina Association of Aquatic Circulation and Processing,Secretary General of Cold chain logistics specialist committee.
The guest country of Honor - Poland, was represented byMinister of Ministry of Agriculture and Rural Development ofthe Republic of Poland and Ambassador of Embassy of Poland.Without forgetting Minister of Agriculture of the Czech Republic,Minister of Ministry of Agriculture and Food of the Republic ofBelarus, both Minister and Deputy Minister of Ministry ofAgriculture of the Russian Federation, Vice Minister of Ministryof Agriculture Lithuania; Governors and Vice Governor fromArgentina Provinces; and Ambassadors and Consul Generalsof Costa Rica, Czech, Poland, Indonesia, Latvia, Lithuania,Tunisia, Uruguay, Argentina, Belarus, Bulgaria, Canada,Colombia, Cuba, Ecuador, Egypt, Estonia, Greece, Ireland,Mexico, Norway, Portugal, Russia, South Africa, Sweden,Thailand, Turkey, Uruguay, Ukraine and many more.Poland - Guest Country of HonorPrior to Poland’s participation in 2016, Poland pavilion hasalways been working closely with Sial China to boost the Polish-Sino food and agricultural trade for years. In 2016, Polandpavilion joined as Guest Country of Honor and showcased astrong representation of good-tasting Polish food and drinks.Gansu - Guest Province of HonorWith Gansu’s halal foods, aquatic products and other organic
foods in hall E4 and its wines in hall W5, Gansu provincialpavilion came to Sial China 2016 as the Guest Province ofHonor.Discover the key trends to inspire Asia’s food businesswith Sial China’s events1. SIAL InnovationThe jewelry on the crown of SIAL Network – SIAL Innovationtook off its veil on day 1. 151 innovative products were selectedby an independent jury, of which 10 were further rated as thefinalist products for their contributions to innovate pleasure,health, physical, convenience and ethics for food products.These 10 products all touched on development that areimportant to Asian food industry.
This year the Gold Award went to Isoline Trade, S.R.O. fromCzech for its Trojka drink; the Silver Award was awarded to
EGNIS INC. from Koreafor its Lab Nosh; theBronze Award went toJust Water InternationalLtd. from New Zealandfor its Elite ManukaHoney Water!
SIAL InnovationGrand Award has longsince been consideredas the guide for mostedge-cutting products
exhibited at SIALs. Right after the unveiling of winner list, thestand of our Gold Award winner were inundated with distributorsand importers requesting for business cooperation.2. La Cuisine–3rdedition 2016 China International Top ChefsInvitational Competition by SIALLa Cuisine was endorsed by World Association of Chefs Societies(WACS) for its 3rd year and organized 8 teams from Austria,
Korea, Malaysia,Singapore, Beijing,Shanghai, Guangzhouand Dalian to competefor the champion. Eachteam consisted of 3highly-skilled chefs andwas required tocomplete themed disheson-site. After 2 rounds ofmultiple themes such as“health” and “organic”,
the Dalian team topped all the other contestants and won thehonor of “Top Chef” with great acclaim.
Meanwhile our Guest Country of Honor Poland, presented thecooking demonstrations with their quality food and ingredients atLa Cuisine.3. Retail & Hospitality ForumIn partnership with Sinmei, the 5th edition of Retail & HospitalityForum sparked with the intuitive insights and accurate analysesshared by our all-star speakers. The world’s largest online andmobile marketplace Alibaba, world leading consumer productcompany Suntory Brewery, consultants and experts from TheUnited Nations Office for Project Services and InterChinaConsulting, Redfern Associates and many more deliveredspeeches on the latest hot topics including food sustainability,import and export policy, food innovation, HoReCa and markettrends.

98 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
TRADE FAIRS & CONFERENCES4. World TourIn the 2016 edition, World Tour helped all the exhibitors andvisitors to understand the specific characteristics of the foodmarket by geographic area. 28 billboards were all displayedfeaturing best-selling products and the information to definethe retail strategies, from Australia to Canada, from Brazil toRussia, the United States, India and China. In addition, a list oftop 10 retailers and top 5 retail trends were also displayed toidentify consumption drivers.5. Wine Innovation ForumAs soon as the first speaker opened the forum on 5 May, thisevent became the spotlight in the wine sector. Mr. Tim Wildman
MW joined us this yearas the Keynote Speakerand led a star studdedline-up including Mr.Kenichi Ohashi MW,Sommelier NikhilAgarwal and manymore. 15 sessions wereheld and gathered 900people on-site.Moreover, the 2016edition brought more
wines from the emerging New World such as Japan, India andRussia with a blend of maturity and freshness. Wine InnovationForum once again brought new perspectives to wine lovers onits understanding of the wine business!6. Best Buy China Competition for WineIn partnership with WINE100 - one of the most professionaland influential wine rating agencies in China, Best Buy ChinaCompetition brought an effective platform to showcaseexhibitors’ star products.
On 5 May, a panel of 8 judges including: trade buyers, wineeducators and MW had performed a blind tasting of the wines& spirits submitted by Sial China 2016 exhibitors. The Jury waspresided by Tim Wildman MW. This year, 40 exhibitorssubmitted their wines for Best Buy China Competition. 10 BestBuy, 7 Honor Awards were awarded.
In the presence of Mr. Nicolas Trentesaux - ManagingDirector SIAL Network, Mr. Lukasz Holubowski - President ofAgricultural Market Agency Poland, Mr. Tim Wildman – MWand all the VIPs of SIAL, the awards ceremony took place on 6May during After SIAL Party. More than 400 officials, VIPs andexhibitors from the industry attended the ceremony, witnessingthe long-awaited winner list for Best Buy China Competition.7. Master Classes for WineAs a central place for wine experts and wine lovers to convergetogether, Master Classes are held with dedicated tasting roomto cultivate wine lovers’ tastes for premium wines. Presentedby EaseScents, DSW and so forth, 8 tasting and educationsessions were conducted with many intriguing topics such as“Yellow Wine Lecture – Pagoda Brand Handcraft Wine”, “Newera of the Imported Wine”, “Development of Chinese Wine” andmany more. Around 500 professionals participated this eventand interacted with the masters during 3 days.8. The2016 World Tea Brewers Cup, China NationalCompetitionEndorsed by Café Culture and Australasian Specialty TeaAssociation (AASTA), this event honored traditions with brewing
skills and carry on teainnovations byorganizing competitions.
For the secondedition and after 3 dayscontest, Mr. Wei Chuweithe 2nd prize winner oflast edition returned in2016. He outperformedall the other 31contestants. Ms. FangZhenzhen won the 2ndprize and Mr. ShenGuohui ranked the 3rd.
9. Chocolate WorldThe 5th edition of Chocolate World saw 7 sessions successfullyheld within 3 days. The former engaged top dessert chefs from
5 five-star hotelsi n c l u d i n gRenaissance Beijing,Crowne Plaza ParkView Wuzhou, TheOpposite House andmany more. Mainsponsors, MAXIMS &Pernigotti broughtincredible shows on-site. MAXIMS’ tailor-made chocolate
drama pushed forward the happiness that generated by thefantastic taste of desserts. Mr. Zhou Liqun from BeijingHospitality Institute won Best Performance. Mr. Du Huiping, anamateur dessert lover was awarded Best Creativity whilstHonorary Award went to Mr. Zheng Tao from RenaissanceBeijing. Mr. Li Dong from The Opposite House was the winnerof Best Popularity.10. Seafood Fest’The Fourth edition of Seafood Fest’ – Right Seafood Right Winewas held together by China Aquatic Products Processing and
Marketing All iance(CAPPMA) and MarineStewardship Council(MSC). With sessionsdedicated to introducethe “right seafood”associate with “rightwines”, Seafood Fest’sproduced palatalpleasures with gourmetfood products.
In addit ion,CAPPMY & MSC
jointly hosted an event themed “MSC sustainable selection—trace to the source of seafood to the fishery” promotingsustainable seafood such as GFC Rock Lobster, arepresentative seafood from western Australia and otherseafood from Zhangzidao Group, Dalian Rich Seafood Co., Ltd., Dalian Fishing Beauty Foodstuff Co.,Ltd. Msc Introduces theaim and market development of international sustainableseafood.11. China Inspection & Quarantine Forum – One Line, OneStandard, One QualitySial China inaugurated its collaboration with Shanghai Entry-Exit Inspection and Quarantine Bureau (Shanghai CIQ) toorganize a dedicated panel discussing the matter of foodproducers supplying quality food that meets HACCPinternational standards for both domestic and overseasmarkets. As a unique opportunity to engage with Shanghai CIQwhere both private and public sector representatives cametogether to form the panel. This forum became the spotlightthat attracted over 250 people.12. After Sial PartyOn 6 May, After Sial Party returned to cruise Caption 5 alongthe Huang Pu River. With a fantastic combination of selectedwines, gourmet food and rivera view, over 400 VIP exhibitorsand VIP buyers celebrated the great success of Sial China ! Inaddition, the awarding ceremony of SIAL – Best Buy ChinaCompetition also came on board.
Riding the wave of big data, Sial China offered match-makingsystem that effectively helped exhibitors and visitors to identifyeach other’s needs. There were in total 30,685 attempts ofbooking match-making meetings involving 2,702 exhibitors and8,520 visitors in 2016. In the end, 2,019 meetings weresuccessfully booked online.

99 BEVERAGE & FOOD WORLD - Vol. 42 - No. 1 - JANUARY 201599 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
ANNOUNCING!
DAIRY PLANTS/
EQUIPMENT/ANCILLARIES
INCL. DAIRY PRODUCTS
OF
BEVERAGE & FOOD WORLDWILL BE PUBLISHED IN
JULY 2016
Bonus�Display Advertisers are entitled to a FREE ProductWrite-up (upto 150 words with one product picture),and also a FREE Classified listing (upto 50 words)in the "Buyers' Guide" section of this special issue.
Contact:
The Amalgamated Press506, Hamam House, 5th Floor
36, Ambalal Doshi Marg, Fort, Mumbai 400 023Tel: 022-2265 0268 / 30226463
Email: [email protected]
SPECIAL NUMBER

100 BEVERAGE & FOOD WORLD - Vol. 42 - No. 1 - JANUARY 2015100 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
N.I.I.R1. Modern Technology of Food Processing & Agro Based Industries (2nd Ed.) — " — Rs. 16402. Modern Technology of Milk Processing & Dairy Products (4th Ed.) — " — Rs. 15453. Modern Technology on Food Preservation (2nd Ed.) — " — Rs. 13404. Manufacture of Food & Beverages (2nd Ed.) — " — Rs. 19655. Handbook on Fruits, Vegetables & Food Processing with Canning & Preservation (3rd Ed.) — " — Rs. 15406. Handbook on Modern Packaging Industries (2nd Ed.) — " — Rs. 17407. Food Packaging Technology Hand Book (2nd Ed.) — " — Rs. 15408. Handbook on Spices — " — Rs. 10359. Food Colours, Flavours & Additives Technology Hand Book — " — Rs. 1060
10. The Complete Technology Book on Bakery Products (3rd Ed.) — " — Rs. 174511. The Complete Technology Book on Processing, Dehydration, Canning
Preservation of Fruits & Vegetables (3rd Ed.) — " — Rs. 194512. The Complete Technology Book on Snack Foods — " — Rs. 104513. Herbal Foods and Its Medicinal Values — " — Rs. 134014. Fresh Meat Technology Hand Book — " — Rs. 103515. Enzymes Bio-Technology Hand Book — " — Rs. 116016. Food Flavours Technology Hand Book — " — Rs. 114017. The Complete Technology Book on Cocoa, Chocolate, Ice Cream
& Other Milk Products — " — Rs. 134018. Preservation of Meat & Poultry Products — " — Rs. 116019. Handbook of Fine Chemicals, Vitamins, Amino Acids & Proteins — " — Rs. 152020. Handbook on Food Biotechnology — " — Rs. 116021. Handbook on Mushroom Cultivation & Processing (Dehydration, Processing, Canning) — " — Rs. 134022. The Complete Book on Coconut & Coconut Products (Cultivation & Processing) — " — Rs. 106023. The Complete Technology Book on Flavoured Ice Cream — " — Rs. 103524. Potato & Potato Products (Cultivation, Harvesting, Storage & Processing) — " — Rs. 134025. The Complete Technology Book on Meat, Poultry & Fish Processing (2nd Ed.) — " — Rs. 154526. The Complete Technology Book on Alcoholic and Non Alcoholic Beverages — " — Rs. 264027. The Complete Book on Gums & Stabilizers for Food Industry — " — Rs. 134028. The Complete Book on Spices & Condiments (Cultivation, Processing & Extraction) (2nd Ed.) — " — Rs. 234529. Fruits, Vegetables, Corn and Oilseeds Processing Hand Book — " — Rs. 174030. The Complete Book on Wine Production — " — Rs. 234031. The Complete Book on Sugarcane Processing and by-products of molasses — " — Rs. 174032. The Complete Book on Managing Food Processing Industry Waste — " — Rs. 134033. The Complete Book on Fruits, Vegetables and Food Processing — " — Rs. 174034. The Complete Book on Tomato and Tomato Products Manufacturing — " — Rs. 134535. Confectionery Products Handbook (Chocolate, Toffee, Chewing Gum, Confectionery) — " — Rs. 2040
E.I.R.I.36. Start Your Own Cold Storage Unit Rs. 96037. Hand Book of Dairy Formulations Processes & Milk Processing Industries (2nd Ed.) — " — Rs. 80038. Food Processing And Agro Based Industries (2nd Ed.) — " — Rs. 103539. Hand Book of Modern Bakery Products — " — Rs. 96040. Handbook of Spices & Packaging with Formulae — " — Rs. 96041. Modern Packaging Technology for Processed Food, Bakery, — " — Rs. 970
Snacks Foods, Spices & Allied Food Products42. Fruits & Vegetables Processing Hand Book (2nd Ed.) — " — Rs. 96043. Preservation & Canning of Fruits & Vegetables (2nd Ed.) — " — Rs. 127044. Hand Book of Food Dehydration & Drying — " — Rs. 70045. Meat Processing & Meat Products Hand Book — " — Rs. 96046. Handbook of Ice cream Technology & Formulae — " — Rs. 80047. Handbook of Oils, Fats & Derivatives with Refining & Packaging Technology — " — Rs. 102048. Hand Book of Flavours Technology — " — Rs. 80049. Potato and Potato Processing Technology — " — Rs. 800
BOOKS FOR SALES.No. Description Publisher Price

101 BEVERAGE & FOOD WORLD - Vol. 42 - No. 1 - JANUARY 2015101 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Send D.D. / Cheque favouring :THE AMALGAMATED PRESS
506, Hamam House, 5th Floor36 Ambalal Doshi Marg, Fort, Mumbai 400 023
TEL: 022 - 2265 0268 / 30226463EMAIL: [email protected]
Prices
Include
Packing &
Postage
50. Hand Book of Food Packaging Technology — " — Rs. 95051. Agro Based and Processed Food Products — " — Rs. 116052. Technology of Food Preservation & Processing — " — Rs. 102053. Hand Book of Mushroom Cultivation, Processing & Packaging — " — Rs. 60054. Hand Book of Milk Processing, Dairy Products & Packaging Technology — " — Rs. 103555. Breakfast, Dietary Food, Pasta & Cereal Products Technology — " — Rs. 121556. Hand Book of Flavours and Food Colourants Technology — " — Rs. 147057. Fruit Beverages and Processing with Mango Products — " — Rs. 80058. Technology of Maize & Allied Corn Products — " — Rs. 70059. Modern Bakery Technology & Fermented Cereal Products with Formulae — " — Rs. 132060. Technology of Sweets (Mithai), Namkeen & Snack Food, with Formulae — " — Rs. 182061. Citrus Fruits Cultivation & Processing Technology — " — Rs. 106062. Technology of Food Processing Industries — " — Rs. 104063. Aloe Vera Cultivation, Processing, Formulations & Manufacturing Technology — " — Rs. 257564. Technology of Water and Packaged Drinking Water — " — Rs. 116065. Technology of Oil Seeds Processing Oils & Fats and Refining — " — Rs. 147066. Complete Hand Book on Frozen Food Processing & Freeze Drying Technology — " — Rs. 107067. Complete Book on Banana Cultivation, Dehydration, Processing,
Products & Packaging Technology — " — Rs. 104068. Technology of Confectionery, Chocolates, Toffee, Candy, Chewing & Bubble Gum, — " — Rs. 1820
Lollipop & Jelly Products with Formulations69. Technology of Chicken Meat & Poultry Products — " — Rs. 182570. Agro Food Processing & Packaging Technology — " — Rs. 116571. Modern Technology of Tomato Processing & Dehydration — " — Rs. 116072. Modern Technology of Agro Processing & Food Packaging Products with Project Profiles — " — Rs. 117573. Technology of Soybean Products with Formulae — " — Rs. 117574. Modern Technology of Food Additives, Sweetners and Food Emulsifiers — " — Rs. 164075. Technology of Food Chemicals, Pigments & Food Aroma Compounds — " — Rs. 1165
N.I.P.A76. Food Processing Waste Management : Treatment and Utilization Technology Rs. 207577. Advances in Preservation & Processing Technologies of Fruits and Vegetables — " — Rs. 302578. Cereals: Processing and Nutritional Quality — " — Rs. 170079. Food Process Engineering and Technology — " — Rs. 122580. Principles of Meat Technology (2nd Ed.) — " — Rs. 177081. Quality Control for Value Addition in Food Processing — " — Rs. 97082. Food Science — " — Rs. 252583. Quality Assessment of Milk & Milk Products — " — Rs. 86084. Quality Milk Production and Processing Technology — " — Rs. 86085. Dairy Plant Management — " — Rs. 85586. Dairy Technology : Set of 2 Vols. — " — Rs. 431087. Post Harvest Technology & Processing of Horticulture Crops — " — Rs. 134088. Fat Rich Dairy Products — " — Rs. 157589. Functional Foods and Nutraceuticals — " — Rs. 367590. Organic Spices — " — Rs. 3025
91. Baking Science & Industries (2 Volumes) M.K. Kamaliya Rs. 500
92. Basic Baking S. C. Dubey Rs. 300 Discount onpurchase of4 or moreBooks
BOOKS FOR SALES.No. Description Publisher Price

102 BEVERAGE & FOOD WORLD - Vol. 42 - No. 1 - JANUARY 2015102 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016
Advanced Enzyme Technologies Ltd. ... 9Alliance ... 85Arkema India ... 63Asia Fruit Logistica 2016 ... 89Avon Flavours ... 95
B. S. International ... 33Bonfiglioli Transmissions (Pvt.) Ltd. ... 103Brenntag Ingredients (I) Pvt. Ltd. ... 17Bry-Air (Asia) Pvt. Ltd. ... 85
California Walnut Commission ... 10Camlin Fine Sciences Ltd. ... 18Chitra Machineries Pvt. Ltd. ... 52
Delair India Pvt. Ltd. ... 83Divi’s Laboratories Ltd. ... 6Drytech Processes (I) Pvt. Ltd. Back Cover
Fi & Hi India 2016 ... 87Food Week Korea 2016 ... 84Feroze Foods & Flavours ... 47Foram Foods ... 95
Goma Engineering Pvt. Ltd. ... 3Grundfos Pumps India Pvt. Ltd. ... 53
Hanna Equipments (India) Pvt. Ltd. ... 54Hitech Ultraviolet Pvt. Ltd. ... 52
IIDE 2017 ... 64IMCD India Pvt. Ltd. Front CoverITC Colors ... 85
Page No.Page No.
Printed, Published and Owned by Norman John Da Silva, Proprietor, The Amalgamated Press, 506 Hamam House, 36 Ambalal Doshi Marg,Fort, Mumbai - 400 023, India. Tel: 91-22-22650268, 30226463 Email: [email protected] and printed by him at Sevak Printers,308, Shri Hanuman Industrial Estate, 3rd Floor, G. D. Ambekar Road, Wadala, Mumbai - 400 031, India. Editor: Norman John Da Silva.
India Foodex 2016 ... 88Inoxpa India Pvt. Ltd. ... 7International FoodTec India 2016 ... 86
K. Patel Phyto Extractions Pvt. Ltd. ... 83Kumar Process Consultants &
Chemicals Pvt. Ltd. ... 4
Laljee Godhoo & Co. ... 14
M. K. Ingredients & Specialities ... 77Marine Hydrocolloids ... 16Marine Hydrocolloids ... 89Mespack India Pvt. Ltd. ... 11Micron Industries Pvt. Ltd. ... 14
PackPlus 2016 ... 90Parksan Filters Pvt. Ltd. ... 8Parle Global Technologies Pvt. Ltd. ... 2Pari Chemicals ... 66
Repute Engineers Pvt. Ltd. ... 13
Sonarome Pvt. Ltd. ... 15Sonarome Pvt. Ltd. ... 65
TNA Packaging & Processing Solutions ... 54Trishul Saccharin Pvt. Ltd. ... 75
Ultra International Ltd. ... 5UltraPlast Chainbelts Pvt. Ltd. ... 16Uma Bros ... 49Unipack Machines Pvt. Ltd. ... 12
VKL Seasoning Pvt. Ltd. ... 51
Wacker Chemie AG, Germany ... 66
ATTENTION SUBSCRIBERS !It is observed that many subscribers miss the reminder notice for Subscription renewal sent by us.For continuity, it is necessary that your renewal subscription fee is paid at least a month before yoursubscription ends.If your subscription fee is paid after your subscription expires it will be registered only from the month afterthe fee is paid. And back issues will have to be purchased separately which will include Regd Postal /Courier charges.If you wish to know the status of your subscription please email us at [email protected]
NOTE : "Beverage & Food World" Journal is mailed to subscribers on the 20th of every month.In case you do not receive your copy within 45 days from that date, please email to us about the non-receipt, so that we can send you another copy. Since we usually stock few copies of back issues, we maynot be able to entertain any request for missing issues if it comes to us beyond the specified period.
ADVERTISERADVERTISERADVERTISERADVERTISERADVERTISER’’’’’SSSSS INDEXINDEXINDEXINDEXINDEX
��������������������������������������������������
�������������������������������������������������������
�����

103 BEVERAGE & FOOD WORLD - Vol. 43 - No. 6 - JUNE 2016

2016