
Additives for metalworking lubricants - a reviewdownload.xuebalib.com/xuebalib.com.12002.pdf ·...
26
Additives for Metalworking Lubricants - a Review C. Kajdas Technical University at Radom, Poland This paper is presented as an introduction to various spec@ problems associated with metalworking additives, especially that related to their modes of action. It describes various chemicals used as specific additives for metalworking lubricants. The introductory part of the review deals with general lubricant types for both metal-forming and metal-cutting processes. The section dealing with types of additives used for metalworking lubricants is followed by a section on the chemistry of these additives. The detailed review is connected with boundary lubrication additives for water-based liquids and oil-based lubricants. Corrosion and antimicrobial agents are discussed as well. Other additives are described more generally. KEYWORDS: additives, metalworking, metal-cutting, lubricants, oil, emulsion, water-based INTRODUCTION One of the purposes of metalworking processes is to create a new shape. Usually, these processes bring about contact between two solids: the tool and the workpiece. The contact involves either the plastic flow of metals (deformation) or creating a new shape by removing excess material in a controlled manner (cutting). The creation of new shapes by metalworking processes is associated with high friction, high temperature, and tool wear (Figure 1). Thus, metalworking lubricants influence the effectiveness of these processes and the overall efficiency of the manufacturing operation. Plastic deformation processes allow shape change by deforming the workpiece without fracture due to its ductility. There are steady-state and non-steady-state processes.1The distinction is highly significant from the lubrication point of view. In steady-state processes, eg rolling, the surface of the workpiece arriving at the deformation zone should be lubricated with a fresh lubricant film. In non-steady-state processes, the pre-applied film has to suffice in the course of deformation, and re- application is usually not feasible unless the process is interrupted. Some processes have a transitional character,' for example, deformation is non-steady-state at the beginning and end of extrusion. Lub. Sci. (1) 385 0954-0075 $5.00 + $2.00
Transcript of Additives for metalworking lubricants - a reviewdownload.xuebalib.com/xuebalib.com.12002.pdf ·...

Additives for Metalworking Lubricants - a Review
C. Kajdas Technical University at Radom, Poland
This paper is presented as an introduction to various spec@ problems associated with metalworking additives, especially that related to their modes of action. I t describes various chemicals used as specific additives for metalworking lubricants. The introductory part of the review deals with general lubricant types for both metal-forming and metal-cutting processes. The section dealing with types of additives used for metalworking lubricants is followed by a section on the chemistry of these additives. The detailed review is connected with boundary lubrication additives for water-based liquids and oil-based lubricants. Corrosion and antimicrobial agents are discussed as well. Other additives are described more generally.
KEYWORDS: additives, metalworking, metal-cutting, lubricants, oil, emulsion, water-based
INTRODUCTION
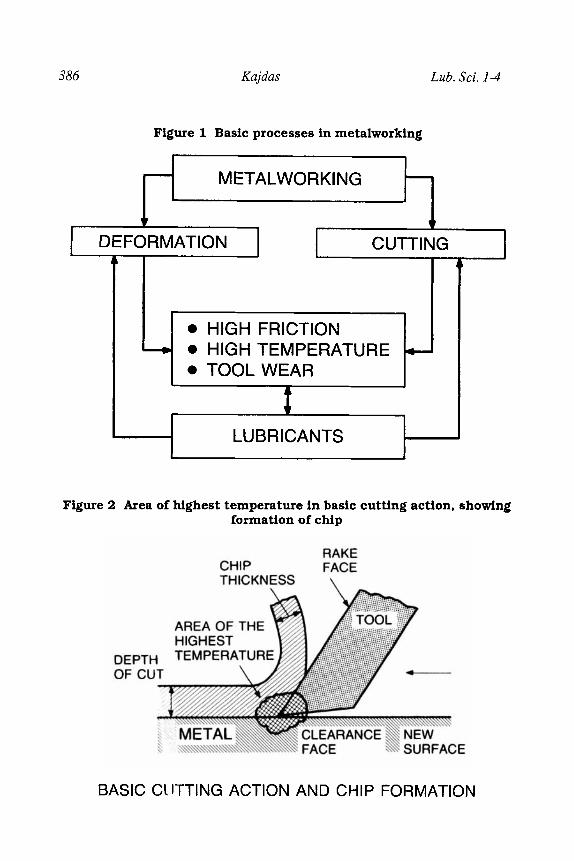
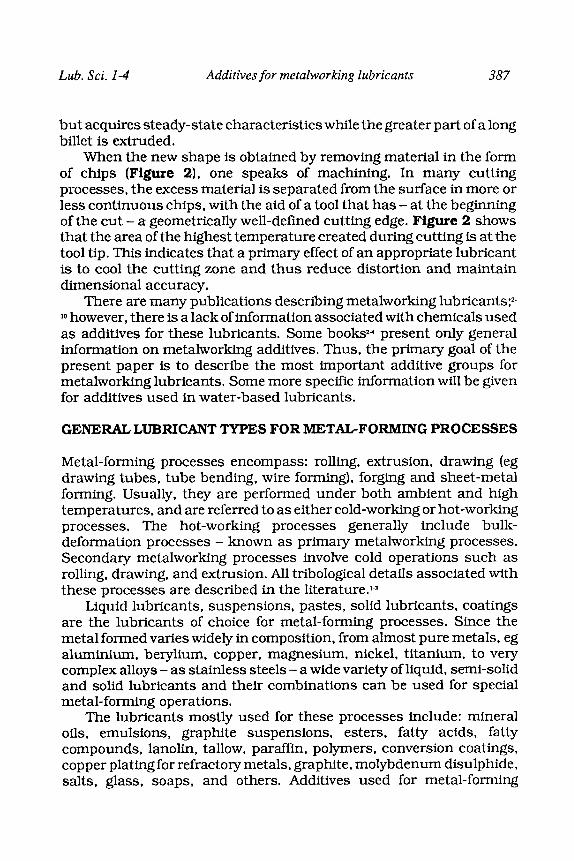
One of the purposes of metalworking processes is to create a new shape. Usually, these processes bring about contact between two solids: the tool and the workpiece. The contact involves either the plastic flow of metals (deformation) or creating a new shape by removing excess material in a controlled manner (cutting). The creation of new shapes by metalworking processes is associated with high friction, high temperature, and tool wear (Figure 1). Thus, metalworking lubricants influence the effectiveness of these processes and the overall efficiency of the manufacturing operation.
Plastic deformation processes allow shape change by deforming the workpiece without fracture due to its ductility. There are steady-state and non-steady-state processes.1 The distinction is highly significant from the lubrication point of view. In steady-state processes, eg rolling, the surface of the workpiece arriving at the deformation zone should be lubricated with a fresh lubricant film. In non-steady-state processes, the pre-applied film has to suffice in the course of deformation, and re- application is usually not feasible unless the process is interrupted. Some processes have a transitional character,' for example, deformation is non-steady-state at the beginning and end of extrusion.
Lub. Sci. (1) 385 0954-0075 $5.00 + $2.00
386
- METALWORKING I
Kajdas Lub. Sci. 1-4
-
I DEFORMATION I CUTTING I A i
0 HIGH FRICTION
Figure 2 Area of highest temperature in basic cutting action, showing formation of chip
-
CHIP
0 HIGHTEMPERATURE - 0 TOOL WEAR
RAKE FACE
THICKNESS \
DEPTl OF C1
BASIC CIlTTlNG ACTION AND CHIP FORMATION
Lub. Sci. 1-4 Additives for metalworking lubricants 387
but acquires steady-state characteristics while the greater part of a long billet is extruded.
When the new shape is obtained by removing material in the form of chips (Figure 2), one speaks of machining. In many cutting processes, the excess material is separated from the surface in more or less continuous chips, with the aid of a tool that has - at the beginning of the cut - a geometrically well-defined cutting edge. Figure 2 shows that the area of the highest temperature created during cutting is at the tool tip. This indicates that a primary effect of an appropriate lubricant is to cool the cutting zone and thus reduce distortion and maintain dimensional accuracy.
There are many publications describing metalworking 1ubricants;z- 10 however, there is a lack of information associated with chemicals used as additives for these lubricants. Some booksz' present only general information on metalworking additives. Thus, the primary goal of the present paper is to describe the most important additive groups for metalworking lubricants. Some more specific information will be given for additives used in water-based lubricants.
GENERAL LUBRICANT TYPES FOR METAGFORMING PROCESSES
Metal-forming processes encompass: rolling, extrusion, drawing (eg drawing tubes, tube bending, wire forming). forging and sheet-metal forming. Usually, they are performed under both ambient and high temperatures, and are referred to as either cold-working or hot-working processes. The hot-working processes generally include bulk- deformation processes - known as primary metalworking processes. Secondary metalworking processes involve cold operations such as rolling, drawing, and extrusion. All tribological details associated with these processes are described in the 1iterature.1.~
Liquid lubricants, suspensions, pastes, solid lubricants, coatings are the lubricants of choice for metal-forming processes. Since the metal formed varies widely in composition, from almost pure metals, eg aluminium, berylium, copper, magnesium, nickel, titanium, to very complex alloys - as stainless steels - a wide variety of liquid, semi-solid and solid lubricants and their combinations can be used for special metal-forming operations.
The lubricants mostly used for these processes include: mineral oils, emulsions, graphite suspensions, esters, fatty acids, fatty compounds, lanolin, tallow, paraffin, polymers, conversion coatings, copper plating for refractory metals, graphite, molybdenum disulphide, salts, glass, soaps, and others. Additives used for metal-forming
388 Kajdas Lub. Sci. 1-4
lubricants primarily include extreme pressure agents and chemicals used to formulate emulsions. Fatty acids or fatty compounds as well as graphite or molybdenum disulphide can also be treated as additives.
The improvement of metal-forming lubricants generally depends upon two main thrusts:' (1) the continuing development of higher performance lubricants by empirical methods: (2) the development of more realistic physical models of the processes. The main obstacle to further progress in these areas is the lack of realistic descriptions of the interface.
Many specific problems associated with metal-forming lubricants have been presented in references 7 to 10. The role of lubrication in sheet metal deep drawing, drawing lubrication, the role of oxides on the surface friction of aluminium auto bodies, and lubricant-oxide-strain rate interactions in hot forging were discussed in reference 7. Lubricants for metal-forming play a cardinal role in many manufacturing processes and contribute to the success or failure of the process, productivity, worker safety, usage of energy, and environmental safety. These topics were considered in reference 8. Some other subjects including the effect of properties of lubricants and emulsion stability on lubricating behaviour in cold rolling of low carbon steel, characteristics of roll lubrication in hot strip and plate rolling, the role of lubricants in metal flow and die wear during forging, and a critical review of lubrication in deep drawing, were also discussed in reference 8. Only a few problems were directly associated with additives. They will be described below. Some further topics concerning lubricants for metal-forming, that show the importance of additives, were presented in reference 10.
GENERAL LUBRICANT TYPES FOR METACCUTTING PROCESSES
There are three major types of metal-cutting lubricants: oils, emulsions, and water-based products. Oils are derived from petroleum, vegetable, and animal sources. Emulsions contain an oil, such as mineral or compounded oil in the form of suspended droplets, dispersed with the aid of special chemical agents called emulsifiers. Water-based products, also known as water-soluble fluids, chemical fluids, or synthetic fluids, do not contain oil, only water-soluble chemicals.
Although alterations have been made to the formulation of metal- cutting lubricants since their introduction, the basic roles have remained unchanged. They are two-fold:*o ( 1) heat dissipation, or
Lub. Sci. 1-4 Additives for metalworking lubricants 389
CUTTING FLUID
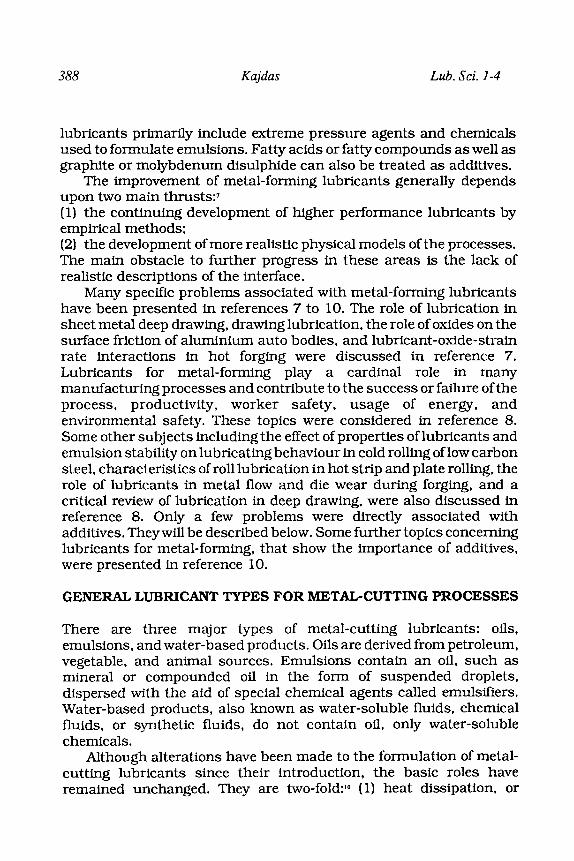
cooling, to prolong tool life and cool workpiece and chips and to permit higher cutting speeds: (2) lubrication to reduce friction, to improve the finish on the metal cut, and to prevent rusting. By being applied from directly over the cutting zone, cutting fluid also serves to flush away metal chips.
Figure 3 represents the general action performed by cutting fluids that may serve principally either as lubricant or as coolant.@ However, in most cases both of these functions are to some extent performed by these fluids. It should be noted that water-based products are much better coolants than are oil-based lubricants or even some emulsions. The choice between the two types depends on such factors as the particular metal removal operation (finish turning, gear cutting, milling or other), tool material, the temperature encountered, cutting speed, and the method of fluid application.'
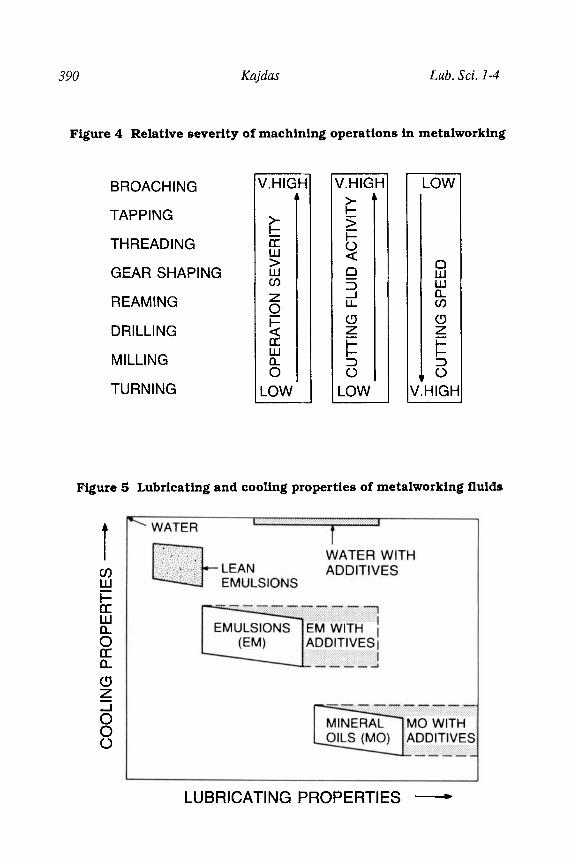
The hardness of the metal is also an important property. As hardness increases so does tool wear. Thus, here lubricating properties of cutting fluids become significant. Almost as important as the type of metal'is the severity of the machining operation in cutting fluid selection (Figure 4).1° Turning is the least severe operation, heat is removed easily by the cutting fluid and the unconfined flow of the chip. Internal broaching is the most severe cutting operation.'O Each cutting tooth is in contact with the workpiece during the entire cut. and each
-
Figure 3 Action performed by cutting fluidlo
(3 i z LUBRICATION
0 0
6 REDUCTION OF FRICTION r (TOOUCHIP; TOOUWORK-PIECE) 2
1
CONTROLS
2 u > K O q z
&
ACTION PERFORMED BY CUTTING FLUID
TOOL AND WORK
TEMPERATURE
s 1 i 1
TOOL WEAR IMPROVES
i MINIM IZlNG FINISH
390 Kajdas Lub. Sci. 1-4
Figure 4 Relative severity of machining operations in metalworking
BROACHING
TAPPING
THREADING
GEAR SHAPING
REAMING
DRILLING
M ILL1 NG
TURNING
/.HK
c [r W > W v)
z 0 F a U W a 0
-ow
/.HIGI-
c E 0
0 a
3 - LL (3
5 3
0 LOW
LOW
0 W W a v)
(3
E 3
0 iIGk
Figure 5 Lubricating and cooling properties of metalworking fluids
t ul W F U W a 0 U a (3 z
0 0
- 6
I
WATER WITH LEAN ADDITIVES EMULSIONS
LUBRICATING PROPERTIES -
Lub. Sci. 1-4 Additives for metalworking lubricants 391
succeeding tooth is buried deeper in the cut. This makes it dflicult for the cutting fluid to reach the tooth during machining. Therefore, cutting fluids used in broaching have to have very good antiweld and lubricating properties to protect cutting teeth and ensure proper finish and accuracy. As Figure 4 shows, increasing operational severity is usually connected with decreasing cutting speed. More severe operation demands more active cutting fluid. This means that cutting fluids with additives, especially extreme pressure ones, must be used for severe operational conditions.
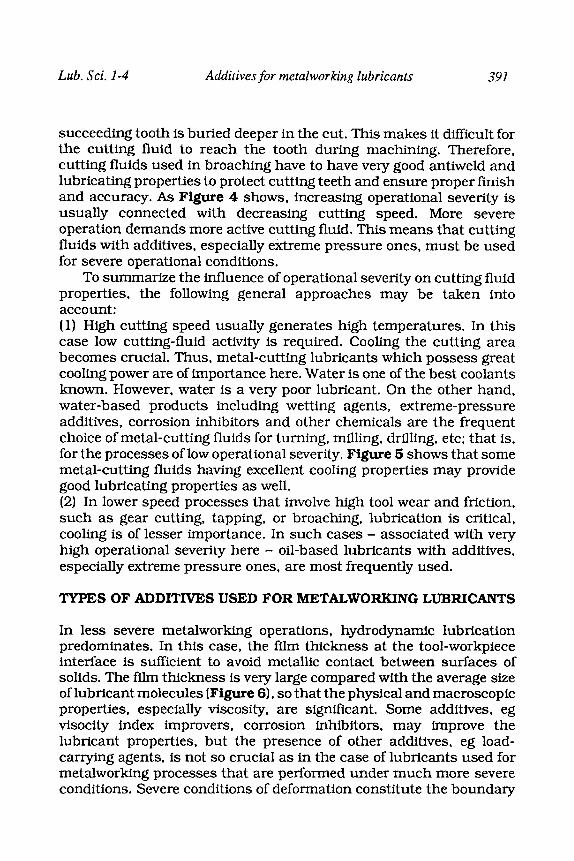
To summarize the influence of operational severity on cutting fluid properties, the following general approaches may be taken into account : (1) High cutting speed usually generates high temperatures. In this case low cutting-fluid activity is required. Cooling the cutting area becomes crucial. Thus, metal-cutting lubricants which possess great cooling power are of importance here. Water is one of the best coolants known. However, water is a very poor lubricant. On the other hand, water-based products including wetting agents, extreme-pressure additives, corrosion inhibitors and other chemicals are the frequent choice of metal-cutting fluids for turning, milling, drilling, etc: that is, for the processes of low operational severity. Figure 5 shows that some metal-cutting fluids having excellent cooling properties may provide good lubricating properties as well. (2) In lower speed processes that involve high tool wear and friction, such as gear cutting, tapping, or broaching, lubrication is critical, cooling is of lesser importance. In such cases - associated with very high operational severity here - oil-based lubricants with additives, especially extreme pressure ones, are most frequently used.
TYPES OF ADDITIVES USED FOR METAL.WORKING LUBRICANTS
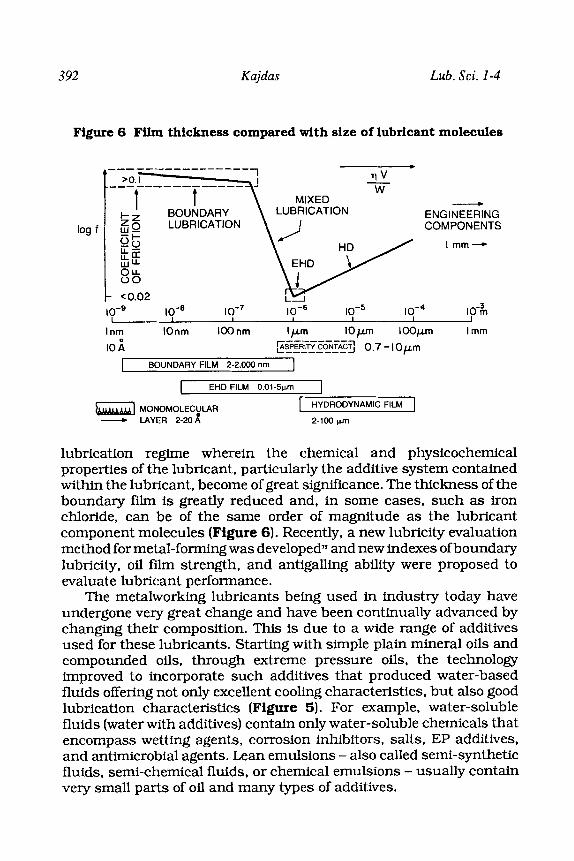
In less severe metalworking operations, hydrodynamic lubrication predominates. In this case, the film thickness at the tool-workpiece interface is sufficient to avoid metallic contact between surfaces of solids. The film thickness is very large compared with the average size of lubricant molecules (Figure 6). so that the physical and macroscopic properties, especially viscosity, are significant. Some additives, eg visocity index improvers, corrosion inhibitors, may improve the lubricant properties, but the presence of other additives, eg load- carrying agents, is not so crucial as in the case of lubricants used for metalworking processes that are performed under much more severe conditions. Severe conditions of deformation constitute the boundary
392 Kajdas Lub. Sci. 1-4
Figure 6 Film thickness compared with size of lubricant molecules
f
- - w
MIXED - LUBRICATION ENGINEERING
COMPONENTS
I mm-
0.02
I nm lOnm 100nm IPm I O p m IOOpm Imm
10 i EgEflTG ?&YA?] 0.7 - I 0 p m
I BOUNDARY FILM 2-2.000 nm ]
1 EHD FILM 0.01-5pm
HYDRODYNAMIC FILM MONOMOLECULAR - LAYER 2-20A 2-100 pm
lubrication regime wherein the chemical and physicochemical properties of the lubricant, particularly the additive system contained within the lubricant, become of great significance. The thickness of the boundary film is greatly reduced and, in some cases, such as iron chloride, can be of the same order of magnitude as the lubricant component molecules (Figure 6). Recently, a new lubricity evaluation method for metal-forming was developed” and new indexes of boundary lubricity, oil film strength, and antigalling ability were proposed to evaluate lubricant performance.
The metalworking lubricants being used in industry today have undergone very great change and have been continually advanced by changing their composition. This is due to a wide range of additives used for these lubricants. Starting with simple plain mineral oils and compounded oils, through extreme pressure oils, the technology improved to incorporate such additives that produced water-based fluids offering not only excellent cooling characteristics, but also good lubrication characteristics (Figure 5) . For example, water-soluble fluids (water with additives) contain only water-soluble chemicals that encompass wetting agents, corrosion inhibitors, salts, EP additives, and antimicrobial agents. Lean emulsions - also called semi-synthetic fluids, semi-chemical fluids, or chemical emulsions - usually contain very small parts of oil and many types of additives.
Lub. Sci. 1-4 Additives for metalworking lubricants 393
CHEMISTY OF ADDITIVES USED TO FORMULATE METALWORKING LUBRICANTS
Corrosion inhibitors
In general, the presence of corrosion inhibitors does not affect the characteristics desired through use of the extreme-pressure (EP) additive. On the other hand, the reverse may not be true, that is, the presence of EP additives in systems containing competing surface- active corrosion inhibitors may reduce the effectiveness of the EP additive .’
It is a well-known fact that chlorinated oils have been for many years a major component in lubricating oil compositions, intended for use in metalworking operation, particularly because of their effectiveness under EP conditions. On the other hand, chlorinated oils are not generally removed with ease from metal parts after working, and vapour degreasing is often required. The use of certain emulsifiers, eg nonyl phenoxy polyethoxy ethanol, permits chlorinated oils to be removed from metal parts after working by aqueous rnethods.l1 However, corrosion of the metal part being worked is still a problem.
It was found12 that liquid lubricating compositions which contain one or more chlorinated materials, usually chlorinated oils, can be improved for use in metalworking operations, particularly deep drawing operations involving carbon steels, by the addition of ethoxylated fatty amines. These improved metalworking lubricants are less corrosive to the metal parts being worked than the unimproved ones, and they can be removed from the metal parts by aqueous methods.
In water-soluble liquids, electrolytic phenomena take place in which current flow must be prevented. The chromates and nitrites have been used to prevent anodic corrosion. Benzotriazols, zinc salts, borates, sulphonates, organic carboxylates. and organic phosphonates have been used to prevent cathodic corrosion. Sometimes, combinations of cathodic and anodic inhibitors may be more effective than either one alone.’
It is well established that the emulsifier in water-based lubricants and/or alkaline reserve compounds, such as triethanolamine. may be used as good corrosion inhibitors. More than 30 years ago, the use of 2,5-dimercapto- 1.3.4-thiadiazole was suggested for use as a corrosion inhibitor and preservative for cutting fluids.13 Several years later, it was established that morpholine compounds14-” and their reaction productsl~ are corrosion inhibitors. Polyalkylene oxide polymers
394 Kajdas Lub. Sci. 1-4
provide not only compatibility with water, but good lubricating qualities as well. They also inhibit the corrosion of ferrous metals. Some bridged aromatic acid derivative compounds61 are highly efficient in inhibiting both the oxidation of polyalkylene oxide polymer compositions, including aqueous solutions thereof, and also the corrosion of ferrous metals contacted by such compositions. Amine salts of monalkylene dicarboxylic acids, such, as triethanolamine salt of N-ethanolanilidomaleic acid,*' are rust-inhibiting agents for aqueous lubricants used in machining of metals. Phosphates as well as certain unsaturated fatty acids are also effective corrosion inhibitors.
Boundary lubrication additives
Additives for oil-based lubricants In general, metalworking fluids for which both lubricating and cooling properties are of importance must possess a high load-carrying capacity to be able to transmit strong forces. For this purpose, boundary lubrication additives are added. They encompass many chemicals and various compositions. The choice of additives is mostly governed by workpiece material. For example, sulphur is effective on steel, but is avoided on high-nickel alloys because of the danger of forming a low-melting eutectic. and on copper alloys because of the formation of a dark sulphide stain. On the other hand, chlorine is the only effective element for stainless steel.
An effective film interposed between the workpiece and the tool prevents welding of these surfaces. In the case of load-canying additives - such as organosulphur compounds and chlorinated hydrocarbons - the primary film formation takes place by direct chemical reaction between the additive and the surfaces. The chemical reaction may be activated predominantly by temperature and impact. Metalworking operations produce local high temperatures. However, it must be remembered that, in addition to the temperature effects that exist at surface contacts, there is the enhanced surface activity associated with the virgin surface formation on these contacts. The enhanced surface activity is represented in Figure 7. The mechanical activity at metalworking surfaces tends to promote chemical reactions and produce surface chemistry that may be entirely different to that observed in static studies. In other words, the very process of metalworking initiates and accelerates chemical reactions that otherwise would occur only at much higher temperatures or not at all.
Metallic sulphides, chlorides, or soaps are the main constituents of the boundary load-carrying film that results from the reaction of the additive with the metalworking surfaces. Fatty acids react at normal
Lub. Sci. 1-4 Additives for metalworking lubricants 395
Figure 7 Enhanced surface activity in metalworking
ENHANCED REACTIVITY =
EXO-ELECTRON + ELEVATED TEMPERATURE + HIGH PRESSURE
and moderate temperatures, esters at elevated temperatures and pressures with many metals or their oxides, to form metal soaps. Cutting oils containing these mild active additives, or soaps, are usually suited for low operational severity machining processes with the exception of chromium, nickel and platinum.
Flowers of sulphur - dissolved in mineral oil - is known to be the most effective agent for metal cutting but its reactivity is so great that its application is limited only to tough ferrous alloys. since sulphur in this form stains yellow metals readily.
It was foundm that improved load-carrying property can be imparted to metalworking lubricant compositions by the presence of an organic hydro-peroxide and sulphur. The compositions were tested by a tapping efflciency test.21According to this test, an oil to which elemental sulphur has been added is acceptable only for moderate duty machining. However, a vast improvement in tapping efficiency is observed when organic hydroperoxides are added to the sulphurized oils that contain some elemental sulphur. Thus, the lubricant compositions of the process are suitable for the most severe metal- cutting operations. The organic hydroperoxides (ROOH) suitable for use in the compositions of this process contain from 2 to 46 carbon atoms. In particular, cumene hydroperoxide. and text-butyl hydroperoxide are preferred.
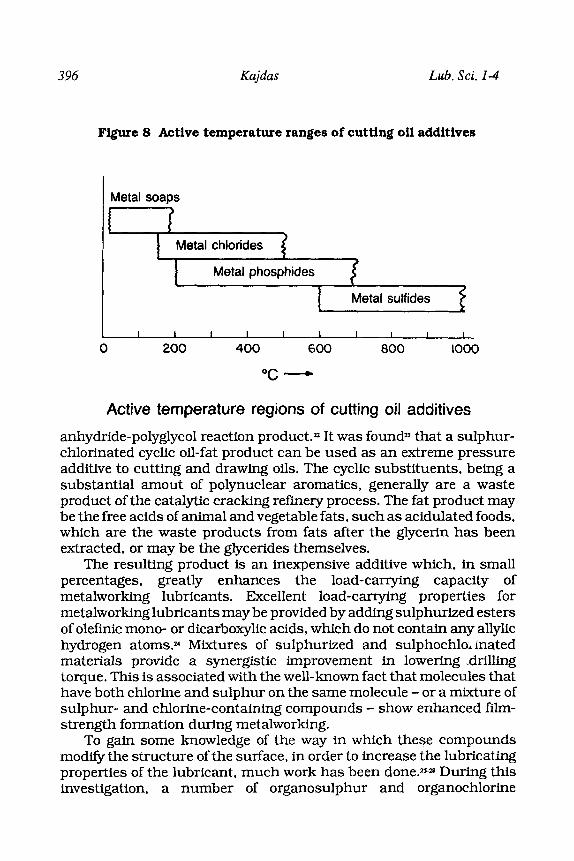
In order to a obtain film which separates the tool from the workpiece even when the materials are difficult to cut or at high cutting speeds, oil-soluble additives which contain chlorine, phosphorus and/or sulphur must be added to the cutting oil. Usually, chlorinaated hydrocarbons, (eg chlorinated diisobutene), sulphurized esters of fatty acids, dibenzyl disulphide. sulphurized hydrocarbons, esters of phosphorus acid, and zinc dialkyldithiophosphates are frequently used. At elevated temperatures and impact they react with the metal surface and form metal chlorides, phosphides. or sulphides. The active regions of metal soaps and salts are shown in Figure 8.
Sulphurized oil load-carrying additives can be improved significantly by adding minor amounts of polyalkenylsuccinic
396 Kajdas Lub. Sci. 1-4
Figure 8 Active temperature ranges of cutting oil additives
Metal soaps
I I I Metal chlorides
Metal phosphides
1 Metal sulfides f I I I I I I I I 1 1
0 200 400 600 800 1000
“C - Active temperature regions of cutting oil additives
anhydride-polyglycol reaction product.” It was foundn that a sulphur- chlorinated cyclic oil-fat product can be used as an extreme pressure additive to cutting and drawing oils. The cyclic substituents. being a substantial amout of polynuclear aromatics, generally are a waste product of the catalytic cracking refinery process. The fat product may be the free acids of animal and vegetable fats, such as acidulated foods, which are the waste products from fats after the glycerin has been extracted. or may be the glycerides themselves.
The resulting product is an inexpensive additive which, in small percentages, greatly enhances the load-carrying capacity of metalworking lubricants. Excellent load-canying properties for metalworking lubricants may be provided by adding sulphurized esters of olefinic mono- or dicarboxylic acids, which do not contain any allylic hydrogen at0ms.m Mixtures of sulphurized and sulphochlol inated materials provide a synergistic improvement in lowering .drilling torque. This is associated with the well-known fact that molecules that have both chlorine and sulphur on the same molecule - or a mixture of sulphur- and chlorine-containing compounds - show enhanced film- strength formation during metalworking.
To gain some knowledge of the way in which these compounds mod@ the structure of the surface, in order to increase the lubricating properties of the lubricant, much work has been done.2s-” During this investigation, a number of organosulphur and organochlorine
Lub. Sci. I-4 Additives for metalworking lubricants 397
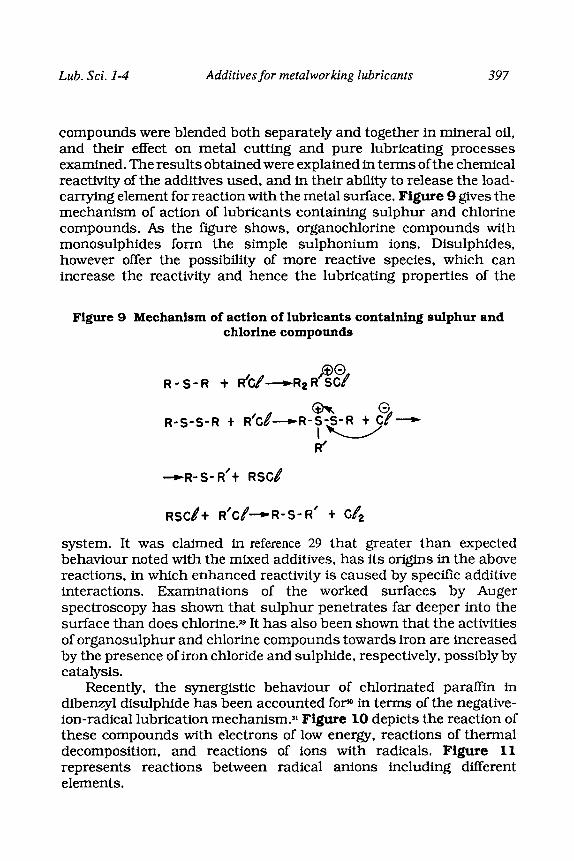
compounds were blended both separately and together in mineral oil, and their effect on metal cutting and pure lubricating processes examined. The results obtained were explained in terms of the chemical reactivity of the additives used, and in their ability to release the load- carrying element for reaction with the metal surface. Figure 9 gives the mechanism of action of lubricants containing sulphur and chlorine compounds. As the figure shows, organochlorine compounds with monosulphides form the simple sulphonium ions. Disulphides, however offer the possibility of more reactive species, which can increase the reactivity and hence the lubricating properties of the
Figure 9 Mechanism of action of lubricants containing sulphur and chlorine compounds
olt R-S-S-R t R/C$-R-S-S-R I h
0 t Fe-
system. It was claimed in reference 29 that greater than expected behaviour noted with the mixed additives, has its origins in the above reactions, in which enhanced reactivity is caused by specific additive interactions. Examinations of the worked surfaces by Auger spectroscopy has shown that sulphur penetrates far deeper into the surface than does ch1orine.m It has also been shown that the activities of organosulphur and chlorine compounds towards iron are increased by the presence of iron, chloride and sulphide. respectively, possibly by catalysis.
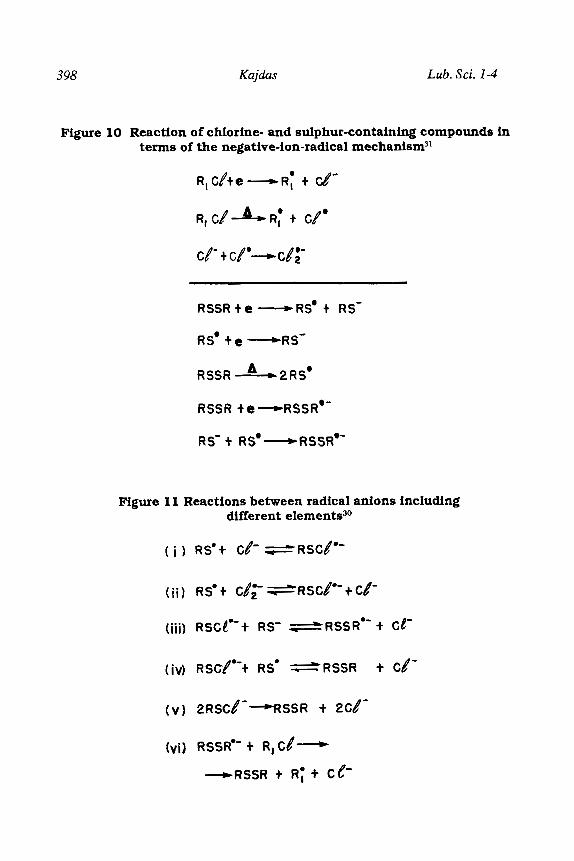
Recently, the synergistic behaviour of chlorinated paraffin in dibenzyl disulphide has been accounted f o p in terms of the negative- ion-radical lubrication mechanism.31 Figure 10 depicts the reaction of these compounds with electrons of low energy, reactions of thermal decomposition, and reactions of ions with radicals. Figure 11 represents reactions between radical anions including different elements.
398 Kajdas Lub. Sci. 1-4
Figure 10 Reaction of chlorine- and sulphur-containing compounds in terms of the negative-ion-radical mechanism3'
R,Cete-Ry t d-
R, ce AR; t ce*
RSSR t e -RS* t RS-
RS* t e -RS-
RSSR A *2RSe
RSSR t 8 -RSSR*-
RS- t RS'-RSSR*-
Figure 11 Reactions between radical anions including different elements30
( i ) RS't CJ- =RSCe*-
( v ) 2RSC&----)RSSR t 2Ce '
(vi) RSSR*- t R , c ~ -
-RsSR t R; + ce-
Lub. Sci. 1-4 Additives for metalworking lubricants 399
Reaction (iv) (Figure 11) results in the formation of the less reactive disulphide from more reactive thiyl (RS) radical and thiolate anion (RSCl‘). This explains a lower amount of sulphur product formation in boundary lubrication with dibenzyl disulphide and chlorinated paraffin.m Assuming this to be the case, electron transfer between an initially formed disulphide radical anion and chlorinated paraffin seems to be an additional explanation of an increased reactivity of chlorinated paraffin in the presence of disulphide.
Phosphorus, usually in the form of phosphate esters or zinc dialkyldithiophates. is effective more as an antiwear agent. Partially neutralized aluminium acid, alkylorthophosphates, are claimed” to greatly decrease tool wear when added in minor amounts to hydrocarbon cutting fluids.
Metal dithiophosphates and phosphorus-containing organic compounds act through thermal degradation processes. They may be accelerated either by the presence of oxygen or through the reactivity of the metal itself. The reaction films at the surface are often very complex.
When a metalworking process fails to produce the appropriate condition necessary for the activation of load-carrying additives, eg in deformation processes at low speeds, with non-repetitive contact, or for severe conditions involving high temperatures, solid lubricants are added in various concentrations. Such agents as molybdenum disulphide or graphite act by forming a film that is adherent to the surface of the metal being formed, thus effectively separating the workpiece and tool, as is required of a good lubricant. Since graphite and molybdenum disulphide are sometimes objectionable because they tend to blacken the machines, the shop, and the operator’s clothing, and are difficult to remove.’ other compounds are often used. Usually they encompass sulphides, eg zinc sulphide, metal hydroxides, eg calcium hydroxide, phosphorus compounds, eg zinc pyrophosphate or calcium carbonate.33.3~ Some oxides, such as calcium oxide and lead oxide, are considered as solid additives as well.36 Sodium bicarbonate and sodium nitrate are examples of other solid additives used as lubricants for forging and extrusion operations in which metals are heated to an elevated t e m p e r a t ~ r e . ~ ~ There are many other additives used for oil-based metalworking lubricants. Most of them are also described in references 11. and 38 to 42.
Recently, it was found43 that chlorinated paraffin, sulphurized fat, trialkyl phosphite, and zinc dialkyldithiophosphate are hardly effective in preventing grinding bum. On the other hand, monoalkyl phosphite, dialblphosphite, and alkyl acid phosphate were found to be effective
400 Kajdas Lub. Sci. 1-4
additives to prevent grinding burn. The anti-grinding burn effect of alkyl phosphite increases as the number of the hydroxyl group increases. A number of boundary lubrication additives used to formulate grinding fluids were investigated in.73-74 It was found that sulphur-containing additives are effective in improving grinding performance. Chlorine containing additives increase metal removal rates, but tend to promote belt wear and increase the grinding force. The effectiveness of both additive types increases with their concentrations, Tricresyl phosphate, oleyl alcohol, oleic acid, and mixtures of various additives were tested as well.
Additives for water-based lubricants Water-based or aqueous lubricants include many metalworking fluids used, especially for metal-cutting processes. They have also found a vast application in metal deformation operations. Usually they fall into four general categories: emulsions, lean emulsions (chemical emulsions), synthetic fluids (water with a number of additives), and synthetic fluids that contain only corrosion inhibitors (true solutions). The lubricating properties provided by water-based fluids are much inferior to those of oils. To overcome this shortcoming, specific load-carrying additives have to be used. These comprise many chemicals that very often are extremely complex in composition.
Among the water-based fluids are special products such as those based on polyacrylonitrile. which yields water-soluble polymers with - COHN,. -CN, -COHNH, and -COONa polar groups that form stable complexes with metal ions.2 They are reported4’ to give good wetting and low surface tension, and are presumed to form bonds which help to remove chips from the cutting zone. Although they contain no oil, the chemical lubrication afforded through wetting agents does supply sufficient lubricating properties for many moderate to heavy-duty cutting and grinding opera t ion~.~~
According to reference 47, the load-carrying agent for a water-based metalworking fluid consists of sulphonated oils, an alkanol-amine, and a substituted cellulose: preferable substituted celluloses include sodium carboxylmethylcellulose and sodium hydroxyethylcellulose. Sodium carboxymethylcellulose [C,H,O,(OCH,COONa),ln displays a number of characteristics which meet the requirements imposed on cutting fluids. A water-based cutting fluid which contains sodium carbonate and an addition of sodium carboxymethylcellulose is a suitable lubricant for cold work, particularly for metal grinding.51 The aqueous dispersions of the salts are noted for their good film-forming properties, an added advantage being that the films formed are of
Lub. Sci. 1-4 Additives for metalworking lubricants 401
adequate mechanical strength. Another type of load-carrying agent is based on styrene-maleic anhydride copolymers and boron compo~nds:~ These compounds used for water-based cutting fluids provide good lubricating properties. A water-soluble salt of a styrene- maleic anhydride copolymer or such salts of half-esters of the copolymers or the water-soluble half-esters themselves, along with boric acid or other inorganic boron compounds which yield boric acid on hydration, may be used. Salts of styrene-maleic anhydride copolymers are also good boundary additives for the water-based fluids.
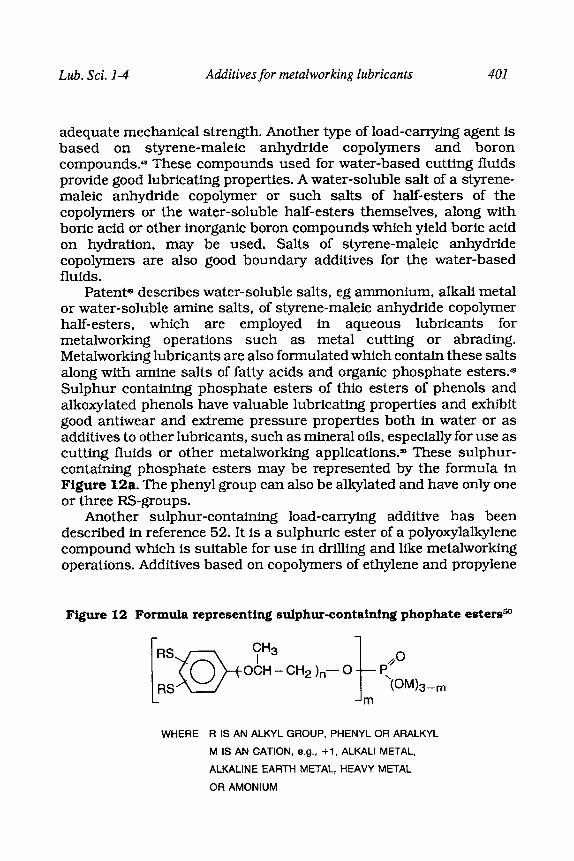
Patent49 describes water-soluble salts, eg ammonium, alkali metal or water-soluble amine salts, of styrene-maleic anhydride copolymer half-esters, which are employed in aqueous lubricants for metalworking operations such as metal cutting or abrading. Metalworking lubricants are also formulated which contain these salts along with amine salts of fatty acids and organic phosphate e~ters.~g Sulphur containing phosphate esters of thio esters of phenols and alkoxylated phenols have valuable lubricating properties and exhibit good antiwear and extreme pressure properties both in water or as additives to other lubricants, such as mineral oils, especially for use as cutting fluids or other metalworking applications." These sulphur- containing phosphate esters may be represented by the formula in Figure 12a. The phenyl group can also be alwlated and have only one or three RS-groups.
Another sulphur-containing load-canyhg additive has been described in reference 52. It is a sulphuric ester of a polyoxylallrylene compound which is suitable for use in drilling and like metalworking operations. Additives based on copolymers of ethylene and propylene
Figure 12 Formula representing sulphur-containing phophate estersw
L Jm
WHERE R IS AN ALKYL GROUP, PHENYL OR ARALKYL
M IS AN CATION, e.g., f l , ALKALI METAL,
ALKALINE EARTH METAL, HEAVY METAL
OR AMONIUM
402 Kajdas Lub. Sci. 1-4
oxide were presented in reference 53. Salts of amido-acids and salts of phosphoric esterss4 and salts of bissulphonamido-carboxylic acid’s are very good load-carrying additives for various types of aqueous metalworking lubricants. They also provide corrosion protection properties. It has been that aminoamides derived from fatty acids (dimer acids) and polyoxyethylene diamines are excellent additives for aqueous metalworking fluids. The amino-amides are hydrophilic and readily compatible with water in all proportions to form clear, aqueous lubricating solutions. Lubricants containing the amino- amides provide superior extreme-pressure properties and - additionally - exhibit rust-preventive properties. Such lubricants are useful with a wide variety of metals, including both ferrous and nonferrous metals and their alloys. They can be employed for working nonferrous metals such as titanium, manganese, aluminium, copper, brass, and bronze or with other metals of this type which are susceptible to staining. These lubricants are particularly useful, however, with ferrous metals where the development of rust is a particular problem.
A mixture of phosphate esters and sulphur compounds has been found” useful as water-based metalworking lubricant additives providing desirable lubricity and antiwear properties. The sulphur- containing compound useful in aqueous compositions can be at least one of the ammonia, amine. or metal salts of 2-mercaptobenzothiazole or 5-. 6- and 7- substituted 2-mercaptobenzothiazole. A water-based metalworking fluid can also be sulphurized molybedenum or antimony compound additive types.58
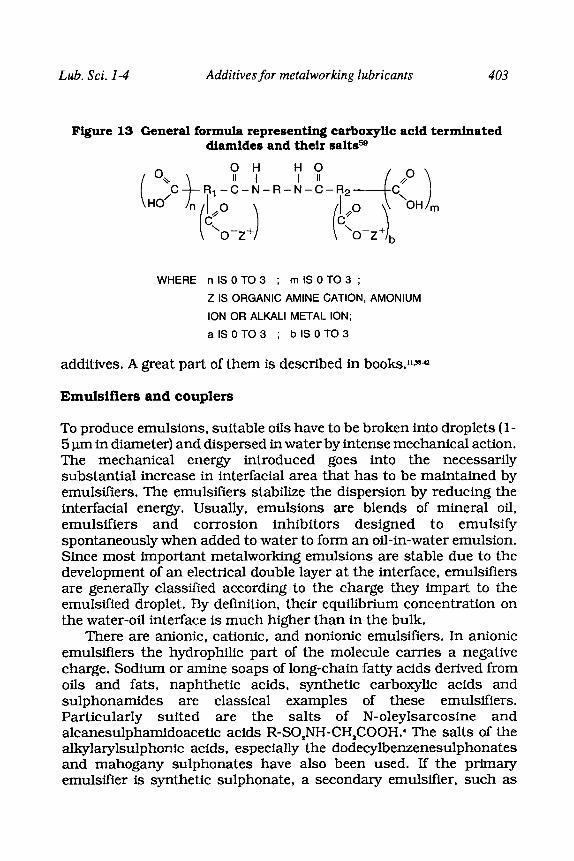
Other types of load-carrying additive, that belong to the group discussed of surface active agents, encompass carboxylic acid terminated diamides and alkali metal ammonium or amine salts thereof,” which are derived from the reaction of organic polycarboxylic acids and polyoxyalkylene diamines. These compounds may be described by the general formula represented in Figure 13. The diamides have lubricating properties and are especially useful in aqueous metalworking lubricants.
Diethanol sulphide (2,2’-dithiobisethanol) was foundso to be an efficient water-soluble extreme pressure and antiwear additive for aqueous lubricants. I t has additional advantages of low odour and light col6ur; it does not foam. Mixtures of diethanol disulphide and a minor amount of polyoxyalkylene glycols - having a minimum molecular weight of about 100 - in water show synergistic activity to provide extreme pressure and antiwear properties at high loads in metalworking lubricants. There are many other boundary lubrication
Lub. Sci. 1-4 Additives for metalworking lubricants 403
Figure 13 General formula representing carboxylic acid terminated diamides and their saltsw
WHERE n ISOTO3 ; rn ISOTO3 ;
2 IS ORGANIC AMINE CATION, AMONIUM
ION OR ALKALI METAL ION;
a I S O T O 3 : b I S O T O 3
additives. A great part of them is described in books.llf*4
Emulsifiers and couplers
To produce emulsions, suitable oils have to be broken into droplets (1- 5 pm in diameter) and dispersed in water by intense mechanical action. The mechanical energy introduced goes into the necessarily substantial increase in interfacial area that has to be maintained by emulsifiers. The emulsifiers stabilize the dispersion by reducing the interfacial energy. Usually, emulsions are blends of mineral oil, emulsifiers and corrosion inhibitors designed to emulsify spontaneously when added to water to form an oil-in-water emulsion. Since most important metalworking emulsions are stable due to the development of an electrical double layer at the interface, emulsiflers are generally classified according to the charge they impart to the emulsified droplet. By definition, their equilibrium concentration on the water-oil interface is much higher than in the bulk.
There are anionic, cationic. and nonionic emulsifiers. In anionic emulsifiers the hydrophilic part of the molecule carries a negative charge. Sodium or amine soaps of long-chain fatty acids derived from oils and fats, naphthetic acids, synthetic carboxylic acids and sulphonamides are classical examples of these emulsifiers. Particularly suited are the salts of N-oleylsarcosine and alcanesulphamidoacetic acids R-S0,NH-CH,COOH.* The salts of the alkylarylsulphonic acids, especially the dodecylbenzenesulphonates and mahogany sulphonates have also been used. If the primary emulsifier is synthetic sulphonate. a secondary emulsifier, such as
404 Kajdas Lub. Sci. 1-4
ethoxylated alcohol, may often be used to provide the desired emulsion stability.'
Cationic emulsifiers show reverse ionization relative to soaps. The long-chain lipophilic group is the cation, and the anion is usually a chlorine or bromide. The practically significant cationic emulsifiers comprise the long-chain alkylated ammonium salts, such as dimethyldodecylbenzylammonium chloride, the imidazolinium salts or the alkylammonium salts, Generally, nonionic emulsifiers encompass esters produced by the reaction of a lipophilic long-chain fatty acid with a hydrophilic polyhydric alcohol, or fatty acid with a polymerized ethylene. Examples of these agents are alkyl- acyl-, alkylaryl- and alkylaminopolyglycols. As emulsifiers are described in detail in several books.63-a it is not necessary to discuss them thoroughly in this paper.
Couplers are additives that are used to increase the solubility of the soap in oil. Thus, they are often used with emulsifiers. Carbitol, butyl carbitol, hexylene glycol, and methyl cellulose are the most used coupling agents. Their performance depends upon their hydrophilic- lipophilic balance, as well as on their molecular weight and structure. Usually, these agents also have a significant anti-corrosion action.
Antimicrobial additives
Antimicrobial additives - also known as biocides. bactericides, germicides, or preservatives - are especially important agents in water- based metalworking fluids. These lubricants are excellent environments for the growth of a large number of micro-organisms, causing deterioration of the lubricants. A large group of biocides may be used effectively in metalworking lubricants. The list of these additives currently available for use covers a large variety of chemi~als.~s.~-" They usually belong to the following groups: phenols, isothiocyanates. ethanolamines, formaldehyde and formaldehyde- releasing compounds, triazines, morpholine compounds and many others. Mixed antimicrobial agents may show synergistic effect." Chelating agents, such as tetrasodium ethylene diamine tetraacetate and diethylenetriamine-penta-acetic acid, when added to a system containing an appropriate antimicrobial agent, can increase activity manyfold.' Recently, a novel biocide combination with potential activity in cutting fluids was described." The biocide combinations include: 1,2-dibromo-2,4-dicyanobutane, 5-chloro-2-methyl-4-isothiazoline- 3-one and 2-methyl-4-isothiazolin-3-one. The new cutting-fluid preservative mixture appears to be the most powerful combination discovered so far.
Lub. Sci. 1-4 Additives for metalworking lubricants 405
Other additives
Other metalworking lubricant additives, such as antioxidants, passivators. tackiness agents, detergents, dispersants, viscosity index improvers, and antifoaming agents, are very similar to typical lubricating oil additives. Therefore, only selected information on these additives is presented below.
Prevention of oil-based lubricants’ deterioration due to oxidation is important, especially in metalworking operations that may involve high temperatures. m i c a l oxidation inhibitors as hindered phenols, sulphides. zinc dialkyldithiophosphates. aromatic amines, etc. may be used.
The most commonly used tackiness additives comprise either viscosity index improvers, eg polyisobutylenes and polybutenes, or aluminium soaps of unsaturated fatty acids, and other soaps. Tackiness additives increase the bonding strength of the oil-based lubricant to maintain its integrity under load, as well as to improve the adhesion property of the lubricating film to the metal surface. These additives function through physical, viscoelastic phenomena by increasing low-shear viscosity and providing the lubricating oil with the ability to stretch into fibres.
Detergents have the ability to prevent or reduce deposit formation and, at the same time, neutralize the acid products of lubricant degradation. These additives are important for lubricants used in metalworking operations that evolve complex deposits consisting of metal oxides, oxidized lubricant components, tramp oil, grease and other products that may be deposited in the metalworking tribological system. The deposits provide food for bacteria and initiate corrosion proce~ses .~ Usually, long-chain alkyl-substituted benzene sulphonic acids, the standard petroleum sulphonic acids, overbased sulphonates (sulphonates treated with an excess of the metal salts, such as barium hydroxide), phosphonates, phenates, and alkyl-substituted salicylates are used as detergent agents. Detergency is a surface phenomenon of cleaning surface deposits. On the other hand, dispersancy is a bulk lubricant phenomenon of maintaining contaminants suspended in the metalworking lubricant. Polyacrylates have been successfully used as additives that suspend contaminants or degradation products, thus reducing the tendency of metalworking oils to deposit on the metal surface, This is especially significant in metalworking of nonferrous metals, such as aluminium and copper, as their surface appearance is frequently important. Other dispersants include polyamine succinamides, polyamine succinimides. hydroxy benzyl polyamines,
406 Kajdas Lub. Sci. 1-4
polydydroxy succinic esters, and polyamine amide imidazolines.46 In general, both dispersant and detergent agents are polar materials which provide a cleaning function.
In a wide range of metalworking processes, to control the mechanics of the operation it is of importance to keep as constant a viscosity of the used lubricant as possible. There are many viscosity index improvers. There are polymers that cause considerable increase in lubricant viscosity at high temperatures, but minimal increase at low temperatures. Viscosity index improvers encompass ethylene- propylene copolymers, p olyme thacrylates, p olyisob utenes , styreneisoprene copolymers, styrene maleic ester copolymers and many other polymeric materials.
Foaming in metalworking lubricants can be very disruptive. To prevent or reduce foaming. the surface free energy of the film has to be reduced. This may be achieved by using aniffoaming additives, also called foam decomposers. Polysiloxanes, polyglycols, and polyacrylates are examples of effective foam decomposers.
Wettability additives are used to move upward the wetting capacity of liquid lubricants, especially of water-based products. They are usually fatty oils. Thus, their other benefit is connected with an increase of lubricating properties of formulated metalworking fluids.
CONCLUDING REMARKS
The topic discussed here is very vast and complex. Therefore, it is not possible to discuss all the specific details associated with metalworking additives. The thrust of this paper mostly has been on boundary metalworking lubrication additives, particularly those used to improve the lubricating properties of water-based metalworking liquids. Only a small part of the existing patents and papers were reviewed and listed in the references. Many other pertinent patents are presented in the reference bookw39~ reviewing either lubricant additives or synthetic oils and additives for lubricants. A significant part of the bookS?-~U8'6s~-6~ encyclopediasmn and proceedings?*O,n containing a number of articles of interest listed in this paper form a good background for the topic. They also list many other specific references.
In general, the present overview paper should be considered as an introduction to further problems connected with metalworking additives, especially those related to the action mechanisms of these additives.
Lub. Sci. 1-4 Additives for metalworking lubricants 407
REFERENCES
1. Schey, J.A., Introduction to Manufacturing Processes. McGraw-Hill, New York, 1977. 2. Schey, J.A.. n-ibobgy in Metalworking: Friction, Lubrication and Wear,
American Society for Metals, Metals Park, Ohio, 1983. 3. Nachtman, E.S., and Kalpakjian, S., Lubricants and Lubrication in
Metalworking Operations, Marcel Dekker. Inc., New York and Basel, 1985. 4. Klamann, D., Lubricants and Related Products, Verlag Chemie, Weinheim, Deerfield (Florida) and Basel, 1984. 5. Springborn, R.K. (ed), ‘Cutting and Grinding Fluids: Selection and
Application’, American Society of Tool and Manufacturing Engineers, Dearborn, Michigan, 1967. 6. Olds, W.J., Lubricants. Cutting Fluids and Coolants, Cahners Books, Boston, 1973. 7. Proceedings of Second International Conference on Lubrication Challenges in Metalworking and Processing, IIT Research Institute, Chicago, June 27-29, 1979. 8. Kalpakjian, S., and Jain, S.C., (eds.), Metalworking Lubrication, American
Society of Mechanical Engineers, New York, 1980. 9. Opachak, M. (ed.) Industrfal Fluids: Controls, Concerns and Costs, Society
of Manufacturing Engineers, Dearborn, Michigan, 1982. 10. Zintak, D., (ed.) Improving Production with Coolants and Lubricants, Society of Manufacturing Engineers, Dearborn, Michigan, 1982. 11. Ranney, M.W.. Lubricant Additives, Noyes Data Corporation, Park Ridge, New Jersey, 1973. 12. Obermeier. F.J., U S Patent No. 3,657,129, 1972. 13. Roberts, E.N.. and Fields, E.K., US Patent No. 2,703,785, 1955. 14. Rosenfield, I.L., Persiantsiva, J.P., and Terentev, P.B., Zhw. Priklad. Khimii, 34, 2049 (1961). 15. Surbramanyan, N., and Ramakrishnaish. K., Indian J. TechnoL 8, 369 (1970). 16. Bouillot. M.J.. and Baumgartner, P.. French Patent No. 2,126,564, 1973. 17. Humphrey, E.L., and Morse, W.B., U S Patent No. 3,785,975, 1974. 18. Kuhn. K.. GDR Patent No. 77,236. 1970. 19. Rowe, CN., and Murphy, W.R., inProc. n-ibology Workshop, Ling, F.F. (ed.), National Science Foundation, Washington, 1974. 20. Davis, R.H.. and Schick, J.W., U S Patent No. 4,080,302. 1978. 21. Fleming, C.D., and Sudholz, L.H., Lub. Eng., 12, 119 (1956). 22. Andress, H.J. Jr., U S Patent No. 4,072,618. 1978. 23. Ivey, H.D. Jr., US Patent No. 3,963,692, 1976. 24. Hotten, B.W., US Patent No. 3,970,568, 1976.
408 Kujdas h b . Sci. 1-4
25. Mould, R.W., Silver, H.B., and Syrett, R.J., Wear, 19, p.67 (1971). 26. Mould, R.W., Silver, H.B., and Syrett, R.J., Wear, 22, 269 (1972). 27. Mould, R.W., Silber, H.B., and Syrett, R.J., Wear, 26. 27 (1973). 28. McCarroll, J.J., Mould, R.W., Silver, H.B., and Simms, M.R., Nature, 266, 518 (1977). 29. McCarroll, J.J., Mould, R.W., Silver, H.B., and Simms, M.L., Tribology 1978: Materials Performance and Consemation, I. Mech. Eng. Conference Publications 1978-6, The Institution of Mechanical Engineers. London, 1978, p.23. 30. Plaza, S.. ASLE Trans.. 32, 1 (1989). 31. Kajdas, C.,ASLETrans., 28, 21 (1985). 32. van Hesden, J.W., US Patent No. 4,115,285, 1978. 33. Gaensheimer, Y.. ASLE Trans.. 15, 201 (1972). 34. Wochnowski, H.. Knappwost, A. and Wustefeld, B., Trib. Schmierteck, 23, 12 (1976). 35. Buckley, D.H., ASLETrans.. 21, 118 (1978). 36. Palacios, J.M., Rincon. A., and Arizmendi, L., Wear, 60, 393 (1980). 37. Burges, L.E.. and Spacher, S.A.. US Patent No. 3,931,020, 1976. 38. Drew, H.M.. Metal-Based Lubricant Compositions, Noyes Data Corporation, Park Ridge, New Jersey, 1975. 39. Ranney, M.W., Synthetic Oils and Greases for Lubricants, Noyes Data Corporation, Park Ridge, New Jersey, 1976. 40. Ranney. M.W.. Lubricant Additives: Recent Developments, Noyes Data Corporation, Park Ridge, New Jersey, 1978. 41. Ranney, M.W.. Synthetic Oils andAdditives forLubricants:Advans since 1977, Noyes Data Corporation, Park Ridge, New Jersey, 1980. 42. Satriana, M.J., Synthetic Oils and Lubricant Additives: Advances Since 1979, Noyes Data Corporation, Park Ridge, New Jersey, 1982. 43. Hirobe, M., Ai. K., and Noda, M.. Roc. of JSLE International Tribology Conference. Tokyo, July 8-10, 1985, p.685. 44. Robertson, W.S., Lubrication in Practice, Marcel Dekker, New York and Basel. 1984. 45. Mateera, S., and Glavchev, I., Tribol. International, 3, 69 (1980). 46. Booser. E.R. (ed), CRC Handbook of Lubrication. Vol. 11. Theory and Design, CRC Press, Inc., Boca Raton, Florida, 1984. 47. Pellaton, S.E., US Patent No. 3,526.595, 1970. 48. Gower, H.D., and Young, D., US Patent No. 3,629,112, 1971. 49. Stram, M.A., US Patent No. 3,657,123, 1972. 50. Eiseman. F.S., Jr., Schenck, L.M., and Beiswanger, J.P.G., US Patent No. 3,723,578, 1973. 51. Nikitin, J.I., Sokhin, S.M., and Pogorely, B.V., U S Patent No. 3,654,153, 1972.
Lub. Sci. 2-4 Additives for metalworking lubricants 409
52. Imai, T., Li, M., and Goto, Y., US Patent No. 3,950,258, 1976. 53. Marx, J., USPatentNo. 3,980,571, 1976. 54. Bussi, G.. and Baradel. P., U S Patent No. 3,945,931, 1976. 55. Diery. H., Frohlich, H., Helwert, R., and Lorke, H., U S Patent No. 3,992,306, 1976,. 56. Sturwold, R.J., and Williams, M.A., US Patent No. 4,107,061, 1978. 57. Nassry, A, and Maxwell, J.F., US Patent No. 4,138,346, 1979. 58. Nassry, A, and Maxwell, J.F., US Patent No. 4,151,099, 1979. 59. Rieder, W.E., US Patent No. 4,239,635, 1980. 60. Pnybylinski, J.L., US Patent No. 4,250,046, 1981. 61. Mago, B.F., US Patent No. 4,263,167, 1981. 62. Brandolese, E.. U S Patent No. 4,273,664, 1981. 63. Becher, P., (ed), Encyhpedia of Emulsion Technology, Dekker, New York, 1979. 64. Scherman, P. (ed), Emulsion Science, Academic Press, London. 1968. 65. Lissant, K.J. (ed), Emulsions andEmulsionTechnology, Dekker, NewYork, 1974. 66. Hill, E.C., J. Znst. Petrol, 58, 248 (1972). 67. Sharpell, F., Deu. Zndustr. Microbiol., 22, 133 (1980). 68. Bennett, E.O., Lubric. Eng., 35, 137 (1979). 69. Bennett, E.O., Onyekwelu. I.U., Bennett, D.L., and Gannon, J.E., Lubric. Eng., 36, 215 (1980). 70. Rossmore, H.W., Sieckhaus. J.F., Rossmore, L.S., and Defonzo, D., Lubric. Eng., 35, 559 (1979). 71. Bark, W.J., and Wolfe. J. (eds), Lubrication in Metalworking. 3rd International Colloquium, Technische Akademie Esslingen, 1982. 72. Ash, M., and Ash. I., Encyclopedia of Zndustrial Chemical Additives, Chemical Publishing Co., Inc., New York, 1984. 73. Nakayama, M., Kudo, K.. Hiroset, T., and Linot, M., Tribol. International, 20, 133 (1987). 74. Nakayama, M., and Kudo, K., J. JSLE, International Edn, 8, 11 1 (1987). 75. Kawai. N.. and Dohda, K., Journal of’kibology, 109. 343 (1987). 76. Cambat, F., Lashermes, M., and Hendricks. H., Lubric. Eng., 43, 522 (1987). 77. Jakubowski. J.A., and Bennett, E.O.. Lubrlc. Eng.. 43, 568 (1987). 78. Kajdas, C., Wear, 116, 167 (1987).
Paper originally presented at the Technische Akademie Esslingen, 6th International Colloquium ‘Industrial Lubricants - Properties, Applications, Disposal’, 1988.
本文献由“学霸图书馆-文献云下载”收集自网络,仅供学习交流使用。
学霸图书馆(www.xuebalib.com)是一个“整合众多图书馆数据库资源,
提供一站式文献检索和下载服务”的24 小时在线不限IP
图书馆。
图书馆致力于便利、促进学习与科研,提供最强文献下载服务。
图书馆导航:
图书馆首页 文献云下载 图书馆入口 外文数据库大全 疑难文献辅助工具







![INDEX []Plasticizers for PVC & rubber Additives for lubricants Polyester-Polyols for PU Additives for adhesives & varnishes Special esters Additives for bioplastics 4. 6. 10. 14. 17.](https://static.fdocuments.in/doc/165x107/60339a73e83b5145ff04a47c/index-plasticizers-for-pvc-rubber-additives-for-lubricants-polyester-polyols.jpg)










