
Additive Manufacturing (AM) Seminar Blown powder activities
22
Copyright © TWI Ltd 2015 By Carl Hauser Additive Manufacturing (AM) Seminar Blown powder activities
Transcript of Additive Manufacturing (AM) Seminar Blown powder activities
Copyright © TWI Ltd 2015
By Carl Hauser
Additive Manufacturing (AM) Seminar
Blown powder activities

Copyright © TWI Ltd 2015
OUTLINE
• Overview of Laser Metal Deposition
• Industrial Applications
• Fundamental Research
• Integrating technology and capability
• Summary
• Outlook
Copyright © TWI Ltd 2015
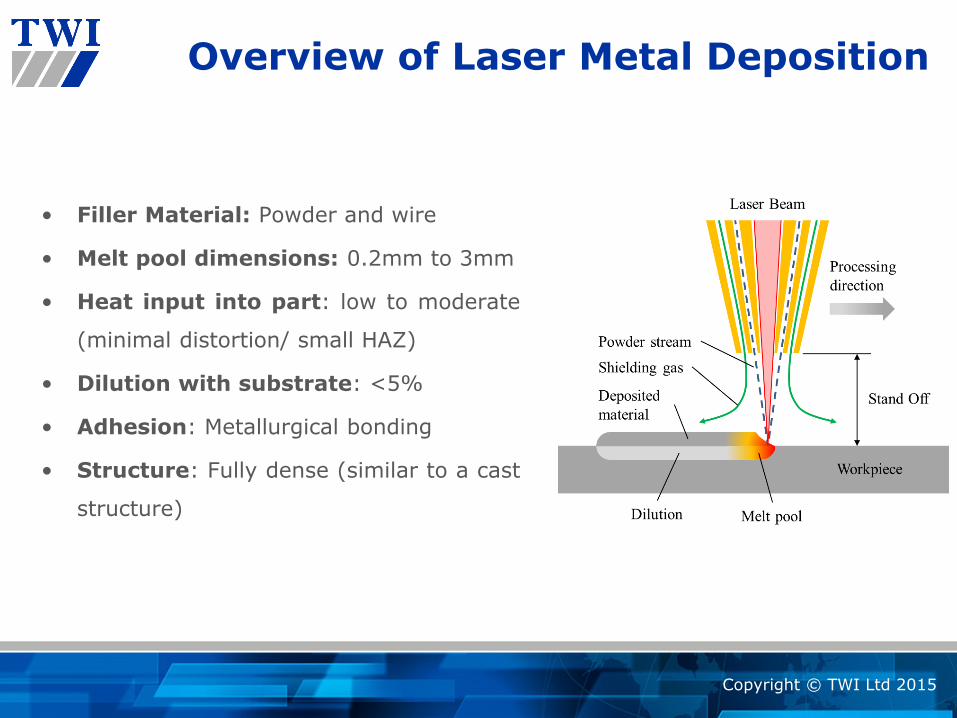
Overview of Laser Metal Deposition
• Filler Material: Powder and wire
• Melt pool dimensions: 0.2mm to 3mm
• Heat input into part: low to moderate
(minimal distortion/ small HAZ)
• Dilution with substrate: <5%
• Adhesion: Metallurgical bonding
• Structure: Fully dense (similar to a cast
structure)
Copyright © TWI Ltd 2015
Overview of Laser Metal Deposition
• Resource efficient: High % powder
usage
• Work Envelope: Governed by robotic
manipulator / gantry.
• 2D TO 3D: Using multiple layering
techniques
• Base Materials: carbon steel, alloyed
steel, titanium alloys, aluminium alloys,
nickel super alloys……
• Coating alloys: Fe-, Co-, Ni-alloys, Ti-
alloys, Cermets……….
Copyright © TWI Ltd 2015
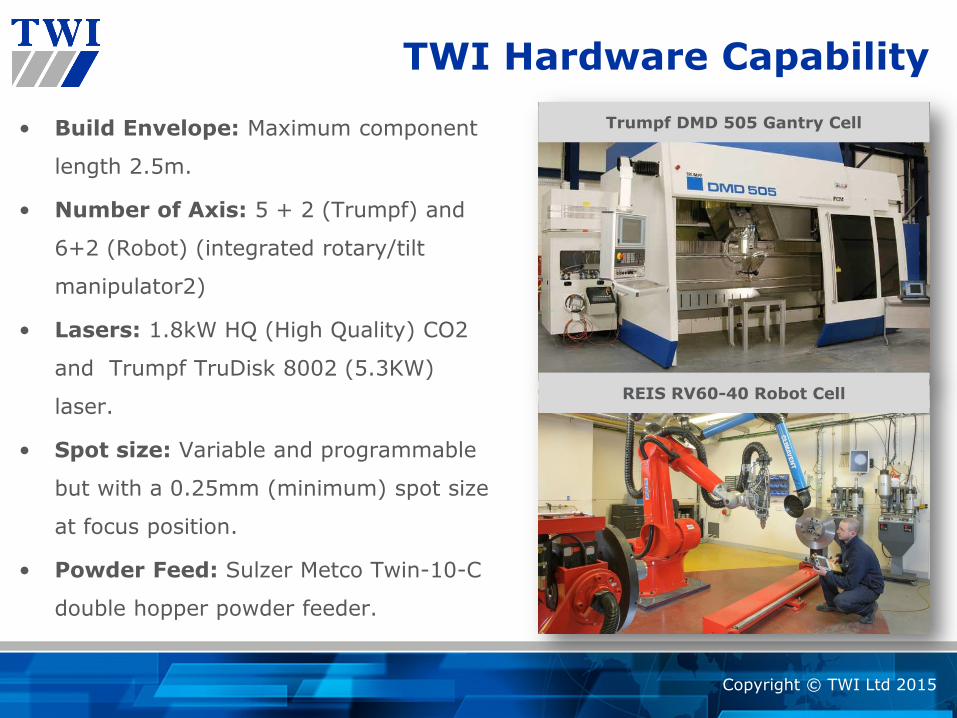
TWI Hardware Capability
• Build Envelope: Maximum component
length 2.5m.
• Number of Axis: 5 + 2 (Trumpf) and
6+2 (Robot) (integrated rotary/tilt
manipulator2)
• Lasers: 1.8kW HQ (High Quality) CO2
and Trumpf TruDisk 8002 (5.3KW)
laser.
• Spot size: Variable and programmable
but with a 0.25mm (minimum) spot size
at focus position.
• Powder Feed: Sulzer Metco Twin-10-C
double hopper powder feeder.
Trumpf DMD 505 Gantry Cell
REIS RV60-40 Robot Cell
Copyright © TWI Ltd 2015
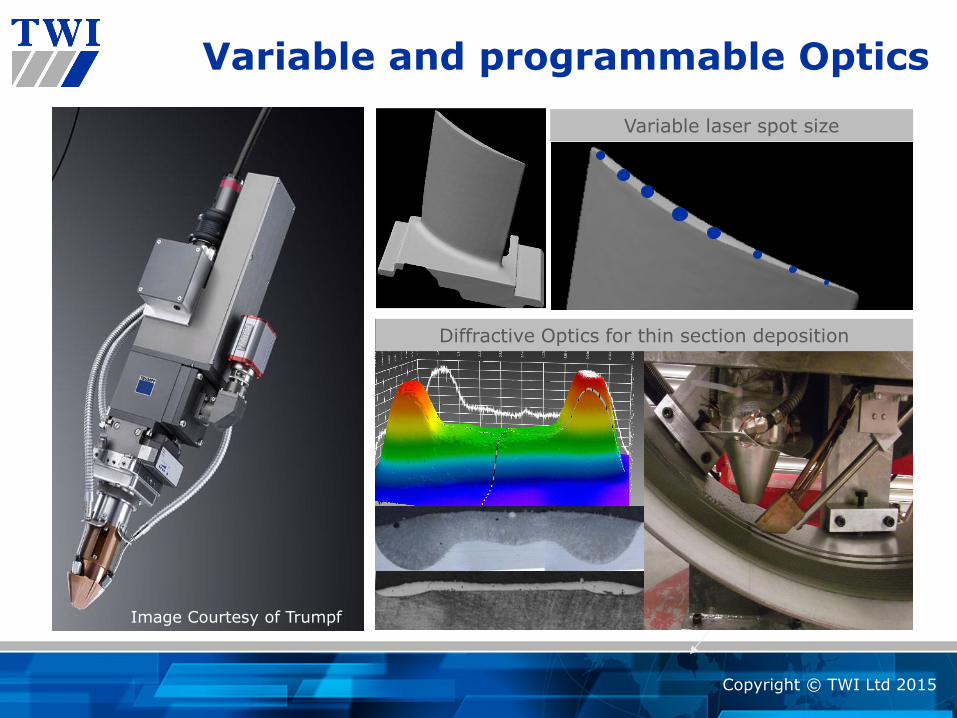
Variable and programmable Optics
Image Courtesy of Trumpf
Variable laser spot size
2mm
Diffractive Optics for thin section deposition
Copyright © TWI Ltd 2015
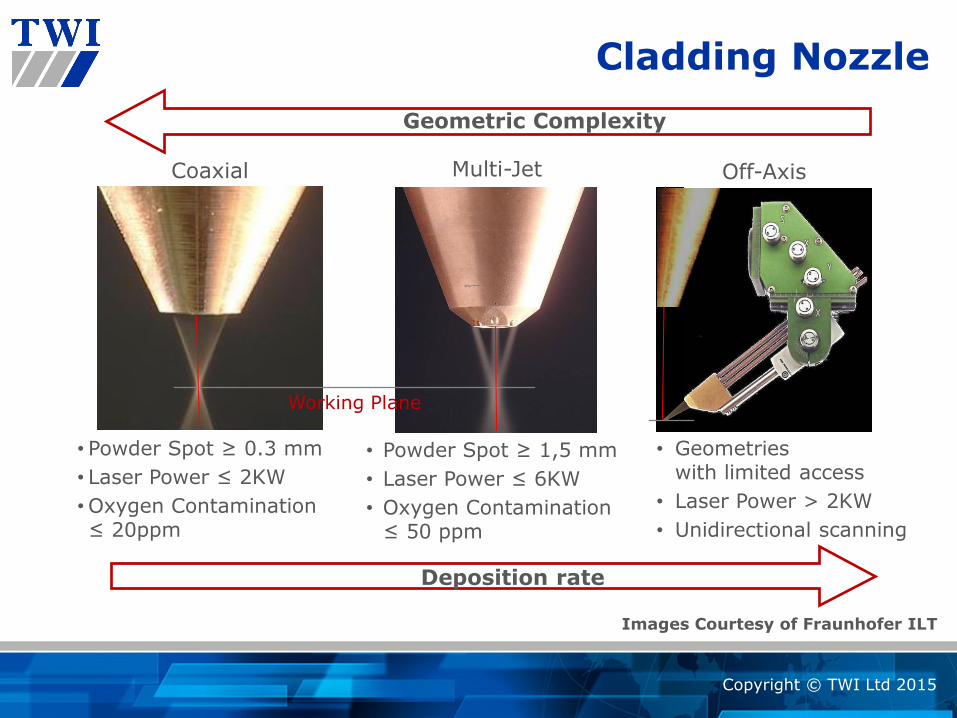
Cladding Nozzle
• Powder Spot ≥ 0.3 mm
• Laser Power ≤ 2KW
•Oxygen Contamination ≤ 20ppm
• Powder Spot ≥ 1,5 mm
• Laser Power ≤ 6KW
• Oxygen Contamination ≤ 50 ppm
• Geometries with limited access
• Laser Power > 2KW
• Unidirectional scanning
Images Courtesy of Fraunhofer ILT
Working Plane
Coaxial Multi-Jet Off-Axis
Deposition rate
Geometric Complexity
Copyright © TWI Ltd 2015
Some Industrial Applications
Industrial Sectors
•Oil and gas
•Power generation
•Mining
•Transport
•Medical
Activity Type
•OEM part manufacture
•Surfacing (wear /corrosion resistance)
•Repair
•Customised parts
•Salvage/legacy parts
•Small batch production

Copyright © TWI Ltd 2015
Turbine Shaft Cladding
• 5 years development with an industrial gas turbine manufacturer for the cladding of bearing journals onto a range of gas turbine shafts to combat wear and corrosion.
• The shaft materials includes Ni alloy and martensitic stainless steel.
• Cladding material is a NiCrMo high tensile steel.
• There are strict limits for defects (porosity, cracks) and min hardness levels and max Cr levels to achieve.
• Heat input is restricted to reduce dilution and hence Cr content in the deposit.
• TWI has produced Weld Procedure Specifications for the different materials and developed process control systems to ensure deposition quality and consistency.
• The work is being carried out using our Trumpf laser cell >100 shafts per year
Copyright © TWI Ltd 2015
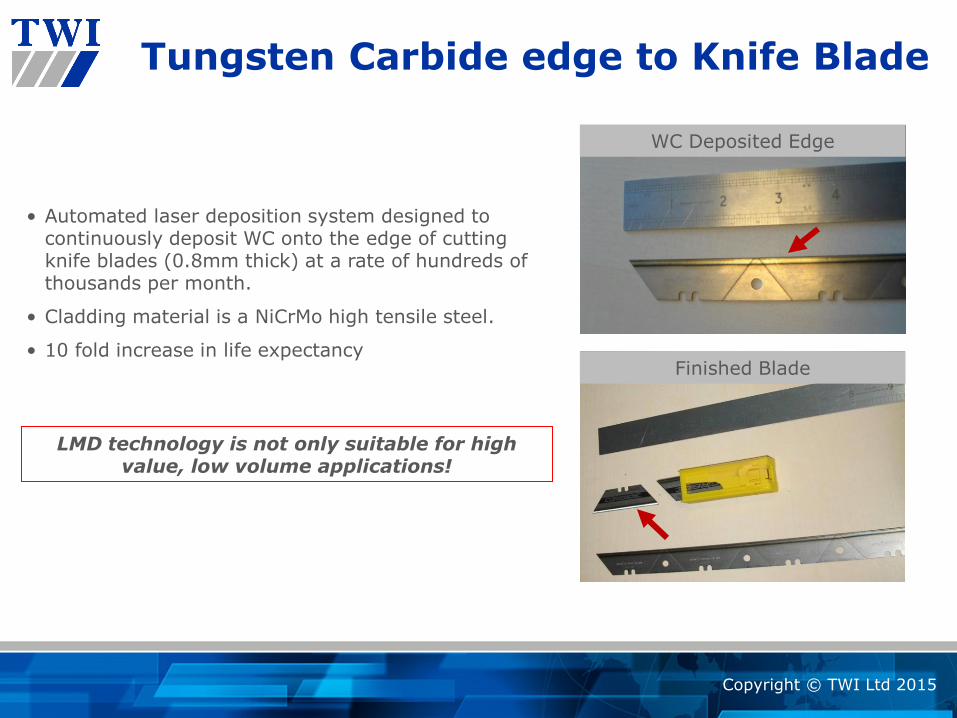
Tungsten Carbide edge to Knife Blade
• Automated laser deposition system designed to continuously deposit WC onto the edge of cutting knife blades (0.8mm thick) at a rate of hundreds of thousands per month.
• Cladding material is a NiCrMo high tensile steel.
• 10 fold increase in life expectancy
WC Deposited Edge
Finished Blade
LMD technology is not only suitable for high value, low volume applications!
Copyright © TWI Ltd 2015
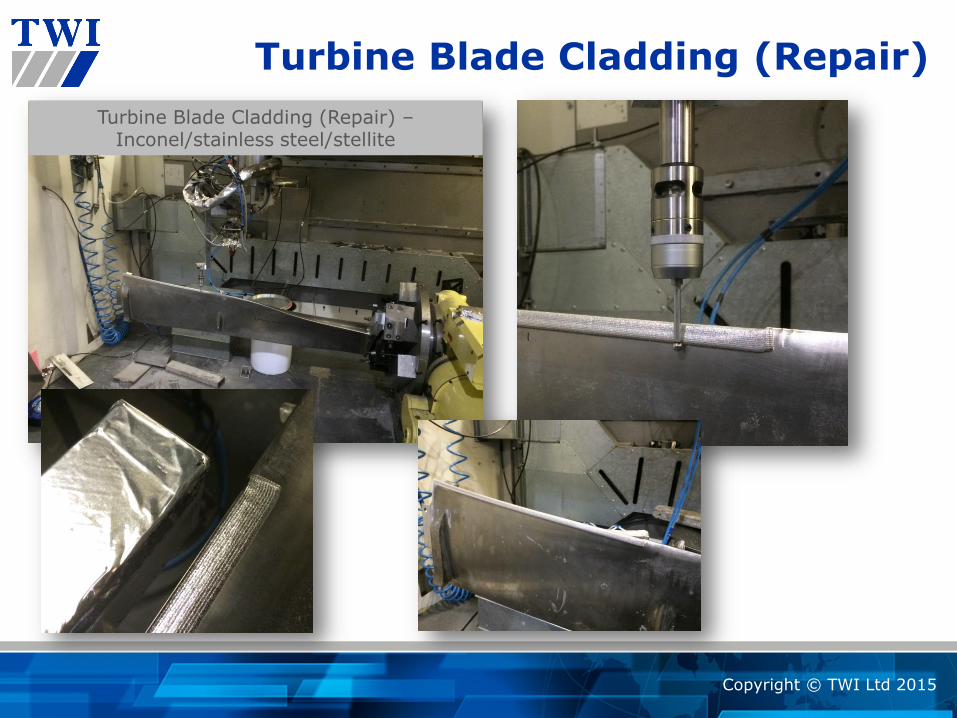
Turbine Blade Cladding (Repair)
Turbine Blade Cladding (Repair) – Inconel/stainless steel/stellite

Copyright © TWI Ltd 2015
Integrated Manufacture
Copyright © TWI Ltd 2015
Fundamental Research Projects
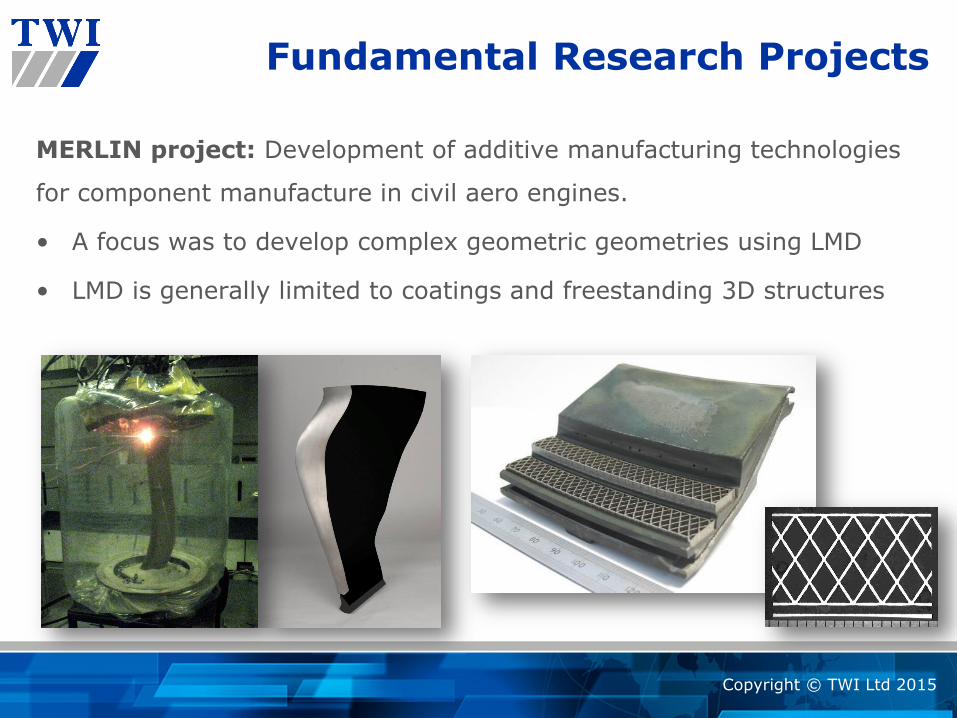
MERLIN project: Development of additive manufacturing technologies
for component manufacture in civil aero engines.
• A focus was to develop complex geometric geometries using LMD
• LMD is generally limited to coatings and freestanding 3D structures
Copyright © TWI Ltd 2015
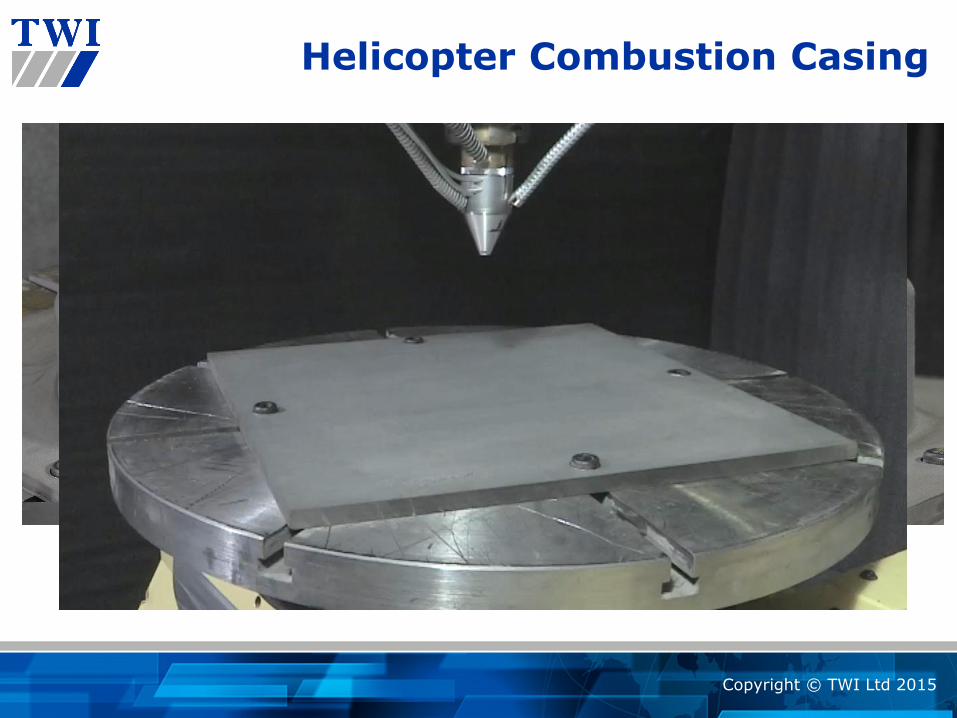
Helicopter Combustion Casing
Copyright © TWI Ltd 2015
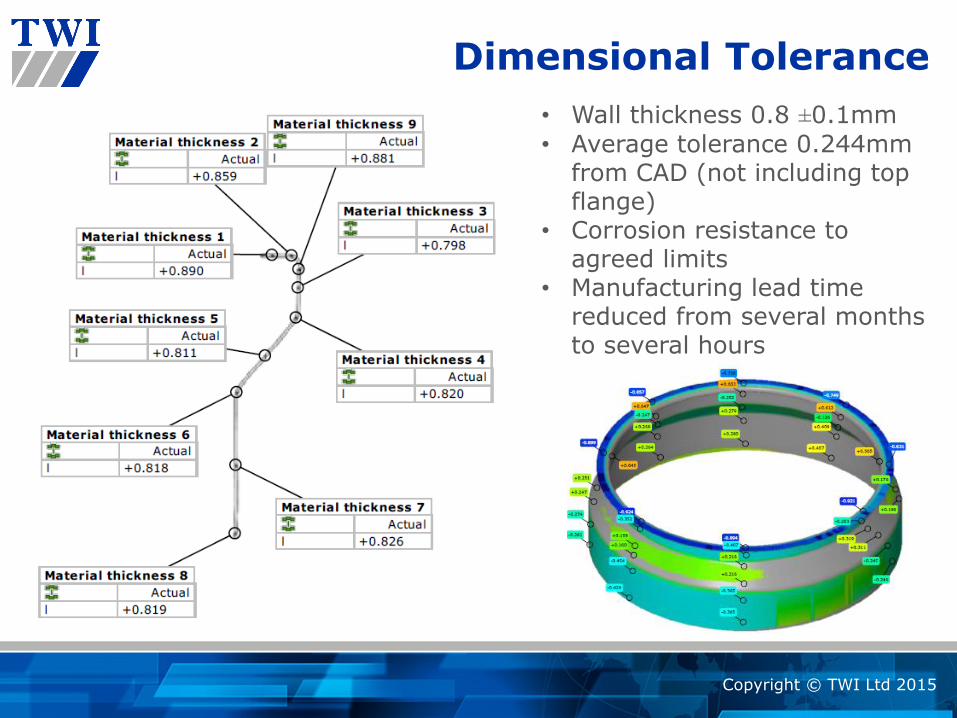
Dimensional Tolerance
• Wall thickness 0.8 ±0.1mm
• Average tolerance 0.244mm from CAD (not including top flange)
• Corrosion resistance to agreed limits
• Manufacturing lead time reduced from several months to several hours

Copyright © TWI Ltd 2015
AMCOR Project
AMCOR: EC collaborative project
looking at hard facing and corrosion
resistant coatings.
• Automotive FGM gears
• Cladding of large hydraulic cylinder
piston rods – to replace PTA process
• Repair of broach machine tools
• Cladding of valves used to introduce
steam into power station turbines
• Hybrid manufacture of cutting rollers
used for cutting rocks

Copyright © TWI Ltd 2015
AMCOR Project

Copyright © TWI Ltd 2015
Integrating technology and capability
SNIFFLES Project: Development of a portable mass
spectrometer for border and urban environment
security.
• Current unit size is 400x 300 x 180mm
• Unit is currently to heavy (16kg)
ChemSniff Project: To Move a step closer to
commercialisation
• Targets: 8Kg and 100mm in thickness.
• Approach: Design for manufacture (AM), light
weighting and conformal fit.
• Use of several AM technologies:
6
1.Battery
2.NEG pump and vacuum chamber
(SLM/LMD)
3.Ion Pump
4.LIT-MS (DLP)
5.ECU3
6.Casing (SLA)
Copyright © TWI Ltd 2015
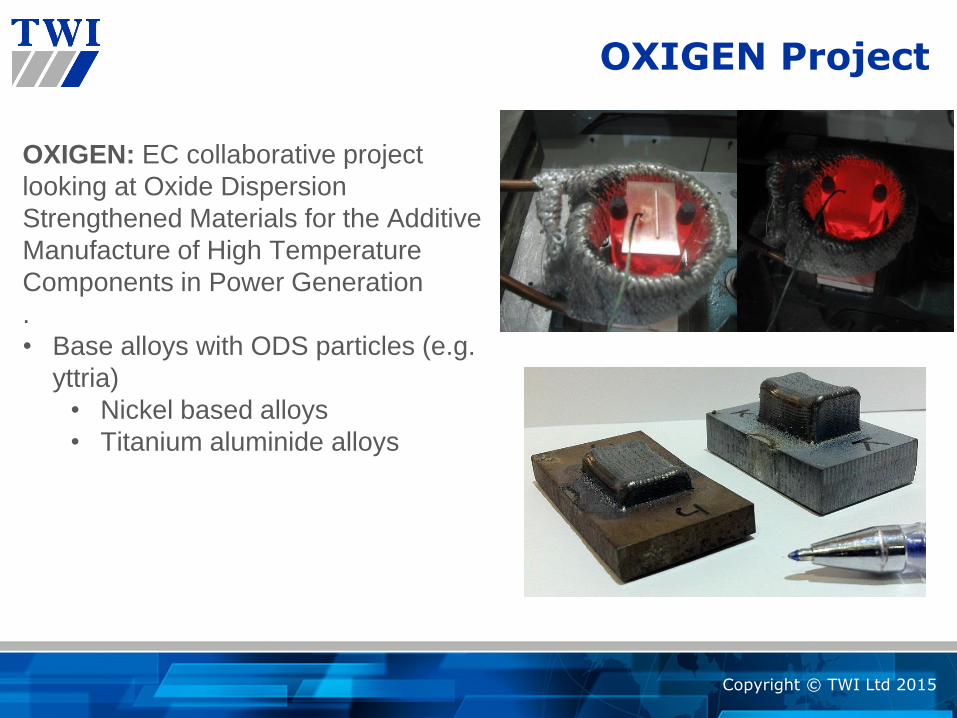
OXIGEN Project
OXIGEN: EC collaborative project
looking at Oxide Dispersion
Strengthened Materials for the Additive
Manufacture of High Temperature
Components in Power Generation
.
• Base alloys with ODS particles (e.g.
yttria)
• Nickel based alloys
• Titanium aluminide alloys
Copyright © TWI Ltd 2015
Conclusions
• LMD is not a universal solution to all repair problems
• However, be careful not to look at deposition cost in isolation – look also at other potential benefits and improvements inherent with the process
• If an LMD solution is targeted and developed intelligently, it can produce:
Full fusion/high bond strength to substrate Low heat input, low dilution, low distortion, small HAZ Least effect on substrate material properties High accuracy with good surface finish High repeatability with good traceability
• These can produce cost benefits which outweigh any extra costs which accrue from the deposition process in isolation
Copyright © TWI Ltd 2015
Increased range of materials: aluminium alloys, graded layers, CERMET
Large scale 3D structures
Micro LMD (high resolution and net shape)
Portable cladding systems (on side repair)
Repair of turbine blades
OUTLOOK

Copyright © TWI Ltd 2015
Contact
Eur Ing Carl Hauser PhD CEng
Principal Project Leader
TWI Ltd
Tel: +44 (0)114 269 9046 E-mail: [email protected]
Web: www.twi-global.com


















