ACI 211.5R-01 - Guide for Submittal for Concrete Proportions

of 14
-
Upload
geran-bugna -
Category
Documents
-
view
235 -
download
0
Transcript of ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
1/14
ACI 304.6R-91 became effective May 1, 1991.Copyright © 1991, American Concrete Institute.All rights reserved including rights of reproduction and use in any form or by any
means, including the making of copies by any photo process, or by electronic ormechanical device, printed, written, or oral, or recording for sound or visual reproductionor for use in any knowledge or retri eval system or device, unless permission in writingis obtained from the copyright proprietors.
ACI Committee Reports, Guides, and Commentaries areintended for guidance in planning, designing, executing, andinspecting construction. This document is intended for the useof individuals who are competent to evaluate the significanceand limitations of its content and recommendations and whowill accept responsibility for the application of the material itcontains. The American Concrete Institute disclaims any andall responsibility for the stated principles. The Institute shallnot be liable for any loss or damage arising therefrom.
Reference to this document shall not be made in contractdocuments. If items found in this document are desired by theArchitect/Engineer to be a part of the contract documents, theyshall be restated in mandatory language for incorporation bythe Architect/Engineer.
304.6R-1
Guide for the Use of Volumetric-Measuring andContinuous-Mixing Concrete Equipment
Reported by ACI Committee 304
ACI 304.6R-91(Reapproved 1997)
This guide includes a short history of and information on the basicdesign and operation of equipment used to produce concrete by volumetricmeasurement and continuous mixing (VMCM), frequently called mobilemixers. Definitions, applications, and quality assurance testing are dis-cussed. The use of this equipment is compared to weigh-batch-mix equipment
for some of the limited differences.
Keywords: admixtures; aggregates ; batching ; calibrating; cements; coldweather construction; colored concrete; concrete construction; field tests;fresh concretes ; grout; hot weather construction; material handling;
measurement; mixing ; mixing plants ; mixing time ; mix proportioning;polymer concrete; precast concrete; process control; production methods ;shotcrete; slump; transit mixers .
CONTENTSChapter 1—Introduction, p. 304.6R-2
1.1—General1.2—Discussion1.3—History
Chapter 2—Equipment, p. 304.6R-22.1—Materials storage and measurement2.2—Mixers2.3—Equipment condition
Chapter 3—Operations, p. 304.6R-33.1—General3.2—Production rates3.3—Planning3.4—Materials3.5—Personnel qualifications
Chapter 4—Application, p. 304.6R-44.1—General4.2—Mixtures with short working times
4.3—Low-slump mixtures4.4—Long unloading times4.5—Concrete at remote sites4.6—Making small deliveries4.7—Precast operations4.8—Hot weather concreting4.9—Mining applications4.10—Grouting and pile filling4.11—Colored concretes4.12—Emergency applications
Chapter 5—Quality control and testing, p. 304.6R-55.1—General5.2—Calibration5.3—Production testing
Chapter 6—Operational precautions, p. 304.6R-76.1—General6.2—Cold weather concrete6.3—Hot weather concrete6.4—Aggregate moisture6.5—Rapid slump loss6.6—Use of admixtures6.7—Fresh concrete properties
Arthur C. Cheff Clifford Gordon Robert A. Kelsey John H. Skinner III
Thomas R. Clapp * Donald E. Graham John C. King Paul R. Stodola *†
James L. Cope Neil R. Guptill William C. Krell William X. Sypher
Wayne J. Costa Terence C. Holland * Gary R. Mass Louis L. Szilandi
Henri Jean DeCarbonel James Hubbard Kurt R. Melby Robert E. Tobin
Robert M. Eshbach Thomas A. Johnson Richard W. Narva Francis C. Wilson
James R. Florey
*The committee recognizes the special contributions of Paul Stodola, Thomas Clapp, and Terry Holland.†Chair of Committee 304 since March 1989.
James S. PierceChair
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
2/14
304.6R-2 MANUAL OF CONCRETE PRACTICE
Chapter 7-References7.1-Specified and/or recommended references7.2-Cited references
Appendix A-New York State DOT calibrationmethod
CHAPTER 1 -INTRODUCTION1.1-GeneralThe purpose of this document is to offer guidance on
volumetric-measurement and continuous-mixing(VMCM) concrete production. It contains backgroundinformation on this method and items to be consideredwhen using it. A discussion of other types of continu-ous-measurement equipment (i.e., conveyor belt scalesor weigh-in-motion scales) is outside the scope of thisreport.
1.2-DiscussionThe title uses the words “volumetric measuring” and
“continuous mixing.” The significance of these wordsin the context of this guide are discussed in the follow-ing paragraphs.
Volumetric measurement- When the ingredients of concrete are flowing continuously and measured byvolume, by using a calibrated rotary opening, a cali-
brated fixed-gate opening, or a combination of these,so that a known, predetermined volume of each ingre-dient is obtained in a designated time interval, themethod of measurement is volumetric. Continuous vol-umetric measurement with multiple ingredients requiresthat the proper relationship among those ingredients be
maintained.Continuous mixing -When the output of the mixer isequivalent to the input of materials and the mixer can
be operated without interruption to charge or dischargematerial, the mixer can be considered continuous. Themixer may be started and stopped as required to meet
production requirements (provided that material inputis also started and stopped). Such a mixer is suitable for
both continuous or intermittent operation.
1.3-HistoryVolumetric measurement and continuous mixing
have a long history of producing concrete. For manyyears the concept of “one shovel of cement, two shov-els of sand, and three shovels of stone” was used to
produce concrete. Patents on continuous mixers date back at least to 1913. It was not until these two tech-nologies were successfully combined in the early 1960sthat general field use of this type of equipment began.The first commercial unit was delivered in 1964. Be-cause of the detail of original patents, there was onlyone manufacturer of VMCM units until the early 198Os,when other manufacturers began to offer this type of equipment for concrete production.
By the mid-1970s, there were over 4000 VMCM ma-
chines in operation in the U.S. Generally, they wereused to produce small volumes of concrete. During the
late 1970s and early 198Os , specialty concretes neededfor bridge-deck renovation and highway repair, whichwere difficult to produce in conventional transit mix-ers, were being produced successfully by VMCMequipment. This application gave the equipment cre-dence and showed it could produce close-tolerance,high-quality concrete consistently. VMCM equipmenthas been considered by some people to be limited to
producing special mixtures or small volumes; however,VMCM may be suitable for almost any concrete re-quirement .
Standards activities related to concrete produced byVMCM equipment have been limited. However, in 1971ASTM developed and now maintains ASTM C 685,“Standard Specification for Concrete Made by Volu-metric Batching and Continuous Mixing.”
CHAPTER 2-EQUIPMENT2.1-Materials storage and measurement
Measurement of material by volume can be accom- plished by a variety of means. Rotary vane feeders(both horizontal and vertical axis), screw conveyors(both adjustable and fixed speed), drag chains, cali-
brated gate openings, variable-volume sliding compart-ments, and vibrating plate feeders all have been used tomeasure quantities of dry ingredients. Liquids may beintroduced by air pressure, pumps, or cylinders with theflow controlled by valves or timers and measured byflow meters. Readers are directed to the documents
produced by the equipment manufacturers for operat-ing details of the various types of equipment. Cement,water, and admixtures are stored in separate containersand measured separately. Fine and coarse aggregates
are stored either separately or combined. If aggregatesare stored and used in a combined state, they must beaccurately preblended, and particular care must betaken to avoid segregation.
In presently available equipment, a meter records therate of introduction of cement into the mixture and thisrate serves, directly or indirectly, to control the rate atwhich other ingredients are added. All systems are in-terconnected so that, once they are calibrated and set to
produce a specific concrete mixture, all ingredients aresimultaneously and continuously measured into themixer. This interconnecting allows either continuous or intermittent operation of the system to accommodatethe quantities of the concrete needed. These intercon-nections should not be confused with the interlockstypically found in weigh-type batch plants. VMCMequipment is designed to allow the relative proportionsof ingredients to be changed rapidly to vary the con-crete mixture as required. Because the mixing chamber only holds about 2 ft’, such changes can be made withlittle or no waste.
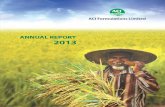
Typical VMCM units car ry enough m aterials to pro-duce 6 to 10 yd3 of concret e ( Fig. 2.1 ). This limitationis based upon axle loading limitations. Production of larger volumes of concrete or high rates of production
will require special provisions for recharging the mate-rial storage compartments.
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
3/14
CONTINUOUS MIXING EQUIPMENT 304.6R-3
crete on the mixer-auger surfaces. Belts must be prop-erly adjusted and kept in good repair. There should beno leaks in the hydraulic or air systems. There should be no cut or damaged insulation on electric wires. Allcovers and guards should be securely in place.
CHAPTER 3-OPERATIONS3.1-General
Fig. 2. 1- Typical system
Volumetric measurement and continuous mixing aresuitable for producing almost any concrete with appro-
priately sized aggregate, provided the equipment is op-erated with the same attention to detail as would be re-quired to produce concrete by any other means. Mostof the present equipment is truck- or trailer-mounted,or at least portable, and typically serves as its own ma-terial transport. The portability of the equipmentmakes it practical to bring the VMCM unit to the pointof use, which can be an advantage in many applica-tions. Having the unit at the placement site also allowsclose control of concrete quality at the site.
2.2-MixersFor mixing, most of the present continuous mixers
utilize an auger rotated in a sloped trough or tube. Ma-terials are introduced at or near the lower end, and themixed concrete is discharged at the other. This basic
principle is the same for all VMCM equipment, al-though there are many individual variations. Augers areavailable in different lengths and diameters and oper-ate at different speeds and may have continuous or in-terrupted flighting. Troughs may have flexible or rigid bottoms and covered or open tops. The slope of themixer may be fixed or adjustable. Lowering the trough(they are normally set at about 15 deg) will reduce the
mixing time, while raising the trough will extend it. A pivot at the base of most mixers allows them to swingfrom side to side.
3.2-Production ratesMaximum production rates are dependent upon the
physical and mechanical characteristics of the VMCMunit. Discharge rates for a cubic foot of cement (about100 lb) range from about 48 to 28 sec. For a concretewith a cement content of 564 lb/yd3, these dischargerates imply production rates of about 12 to 21 yd3/hr.However, these rates can only be achieved if the unitsare resupplied with materials during production.
3.3-Planning
With this type of mixer, output is always equal to in- put, with a relatively small amount of material beingmixed at any one time. Thorough mixing is accom- plished in a very short time by applying high-shear,high-energy mixing to the material. Actual mixing timefrom input to output is usually less than 20 sec. Pro-duction capability of the unit is more dependent on thesupply of materials than on the type or capacity of themixer.
A review should be made of the job requirements prior to concrete production. Depending on the appli-cation, this may be a review by the operator or a moredetailed formal meeting among all parties involved.Review points should include discussion of the follow-ing items, which are further covered in Section 5:
1. Current calibration of materials being used.2. Functional controls and settings proper for the
job.3. Production rates and delivery times.4. Required testing requirements and methods.5. Availability of testing equipment.6. Adequate access on site for operation.
2.3-Equipment condition 3.4-MaterialsAll proportioning and mixing equipment should bewell maintained in accordance with the manufacturer’sinstructions. This point cannot be overemphasized. Thefinished product is probably the best test of equipmentcondition.
There are certain areas to which particular attentionshould be paid. The cement dispenser must be cleanand free of any buildup. Valves must operate smoothlyand not leak. Any accumulation of materials on anycontrolling surface or opening in the system will alter the calibrated flow of materials. Mixer augers shouldnot be allowed to wear beyond the manufacturer’s rec-
ommended limits. There should be no buildup of con-
Ingredients that are used to calibrate the unit should be the same that will be used for production. All ma-terials should be stored and handled in accordance withgood concrete practices (ACI 304R). The moisture con-tent of the fine aggregate must be carefully controlledto avoid undesirable variations in the mixture. Particu-lar care should be taken during loading to avoid spill-ing materials into the wrong compartments. Whenmoist aggregates are preloaded (6 to 8 hr in advance of
production), the operator will need to reduce the initialwater introduction slightly to maintain the proper slump and compensate for water that has drained to the
bottom of the aggregates. Preloaded equipment should
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
4/14
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
5/14
CONTINUOUS MIXING E Q U I P M E N T 304.6R.5
Fig. 4.5.1-Transportable plant providing concrete di-rectly and continuously to a concrete pump
Fig. 4.5.2--Self-loading unit premixing concrete for delivery into an agitator truck
4.7-Precast operationsVMCM units in precast plants can provide uninter-
rupted delivery throughout a large area with rapid con-trol of consistency and workability. Waste can be sig-nificantly reduced when casting architectural panels,
block, and molded items.
4.8-Hot weather concretingThe concrete is discharged as it is mixed; therefore,
most hydration takes place after the discharge. Theconcrete can be in place in the forms very quickly after
mixing so there is very little chance for the concrete toheat up after mixing, but before placing. No temperingwater is required to maintain workability, therefore, thewater-cement ratio can be controlled more easily.
4.9-Mining applicationsBecause of their compact size, VMCM units have
been customized to fit into a mine shaft. Typically,these units have been reduced in height. Units also have
been designed in components that bolt together so theycould be reassembled in the mine after entering via astandard hoist.
4.10-Grouting and pile fillingThese applications also often require small volumes
of grout or concrete over an extended period Both
Fig. 4.6-VMCM unit supplying concrete for a resi-dential foundation
placement types require that a suitable material beavailable when the application is ready, and both mayrequire indefinite volumes of material. Retemperingmay be required if large volumes of ready-mixed con-
crete or grout are held waiting at the jobsite.4.11 -Colored concretes
Many precast operations require colored concrete.The small mixing auger can be cleaned much morequickly and more thoroughly than batch-type mixers.The vigorous mixing action of the auger-type mixer thoroughly homogenizes the mixture for uniform col-oring.
4.12-Emergency applicationsVMCM units may be used as emergency sources of
concrete to handle repair situations. A preloaded unit
could be held in standby for emergency situations thatarise when there is no other source of concrete.
CHAPTER 5-QUALITY CONCRETE ANDTESTING
5.1 -GeneralThe production of concrete by volumetric measure-
ment and continuous mixing is subject to the same rulesof quality control as any other concrete productionmethod. The equipment should be clean, well main-tained, and operated by experienced personnel. ASTMC 685 (AASHTO M 241) is the standard specificationfor concrete made by these methods and is similar toASTM C 94. As with any type of batching equipment,common sense, experienced personnel, and trained in-spectors are the best quality assurance tools.
5.2-CalibrationTo insure production of quality concrete, each volu-
metric-measuring unit must be calibrated for each re-spective concrete ingredient, following the manufactur-er’s recommendations and ASTM C 685. These ingre-dients must be the same as those to be used in actualconcrete production. The measuring devices for aggre-gates, cement, and dry admixtures are calibrated byweighing the discharged ingredient. Devices for water,latex modifier (if required), and liquid admixtures suchas air-entraining and water-reducing admixtures gener-
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
6/14
304.6R-6 MANUAL OF CONCRETE PRACTICE
ally are calibrated by weighing or measuring the vol-ume of the discharged ingredient. The objective of cal-ibration is to coordinate the discharge of all concreteingredients to produce the proper mixture.
A complete calibration procedure should be con-ducted: 1) for all new equipment; 2) when test data in-dicate that the concrete is not meeting specified per-formance levels; 3) when requested by the purchaser or engineer; or 4) when a change is made in materials or mixture proportions for which previous calibration dataare unavailable. Complete calibrations should also beaccomplished on a periodic basis depending upon in-tervening time since the unit was calibrated for another reason and the volume of concrete being produced.
An abbreviated calibration to verify cement dis-charge or a volumetric yield check will verify the accu-racy of previous control settings. Such abbreviated cal-ibrations are useful and economical when small quan-tities of concrete (under 50 yd3) are to be producedusing the same control settings with similar ingredients.Project specifications should clearly define concrete
performance requirements, and equipment should becalibrated to meet those requirements.
The New York State Department of Transportationhas developed a detailed method for calibrating VMCMunits. 1 A copy of this calibration procedure is includedas Appendix A to this report.
5.2.1 Equipment required- The following equipmentis required to perform a full calibration: a scale with aminimum capacity of 300 lb, a clean container to catchcement and aggregate discharge, a container calibratedin fluid ounces to catch admixture discharge, a con-tainer to catch water or other liquid discharge, a stopwatch accurate to one-tenth sec, and a container to
check volumetric yield (normally al/4 yd3 box). Toler-
ances as stated in ASTM C 685 are:
Cement, percent by weight 0 to + 4Fine aggregate, percent by weight + / - 2
Coarse aggregate, percent by weight + / - 2Admixtures, percent by weight + / - 3
Water, percent by weight + / - 1
5.2.2 Cement -The cement discharge system is nor-mally connected directly to the indicator used to deter-mine concrete production quantity. This system also
determines the rate at which all other discharge systemsmust provide materials to the mixer to produce the re-quired mixture. It is necessary to establish the weight of cement discharged for a given register or counter read-ing as well as the amount discharged in a given time.
5.2.5 Admixtures - Wet or dry admixture dischargeshould be calibrated for indicated flow rate versusmeasured delivery. The flow of each admixture beingcalibrated should be caught in a calibrated receptaclefor at least as long as the discharge time of 94 lb of ce-ment. A chart of flow indicator position versus actualflow can be established. As many calibration runs asnecessary to meet the specified tolerances should bemade.
When calibrating cement, precautions should be 5.2.6 Post-calibration volumetric-yield test- All con-taken to insure that the aggregate bins are empty (or trols should be set to produce the desired mixture. Allseparated from the system) and that all of the dis- controls should be engaged and all systems charged. Allcharge is collected. Any carrying mechanisms for the controls should be stopped simultaneously and thecement should be primed by operating the system until meter register or counter reset. A container of knownany surface between the storage bin and the collection volume with rigid sides is then placed under the dis-container which might attract cement becomes coated. charge of the mixer. All controls are then engaged si-The meter register or counter should then be reset to multaneously and the proper count is run on the meter zero and a minimum of five calibration runs should be register. The count is determined based on the known
made. These runs should each use at least 94 lb of ce-ment.
When calibrating rotary discharge systems, it is pref-erable to stop the run at a whole number of revolutionsrather than attempt to stop at a fixed time or weight.At the conclusion of each run, the meter reading, time(in seconds), and the gross and tare weights are re-corded. The net weight and weight per meter unit arethen calculated. The weight of cement discharged in 1min is also calculated.
5.2.3 Aggregates- Aggregate discharge controls must be calibrated to provide the correct proportions in re-lation to the cement. This can be accomplished by es-tablishing discharge rate in weight per unit time or weight per cement meter unit. The required weight of aggregate discharge for either of these units may becalculated and trials made at various control settingsuntil the desired weight is collected. Aggregates must becalibrated individually. This method of trial and error is best used when working with a familiar mix designand similar aggregates.
When the system is being calibrated for severalmixtures and with unfamiliar aggregates, it may beuseful to plot the weight per unit time versus controlsettings for a minimum of five control settings. Thegraph developed can then be used to interpolate the re-quired settings for the various concrete mixtures. Veri-fication runs should be made after any such chart isdeveloped.
5.2.4 Water -Normally, the control setting for themaximum permitted water is determined for a giventime or meter unit on the cement register. The dis-charge is then collected and weighed or measured in agraduated container to verify the setting. The accuracy
of flow meters (gal./min) and/or recording flow me-ters (total gal.), if present, should be verified at thistime. For each calibration run, the system should beoperated at least as long as the discharge time for 94 lbof cement.
Because there are fewer mechanical operating com- ponents involved with the water discharge than with thecement, fewer calibration runs will be necessary.
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
7/14
CONTINUOUS MIXING EQUIPMENT 304.6R-7
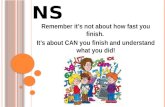
Fig. 5.2.6 Volumetric yield test
volume of the container; for example, one-fourth of the1-yd count should be used with a 1/4 yd3 container (Fig.5.2.6).
Another method for a yield check by weighting is de-tailed in ASTM C 685.
5.2.7 Preproduction tests -After calibration, pre- production tests may be made to confirm whether the production mixture proportions meet the requirementsof the laboratory mixture proportions and provide areference for production testing. The following mini-
mum tests should be made at this time: air content(ASTM C 231 or C 173), slump (ASTM C 143), andunit weight (ASTM C 138). It is also advisable to castcylinders for compressive strength testing at this time.
5.3-Production testingParameters for testing should be established to meet
jobsite requirements. Generally, testing for concrete produced using VMCM equipment should follow thesame guidelines as for concrete produced by other methods. Suggested tests include: air content (ASTMC 173 or C 231), slump (ASTM C 143), and unit weight(ASTM C 138). Project specifications should includethe frequency interval for these tests. This frequencymay vary from one set of tests per unit per cubic yardto one set for each load. As with weigh-batched con-crete, these tests serve as a quick check for quality con-trol.
It is also good practice to perform a volumetric-yieldtest on each mixer at least once per day or at intervalsof at least 50 yd3 of production. The concrete producedfor this yield test can often be incorporated directly intothe work. The previously mentioned air, slump, andunit weight tests should also be made at this time. Cyl-inders or beams for strength tests should be cast fromconcrete obtained at point of discharge at the same timeas the other testing. Any other suitable tests may be
used at the discretion of the specifier; however, experi-ence and economics dictate that such testing need not
be more stringent than that required for weigh-batchedconcrete.
CHAPTER 6-OPERATIONAL PRECAUTIONS6.1 -General
The volumetric-measurement and continuous-mixingequipment should be in good condition. All shields andcovers should be in place. All controls should operatesmoothly and be connected according to the manufac-turer’s recommendations. All material-feed operationsmust start and stop simultaneously. The cement-meas-uring device must be inspected and cleaned regularly.Indicating meters and dials should be operational andreadable. Admixture systems should be checked for
proper flow and operation. All filters should be cleanand allow full flow of water. Aggregate feed systemsshould be free of any blockage. Checks of the variousfeeding systems should be carried out according to themanufacturer’s recommendations and as job experi-ence indicates.
6.2.Cold weather concreteAll aggregates must be free of frozen material, as
frozen lumps may effect the metering accuracy. All liq-uid lines must be protected from freezing and drainedwhen not in use. Flow meters must be checked for
proper operation and protected from damage by freez-ing liquids. Additional information on cold weather concreting may be found in the report of ACI Com-mittee 306.
6.3-Hot weather concreteUsing VMCM under hot weather concreting condi-tions is not greatly different from conventional con-crete practice. The general principles as outlined byACI Committee 305 for maintaining concrete tempera-tures below specified limits will still apply.
6.4-Aggregate moistureSince proportioning is done on a continuous basis, it
is desirable to supply the machine with aggregates of auniform moisture content. Bulking of fine aggregate isnot normally a consideration since the usual moisturecontent covers a small range where bulking is fairlyconstant. A yield check is recommended when there isa wide swing in moisture content (2 percent or more).This check will indicate if recalibration is required. Ag-gregate stockpiles being used to charge VMCM unitsshould be covered to minimize variations in moisturecontent. It may be necessary to limit the free moisturein aggregate by drying and/or covering to meet the loww/c requirements when high volumes of liquid addi-tives, such as latex, are used.
6.5-Rapid slump lossIt has been noted that with some cements a rapid
slump loss occurs after discharge from the mixer (ACI
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
8/14
304.6R-8 MANUAL OF CONCRETE PRACTICE
225). The cause is believed to be related to the shortmixing time typical with this type of equipment. The
problem does not occur often, and a change of cementwill normally correct it.
6.6-Use of admixturesContinuous mixers are high-shear, high-speed mix-
ers. Some admixtures perform differently than might beexpected when used with conventional mixers. For this
reason, the performance of admixtures should be veri-fied by testing for the desired result before actual pro-
ject placement begins. Experience has shown that theseresults will remain consistent once the desired result has
been verified on a particular piece of equipment. If deemed necessary to improve the performance of anadmixture, a limited increase in mixing time may beachieved by increasing the angle of the mixing equip-ment .
6.7-Fresh concrete propertiesFresh concrete produced by VMCM equipment be-
haves slightly differently than ready-mixed concrete.Elapsed hydration time at discharge is measured in sec-onds rather than in minutes. This means that, while theactual setting time (from start of hydration) is thesame, the apparent setting time (from time in place)may seem longer. Finally, the apparent slump at dis-charge is often higher than the measured slump 3 to 5min after discharge. Finishers and inspectors should bemade aware of these differences.
CHAPTER 7--REFERENCES7.1 -Specified and/or recommended references
The documents of the various standards-producing
organizations referred to in this document are listed below with their serial designations.
The preceding publications may be obtained from thefollowing organizations:
American Association of State Highway and Trans- portation Officials444 N. Capitol Street NW, Suite 225Washington, DC 20001
American Concrete InstituteP. O. Box 19150Detroit, MI 48219
American Society for Testing and Materials1916 Race StreetPhiladelphia, PA 19103
American Association of State Highway and Transpor-tation OfficialsM 241-86 Concrete Made by Volumetric Batching
and Continuous Mixing American Concrete Institute225 R Guide to the Selection and Use of Hy-
draulic Cements304 R Guide for Measuring, Mixing, Trans-
porting, and Placing Concrete305 Hot Weather Concreting306 Cold Weather Concreting
American Society for Testing and MaterialsC 94 Standard Specification for Ready-Mixed
ConcreteC 138 Standard Test Method for Unit Weight,
Yield, and Air Content (Gravimetric) of Concrete
C 143 Standard Test Method for Slump of Portland Cement Concrete
C 173 Standard Test Method for Air Contentof Freshly Mixed Concrete by the Volu-metric Method
C 231 Standard Test Method for Air Contentof Freshly Mixed Concrete by the Pres-sure Method
C 685 Standard Specification for Concrete
Made by Volumetric Batching and Con-tinuous Mixing
7.2-Cited reference1. “Calibration of Mobile Mixers (Concrete Mobiles) to Produce
Portland Cement Concrete,” Material Method NY 9.1, New York State Department of Transportation, Albany, 8 pp.
This report was submitted to letter ballot of the committee and approved inaccordance with AC1 balloting procedures.
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
9/14
APPENDIX A
INEW YORK STATE DEPARTMENT OF TRANSPORTATI ONMATERI ALS BUREAU ALBANY, NY 12232 I MATERIALS METHOD - N Y 9.4 IMATERI ALS METHOD ISSUE DATE - May, 1979
CALI BRATI ON OF MOBI LE MI XERS ( CONCRETE- MOBI LES) 3.
MAP CODE 7. 42-l - 9. 4 J AMES J . MURPHY DI RECTOR: MATERI ALS BUREAU
V
4.
Thi s method prescri bes t he procedure t o be f ol l owed when checki ng the cal i brati onof the mobi l e mi xers t o produce port l and cement concret e. The purpose for cal i -brati on i s to set the contr ol s of t he mobi l e mi xers. usi ng materi al s proposed f orthe part i cul ar j ob, so that i t produces a cubi c yard of port l and cement concret econtai ning those rel ati ve quanti ti es establ i shed i n a mi x desi gn.
Each mobi l e mi xi ng uni t shal l be inspected and approved by the Engi neer. I f i nthe opi non of t he Engi neer, i mproper condi ti ons exist , the condit i ons shall becorrected to the sati sfacti on of t he Engineer, or t he mi xer shall be repl aced.I mproper condi ti ons shall i nclude, but not be li mi ted to, hydrated cement deposi tsand mi xi ng paddl es whi ch are l oose, broken, bent scal l oped, worn 2 0 percent i nany di mension, or heavil y caked wi th mort ar.
Each mobi l e mi xi ng uni t shal l be cal i brated by the contr actor and checked by theEngineer i nit i all y usi ng project materi als t o set t he contr ols so that materi alsare proporti oned to t hose rel ati ve quanti ti es establ i shed i n the proj ect mi xdesi gn. After this i ni ti al cali bration, addi ti onal f ul l or partial cal i brationsmay be requi red by the engi neer as f ol l ows: whenever maj or mai ntenance operat i onsoccur i n the mobi l e mi xi ngsi te, or whenever materi al
CALI BRATION PROCEDURES
A. Precai l brati on CHECKS
uni t, whenever t he uni t l eaves and returns t o the jobproport i oni ng becomes suspect .
I n order f or the mobi l e mi xi ng uni t to batch accuratel y several key poi nts l i stedi n t he current edi ti on of the Concret e- Mobi l e Handbook found under "Mechani calFactors t hat af f ect concret e produced by a Concrete Mobi l e Uni t" , must beperi odi call y checked.
A few of t hese key poi nts are l i sted below:
1. Check cl eanli ness of cement bi n. The bi n must be dry and f ree of anyhardened cement. The cr oss auger must be cl ean and the steel f i ngerswel ded to i t must al l be in pl ace and str ai ght. The aerat ors must beoperati ve and the vent must be open and f ree of debri s.
2. Check ground st rap. Uni t must be properl y grounded to prevent cementfr omcl i nging to si des of bi ns due to stati c electri ci ty accumul ati on.
Manual Mater i al s Method, NY 9.4 Code 7. 42-l -9.4 Dat e ay 19792 2
Subj ect:Cal i brati on Of Mobi l e Mi xers (Concret e-Mobi l es) To Produce Qort l ana
Cement Concr ete
5.
6.
7.
Check cl eanl i ness of cement meter- f eeder. The pockets i n the mi ter drummust be f ree frcm any cement bui l dup; and the hammers at the end of thespri ng ti nes should be properl y str i ki ng the meter drum as i t r otates.
Check the cement meter r egi st er f or proper operati ng condi t i on. The dri vecabl e shoul d be ti ght and fr ee from ki nks.
Check the mai n conveyor bel t f or cl eanl i ness and tensi on. The bel t shal lnot show excessi ve sag.
Check al l the bin vi brators f or proper worki ng order.
Check the operat i onal speed speci f i cati on (RPM) . I n order t o achi eveuni form fl ow of material s, i t i s essenti al t o maintai n consi stentoperati onal speed wi thi n the desi gned operat i onal speed range for t heuni t. Mechani cal uni ts have a t achometer f or moni tor i ng operati onalspeed. I f the unit i s f uncti oni ng properl y the f oll owi ng tachometer(RPM) readi ngs shoul d resul t i n the proper operat i onal speed.
UNI T TACH. (RPM).
Seri al #' s 708 and l ower 125 0Seri al #' s 709 and hi gher 167 0Magnum 225 0
Hydraul i c uni ts are not equipped wi th t achometers. The operat i ng speedof these uni ts shoul d be checked by ti mi ng the mai n conveyor bel t dri veshaft. The mai n conveyor bel t dr i ve shaf t shoul d operate between 39 to43 revol uti ons per mi nute. The onl y excepti on bei ng the newl y devel opedModel #6 0 Concrete - Mobi l e; thi s shoul d operat e at 56 RPM. A secondarycheck on operat i ng speed i s t he cement meter counter , i t shoul d operateat a r ate of 142 counts per mi nute.
B. CEMENT CALI BRATI ON
Aggregate bi ns mus t be empty and cl ean.
Charge the cement hopper wit h at l east 36 bags or 34 00 pounds of t hesame type and brand of cement t o be used on proj ect . Cont i nuous f eedi ngof cement i s not permi tt ed.
Pri me the conveyor bel t wi th cement f or i ts enti re l ength. Bypass themi x auger by leaving it i n the travel posi ti on. Run out at l east twobags of cement. I t i s not necessary to wei gh thi s sampl e.
Obtai n the cement contai ner t are wei ght t o nearest 0. 5 pound. Thi star e wei ght shal l be determi ned pri or t o taki ng each cement sampl e.
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
10/14
Manual Mater i al s Method, NY 9.4 Code 7.42-l - 9.4 Date May, 1979 Page 3
Subject Cal i brati on Of Mobi l e Mi xe rs( Concret e-Mobi l es) To Produce Port l and
5. Reset the cement meter counter t o zero.
6. Set t he mi xi ng uni t at the proper operat i ng speed and obtai n cement sampl esto determi ne the exact t i me (t o nearest 0. 1 second) and meter count ( tonearest 0. 5 count) requi red to di scharge one bag pl us 2% by wei ght or 96pounds of port l and cement. *
eit her by (a) Tri al and error, or
(b) Averagi ng 5 two bag sampl es or 10 one bag sampl es
*The addit i onal 2% cement i s to al l ow f or a 0 to +4 percent tol erance oncement del i very, which i s consi stent wi th ASTM and manufacturers gui del i nes.
(a) Tri al and Error. Obtai n and record cement wei ghts f or several metercounts, and di scharge ti mes t o determi ne the cement meter count anddi scharge ti me that del i vers 96 pounds of cement. Record thi s dataon the cement c al i brati on worksheet; i f addi ti onal space i s requi red,use back of worksheet. Usi ng thi s establ i shed count and ti me obtai nthree addi t i onal sampl es and record each wei ght . These cement sampl esmust meet the fol l owi ng tol erance: 96 pounds + 2%.
NOTE: I f the cement sampl es do not meet t he 2% tol erance, take thr eeaddi ti onal samples to recheck del i very tol erance. I f theseresul ts al so f all outsi de the 2% tol erance, t he uni t shal l notbe acceptabl e for proj ect use.
(b-l ) Averagi ng 5 two bag samples. Obtai n fi ve cement samples of approxi matel y2 bag si ze ( 188 Pounds) . Record t he cement wei ght , meter count anddi scharge t i me on the Cement Cal i brati on Worksheet. Compute thecement meter count and di scharge ti me to del i ver 96 pounds of cement.Steps 2 t hru 5 of t he worksheet detai l the computati on procedure. Usi ngthe establ i shed count and ti me obtai n one addi t i onal sample to check computati on accuracy. Record t hi s sample on worksheet i n space provi dedf or Check Run. This sampl e must be wi thi n +2% of the desi red 96 pounds.
NOTE: I f the cement sampl e does not meet t he 2% tol erance check for err or i n mathemati cal computat i ons. I f no errors are foundrepeat the cal i brati on procedure. I f r etest also fai l s, t heuni t shall not be acceptabl e for proj ect use.
(b-2) Averagi ng 10 one bag sampl es. Obtai n ten cement samples of approxi matel y1 bag si ze ( 94 pounds). Record t he cement wei ght , meter count anddi schar ge ti me on the Cemnt Cal i brat i on Worksheet. Compute t he cementmeter count and di scharge ti me to del i ver 96 pounds of cement. Steps2 thru 5 of the worksheet detai l the computati on procedure. Usi ng theestabl i shed count and t i me obtai n one addi t i onal sampl e to check computati on accuracy. Record t hi s sample on worksheet i n space provi dedf or Check Run. Thi s sampl e must be wi thi n + 2% of the desi red 96 pounds.
ManualMateri al s Method, NY 9.4 Code 7.42-l -9.4 Date May, 1979 Page 4
Subi ect :Cal i brati on of Mobi l e Mi xers (Concret e-Mobi l es) T O Produce Port l and
Cement Concrete
( NOTE:) I f the cement sampl e does not meet t he 2% tol erance, check f or err or i n mathemati cal computat i ons. I f no err ors aref ound, repeat t he above procedure. I f the retest al so f ail s,the uni t shal l not be acceptabl e for proj ect use.
ALL REMAI NI NG INGREDI ENTS ARE CALI BRATED T O THE TI ME CYCLE OR CEMENT METERFEEDER COUNT ESTABLI SHED ABOVE. WHEN THE MOBI LE- MI XI NG UNI T I S EQUIPPEDWI TH A CEMENT METER- FEEDER BYPASS SHAFT, THE COUNT MODE MAY BE USED.
C. (FI NE AND COARSE AGGREGATE CALI BRATION). - ~-
1. Obtai n the mi x desi gn proport i ons based on a one bag mi x. These can beobtai ned from your Materi al s Engineer.
2. Obtai n the Fi ne and Coarse Aggregate Absorpti on perc entages f romei therthe NYSDOT Approved source l i st i ng or Regi onal Mater i al s Engineer.
3. Determi ne the Fi ne and Coarse Aggregate oven dry moi st ure content at t hestockpi l es immedi ately pri or to cal i brati on. - ThismaybTYThis may be done pri or t o thecement cal i brati on i f deemed necessary.
4. Cal cul ate t he Proj ect Fi ne and Coarse Aggregate Wei ghts ( per 1 bag mi x)as fol l ows:
PROJ . AGG. WGT. = 1 Bag Agg. Mi x Desi gn Wgt. ( SSD)
( Moi st, ( %) - Abs. %l - - 100NOTE: Resul ts to nearest 0. 5 pound.
5. Usi ng proj ect aggregates l oad eit her the coarse or f i ne aggregate bin atl east 2/3 f i l l . (Note - Onl y the bi n bei ng cal i brated shal l have materi alin i t . I f the rubber di vider i s defl ected toward one bi n, f i l l the binthat t he rubber di vi der proj acts i nto fi rst So as to prevent fl ow Of materi al s i nto the adj acent bi n).
6. Di sengage t he cement di scharge mechani sm.
i . Pri me the conveyor bel t wi th aggregate f or i ts enti re l ength. Thi s idone each ti me the gate set t i ng is changed.
s to be
NOTE: At t his t i me, note f l ow patt ern of aggregate at t he end of conveyor bel t. An overf l ow may occur due to def ormati on o
thef the
rubber divder at the bottom of t he bi n separator. I f overfl owi s present st op i t by ei ther adjusti ng or changing the rubberdi vider. I f the overfl ow sti l l occurs, the di vider can berestr ai ned by bl ocking wi th l umber or si mi l ar materi al on theempty si de of the bin di vi der.
8. Set the mi xi ng uni t at the proper operati ng speed.
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
11/14
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
12/14
Manual Materi al s Method, NY 9.4 Code 7.42-l - 9.4 Date May, 1979 Page 7 Manual Mater i ai s Method, NY 9.4Cal i brati on Of Mobi l e Mi xers ( Concrete- Mobi l es) To Produce Port l and
Code 7.42- l -9. 4 Date May, 1979 Page 8
Subj ect: Cement Concrete Subiect:Cal i brati on Of Mobi l e Mi xers (Concrete- Mobi l es) To Produce Port l and
Cement Concrete
1.
2.
3.
4.
5.
6.
Cal cul ate the Latex Flow Rate in gal / mi n as fol l ows:
FLOWRATE (gal/ mi n) = 60 (sec/ mi n) x 3. 5 (gal / bag, l atex dosage rat e)Cement Di scharge Ti me (set/ bag)
Obtai n the l atex contai ner t are wei ght to nearest 0.1 pound. The contai nershal l have a mi nimum capaci ty of f i ve gal l ons.
Fi l l the holding tank wi th l atex and setspeed.
Pri me the l atex system by al l owi ng l atexseconds.
the mi xi ng uni t at t he proper operati ng
to f l ow out for approxi mately 15
Set t he f l owmeter at t he cal cul ated f l ow rate ( step 1) and record dischargeti me (t o nearest 0.1 second) t o approxi matel y fi l l the 5 gal l on contai ner.Wei gh thi s amount of l atex and subtr act t are wei ght of contai ner to obtai nthe actual wei ght of l atex. Usi ng the same ti me, obtai n two (2) moresampl es of l atex, and cal cul ate an average wei ght .
The l atex system i s acceptabl e i f the fol l owi ng repeatabi l i ty ( 1) andaccuracy.( 2) cri teri a are met:
(1) I f each i ndi vi dual test has no more than + 1%variati on fr om theaverage wei ght
-(2) The average fl ow rate is wi thin + 1%of the cal cul ated fl ow rate
(st ep 1). Average fl ow rate i s calcul ated as foll ows:
AVG. FLOWRATE (gal/ mi n) = 8 Avg sampl e Wgt * (l bs) x 60 ( sec/ m!n)8.5 ( l bs/ gal) x Lat ex Sampl e Di scharge Ti me (sec)
G. YI ELD TEST
Af ter establ i shing and checki ng the vari ous setti ngs that contr ol batchi ng quanti ti esof al l i ngredi ents as outl i ned i n the cal ebrati on steps, i t i s necessary to check theyi eld of the i ntegrated mi xi ng system to i nsure that t he proporti ons set i n the mi xdesi gn actual l y produce a cubic yard of port l and cement concr ete.
Steps that should be f ol l owed to perf orm the yiel d test are:
1. Fil l the mi xi ng uni t wi th project materi als, i ncludi ng admi xtures.
2. Check all gate, valve, and fl owmeter set ti ngs f or conformance wi th t hoseestabli shed i n the cal i brati on steps.
3. Determi ne the Cement Meter Count t o del i ver a l / 4 cubi c yard of concreteas f ol l ows:
4.
5.
6.
Pl ace a l / 4 cubic yard box (36"x36"x9") beneath the mi x conveyor to catchal l the concret e di scharged by the uni t. Be sure t hat l / 4 yard box i sri gi d, l evel , cl ean, and wel l support ed.
Set t he mi x conveyor at an angl e of at l east 15' , and swi ng i t to t he si deso concrete wi l l not di scharge i nto the box.
Set uni t at proper operati ng speed and di scharge suf f i ci ent concret e toperf orm sl ump, ai r content, and uni t weight t ests.
NOTE - Stop the mi xi ng act i on and mai n conveyor si mul taneousl y.. -
Af ter achi eving speci f i ed sl ump and ai r content restart uni t and di schargeunti l f resh concret e i s produced. Stop mi x conveyor and mai n conveyorsi mul taneousl y dnd reset t he cement meter regi ster t o "0".
Swi ng the mi x conveyor over t he l / 4 yard box. Engage the mi x conveyorand the mai n conveyor s i mul taneousl y to di scharge concrete unti l the metercount equal s t hat f or a l / 4 yard or the box becomes ful l . Be sure toconsol i date the concrete wi th mechani cal vi bratory equipment duri ng andi mmedi ately aft er f i l l i ng the box.
Stri ke- off the concret e i n box and record the exact count. I f box i s notcompletel y ful l , re- engage the uni t si mul taneousl y to di scharge smal lquanti ti es of concrete and record t he exact count needed to f i l l thecontai ner. The count must be wi thi n + 2% of t he count cal cul ated i n Step 3for t he system to be acceptabl e.
NOTE - Concrete yiel d is di rectl y proporti onal to the ai r content of theconcrete. I n order f or a concret e mi x to achi eve 100 percent yi eldthe air content must be i denti cal t o that specif i ed. Any devi ati onf ound i n the actual ai r content ( Step 6) wi th t hat speci f i ed mustbe taken into account when checki ng yi el d tol erance. (See worksheet.
l / 4 C. Y. CEMENT COUNT = (One Bag Cement Count) /\ ( Mi x Desi gn Bags per C.Y. )
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
13/14
-
8/17/2019 ACI 211.5R-01 - Guide for Submittal for Concrete Proportions
14/14