แนวคิดลีน Lean...
15
บทที่ 3 แนวคิดลีน (Lean Thanking) ลีน ( Lean) เปรียบเสมอเครื่องมือเพื่อสร้างความเป็นเลิศของกระบวนการต่างๆ ในการผลิตโดยมี เป้าหมายในเรื่องของการจัดการกระบวนการ คือ การทาอย่างไรให้กระบวนการทั้งหมดในการผลิตปราศจาก ความสูญเสียที่ก่อให้เกิดต้นทุนที่เพิ่มขึ้นจากกระบวกการนั้นๆ เพื่อให้เกิดการปรับตัวตอบสนองความต้องการ ของตลาดได้ทันท้วงทีและที่สาคัญการมีประสิทธิภาพเหนือคู่แข่งขันรายอื่นๆ ที่อยู่ในตลาดเดียวกัน ความรู้เบื้องต้นเกี่ยวกับระบบลีน (Lean Systems) ลีน (Lean) เป็น holistic & sustainable approach ที่ใช้ทุกสิ่งทุกอย่างน้อยลง แต่ให้ได้ผลงาน มากกว่า ผลงานที่ใกล้เคียงความต้องการของลูกค้ามากที่สุดสิ่งที่ลดน้อยลง คือ ความสูญเปล่า (Waste), วงรอบเวลา, ผู้ส่งมอบ, การใช้แรงคน เครื่องมือ เวลา และพื้นที่ปฏิบัติงาน (Lean Thanking) คือการเปลี่ยนจาก ความสูญเปล่า ( waste) ไปสู่ คุณค่า ( value) ในมุมมองของผู้รับ ผลงาน ปรับปรุงเปลี่ยนแปลงอย่างไม่รู้จบ ลีน (Lean) ไม่ใช่เรื่องของการทางานให้หนักขึ้นหรือเร็วขึ้น แต่เป็นการค้นหาความสูญเปล่า และเปลี่ยน ให้เป็นคุณค่าที่ผู้รับผลงานของเราต้องการไม่ใช่ชุดเครื่องมือสาเร็จรูป แต่เป็นการผสมผสานอย่างลงตัวระหว่าง แนวคิด กิจกรรม และวิธีการที่จะช่วยผลักดันให้วัฒนธรรมขององค์กรเป็นไปในทิศทางที่เหมาะสม ผ่านการ พัฒนาจิตสานึกที่ดีและแนวคิดที่ถูกต้องในการทางานแก่พนักงานทุกระดับ ดังนั้น ลีน (Lean) จึงหมายถึง แนวคิดในการบริหารจัดการการผลิต หรือองค์กรให้มีประสิทธิภาพสูงสุด โดยปราศจากความสูญเปล่า ( Waste) ในทุกๆ กระบวนการไม่ว่าจะเป็นกระบวนการทางโลจิสติกส์ หรือ กระบวนการในสายการผลิตไปจนถึงตอบสนองความต้องการของตลาดไปถึงลูกค้าแบบทันที โดยเน้นสร้าง ประสิทธิผลสูงสุด และลดการสูญเสียในวงจรการผลิตที่มุ่นเน้นในเรื่องการไหล (Flow) ของงานเป็นหลัก วิวัฒนาการของลีน (Evolution of Lean) วิวัฒนาการของระบบการผลิตแบบลีน ( Lean Manufacturing) ดังภาพที่ 4 .1 วิวัฒนาการใน อุตสาหกรรมประกอบรถยนต์โดยที่ในอดีตระบบการผลิตจะมีลักษณะที่เรียกว่า Craft Production คือจะเป็น ลักษณะการผลิตแบบที่ต้องอาศัยความชานาญเชี่ยวชาญเฉพาะด้าน ต้องอาศัยฝีมือและทักษะซึ่งทาให้ผลิตได้ที ละน้อยชิ้นและแต่ละชิ้นมีค่าใช้จ่ายสูงมาก
Transcript of แนวคิดลีน Lean...

บทท 3 แนวคดลน (Lean Thanking)
ลน (Lean) เปรยบเสมอเครองมอเพอสรางความเปนเลศของกระบวนการตางๆ ในการผลตโดยมเปาหมายในเรองของการจดการกระบวนการ คอ การท าอยางไรใหกระบวนการทงหมดในการผลตปราศจากความสญเสยทกอใหเกดตนทนทเพมขนจากกระบวกการนนๆ เพอใหเกดการปรบตวตอบสนองความตองการของตลาดไดทนทวงทและทส าคญการมประสทธภาพเหนอคแขงขนรายอนๆ ทอยในตลาดเดยวกน
ความรเบองตนเกยวกบระบบลน (Lean Systems)
ลน (Lean) เปน holistic & sustainable approach ทใชทกสงทกอยางนอยลง แตใหไดผลงานมากกวา ผลงานท ใกล เคยงความตองการของลกคามากทสดส งทลดนอยลง คอ ความสญเปลา (Waste), วงรอบเวลา, ผสงมอบ, การใชแรงคน เครองมอ เวลา และพนทปฏบตงาน (Lean Thanking) คอการเปลยนจาก ความสญเปลา (waste) ไปส คณคา (value) ในมมมองของผรบผลงาน ปรบปรงเปลยนแปลงอยางไมรจบ ลน (Lean) ไมใชเรองของการท างานใหหนกขนหรอเรวขน แตเปนการคนหาความสญเปลา และเปลยนใหเปนคณคาทผรบผลงานของเราตองการไมใชชดเครองมอส าเรจรป แตเปนการผสมผสานอยางลงตวระหวางแนวคด กจกรรม และวธการทจะชวยผลกดนใหวฒนธรรมขององคกรเปนไปในทศทางทเหมาะสม ผานการพฒนาจตส านกทดและแนวคดทถกตองในการท างานแกพนกงานทกระดบ ดงนน ลน (Lean) จงหมายถง แนวคดในการบรหารจดการการผลต หรอองคกรใหมประสทธภาพสงสดโดยปราศจากความสญเปลา (Waste) ในทกๆ กระบวนการไมวาจะเปนกระบวนการทางโลจสตกส หรอกระบวนการในสายการผลตไปจนถงตอบสนองความตองการของตลาดไปถงลกคาแบบทนท โดยเนนสรางประสทธผลสงสด และลดการสญเสยในวงจรการผลตทมนเนนในเรองการไหล (Flow) ของงานเปนหลก
ววฒนาการของลน (Evolution of Lean)
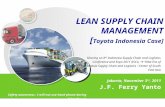
ววฒนาการของระบบการผลตแบบลน (Lean Manufacturing) ดงภาพท 4.1 ววฒนาการในอตสาหกรรมประกอบรถยนตโดยทในอดตระบบการผลตจะมลกษณะทเรยกวาCraft Production คอจะเปนลกษณะการผลตแบบทตองอาศยความช านาญเชยวชาญเฉพาะดาน ตองอาศยฝมอและทกษะซงท าใหผลตไดทละนอยชนและแตละชนมคาใชจายสงมาก

ภาพท 3.1 ววฒนาการของระบบการผลตแบบลน(Evolution of Lean Production) ตอมา เฮนรฟอร ด ท าการผล ตรถยนต โ ดย ใช ร ปแบบการผล ตแบบจ านวนมาก ( Mass Production) โดยใชวธการการศกษาการท างาน (Time and Motion) และการใชชนสวนทดแทน(Interchangeable Parts)ในปค.ศ. 1926 เขาไดเขยนหนงสอ "Today and Tomorrow" ทอธบายเกยวกบลกษณะการผลตแบบนวามขอด ขอเสยอยางไรตอจากนน ทาอช โอโนะ วศวกรของบรษ ทโตโยตา (Toyota) ในประเทศญปนทท าผลต รถยนตไดศกษาตอและเปลยนแปลงใหเปนรปแบบการผลตแบบดง (Pull) โดยการศกษาและน าเอา ระบบซปเปอรมาเกต (Supermarket System) ทไมสามารถวางแผนการขายเปนจ านวนแนนอน ตายตวไดในแตละวนเนองจากลกคามความตองการแตกตางกน ดงนนตองคอยตรวจเชคสนคาท เปลยนแปลงและคอยเตมสนคาอยเสมอใหเหมาะสมกบความตองการ พรอมกบศกษาการเพมผลผลตและน ามาใชรวมกบระบบการผลตทนเวลาพอด (Just in Time:JIT) ตอมา จโดกะ (คอเครองจกรจะมการตรวจสอบดวยตนเองหากมการผดพลาดสายการผลตกจะหยดทนท) โดยเรยกวา ระบบการผลตแบบโตโยตา (Toyota Production System: TPS) และเนองจากประเทศญปนมลกษณะเปนเกาะและมทรพยากรอยนอย จงตองมการพฒนาปรบปรงอยางตอเนอง และใหความส าคญกบการก าจดความสญเปลาทง 7 ประการ ตอจากนน จอหน คราฟฟค ชาวอเมรกนซงเปนนกวจยอยบรษท New United Motor Manufacturing Inc. (NUMMI) เหนวาเพอประสทธภาพแกกระบวนการผลตจงน ามาเขยนเปนปรชญาในการผลตโดยเปนผเสนอค าวา“ลน” ลงในวารสาร "Sloan Management Review ป ค.ศ.1988 " จนกระทงในป ค.ศ. 1990 จม วอแมค สนใจเกยวกบการสงซออยางประหยดพรอม กบเหนวาญปนประสบความส าเรจในเรองการก าจดความสญเปลา (Waste) จงไดศกษาอยางละเอยดและท าอยางเปนระบบจนประสบความส าเรจทวาการก าจดความสญเปลา (Waste) นจะชวยสรางคณคาเพมขนดวยโดยเขยนลงในหนงสอ "Machine that Changed the World" ใหเปนแนวคดการผลตแบบลนและใหหลกการในการน าไปใชไว 5 ประการ คอ การ

นยามคณคา (Value Definition),การวเคราะหการไหลของคณคา (Value Stream Analysis), การไหล (Flow), การดงทน/เวลาพอด (Pull/JIT) และความสมบรณแบบ (Perfection) ววฒนาการระบบการผลตเรมจากการผลตแบบงานฝมอมาเปนผลตแบบจ านวนมาก แตในปจจบนการผลตไดมลกษณะเปลยนแปลงไป สามารถอธบายไดตามตารางท 3.1 ตารางท 3.1 แสดงววฒนาการสระบบการผลตแบบลน ลกษณะ การผลตแบบงานฝมอ การผลตแบบจ านวนมาก การผลตในปจจบน
1. ผลตภณฑ หลากหลายหรอความ ตองการของลกคา
แบบเดยวกน หลากหลายหรอความ ตองการของลกคา
2. การควบคมการ ผลต
ผลตตามสง ผลตตามการพยากรณ ผลตตามความตองการของลกคา
3. ความตองการ ของลกคา
มเพยงพอใหไปใชงาน มเพยงพอใหไปใชงาน คณสมบตของสนคาตนทน
- คณภาพตามความ ตองการของลกคา - คณสมบตสนคาตนทน - เวลาในการสงมอบ
จากตารางท 3.1 จะเหนไดวาการพฒนาจากการผลตแบบดงเดม ไมเหมาะสมกบการผลตในยคปจจบนทเปนการผลตแบบจ านวนมากตามความตองการของลกคา การลดความสญเปลา (Waste) ในกระบวนการผลตจะตองมการปรบปรงอยางตอเนองโดยมโครงสรางภายใตการใหอ านาจแกพนกงาน การประยกตใชเชงเทคนคและการลดความเสยง ดงนนการผลตในยคปจจบนการผลตแบบลนจะเหมาะสมตรงกบลกษณะการผลตทลกคาตองการ
หลกการ 5 ประการของลน (5 Leans Principles)
สามารถแสดงให เหนถงความสมพนธกนของแตละหลกการของการผลตแบบลนไดดงภาพท 3.2 ซงจะประกอบดวยหลก 5 ประการ ดงน คอ
ภาพท 3.2 แสดงหลกการผลตแบบลน

1) การนยามคณคา (Value Definition) การจดการกบความสญเปลา (Waste) นนตองใชเวลาและความพยายามอยางยงในการก าจดความสญเปลา (Waste) ออกจากกระบวนการ ดงนนถอไดวากระบวนการสรางคณคาจงมความส าคญดงนนประเภทของความสญเสย Muda คอกระบวนการผลตทลกคาไมตองการบรษททท าการผลตแบบลนจะด าเนนการเพอก าหนดคณคาของผลตภณฑ และความสามารถของผลตภณฑ ในการเสนอราคาใหกบลกคาบรษททท าการผลตแบบลนจะท าความเขาใจและถามลกคาวาตองการอะไรแลวบรษททท าการผลตแบบลนจะปรบปรงผลตภณฑการบรหารองคกรและพนกงานเพอใหบรรลตามแผนการผลต
2) การวเคราะหการไหลของคณคา (Value Stream Analysis) คณคาของกระบวนการผลตจะเปนพนฐานส าหรบการวเคราะหสายธารแหงคณคา ซงการวเคราะหเรมตนดวยแผนภาพของกระบวนการทก าหนดขนตอนผลตผลตภณฑในแตละขนตอนจะมค าถามวา "จะสรางคณคาเพมใหกบผลตภณฑไดตามความคดของลกคาหรอไม " ซงความตองการนจะเปนขนตอนทมผลตอการเพมคณภาพของผลตภณฑโดยทวไปจะเกยวกบการเปลยนวตถดบใหเปนผลตภณฑตอจากนนเราจะคนหาและก าจดสงท ไมกอใหเกดคณคาเพมในกระบวนการผลตจะเปนสวนหนงของการเพมประสทธภาพในขนตอนการเพมคณคา สามารถสรางValue Stream Mapping (VSM) โดยก าหนดใหValue Stream คอกจกรรมหรองานทงหมด (สงกอใหเกดคณคาเพมและไมมคณคา) ทท าใหเกดผลตภณฑดงนนVSM ก คอการเขยนแผนภาพแสดงการไหลของวตถดบและขอมลสารสนเทศในการผลตของกระบวนการตางๆ ส าหรบการผลตแตละผลตภณฑจะมงเนนไปทขนตอนทงหมดโดยพจารณาใหเปน Muda แลว อธบายถงการไหลของคณคา แยกเปน 3 ประเดนได แก การแกปญหา การจดการสารสนเทศและการแปรสภาพ เมอคณเขาใจวาอะไรคอการไหลทกอใหเกดคณคาแกผลตภณฑจะพบกบกจกรรม 3 ประเภท ดงน -การสรางคณคาเพมในกระบวนการไหลเปนขนตอนการเปลยนแปลงใหเหมาะสม ในเรองหนาทการท างานของวตถดบสกระบวนการทไดผลตภณฑออกมา -การสรางทไมกอใหเกดคณคาแตมความจ าเปนตงแตขนตอนในกระบวนการผลตรวมถงการตรวจสอบ การรอคอย และการขนสง -การสรางทไมกอใหเกดคณคาและควรก าจดออกทนท ถากจกรรมนนปรากฏชดวาไมเกดคณคาและประโยชนแกกระบวนการควรยกเลกออกไป
3) การไหล (Flow) ในองคกรตางๆ กตองการความสนบสนนโดยเฉพาะเรองการไหลของผลตภณฑดวยความรวดเรว จะกระท าโดยการก าจดอปสรรคและระยะทางระหวางแผนกทเกยวของกบการท างานมผลท าใหแผนผงการท างานของพนกงานและเครองมอทเกยวของกบกระบวนการผลตเปลยนแปลงไปดวย การไหลแบบตอเนองท าใหการผลตมชวงเวลาน านอยท าใหสามารถวางแผนการผลตแบบMake to Order แทนการผลตแบบ Make to Stock และการควบคมระดบการผลตโดยท าใหปรมาณการผลตกบปรมาณความตองการของลกคาใกลเคยงกนจะเปนการปองกนความสญเปลา (Waste) ในการผลต นอกจากนการไหลแบบตอเนองจะไมเกดการรอคอยวสดคงคลงสนคาเปน ศนยชวยลดความสญเปลา (Waste) ทเกดจาก

การคงคลงสนคาสวนระดบการผลตทเหมาะสมท าใหสามารถสลบเปลยนในการผลตผลตภณฑไดงายเกดความยดหยนในกระบวนการผลต
4) การดง/ทนเวลาพอด (Pull) ในแนวคดการผลตแบบลนสนคาคงคลงหรอวสดคงคลงจะถกคดเปนเรองการสญเปลา (Waste) ฉะนนการผลตสนคาใดๆ กตามทขายไมไดถอวาเปนความสญเปลา สงส าคญตองทราบความตองการของลกคาทแทจรงแลวใชการดงผลตภณฑเขาสระบบโดยใชหลกการปรบปรงปรมาณทตองมเพยงพอในชวงทตองการวตถประสงคของการผลตแบบทนเวลาพอด คอการสรางความสมดลและความสมพนธของปรมาณการผลตกบความตองการเพอก าจดความสญเปลา (Waste) ทเกดขนแตในการปฏบตความตองการเปลยนแปลงตลอดเวลาจงน าTact Time มาเปนเครองมอในการจดสมดลของการไหล ซงจะมความส าคญชวยใหการก าจดความสญเปลา (Waste) ทเกดในขนตอนโดยการยายวสดคงคลงเหลานนออกไป
5) ความสมบรณแบบ (Perfection) การทจะประสบความส าเรจไดนน ควรมาจากการท างานทมประสทธภาพ คอ เรองของการลดเวลา ลดพนทลดตนทนและลดความผดพลาดทเกยวของกบการสรางและการจดการผลตภณฑโดยทวไปองคประกอบ 3 ประการทการผลตแบบลนมงเนน ไดแก การบรรลถงการออกแบบผลตภณฑ และกจกรรมในกระบวนการผลตทเปนกระบวนการเพมคณคาในสายตาลกคา, การวางโครงสรางระบบการไหลอยางตอเนองระบบคงคลงเปนศนย, การผลตทนเวลาพอด และของเสยเปนศนย และความสมบรณแบบในการเพมคณคามากทสดโดยการปรบปรงอยางตอเนอง
ความสญเปลา 7 ประการ (7 Waste or MUDA)
ในการปรบปรงกระบวนการแบบดงเดม (Tradition Process Improvement) โดยมไดมองไปทคณคา การปรบปรงกคอการลดการปฏบตการ (Operation) ลงทงหมดเพอลดกจกรรมทไมสรางคณคา แตผลกระทบทเกดขนคอกจกรรมทสรางคณคากลดลงไปดวยแตแนวคดแบบลนพยายามสรางมมมองทใหเหนถงกจกรรมทท าทงหมดตลอดกระบวนการและจ าแนกคณคาใหเหนถงกจกรรมทท าคณคาและกจกรรมทไมท าใหเกดคณคาแลวก าจดมนออกไปใหเหลอนอยทสดแนวคดแบบลน ไดจ าแนกสงไรคา หรอ Waste ซงในภาษาญปนคอ Muda ออกเปน 7 ประเภท คอ
ภาพท 3.3 แสดงรปการเกดของเสย 7 ประการ(7 Waste)

1) การผลตทมากเกน (Overproduction) ความตองการของลกคา หมายถงทกๆอยางทผลตขนมากเกนไปไมวาจะเปนSafety stock งานระหวางกระบวนการ (Work-In-Process)สนคาคงคลงเปนตน ทรพยากรแรงงานและวตถดบถกใชไปโดยไมไดสนองตอบความตองการของลกคา
2) การรอคอย (Waiting) รวมทงหมดไมวาจะรอคอยวตถดบ ขอมลขาวสารอปกรณหรอเครองมอตางๆ ในระบบของลน นนตองการทจะจดหาและรองรบการผลตหรอการบรการแบบทนเวลาพอด (Just-in-time) ไมมาเรวกวา หรอชากวาเวลาทก าหนด
3) การขนสง (Transportation) วตถดบตองสงถงในต าแหนงทตองการจะใชหมายถง การทดแทนวตถดบทถกสงจากผจดหาไปสบรเวณรบสนคา ผานกระบวนการผลตเคลอนยายส โกดงเกบสนคา รวมถงการขนสงชนสวนในสายการผลต ระบบลนมความตองการทจะใหวตถดบผานโดยตรงจากผจดหาไปสสายการผลตทจะใชโดยทนท
4) กระบวนการทท าแลวไมเกดคณคา (Non Value Added Processing) ตวอยางเชน งานทถกน ากลบมาท าใหม (Reworking) ผลตภณฑหรอบรการใดๆกตามทไมส าเรจถกตองภายในครงเดยว ชนประกอบทท าออกมาแลวคประกอบรวมยงไมไดผลตออกมา (Debarring) การตรวจสอบ (Inspecting) ชนสวนทผลตออกมาโดยใชวธการควบคมทางสถตเพอใหจ านวนการตรวจสอบนอยทสดหรอไมมเลย
5) สนคาคงคลงทมากเกนไป (Excess Inventory) ประกอบไปดวยวตถดบ งานระหวางกระบวนการ และสนคาส าเรจ สงเหลานจะมความสมพนธซงกนและกนกบการผลตทมากเกนไป
6) ของเสย (Defects) หรอ บรการผดพลาดทเกดขนท าใหเสยแหลงวตถดบใน 4 ลกษณะคอวตถดบ แรงงานทผลตหรอใหการบรการไปหากครงแรกไมผาน แรงงานทตองท างานใหมอกครงแรงงานทตองอยเพอรอรบการรองเรยนทก าลงจะตามมาจากลกคา
7) การเคลอนไหวทมากเกนไป (Excess Motion) การเคลอนไหวทไมจ าเปนมสาเหตมาจากเสนทางการไหลของงานทแย, ผงโรงงานทไมด การดแลรกษาสถานทท างาน และวธการท างาน
เครองมอและปจจยทสนบสนนแนวความคดของลน (Lean Tools)
เครองมอทใชในการผลตแบบลน (Lean Tools) ซง Green (2000) ไดพฒนา Toolkit ของการผลตแบบลน ดงตารางท 4.2 รวบรวมเครองมอไวทงหมด 27 ชนด และจ าแนกเครองมอออกเปน 4 ประเภทตามผลลพธทไดจากเครองมอนนๆ คอ
1) เครองมอปรบปรงอตราการไหล (Flow)ไดแก Pull Production Scheduling หรอKanban, One piece Flow, 5s, Standard work, method sheet, Visual control, Total preventive maintenance, Reliability maintenance, Preventive maintenance, Predictive maintenance
2) เครองมอทชวยใหเกดความยดหยนในกระบวนการ (Flexibility) ไดแก Set up reduction, Mixed model production, Smoothed production, Cross Trained workforce

3) เครองมอทลดเวลาในการท างาน (Throughput rate) ไดแก Flow cell, Point of used storage, Autorotation, Mistake Proofing, Self check Inspection, Successive check Inspection, Line stop
4) เครองมอทใชพฒนาอยางตอเนอง (Continuous Improvement)ไดแก Kaizen, Design of Experiment, Root cause Analysis, Statistical process control, Team Based ProblemSolving ตารางท 3.2 แสดงชดเครองมอของลน
5S Point-of-Use Material Design of Experiments
Setup Reduction Pull Scheduling Root Cause Analysis Produce to Take time Pull Scheduling Statistical Process Control
Standard Work Cross-Trained Workers Team-Based Problem Solving
Methods Sheets Mistake-Proofing Lean “Kaizen” Events
Flow Cells Autonomation Preventive Maintenance Visual Controls Line Stop Preventive Maintenance
One-Piece Flow Self-Check Inspection Reliability Centered Maintenance
Mixed-Model Production Smoothed Production Schedule
Total Productive Maintenance
วธการใชเครองมอของลน (Definition and The use of lean tools)
วธการใชเครองมอของลนมดงตอไปน 1) 5 ส. คอ วธปฏบตในการดแลรกษาพนทปฏบตการของ Lean ท าความสะอาด ค านวณการจดการการใชและจดสรางระบบของพนทการท างาน (Work place) มงเนนไปทการแสดงใหเหนถงความโปรงใส การจดการองคกร ความสะอาด และการสรางใหเปนมาตรฐาน ด ารงไวซงระเบยบแบบแผนทจ าเปนของการท างานทด ประกอบไปดวย ส.1 สะสาง แยกสงของทตองการและไมตองการออกจากกน และก าจดสงของทไมตองการนนออกไปจากสถานทนนๆ ส.2 สะดวก จดสงของทจ าเปนเหลานนใหอยในสภาพทจะใชงานไดอยางงาย และมประสทธภาพ ส.3 สะอาด จดสถานทท างานใหปราศจากสงสกปรก ส.4 สขลกษณะ ด ารงสภาพของสะสาง สะดวก สะอาด อยตลอดเวลา ส.5 สรางเสรมลกษณะนสย ปลกฝงสงเหลานใหอยในนสย ประพฤตอยางถกตองตามกฎระเบยบวนย

ผลดทไดจากการท า 5ส.เปนการเพมประสทธภาพในการท างาน สะทอนออกมาในมตของการลดเวลาการท างานทลดลง, ลดอบตเหต, ลดเวลากจกรรมการ Change Over, กจกรรมเพมคณคาของพนกงาน และพนกงานมสวนรวมในการพฒนาการท างานมากขน
ภาพท 3.4 แสดงรประบบของพนทการท างาน 5ส. ในระบบการปฏบตงานลน (Lean) 2) การลดเวลาของการเปลยนงาน (Set up Reduction) ซงกหมายถงการจดเตรยมความพรอมของเครองมอ อปกรณ ในการผลตจะใชในการลดเวลาการจดแตงเครองจกรในกรณทตองเปลยนการผลตจากผลตภณฑหนงไปสอกผลตภณฑหนงใหใชเวลานอยทสด 3) การผลตโดยองเวลามาตรฐาน (Production to Take Time) คอการสรางสมดลการท างานโดยใหระยะรอบของการท างาน (Cycle Time) เทากบ Take Time โดยการค านวณ Take Timeเทากบระยะเวลาสทธในกระบวนการ หารดวยผลผลตทงหมดทตองผลต 4) งานมาตรฐาน (Standardize Work) ประสทธผลทเกดขนมากทสดในการท างานรวมกนของ แรงงานคน, วสด และเครองจกร นนคอการสรางรากฐานของการพฒนารายวน โดยการสรางกระบวนการซ าๆโดยใหค าจ ากดความของขนตอน เวลาและการจดระเบยบแบบแผนของการปฏบตงาน เพอไดผลตามทตองการในราคาทต าและรบประกนในคณภาพทสง ประโยชนทไดรบจาก Standard Work คอสรางผงโรงงานทมพนทไรประโยชนนอยทสด จ าแนกความตองการของงานในกระบวนการ (Work-in-process) ทนอยทสดได เขาใจเวลาน า (Lead Time) ทมผลกระทบตอ WIP สามารถค านวณความตองการของพนกงานทตองการตอความตองการทหลากหลายได VisualManagement ของงานทก าลงกาวหนาและเกดความผดปกตได 5) แบบแสดงวธปฏบตงาน (Method Sheets) แสดงภาพการวธปฏบตงานทเปนมาตรฐานของงานนน รวมถงการอธบายวธการท างานทถกตองเพอควบคมการปฏบตงานใหถกตองอยเสมอ 6) กลมการผลต (Flow Cells) ส าหรบกระบวนการผลตคอ การจดไหลของวสดและล าดบของการผลตให สอดคลองกบ Cycle Timeโดยจะมคน เครองจกร และอปกรณ เปนกลมของตวเองเรยกเปนหนงเซลล

(Cell) โดยในแตละเซลลจะก าหนดลกษณะการท างานใหสมดล (LineBalancing) กบ Cycle Time ในกระบวนการใหบรการ กคอการสรางเสนทางการเดนของลกคาและล าดบการรบบรการใหสมดลกบเจาหนาททใหบรการ และพอดกบ Cycle Time 7) การควบคมดวยสายตา (Visual Control) เปนกญแจในทฤษฎของการผลตแบบลน เปนการมงเนนทสรางสถานทปฏบตงาน ใหมสญลกษณ เครองหมาย สญญาณสตางๆ ทแตกตางกนเทาทกระบวนการจะสามารถแสดงได ในชวงเวลาสนๆ ใหรวาสงใดก าลงเกดขน สามารถเขาใจไดไดในกระบวนการ และรวาสงใดเปนสงทถกตอง หรอสงใดไมควรอยในสถานทปฏบตการอยางเชนโรงงานเสมอน (Visual factory) ถกสรางขนดวยการจดวาง (Display) และการควบคมทสามารถเหนไดตา (Visual control) ซงจะชวยด าเนนกจกรรมไดมประสทธภาพตรงตามทออกแบบมา การใชขอมลรวนกนดวยอปกรณเสมอน (Visual tool) จะชวยด าเนนงานใหราบรนและปลอดภยจากการออกแบบและน าไปใชงานเครองมอเหลานจะลดความยงยากใหแกทมปฏบตงานในพนทปฏบตงาน (Shop floor) ตลอดจนงาน 5 ส. และกจกรรมการพฒนาดานอนๆ Visual display คอการแสดงความสมพนธของขอมลขาวสารและขอมลของพนกงานในพนทนนๆ เชน แผนภมทแสดงผลก าไรของบรษทในแตละเดอน หรอภาพกราฟฟกแสดงใหเหนชนดทแนนอนของคณภาพทแสดงออกทสมาชกของกลมทควรจะปฏบตตาม ประสทธภาพของการออกแบบของกระบวนการเปนผลมากจาก การประยกตใชของ Lean Manufacturing โดยการตงสมมตฐาน กระบวนการจะด าเนนตอไปตราบทการตงสมมตฐานถกตอง โรงงานทม VisualControl และdisplay ทละเอยดชดเจนพนกงานจะสามารถทราบไดทนทในกรณทกจกรรมใดกจกรรมหนงไมเปนไปตามทตงสมมตฐาน 8) การไหลทละชน (One Piece Flow) คอการผลต ตรวจสอบและสงมอบทละชนโดยมหลกการทก าหนด Cycle Time ใหตรงกบความกบความตองการสนคาของตลาด การบรการกเชนกน คอ ระยะเวลาการใหบรการแกลกคาทนกบปรมาณของลกคา 9) การผลตแบบผสมรน (Mixed Model Production) คอการผลตแบบหลายๆ โมเดลในสายการผลตเดยวกน โดยปรบสดสวนการผลตสนคาใหเทาทนความตองการของลกคาทสงเขามาผลตสลบปรบเปลยนกนไปตลอดสายการผลต 10) Point of Used Material การจดเตรยมและบรหารพนทใหสามารถน ามาใชงานไดอยางสะดวก ลดการเคลอนทหรอขนยายวสด นอกจากนยงหมายรวมถงการจดเกบอปกรณในพนททสะดวกตอการใชงาน 11) กมบง (Kanban) หรอPull Scheduling เปนภาษาญปน หมายถง สญญาณ (Signal) เปนหนงในเครองมอพนฐานของระบบทนเวลาพอด (Just-In-Time) เปนสญญาณการเตมเตมส าหรบการผลตและวสด ใหคงไวอยางเปนล าดบและไหล(Flow) ของวตถดบตลอดทงกระบวนการอยางมประสทธภาพ ระบบ Kanbanเปนกญแจของความส าเรจของระบบการผลตแบบ Lean การใชสญญาณงายๆทสามารถมองเหนไดดวยตาเปนการวดความตองการและล าดบกอนหลงของลกคาในระบบดง (Pull System) Kanbanมกอยในลกษณะของบตร(Card), ลกบอล, รถเขน หรอ ตคอนเทนเนอร(Container) แตสวนใหญอยในลกษณะของบตรทมรายละเอยดขอมลจ าเพาะ เชน ชอของชนสวน , รายละเอยดอธบายลกษณะ , ปรมาณ เปนตน Kanban

สามารถใชไดทงในการไหลของวสด ขอมล ในโรงงาน หรอ การไหลของโครงการ(Project Flow)ในส านกงาน และการไหลของวตถ ดบระหว า ง ซพพลาย เออร และลกค า ต วอย า งของ Kanbanซ ง ใช อย ใ นสายการผลต ประโยชนและขอดของ Kanbanคอ ลดสนคาคงคลง สามารถพยากรณการไหลของวสดไดสรางตารางเวลาไดอยางงาย สรางระบบดงดวยสายตา (Visual pull system) ทต าแหนงการผลต
ภาพท 3.5 แสดงรปแบบการควบคมการผลตในระบบ Kanban 12) การฝกอบรมพนกงานขามสายงาน (Cross Trained Work Force) การฝกอบรมพนกงานในสวนทไมใชเจาหนาทเฉพาะดานใหสามารถทจะท างานไดหลายๆ อยาง เพอเพมความยดหยนในการปฏบตงาน สามารถทจะรองรบการความตองการของลกคาไดอยางทนทวงท สามารถทจะชวยไปท างานในสวนอนๆไดในหลายๆ กจกรรม 13) เครองปองกนความผดพลาด (Mistaking Proofing) หรอ Poka Yokeเปนเครองมออยางงายและราคาถก ซงชนสวนทเสยหายจากการผลตและการสงผานเขามาในกระบวนการ Poka Yokeก าจดสงไรคาโดยการก าจดความผดพลาด เครองมอทวไปของ Poka Yoke เชน หมดน ารองขนาดตางๆ, เครองเตอนและเครองตรวจหาสงผดปกต limit switch เครองน าและ checklists 14) การควบคมตวเองโดยอตโนมต (Autonomation) หมายถงการตดตงกลไกหรอตวรบสญญาณทเครองจกร เพอตรวจสอบดวาชนงานทผลตมขอบกพรองหรอผดปกตอยหรอไม ถาเ ครองจกรตรวจพบ เครองจกรจะหยดท างานโดยทนท จดส าคญคอการปฏบตงานของเครองจกรตองอสระไมตองมคนมาคอยควบคม จดประสงคส าคญของเครองมอ คอ ไมปลอยใหมของเสยผานเขาไปสกระบวนการได 15) Line Stop คอ พนกงานสามารถทจะหยดสายการผลตไดเมอตรวจพบวามสงผดปกตเกดขนกบกระบวนการ

16) การตรวจสอบดวยตนเอง (Self Check Inspection) คอการตรวจสอบความเรยบรอยของชนงานดวยตวพนกงานเองกอนทจะสงชนงานไปสขนตอนถดไป ขอมลทไดจากการบนทกผลจะถกน ามาวเคราะห เพอควบคมกระบวนการผลต ปองกนไมใหเกดการผลตของเสยขนมาอก ของเสยคอของเสยอาจผานเขาสกระบวนการไดโดยความไมตงใจของพนกงาน 17) การตรวจสอบอยางตอเนอง (Successive check Inspection) การตรวจสอบชนงานโดยผทไมไดอยในกระบวนการผลต กอนทจะเรมกระบวนการขนตอนถดไป และท าการหยดการผลตเพอแกไข หรอปรบปรงสภาพการผลตโดยอตโนมต เพอไดรบขอมลความผดปกตในขนตอนการผลต การตรวจสอบน รวมถงพนกงานในกระบวนการผลตถดไปตองมหนาทตรวจสอบชนงานกอนจะเรมการผลตในขนตอนตอไป 18) การปรบเรยบการผลต (Smoothed Production Scheduling) คอ การจดตารางการปฏบตงานใหไดปรมาณคงทสม าเสมอตามความตองการ หรอตามปรมาณของลกคา ในกรณของการบรการกเชนการจดตารางการนดหมาย และการมาของลกคาปกตเพอสามารถทจะรองรบลกคาไดทงหมด รวมไปถงการเกบขอมลและใชของมลในอดตในการพยากรณความตองการของลกคาเพอทจะลดความแปรปรวนในกระบวนการ 19) กลมการแกปญหา (Team Based Problem Solving) คอการแกไขปญหาทเกดขนในกระบวนการโดยมการประชมทมงานทเกยวของเพอหาทางแกไขปญหาทกวนหรอ เปนประจ าตามการตกลง โดยใหทกคนมสวนรวมในการแกไขปญหาเปนส าคญ 20) การปรบปรงอยางอยางตอเนอง (Continuous Improvement) หรอKaizen เปนภาษาญปนการปรบปรง ซงเปนแนวคดทน ามาใชในการบรหารจดการไดอยางมประสทธภาพ โดยมงเนนทการมส วนรวมของพนกงานทกคนรวมกนแสวงหาแนวทางใหมๆเพอปรบปรงวธการท างานและสภาพแวดลอมการท างานใหดขนอยเสมอ หวใจส าคญคอการด ารงอยของสงทดอยแลวและการพฒนาอยางตอเนองไมมทสนสด ความส าคญในกระบวนการของ Kaizen คอการใชความรความสามารถของพนกงานมาคดปรบปรงงาน โดยการใชเพยงการลงทนเลกนอย ซงท าใหเกดการปรบปรงทละนอยคอยๆเพมพนอยางตอเนอง ตรงขามกบแนวคดนวตกรรม (Innovation) ซงเปนการเปลยนแปลงขนานใหญ ตองใชเทคโนโลยซบซอนชนสง ดวยเงนลงทนมหาศาล ดงนนไมวาจะอยในภาวะเศรษฐกจแบบไหนเรากใช Kaizen เพอปรบปรงได 21) การบ ารงรกษาเชงปองกน (Preventive Maintenance) เปนกลยทธการซอมบ ารง โดยมแนวคดในการดแลรกษากอนทเครองจกรจะเสยหาย โดยการดแลรกษาและตรวจสอบเครองมอและชนสวนตางๆ อยางสม าเสมอตามเวลาทก าหนด กอนทเครองมอเครองจกรจะเสยหาย 22) การบ ารงรกษาโดยการพยากรณ (Predictive Maintenance) เปนกลยทธการซอมบ ารงจากการเกบขอมลการใชงานและความเสยหาย ตรวจสอบดวาเกดอะไรขนบาง แลวคาดการณวาจะเกดขนเมอไร แลวด าเนนการ แกไขกอนทจะเกดปญหา 23) การบ ารงรกษาอยางนาเชอถอ (Reliability Centered Maintenance) เปนกลยทธการซอมบ ารง ซงตองมการท า Failure Modes and Effects Analysis อยางละเอยด ส าหรบเครองมอทมความส าคญเปนการรบประการวาจะไมเกดความเสยหาย

24) การบ ารงรกษาแบบทวผลแบบทกคนมสวนรวม (Total Productive Maintenance:TPM) คอ ระบบการบ ารงรกษาทจะท าใหเครองจกร อปกรณเกดประสทธภาพสงสด โดยพนกงานทกคนทเปนผใชเครองจกร เครองมอ หรออปกรณนนๆมสวนรวมในการดแลรกษาใหอยในสภาพดพรอมใชงานอยเสมอดวยตนเอง เชนการตรวจสอบเครองจกรเปนประจ าทกวน การดแลรกษาตามคมอการใชงานอยางสม าเสมอ เปลยนอะไหลตามอายการใชงาน หมนตรวจสอบและสงเกตสงผดปกตทเกดขนกบอปกรณ เปาหมายสงสดของ TPM คอ อปกรณเครองมอเสยหายเปนศนย (Zero Break down)ความผดพลาดทเกดจากเครองมอเปนศนย (ZeroDefect) อบตเหตทเกดจากการใชงานเครองจกร เครองมอเปนศนย (Zero Accident) 25) การออกแบบการทดลอง (Design of Experiment: DOE) เปนการใชเครองมอทางสถตในการออกแบบการทดลองเพอหาปจจยทมผลกระทบในการท างาน 26) การวเคราะหรากสาเหต (Root Cause Analysis) เปนเทคนคในการแกปญหาเบองตนคอการยอนกลบขนไปหาถงสาเหตของปญหา โดยพยายามเจาะลกถงสาเหตของปญหา เชน 5Whys 27) การควบคมกระบวนการทางสถต (Statistical Process Control) เปนการควบคมกระบวนการโดยการหาคาเฉลยของการตวแปรในกระบวนการ ก าหนดควบคมเขตจ ากดบนและลาง ตรวจสอบตวแปรและควบคมกระบวนการใหอยในขอบเขตทควบคม
ระบบการผลตแบบทนเวลาพอด ( Just-in-Time Production Systems: JIT)
การผลตแบบทนเวลาพอด เปนระบบการผลตทน ามาใชเพอสนองปรชญาในการผลตทมงเนนก าจดความสญเสยหรอกจกรรมทไมเกดมลคาตางๆ ออกจากระบวนการ ซงพฒนาขนโดยบรษทโตโยตา ประเทศญปน เพอใหการบรหารจดการวตถดบและชนสวนเขาสกระบวนการผลตในปรมาณและเวลาทตองการ เพอใหผลตเปนสนคาไดพอดกบความตองการทงปรมาณและเวลา ทงน เพอลดความสญเสยและตนทนทมาจากการคงคลงและลดงานระหวางกระบวนการอนเปนขอเสยของการผลตแบบคราวละมากๆ ในกจการทมลกษณะเปนอตสาหกรรมการผลตสนคานน แตเดมกมกจะมลกษณะการผลตแบบดงเดม (Traditional Production) คอ จะมการผลตสนคาเตรยมไวเพอขาย ซงในการผลตในลกษณะนจะท าใหมตนทนการผลตทสง เมอเปรยบเทยบกบระบบการผลตแบบใหม คอ การผลตแบบทนเวลาพอด ( JUST-IN-TIME) หรอทเราเรยกวา "การผลตแบบ JIT" ซงการผลตแบบนนบวามความส าคญในการบรหารการผลต และเพมผลผลตของโรงงานอตสาหกรรมสมยใหมเปนอยางมาก โดยหลกการของการผลตแบบ JITนน กเปนเรองงายๆ และ ธรรมดา กลาวคอ โรงงานจะท าการผลตสนคาใหเสรจและจดสงออกไปเมอมการขายเกดขนเทานน และวตถดบ สวนประกอบตางๆ ทใชในการผลตสนคา กจะถกน ามาผลตและประกอบตามจ านวนความตองการของลกคา วตถดบและวสดตางๆ กจะถกสงซอเขามากตอเมอมความตองการเทานนซงเมอเราจะเปรยบเทยบลกษณะการผลตแบบ JIT กบการผลตแบบดงเดม โดยทวๆ ไปแลวจะเหนวาลกษณะการผลตแบบดงเดมจะเนนใหมการผลตครงละมากๆ (Mass Production) เพราะถอวาการผลตยงมาก จะท าใหเกดการประหยดมากทสด ในขณะทการผลตแบบ JIT จะผลตเมอสนคานนถกตองการเทานน

โดยหลกการของการผลตแบบ JIT คอ ตองการทจะท าใหคาใชจายในการเกบรกษา (Carrying Cost) ต าทสด ไมวาจะเปนวตถดบ งานระหวางผลต และสนคาส าเรจรป ดงนน โดยหลกการของ JIT แลวปรมาณทจะประหยดทสดกคอ การผลต 1 ตอ 1 หมายความวา เมอผลตได 1 หนวยกจะตองขายได 1 หนวยเชนกน แตอยางไรกตามคดวากยงไมมโรงงานใดในโลกทจะสามารถท าไดอยางสมบรณแบบ ส าหรบการผลตแบบ JIT นอกจากนในลกษณะการผลตแบบ JIT จงตองพยายามทจะใหการผลตนนมคณภาพมากทสดทงนเปนเพราะวาการผลตจะเปนลกษณะทมการผลตเมอมความตองการในสนคาเทานน ดงนนจงตองใหความส าคญตอคณภาพของสนคาเปนส าคญจงท าใหระบบ JITจงตองใชควบคไปกบการควบคมคณภาพทสมบรณแบบ (Total Quality Control) ส าหรบลกษณะโดยทวไปของ TQC นน จะเนนทมการระมดระวงในการผลตของคนงาน คนงานทกคนจะตองรกษาคณภาพของสนคาทตนเองผลตอยางเตมท เพราะถาสนคาทผลตขนมาไมมคณภาพแลวกอาจจะท าใหไมสามารถทจะมการผลตตอไปได จากการผลตแบบดงเดม และการผลตแบบ JITนน ตางกมลกษณะเดนทแตกตางกนออกไปโดยเราจะมาพจารณาถงความแตกตางของระบบการผลตทง 2 ชนดนแลวกสามารถทจะพจารณาไดดงนคอ 1) ในลกษณะของการผลต ส าหรบในเรองของลกษณะของการผลตนน เมอพจารณาการผลตแบบดงเดมจะเหนวา ในลกษณะการผลตแบบดงเดม จะเนนทความสมดลของสายการผลต คอ จะมการแบงงานออกเปนหนวยงานยอยๆ และมการแบงงานกนท าตามลกษณะของความช านาญ ในขณะทลกษณะการผลตแบบ JIT นน จะมงทความคลองตวของการผลต จงมลกษณะการผลตแบบMANUFACTURING CELL ซงคนงานจะตองสามารถปฏบตงานไดหมดทกอยางในกระบวนการผลต 2) ในเรองกลยทธในการผลต กลยทธในการผลตของการผลตแบบดงเดม จะมลกษณะของการก าหนดสายการผลตทแนนอนมนคง โดยจะใหสามารถท าการผลตไดนานๆ ตรงกนขามกบการผลตแบบ JIT ซงสามารถทจะเปลยนแปลงการผลตไดทนท เพอตอบสนองความตองการของตลาด 3) การมอบหมายงาน การผลตแบบดงเดมมกจะมการมอบหมายงานใหคนงานท าเฉพาะงานทตนถนด โดยไมมการเปลยนงาน เพอใหเกดความช านาญเฉพาะอยาง ในขณะทการผลตแบบ JIT มงใหคนงานมความคลองตวในการท างาน โดยสามารถเปลยนงานจากงานทหนงท าอกงานหนงไดทนททไดรบมอบหมาย 4) การเกบสนคาคงเหลอ เรองการผลตใหมสนคาคงเหลอนน ส าหรบการผลตแบบดงเดมนนจะมการวางแผนการผลตเพอใหมสนคาพอทจะขาย โดยมการผลตเกบไวใชส าหรบแกไขปญหา ในกรณทมความตองการมากขน และเพอแกปญหาเมอตองมการหยดงานเนองจากเครองจกรเสย ในขณะทระบบการผลตแบบ JIT จะไมมการผลตสนคาเกบไว แตจะอาศยคณภาพในการใชเครองจกร และการบ ารงรกษา เพอไมใหเครองจกรเสยเมอตองปฏบตงาน 5) การใชเทคนคทซบซอนยงยาก ระบบการผลตแบบดงเดมมกจะมการใชเทคนคการวางแผนการผลต และมการน าเครองคอมพวเตอรมาใชเพอก าหนดการผลต ในขณะทการผลตแบบ JIT มงทจะอาศยความรวมมอรวมใจของคนงานในการแกไขปญหา โดยเฉพาะในจดทมการตดขดของการผลต รวมถงการวางแผนการผลตจะเกดขนเมอมการขาย ในขณะทการวางแผนการผลตแบบดงเดม จะกระท ากอนทจะมการขาย

6) อตราการผลตและตรวจสอบคณภาพ ในระบบการผลตแบบดงเดม จะมการผลตในอตราความเรวทคงท เนองจากไดมการวางแผนการผลตไวลวงหนา จากความตองการสนคาตลอดทงป นอกจากนกจะมหนวยตรวจสอบคณภาพ ท าการตรวจสอบงานชนทไมไดคณภาพ แลวสงไปแกนอกสายการผลต ขณะทการผลตแบบ JIT มกจะผลตดวยอตราความเรวสง และจะท าการตรวจสอบคณภาพดวยตนเอง และแกไขงานใหไดคณภาพทนท โดยใชระบบการควบคมคณภาพ แบบ TQC/TQM 7) อปกรณและเครองมอเครองจกรในการผลต ส าหรบการผลตแบบดงเดมนนมกจะมการจดวางอปกรณตามสถานการผลต และมกจะมการใชเครองจกรขนาดใหญและทนสมย แตระบบการผลตแบบ JIT นน จะจดอปกรณการผลตใหอยตดกนและเครองมอทใชกสามารถทจะสรางไดเองในโรงงาน 8) จ านวนการผลต การผลตแบบดงเดมมกจะนยมท าการผลตในลกษณะการผลตเปนจ านวนมากๆ เพอใหมความประหยดมากทสดในการผลต ขณะทระบบการผลตแบบ JIT จะท าการผลตจ านวนนอยๆ และใหทนตอความตองการ โดยพยายามทจะใหบรรลเปาหมายทวา การผลตทประหยดทสดเทากบ 1 หนวย 9) ระบบการสงซอวตถดบ เรองการสงซอวตถดบเพอใชในการผลต โรงงานทใชระบบการผลตแบบดงเดม มกจะมการสง ซอวสดดบมาเกบไว เพอเตรยมการผลตเพอปองกนมใหเกดการขาดแคลนวตถดบทใชในการผลต ซงในวธนจะท าใหมตนทนการสงซอและตนทนการเกบรกษาเกดขน แตอยางไรกตามไดพยายามมการบรหารการสงซอวสดดบเพอใหตนทนต าทสดเชนการใชEOQ (Economic Order Quantity) สวนระบบการผลตแบบJIT จะมการสงซอวตถดบมาเฉพาะทตองการใชเทานน ทงนเพอมใหเกดตนทนเกยวกบการเกบรกษาแตกจะท าใหมการสงซอบอยครงมาก ซงการลดตนทนในการสงซอกสามารถแกไข โดยมการท าสญญาซอขายระยะยาวกบพอคาจดสงวตถดบ และพอคาสงจะตองรบผดชอบเปนอยางดเกยวกบคณภาพ และปรมาณทอตสาหกรรมตองการไดทนท การผลตแบบทนเวลาพอด ถงแมจะชวยลดความสญเสยอยางทเคยมในการผลตแบบคราวละมากๆ ได แตการผลตแบบทนเวลาพอดกจะมปญหาตรงทตองคอยปรบตงกระบวนการและการวางแผน รวมถงการบรหารความรวมมอกบผผลตจากภายนอก (Supplier) โดยสรปการผลตแบบทนเวลาพอด ตองมการเปลยนแปลงทตางจากการผลตคราวละมากๆ ดงตอไปน 1) ตองมการจดสมดลสายการผลต ใหแตละสถานงานมภาระงานเทากน และสามารถรองรบผลตภณฑทหลากหลายได 2) ตองลดหรอก าจดเวลาทใชในการตงเครองเมอเปลยนรนการผลต (Setup Time) โดยมเปาหมายอยทการเปลยนแปลงแตละครงตองไมเกน 10นาท หรอทเรยกกนวา SMED (Single Minute Exchange of Die) หรอการเปลยนรนการผลตโดยกดปมเดยว (One-Touch-Setup) ซงทงหมดนจะเกดขนไดคงตองอาศยการวางแผน การออกแบบกระบวนการ และการออกแบบผลตภณฑทด 3) ตองลดขนาดของการผลตและการสงซอแตละคราว (Lot Size) ซงแนนอนวาท าใหเกดจ านวนครงของการตงเครองและจ านวนครงของการสงซอทมากขน

4) ตองลดเวลาในการผลตและสงมอบ (Production Lead Time และDelivery Lead Time) ซงเวลาน าในการผลตสามารถลดลงไดโดยความรวมมอกนระหวางหนวยผลต สวนการลดเวลาน าในการสงมอบกสามารถลดลงไดโดยความรวมมอ และการตดตอประสานงานทดกบผผลตจากภายนอก 5) ตองมการบ ารงรกษาเครองจกรเชงปองกนเพอใหเครองจกรมความพรอมอยตลอดเวลา ซงการผลตแบบทนเวลา เครองจกรจะมโอกาสหยดใหบ ารงรกษามากกวาการผลตครงละมากๆ 6) ตองมแรงงานแบบหลายทกษะ (Flexible Work Force) เชนสามารถใชเครองจกรได สามารถบ ารงรกษาได สามารถตรวจสอบคณภาพไดและสามารถท างานอนได ซงแตกตางจากการผลตคราวละมากๆ ทจะใชแรงงานทเชยวชาญเฉพาะอยาง 7) ตองการผผลตจากภายนอกทเชอถอได และมระบบประกนคณภาพทจะไมท าใหชนสวนดอยคณภาพมาถงโรงงาน รวมถงมระบบประเมนผผลตจากภายนอก 8) ตองขนถายชนงานระหวางหนวยผลตคราวละนอยๆ หรอถาเปนไปไดกคราวละหนงหนวย (Small-Lot-Conveyance หรอ One-Piece Flow) ทงนเพอลดเวลาน าและลดปรมาณงานระหวางกระบวนการ