A106-A672-A53-API5L
4
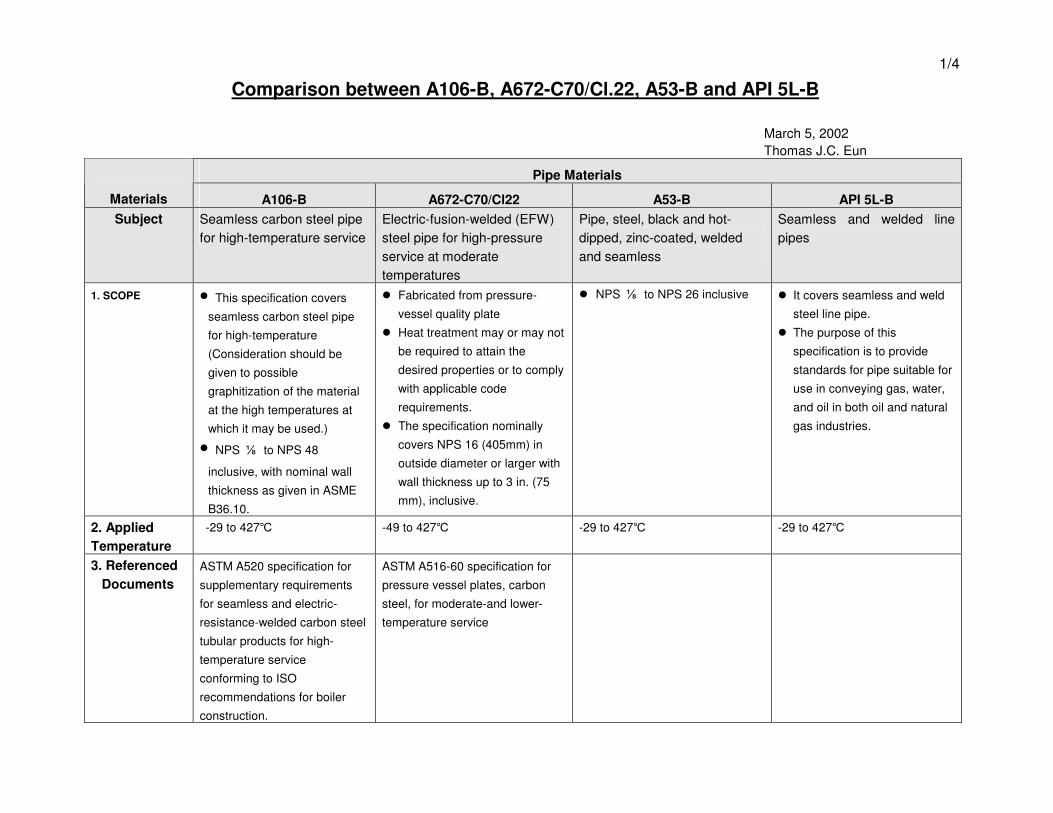
1/4 Comparison between A106-B, A672-C70/Cl.22, A53-B and API 5L-B March 5, 2002 Thomas J.C. Eun Pipe Materials Materials A106-B A672-C70/Cl22 A53-B API 5L-B Subject Seamless carbon steel pipe for high-temperature service Electric-fusion-welded (EFW) steel pipe for high-pressure service at moderate temperatures Pipe, steel, black and hot- dipped, zinc-coated, welded and seamless Seamless and welded line pipes 1. SCOPE • This specification covers seamless carbon steel pipe for high-temperature (Consideration should be given to possible graphitization of the material at the high temperatures at which it may be used.) • NPS ⅛ to NPS 48 inclusive, with nominal wall thickness as given in ASME B36.10. Fabricated from pressure- vessel quality plate Heat treatment may or may not be required to attain the desired properties or to comply with applicable code requirements. The specification nominally covers NPS 16 (405mm) in outside diameter or larger with wall thickness up to 3 in. (75 mm), inclusive. NPS ⅛ to NPS 26 inclusive It covers seamless and weld steel line pipe. The purpose of this specification is to provide standards for pipe suitable for use in conveying gas, water, and oil in both oil and natural gas industries. 2. Applied Temperature -29 to 427℃ -49 to 427℃ -29 to 427℃ -29 to 427℃ 3. Referenced Documents ASTM A520 specification for supplementary requirements for seamless and electric- resistance-welded carbon steel tubular products for high- temperature service conforming to ISO recommendations for boiler construction. ASTM A516-60 specification for pressure vessel plates, carbon steel, for moderate-and lower- temperature service
-
Upload
sreeram4160 -
Category
Documents
-
view
394 -
download
0
Transcript of A106-A672-A53-API5L
1/4
Comparison between A106-B, A672-C70/Cl.22, A53-B and API 5L-B
March 5, 2002
Thomas J.C. Eun
Pipe Materials
Materials A106-B A672-C70/Cl22 A53-B API 5L-B
Subject Seamless carbon steel pipe
for high-temperature service
Electric-fusion-welded (EFW)
steel pipe for high-pressure
service at moderate
temperatures
Pipe, steel, black and hot-
dipped, zinc-coated, welded
and seamless
Seamless and welded line
pipes
1. SCOPE • This specification covers
seamless carbon steel pipe
for high-temperature
(Consideration should be
given to possible
graphitization of the material
at the high temperatures at
which it may be used.)
• NPS ⅛ to NPS 48
inclusive, with nominal wall
thickness as given in ASME
B36.10.
� Fabricated from pressure-
vessel quality plate
� Heat treatment may or may not
be required to attain the
desired properties or to comply
with applicable code
requirements.
� The specification nominally
covers NPS 16 (405mm) in
outside diameter or larger with
wall thickness up to 3 in. (75
mm), inclusive.
� NPS ⅛ to NPS 26 inclusive � It covers seamless and weld
steel line pipe.
� The purpose of this
specification is to provide
standards for pipe suitable for
use in conveying gas, water,
and oil in both oil and natural
gas industries.
2. Applied
Temperature
-29 to 427℃ -49 to 427℃ -29 to 427℃ -29 to 427℃
3. Referenced
Documents
ASTM A520 specification for
supplementary requirements
for seamless and electric-
resistance-welded carbon steel
tubular products for high-
temperature service
conforming to ISO
recommendations for boiler
construction.
ASTM A516-60 specification for
pressure vessel plates, carbon
steel, for moderate-and lower-
temperature service
2/4
Pipe Materials
Materials A106-B A672-C70/Cl22 A53-B API 5L-B
Subject Seamless carbon steel pipe
for high-temperature service
Electric-fusion-welded (EFW)
steel pipe for high-pressure
service at moderate
temperatures
Pipe, steel, black and hot-
dipped, zinc-coated, welded
and seamless
Seamless and welded line
pipes
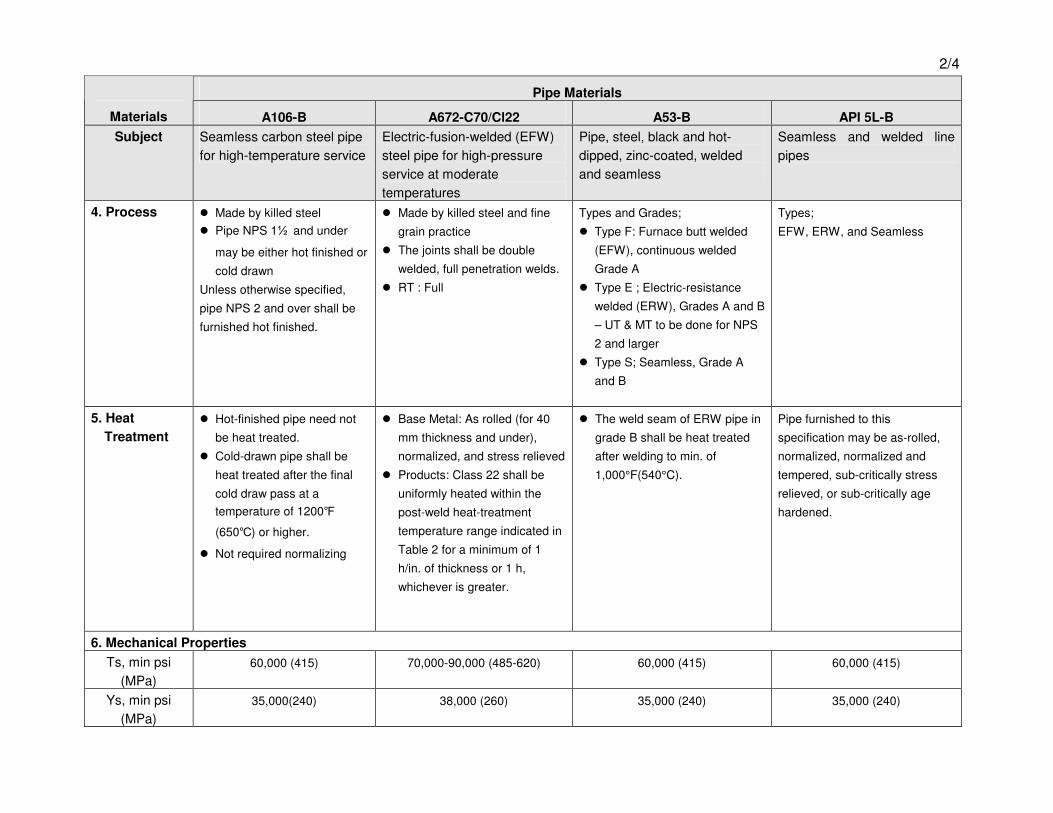
4. Process � Made by killed steel
� Pipe NPS 1½ and under
may be either hot finished or
cold drawn
Unless otherwise specified,
pipe NPS 2 and over shall be
furnished hot finished.
� Made by killed steel and fine
grain practice
� The joints shall be double
welded, full penetration welds.
� RT : Full
Types and Grades;
� Type F: Furnace butt welded
(EFW), continuous welded
Grade A
� Type E ; Electric-resistance
welded (ERW), Grades A and B
– UT & MT to be done for NPS
2 and larger
� Type S; Seamless, Grade A
and B
Types;
EFW, ERW, and Seamless
5. Heat
Treatment
� Hot-finished pipe need not
be heat treated.
� Cold-drawn pipe shall be
heat treated after the final
cold draw pass at a
temperature of 1200℉(650℃) or higher.
� Not required normalizing
� Base Metal: As rolled (for 40
mm thickness and under),
normalized, and stress relieved
� Products: Class 22 shall be
uniformly heated within the
post-weld heat-treatment
temperature range indicated in
Table 2 for a minimum of 1
h/in. of thickness or 1 h,
whichever is greater.
� The weld seam of ERW pipe in
grade B shall be heat treated
after welding to min. of
1,000°F(540°C).
Pipe furnished to this
specification may be as-rolled,
normalized, normalized and
tempered, sub-critically stress
relieved, or sub-critically age
hardened.
6. Mechanical Properties
Ts, min psi
(MPa)
60,000 (415) 70,000-90,000 (485-620) 60,000 (415)
60,000 (415)
Ys, min psi
(MPa)
35,000(240) 38,000 (260) 35,000 (240)
35,000 (240)
3/4
Pipe Materials
Materials A106-B A672-C70/Cl22 A53-B API 5L-B
Subject Seamless carbon steel pipe
for high-temperature service
Electric-fusion-welded (EFW)
steel pipe for high-pressure
service at moderate
temperatures
Pipe, steel, black and hot-
dipped, zinc-coated, welded
and seamless
Seamless and welded line
pipes
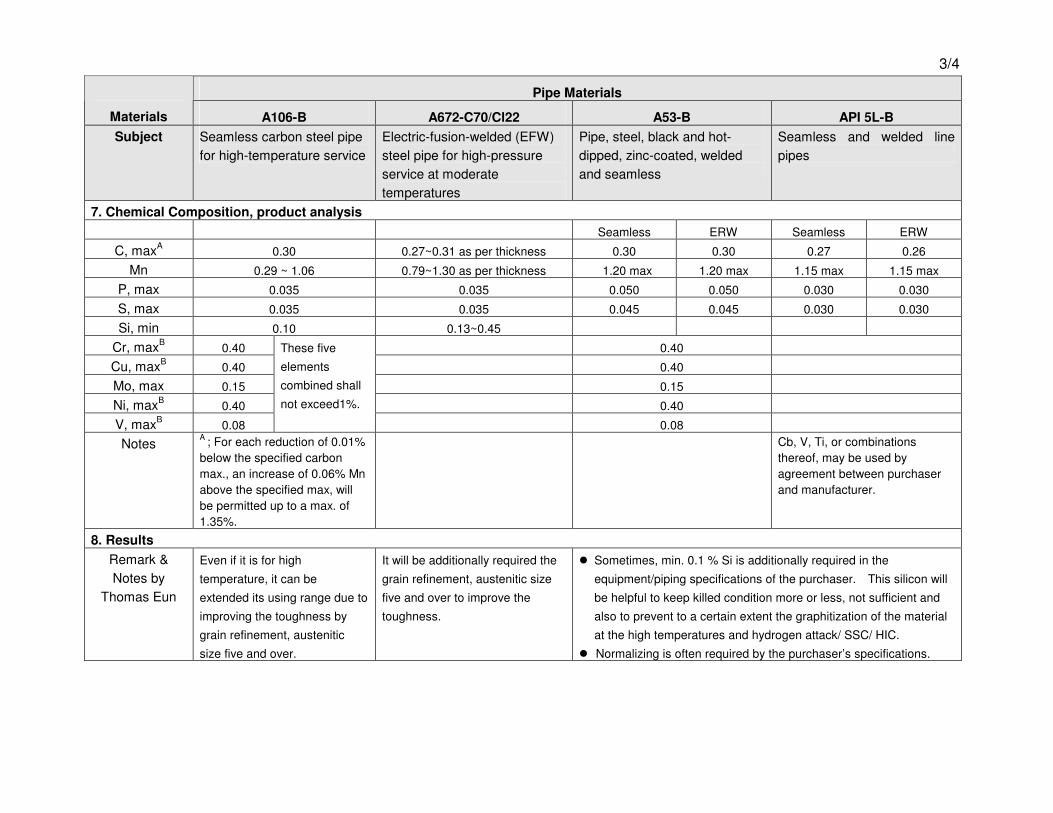
7. Chemical Composition, product analysis
Seamless ERW Seamless ERW
C, maxA 0.30 0.27~0.31 as per thickness 0.30 0.30 0.27 0.26
Mn 0.29 ~ 1.06 0.79~1.30 as per thickness 1.20 max 1.20 max 1.15 max 1.15 max
P, max 0.035 0.035 0.050 0.050 0.030 0.030
S, max 0.035 0.035 0.045 0.045 0.030 0.030
Si, min 0.10 0.13~0.45
Cr, maxB 0.40 0.40
Cu, maxB 0.40 0.40
Mo, max 0.15 0.15
Ni, maxB 0.40 0.40
V, maxB 0.08
These five
elements
combined shall
not exceed1%.
0.08
Notes A
; For each reduction of 0.01%
below the specified carbon
max., an increase of 0.06% Mn
above the specified max, will
be permitted up to a max. of
1.35%.
Cb, V, Ti, or combinations
thereof, may be used by
agreement between purchaser
and manufacturer.
8. Results
Remark &
Notes by
Thomas Eun
Even if it is for high
temperature, it can be
extended its using range due to
improving the toughness by
grain refinement, austenitic
size five and over.
It will be additionally required the
grain refinement, austenitic size
five and over to improve the
toughness.
� Sometimes, min. 0.1 % Si is additionally required in the
equipment/piping specifications of the purchaser. This silicon will
be helpful to keep killed condition more or less, not sufficient and
also to prevent to a certain extent the graphitization of the material
at the high temperatures and hydrogen attack/ SSC/ HIC.
� Normalizing is often required by the purchaser’s specifications.
4/4
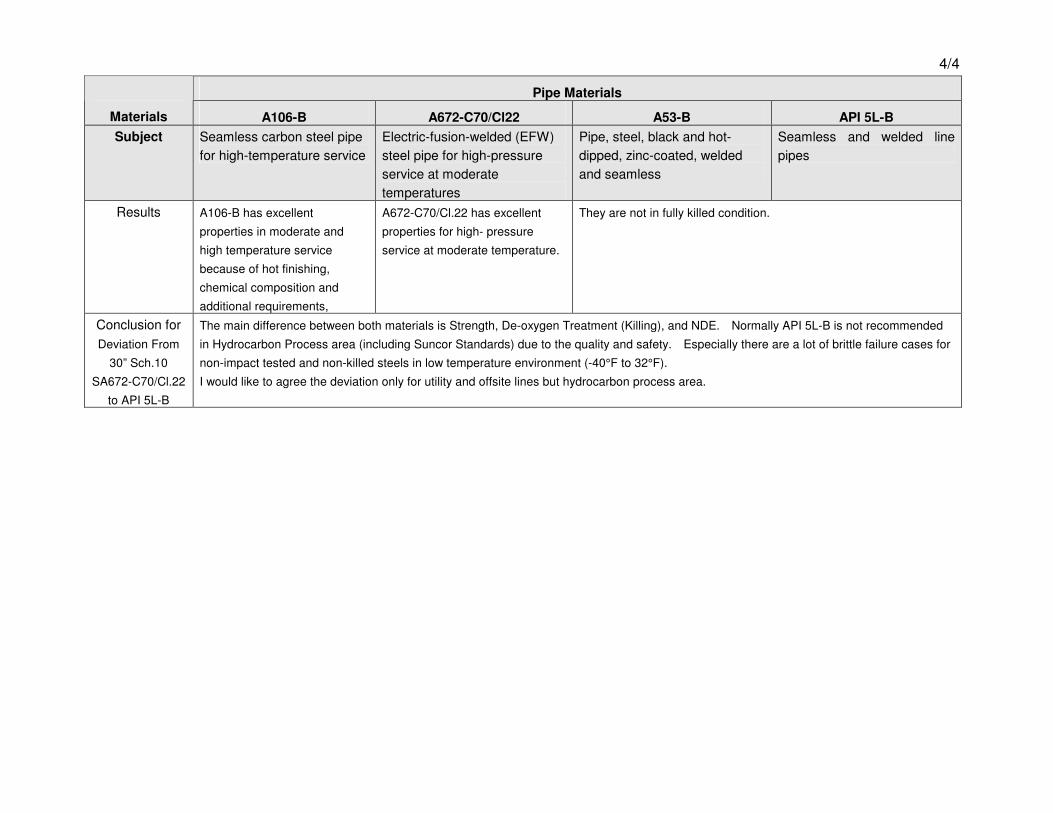
Pipe Materials
Materials A106-B A672-C70/Cl22 A53-B API 5L-B
Subject Seamless carbon steel pipe
for high-temperature service
Electric-fusion-welded (EFW)
steel pipe for high-pressure
service at moderate
temperatures
Pipe, steel, black and hot-
dipped, zinc-coated, welded
and seamless
Seamless and welded line
pipes
Results A106-B has excellent
properties in moderate and
high temperature service
because of hot finishing,
chemical composition and
additional requirements,
A672-C70/Cl.22 has excellent
properties for high- pressure
service at moderate temperature.
They are not in fully killed condition.
Conclusion for
Deviation From
30” Sch.10
SA672-C70/Cl.22
to API 5L-B
The main difference between both materials is Strength, De-oxygen Treatment (Killing), and NDE. Normally API 5L-B is not recommended
in Hydrocarbon Process area (including Suncor Standards) due to the quality and safety. Especially there are a lot of brittle failure cases for
non-impact tested and non-killed steels in low temperature environment (-40°F to 32°F).
I would like to agree the deviation only for utility and offsite lines but hydrocarbon process area.