
A Vertical Mill History and Development Status
34
1 - vertical mill history and development status In cement production, the raw meal grinding systems is a ball mill grinding system, since the emergence of the vertical mill, due to its unique grinding principle overcome many of the shortcomings of the ball mill grinding mechanism, gradually attracted attention. Especially after the technology improved vertical mill milling system has significant advantages, the characteristics of the process is especially suitable for the large precalciner kiln cement production line, because it can be a lot of use of waste heat from exhaust gases from the preheater, efficient integrated completed materials in the debris, grinding, drying, powder and pneumatic conveying process, all-in-one. Intermetallic impact because it is grinding, to avoid the use of the principle of material bed wear, a small amount of metal wear, low noise; avoid over grinding with the internal election powder function because it is air swept grinding, phenomenon, thereby reducing wasted effort consumption, high grinding efficiency, compared with the milling system, the grinding power consumption is only 50% to 60%, but also has a simple, single-output process, the feed size drying capacity and performance of a closed, negative pressure operation without dust control the quality of the finished product fast, flexible replacement product, easy to implement intelligent automation and control advantages, it is widely used in countries around the world. Has become international raw material grinding and pulverized coal grinding device of choice. Vertical mill, also known as vertical mill, roller mill, vertical roller mill. The first vertical mill is developed in Germany in the twenties of the last century. Vertical mill for cement industry in West Germany in 1935, the vertical mill cement plant in Europe after years of use, only been used in the United States and Canada, Europe, U.S., plus the reason happy to development and application of vertical mill, European countries fuel and electricity costs are relatively high. The United States is also because of the increase in energy costs later, that prompted the increased
-
Upload
mareymorsy2822 -
Category
Documents
-
view
22 -
download
2
description
vertical mills development
Transcript of A Vertical Mill History and Development Status

1 - vertical mill history and development status
In cement production, the raw meal grinding systems is a ball mill grinding system, since the
emergence of the vertical mill, due to its unique grinding principle overcome many of the
shortcomings of the ball mill grinding mechanism, gradually attracted attention. Especially after the
technology improved vertical mill milling system has significant advantages, the characteristics of the
process is especially suitable for the large precalciner kiln cement production line, because it can be
a lot of use of waste heat from exhaust gases from the preheater, efficient integrated completed
materials in the debris, grinding, drying, powder and pneumatic conveying process, all-in-one.
Intermetallic impact because it is grinding, to avoid the use of the principle of material bed wear, a
small amount of metal wear, low noise; avoid over grinding with the internal election powder function
because it is air swept grinding, phenomenon, thereby reducing wasted effort consumption, high
grinding efficiency, compared with the milling system, the grinding power consumption is only 50%
to 60%, but also has a simple, single-output process, the feed size drying capacity and performance of
a closed, negative pressure operation without dust control the quality of the finished product fast,
flexible replacement product, easy to implement intelligent automation and control advantages, it is
widely used in countries around the world. Has become international raw material grinding and
pulverized coal grinding device of choice.
Vertical mill, also known as vertical mill, roller mill, vertical roller mill. The first vertical mill is
developed in Germany in the twenties of the last century. Vertical mill for cement industry in West
Germany in 1935, the vertical mill cement plant in Europe after years of use, only been used in the
United States and Canada, Europe, U.S., plus the reason happy to development and application of
vertical mill, European countries fuel and electricity costs are relatively high. The United States is
also because of the increase in energy costs later, that prompted the increased interest of its vertical
mill. The first vertical mill is operational in late 1973. Later, Japan, Egypt, black, Mexico, New
Zealand, Argentina, Congo and other countries are also using a vertical mill.
Into the end of the last century, the Southeast Asia region’s rapid economic development, but also led
to the vigorous development of the cement market. Large international cement production line, such

as springing up in the region, the construction of large-scale vertical mill also been a large number
of.
The vertical mill technology breakthroughs start grinding stand in the sixties of the last century, and
since then has been improved and large-scale. Following is used to grinding raw material in the
cement industry in Europe, the Americas, Asia, the seventies has been the rapid development, was
the large vertical mill 500tph ability to enter the nineties, international vertical mill technology there
a new leap forward. The application of the finite element analysis, heat conduction analysis,
rheological calculations, optimization of process parameters and other modern methods to solve a
large vertical mill process and structural difficulties; application of new wear-resistant materials,
extended service life, in order to ensure a vertical mill very large achieve, to ensure that a large dry-
process cement production line vertical mill capacity requirements. Therefore, foreign modern dry
process cement production line construction, vertical mill share of over 90%. Currently, the world’s
largest Xi Delai Break (Loesche) in the design and manufacture of LM63 1999: 41 vertical mill,
motor power 5600KW, the Siam Cement is used the Thailand Thung.Song Group # 6 line, the actual
production capacity of 709 t / h; the Khabarovsk dove Sri Lanka (Polysius) produced RM69/29 vertical
mill, power 5000KW, the production capacity of 600t / h, has been used in Indonesia Indrol /
Ihdoxement cement plant, general fees Buddha (Pfeiffer) manufactured MPS 5600B stand mill motor
power 5400KW, design production capacity of 480t / h, has been used for, Mahara Shtra, India
Cement Plant.
The vertical mill application in China began in the late forties of the last century, and the time for
white cement raw material grinding. 1950s, a number of small cement plants to start using small
vertical mill grinding of raw material for wet cement plant grinding pulverized coal. Domestic dry
process decomposition in the dry kiln cement plant began development since the late 1970s, before
more emphasis on vertical mill grinding raw material research and development work. The early
eighties, the Tianjin Cement Research and Design Institute developed TKM series vertical mill. The
TKM25 type vertical mill for the Henan Xinxiang cement plant 1000t / d new dry process production
line, the production capacity of 80t / h, the system electrical of consumption 15.4KWh / t. Hefei
Cement Industry Design and Research Institute of the research and development of the HRM series
vertical mill the capacity limited 1000t / d production line is equipped with. At the same time, China
began to introduce foreign large-scale vertical mill for new dry process cement plant. According to
statistics, the domestic finished today attracted a total of more than 2000 tons production line
supporting large vertical mill for Nissan over 47. Shenyang Heavy Machinery Plant in 1985 imported
from Germany Pfeiffer Nissan 2000 tons scale production line supporting MPS vertical roller mill
manufacturing technology and its products in the the Liulihe cement plant, years cement plants. With
the Conch Group, jointly developed and manufactured with the 2500t / d, 5000t / d production line
supporting MPS3424 MPS5000 (MLS4531) vertical mill, has been put into use in Digang conch,
Tongling Conch and Chizhou Conch other companies. Which MLS4531 vertical mill has been put into
use the largest domestic vertical mill.
The Conch Group has a large kiln decomposition production line, therefore, equipped with a large
number of units of the vertical mill. Currently has a total of each type of raw material vertical mill 13,
more than 12 sets of vertical mill for grinding coal powder; Conch Group is also the enterprise has
imported large vertical mill type, the MPS type, ATOX type, RM, LM, respectively etc., in which a
base Chizhou Conch MPS model type a units ATOX, the RM type two, for grinding raw material, as
well as grinding coal vertical mill three.

Conch Group is expected in the construction of the proposed multi-clinker production line will be
used in all large and extra large vertical mill for grinding raw material.
Throughout the application and evolution of the international and domestic vertical mill, vertical
roller mill are moving in large and very large development to accommodate the construction of large
dry process cement production line, its structure design has become more reasonable, the function
has become more perfect. In recent years, the the Conch Group adopted vertical mill, basic by the
improved third-generation vertical mill. Function of the selected powder fineness adjustment
function, grinding efficiency, wear resistance, energy-saving measures, greatly enhance the level of
control. Vertical roller mill in cement clinker grinding applications has also been successful examples,
go a long way in the trend of the cement plant to replace the ball mill system, but the technical
content is higher than the vertical mill ball mill, it is a set of machines (including hydraulic),
electricity, instrument in one of the the function integrated intensity device, either the operation or
maintenance of the technical requirements are more than the ball mill, the need to conscientiously
sum up the research in practice, as soon as the tube, with good, maintain good vertical mill, to
promote the development of production, the largest and improve economic efficiency.
2 - vertical mill works and type
Many types of vertical mill structure and function of its own unique features, but the basic structure
is very much the same, they all have the transmission, disc, roller, nozzle rings, hydraulic stretching
device, separator device, lubrication systems, chassis, and its main The working principle is also
substantially the same.
2.1 vertical mill works
By disc rotation gear driven housing, roller friction effect of the disc around the roller shaft rotation,
the millstone central material falling into the mouth through the lock wind feeding device and feed,
and by the effect of centrifugal force to move to the disc edge. After grinding the track, is gnawing
into the roll grinding disc between RCC crushed. The grinding roller relative to the materials and
millstones crush pressure is stretching device provided by a hydraulic (suitable for crushing pressure
can be adjusted according to the hardness of different materials). The shearing force generated by
the relative motion between the pressure and the millstone and roller of the material in the grinding
process, while by the grinding rolls. Material bed (the thickness of the material bed by millstone
backgauge ring height decision), the material is extruded, formed in the disc track mutual extrusion
and friction between the the material bed material particles and cause spalling of the corners and
edges, played a further pulverizing effect. The grinding materials continue sports side of the steering
wheel until the spill tray. Disc surrounding a nozzle ring, hot air from the vents ring bottom-up high-
speed with the overflow of materials rose from the large particles first landed on the disc, smaller
particles in the updraft with selected powder devices thickness grading coarse back to the disc and
then grinding, fine powder as meet the requirements of the fineness of the finished product, with the
air with the chassis upper exports into the dust collector is collecting down. Nozzle ring at the rising
airflow also allows the materials in a large proportion of the substances fall into the nozzle ring
following discharged from the lower part of the cabinet Scum mouth, the airflow nozzle ring at high
speed, the heat transfer rate, small particles is instantaneous been dried. It is estimated that each
particle into the vertical mill before becoming a finished product, with an average reciprocating
grinding rollers under updraft cycle of movement of dozens of times, there is a multi-stage crushing
fact.

As can be seen from the above, the vertical mill work to play the material is comprehensive functions.
It includes the role of grinding between the grinding roller and the millstone; rise to the air lift of the
classifier apparatus is carried by the air stream; as well as the role of the thickness of the grading in
the powder apparatus; heat transfer with the hot gas stream drying role for large vertical mill (into
the mill particle size of about 100 mm), actually both in broken, so the large vertical mill actually has
five functions. Scum port function on a large vertical mill has also undergone a change, the use of spit
slag notch external mechanical hoist with a large proportion of the material Scum port into external
mechanical hoist re-fed into the mill grinding to alleviate air lift material in the mill to the desired fan
load, and is conducive to reducing the system resistance and power consumption, because the
mechanical lifting power consumption was significantly lower than the air lift of higher power
consumption, this method is called the outer loop of the material.
The 2.2 vertical mill types
The most prominent differences between various types of vertical mill structure in the disc of the
structure and the shape and number of the grinding rollers. Different types of vertical mill, on the
other hand, made a large improvement in the classifier device, high efficiency separator is now
ported to a vertical mill, to replace the original the static inertia election powder device to improve
the efficiency of the classifier can more easily adjust the fineness of finished product. There is
pressure grinding roll different. Therefore, the functional effect is different. Now several vertical mill
structure functions and features are as follows:
MPS type vertical mill:
Company MPS type vertical mill to Xide Pu fee Buddha (Pfeiffer) technology, also known as the
extraordinary grinding. (Heavy based the general fee Buddha MLS technology development and
manufacturing grinding also fall in this category). The grinding drum roll grinding bowl with a
circular groove shaped disc, high grinding efficiency, roller 3, with respect the disc tilt installation,
mutual 120 ° arranged. Roll paper assembled modular.
Passed by three hydraulic tensioning rod tension spread to three grinding rollers pressure
framework, and then spread to the layer of material between the roller and millstone. The hydraulic
tensioning rods can not be when you start the mill, the grinding roller and pressure framework while
lifting, it has an auxiliary transmission. The startup first open auxiliary transmission, a certain time
interval and then turn on the main gear. Classifier device layout by static blades set inclination, from
the steering flow to produce a rotating, to strengthen the role of the separated material. Top gear
driven dynamic in the middle of the classifier device cage rotor rotation, and can easily achieve
variable speed. Strengthen the role of the election powder device central rotating wind, and enhance
the efficiency of the powder and easily by adjusting the speed to adjust the fineness of finished
product (the greater the speed, the finer the fineness). Nozzle ring guide vanes installed for fixed
slope beneficial spiral trend boot into the wind, to enable the the semolina before entering the
classifier device, promote part coarse isolated updraft back disc. May be in operation before entering
the mill with a shielding cross-section of the nozzle ring ventilated area to change the wind, thus
changing the wind speed (the smaller the total area of the wind speed greater) to wind speed needs
to adapt to the different proportion of materials. Overhaul hydraulic tensioner lever associated
pressure on the roller frame can only be lifted, but should first remove the coupling plate between
the pressure frame and roller bracket. And handling special tools for grinding rollers fixed. The
feeding port lock wind device uses three hydraulic control gate, both wind lock function, but also to
control the volume of feed. Scum port lock wind the two gravity flap valve control.

ATOX vertical mill
The design and manufacturing of grinding Denmark Smith (FLSmidth) company. Cylindrical grinding
roller and flat-track disc, grinding roll skin for assembling modular, easy to replace the roll paper.
Grinding rolls is generally three, at 120 ° from each other distribution, installed vertically relative
millstones. Three grinding rollers linked as one of three center rack flange roller shaft flange. Then
stretched by three hydraulic lever associated with the other end portion of the three roller shaft,
respectively, the fluid pressure is passed to the grinding disc and the material layer, and the
hydraulic Tensile lever roller and the center frame overall lift. Therefore, no auxiliary transmission,
directly actuate the main transmission system startup. Classifier device has with SEPAX classifiers to
replace the static inertia separator, SEPAX Denmark developed a high efficiency separator, and its
structure is also divided into the lap static guide blades and the middle of a narrow blade dynamic
cage shaped rotor, its mechanism and function roughly like the MPS election powder device.
However, the level on the cage rotor separated ring member, the members favor rotating airflow was
stratified horizontal rotation, clear air movement, small interference between the airflow layer and
layer, so that the classifier classification function more efficiently. Static blades can be pre-set angle,
the auxiliary’s role in the adjustment of product fineness. The operation can also be used outside of
the set-top adjustment bolt to adjust the blade angle. Vents similar ring with MPS type. The feeding
port lock wind devices using mechanical rotary drive impeller structure, either lock the wind but also
to control the volume of feed. The sandwich structure of the bottom of the feed chute to pass hot air
there role blockingproof. Scum mouth closed electromagnetic vibrating feeder material, material
sealing function.
RM-type vertical mill
The grinding technology and manufacturing to the Xi Debo force dove Sri Lanka (Polysius). Around
since production began in 1965, sales in Europe. RM mill experienced three generations of
technological innovation, the current structure and function with other types of vertical mill with
more distinction. Mainly based groups assembled grinding roll for the characteristics of each roller
consists of two narrow rolls assembled together, the two groups of four grinding rolls, each of the
two rollers adjust their corresponding to the speed of the grinding disc. Helps to reduce the millstone
inner and outer track on the roller constituting the speed differential, thereby reducing the friction
wear, to prolong the life of the roll skin, and also cut the slip of the material between the roller and
the disc, each of the grinding rolls of the tire shaped, disc corresponding laps groove shaped track
disc section of the bowl-shaped structure, the two grooves on the track in the disc increase the
frequency and duration of the material is milled, and help to improve the grinding efficiency. Each
grinding roller has a roller frame, each grinding roller frame at each end hang a hook, each hook is
linked by a hydraulic trolley, a total of four. Rod pressure roller and feed bed compacted crushed
material passed through the hook and roller frame. Grinding pressure is continuously adjustable to
adapt to the requirements of the operation.
Hydraulic tensioning system allows the twin roll each to move freely in the three planes, such as: the
vertical surface to rise and fall and relative roller shaft the yaw axial plane and a small amount along
the roller radial horizontal movement. If coarse material on the disc the middle of the inner roller
elevation, then the pressure of the outside roll materials will increase, and vice versa. Also lead to
efficient grinding grinding rolls each the narrow roll this interaction in each function.
The shape of the grinding track and stick surface wear deformation can affect the offset of the hook. May be by measuring the amount of wear and a corresponding adjustment hook

hanging orientation to compensate. This is advantageous for pressure equalization, supplied to the twin rolls to maintain the grinding effect.
After double roll group roll surface can also be uneven wear, but also a whole turned 180o
installation.
Vents ring outlet area designed from the chassis external adjustment, adjusting device 8 locating pin
baffle nozzle ring area by advancing and pulled out a certain amount of license with pin alignment
can be changed, thus changing the airflow rise in the mill speed (the area is small, then the gas
velocity is high) to adapt to the needs of different yield. Nozzle ring vertical guide vanes installed,
helps to reduce the ventilation resistance.
Classifier device SEPOL type high efficiency separator, different places with the SEPAX The Smith
ATOX type: horizontal septum ring cage rotor, but the external static adjustable blade pitch
adjustment mechanism is located at the top of the cabinet . Mill operation can also be changed by
manually rotating the adjustment mechanism blade pitch conducive to the auxiliary dynamic blade
adjustment of product fineness needed. Coarse funnel export set manifold, to make semolina toward
the fate of the lower regions of the two dust concentration. When the powder selection device for
vertical mill grinding of coal RMK Classifier cone bucket, also designed to split combined, conducive
to maintenance of the powder device, the two halves of the cone bucket around the pin to split to
facilitate maintenance operations.
The each vertical mill is responsible to enhance the external recyclable materials from the spit slag
discharged by two external hoist, and then fed into the top of the cabinet, two back feed imports into
the classifier device Caesar trays or directly into the mill, external recirculation grinding.
Feed inlet air lock feeder device is evenly fed by the impeller mechanical transmission feeding valve
materials, the feed valve can adjust the volume of feed but also to minimize the leakage air volume.
The coarse material feed valve center and is designed to use hot air heating, and hot air pass into the
slip pipe the mezzanine heating structure, will help prevent moisture materials in the feed valve and
hose pipe bonding clogging. The Scum port fitted with gravity lock air valve.
Transmission, auxiliary transmission, because the grinding rollers can not lift by the hydraulic trolley.
LM vertical mill
The mill for Xi Delai Break (Loesche) technology and manufacturing. Loesche mill domestic
introduction divided into two categories: one is Ube Ube, Japan (UBE) and Xi Delai break through
technical cooperation and manufacturing – Loesche mill that UBE manufactured LM series; another
The class is a the American Fowler (Fuller) and Xi Delai break a contract, permitted the production of
Loesche mill LM series manufactured by the Fuller Company, its main structure is basically the same.
Large Loesche mill for 4 roll (less than 150t / h production models for two rolls). Cone platform type
grinding rolls and flat-track disc, no roller frame. Pressure between the roller and disc hydraulic
tension device provided by the corresponding roll number. Work, through the rocker arm as a lever,
the tension generated by the cylinder on the stretching rod is transmitted to the grinding rollers, and
to be milled. The biggest feature is that the hydraulic stretching rod by controlling lift the grinding
roller, so that the starting torque required by the drive motor is reduced to the minimum. And thus
can use the common electric motor, having a 70% or 80% of the starting torque auxiliary
transmission. There is also a hydraulic mill roll pulls out of the device in order to simplify the
maintenance work. Maintenance, hydraulics connected to the grinding roller pulls out outside the
case, allows the grinding roller skin replacement in a day. Hydraulic control lever in the mill outside

air sealing is not required, but when the grinding rolls in the grinding position, the roller of the gas
seal must be maintained withstood mill 500mmH2O a negative pressure, to prevent excessive dusty
gases into the bearing.
The 3 5000tpd clinker line raw material vertical mill (MLS) operations management
3.1 operating guiding ideology
3.1.1 Closely with the professionals and on-site inspection personnel, according to the
material moisture into the mill, grain size, differential pressure, the entrances
temperature, system air volume parameter conditions, timely adjustment of the mill feed
and tailgate opening, strive vertical mill running smoothly, improve grinding efficiency.
3.1.2 Establish safe production, quality first “concept, careful operation, constantly sum
up. According to the actual situation of production, make full use of advanced
measurement and monitoring instrumentation, computer technology means the entire set
to the optimum operating parameters, to achieve high-quality, stable, efficient, low-power,
long-term safe and civilized production.
3.2 preparatory work before the open mill
3.2.1 The notice PLC will be to DCS and put into operation.
3.2.2 Notice the total down to do a good job on the load ready.
3.2.3 Notice electrical personnel to ready equipment power transmission.
3.2.4 The notification quality control personnel and scheduling ready to boot.
3.2.5 Notify the on-site inspection work to do before starting the inspection work, and
keep in close contact with.
3.2.6 Carried out the interlock check, does not comply with the conditions of operation,
looking for the relevant personnel for processing.
3.2.7 Check each baffle, the gate valve is in a centralized location, whether the action is
flexible and reliable. In the control display and scene are consistent correction if
inconsistent looking for relevant personnel.
3.2.8 View ingredients Station Bunker bit.
3.2.8 View start-stop group with or without alarm or do not meet the start condition,
should find out the reasons for processing one by one, until the start-stop group ready.
3.3 hot stove open mill operation
3.3.1 Bake mill
Contact the scene confirmed that the diesel tank to have proper oil level, if it is the first new mill
open mill, longer to bake grinding, usually about two hours, and the heating rate to be slow and
steady, the mill outlet temperature control in 80 to 90 ℃. Start warming up before the kiln inlet EP
fan bypass air valve off, adjust the EP fan mill outlet and inlet damper ignition ventilation can be a
little big. The scene confirmed that the hot stove lit by adjusting the amount of oil, cold wind baffle to

achieve the right amount of wind and wind temperature. Given the raw material powder through the
kiln inlet electric dust collection , ignition of the hot air furnace, kiln electric dust collection can not
be charged, after a fire lit to ensure the oil full combustion does not produce CO when the kiln inlet
electrical closing dust before charged.
3.3.2 Cotton material
Hot stove for the first time, open the mill, the response to the disc manual shop materials. The
specific method is:
A. Can bring into dermabrasion by three lock air valve to the feed mill, and then the material entering
the mill paved.
B. Directly from the mill door by artificial evenly mill shop materials. After Puwan material, auxiliary
drive motor driven millstone LP, and shop materials, and so forth several times. To ensure that the
material bed material is compacted, smooth material layer, the final material thickness control in 80
~100mmOr so. But also into the grinding belt fabric. First cancel mill main motor interlock option
selected, and then start the mill feed, taking into account the use of a hot stove open mill, the amount
of wind and heat, and control the amount of fabric at 120 to 140t / d left and right, into the mill the
belt speed running at 25%, until the whole belt full of materials downtime.
3.3.3 Open mill operation
When the mill is fully preheated, ready to open the mill. Former to start mill and feed, should confirm
the normal operation of the dust the conveyor and mill auxiliary equipment, water resistance has
stirred mill, auxiliary transmission clutch together the finest conditions are met. Issue a start
command to the mill main motor, feeding and spit slag group, opportunities for secondary
transmission of power first driven disc transporter lap time of 1 minute 58 seconds, during which the
increase kiln end EP blower valve baffle 60 to 70 percent to ensure that the mill outlet negative
pressure control at around 5500 ~ 6500Pa, the mill outlet valve is fully open, the entrance of the first
hot air valve baffle fully closed, and gradually open the hot air baffle and cold valve. If the system
circulating air valve should be fully open, the belt into the mill to be ground is the main motor starts
have been running this point belt speed can be set to 65 to 75%, less the amount of hot air to the hot
stove, the the mill station when feed can control the amount of about 250 ~ 300t / d, the open mill
hot stove fuel supply for the air volume is also simultaneously increased by hot air furnace, secondary
air regulator, the hot stove flame combustion stability, fully.
As the belt takes nearly 10 seconds to the normal operating speed from zero speed into the mill, mill
within a short period of time material specific performance fell to a low in the main mill motor
current, material thickness decreased, vibration, and treatment is not timely will result in the mill
vibration stop jumping. This case can be taken to solve the following measures:
1. 10 to 20 seconds before the start of the mill main motor start grinding feed into the grinding
belt speed should be lower.
B. first increase into the grinding belt speed to about 85% into the mill, be in stability mill and then
the the belt speed gradually down.
C. open mill early to reduce the mill ventilation rate, the stability of the material layer to be mill the
mill and then gradually increase the amount of ventilation.
3.3.4 Normal system control

Mill operation, it is necessary to pay special attention to the mill main motor current, material
thickness, mill differential pressure, the the mill outlet gas temperature, vibration, grinding
entrances negative pressure parameters. Main mill motor current 270 ~ 320A, material thickness 80-
100mm, mill differential pressure in 5000 to 6000PA, the mill outlet gas temperature of 60-80° C,
vibration in the 5.5 ~ 7.5mm / s, tensioning station pressure in 8.0 ~ 9.5Mpa.
3.3.5 Downtime
3.3.5.1 Stop the batching station positions the feed program, if it is a long-term shutdown
to prepare in advance, batching station positions in materials to try to run out.
3.3.5.2 Mill main motor is stopped, feeding and spit residue group.
3.3.5.3 Off the the small hot stove fuel supply for the amount of wind, if it is a long-term
shutdown the hot stove flame should be extinguished, reducing the kiln end EP blower
cold wind valve grinding inlet valve opening degree mill ventilation can.
3.4 mill kiln exhaust gas open (kiln feed volume ≥ of 200t / h)
3.4.1 Bake mill
Lu Feng valve sideways at about 60 to 80%, the open mill inlet and outlet valves to ensure that the
mill through a certain amount of hot air, drying grinding time control in about 30 to 60 minutes, the
mill outlet temperature is controlled at 80, control the kiln exhaust gas drying mill about ~ 90 ° C,
such as mill the fault stop grinding time is shorter, can directly open mill.
3.4.2 Open mill operation
Open conditions need to master before grinding mill: mill the right thickness of material, whether
there is sufficient material into the grinding belt, if less material, can advance the fabric. The main
motor start grinding, mill feed and spit slag cycle group, group start command is issued, the increase
the kiln end EP fan inlet valve to about 85 to 95%, the mill outlet negative pressure control at around
6500 ~ 7500Pa gradually shut small on both sides of the valve to close, gradually open the the mill
outlet valve and two hot air valve until it is fully open, the cold air valve is adjustable to the degree of
opening of about 20% (to supplement the amount of wind). Action is completed before the start of the
mill main motor, the several valves should. But not too early action, the leading the mill outlet gas
temperature.
65 to 75% of the speed of the belt input after the start of the loop group of the main motor of the
vertical mill, feeding and Scum to give into the mill, control the volume of feed around 340 ~ 380 t /
h, and can be based on just getting grinding mill materials how to adjust the belt into the mill speed,
volume of feed, separator speed, mill outlet baffle and other control parameters, the mill situation
close to normal gradually. Depending on the level of the mill import and export gas temperature to
determine whether you need to open the mill sprinkler system. Humidification tower process layout
position and start the mill control mill outlet temperature method also different humidification tower
location before the kiln inlet temperature fan into grinding hot air has been humidification cooling
tower sprinkler, it into Lower grinding gas temperature at 250 ° C or so, the corresponding grinding
import and export gas temperature is also low. If the humidification tower location after the high-
temperature fan, leading into the grinding heat without the cooling gas temperature is about 310 ~
340 ° C, then need to start the mill spray to control the mill outlet temperature.
3.4.3 Normal system control

Main parameter control: main mill motor current 300 ~ 380A, the material layer thickness of 100 to
120 mill differential pressure in 6500 to 7500Pa mill outlet gas temperature in the 80 to 95 ° C, the
amount of mill feed at 380 ~ 450t / h, tension station pressure 8.0 ~ 9.5Mpa, vibration in 5.5 ~~
7.5mm / s.The mill normal operation to be controlled mainly from the following aspects:
A. mill feed amount
Vertical mill during normal operation, guarantee under the premise of the grinding of raw material
quality, as much as possible to improve the yield of the mill, the adjustment of the volume of feed mill
vibration, the outlet temperature of the system air flow, differential pressure, and other factors to
decide increase the volume of feed at the same time to adjust the the mill ventilation rate.
B. mill vibration
The vibration is an important parameter of the mill operation, production and the operation rate of
the main factors affecting the Mill, and strive to vibration smooth operation. Vibration and many
other factors, single control operation from the perspective note the following:
a mill feed to a smooth, each subtraction magnitude smaller speed subtraction feed.
b prevent the mill feed off or incoming uneven. Such as incoming suddenly reduced belt speed can be
increased into the mill, off a small grinding the bezel.
c mill material too much, especially the powder too many to lower the belt speed and volume of feed
into the mill, or reduce the speed of the classifier, strengthen pull the wind mill.
C.Mill differential pressure
The vertical mill In operation, the stability of the differential pressure is essential for the normal
working of the mill, it is to reflect the load of the mill. Differential pressure change depends primarily
on the amount of mill feed, ventilation rate, the mill outlet temperature. Material is stable differential
pressure changes, the first view batching station, subject to fluctuations find out the reasons and
notify the relevant personnel to deal with, and make the appropriate adjustments, cutting normal by
adjusting the amount of mill feed, ventilation rate, the election powder device speed, the amount of
water spray to adjust.
D. mill outlet temperature
Vertical mill outlet temperature has an important role in the assurance of qualified and mill raw
material moisture stability, the outlet temperature is too high (> 95 ° C), the material layer
instability, increasing mill vibration at the same time is not conducive to the safety of equipment
operation. The export temperature is controlled by adjusting the feeding amount of hot air valve, cold
air valves and mill and humidification tower sprinkler amount.
E. The grinding of raw material moisture and fineness
Moisture control index <0.5% raw material grinding of raw material, in order to ensure the water the
same standards, based on the volume of feed mill inlet and outlet temperature, into the grinding raw
material moisture by adjusting the amount of hot air and mill spray The amount other methods to
solve. The fineness of the raw material powder can be resolved by adjusting the the separator speed
the mill ventilation rate and volume of feed method. The fineness or moisture is excessive, analyzing
the causes and corrective actions to shift record this.
3.4.4 Downtime

Normal shutdown, you can stop the mill main motor, feeding scum group at the same time to open
the bypass air valve, tune the small kiln inlet EP fan inlet, the mill exports and imports valve, all open
cold air valve to open or increase the humidification tower spray. To stop batching station silo feed.
3.5 failure to stop the kiln after the mill to maintain the operation of the run
Given the large part of the production plant kiln production by the supply of raw material influence
can extend the grinding time of the operation to stop the kiln to maintain the operation of the mill.
When the kiln system downtime, due to the amount of hot air is suddenly reduced, then it is timely to
open the cold valve, appropriate to reduce EP blower baffle opening, stop the sprinkler system, turn
off the bypass air valve, drastically reduced the mill feed feeding amount to about 250 ~ 300t / h, so
as to ensure the mill conditions have stabilized. To prevent to enter the high-temperature kiln inlet
fan airflow temperature, may be appropriate to open the high-temperature fan inlet cold valve, the
temperature fan inlet damper according to the fan outlet temperature and the grinding temperature
from small to big adjustment. The temperature fan inlet temperatures below 450 ° C, the grinding
temperature higher than 40 ° C. The kiln system Recovery feeding should prepare timely adjustments
to avoid the impact of the sudden increase in feeding the hot air of the mill. Ie: before feeding, may
slightly increase the amount of mill feed control higher material thickness, the kiln system feeding
dynamic wind, the rapid increase of the amount of mill feed into the grinding belt speed, to ensure
that the amount of material in the mill stability, and based on the amount of hot air, and gradually
open the sprinkler system, off a small cold valve.
3.6 Precautions
3.6.1When the mill operation unexplained vibration stop jumping, grinding checks should
be carried out to confirm, and pay close attention to the mill sealing pressure reducer 12
valve block radial pressure, the material layer and the main motor current. If unusually
large range of fluctuations and the alarm should immediately stop the mill to inspect the
equipment and grinding internal situation, to ensure the safe operation of equipment.
3.6.2Seal plugging strengthen the system, the system of air leakage not only for the
stability of the operation of the mill, and mill production impact is very large. Electrical
dust collector, zipper machine, duct flange connection at the three-way Gate.
3.6.3 Note from the grinding process:
MLS-type vertical mill no-liter roller mechanism, not online surge means, auxiliary transmission
depends mainly on the fabric, with the main, auxiliary transmission Torque poor start. Therefore,
from the grinding process should pay attention to the following matters.
Deal with before starting the mill grinding within the thickness of the material bed to do
the Xiangxi understood, decided to start in the auxiliary transmission emperor pass to
start the number of seconds before starting the mill feed system feeding. Means that
when starting in the main transmission bed material should have a uniform material
buffer layer, reducing the vibration of the starting time of the main transmission. Main
transmission start time of the thickness of the material layer should generally be
controlled at 130-190mmAs well.
Respond to the mill before the starter auxiliary transmission baking, cold mill bake
grinding rhythm can be divided into two stages warming, stage a grinding temperature
60 ° C, should pay attention to the rhythm you want to try to slow warming; over two

stages of 60 ° C, heating a little faster, but should pay attention to the mill outlet
temperature should not exceed 130 ° C
The starter grinding auxiliary transmission fabric, pull the wind in advance to normal
operation with 85% of the amount of wind, and so at any time after the start of the main
pass to be adjusted according to the main the pass motor power or current.
Adjusting the thickness of the material bed generally use the following approach:
emergency raise or lower into the grinding belt speed (such as the bed material is short
fluctuations); increase or reduce the rotational speed of the classifier apparatus, this
means primarily adjust the feed ratio of the fine material of the bed to increase or
decrease the feed bed thickness; reduce or increase the amount of wind of the mill main
ventilator, this means can adjust the fine quantity can be adjusted spit slag volume, both
to reduce the amount of wind can increase the thickness of the material bed, and vice
versa.
Mill three starters failed certain material bed check, if the bed is more than 230mm,
should nesting site, while complementing the fresh material filler bed, when the main
motor is allowed to start re-boot.
Abnormal vibrations stop jumping on the mill should first check the mechanical reasons,
the operator into grinding checks judgment roll is in a normal orbit, that is, whether
grinding rolls on partial and under partial. If the roller is not in the normal track should
be the field work partial auxiliary transmission tune.
When the exceptionally dry material into the mill, the mill should increase the amount of
water spray and reasonable adjustments to the amount of water spray humidification
tower. In order to further stabilize the material bed.
Grinding conditions stabilized, usually the first to increase the amount of wind, then
feeding, while observing the main motor current and material thickness.
The separator speed should be reduced to 60% of the normal 3 minutes after stop
grinding, a further reduction of the amount of ventilation.
In short, MLS-type vertical mill operation should pay attention to configuration suitable feed gas
ratio, neither “full grind” phenomenon (material bed the fines too much), do not appear to “the empty
mill” phenomenon (ie, the bed is too thin), always pay attention to the changes in the main motor
current, as amended from time to time the mill ventilation amount and separator speed.
1. 2500tpd clinker line raw material vertical mill (MPS) and ATOX50 raw the vertical
mill operation management
Preparatory work before the operation guiding ideology and open grinding See the front MLS-type
vertical mill related discussion.
4.1 hot stove open mill operation
4.1.1 Hot stove to the mill is heating up
Close mill, hot air baffles, bypass damper circulating air baffle (designed baffle vertical mill), through
the mill outlet baffle EP fan inlet damper to adjust the hot stove exports negative pressure of 200 ~
500Pa, at the same time by the hot stove the throttle and cold air baffle, circulating air baffle opening
to ensure the mill heating curve warming;

4.1.2The .1 cold grinding mill heating curve:
Mill outlet
temperature (℃)
150
120 90 ℃90
60
30
20,406,080,100,120 140 160 time (min)
Note: The mill heating time of 2h.
4.1.2.2 Short time parked the grinding mill liters curve:
Mill outlet
temperature
(℃)
150
120 90 ℃90
60
30
1,020,304,050,607,080 time (min)
Note: 1 mill heating time 1h;
2, according to the length of the stop grinding time, the heating time adjustable.

4.1.3 Hot stove open mill operation
Hot stove open mill, hot stove outlet gas temperature is lower, the smaller amount of wind, so the
mill output should be low set.
4.1.3.1 Hot stove open 2500t / d clinker production line raw material vertical mill (MPS) operation
A. Start the waste gas treatment equipment, raw material storage and check the system equipment is
operating properly;
B. start the the mill integrated control cabinet control equipment, and check that the device is
operating normally;
C. mill shop materials:
Shop materials: the first refers to the mill load operation, capped with a layer of 50 ~ 120mm
material in the disc of the mill shell oriented around the fill material, on-site implementation. The
steps of:
a nozzle ring above the the welding guide plate, to prevent the material from the nozzle ring at the
drain to the scraper cavity, increasing the workload;
b. starts three lock air valve;
c. release the interlock between the mill feed group Mill motor into the grinding belt speed setting
1000rpm, the volume of feed is set to 100t / h equipment to feed the mill starts grinding feeding
group;
present quantitative materials, stop cutting, grinding the material around the secondary level and
oriented cone filled materials;
e. removing the guide plate and start the mill auxiliary transmission, the grinding roller is transferred
to the materials, leaving a gap;
f. again to start the feeder group to the feed mill and pave;
g. Repeat the above process until the mill material layer to 50 ~100mm.
D. open grinding mill material layer found70 mm, Respond to the mill into the fabric operation, fabric
operation can be controlled implementation of specific methods are as follows:
a central control operator close the bypass damper and close the bypass damper operator in the
control, by adjusting the mill outlet baffle EP fan inlet damper cold baffle and circulating air baffle
and mill inlet damper wind mill pull, makes grinding negative inlet pressure> 800 Pa mill differential
pressure> 3500 Pa;
b. notify the scene to start the mill auxiliary transmission;
c operator into the grinding belt speed set at 1000rpm, the volume of feed is set to 100t / h, lift the
mill feed group and the main motor interlock device to start the mill feed group feed mill;
the mill material layer 80 to 110 mm, stop the mill feed group equipment to feed the mill;
E. mill temperature curve to take advantage of the hot stove to heat up the mill;
F. warming end to adjust the system, ready to open the mill:

Open before grinding system parameter setting:
The mill feed setting: the design volume of feed × 60% ~ 80%
Grinding pressure setting: 10 ~ 12.5Mpa
System air volume settings: the main exhaust fan rated power × 80% ~ 90%
Note: The bypass damper closed loop wind baffle is fully open, the use of cold wind baffle to keep the
mill negative inlet pressure of 800 to 1500Pa mill ventilation kiln system can be pumped can open
some of the hot air baffle.
Into the grinding belt speed setting: maximum speed of 80%
The classifier speed setting: maximum speed × 60% ~ 80%
G. When the above conditions are met, the main motor and mill feed group interlock devices, start
the main turbine equipment and mill feed group equipment. Adjustment of the system after the run of
the mill requirements:
Main motor power: 800 ~ 1100KW
5.6.5 The coal warehouse also has a carbon dioxide fire extinguishing devices and cone
temperature detection device, positions within the fire extinguishing measures should be
taken immediately;
5.6.6 Patrol in Note
A. per class patrol time should be promptly stopped grinding mill abnormal vibration, check,
equipment downtime, but also must adhere to the inspection, in order to prevent the occurrence of
accidents;
B. coal and pulverized coal spillover timely manner;
C. workshop for open flame;
D. workshop cleanliness, the presence or absence of pulverized coal accumulation phenomenon;
E. equipment because the equipment fever situation caused by friction and other reasons;
F. lubricating parts amount of lubricant is appropriate;
G. proof valve, explosion-proof door is normal;
H.-site temperature meter display is normal;
I. downpipe is blocked;
J. coal warehouse cone Ministry of whether to help the flow of air;
K. use hot stove open grinding to strictly abide by the hot stove safety procedures.
L. Strengthen the the sealed fan maintenance control to prevent the pulverized coal into the classifier
device.
5.7 bags of dust collection burning Cause Analysis and Countermeasures
5.7.1 Analysis of the reasons for the burning of bag dust collector

The dust collector burning basic conditions:
A. Coal (powder) and air (oxygen) gas is mixed thoroughly.
B. The presence of an ignition source, such as reach ignition temperature of high-temperature air,
Mars.
Generally believed that the pulverized coal concentration of the blasting limit to 150 ~
1500g/Nm3. And this limits the fluctuation range is relatively large, and it varies with the
changes in the pulverized coal volatiles and ash content and a polydispersity. According to
the the coal research department test of pulverized coal concentration range of the lower
explosive limit generally: lignite 45 55g/Nm3, bituminous 110 335g/Nm3, the upper limit
of concentration range in from 1500 ~~ 2000 g/Nm3. The finer the higher the degree of
dispersion of pulverized coal, the more explosive. Lower its explosion with the particle
size decreases. Coal particle size 75um below even dangerous particles larger than 1mm
of coal dust explosion is unlikely. Its lower explosive limit decreases with the particle size
decreases. In the actual production in the pulverized coal particle diameter is much
smaller than 1mm, most are below 75um.
The volatile content of the pulverized coal is an important factor affecting the explosion,
the higher volatile, the greater the possibility of an explosion, the volatile content is less
than 10% there is no danger of explosion, volatile content greater than 20%, the
possibility of an explosion greatly increased. Actual production in the pulverized coal
volatiles are greater than 20%.
In addition, the CO content in the gas, oxygen content, temperature, and other factors
also are pulverized coal blasting some impact.
The actual production of pulverized coal and oxygen has fully mixed (especially Yaotou the
take the wind), so avoid the pulverized coal blasting only to eliminate the source of fire.
Pulverized coal blasting the source of fire as a prerequisite produced in two ways:
a fuel and air mixture in the entire container simultaneously reaches a certain temperature, than the
temperature (i.e., ignition temperature), and the mixture will fire automatically without external
forces.
The higher the volatile content of the fuel to fire the lower the temperature, bituminous coal ignition
temperature is 350 to 500℃. The actual production, if the mill inlet temperature exceeds 300 ° C, the
blade cavity may see Mars appears, is part of the coal particles in the fire caused by the high
temperature exhaust Mars as being brought into the bag dust collector or the grinding cavity may
cause pulverized coal blasting. Just fall into the scraper cavity coal particles generally difficult to be
brought into the mill.
b cold fuel and air mixture, with a small heat source in a localized ignition to cause combustion, and
then burn spread Pianxiang elsewhere, so that the whole mixture autoignition.
This small heat source comes mainly from the following aspects:
● The the mill metal structure of the rigid friction produce sparks;
● percussion with metal objects such as coal warehouse parts produce sparks;
Welding, open flame;

● spontaneous combustion of pulverized coal.
Blasting in the actual production of bag dust collection is mostly due to this reason. The specific
surface area of the pulverized coal, has strong oxidation heat capacity. The cumulative amount of
oxidation heat velocity in the exhaust gas dust content and its combustible volatile) (especially the
higher and pulverized coal within the system and a polydispersity ratio of the increase in surface area
and increase. Pulverized coal temperature when the the oxidative thermal velocity exceeds the speed
of the exhaust heat is gradually increased, accelerated oxidation heat speed, When pulverized coal
self-ignition temperature is reached, the resulting spontaneous combustion. According to the
laboratory test was below 80 ° C, the temperature rise of the coal with the reaction rate declines,
higher than 80 ℃ their activity increases with the temperature rise. Allowable working temperature
and coal mill bag dust collector: generally lower than 90 ℃. Further, coal moisture content, and
changes are a major factor affecting the self-heating of coal, to absorb large amounts of heat from the
outside when the water evaporates, the condensation will heat to the pulverized coal and, in theory,
the increased water content 1% coal temperature will rise to 17 ℃. In the same time, the high-speed
flow of the exhaust gas in the coal will take a lot of heat to the oxygen at the same time, while the low
speed is just the opposite, although a substantial amount of oxygen, but they can not take away the
heat generated spontaneous.
In actual production, the grinding of pulverized coal by the bag dust collecting collected is stored
within coal warehouse, generally immediately be transported to the kiln or combustion Precalciner,
oxidation heat time is very short, this part of pulverized coal does not hazard. The key is that the
gradual accumulation resulting stationary pulverized coal, such as bag closing flue dust, the bucket
dead ends or explosion-proof valve damage after internal accumulation of pulverized coal, coupled
with poor ventilation effect here, the the oxidation heat generated can not be discharged, coal
powder gradually spontaneous combustion. Being brought into the bag dust collection easily blasting.
Resulting in a pulverized coal accumulation of several circumstances:
● In the trial production, the system dead ends is not non-combustible material (such as limestone)
filled finish accumulation of pulverized coal;
● Duct the angle design too gentle;
● pulverized coal moisture, easy to bond; moisture condensation exothermic, the temperature rises
faster accumulation of pulverized coal;
● mill outlet temperature below the dew point, causing condensation, paste bag;
● system insulation effect, caused by condensation;
● system air leakage is serious cause condensation;
● bag dust collector leak into the rain, resulting in pulverized coal bond;
● the Ex valve damage, resulting in its internal fouling;
● rotary valve or pulverized coal conveying equipment jump stop, no timely detection or treatment.
5.7.2 Coal mill bag dust collector fire prevention measures
5.7.2.1 System design:

Level of A. pipeline to avoid laying. The general pipeline inclination: rising pipeline is at least greater
than 70 °, the decline in the pipeline at least greater than 45 º (pulverized coal still piled angle of 25
to 30), should be smooth tube;
B. selection of anti-static bag dust collector bag dust collection needs to be grounded to eliminate
static electricity spark;
C. Select the tube within the wind speed to be appropriate, and that is to be considered to avoid
pulverized coal product within the tube, but also consider the energy savings, reduce the wear and
tear in the mill and bag dust collection damaged;
D. pipes and the precipitator casing laying insulation layer;
E. Strengthening the system is sealed;
F. bags to close the flue dust bucket installation vibrator;
G. explosion to prevent the system from fire, set up a carbon dioxide fire extinguishing device.
5.7.2.2 In the control operating areas:
A. Try to control the mill inlet temperature is less than300 ℃To a maximum of350 ℃;
B. mill outlet temperature control70 ° C~75 ° C, Under low moisture conditions qualified control, up
to85 ° CWhen the mills and the exhaust fan to stop jumping, reduce drying and over-grinding
phenomenon. When the feeder is too high or too low, more stringent system parameters;
The C. bake grinding mill, the mill outlet temperature can not rise too high; bags dust collector outlet
temperature above the dew point as far as possible15 ℃Re-open the mill (dew point
temperature42 ℃~46 ℃), But the bag dust collection is difficult to drying, only high temperature
pulverized coal to dry in the open mill bag dust collection;
D. stop grinding mill outlet temperature dropped first50 ° COr so, and then feed off to stop grinding
mill outlet temperature control;
E. downtime before cleaning the filter bag attached ash cleaned and emptied the ash bucket in the
dust, in order to avoid the adhesive into blocks or pulverized coal spontaneous combustion, to ensure
the safety of equipment;
F. long downtime, the coal bunker pulverized coal to be emptied, if for some reason can not be
emptied, additional raw material powder and protective measures to be taken;
G. strictly in accordance with the rules and operations, failure to timely treatment.
5.7.2.3 Site inspection and maintenance
A. The first open mill to grind enough limestone to fill the system dead ends;
B. coal and pulverized coal spillover timely manner;
C. workshop cleanliness, the presence or absence of pulverized coal accumulation phenomenon;
D. whether the device because of friction and other reasons caused by equipment fever situation;
E. proof valve, explosion-proof door is normal;

F. workshop whether the fire, are not allowed in the workshop smoking are not allowed in the case
did not take preventive measures in gas cutting, gas welding, welding workshop;
G. If the kiln stop feeding coal timely stop the coal warehouse cone glidant whether oxygenation, if
oxygenation manual valve is closed;
H. sweeping
a. downtime or equipment operation should pay attention to cleaning at any time, to keep the system
clean;
b cleaning precautions:
● Before cleaning sprinkler, then sweep, avoid pulverized coal dust;
● inside the device should be shut down, cleaning the internal coal powder all cleaned up;
I. system before running security checks:
a prolonged shutdown after boot before security check: Check the coal warehouse, dust collection
bags easy to plug the site and transport equipment the internal whether the pulverized coal or debris,
whether the workshop accumulation of coal or coal;
b. a short time after the shutdown before starting the security checks: Check the transport inside the
device for pulverized coal or debris;
c exhaust: before starting the exhaust fan, bag dust collector and piping may produce flammable and
explosive gas discharge;
J. regularly check the compressed air system, watershed air filter should always turn on the water,
the oil mist to be regularly refuel, adjust the pressure valve when the pressure beyond the scope of
electromagnetic slide valve failure timely to exclude or replace the cylinder leakage should be
replaced promptly repair, pipeline leak should immediately plugging or replacement parts;
K. good routine maintenance. Solenoid valve, cylinder cleaning each year refueling and maintenance
and timely replacement;
L. precipitator run in the chimney take the ash should first check the filter bag has broken and timely
replacement;
M. good preparation and maintenance of fire-fighting facilities;
N. rotary kiln or pulverized coal conveying equipment to stop jumping to timely treatment.
5.8 coal vertical mill security operations management
5.8.1 The kiln inlet take the wind security operation essentials
The kiln exhaust gas temperature is typically about 350 ° C, the oxygen content of about 4%, is
substantially inert gas. Coal preparation is completed in an inert atmosphere, pulverized coal
oxidation heat slow, difficult autoignition bag dust collector is not easy ignition, while the kiln
exhaust air temperature, air stable. So, kiln take the wind is conducive to the safe production and
stable operation. But with the wind with the raw mill there is a contradiction. Raw mill air volume air
requirements, lower air temperature (200 ° C or so). General kiln exhaust gas by humidification tower
cooling treatment can all raw mill utilization.

Kiln end to take the wind security operation essentials (bag dust collection fire the the protective
countermeasures same):
A. open the kiln kiln feeding about 200t / h and the system is stable and then take advantage of the
kiln exhaust gas open mill. At this point a small amount of wind, air temperature, the mill yields
lower.
B. kiln stopped in time to stop the mill, and good control of the mill outlet temperature;
C. kiln exhaust gas approximation inert gas operation to control the oxygen content.
D. minimize the use of cold;
E. reduce system air leakage;
F. raw mill shutdown, you should pay attention to the impact of the coal mill system;
G., and raw mill operation, the kiln operation coordination to ensure that the system with a steady
wind.
5.8.2 Yaotou take the wind operating essentials
A grate cooler air temperature higher (typically 500 ℃ to 600 ℃), air temperature, air volume and
volatile oxygen content of about 21%. Prepared pulverized coal in oxygen-rich atmosphere, oxidation
heat fast bag the dust collector blasting the risk is relatively large, can be part of the use Yaotou
exhaust, alleviate the burden of Yaotou electric dust collection, but the safe operation requirements
more stringent .
Use the same the kiln head to take the wind security operation essentials (bag dust collection fire
protection countermeasures): To strictly control the temperature of the mill entrance, strengthen ties
with the kiln operation, timely adjustment according to the change of the grate cooler air
temperature, air volume, the ratio of the hot air and cold air . Unusual circumstances:
A. open the kiln feed about 200t / h and the system is stable and then take advantage of Yaotou
exhaust open mill, then a small amount of wind, air temperature, to increase the hot air proportion.
B. After a short period of time to stop the kiln, the air temperature higher, but the lack of air volume,
such as coal warehouse material level is not high, the can cut production run, then we must pay
attention to the mill outlet temperature and inlet negative pressure changes, and timely stop
grinding.
C. the kiln cross material or run raw material or cross-kiln skin, grate cooler layer pressure is
increased, the low amount of wind, air temperature rise. Kiln conditions and secondary air
temperature changes in a timely manner to increase the cold wind baffle, decreases hot air baffle,
inlet temperature control good grinding.
D. kiln shifting sand material more the kiln hood exhaust than hot decline, sensible heat. To pay
attention to the mill outlet temperature change;
E. such as kiln secondary air usage, increase cold or hot air baffle Yaotou negative pressure, timely
adjustment of secondary air flow and coordination with the kiln, to ensure the normal use wind mill;
F. If the temperature of the into the Yaotou electric dust collection is too high (over320 ℃Pay
attention to the mill inlet negative pressure change), kiln operation open cold baffle cooling;

When G. Yaotou electric dust collecting exhaust fan to stop jumping, this time, the air volume is not
enough (the three paragraphs fan stop jumping), but the air temperature is higher, may be
appropriate to cut;
H. kiln sintering better, the grate cooler air temperature high, may be appropriate to reduce the hot
air dosage; kiln sintering poor, grate cooler air temperature, hot air may be appropriate to increase
the amount;
I. to control mill outlet temperature, if necessary, may be appropriate to add production or reduced
production;
J. in Kiln feeding process for the control of the mill outlet temperature, when necessary, in
coordination with the kiln operation to adjust air temperature by adjusting the speed of the grate
cooler.
1. Optimize the operation of the system of vertical mill
Do not ignore the energy-saving, high efficiency, and to maintain the long-term safe operation of the
equipment. Therefore, in addition to optimize the process parameters in the control, but also with the
patrol vertical mill to optimize the main purpose of the operation is to achieve high-quality, stable,
but the same inspection, machine repair personnel to take full advantage of several adjustable
vertical mill mechanical structure function parameters . Affect the vertical mill to optimize the
operation of factors: including the grinding process, the type of vertical mill, model specifications, the
physical properties of the material into the mill (humidity, particle size, easy to wear, natural angle of
repose), the volume of feed and uniformity product fineness requirements, separator efficiency, cycle
load, air temperature, ventilation rate, material thickness, grinding pressure, the height of the
retaining ring, nozzle ring area. The interaction between these factors, the situation is more complex,
the need to constantly sum up experience.
The following were discussed:
6.1 Adjusting the feed
Adjustment into the grinding material moisture. Practice has proved that when the the material
average moisture over the drying load of the mill, the material bonded skinning rollers, forming a
buffer layer, thereby reducing the efficiency of grinding and therefore into the grinding material
moisture should be strictly controlled at 12% or less.
Control into the grinding material particle size. If the particle size is too large, in order to produce the raw material fineness qualified, will inevitably increase cyclic loading rate, thereby reducing the mill output, only moderate size materials, in order to improve the yield and quality of the mill. Process management should be noted that the feed size control within the limits prescribed in the instructions.
Mill load, adjust the volume of feed. To give full play to the efficiency of the mill, the mill to achieve a
higher yield, the appropriate amount of feed must remain stable, according to the mill’s power or
current changes, timely adjust. When the mill power larger material too much, at this time, will form
a buffer between the grinding roller and roller cushion, which milling diminished capacity, or not
timely adjustment of material size, materials moisture caused by too large, the operator may be
provided according to the changes in the mill working conditions appropriately increase or decrease
the volume of feed, so that the grinding operation to resume normal.

6.2 to adjust the amount of circulating
Mill stable, usually should not tamper with the circulating volume, so as not to affect the system
stability, and generally re ingredients or materials granularity changes before adjustments.
Due to back feed and feed into the mill grinding mill operation to ensure stability, must stabilize the
amount of circulation, production, general feed back to determine the size of the current cycle bucket
size, when the elevated current hoist or down, should be analyzed the reason for the change, and
make adjustments accordingly, the stability within the appropriate range of the current hoist.
Calcium carbonate titration value (KH) changes, adjusting the feeding, the level of the raw meal KH,
mainly depending on the quantity and quality of the limestone in the raw material mixture, the more
the quantity of limestone, KH higher value, and vice versa, is lower. In order to maintain the stability
of the raw ingredients from quality control at the proportion of the required ingredients to make
proper adjustments.
Ground to see the material change, uniform feeding, in order to achieve the purpose of the uniform
feeding, by grinding head of CCTV, attention to incoming moisture, particle size, such as a sudden
change at any time, appropriate adjustments to the feed mill conditions.
In order to prevent the feeding jams must maintain uniformity of the feed, generally the various
positions in the taper section equipped with air guns, vibration playing adhesion of the materials at
any time, so as not to “shed material. Regularly check to clear each feeding port to prevent the
blocking material.
6.3 Adjust the hot air to ensure balance of hot air
Vertical mill air swept mill in a special example, can be achieved only drying ability with grinding
capacity reached dynamic equilibrium system is stable, it must be based on the conditions, correct
and timely adjustment of hot air, in order to meet the grinding on drying requirements.
The adjustment includes two sides, namely air temperature, air volume, the higher the temperature of the hot air into the mill, the greater the amount of wind, then drying the faster, but the temperature is too high, the grinding rolls will bearing temperature rise and other equipment, making it warp or damage. Wind speed too fast will accelerate wear and tear of the equipment, it is the principle of adjusting the hot air is: under the premise of ensuring the safety of equipment, faster drying speed, so to be balanced against the grinding capacity of the drying capacity of the mill, effort reduce heat consumption.
Here is an an example of thermal equilibrium:
Case: 200T / h, 8kWh / t of (net), drying, moisture content of 8% of the raw materials to a moisture content of 0.5% of
the raw material powder
Flow
Temperature
Heat capacity
Heat consumption
In t / h ℃ KCal / kg ℃ Mcal / h
The volume of feed (dry basis)
200 20 0.218 872

Moisture Feeding Amount17.4
20 1.000 348
Grinding heat 1376
Exhaust 302 252 0.242 18405
Supplemental gas 30 20 0.244 147
The amount of water spray
Total income 21149
out
Product 200 85 0.218 3706
Product moisture 1 20 1.000 20
Water evaporation heat16.4
85 0.453 10389
Surface water loss 332 85 0.242 6833
Cycle 200
Total output 21149
Under normal circumstances, the level of the mill exhaust gas temperature directly explain the good and bad
of the material in the drying conditions in the mill, the operation must be combined with the change of
parameters, the corresponding measures, reasonable and right to adjust the amount of hot air and the air
temperature.
Strengthening the seal to prevent air leakage. Maintaining a good seal of the mill is an important factor to
improve the drying capacity, because the entire system is at a high negative pressure state, if the seal is
poor, it will leak into the large number of cold air, thereby reducing system Winds and correspondingly
increase the useful work of the system, increasing power consumption. So should always check the
effectiveness of feeding and slagging slip tube air lock device.
Note the ventilation pipe insulation is one of the positive measures to reduce the drying heat consumption.
Can also effectively prevent the “condensation” of the collecting equipment, and also prevent the adhesion
due to powder clogging resulting in the inner wall of the conduit system resistance increases.
6.4 Adjust the grinding pressure
Vertical mill, the material will be grinding to a fine powder by grinding roller compacted materials. The size of
the grinding pressure, directly affects the yield and performance of the device of the mill. The pressure is too
low, you can not crush the material, grinding efficiency, small production, spit large amount of slag.

Pressure, high yield, main motor power consumption also increases. Therefore, the grinding pressure is one
of the very important parameters vertical mill. Determine its size, it is necessary to consider the grinding of
materials performance, but also consider the power consumption per unit of product, wear, and many other
factors. Heavy company and FLSmidth the vertical mill design experience and field usage, the grinding
pressure should be calculated using the following formula:
Polishing pressure: F
The roller RESEARCH force: FR
The grinding roller assembly weight: MR
Hydraulic research force: FH
The hydraulic pressure: Phyd hydraulic cylinder diameter: Dcyl the hydraulic piston diameter: Dpiston
F = FR + FH
FR = MR
× 9.18 ÷ 1000
FH = Phyd × [<Dcyl> 2 - <Dpiston> 2] × P / 4 × 100
The actual production process is usually selected according to the material properties into the
mill, eventually a suitable hydraulic grinding pressure
Within a certain range, in proportion to the grinding pressure and mill production. If and when the mill current increases, the circulation amount increases, the differential pressure is too large, the material layer is too thick, may be appropriate to increase the grinding pressure, thereby reducing material layer, stabilizing the condition of the mill, but a roller mill hydraulic system allows a large range of adjustment pressure to adapt to the grinding capacity required under actual operating conditions. It should be noted that the open mill, according to the working conditions of the mill, and gradually increase appropriate feeding, and also a corresponding increase in the grinding pressure.
The 6.5 control products fineness
The finer the raw material, the more pro-clinker calcination, but at the same time make the lower
production, increased power consumption and cost. Therefore, the production, the raw material
fineness general control about 15% of the square hole sieve (0.080 mm), control exceedingly fineness
from the grinding pressure, four aspects of the classifier device, the volume of feed into the mill hot
air.
Need appropriate vertical mill grinding pressure. If when the grinding pressure is too large, it will
cause the material layer is too thin, will be big vibration; when it is too small, will result in the
material layer is too thick, thereby reducing the efficiency of grinding, the fineness of the crude, it is
possible according to working conditions and finished fine the degree appropriate adjustments
grinding pressure.
Grinding conditions remain unchanged, the product fineness of the powder device depends primarily
on the activities of the rotor speed, the grinding of raw material fineness does not meet the needs of

production, may be appropriate to adjust the speed of the rotor (if necessary, can be regulating the
rotor periphery of classifiers device guide vanes angle).
Raw material fineness qualified or not directly affected by the amount of material into the classifier
device fineness, it must be kept feeding moderate and uniform.
Through regulating device feeding or, if still does not meet the fineness requirements, should be
adjusted to the hot air, reduce the heat into the mill to reduce the flow rate of material, the product
fineness thinner, the thicker the contrary.
It is worth noting: Avoid frequent adjustment the classifiers device rotor speed operation, changes in
spindle revolutions greater impact mill conditions, while frequent or substantial adjustments would
increase the rotor shaft torque caused by mechanical accident.
1. Retaining ring height adjustment disc:
ATOX vertical mill with adjustable height of the retaining ring structure, retaining ring height and
thickness of material. In the case of the same amount of ventilation and the same grinding pressure,
the greater the retaining ring height, the thicker the material layer. When the disc liner serious wear,
it is timely to lower gear ring height to maintain the required thickness of material. The work
machine repair personnel with the downtime.
1. Adjust the nozzle ring ventilation area
The ventilation area of the
orifice ring is effective
ventilation section, along
the orthogonal direction of
the airflow. The nozzle ring
ventilated area with the
amount of material Scum,
wind ventilation equipment
power consumption, the
smaller the nozzle ring
ventilation area,
The less amount of slag spit, the greater the wind speed, the greater the fan power consumption. And
vice versa.
ATOX vertical mill spray ring gas wind speed usually within the following range: 35-50m/ S; MLS
vertical mill the spray ring gas wind speed is usually within the following range: 50-80m/ S. Generally
the higher the wind speed, the materials fall into the vents ring the less, the amount of circulating
1. Adjust the powder device-oriented (fixed) blade pitch

The greater the inclination of the guide vanes, the greater the wind speed, the airflow enters the
swirling flow generated in the classifier set more strongly conducive to effective separation of the
particles of the material thickness, the finer product fineness. Fineness adjustment auxiliary
measures, but the ventilation resistance also greater. MLS and MPS vertical mill downtime into the
grinding machine repair personnel with the adjustment. ATOX and RM vertical mill vertical mill
operation, performed by inspection personnel from vertical mill Top Adjust. It should be noted that
the blade tilt direction should be down into the airflow device rotation classifier.
1.
Adjust the feed chute grinding sections of slope
RM vertical mill feed chute in a cantilever sections of the mill, the paragraph section slope
adjustable, should pay attention to when the material properties of the material fed into the mill, such
as particle size, humidity, natural angle of repose, in stop mill maintenance, enter the mill to adjust
the slope the greater conducive to feeding the material flows into the more smooth continuity. But
the slope is too chute wear. Slope slightly larger than the material the natural angle of repose, is
appropriate.
7. Common Failures and vertical mill operation
7.1 mill vibration causes and treatment
7.1.1 Vibration measurement component failures
Chizhou 2 # grinding Once the boot, the roll grinding just lowered it appears vibration, operating
procedures and parameters are normal, and the scene and did not feel the vibration, vibrometer
loose, re-tighten the normal, open mill found after inspection.
The vibrometer loose is common when the operation screen in the control parameters showed no
abnormality, the scene is no vibration sense. Usually prevent the occurrence of the matter requires to
patrol more attention and kept clean.
7.1.1 The roller the Pison moving and liner loose
Digang # 1 mill once in control of the vibration is too large, found at the scene, the emergency stop
grinding mill law of vibration and dull sound, into the mill to check plywood bolts had no obvious
loose mill nor foreign body, everything normal, after playing the auxiliary pass only to find a roll of
Pison move.
Roller Pison moving vibration very regular, showing small roller diameter than the disc diameter, so
the disc rotation less than a week, the vibration will occur once, plus live voice recognition, can judge
a the roller appear roller Pison moving.
Liner loose, the general performance of the vibration continuous scene felt disc will appear three
times vibration per revolution.
Roll skin and lining loose, you must immediately stop the grinding, into grinding detailed
examination, and professionals to guide treatment, or when its off, is bound to cause a very serious
accident.
7.1.3 The hydraulic station N2 sac preloads imbalance, or too high or too low
When the N2 capsule is unbalanced, then the damping force of each Rod different, the mill vibration.
Diminished capacity is too high, too low, then the buffer is also easy to make the mill vibration is too

large, pre-load pressure to each N2 capsule given strictly in accordance with the set value and timing
to check and prevent it from oil spills, leak , the pressure is not normal.
7.1.4 Feeding too large, too small or unstable
Mill feed, resulting in excessive grinding material inside the mill conditions malignant
transformation, it is easy to instantly vibration jump stop. Chizhou 2 # mill can not be used due to
waste cartridge, open grinding Scum directly into the mill, vibration larger drop grinding rolls, while
the performance of the material layer thickness is large, the inlet positive pressure, this is because
when the open mill Scum, plus The belt weigher feed into the mill feed becomes more than cause.
This is due to a significant reduction in the belt weigher feeding, etc. Scum normal, coupled to
normal.
Is too small, the volume of feed mill materials too little material thin. Material buffering capacity
between disc and roller, easy to produce vibration due to mechanical, vertical mill trial production,
need to claim 70% of the feed, the feed is too small, which is one of the reasons of neutrality grinding
vibration trial production. So by feeding large particulate material to ensure that the mill is running
smoothly.
Not smooth materials to enable the working conditions in the mill disorder easy vibration to achieve
the smooth operation of the vertical mill, one of the important factors is to make the material
uniformly smooth feeding.
7.1.5 Inadequate or unstable system air volume
Chizhou 1 # grinding period of time without air-conditioning baffle when the kiln cut to 200t / h, the
mill is a start to generate a lot of spit residue, less than two minutes they vibration jump stop, I
thought the hot air vents plot material, but the clean-up the clean mill still start it up, and finally
came to understand, kiln exhaust gas over the small, non-air-conditioned the bezel and circulation
duct, can not be supplemented with the amount of wind mill due to insufficient amount of wind and
vibration. At this time only requirement the kiln plus production, and to minimize the amount of mill
feed in order to open the mill later make up the air-conditioning baffle, this basically solved the
problem.
Kiln mill operation requires integration. Mill operation will affect the kiln, the kiln operation will
affect the mill. And sometimes unstable kiln conditions, high temperature fan over the amount of
wind fluctuations, also accompanied by changes in the wind temperature instability of the grinding
conditions, easy to produce vibration through the cold air and circulating air baffle adjustment to
ensure that the negative pressure in the mill entrance stable, and try to keep the mill temperature
stability, the mill is working properly.
7.1.6 Polishing pressure is too high or too low
ATOX mill can clearly feel the grinding pressure rise mill vibration occurs when a certain volume of
feed pressure is too high, the grinding capacity is greater than the material into finished ability,
resulting in grinding air vibrate. Opposite the pressure is too low to cause excessive grinding
material inside the large vibration.
MLS mill grinding pressure setting is based on the time the volume of feed and grinding conditions
may be too low, a lack of production decline, too easy to produce vibration. Chizhou 1 # mill grinding
pressure of 11Mpa, due to the design and manufacture of reasons, the mill vibration is particularly
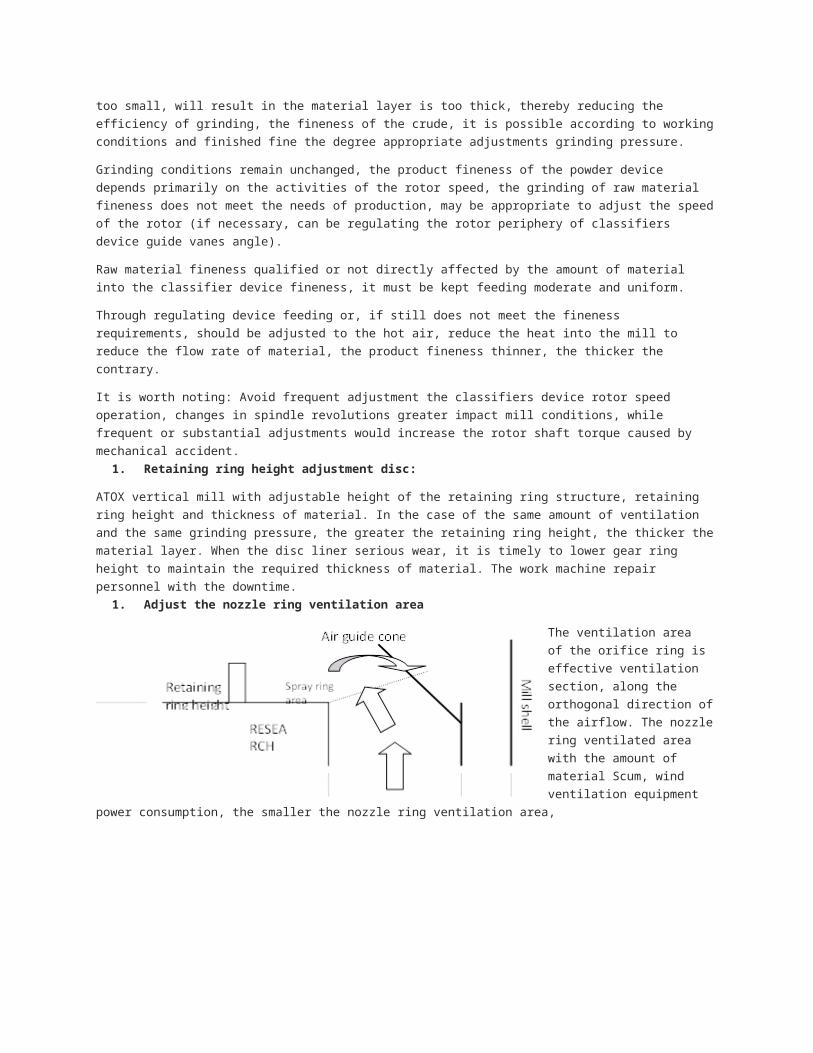
large, the operation is very difficult, so accurately identify and maintain the right amount of grinding
pressure to stabilize the mill conditions deciding factor.
7.1.7 The classifiers speed is too high
The beginning of the trial production, the rotor speed is generally uncertain in the maximum. Easy to
produce because of the volume of feed air flow are rarely elected powder machine speed is too large,
the grinding, the increase in fine grinding the excessive fine powder can not form a solid material
bed, the grinding rollers “eat” material Darker, easy to produce vibration. The mill design yield
requirements into the grinding material particles are relatively large, easy to operate.
7.1.8 Temperature suddenly changes into the mill is too high or too low
Change when the outlet temperature of the high temperature fan, mill conditions change, so high
that the material bed on the disc is not easy to form, is too low can not drying materials, resulting in
blockage of vents ring thickening material bed mill produce abnormal vibration .
This situation by adjusting the mill spray, spray humidification tower or doped cold wind circulation,
stabilize the mill inlet and outlet temperature stability mill conditions.
7.1.9 Grinding temperature suddenly changes or is too high or too low
Vertical mill are generally exposed to the weather, the environment is very large influence, the
present heavy rain, the mill body and pipeline sudden temperature changes, the outlet temperature
of the instantaneous speed reduced, then easily result in the the mill jump stop, must quickly adjust:
warming up, pull the wind, reduce material adjustment to normal. The grinding temperature at the
same time into ground material, how the composition changes and changes and changes, you need to
adjust the spray, feeding and baffle opening degree of stability.
Outlet temperature is too high, easy to empty mill, the material in the disc can not form a solid
material bed vibrate, too low, easy to plug the nozzle ring, easy to produce vibration, you need to
adjust the inlet temperature, spray mill, also may be appropriate to add, subtract production.
7.1.10 Nozzle ring congested
When into the grinding material is very wet, mixed with chunks insufficient wind, feeding too much
instability wind speed will produce the nozzle ring clogging, clogging serious when, so millstone
around wind speed, air volume is uneven material bed on the disc are also not formation, resulting in
a large vibration. Need to stop grinding clean-up, re-open the mill to reduce the large pieces into the
mill, to increase the amount of wind, reduce feeding, while maintaining the stability of the grinding
conditions prevent ring blockage of vents.
7.1.11 Into the mill lock damper impact
When lock air valve clogging material into the mill, resulting in empty mill which will produce large
vibration.
Also have a lock air valve air leakage, abnormal vibration, Chizhou # grinding trial production, and
once opened with a hot air furnace mill, in control feeling normal amount of wind mill start stop
jumping. Into the mill inspection found that the bed is very uneven, and finally found three lock the
damper not lock wind. Originally rely EP fan pull the wind resistance, coupled with lockable damper
air leakage, they have a “short circuit” so reduced by the wind from the nozzle ring, thus affecting

the material bed flat, vibrate, lock damper must regular inspection and maintenance to ensure that
the effect of lock wind.
7.1.12 A foreign body in the mill or large
Always pay attention to the the mill bolts are loose, the bolts at the whether Desoldering, including
lock air valve. Digang, and Chizhou had three locks damper siding off, caused by the vibration of the
mill. When the big piece of iron in the mill should be stopped grinding to remove. Even if it does not
cause vibrations stop jumping will damage the mill, for example, the baffle ring damage. Chizhou 1 #
mill had this phenomenon occurs, mill capacity, iron ore is not easy to find, and the final destruction
of the bezel.
Bulk into the mill may be blocking the vents ring grinding roller, vibrate fight, so to eliminate the
bulk into the mill.
7.1.13 Grinding rolls off the rack, bracket, “Shangkang or” Xiakang ”
These phenomena appear in the MLS mill appears that this phenomenon mill multi stop jumping off
the rack, bracket to staff under the guidance of professional machine repair reinstall. “Shangkang”
relief the “Xiakang” shall, plus sleepers, playing auxiliary came righting grinding roller.
7.2 Li Coarse Ground degrees causes and treatment
7.2.1 The powder device speed improper adjustment
Adjust the the classifiers device rotor speed is the most common method to adjust the fineness, but
also the most important one. Usually change the fineness: The first thought is to adjust its speed,
then increase the speed to run rough.
7.2.2 Ventilation excessive
Trial production, feeding less hot air furnace or kiln, mill internal ventilation small separator speed
70-80% the basic fineness can reach. With the increase of the kiln inlet hot air mill ventilation
increase increased EP blower baffle plate, fineness rises should gradually increase the classifier
speed, fineness qualified.
Digang and in Chizhou new line, there is a situation when the kiln feed to full load kiln inlet air
volume, EP fan even open to 100%, the mill entrance will be positive pressure, then fineness larger
classifiers added to limit nor can fineness qualified. Then you can consider grinding bypass damper,
but this method is more dangerous, easy to make the mill stop jumping. It must be carefully and each
open 1% have observed a long time, to ensure that the mill is running smoothly, within a certain
range can reduce the degree of fineness, and this method is limited too much air.
7.2.3 Grinding pressure
Generally open grinding pressure ATOX mill pressure can be given in the control set to minimum, as
production rose gradually pressurized, otherwise produce Coarse crushing and milling capacity.
MLS mill commissioning is given the pressure, general for 8Mpa, increased production, according to
the mill situation gradually increase the pressure to increase output, as well as quality assurance.
7.2.4 Temperature Effect
The mill outlet rapid temperature rise, or to maintain a higher temperature, the grinding material
may run rough, because the temperature rising process, changing the fluid velocity within the mill

and grinding of material within the internal energy, the increase in the fine material Brownian
motion, The emergence of large material is pulled out grinding body. This may be the the kiln inlet air
temperature, air volume change or into the grinding material moisture changes. Adjustable mill the
sprinkler to solve. Mill in series with the humidification tower process line can be adjusted to the
humidification tower spray, circulating air or cold air, may be doped in the case of wind
allowable.7.2.5The incoming instability or excessive
Instability into the grinding mill conditions disorders, wind speed, air volume fluctuations, resulting
in intermittent running rough. The solution: to stabilize the amount of material into the mill, to
ensure that the right amount of grinding pressure or the amount of reducing production.
7.2.6
Related posts:1. Cement Mill Audit
2. Steel Cord Belt Conveyor Repairing Process- steel cord belt vulcanizing
3. Operation COOLTECH diesel generator
4. The vulcanization belt conveyor Process
This post has no tag
162 pings
Skip to comment form ↓
1. 12bet June 15, 2013 at 11:11 pm (UTC 2) Link to this commentLog in to Reply
… [Trackback]…
[...] Read More: cementforums.com/vertical-mill-process-operation-management/ [...]…
2. cigarette electronique June 17, 2013 at 3:08 am (UTC 2) Link to this commentLog in to Reply
… [Trackback]…
[...] Find More Informations here: cementforums.com/vertical-mill-process-operation-management/ [...]…
3. stryker hip lawsuit


















