
Removal Amount Difference between Anode and Cathode in EDM ...
Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364
www.springerlink.com/content/1738-494x DOI 10.1007/s12206-012-0613-2
A study of material removal amount of sapphire wafer in application of
chemical mechanical polishing with different polishing pads† Zone-Ching Lin*, Wei- Shuen Huang and Ju- Shiau Tsai
Department of Mechanical Engineering, National Taiwan University of Science and Technology, No. 43, Section 4, Keeling Road, Taipei 106, Taiwan
(Manuscript Received July 3, 2011; Revised January 18, 2012; Accepted March 3, 2012)
----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
Abstract The study mainly explores the fabrication mechanism for fabricating sapphire wafer substrate, by using chemical mechanical polishing
(CMP) method. A slurry containing the abrasive particles of SiO2 is used to contact with the sapphire substrate polish and to produce chemical reaction for removal of sapphire wafer substrate when CMP method is used. The study observes the changes of the removal amount of sapphire wafer substrate when the pattern-free polishing pad and hole-pattern polishing pad are used under different down forces, polishing velocities, abrasive particle sizes and slurry concentrations. Employing regression analysis theory, the study makes im-provement of the equation of material removal rate (MRR) to be the material removal height per 30 minutes (MRRh), and develops a compensation parameter Crv of the error caused by the volume concentration of slurry. The results of experimental analysis show that under a certain down force, if the polishing velocity is greater, the material removal amount will be greater. Generally speaking, the material removal amount of hole-pattern polishing pad is greater than that of pattern-free polishing pad. As to the relationship between abrasive particle size and slurry concentration, when particle size is smaller, the volume concentration of slurry will be higher, and the number of abrasives for polishing wafer will be greater. As a result, a better material removal depth can be acquired. Through the above analytical results, considerable help is offered to the polishing of sapphire wafer.
Keywords: Chemical mechanical polishing (CMP); Sapphire, regression analysis; Slurry concentration; Hole-pattern polishing pad ---------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- 1. Introduction
Sapphire (Al2O3) is the main substrate material for fabrica-tion of gallium nitride (GaN) epitaxial light-emitting layer. GaN can be used to fabricate ultra highly luminant blue-light, green-light, bluish-green-light and white-light emitting diode (LED). In 1993, Nichia Corporation developed a blue-light LED with GaN as the material. Using metal-organic vapor phase epitaxy (MOVPE) technique, highly luminant blue-light LED can be made. Chemical mechanical polishing (CMP) is a commonly used method for polishing sapphire. The principle of CMP is to planarize undulating profile on wafer substrate surface mainly through an appropriate design of process pa-rameters and the use of a polishing platform, together with selection of suitable abrasive particles and chemical composi-tion solution. By means of mechanical action of abrasives and chemical action of slurry, CMP removes the material on the sapphire wafer surface to achieve the required planarization.
The down force, rotational velocity of polishing pad and wafer, volume concentration of slurry, and particle size of
abrasive particle and number of abrasive particle are the fac-tors affecting the removal rate of sapphire material when using CMP method. Preston (Anthony J. Clark, 1986) proposed the first theoretical model of CMP in 1927 [1]. After the model went through glass polishing experiment, Preston developed the removal rate produced from polishing object and polishing pad through down force and rotational velocity, and then pro-posed an experimental equation of material removal rate (MRR) relating to pressure and velocity. Employing the MRR equation developed by Preston, Tseng et al. [2] and Danilo et al. [3] proposed a modified equation of Preston’s equation. In the CMP polishing process, the mechanical, chemical and physical interactions were very complicated. Therefore, in their modified equation, the interrelationship among them is particularly emphasized. Horng [4] used elastic-plastic theory and the wear model to construct the expression for the magnitude of material removal as a function of the indentation depth. A parametric study was conducted to explore the influence on the surface roughness results and the pad dressing interfacial phenomena of operational parameters. The results reveal that a rapid initial improvement followed by a leveling off, manifesting a saturation effect.
*Corresponding author. Tel.: +886 2 27376455, Fax.: +886 2 27376243 E-mail address: [email protected]
† Recommended by Associate Editor Haedo Jung © KSME & Springer 2012

2354 Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364
In 1977~1978 Tsuwa et al. [5, 6] used a sapphire wafer, a polishing plate which is made of a tin plate and the slurry with silicon dioxide (SiO2) as the abrasive particle and chemical solution, to carry out an ultra-fine finishing experiment of sapphire wafer .
When SiO2 (Mohs hardness = 7) serves as abrasive particles, since its hardness value is not as hard as sapphire (Mohs hard-ness = 9), it seems that it does not have abrasive wear ability. However, experiments once proved that SiO2 slurry could effectively remove the atoms on the surface of sapphire wafer. Thus, Namba and Tsuwa [6] gave an explanation that the rea-son for the atoms to be removed from the surface of sapphire material in ultra-fine finishing process was supposed to be the outcome of bombardment of the slurry’s glue feather SiO2. Based on this research result, Gutsche et al. [7] proposed a supposition in 1978 that the removal of atoms from sapphire surface by SiO2 belonged to a pure chemical reaction. And the reacted driving force was just the chemical reaction caused by the friction heat produced between SiO2 and sapphire in the polishing process undergone by SiO2. Edwards et al. [8] also proved that the CMP of sapphire could be conducted by direct contact method, together with the use of an asphalt polishing plate, and a root mean square (RMS) roughness degree value 0.2~0.3 nm was obtained. Lee et al. [9] found that the volume concentration of the abrasive particle was the key factor which controlled the wafer edge profile, and also the rotational ve-locity was the key factor which controlled wafer center profile of MRR.
The paper carries out research by focusing on the various impact parameters of wafer removal volume relating to LED-based sapphire wafer polishing technique. The acquired re-search results would be contributive to the decrease of the required polishing time and the used slurry. The paper uses different down forces, rotational velocities, pattern-free pol-ishing pad, hole-pattern polishing pad, volume concentration of slurry and abrasive particle size to study the material re-moval effect of sapphire wafer in CMP process. Through this study, a modified regression analysis equation of material removal height per 30 minute result of sapphire in CMP proc-ess can be obtained. In the modified regression equation de-veloped by the paper, it is suggested to consider the regression equation of compensation parameter Crv of the error caused by the change of volume concentration of slurry.
2. Experimental equipments and experimental proce-
dures
2.1 Experimental equipments
2.1.1 PM-5 soft polishing machine The study uses PM-5 polishing machine of Logitech com-
pany owned by Precision Manufacturing Laboratory of Na-tional Taiwan University of Science and Technology. PM5 is a wet polishing machine with automatic filling system and automatic planarization control function of polishing plate. PM5 system is Logitech’s latest generation of precision pol-
ishing machine. The operation of its polishing plate is con-trolled by the main driving part, where the setting and display of the rotational velocity of turning plate are operated. The rotational velocity of turning plate can be changed from 0 rpm to 70 rpm. The control of the entire machine can be divided into:
(1) down force control unit; (2) rotational velocity control unit; (3) timing control unit; and (4) flow control unit. Below is the description of each of these units:
(1) down force control unit It controls the required down force during polishing, the
load of down force to be given on a load carrier. Measure the weight of down force by a scale machine. Down force can adjust the spring-adjusted load in the load carrier. A circular retaining ring is attached to beneath the load carrier. Through the load carrier and retaining ring, load can be evenly distrib-uted on the wafer. The retaining ring can make the down load given by the load carrier more evenly distributed. The given weight of down load block is 2~8 kg.
(2) Lower-plate rotational velocity control unit The surface of lower plate is attached to the polishing pad.
Through the control panel, the polishing velocity can be ad-justed. The operating range is 0~70 rpm.
(3) Timing control unit Polishing time can be set to be as long as 2 hours. (4) Flow control unit of slurry On the flow controller there is an adjustment knob. Adjust-
ing the adjustment knob can control the flow velocity of slurry. CMP is to place wafer between the carrier and the rotational working platform loaded with polishing pad, and at the same time soak the wafer in the slurry containing suspending abra-sive particles. Relative to the movement of polishing pad, the wafer can achieve planarization when the two material re-moval mechanisms of chemical etching and grinding are in-teracting.
2.1.2 Polishing pad
The polishing pad selected for the experiments of the study is the WEC-2000 pattern-free soft polishing pad and WEC-2000P hole-pattern polishing pad produced by Well Expedit-ing Co., with diameters at 16" and 15" respectively. Before being used, the polishing pads are trimmed to be at diameter 300 nn, attached on the aluminum polishing plate, soaked in water for washing, and then placed on the turning plate again. The rotational way of polishing pads copes with the turning of lower plate. The wafer rotates with the turning of load carrier. Between them forms a planetary turning. When the polishing pad of lower plate turns, the wafer itself rotates accordingly. The rotational velocity of polishing pad ,ωr is the same as the rotational velocity of wafer, ωs. Fig. 1 shows the schematic diagram of turning of polishing pad and sapphire wafer.
2.1.3 Slurry
The Slurry used in our study is produced by ALLIED High

Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364 2355
Tech Products inc. The Colloidal Silica (SiO2) is used as the abrasive particles, and the slurry chemistry is added the chem-istry composition of KOH and NH4OH as deionized water. In order to compare the difference in particle size, 3 kinds of slurry with 3 SiO2 abrasive different particle sizes, being 20 nm, 50 nm and 60 nm respectively, are tested to make com-parison. In the aspect of volume concentration adjustment, deionized water is mixed with slurry to carry out ultrasonic cleaning so as to evenly distribute the SiO2 abrasive particles. In the experiment, comparison is made among several kinds of slurry with different mixing proportions, including a slurry at volume concentration 50% with no deionized water mixed, and the kinds of slurry at volume concentrations 10%, 20%, 30% and 40% respectively with deionized water mixed.
2.1.4 Sapphire wafer material
The sapphire wafer material used in the experiments is pro-vided by Crystalwise Technology Inc. It has diameter 2 inches and thickness 0.43 mm. One of its sides has been polished. But the study uses the unpolished side to carry out the experi-ment.
2.2 Experimental principles
2.2.1 Chemical mechanical polishing (CMP) Polishing mechanism of CMP can be divided into 2 parts:
mechanical polishing rate and chemical reaction rate. The mechanism of mechanical polishing rate is controlled by abrasive the particle size and volume concentration of slurry. The mechanism of chemical reaction rate makes use of the hydrolysis layer, which is formed by the chemical action between the surface of oxide layer and water, to cut the bonding on wafer surface, weaken the network structure of sapphire wafer, reduce its hardness, and then remove the hydrolysis layer by abrasive particles. The chemical action in slurry can turn the wafer surface to be a passivation layer. Through mechanical action, material removal is performed at the upper part of the wafer surface, thus slowing down the
material removal at the lower part of the wafer surface. Chemical reaction rate can be affected by abrasive particles,
action of polishing pad, different down forces, different rota-tional velocities, as well as the chemical effect produced by slurry and wafer. Through effective removal of atoms on sap-phire surface, the material removal rate (MRR) in CMP proc-ess is higher than the material removal rate of pure mechanical polishing fabrication.
2.3 Experimental procedures
Before CMP polishing experiments are carried out, the sample of sapphire wafer has to be tested. The study mianly observes the material removal height after polishing sapphire wafer by CMP for 30 minutes with different down force, rotational velocity, abrasive particle SiO2 and volume concentration. 1t Measures the weight of the sample before polishing and the change of its weight after polishing, and then calculate the material removal rate (g/30 min) (MRR) of sapphire wafer. The study uses electronic balance to test the weight of the sapphire wafer. In order to acquire MRR, use an electronic balance available to weigh 1g to measure the weight of sapphire wafer. After that, based on the density and surface area of sapphire wafer, calculate the material removal height [MRRh (nm/30 min)] of sapphire wafer.
3. Experimental results and regression analysis
3.1 Planning experimental parameters of CMP experiments of sapphire wafer
The study mainly analyzes the effects of different down forces, rotational velocities, volume concentrations of slurry, particle sizes of abrasives in slurry, pattern-free polishing pad and hole-pattern polishing pad on the polishing of sapphire wa-fer. Focusing of the various parameters mentioned above, the experiments are performed in two parts, and is divided into the effects of different down forces and rotational velocities on the material removal height for the polishing of sapphire wafer, as well as the effects of volume concentration of slurry and abra-sive particle size on the material removal height for the polish-ing sapphire wafer. After that, pattern-free polishing pad and hole-pattern polishing pad are used to perform the above ex-periments in order to study the effects of the pattern of polishing pad on the material removal height of sapphire wafer.
The SiO2 abrasive particle sizes used in the experiments are 20 nm, 50 nm and 60 nm; the given down forces are 3 kg, 4 kg, 5 kg, 6 kg, 7 kg and 8 kg; and the rotational velocities of polishing pad and sapphire wafer are 20 rpm, 30 rpm, 40 rpm, 50 rpm and 60 rpm. Each down force is matched with differ-ent rotational velocities to carry out material removal experi-ments of sapphire wafer in CMP process. For the part of slurry, the volume concentration of slurry with SiO2 abrasive particle are 50%, 40%, 30%, 20% and 10%, and slurry is soaked in deionized water, are used to carry out polishing. The flow velocity of slurry is 10 ml/min. In order to obtain obvious
Fig. 1. Schematic diagram of the turning of polishing pad and sapphirewafer.
2356 Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364
material removal height, the polishing time is set to be 30 min. Table 1 shows the above experimental values of abrasive par-ticles size, down force, rotational velocity and volume concen-tration.
The experiments of the paper use an electronic balance to measure the weight change (g/30 min) before and after polish-ing of sapphire wafer, and acquires the material removal weight after polishing of sapphire wafer. In order to make regression analysis proceed more smoothly, the paper converts the measured removal weight per 30 minutes [MRRh (nm/30 min)] of sapphire wafer to be material removal height [MRRh (nm/30 min)]. The conversion relational equations between material removal weight per 30 minutes and material removal height per 30 minutes developed by the paper are shown be-low.
Material removal weight / density of sapphire = Removal volume of sapphire wafer (1) Removal volume of sapphire wafer / Volume of 2-inch sapphire wafer = Material removal height of sapphire wafer (2) Since the removal weight of sapphire wafer acquired in the
experiment within 30 minutes is smaller, the figure of weight has more digits after the decimal point. For the sake of con-venience in drawing charts, and to make readers see clearly the experimental results, the paper converts the unit of mate-rial removal height per 30 minutes obtained in experiment to be the material removal height per 30 minutes (MRR nm/30 min) for CMP polishing sapphire wafer. The material re-moved rate of the regression equation of the experiment below is expressed by the material removal height per 30 minutes, being MRRh (nm/30 min). According to the above Eq. (1) and Eq. (2), the MRRh (nm/30 min) acquired from regression equations can be converted to be material removal weight per 30 minutes, which can be further converted to be the numeri-cal weight value of material removal rate.
3.2 Experimental results analysis for the different polishing
pads, volume concentrations and abrasive particle SiO2
According to the planning experimental parameters of CMP
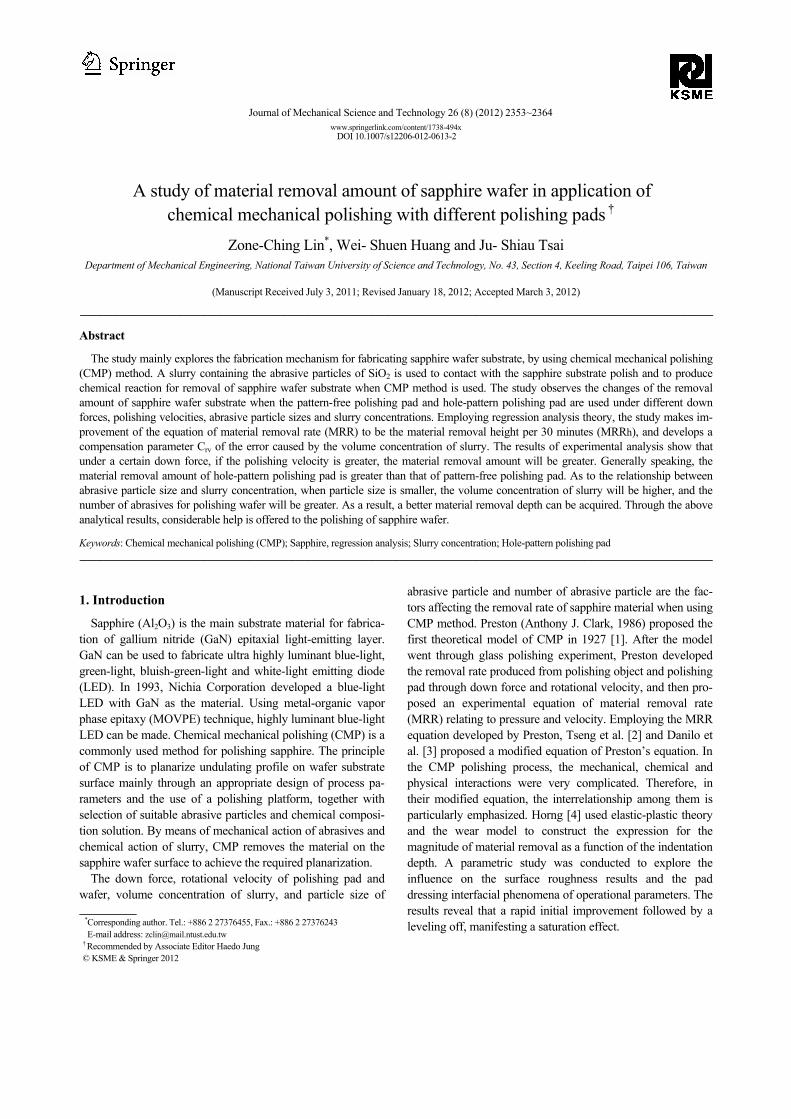
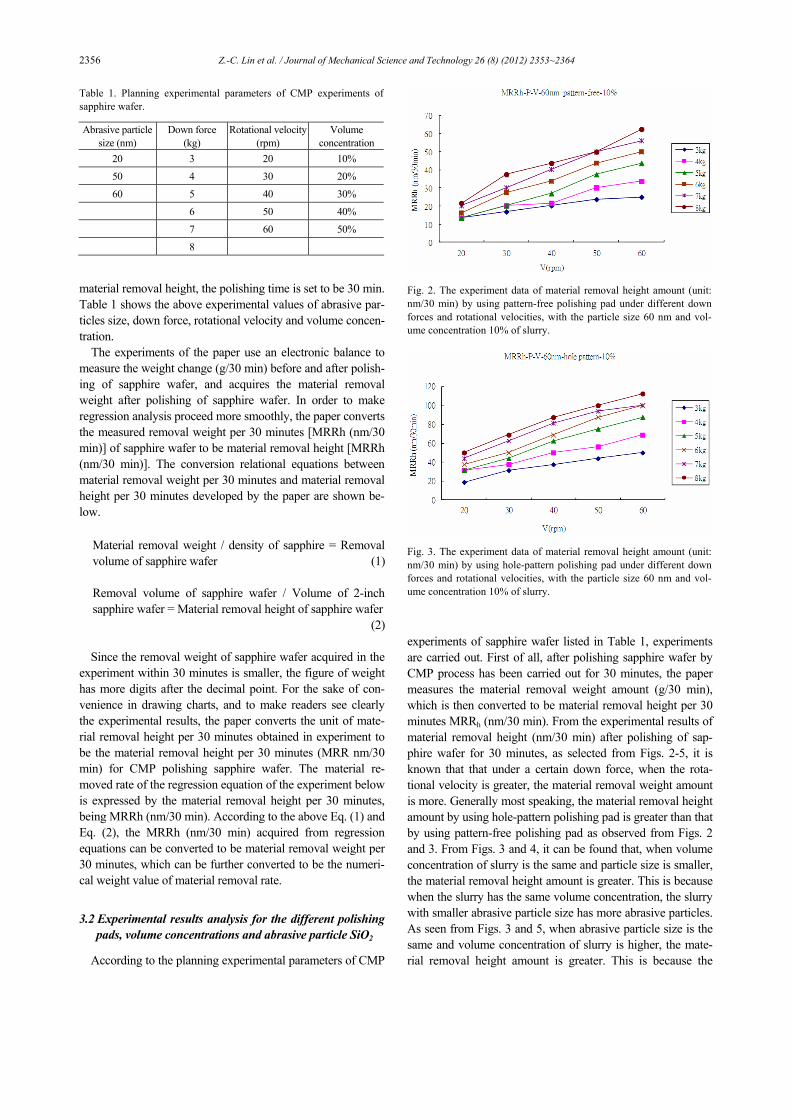
experiments of sapphire wafer listed in Table 1, experiments are carried out. First of all, after polishing sapphire wafer by CMP process has been carried out for 30 minutes, the paper measures the material removal weight amount (g/30 min), which is then converted to be material removal height per 30 minutes MRRh (nm/30 min). From the experimental results of material removal height (nm/30 min) after polishing of sap-phire wafer for 30 minutes, as selected from Figs. 2-5, it is known that that under a certain down force, when the rota-tional velocity is greater, the material removal weight amount is more. Generally most speaking, the material removal height amount by using hole-pattern polishing pad is greater than that by using pattern-free polishing pad as observed from Figs. 2 and 3. From Figs. 3 and 4, it can be found that, when volume concentration of slurry is the same and particle size is smaller, the material removal height amount is greater. This is because when the slurry has the same volume concentration, the slurry with smaller abrasive particle size has more abrasive particles. As seen from Figs. 3 and 5, when abrasive particle size is the same and volume concentration of slurry is higher, the mate-rial removal height amount is greater. This is because the
Fig. 2. The experiment data of material removal height amount (unit: nm/30 min) by using pattern-free polishing pad under different down forces and rotational velocities, with the particle size 60 nm and vol-ume concentration 10% of slurry.
Fig. 3. The experiment data of material removal height amount (unit: nm/30 min) by using hole-pattern polishing pad under different down forces and rotational velocities, with the particle size 60 nm and vol-ume concentration 10% of slurry.
Table 1. Planning experimental parameters of CMP experiments of sapphire wafer. Abrasive particle
size (nm) Down force
(kg) Rotational velocity
(rpm) Volume
concentration 20 3 20 10%
50 4 30 20%
60 5 40 30%
6 50 40%
7 60 50%
8

Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364 2357
slurry of higher volume concentration has more abrasive par-ticles.
3.3 Regression analysis and experimental results of material
removal height for CMP of sapphire wafer
The paper mainly studies and analyzes the CMP experimen-tal results of polishing of sapphire wafer by pattern-free pol-ishing pad and hole-pattern polishing pad. These experiments should consider the effects of different parameters, including different down forces, rotational velocities, abrasive particle sizes and volume concentration, on the material removal height per 30 minute of polishing sapphire wafer. Therefore, these analyses need to carry out regression analysis of the experimental results so as to deduce their regression equations. The following sections introduce the theoretical methods of least square matrix method and second-order linear regression method to be applied in this paper.
This paper adjusts Preston’s removal equation MRR = K× P×V to be MRRh = Kp×Pα×Vβ. In this study, the unit of P is Kg, the unit of V is rpm and the unit of MRRh is (nm/30 min), the unit of KP is [(nm/30 min)/Kg*rpm] and Kp is a constant. Besides, αand β are dimensionless value. And with the use of the experimental results, regression equations
can be obtained. The study is divided into two steps in the exploration of regression equations. Step 1 focuses on down forces and rotational velocities, together with different abra-sive particle sizes. Regression analysis and least square matrix method are employed to find the regression equation of mate-rial removal height per 30 minutes (MRRh = Kp×Pα×Vβ) under different particle sizes, down forces and rotational ve-locities. Step 2 uses the experimental results of abrasive parti-cle size and volume concentration of slurry, as well as the second-order regression model for one variable, to find the second-order linear regression equation of modification pa-rameter rvC . Finally, these two equations are combined to acquire the modified regression equation of material removal height per 30 minute which is MRRh = Kp×Pα×Vβ+Crv . Here, the unit of Crv is nm/30 min
3.3.1 Regression equation of least square matrix method for
MRRh = KpPαVβ The study proposes modification of Preston’s maternal re-
moval equation, intending to improve it to be a regression equa-tion of material removal a height per 30 minutes as MRRh = Kp
×Pα×Vβ for polishing the sapphire wafer. In general, the unit for material removal rate (MRR) of polishing a wafer is (vol-ume/min) or (weight/min). However, when regression is con-ducted, the wafer dimensions used are fixed, with diameter 2 inches and thickness 0.43 mm in this study. Since the numerical value of the material removal weight per 30 min of polished the sapphire wafer is smaller, the paper, just following the same practice as the previous section, converts the material removal weight per 30 minutes acquired from the CMP experiment of sapphire wafer to be the material removal height per 30 minutes after polishing sapphire wafer so as to make regression analysis proceed smoothly. Here, the material removal height per 30 minutes is supposed to be MRRh. After modifying Preston’s MRR equation, the paper supposes it to be
MRRh=Kp×Pα×Vβ . (3) In Eq. (3), MRRh = Material removal weight per 30 minute
÷ (density of wafer material×Area of wafer), which can be expressed as MRRh(nm/30 min) = MRR(g/30 min) / A,ρ × where MRR(g/30 min). denotes the sapphire wafer removal weight per 30 minutes, ρ denotes the density of sapphire wafer, and A denotes the area of sapphire wafer.
Eq. (3) is similar to the multiplication model y = αX1β1 X2
β2 in non-linear regression model. As to non-linear regression model, natural logarithm ln(= loge ) has to be taken from its left and right sides, making it become a linear regression model equation thus, it can conduct lnMRRh = lnkp + αlnp + βlnV from regression Eq. (3). This equation is similar to a multinomial equation,
Y = β0 + β1X1 + β2X2 (4)
where MRRh = y, β0 = lnkp, X1 = P, X2 = V, β1 = α, β2 = β.
Therefore, it can be expressed as Y = β̂ X. Before calcu-
Fig. 4. The experiment data of material removal height amount (unit:nm/30 min) by using hole-pattern polishing pad under different downforces and rotational velocities, with the particle size 20 nm and vol-ume concentration 10% of slurry.
Fig. 5. The experiment data of material removal height amount (unit:nm/30 min) by using hole-pattern polishing pad under different downforces and rotational velocities, with the particle size 60 nm and vol-ume concentration 20% of slurry.

2358 Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364
lation of β , we have to use a least square matrix to express the vector constituted by the least square estimate. Suppose that there is existence of an inverse matrix of matrix 'X X , where 'X is the transposed matrix. Therefore, the paper ex-presses it as the standard least squares equation matrix of mul-tiple linear regression model, as shown in Eqs. (5) and (6) below. Furthermore, the values of 0β , 1β and 2β can be obtained.
ˆ( )X' X X' Yβ = (5)
1ˆ ( ) ,X' X X'Yβ −= and 0
1
2
ˆβ
β ββ
⎡ ⎤⎢ ⎥= ⎢ ⎥⎢ ⎥⎣ ⎦
(6)
Using the above matrix method, the values of Kp = e 0β ,α
= 1β and β = 2β can be solved. Furthermore, the regression equation of MRRh = Kp×Pα×Vβ can be achieved.
3.3.2 Regression analysis of MRRh = Kppαvβ and experimen-
tal results of down force and rotational velocity by sing pattern-free polishing pad
The paper conducts CMP experiments of sapphire wafer by using different down forces and rotational velocities, and then carries out regression analysis of MRRh values of Eqs. (4), (5) and (6) as obtained from the experiments.
According to the experimental parameters of CMP experi-ments of sapphire wafer in Table 1, the paper carries out ex-periment, and obtains the CMP experimental numerical results of material removal height of sapphire wafer for every 30 minutes’ under different down forces and different rotational velocities when a pattern-free polishing pad is used, with vol-ume concentration of slurry being 50% and abrasive particle size being 50 nm. After regression calculation of the acquired experimental results within the set convergence value of 50/30 min, it obtains Kp = 2.718, α = 1.125, and β = 0.75. Therefore, the MRRh equation obtained by regression analysis is
1.125 0.75h pMRR k P V= . Using the same regression analysis
method again, and based on particle sizes 20 nm and 60 nm, as well as different down forces and rotational velocities, the regression equations for abrasive particle sizes 20 nm and 60 nm can be acquired. Table 2 shows the material removal depth regression equations of MRRh = KpPαVβ of sapphire wafer after regressing from the CMP experimental results with 50%
the volume concentration of slurry by using the pattern-free polishing pads, with different abrasive particle sizes under different down forces and rotational velocities. In Table 2, according to the results by using pattern-free polishing pad with different particle sizes acquired by regression simulation and calculation, certain calculated numerical results are within the set convergence value (50 nm/30 min) between simulation results and experimental results.
Figs. 6-8 show the results of material removal height (MRRh) simulated from the regression equations of MRRh = KpPαVβ in Table 2, and the results of material removal height acquired from CMP experiments. As seen from these results, when down force and rotational velocity are greater, the mate-rial removal height will be greater; and when particle size is smaller, the material removal height will be greater. However, comparing the curve-simulated numerical values with the dot-indicated experimental numerical results in these figures, it can be seen that the errors in between are still quite great. Hence, the paper proposes using second-order regression model for one variable again, and suggests a compensation parameter Crv which considers the effects of volume concen-
Fig. 6. Comparison between simulation values of MRRh = KpPαVβ and experimental values of material removal height (nm/30 min) by usingpattern-free polishing pad when down forces and rotational velocities are different, the abrasive particle size is 20 nm, and the volume con-centration of slurry is 50%.
Fig. 7. Comparison between simulation values of MRRh = KpPαVβand experimental values of material removal height (nm/30 min) by usingpattern-free polishing pad when down forces and rotational velocities are different, the abrasive particle size is 50 nm, and the volume con-centration of slurry is 50%.
Table 2. Regression equations of material removal height MRRh = KpPαVβ (nm/30 min) by using pattern-free polishing pad when down forces, rotational velocities and abrasive particle sizes are different, and the volume concentration of slurry is 50%.
Abrasive particle size Regression equation
20 nm 1.044 0.875h pMRR k P V=
50 nm 1.125 0.75h pMRR k P V=
60 nm 1.05 0.784h pMRR k P V=

Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364 2359
tration of slurry .
3.3.3 Regression analysis of MRRh = KpPαVβ and experi-
mental results of down force and rotational velocity by using hole-pattern polishing pad
The paper obtains the CMP experimental numerical results of material removal depth of sapphire wafer for every 30 min-utes’ under different down forces and different rotational ve-locities when a hole-pattern polishing pad is used, with vol-ume concentration of slurry being 50% and abrasive particle size being 50 nm. After regression calculation of the acquired experimental results, it obtains Kp = 2.718, α = 1.03, and β = 0.83. Therefore, the MRRh equation obtained by regression analysis is 1.03 0.83
h pMRR k P V= . Using the same regression analysis method again, and based on particle sizes 20nm and 60nm, as well as different down forces and rotational veloci-ties, the regression equations for abrasive particle sizes 20nm and 60nm can be acquired. Table 3 shows the material re-moval height regression equation of MRRh = KPPαVβ of sap-phire wafer after regressing from the CMP experimental re-sults with 50% volume concentration of slurry by using the hole-pattern polishing pads, with different abrasive particle sizes under different down forces and rotational velocities. In Table 3, the convergence value between simulation results and experimental results is set 50 nm/30 min.
Figs. 9-11 show the results simulated from the regression equations of material removal height, MRRh = KPPαVβ (nm/30 min) in Table 7, and the results of material removal height (nm/30 min) acquired from CMP experiments. As seen from
these results, when down force and rotational velocity are greater, the material removal height will be greater; and when particle size is smaller, the material removal height will
Fig. 9. Comparison between simulation values of MRRh = KPPαVβ and experimental values of material removal height (nm/30 min) by usinghole-pattern polishing pad when down forces and rotational velocities are different, the abrasive particle size is 20 nm, and the volume con-centration of slurry is 50%.
Fig. 10. Comparison between simulation values of MRRh = KPPαVβand experimental values of material removal height (nm/30min) by usingpattern-free polishing pad when down forces and rotational velocities are different, the abrasive particle size is 50nm, and the volume con-centration of slurry is 50%.
Fig. 11. Comparison between simulation values of MRRh = KPPαVβand experimental values of material removal height (nm/30min) by usingpattern-free polishing pad when down forces and rotational velocities are different, the abrasive particle size is 60nm, and the volume con-centration of slurry is 50%.
Table 3. Regression equations of material removal height, MRRh = KPPαVβ (nm/30 min) by using hole-pattern polishing pad when down forces, rotational velocities and abrasive particle sizes are different, and the volume concentration of slurry is 50%.
Abrasive particle size Regression equation
20 nm 1.17 0.8h pMRR k P V=
50 nm 1.03 0.83h pMRR k P V=
60 nm 1.145 0.75h pMRR k P V=
Fig. 8. Comparison between simulation values of MRRh = KpPαVβ and experimental values of material removal height (nm/30 min) by using pattern-free polishing pad when down forces and rotational velocities are different, the abrasive particle size is 60 nm, and the volume con-centration of slurry is 50%.

2360 Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364
be greater. However, comparing the curve-simulated numeri-cal values with the dot-indicated experimental numerical re-sults in these figures, it can be seen that the errors in between are still quite great. Hence, the paper proposes using second-order regression model for one variable again, and suggests a compensation parameter Crv which considers the effects of volume concentration of slurry.
3.3.4 Regression analysis of compensation parameter Crv of
volume concentration and regression equation of MRRh = KPPαVβ + Crv
With different volume concentrations of slurry in CMP process, there are different material removal height, MRRh. Using second-order regression equation for one variable, and focusing on the effects caused by the volume concentration of slurry, the paper proposes a compensation parameter Crv to decrease the errors between experimental and simulation re-sults of regression equation, MRRh = KPPαVβ + Crv considering different volume concentration of slurry, the paper supposes that Crv = (Material removal height result acquired from CMP experiment) - (Material removal height result acquired from the simulation of regression equation MRRh = KpPαVβ), thus acquiring the error in between. The paper supposes that Crv value is mainly a value affected by volume concentration of slurry. Thus, the paper uses second-order regression model for one variable to find the regression equation of Crv.
The changed parameters in the experiments of the paper in-clude the abrasive particle size and volume concentration of slurry. Suppose that with the same abrasive particle size value, the volume concentration of slurry is x, and Crv = y. The paper uses second-order regression model for one variable to obtain an regression equation as follows:
2
0 1 2 .y x xβ β β= + + (7)
The paper applies the expression way by the least square standard equation matrix of second-order regression model for one variable to acquire β̂ , and its equation is shown as fol-lows:
ˆ( )X' X X' Yβ = (8)
1ˆ ( )X' X X' Yβ −= (9)
where X' is the transformation matrix, 0
1
2
ˆ .β
β ββ
⎡ ⎤⎢ ⎥= ⎢ ⎥⎢ ⎥⎣ ⎦
The paper uses the above regression way to obtain the re-gression equation of Crv for each particle size when the vol-ume concentrations of slurry are different. The paper adds the Crv and KpP
αVβ of above section to obtain a modified mate-
rial removal height equation of MRRh = KpPαVβ
+ Crv. The convergence value is set 10 nm/min between the simulation results of MRRh = KpP
αVβ+ Crv and experimental results.
For example, from the Eq. (7), (8) and (9), it can obtain the
second-order regression equation for one variable with the use of pattern-free polishing pad when the abrasive particle size is 20 nm and the slurry concentrations are different, as shown in Table 4. Similarly, applying the above second-order regres-sion model for one variable of Crv and using the same method mentioned above, it can obtain the Crv regression equation with the use of hole-pattern polishing pad when the particle size is 20 nm and the different volume concentrations, as shown in Table 5.
Having added the result rvC calculated from the equation of compensation parameter Crv, the paper’s (MRRh = KPPαVβ + Crv) integrated simulated calculation of error has been nar-rowed down tremendously. Figs. 12 and 13 show the simula-tion results of MRRh = KPPαVβ + Crv and experimental results by using pattern-free polishing pad and hole-pattern polishing pad with abrasive particle size 20 nm and volume concentra-tion 50%. As observed from the comparison between Figs. 12 and 13, and between Figs. 6 and 9, when using pattern-free polishing pad or hole-pattern polishing pad, with abrasive particle size being 20 nm and volume concentration of slurry being 50%, and after the original KpPαVβ equation is added with the compensation parameter Crv the modified material removal height MRRh becomes, MRRh = KPPαVβ + Crv, it can be found that the comparison with the simulation results of MRRh = KPPαVβ simulation results of MRRh = KPPαVβ + Crv are more close to the experimental results.
In order to verify the variability of the regression equations of MRRh = KPPαVβ and MRRh = KPPαVβ + Crv of the statisti-cal models, this paper shows the example which has the fol-low R-square value, residuals and P-values for using pattern-free polishing pad and hole-pattern polishing pad, and with particle size 20 nm, volume concentration 50% and down force 3 kg with different rotational velocities 20, 30, 40, 50
Table 4. Regression equations of Crv for different volume concentra-tion by using pattern-free polishing pad when particle size is 20 nm.
Volume concentration Particle size 20 nm
50% 20.00969 0.86233 12.8275Crv x x= − + −
40% 20.00665 1.1949 27.495Crv x x= − + −
30% 20.00695 0.946167 18.9183Crv x x= − + −
20% 20.00389 0.397 9.7922Crv x x= − + −
10% 20.00234 0.1204 9.38Crv x x= − + −
Table 5. Regression equations of Crv for different volume concentra-tion by using hole-pattern polishing pad when particle size is 20 nm.
Volume concentration Particle size 20 nm
50% 20.0187 1.872 21.932Crv x x= − + −
40% 20.0159 1.268 21.228Crv x x= − + −
30% 20.017 1.52 27.443Crv x x= − + −
20% 20.0132 1.32 17.7Crv x x= − + −
10% 20.0108 0.974 12.39Crv x x= − + −

Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364 2361
and 60 rpm, In Table 6, it obtains R-square between simulated results and experimental results for regression equations of MRRh = KPPαVβ and MRRh = KPPαVβ + Crv, and makes aver-age residual analysis.
As seen from R-square values of regression analysis in Ta-ble 6, after adding compensation parameter Crv to KPPαVβ to obtain MRRh = KPPαVβ + Crv, the tendency of results of re-
gression equation of MRRh = KPPαVβ + Crv is more close to the actual experimental results, it shows that the regression equation of MRRh = KPPαVβ + Crv proposed by the paper is reasonable and acceptable.
In Tables 7 and 8, these two Tables show the residual (er-ror) between experimental and simulated material removal height by using pattern-free polishing pad and hole-pattern
Table 6. The calculation results of R-square and average residual by using pattern-free polishing pad and hole-pattern polishing pad, and with parti-cle size 20 nm, volume concentration 50% and down force 3 kg with different rotational velocities 20, 30, 40, 50 and 60 rpm.
Pattern-free polishing pad Pattern-free polishing pad Hole-pattern polishing pad Hole-pattern polishing pad
Regression equation MRRh = KPPαVβ MRRh = KPPαVβ + Crv MRRh = KPPαVβ MRRh = KPPαVβ + Crv
R-square 0.714 0.998 0.703 0.996
Average residual 22.11 0.043 22.45 1.085
Table 7. The residual analysis by using pattern-free polishing pad, and with particle size 20 nm, volume concentration 50% and down force 3 kg with different rotational velocities 20, 30, 40, 50 and 60 rpm.
Model of regression MRRh = KPPαVβ MRRh = KPPαVβ + Crv
Material removal height of estimate Residual Material removal height of estimate Residual
20 rpm 43.2846 22.666 65.911 0.0392
30 rpm 61.7182 20.72 82.508 -0.0698
40 rpm 79.3842 19.5416 98.913 0.0124
50 rpm 96.5007 18.9128 115.35 0.0678
60 rpm 113.192 18.7095 131.93 -0.0277
Table 8. The residual analysis by using hole-pattern polishing pad, and with particle size 20 nm, volume concentration 50% and down force 3 kg with different rotational velocities 20, 30, 40, 50 and 60 rpm.
Model of regression MRRh = KPPαVβ MRRh = KPPαVβ + Crv
Material removal depth of
estimate Residual Material removal depth of estimate Residual
20 rpm 39.7243 8.2398 48.9443 -0.9802 30 rpm 54.9451 24.995 77.2401 2.7 40 rpm 69.164 26.7641 98.064 -2.1359 50 rpm 82.6814 29.2347 111.716 0.1997 60 rpm 95.665 22.9961 118.365 0.2961
Fig. 13. Comparison between simulation values of MRRh = KPPαVβ +Crv and experimental value (unit: nm/30 min) when using hole-pattern polishing pad with abrasive particle size 20 nm and volume concentra-tion 50%.
Fig. 12. Comparison between simulation values of MRRh = KPPαVβ +Crv and experimental values (unit: nm/30 min) when using pattern-free polishing pad with abrasive particle size 20 nm and volume concentra-tion 50%.

2362 Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364
polishing pad, and with particle size 20 nm, volume concen-tration 50% and down force 3 kg with different rotational velocities 20, 30, 40, 50 and 60 rpm.
As seen from Table 7 and Table 8, it also can find that the simulation results acquired from the regression equation of MRRh = KPPαVβ + Crv are more close to the experimental data, and the error of material removal height between experimental results, and simulated results of MRRh = KPPαVβ + Crv is smaller than the convergence value of 10 nm/30 min which is set in this paper.
As seen from Table 9, the corresponding P-values of differ-ent parameters affecting material removal height (nm/30 min), as discussed in experiments and regression equations of MRRh
= KPPαVβ and MRRh = KPPαVβ + Crv of this paper, are all smaller than the significant level (0.05). Therefore, it also reveals that the parameters of down force, rotational velocity, abrasive particle size and volume concentration of slurry dis-cussed in the paper’s regression equations also have signifi-cant effects on material removal height.
According to the paper’s deduction method of solving the equation MRRh = KpPαVβ + Crv, and the planned contents of experiments in Table 1, the paper obtains the modified inte-grated regression equations of material removal depth MRRh
= KpPαVβ + Crv by using pattern-free polishing pad and hole-pattern polishing pads under different volume concentrations of slurry and different abrasive particle sizes, as shown in Tables 10-15. Using the equations in a different tables, it can simulate the material removal height MRRh by using pattern-free polishing pad and hole-pattern polishing pads under dif-ferent volume concentrations of slurry and different abrasive particle sizes.
4. Conclusion
The paper is different from the past literature in the way that the study uses CMP to consider different down forces, rota-tional velocities, abrasive particle sizes, volume concentra-tions and polishing pads in the CMP polishing experiments of sapphire wafer, and then uses the experimental results to carry out regression analysis. Since the CMP of sapphire wafer has many consideration parameters, the study selects the impor-tant parameters to conduct experiments and make analysis in order to give useful reference and suggestions to the research-ers in the later days.
Using the results obtained from the experiments and em-ploying regression analysis theory, the paper acquires the
Table 9. The P-value of different regression equations of MRRh and experimental parameters of CMP experiments of sapphire wafer.
P-value Parameter Significant level
MRRh = KPPαVβ MRRh = KPPαVβ + Crv
Down force 0.05 0.0043 0.0027
Rotational velocity 0.05 0.0038 0.0012
Particle size 0.05 0.0023 0.0002
Volume concentration 0.05 0.0013 0.00014
Table 10. Regression equation of MRRh = KpPαVβ + Crv by using pattern-free polishing pad with particle size 20 nm.
Volume concentration of slurry Particle size 20 nm
50% 1.044 0.875 2( 0.00969 0.86233 12.8275)h pMRR k P V x x= + − + −
40% 1.3 0.71 2( 0.00665 1.1949 27.495)h pMRR k P V x x= + − + −
30% 1.07 0.76 2( 0.00695 0.946167 18.9183)h pMRR k P V x x= + − + −
20% 0.85 0.82 2( 0.00389 0.397 9.7922)h pMRR k P V x x= + − + −
10% 0.8 0.8 2( 0.00234 0.1204 9.38)h pMRR k P V x x= + − + −
Table 11. Regression equation of MRRh = KpPαVβ + Crv y using pattern-free polishing pad with particle size 50 nm.
Volume concentration of slurry Particle size 50 nm
50% 1.125 0.75 2( 0.00344 0.294 7.309)h pMRR k P V x x= + − + −
40% 0.905 0.832 2( 0.00347 0.47 10.67)h pMRR k P V x x= + − + −
30% 0.93 0.81 2( 0.00383 0.2 16.2586)h pMRR k P V x x= + − + −
20% 0.55 0.847 2( 0.00324 0.271 7.282)h pMRR k P V x x= + − + −
10% 0.355 0.82 2( 0.001 0.01937 4.0525)h pMRR k P V x x= + − + −

Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364 2363
KPPαVβ regression equations of material removal height under the parameters of different down forces, rotational velocities and abrasive particle sizes. Through second-order regression analysis for one variable, the paper explores the error caused by the change of volume concentration of slurry, and carries out regression compensation, thus acquiring the compensation parameter Crv and modified integrated regression equation of MRRh = KPPαVβ + Crv. From the analytical results, it can be seen that the error between experimental result and simulation result of material removal height by using modified integrated
regression equation of MRRh = KPPαVβ + Crv is smaller than that obtained by MRRh = KPPαVβ which is not considered the effect of volume concentration of slurry. As shown in the results of experimental analysis, under a certain down force, if the rotational velocity is greater, the material removal height will be greater. Generally speaking, the material removal height by using of hole-pattern polishing pad is greater than that by using pattern-free polishing pad. As to the relationship between abrasive particle size and volume concentration of slurry, when particle size is smaller, the volume concentration
Table 12. Regression equation of MRRh = KpPαVβ + Crv by using pattern-free polishing pad with particle size 60 nm.
Volume concentration of slurry Particle size 60 nm
50% 1.05 0.784 2( 0.00213 0.5 13.3604)h pMRR k P V x x= + − + −
40% 0.875 0.842 2( 0.00215 0.2316 9.3385)h pMRR k P V x x= + − + −
30% 0.912 0.77 2( 0.00269 0.4017 12.8835)h pMRR k P V x x= + − + −
20% 0.3 0.95 2( 0.00297 0.0516 3.618)h pMRR k P V x x= + − + −
10% 0.33 0.834 2( 0.00085 0.00677 3.87)h pMRR k P V x x= + − + −
Table 13. Regression equation of MRRh = KpPαVβ + Crv by using hole-pattern polishing pad with particle size 20 nm.
Volume concentration of slurry Particle size 20 nm
50% 1.17 0.8 2( 0.0187 1.872 21.932)h pMRR k P V x x= + − + −
40% 1.172 0.8 2( 0.0159 1.268 21.228)h pMRR k P V x x= + − + −
30% 1.18 0.76 2( 0.017 1.52 27.443)h pMRR k P V x x= + − + −
20% 1.05 0.78 2( 0.0132 1.32 17.7)h pMRR k P V x x= + − + −
10% 0.86 0.81 2( 0.0108 0.974 12.39)h pMRR k P V x x= + − + −
Table 14. Regression equation of MRRh = KpPαVβ + Crv by using hole-pattern polishing pad with particle size 50 nm.
Volume concentration of slurry Particle size 50 nm
50% 1.03 0.83 2( 0.018 1.464 20.457)h pMRR k P V x x= + − + −
40% 1.1 0.75 2( 0.01 1.066 15.853)h pMRR k P V x x= + − + −
30% 1.1 0.7 2( 0.008 1.078 15.04)h pMRR k P V x x= + − + −
20% 0.862 0.812 2( 0.012 0.924 14.266)h pMRR k P V x x= + − + −
10% 0.756 0.821 2( 0.0083 0.678 10.237)h pMRR k P V x x= + − + −
Table 15. Regression equation of MRRh = KpPαVβ + Crv by using hole-pattern polishing pad with particle size 60 nm.
Volume concentration of slurry Particle size 60 nm
50% 1.145 0.75 2( 0.00467 0.638 11.5153)h pMRR k P V x x= + − + −
40% 0.912 0.805 2( 0.0075 0.681 10.795)h pMRR k P V x x= + − + −
30% 0.8 0.82 2( 0.0095 0.853 10.55)h pMRR k P V x x= + − + −
20% 0.8 0.82 2( 0.0083 0.644 10.25)h pMRR k P V x x= + − + −
10% 0.6 0.83 2( 0.0048 0.44 5)h pMRR k P V x x= + − + −

2364 Z.-C. Lin et al. / Journal of Mechanical Science and Technology 26 (8) (2012) 2353~2364
of slurry is higher, and the number of abrasives for polishing wafer will be greater. As a result, a better material removal height can be acquired. Through the above analytical results, considerable help is offered to polishing sapphire wafer when the CMP polishing process is used.
References
[1] A. J. Clark, K. B. Witt and R. L. Rhoades, Oxide removal rate interactions between slurry, Pad, Downforce, and Con-ditioning, Rodel Inc., USA (1986).
[2] W. T. Tseng, J. H. Chin and L. C. Kang, Comparative study on the roles of velocity in the material removal rate during chemical mechanical polishing, Journal of the Electro-chemical Society, 146 (5) (1999) 1952-1959.
[3] C. M. Danilo and B. Stephen, A locally relevant prestonian model for wafer polishing, Journal of the Electrochemical Society, 150 (2) (2003) G96-G102.
[4] T. Horng, A model to simulate surface roughness in the pad dressing process, Journal of Mechanical Science and Technology, 21 (10) (2007) 1599-1604.
[5] Y. Namba and H. Tsuwa, Ultra fine finishing of sapphire single crystal, Gen Assem of CIRP, 27th, ManufTechnol., 26 (1- 2) (1977) 325-329.
[6] Y. Namba and H. Tsuwa, Mechanism and some applications of ultra-fine finishing, Gen Assem of CIRP, 28th, Manuf Technol., 27 (1) (1978) 511-516.
[7] H. W. Gutsche and W. M. Jerry, Polishing of sapphire with colloidal silica, Journal of the Electrochemical Society, 125 (1) (1978) 136-138.
[8] D. F. Edwards, R. P. Shukla, J. Choi and M. D. Aggarwal, Precision polishing of bismuth silicate and bismuth germi-nate, Applied Optics, 33 (34) (1994) 8101-8102.
[9] H. Lee, B. Park and H. Jeong, Mechanical effect of process condition and abrasive concentration on material removal rate profile in copper chemical mechanical planarization, Journal of Materials Processing Technology (2009) 1729-1735.
Zone-Ching Lin was born in Taiwan, R.O.C. He received his BS degree in mechanical engineering from National Cheng Kung University, Taiwan, in 1973 and his MS in mechanical engi-neering from the National Taiwan Uni-versity, Taipei, in 1975. He later re-ceived his PhD in manufacturing group
from the school of Industrial Engineering, Purdue University, West Lafayette in 1984. Now, he is a chair professor in the Department of Mechanical Engineering of National Taiwan University of Science and Technology, Taipei. He is presently involved in research for innovative research method of ma-chinery products, advanced micro/nano-mechanical technol-ogy and metal cutting.


















