
A SELECTIVE COLLECTOR FOR PHOSPHATE...
77
Transcript of A SELECTIVE COLLECTOR FOR PHOSPHATE...



A SELECTIVE COLLECTOR FOR PHOSPHATE FLOTATION
FINAL REPORT
Jan D. Miller Principal Investigator
with
Xuming Wang and Minhua Li
THE UNIVERSITY OF UTAH Salt Lake City, Utah 84112
Prepared for
FLORIDA INSTITUTE OF PHOSPHATE RESEARCH 1855 West Main Street
Bartow, Florida 33830 USA
Contract Manager: Patrick Zhang FIPR Project Number: 00-02-142R
August 2002

DISCLAIMER
The contents of this report are reproduced herein as received from the contractor. The report may have been edited as to format in conformance with the FIPR Style Manual. The opinions, findings and conclusions expressed herein are not necessarily those of the Florida Institute of Phosphate Research, nor does mention of company names or products constitute endorsement by the Florida Institute of Phosphate Research.

iii
PERSPECTIVE
Patrick Zhang, Research Director - Beneficiation & Mining Phosphate companies in Florida as well as in many parts of the world all use the Crago “Double Float” process to upgrade phosphate. In the conventional "Double Float" (Crago) process, about 30-40% by weight of the sands in the feeds are floated twice, first by fatty acid, and then by amine. This Crago process is therefore inefficient in terms of collector utilization. The theoretical fatty acid collector efficiency in phosphate flotation was estimated to be only about 5%. The rest of the fatty acid is wasted primarily due to silica or clay. One of the major drawbacks of this process is the deoiling process. Deoiling consumes a significant amount of sulfuric acid, which calls for special safety precautions and equipment maintenance. Insufficient deoiling, which is not an infrequent phenomenon, often causes loss of phosphate and poor concentrate grade. Deoiling also causes loss of fine phosphate particles, amounting to more than 1% of the phosphate in the original feed in most operations. Another problem with the Crago process is with the amine flotation step. Not only are amines more expensive than fatty acids, but also very sensitive to water quality, particularly to the slime content in water. University of Utah has recently developed a suite of flotation collectors based on alkyl hydroxamic acids, some of which showed exceptional performance in flotation of phosphate from sands. At their April 2000 meeting, the FIPR Board of Directors approved funding in the amount of $10,000 for a preliminary lab-testing program for developing a one-step flotation process using the Utah reagent. As is shown in the table below, the new collector could achieve single-stage flotation with both coarse and fine flotation feeds.
Lab Testing Results Using the New Collector
Conc. % P2O5 P2O5 % Recovery Water Type Feed 31.12 95.18 Tap Deslimed coarse feed 31.02 94.36 Plant Deslimed coarse feed 31.42 93.88 Plant As-received coarse feed 29.01 85.42 Tap Fine feed 30.14 85.11 Plant Fine feed
The above results were considered very encouraging technically. However, the
economic feasibility and the environmental impact of the reagent system remained unclear, which prompted funding for in-plant evaluation of this reagent. Due to some logistic problems, the testing was eventually conducted in a pilot plant. Pilot testing showed similar results as lab testing, achieving about 95% and 85% recoveries in one step flotation, at concentrate grades of 31.5% and 29.6% P2O5 for coarse and fine feeds, respectively. As expected, economic analysis of the new flotation chemistry with the new collector shows a strong dependence on the reagent price. If the cost of reagent could be reduced to $1.80/lb the single-stage flotation of coarse phosphate with the alkyl hydroxamic acid/alcohol collector would be very competitive with the traditional double float process using fatty acid, fuel oil and amine.

v
ABSTRACT
It has been discovered that water insoluble alcoholic solutions of alkyl hydroxamic acids serve as selective collectors for the flotation of phosphate mineral resources (Miller and others 2000). Critical aspects of the composition and structure of these new collectors have been considered with respect to their effectiveness in phosphate flotation using microflotation techniques. The wetting characteristics of the new collector at fluorapatite, francolite, dolomite and quartz surfaces have been examined by contact angle measurements and high speed video experiments. The new collector is commercially available from Cytec as AERO 6493.
The effectiveness of the new collector chemistry is demonstrated by the results
from single-stage bench-scale flotation experiments with AERO 6493 for feed material from plants in Florida, North Carolina, and Utah. In the best case, from experiments with low grade (5% P2O5) coarse feed (16x35 mesh) from central Florida, a single-stage phosphate recovery of 95% was achieved with a concentrate grade of 31% P2O5. Such a separation efficiency could not be achieved using the traditional fatty acid/fuel oil collectors as is evident from comparison of the respective grade/recovery curves. AERO 6493 has been evaluated for use by the Florida phosphate industry in pilot-plant studies at Jacobs Engineering and the experimental results, which confirm results from laboratory experiments, show improved separation efficiency especially for coarse phosphate flotation feed from the Cargill SFM plant. As expected, economic analysis of the new flotation chemistry with AERO 6493 shows a strong dependence on the reagent price. If the cost of AERO 6493 could be reduced to $1.80/lb, the single-stage flotation of coarse phosphate with the alkyl hydroxamic acid/alcohol collector would be competitive with the traditional double float process using fatty acid and fuel oil.
The environmental impact regarding use of the hydroxamic acid collector in phosphate flotation was considered with respect to water quality. Literature review and experimental results indicate that there is no significant environmental impact from the utilization of the new collector.

vi
ACKNOWLEDGMENTS
The Principal Investigator and all researchers involved in this project want to express their thanks for the financial and technical support from FIPR and also would like to recognize
Arr-Maz Products, LP Cargill Fertilizer, Inc. CF Industries, Inc. Cytec Industries, Inc. Eriez Inc. IMC-Agrico Jacobs Engineering PCS Phosphate SF Phosphates
for their participation, support, and contribution to the completion of this project.

vii
TABLE OF CONTENTS PERSPECTIVE.................................................................................................................. iii ABSTRACT.........................................................................................................................v ACKNOWLEDGMENTS ................................................................................................. vi EXECUTIVE SUMMARY .................................................................................................1 INTRODUCTION ...............................................................................................................3 COLLECTOR CHEMISTRY..............................................................................................5 Materials and Methods.............................................................................................5 Mineral Samples ..........................................................................................5 Reagents.......................................................................................................5 Microflotation ..............................................................................................6 Contact Angle and Collector Attachment ....................................................6 Results and Discussion ............................................................................................6 Collector Dosage and Flotation pH..............................................................6 Collector Composition...............................................................................10 Wetting Characteristics..............................................................................14 Analysis of High Solids Conditioning .......................................................18 Summary ................................................................................................................18 BENCH-SCALE FLOTATION.........................................................................................21 Materials and Methods...........................................................................................21 Flotation Samples.......................................................................................21 Reagents.....................................................................................................21 Bench-Scale Flotation................................................................................22 Results and Discussion .........................................................................................22 Efficiency of Separation ............................................................................22 Collector Addition .....................................................................................22 High Solids Conditioning ..........................................................................23

viii
TABLE OF CONTENTS (CONT.)
Particle Size ...............................................................................................29 Effect of Plant Water .................................................................................30 North Carolina Phosphate ..........................................................................31 Utah Phosphate ..........................................................................................31 Summary ................................................................................................................32 PILOT PLANT TESTING.................................................................................................33 Preparation for Pilot Plant Testing.........................................................................33 Supplemental Bench-Scale Experiments ...............................................................33 In-Plant Trial at PCS Plant with Column Flotation ...............................................34 Pilot Plant Testing at Jacobs Engineering..............................................................37 Flotation with Cargill SFM Fine Feed .......................................................42 Flotation with Cargill SFM Coarse Feed ...................................................42 Summary ................................................................................................................42 ECONOMIC CONSIDERATIONS..................................................................................45 Sources of Data ......................................................................................................45 Economic Analysis ................................................................................................45 ENVIRONMENTAL IMPACT.........................................................................................49 Literature Review...................................................................................................49 Experiments on Water Quality...............................................................................50 Water Quality in Open-Cycle Testing .......................................................50 Water Quality in Locked-Cycle Testing ....................................................52 Summary ................................................................................................................55 CONCLUSIONS................................................................................................................57 REFERENCES ..................................................................................................................59 APPENDIX A Data from Pilot-Plant Flotation Tests ......................................... A-1

ix
LIST OF FIGURES Figure Page 1. Microflotation Recovery of Fluorapatite, Francolite, Dolomite and
Quartz as a Function of AERO 6493 Addition at Natural pH 6.5, with DI Water ..............................................................................................7
2. Microflotation Recovery of Francolite and Dolomite (35x100 Mesh) as a Function of FA/FO (7:3 Ratio by Volume) Addition at Natural pH 6.5, with DI Water .......................................................................................8 3. Microflotation Recovery of Fluorapatite, Francolite, Dolomite and Quartz as a Function of pH at an AERO 6493 Addition of 1200 g/t with DI Water ...............................................................................................9 4. Microflotation Recovery of Francolite as a Function of Collector Addition at a Natural pH of 6.5. In the Case of Collector Addition as an Alcoholic Solution, an Isodecanol Solution Containing 20% Hydroxamic Acid Was Used ......................................................................11 5. Effect of Octyl Hydroxamic Acid Content in Isodecanol Solution on Phosphate Recovery for Various Levels of Total Collector Addition at Natural pH of 6.5 for Microflotation of Pure Francolite ............................12 6. Microflotation for Coarse Phosphate Feed from IMC-Agrico Four Corners Plant in Central Florida, as a Function of Alcohol Hydrocarbon Chain Length for Collector Solutions Containing 20% Octyl Hydroxamic Acid at a Total Reagent Dosage of 800 g/t .................................................13 7. Insoluble Collector Drop at a Mineral Surface in Water .................................14 8. Relaxation of Hydroxamic Acid Collector (AERO 6493) Drop Contact Angle at Fluorapatite and Dolomite Surfaces with the Captive-Drop Method in DI Water at Natural pH of 6.5...................................................15 9. High-Speed Video Photographs Showing the Spreading Characteristics of a Drop of Hydroxamic Acid Collector (AERO 6493) at the Fluorapatite Surface in DI Water of pH 6.5, and 220 C .............................16 10. High-Speed Video Photographs Showing the Spreading Characteristics of a Drop of Hydroxamic Acid Collector (AERO 6493) at the Dolomite Surface in DI Water of pH 6.5, and 22oC ...................................................17

x
LIST OF FIGURES (CONT.) Figure Page 11. X-Ray CT Image of Aeroflocs Formed by Francolite Particles, Air Bubbles During Flotation with the Hydroxamic Acid Collector ................19 12. Comparison of Grade/Recovery Curves Obtained with the New
Hydroxamic Acid Collector (AERO 6493) and the Traditional FA/FO Collector for Single-Stage Flotation of Coarse Feed (16x35 Mesh, 5.65% P2O5) from the IMC-Agrico Four Corners Plant, Central Florida (Miller and others 2001) .............................................................................23
13. Single-Stage Flotation Recovery and Concentrate Grade as a Function of
Collector Dosage at Natural pH 7.5 for Phosphate Feed (16x35 Mesh, 5.6% P2O5) Received from IMC, Central Florida.......................................24
14. Single-Stage Flotation Recovery and Concentrate Grade as a Function of Collector Dosage at Natural pH 7.5 for Phosphate Feed (12x80 Mesh, 15.1% P2O5) Received from Cargill, Central Florida .................................25
15. Single-Stage Flotation Recovery and Concentrate Grade as a Function of Collector Dosage at Natural pH 7.5 for Phosphate Feed (20x200 Mesh, 16.4% P2O5) Received from PCS, North Carolina .....................................26
16. Single-Stage Flotation Recovery and Concentrate Grade as a Function of Collector Dosage at Natural pH 7.5 for Phosphate Feed (16x325 Mesh, 26.7% P2O5) Received from SF Phosphates, Utah .....................................27
17. Single-Stage Flotation Response as a Function of Percent Solids During Conditioning with 1000 g/t AERO 6493 for Coarse Feed from the Cargill Plant ...............................................................................................28
18. Single-Stage Flotation Grade/Recovery Curves for Different Sizes of Phosphate Feed from the Cargill Plant at Natural pH 7.5, 75% Conditioning Solids. Data Points Represent Different Levels of Collector Addition ......................................................................................30
19. Column Flotation System at the PCS Phosphate White Springs Plant North Florida...............................................................................................35
20. Photograph of Flotation Column at PCS White Springs Plant .......................36
21. Pilot Plant Testing Flowsheet ..........................................................................38

xi
LIST OF FIGURES (CONT.) Figure Page
22. Photograph of Single-Stage Flotation Pilot Plant ............................................39
23. The Results of Particle Size Analysis for Fine Flotation Feed, Concen- trate, and Tailing from Pilot Testing at a Feed Rate of 900 Lb/Hr. and 74% Conditioning Solids ............................................................................40
24. Results of Particle Size Analysis for Coarse Flotation Feed, Concen- trate, and Tailing from Pilot Testing at a feed Rate of 700 Lb/Hr. and 74% Conditioning Solids ............................................................................41 25. Effect of Collector Addition on Single-Stage Pilot Plant Flotation of Cargill Fine Feed at a Feed Rate of 900 Lb/Hr. and 74% Conditioning Solids..........................................................................................................43 26. Effect of Collector Addition on Single-Stage Pilot Plant Flotation of
Cargill Coarse Feed at a Feed Rate of 700 Lb/Hr. and 71% Condition- ing Solids ....................................................................................................44 27. Open-Cycle Single-Stage Flotation Procedure Without Recycled Water .......51 28. Locked-Cycle Single-Stage Flotation Procedure With Recycled Water .........53

xiii
LIST OF TABLES
Table Page 1. Other Chemicals Used .....................................................................................22 2. Evaluation of the New Collector (AERO 6493) vs. Fatty Acid/Fuel Oil for Fine Feed from IMC-Agrico Four Corners Plant, Central Florida (Single-Stage Flotation, Collector 800 g/t, Tap Water).............................29 3. Test Results for Deslimed Coarse Feed from the IMC-Agrico Four Corners Plant with New Collector (AERO 6493) Using Tap Water and Plant Water (Single-Stage Flotation, Collector 1250 g/t, Na2CO3 400g/t, Na2SiO3 400g/t, pH 8.6) .............................................................................31 4. Results from Single-Stage Phosphate Flotation of Feed from the PCS North Carolina Plant Using the New Hydroxamic Acid Collector (AERO 6493 900 g/t)..................................................................................31 5. Results from Single-Stage Phosphate Flotation of Feed from the SF Phosphates Utah Plant Using the New Hydroxamic Acid Collector (AERO 6493, 1200 g/t)...............................................................................32 6. Results from Single-Stage Phosphate Flotation of Feed from the Cargill SFM Plant Using the New Hydroxamic Acid Collector (AERO 6493). No Other Reagents were Added .................................................................34 7. Results from Single-Stage Phosphate Flotation of Feed from the IMC FTG Plant Using the New Hydroxamic Acid Collector (AERO 6493). No Other Reagents Were Added.................................................................34 8. Results from In-Plant Trial at the PCS White Springs Plant with Column Flotation (-16 Mesh Fraction) .......................................................37 9. Results from Single-Stage Pilot Plant Phosphate Flotation of Feed from the Cargill SFM Plant Using the New Hydroxamic Acid Collector (AERO 6493) ..............................................................................................42 10. Pilot Plant Flotation Results and Reagent Schedule for Single-Stage Flotation with AERO 6493 .........................................................................46 11. Typical Flotation Results and Reagent Costs for Coarse Feed Using Traditional Double Float Process (FA/FO and Amine)..............................47

xiv
LIST OF TABLES (CONT.) Table Page 12. Typical Results from the Economic Performance Analysis (Assuming 4 Million Tons Per Year of Capacity)..........................................................48 13. Analytical Results for Open-Cycle Flotation of Cargill Feed (12x80 Mesh) and Discharge Water Quality without Water Recycle Using AERO 6493 as Collector. Flotation with Tap Water at pH 7.41 ................52 14. Analytical Results for Locked-Cycle Flotation Products of Cargill Feed
(12x80 mesh) with 100% Water Recycle Using AERO 6493 as Collector. Flotation with Tap Water at pH 7.41 .........................................54
15. Analytical Results for Locked Cycle Flotation of Cargill Feed (12x80 Mesh) and Discharge Water Quality from the Last Cycle (Cycle 3) Water Recycled Using AERO 6493 as Collector. Flotation with Tap Water at pH 7.41 ..........................................................................................54 16. Average Analysis of Plant Water Samples from Central Florida .....................55 17. Results from Single-Stage Pilot Plant Phosphate Flotation of Feed from the Cargill SFM Plant Using the New Hydroxamic Acid Collector (AERO 6493) ..............................................................................................58 A-1. Pilot Testing Performed on Fine Feed from Cargill SFM Plant .................... A-1 A-2. Pilot Testing Performed on Coarse Feed from Cargill SFM Plant ................ A-2
A-3. Analytical Results from Pilot Testing for Fine Feed from Cargill SFM Plant.......................................................................................................... A-3
A-4. Analytical Results from Pilot Testing for Coarse Feed from Cargill
SFM Plant................................................................................................. A-4

1
EXECUTIVE SUMMARY
Flotation with oily, water insoluble collectors is frequently governed by selective wetting/spreading phenomena and the formation of aeroflocs; complex aggregates of air, water, the liquid collector phase, and mineral particles. Traditional phosphate flotation is a classic example of this type of flotation, which involves aerofloc formation with the insoluble fatty acid/fuel oil collector. It seems that selective phosphate flotation with water insoluble alcoholic solutions of alkyl hydroxamic acid collectors functions in a similar manner but with greater selectivity. The new collector is commercially available from Cytec as AERO 6493. High solids conditioning is preferred to achieve the creation of stable aeroflocs of sufficient buoyancy for flotation. In this study collector composition, wetting/spreading characteristics and other surface chemistry considerations are discussed as part of the development of these hydroxamic acid collectors for phosphate flotation.
Traditional reagent chemistry for the flotation of sedimentary phosphate rock involves use of the insoluble fatty acid/fuel oil (FA/FO) collector. Generally the separation is not sufficiently selective and the phosphate rougher concentrate must be treated further in a second stage by reverse flotation of quartz contaminants from the rougher phosphate concentrate with amines. Bench-scale flotation results for plant feeds from Florida, North Carolina, and Utah have demonstrated that single-stage selective flotation of coarse phosphate can be achieved using water insoluble alcoholic solutions of alkyl hydroxamic acid collectors. For example, when the grade/recovery curve for the rougher flotation with FA/FO collector is compared with AERO 6493 collector for coarse feed from plants in Central Florida it is evident that the separation efficiency has been significantly improved. In the case of coarse feed (15% P2O5) from the Cargill SFM Plant in Central Florida the concentrate grade reached 34% P2O5 with 93% recovery from single-stage bench-scale flotation experiments. AERO 6493 has been evaluated for use by the Florida phosphate industry in pilot-plant studies at Jacobs Engineering and the experimental results, which confirm results from laboratory experiments, show improved separation efficiency especially for coarse phosphate flotation feed from the Cargill SFM plant. The results from pilot plant testing are summarized in the following table. Initial economic analysis of the new flotation chemistry with AERO 6493 shows a strong dependence on the reagent price. If the cost of AERO 6493 could be reduced to $1.80/lb, the single-stage flotation of coarse phosphate with the alkyl hydroxamic acid/alcohol collector would be competitive with the traditional double float process using fatty acid and fuel oil.
The environmental impact of the hydroxamic acid collector in phosphate flotation was considered with respect to water quality. Literature review and experimental results indicate that there is no significant environmental impact from the utilization of the new collector.

2
Table 1. Results from Single-Stage Pilot Plant Phosphate Flotation of Feed from the Cargill SFM Plant Using the New Hydroxamic Acid Collector (AERO 6493).
Feed Condition Product Wt % P2O5 % Recovery %
Dosage 850 g/t Concentrate 27.96 29.6 85.94
Fine Feed Conditioning Tail 72.04 1.88 14.06
Solids 74% Feed 100.00 9.63 100.00
Dosage 1200 g/t Concentrate 38.80 31.55 94.88
Coarse Feed Conditioning Tail 61.20 1.08 5.12
Solids 71% Feed 100.00 12.9 100.00

3
INTRODUCTION
Froth flotation for the separation of phosphate minerals from other gangue minerals has been practiced by fatty acid flotation with pine oil as frother since as early as 1928 (Gieseke 1985; Houot 1982). Many flotation strategies for the processing and concentration of phosphate ores have been developed since then. The conventional phosphate flotation process for the Florida resources is the "double float" process, i.e., anionic flotation fatty acid/fuel oil of the phosphate minerals at alkaline pH, followed by cationic "reverse" flotation of silica from the initial phosphate concentrate with amine. The Florida phosphate industry, with few exceptions, still uses the standard method (Moudgil and Somasundaran 1986). During the past decade much research has been carried out to develop a more efficient flotation technology for the processing of Florida phosphate resources (Zhang 1994, Lu and others 1999, Zhang 1999, El-Shall 1999, Gu and others 1999, Miller 1999, Wiegel 1999, Gruber 1999). Development of technologies to improve the efficiency of phosphate flotation in order to reduce requirements for plant space, energy, water, and chemicals and to improve the efficiency of dolomite separation have been important FIPR research priorities (FIPR 1998). Specifically it is desired to achieve the following objectives:
(1) Eliminate the double float process so that phosphate recovery can be achieved
in one step. (2) Improve the flotation recovery of coarse phosphate.
(3) Develop efficient flotation technology for the recovery of phosphate from
dolomite resources. These objectives have been identified to be of high priority and considerable research effort will be required if they are to be realized.
One approach that offers some promise to achieve these objectives is the
identification of new reagent chemistry, particularly a selective collector to improve the efficiency of phosphate flotation. Recent research indicates that hydroxamic acid has been identified as a selective collector which can achieve these objectives, increase the separation efficiency, and simplify the standard flowsheet. A research program at the University of Utah was proposed to develop this phosphate collector. In May 2000 FIPR granted funds to the University of Utah (FIPR #00-02-142R) as a research project to evaluate the hydroxamic acid collector. In order to achieve these objectives the research program was organized into the following tasks:
(1) Collector Chemistry Study

4
(2) Bench-Scale Flotation
(3) Pilot-Plant Testing
(4) Economic Consideration and Environmental Impact The results from this research program are described in the following sections of this final report.

5
COLLECTOR CHEMISTRY MATERIALS AND METHODS Mineral Samples
Polycrystalline francolite was provided by the Florida Institute of Phosphate Research (FIPR). The sample which contains 32.41% P2O5, 4.74% Insoluble, 0.4% MgO, and 46.11% CaO was identified by X-ray diffraction as carbonate-fluorapatite. The sample was sized and the 35x100 mesh fraction was used for microflotation experiments.
Natural single crystals of yellow apatite, from Durango, Mexico, were identified by X-ray diffraction as fluorapatite. A crystal about 10x20 mm was polished for contact angle measurements and bubble attachment experiments. Other crystals were crushed and ground in a mortar and sized to 35x100 mesh for microflotation tests.
A high purity dolomite sample from Florida was supplied by FIPR and a 35x100
mesh size fraction was used for microflotation experiments. U.S. Silica provided a high quality quartz sample and the 35x100 mesh fraction was used for microflotation experiments. A polycrystalline dolomite rock was obtained from Silver Zone Pass, NV and polished for contact angle measurements. Reagents
Hydroxamic Acids: alkyl hydroxamic acids and potassium salts of alkyl
hydroxamic acid were synthesized in our laboratory at the University of Utah. The method of synthesis is similar to the method reported in the literature (Peterson and others 1966). Unless otherwise specified the octyl acid and/or salt was used in the formulation of the collector.
Alcohol: C6-C13 aliphatic iso-alcohols were obtained from Exxon Mobil
Chemical. The alcohol products were colorless, transparent liquids. Collector: In some cases the Cytec reagent AERO 6493, a water insoluble
alcoholic solution of hydroxamic acid was used. In other cases the collector was prepared in our laboratory from synthesized hydroxamic acids and selected alcohols. When comparison is made with the traditional fatty acid/fuel oil (FA/FO) collector, the reagents used were those obtained from a phosphate plant in Central Florida. The fatty acid was an industrial mixture from Westvaco and the fuel oil was #5 fuel oil from International Petroleum.

6
Microflotation Experiments were conducted with a 150 cc Hallimond tube. Generally a 2 gram
sample with particle size of 35x100 mesh was conditioned at 65% solids for 2 minutes with reagents. Then the suspension was transfer into the Hallimond tube and diluted to about 15% solids. The flotation was carried out at a constant air flowrate of 50 cc/min. The float and sink products were filtered, dried and weighed to determine the flotation recovery of the mineral being studied.
Contact Angle and Collector Attachment
The captive-drop method was used to measure the contact angle of the collector droplet (typically an alcoholic solution of alkyl hydroxamic acid) at selected mineral surfaces. The polished and cleaned mineral surface was immersed in DI water for 15 minutes then a collector drop, with size of about 3 mm in diameter, was introduced by a microsyringe through a U shaped needle underneath the mineral surface. Relaxation of the contact angle was recorded as a function of time. Before every measurement the mineral surface was polished with Harrick #600 (<0.05 µm) fine polishing compound to obtain a fresh surface which was washed with acetone and subsequently with DI water.
The attachment of the collector droplet to the substrate was observed using a high-speed video camera (Kodak Ektapro 1000 High-Speed Video System). The procedure for cleaning and surface preparation was the same as for contact angle measurements. RESULTS AND DISCUSSION
Collector Dosage and Flotation pH The selectivity of the hydroxamic acid collector for phosphate flotation with
respect to dolomite and quartz is revealed by the results from microflotation experiments with selected mineral samples (35x100 mesh). Figure 1 shows the flotation recovery of single minerals, fluorapatite, francolite, quartz and dolomite as a function of collector dosage at pH 7.5. It can be seen from Figure 1 that when the total reagent dosage increased to 400 g/t, the recovery of the coarse phosphate minerals reached 95% while the recovery of dolomite and quartz was insignificant (about 2%).
Such selectivity in coarse particle flotation is not achieved for fatty acid/fuel oil (FA/FO) with the same experimental procedure under similar conditions as shown in Figure 2. As is frequently the case, even in plant operations, effective flotation of coarse phosphate is difficult with FA/FO (Moudgil 1992). Note that there is poor selectivity with respect to dolomite and that high levels of the FA/FO collector addition are necessary to realize complete flotation.

7
Most importantly, flotation with the hydroxamic acid collector is not particularly sensitive to pH, for pH values between 6 and 9 as shown in Figure 3. These results for a dosage of 1200 g/t suggest that the selective flotation of phosphate rock can be achieved without pH adjustment. Figure 1. Microflotation Recovery of Fluorapatite, Francolite, Dolomite and Quartz as a Function of AERO 6493 Addition at Natural pH of 6.5, with DI Water.
0
10
20
30
40
50
60
70
80
90
100
0 200 400 600 800 1000
Collector Dosage g/t
Rec
over
y %
FluorapatiteFrancoliteDolomiteQuartz

8
Figure 2. Microflotation Recovery of Francolite and Dolomite (35x100 Mesh) as a Function of FA/FO (7:3 Ratio by Volume) Addition at Natural pH 6.5, with DI Water.
0
20
40
60
80
100
120
0 1000 2000 3000 4000
FA/FO (g/t)
Rec
over
y %
FrancoliteDolomite

9
Figure 3. Microflotation Recovery of Fluorapatite, Francolite, Dolomite and Quartz as a Function of pH at an AERO 6493 Addition of 1200 g/t with DI
Water.
0
10
20
30
40
50
60
70
80
90
100
2 4 6 8 10
Conditioning pH
Rec
over
y % Fluorapatitel
FrancoliteDolomiteQuartz

10
Collector Composition
The necessity of an alcohol carrier for the hydroxamic acid is revealed by typical results presented in Figure 4. In this case the results for an isodecanol solution containing 20% octyl hydroxamic acid (OHA) are compared to the results for an aqueous solution of OHA. Flotation was carried out at a natural pH of 6.5. It can be seen that when the alcohol solution of octyl hydroxamic acid was used as the collector the effectiveness of phosphate recovery improves significantly at high solids conditioning. Such is not the case if conditioning is done at low percent solids (Miller and others 2001). It is clear that the alcoholic solution of OHA is preferred. Without the alcohol carrier more than 10 times the collector dosage is required. Many other carriers have been examined for phosphate rock experiments none of which were found to be satisfactory. These results reveal the importance of high solids conditioning and the significance of the wetting/spreading phenomena.
Another important issue that must be considered is the composition of the alcoholic solution. The effect of octyl hydroxamic acid content on the flotation of francolite is presented in Figure 5 at various levels of collector addition. It is very clearly seen that as the hydroxamic acid content increases the flotation recovery increases sharply and when the hydroxamic acid percentage reaches 20-30% by weight the recovery reaches a maximum. It should be noted that the solubility limit of octyl hydroxamic acid in isodecanol is about 30%. Further it should be mentioned that the acid form of the hydroxamate is preferred again because of solubility considerations.
Finally with respect to collector composition the nature of the alcohol was
studied. Experimental results show that normal alcohols are not suitable carriers for hydroxamic acid apparently due to solubility limitations. In this regard branched chain isomers of aliphatic alcohols are preferred and the effect of carbon number on the flotation response is revealed in Figure 6. The flotation recovery increases with an increase in chain length. Of course it is well known that the hydrophobicity generally increases with an increase in carbon number. It is evident that greater hydrophobicity is achieved when the octyl hydroxamic acid is mixed with long chain alcohols.

11
Figure 4. Microflotation Recovery of Francolite as a Function of Collector Addition at a Natural pH of 6.5. In the Case of Collector Addition as an Alcoholic Solution, an Isodecanol Solution Containing 20% Octyl Hydroxamic Acid Was Used.
0
20
40
60
80
100
2.0 2.5 3.0 3.5 4.0 4.5
Collector Addition (g/t)
Fran
colit
e R
ecov
ery
%
Alcoholic SolutionAqueous Solution

12
Figure 5. Effect of Octyl Hydroxamic Acid Content in Isodecanol Solution on
Phosphate Recovery for Various Levels of Total Collector Addition at Natural pH of 6.5 for Microflotation of Pure Francolite.
0
10
20
30
40
50
60
70
80
90
100
0 10 20 30 40 50 60 70 80 90 100
Octyl Hydroxamic Acid Content (%)
Fran
colit
e R
ecov
ery
%
Total Collector 5000 g/tTotal Collector 2000 g/tTotal Collector 1600 g/tTotal Collector 1200 g/t

13
Figure 6. Microflotation for Coarse Phosphate Feed from IMC-Agrico Four
Corners Plant in Central Florida, as a Function of Alcohol Hydrocarbon Chain Length for Collector Solutions Containing 20% Octyl Hydroxamic Acid at a Total Reagent Dosage of 800 g/t.
0
20
40
60
80
100
5 6 7 8 9 10 11 12 13 14
Alcohol Hydrocarbon Chain Length
Gra
de (%
P 2O
5) a
nd R
ecov
ery
(%)
RecoveryGrade

14
Wetting Characteristics
Flotation with oily, water insoluble collectors is frequently governed by selective wetting/spreading phenomena and the formation of aeroflocs; complex aggregates of air, water, the liquid collector phase, and mineral particles. Traditional phosphate flotation is a classic example of this type of flotation, which involves aerofloc formation with the insoluble fatty acid/fuel oil collector. The significance of the wetting/spreading phenomena and the necessity of high solids conditioning have not received sufficient attention but preliminary results and discussion have been reported (Lu and others 1997). Flotation using water insoluble collectors such as FA/FO requires high solids conditioning to insure dispersion and wetting of francolite particles by the insoluble collector mixture.
Wettability is most often described by the contact angle of a drop resting at a surface as shown in Figure 7. A small contact angle (θ) means high wettability and a large contact angle means poor wettability.
Figure 7. Insoluble Collector Drop at a Mineral Surface in Water. Presented in Figure 8 are the results of contact angle relaxation measurements for
the hydroxamic acid collector (AERO 6493)/water/mineral systems. Drop attachment did not occur at quartz surfaces. However it can be seen that the collector spreads very well on the fluorapatite surface as indicated by the contact angles from 20-40o after an appropriate equilibration time. Dolomite shows some affinity for the collector as indicated by contact angles of 40-60o after longer times of equilibration. The relaxation of the collector at the mineral surfaces also indicates that spreading of the collector drop is a relatively slow process and that the three phase contact line is unstable for several minutes at the fluorapatite and dolomite surfaces during spreading.
The kinetics of collector drop spreading at the fluorapatite surface was observed
using a high-speed video system as shown in Figure 9. The fluorapatite sample was immersed in the DI water, a collector drop was introduced, and attachment at the mineral surface was examined. The spreading of the collector drop was recorded at a rate of 50 frames/sec by the high-speed video system. The collector drop spreads significantly faster at the fluorapatite surface (4 seconds) as shown in Figure 10 than at the dolomite surface (8 seconds). These results are consistent with the contact angle measurements.
θ
Water
Collector
Mineral

15
Air bubble attachment on the surfaces of fluorapatite and quartz was observed using the high-speed video system. The fluorapatite and quartz surface were smeared with the hydroxamic acid collector (AERO 6493) and rinsed with 30 ml DI water to remove the extra or residual reagent. Then fluorapatite and quartz samples were immersed in the DI water and an air bubble was then introduced at the mineral surface the events being recorded at a rate of 1000 frames/sec. The results indicate that film rupture occurs after about 37 milliseconds at the francolite surface followed by film displacement and bubble attachment. No air bubble attachment occurs at the quartz surface. The results imply that the thin collector film formed at the quartz surface is extremely unstable and is removed during rinsing DI water. The quartz surface remains hydrophilic. In contrast to the quartz surface the thin collector film formed at the fluorapatite surface is very stable and the hydrophobic surface state is sustained. Figure 8. Relaxation of Hydroxamic Acid Collector (AERO 6493) Drop Contact Angle at Fluorapatite and Dolomite Surfaces with the Captive-Drop Method in DI Water at Natural pH of 6.5.
0
20
40
60
80
100
120
140
160
0 100 200 300 400
Equilibrium Time (Sec)
AE
RO
649
3 D
rop
Con
tact
Ang
le (D
egre
es)
Dolomite
Apatite

16
Figure 9. High Speed Video Photographs Showing the Spreading Characteristics of
a Drop of Hydroxamic Acid Collector (AERO 6493) at the Fluorapatite Surface in DI Water of pH 6.5, and 220 C.
0 sec 4 sec
15 sec 30.48 sec

17
Figure 10. High Speed Video Photographs Showing the Spreading Characteristics
of a Drop of Hydroxamic Acid Collector (AERO 6493) at the Dolomite Surface in DI Water of pH 6.5, and 22oC.
0 sec 8 sec
17 sec 33 sec

18
Analysis of High Solids Conditioning Flotation with oily, water insoluble collectors is frequently governed by selective
wetting/spreading phenomena and the formation of aeroflocs; complex aggregates of air, water, the liquid collector phase, and mineral particles. Traditional phosphate flotation is a classic example of this type of flotation, which involves aerofloc formation with the insoluble fatty acid/fuel oil collector. Shown in Figure 11 is the X-ray CT Spectroscopy image of cross section of aeroflocs formed with francolite particles, air bubbles and the new collector. The significance of the wetting/spreading phenomena and the necessity of high solids conditioning have not received sufficient attention but preliminary results and discussion have been reported (Lu and others 1997). Flotation using water insoluble collectors such as FA/FO requires high solids conditioning to insure dispersion and wetting of francolite particles by the insoluble collector mixture.
It seems that the need for high solids conditioning is related to the wetting
characteristics of apatite and quartz as reported by Lu and others 1997. The oily, water insoluble collectors have a strong tendency to spread at a fluorapatite surface and a weak tendency to spread at a quartz surface as indicated from contact angle measurements and high-speed video observations. High solids conditioning enhances particle collector drop particle interaction and therefore increases the probability for collector film rupture, drop attachment, and spreading at preferred phosphate mineral surfaces. The thin layer of the hydroxamic acid collector is stable at fluorapatite surfaces but unstable and shrinks to form lenses at the quartz surface. Thus it is not surprising that during the interaction between a quartz particle and a fluorapatite particle that the collector drop will be forced mechanically and thermodynamically to be transferred and preferentially spread at the fluorapatite surface. When these two particles are forced apart, a major portion of the collector drop transfers to the fluorapatite surface. The small portion of the collector remaining at the quartz surface will shrink to form a smaller drop (lens). This procedure happens again and again during high solids conditioning. In this way any collector initially at the quartz surface will be transferred to the surface of the fluorapatite. Thus the extent to which high solids conditioning improves both recovery and selectivity in phosphate flotation depends on the wetting characteristics of the collector used. SUMMARY
It has been found that excellent flotation selectivity is achieved when pure mineral samples are conditioned at high percent solids with water insoluble alcoholic solutions of alkyl hydroxamic acids as collectors. The results from contact angle and high-speed video studies indicate that the hydroxamic acid collector has different spreading characteristics at the surfaces of fluorapatite, dolomite and quartz. It is evident that collector composition is an important variable which influences the flotation response. Long branched chain alcohols increase the hydrophobicity and reduce reagent consumption. Understanding of the mechanism of collector attachment and spreading is still unclear and surface chemistry research is in progress to further understand the phenomena involved in the flotation of phosphate minerals with insoluble alcoholic solutions of hydroxamic acids.

19
Figure 11. X-Ray CT Image of Aeroflocs Formed by Francolite Particles, Air Bubbles during Flotation with the Hydroxamic Acid Collector.

21
BENCH-SCALE FLOTATION MATERIALS AND METHODS Flotation Samples
Samples of coarse flotation feed and/or fine flotation feed were taken from IMC-
Agrico's Four Corners Plant in Central Florida, Cargill's South Fort Meade plant in Central Florida Plant, PCS's North Carolina Plant, and SF Phosphates’ Utah Plant. In the case of the IMC-Agrico sample from the Four Corners Plant, approximately 10 gallons of plant water and samples of fatty acid and fuel oil were also collected and shipped to laboratories at the University of Utah. The results from X-ray diffraction indicated that the phosphate minerals in the sample from IMC-Agrico Four Corners Plant were carbonate-fluorapatite, and carbonate-hydroxylapatite. The particle size was determined to be in the range of 12x80 mesh for the coarse feed sample and 20x150 mesh for the fine feed sample.
For the sample from Cargill's Central Florida Plant, the phosphate minerals were
found to be similar to the sample from the IMC-Agrico Four Corners Plant containing carbonate-fluorapatite and carbonate-hydroxylapatite. The particle size was determined to be in the range of 12x80 mesh for the coarse feed, 12x150 mesh for intermediate feed and 20x200 mesh for the fine feed.
The X-ray diffraction results show that the phosphate mineral in the sample from
the PCS North Carolina Plant was carbonate-hydroxylapatite. The particle size was in the range of 12x150 mesh. The +20 mesh fraction was removed by wet screening and the 20x150 mesh fraction was used as flotation feed.
The sample from the SF Phosphates Utah Plant was taken from rougher flotation
feed. The results from X-ray diffraction analysis indicated that the sample contained dolomite, fluorapatite, calcite and quartz. The phosphate minerals in this feed had been reported to be carbonate-apatite minerals with the chemical formula Ca5(PO4CO3OH3(F.OH) (Allen 1993). The particle size of the sample was determined to be in the range of 20x200 mesh. Reagents
The collector used was Cytec’s AERO 6493, a 30% alcoholic solution of hydroxamic acid, unless otherwise indicated. Other reagents are listed in Table 1.

22
Table 1. Other Chemicals Used. Reagent Formula Supplier Purity/Grade
Fatty Acid CH15-17H27-35COOH Westvaco Industrial Mixture Fuel Oil #5 Fuel Oil Int. Petroleum Industrial Mixture Sodium Carbonate Na2CO3 Mallinckrodt Analytical Grade Sodium Hydroxide NaOH Aldrich ACS Reagent Sodium Silicate Na2SiO3 Fluka Solution
Bench-Scale Flotation
The flotation tests were conducted in 1 liter Denver flotation cells for both the
fatty acid/fuel oil collector and the new collector. Unless otherwise indicated, the feed material was conditioned at 70-75% solids for 2 minutes. Then the slurry was transferred into the flotation cell and diluted to about 20% solids with tap water or plant water. The flotation products were filtered, dried, and weighed before acid digestion and analysis by ICP. RESULTS AND DISCUSSION Efficiency of Separation
Single-stage flotation efficiency was evaluated for the coarse feed sample (16x35
mesh) from the IMC Four Corners Plant in Central Florida, using the new hydroxamic acid collector. Significant improvement in separation efficiency is clearly evident from the grade/recovery curves comparing the new collector with the traditional fatty acid/fuel oil (FA/FO) collector as presented in Figure 12. The results indicate that a high separation efficiency is obtained with the new collector. Notice the significant difference in concentrate grade. An excellent concentrate product (31% P2O5) was achieved at 95% recovery with the new collector in single-stage flotation. Collector Addition
Shown in Figures 13 to 16 are the flotation response as a function of collector addition for flotation feeds from Central Florida, North Carolina, and Utah. Typically the recovery increases with an increase in collector addition. Generally the results indicate that flotation recovery and/or concentrate grade have been improved significantly when the new collector AERO 6493 is compared with the traditional FA/FO collector. It seems from these bench-scale results that a dosage of 800 to 1200 g/t will be required to achieve satisfactory flotation results. Although recent results from water recycle testing suggest that the collector demand can be reduced.

23
High Solids Conditioning
The critical feature of high solids conditioning is revealed by the data for coarse
feed from the Cargill plant presented in Figure 17. Note that the recovery decreases significantly when the percent solids drops below 70% whereas the concentrate grade decreases slightly from 34% to 32%. As discussed in other contributions (Lu and others 1997; Miller 2001) high solids conditioning seems to be necessary for oily, water insoluble collectors in order to achieve adequate distribution and selective spreading at the surface of phosphate minerals. Figure 12. Comparison of Grade/Recovery Curves Obtained with the New Hydroxamic Acid Collector (AERO 6493) and the Traditional FA/FO Collector for Single-Stage Flotation of Coarse Feed (16x35 Mesh, 5.65% P2O5) from the IMC-Agrico Four Corners Plant, Central Florida (Miller and others 2001).
0
5
10
15
20
25
30
35
75 80 85 90 95 100
Phosphate Recovery %
Gra
de, %
P2O
5
AERO 6439FA/FO

24
Figure 13. Single-Stage Flotation Recovery and Concentrate Grade as a Function of Collector Dosage at Natural pH 7.5 for Phosphate Feed (16x35 Mesh, 5.6% P2O5) Received from IMC, Central Florida.
Recovery with AERO 6493 Recovery with Fatty Acid/Fuel Oil
Grade with AERO 6493 Grade with Fatty Acid/Fuel Oil
0
20
40
60
80
100
700 900 1100 1300 1500
Collector Addition (g/t)
Gra
de (%
P 2O
5) a
nd F
lota
tion
Rec
over
y (%
)

25
Figure 14. Single-Stage Flotation Recovery and Concentrate Grade as a Function of Collector Dosage at Natural pH 7.5 for Phosphate Feed (12x80 Mesh, 15.1% P2O5) Received from Cargill, Central Florida.
Recovery with AERO 6493 Recovery with Fatty Acid/Fuel Oil
Grade with AERO 6493 Grade with Fatty Acid/Fuel Oil
0
20
40
60
80
100
500 700 900 1100 1300 1500
Collector Addition (g/t)
Gra
de (%
P 2O
5) a
nd F
lota
tion
Rec
over
y (%
)

26
Figure 15. Single-Stage Flotation Recovery and Concentrate Grade as a Function of Collector Dosage at Natural pH 7.5 for Phosphate Feed (20x200 Mesh, 16.4% P2O5) Received from PCS, North Carolina.
0
20
40
60
80
100
700 800 900 1000 1100 1200
Total Reagent Addition (g/t)
Gra
de (%
P 2O
5) a
nd F
lota
tion
Rec
over
y (%
)
Recovery with AERO 6493 Recovery with Fatty Acid/Fuel Oil
Grade with AERO 6493 Grade with Fatty Acid/Fuel Oil
Total Collector Addition (g/t)

27
Figure 16. Single-Stage Flotation Recovery and Concentrate Grade as a Function of Collector Dosage at Natural pH 7.5 for Phosphate Feed (16x325 Mesh, 26.7% P2O5) Received from SF Phosphates, Utah.
0
20
40
60
80
100
400 800 1200 1600
Collector Addition (g/t)
Gra
de (%
P 2O
5) a
nd F
lota
tion
Rec
over
y (%
)
Recovery with AERO 6493 Recovery with Fatty Acid/Fuel Oil
Grade with AERO 6493 Grade with Fatty Acid/Fuel Oil

28
Figure 17. Single-Stage Flotation Response as a Function of Percent Solids During Conditioning with 1000 g/t AERO 6493 for Coarse Feed from the Cargill Plant.
0
20
40
60
80
100
20 30 40 50 60 70 80 90
Percent Solids during Conditioning
Gra
de(P
2O5%
) and
Flo
tatio
n R
ecov
ery
%
GradeRecovery

29
Particle Size
Typically, the efficient recovery of phosphate from coarse flotation presents a major problem in industrial practice. In this regard the effectiveness of the hydroxamic acid collectors for coarse phosphate flotation is quite impressive as demonstrated by the data presented in Figures 13 to 15. In similar fashion the flotation of fine feed is improved with hydroxamic acid collectors when compared to the traditional FA/FO collector as shown by the results presented in Table 2 for low grade fine feed from the IMC-Agrico Four Corners Plant. In this case a 30% P2O5 grade was achieved in a single stage at 85% recovery with the new collector. The traditional fatty acid/fuel oil collector does not provide for such a high selectivity. However compared with the results from the flotation of coarse feed, the recovery from the flotation of fine feed is lower with the new collector. Table 2. Evaluation of the New Collector (AERO 6493) vs. Fatty Acid/Fuel Oil for Fine Feed from IMC-Agrico Four Corners Plant, Central Florida (Single-Stage Flotation, Collector 800 g/t, Tap Water).
Collector Product Wt. % P2O5 % P2O5 Recovery %
Concentrate 19.42 17.68 91.03
FA/FO Tail 80.58 0.42 8.97
Feed 100.00 3.77 100.00
Concentrate 10.68 30.14 85.11
AERO 6493 Tail 89.32 0.63 14.89
Feed 100.00 3.78 100.00
Samples of phosphate feed from Cargill were tested in order to evaluate the effect of particle size on flotation efficiency. The results in Figure 18 indicate that an excellent separation was achieved for both the coarse and intermediate size flotation feed and that the separation efficiency decreases with a decrease in particle size. As might be expected, the single-stage grade and recovery from fine feed with an insoluble collector is less than from coarse feed. This effect is evident from the results obtained for both the IMC and Cargill samples. The reason for this sensitivity to particle size is that fine particles consume collector and are more easily entrapped in the aeroflocs that form during flotation with insoluble collector oils (Miller and others 2001).

30
Figure 18. Single-Stage Flotation Grade/Recovery Curves for Different Sizes of Phosphate Feed from the Cargill Plant at Natural pH 7.5, 75% Conditioning Solids. Data Point Represent Different Levels of Collector Addition. Effect of Plant Water
The issue of plant water was considered and these results are presented in Table 3
for coarse feed from the IMC-Agrico Four Corners Plant. The influence of plant water on the effectiveness of the new collector does not seem to be significant.
20
22
24
26
28
30
32
34
36
50 60 70 80 90 100
Phosphate Recovery %
Gra
de, %
P 2O
5
Coarse(12x80 Mesh)Intermediate(12x150 Mesh)Fine(20x200 Mesh)

31
Table 3. Test Results for Deslimed Coarse Feed from the IMC-Agrico Four Corners Plant with New Collector (AERO 6493) Using Tap Water and Plant Water (Single-Stage Flotation, Collector 1250 g/t, Na2CO3 400g/t, Na2SiO3 400g/t, pH 8.6).
Collector Product Wt. % P2O5 % P2O5 Recovery %
Concentrate 17.32 31.12 95.18
Tap Water Tail 82.68 0.33 4.82
Feed 100.00 5.66 100.00
Concentrate 17.39 31.02 94.36
Plant Water Tail 82.61 0.39 5.64
Feed 100.00 5.71 100.00 North Carolina Phosphate
The sample from the PCS North Carolina Plant was evaluated with the
hydroxamic acid collector and the results are presented in Table 4. Excellent recovery was achieved with the new collector. Compared with the results from the single-stage flotation of other samples from Florida and Utah, the concentrate grade is slightly lower in quality. See Figure 15. The significant improvement in recovery is revealed from the results comparing the new collector with the traditional fatty acid/fuel oil collector as presented in Figure 15. Table 4. Results from Single-Stage Phosphate Flotation of Feed from the PCS North Carolina Plant Using the New Hydroxamic Acid Collector (AERO 6493, 900 g/t).
Product Wt. % P2O5 % Recovery %
Concentrate 57.32 27.52 96.35
Tail 42.68 1.40 3.65
Feed 100.00 16.37 100.00
Utah Phosphate
The sample from the SF Phosphates Plant near Vernal Utah was tested to determine the effectiveness of the new hydroxamic acid collector. The single-stage flotation results presented in Table 5 indicate that a high quality phosphate concentrate (32% P2O5), containing less than 0.3% MgO, can be made at more than 85% recovery

32
from the rougher flotation feed. The improved flotation recovery is clearly demonstrated by the results comparing the new collector with the traditional fatty acid/fuel oil collector shown in Figure 16. Table 5. Results from Single-Stage Phosphate Flotation of Feed from the SF Phosphates Utah Plant Using the New Hydroxamic Acid Collector (AERO 6493, 1200 g/t).
Product Wt. % P2O5 % MgO % Recovery %
Concentrate 70.88 32.26 0.28 85.74
Tail 29.12 13.08 0.94 14.26
Feed 100.00 26.67 0.47 100.00 SUMMARY
In general, based on these bench-scale flotation results with a water insoluble alcoholic solution of hydroxamic acid (AERO 6493) it seems that a single-stage phosphate recovery of 90-95% with a concentrate grade of 31% P2O5 is possible for coarse feed from the IMC-Agrico Four Corners Plant. As is the case for the traditional phosphate flotation, high solids conditioning is necessary with the hydroxamic acid collector. Conventional plant practice using traditional fatty acid/fuel oil collector (1,200 g/t) results in only 75-80% recovery at a grade of 31% P2O5 after multiple flotation stages in different flotation circuits (double flotation). In the case of coarse feed from the Cargill Plant, the concentrate grade reached 34% P2O5 with 93% recovery in single-stage bench-scale flotation with the new collector. Also significant improvements in flotation were achieved with plant samples from North Carolina and Utah. The results indicate that the hydroxamic acid collector is more effective for the flotation of coarse feed than for the flotation of fine feed.
Experimental results show that the hydroxamic acid collector (AERO 6493) can
be blended with fuel oil (#5 fuel oil) without much of a decrease in recovery, from 93.9% to 90.7%.
No excessive foaming was observed during acid digestion of the flotation
concentrate obtained using the new collector.

33
PILOT PLANT TESTING PREPARATION FOR PILOT PLANT TESTING
Preparation for pilot plant testing included supplemental bench-scale experiments at Arr-Maz Products’ laboratory in Winter Haven Florida, organization of the plant test campaign with industrial sponsors, and reagent procurement for plant testing.
Another hydroxamic reagent, AERO 6494 from Cytec Industries, Inc., was tested
in bench-scale flotation experiments. The results indicated the selectivity is not as good as AERO 6493. Some new unclassified rock samples from CF Industries were tested. It was found that the classified sample resulted in a better separation and a higher recovery than the unclassified sample.
Organization for the pilot plant test was completed. Reagent companies Cytec
Industries, Inc. and Arr-Maz Products agreed to participate. On this basis meetings were held in Florida with selected phosphate mining companies and with the participation of Andy Poulos, Business Manager-Industrial Minerals, Cytec Industries Inc.; and Bill Cook, Vice President-Mining and Fertilizer Chemicals, Arr-Maz Products. These meetings and/or demonstrations were held with the following companies: 30 July 2001 CF Industries − David Gossett and Mark Waters 31 July 2001 IMC-Agrico − Leon Seale and Chaucer Hwang 1 August 2001 Cargill Fertilizer − Karen Lulf and Ray Ellis The meetings were generally successful. All three phosphate mining companies expressed interest in the test campaign. After further discussion with the reagent suppliers it was decided that perhaps only one or two locations would be selected for plant testing. Subsequently the contract was modified, because of reagent availability, to do pilot-plant testing at Jacobs Engineering. In this regard a commitment to supply the hydroxamic acid collector (AERO 6493) for pilot plant testing was obtained from Cytec Industries, Inc. SUPPLEMENTAL BENCH-SCALE EXPERIMENTS
A series of bench-scale flotation experiments were conducted at the Arr-Maz laboratory with the assistance of, and collaboration with, Arr-Maz engineers and using fresh samples from Cargill SFM and IMC Fort Green plants. Experiments were done by both University of Utah researchers and Arr-Maz researchers. The typical results from bench-scale flotation experiments with fine feed and coarse feed are summarized in Table 6 and 7. The results are consistent with previous bench-scale flotation results. Again, the greater selectivity in single-stage phosphate flotation was demonstrated by the bench-

34
scale flotation experiment using fresh samples from Cargill SFM plants and IMC FTG in Central Florida. Table 6. Results from Single-Stage Phosphate Flotation of Feed from the Cargill SFM Plant Using the New Hydroxamic Acid Collector (AERO 6493). No Other Reagents Were Added.
Feed Condition Product Wt % P2O5 % Recovery %
Dosage 1.2 kg/t Concentrate 20.65 30.46 87.08
Fine Feed Conditioning Solids Tail 79.35 1.17 12.92
75.7 % Feed 100.00 7.23 100.00
Dosage 1.5% kg/t Concentrate 33.77 31.99 95.88
Coarse Feed Conditioning Solids Tail 66.32 0.70 4.12
76% Feed 100.00 11.27 100.00 Table 7. Results from Single-Stage Phosphate Flotation of Feed from the IMC Fort Green Plant Using the New Hydroxamic Acid Collector (AERO 6493). No Other Reagents Were Added.
Feed Condition Product Wt % P2O5 % Recovery %
Dosage 1.0 kg/t Concentrate 15.08 30.10 84.51
Fine Feed Conditioning Solids Tail 84.92 0.98 15.49
74.0 % Feed 100.00 5.37 100.00
Dosage 1.3% kg/t Concentrate 30.69 30.04 91.07
Coarse Feed Conditioning Solids Tail 69.31 1.30 8.93
75.2 % Feed 100.00 10.12 100.00 IN-PLANT TRIAL AT THE PCS WHITE SPRINGS PLANT WITH COLUMN FLOTATION
A plant trial was conducted with ERIEZ's pilot scale column flotation system at the PCS Phosphate, White Springs Plant in North Florida. The feed was taken from a hydrocyclone underflow which was discharged into a drum conditioner. A metering pump was used to add the Collector (AERO 6493) into the conditioner. The slurry was then diluted and fed to the flotation column. The overflow and underflow from the column were taken for analysis. The column flotation system is shown in Figures 19 and 20.

35
Due to the unusually cool weather, the reagent was difficult to deliver to the system. The experimental results were not as good as expected as shown in Table 8. Figure 19. Column Flotation System at the PCS Phosphate White Springs Plant.
Water
Metering Pump
Flotation Column
Concentrate Tailing
Drum Conditioner
Hydrocyclone

36
Figure 20. Photograph of Flotation Column at PCS White Springs Plant.

37
Table 8. Results from Testing Trial at the PCS White Springs Plant with Column Flotation (-16 Mesh Fraction of Flotation Products).
Test No. Product Wt. % P2O5 % Recovery %
Concentrate 23.01 27.68 55.38
1 Tail 76.99 6.66 44.62
Feed 100.00 11.50 100.00
Concentrate 19.78 27.25 51.43
2 Tail 80.22 6.34 48.57
Feed 100.00 10.48 100.00 The results from flotation of PCS feed with AERO 6493 differed from the results for other feed with a recovery of only 50% compared to 90%. Further study of this material is necessary. Based on these results testing at the PCS White Springs Plant was terminated. PILOT PLANT TESTING AT JACOBS ENGINEERING Pilot plant testing was carried out at the Jacobs Engineering pilot plant facility in Lakeland, Central Florida. The pilot flotation system is shown in the Figure 21. The feed material was loaded by a front end loader into a screw feeder and pulped by tap water. The slurry was pumped into a screw classifier to dewater to 70-75% solids. Then the slurry was discharged into a vertical conditioning tank with impeller and the new collector was added. The conditioning time was about 2-3 minutes. After conditioning the slurry was diluted and fed to the flotation circuit which consisted of two flotation cells (DECO Flotation machine, total active volume 5 ft3). Flotation products and feed samples were taken every 20 minutes. Three samples were combined and taken as a sample for analysis. Shown in Figure 22 are the photographs of the pilot flotation plant.
The flotation variables considered were the collector dosage and conditioning percent solids. The pilot plant testing used the flotation feed from Cargill SFM plant. Two flotation feeds, fine flotation feed and coarse flotation feed, were tested. The size distribution for fine feed and coarse feed is shown in Figures 23 and 24. Figures 23 and 24 also show the results of particle size analysis for flotation feed, concentrate and tailing used in the pilot plant testing. The feed rate was about 700-900 lbs/hr.

38
Figure 21. Pilot Plant Testing Flowsheet.
Flotation
Conditioning
Water
TailConcentrate
Collector
Dewatering
Water
Feed Pump
Feed Sample

39
Figure 22. Photographs of Single-Stage Flotation Pilot Plant.
Dewatering and High Solids Conditioning Feed Loading and Feed Pump
Single-Stage Flotation

40
Figure 23. The Results of Particle Size Analysis for Fine Flotation Feed, Concentrate, and Tailing from Pilot Testing at a Feed Rate of 900 Lb/Hr. and 74% Conditioning Solids.
0
10
20
30
40
50
60
70
80
90
100W
t%
20 35 60 100 150 -150
Particle Size (Mesh)
FeedConcentrateTailing

41
Figure 24. Results of Particle Size Analysis for Coarse Flotation Feed, Concentrate, and Tailing from Pilot Testing at a Feed Rate of 700 Lb/Hr. and 74% Conditioning Solids.
0
10
20
30
40
50
60
70W
t.%
20 35 60 100 150 -150
Particle Size (Mesh)
FeedConcentrateTailing

42
Flotation with Cargill SFM Fine Feed
The new collector (AERO 6493) was tested with Cargill SFM fine flotation feed. Shown in Figure 25 are the results from collector addition experiments. The conditioning solids was about 74% at natural pH of 7. The results indicate that a recovery of 85% with a concentrate grade of 30% P2O5 could be achieved at an addition of 850 g/t of new collector in a single stage. Flotation with Cargill SFM Coarse Feed The results of flotation with coarse feed with the addition of different collectors are shown in Figure 26. The conditioning was conducted at 71% solids and natural pH of 7. It can be seen from the results presented in Figure 26 that with 1200 g/t collector dosage, a concentrate with a grade of 31.55% P2O5 and 94.88% recovery can be achieved in single-stage pilot-scale flotation of Cargill coarse feed. SUMMARY
Pilot-plant testing was carried out in order to evaluate the new collector in a continuous flotation circuit. The feed rate for the pilot plant testing was about 900 lbs/hr for fine feed and 700 lbs/hr for coarse feed. During the coarse feed flotation the feed rate was reduced from 900 lbs/hr to 700 lbs/hr because the conditioning solids were difficult to control and the flotation time appeared to be insufficient. The results from pilot testing were consistent with the results from bench-scale flotation experiments. The best results from pilot plant testing are summarized in Table 9. Table 9. Results from Single-Stage Pilot Plant Phosphate Flotation of Feed from the Cargill SFM Plant Using the New Hydroxamic Acid Collector (AERO 6493).
Feed Condition Wt % P2O5 % Recovery %
Dosage 850 g/t 27.96 29.6 85.94
Fine Feed Conditioning Solids 72.04 1.88 14.06
74 % 100.00 9.63 100.00
Dosage 1200 g/t 38.80 31.55 94.88
Coarse Feed Conditioning Solids 61.20 1.08 5.12
71% 100.00 12.9 100.00

43
Figure 25. Effect of Collector Addition on Single-Stage Pilot Plant Flotation of Cargill Fine Feed at a Feed Rate of 900 Lb/Hr. and 74% Conditioning Solids.
0
10
20
30
40
50
60
70
80
90
100
600 650 700 750 800 850 900
Collector Addititon (g/t)
Flot
atio
n G
rade
(P2O
5 %
) and
Rec
over
(%
Grade Recovery
Cargill SFM Fine Feed

44
Figure 26. Effect of Collector Addition on Single-Stage Pilot Plant Flotation of Cargill Coarse Feed at a Feed Rate of 900 Lb/Hr. and 74% Conditioning Solids.
0
10
20
30
40
50
60
70
80
90
100
700 900 1100 1300 1500 1700
Collector Addition (g/t)
Flot
atio
n G
rade
(P2O
5 %
)and
Rec
over
y(%
GradeRecovery
Cargill SFM Coarse Feed

45
ECONOMIC CONSIDERATIONS
It has been documented in a recent workshop (Tavrides 1988) that beneficiation of phosphate is a significant portion of the overall cost of phosphate production and the flotation process was identified to be the most costly of all the beneficiation steps including washer, flotation preparation, flotation, in-process storage and hydraulic station operation. A matter of particular concern in the development of the hydroxamic acid collector for phosphate flotation is the cost of the new collector chemistry relative to current reagent costs for typical plant operations. SOURCES OF DATA Since AERO 6493 generally showed significant improvement in flotation efficiency for coarse feed, flotation results used for this preliminary economic evaluation were from coarse feed from the Cargill South Fort Meade Plant, Central Florida. Specifically, data for the cost comparison of the new collector chemistry with the traditional collector chemistry were from two sources:
(1) The typical single-stage pilot plant flotation results obtained using the hydroxamic acid collector (AERO 6493).
(2) The typical flotation results using the traditional double float process with
fatty acid/fuel oil (FA/FO) and amine as collectors. Data for the traditional process were obtained from several different references (Wang 1999; Wiegel 1999; Zhang and others 1997).
Flotation results and reagent costs are presented in Table 10 for single-stage
flotation with AERO 6493, and Table 11 for double-stage flotation (Crago Process) with fatty acid/fuel oil (FA/FO) and amine chemistry. ECONOMIC ANALYSIS
This preliminary economic analysis was carried out considering separation efficiency and, in this regard, includes recovery, grade, reagent consumption and the reagent prices. The analysis is based on the economic evaluation model developed by Jacobs Engineering (El-Shall and others 2001) for phosphate mineral processing. In this model, a scheme for penalizing lower grade rock has been developed and the economic performance measure is defined as
M = CP – CfF – FCr

46
where M = The economic performance measure, representing dollars earned per year ($/year) Cp = Sales value of product: Cp = Price of 66% BPL rock x (BL/66)1.5 (BL = % BPL ) Price of 66% BPL rock (30% P2O5): $30/ton [73] Cf = Sales value of feed: Cf = Price of 66% BPL rock x (BL/66)1.5 Cr = Total reagent cost: Cr ($/ton feed) P = Product flowrate: P = F( α /100)( ε /100)(100/ β ) (ton/year) F = Feed solid flowrate: F = 4,000,000 ton/year (assumed) α = Feed P2O5 grade (see Tables 5.1, 5.2) β = Concentrate P2O5 grade (see Tables 5.1, 5.2) ε = Product recovery (see Tables 5.1, 5.2) Table 10. Pilot Plant Flotation Results and Reagent Schedule for Single-Stage Flotation with AERO 6493.
Process
Feed Grade P2O5 %
(α)
Concentrate Grade P2O5 %
(β)
P2O5 Recovery %
(ε)
Cargill South Fort Meade
Fine Feed , Single-Stage, pilot Scale Flotation at AERO 6493 Consumption of 1.87 lb/t feed
9.6
29.6
86
Cargill South Fort Meade
Coarse Feed, Single-Stage, pilot Scale Flotation at AERO 6493 Consumption of 2.65 lb/t feed
12.9
31.55
95

47
Table 11. Typical Flotation Results and Reagent Costs for Coarse Feed Using the Traditional Double Float Process (FA/FO and Amine).
Process Feed Grade
P2O5 % (α)
Concentrate Grade P2O5 %
(β)
P2O5 Recovery %
(ε)
Typical Double Float Plant Scale
Flotation with FA/FO 8.00 31.5 85
Reagents Reagent (lb/t feed)
Price ($/lb)
Cost ($/t feed)
Na2SiO3 0.1-0.4 0.05 0.01-0.02
Na2CO3 0.8-1.4 (pH 9) 0.08 0.07-0.11
Fatty Acid 1.4-2.1 0.15-0.20 0.21-0.42
Fuel Oil 0.6-0.9 0.07 0.042-0.063
H2SO4 2 (pH 3.3) 0.03 0.06
Amine 1 0.25-0.30 0.25-0.30
Total 0.64-0.97
The preliminary results comparing the AERO 6493 collector with the traditional double float process using fatty acid/fuel oil (FA/FO) are presented in Table 12 using Jacobs Engineering’s model for economic performance. The results indicate that if the price for AERO 6493 is less than $1.80/lb., the economic performance for AERO 6493 is comparable with the traditional Double Float process.

48
Table 12. Typical Results from the Economic Performance Analysis (Assuming 4 Million Tons Per Year of Capacity).
Process
Reagent Price
$/Lb
Reagent Cost
$/t Feed
Product Flowrate
Ton/Year
Economic Performance
Million $/Year
Single-Stage
AERO 6493
1.6-1.8
1.93-2.17
1,445,324
7.55-8.51
Double Float
FA/FO
Amine
0.63-0.73
0.64-0.97
1,295,238
7.41-8.73

49
ENVIRONMENTAL IMPACT
LITERATURE REVIEW
The hydroxamic acid compounds, of structure R-CONHOH where R is an alkyl
group, are prepared by condensation of the appropriate carboxylic acid methyl ester with hydroxylamine. With the particular concern regarding the environmental impact of these flotation reagents, Addison and Cote (1973) and Fletcher and Addison (1972), from Fisheries Research Board of Canada, Marine Ecology Laboratory, published two lectures on the study of acute toxicity of saturated n-alkylhydroxamic acids to salmon. In the study “Variation with chain length in acute toxicity of alkylhydroxamic acids to salmon (Salmo salar) fry,” it was reported that toxicity was attributed to the hydroxamic acid (or hydroxamate anion) rather than to dimethylamine or to hydroxylamine (a potential decomposition product). The n-decano-hydroxamic acid, tested as its sodium salt, was considerably more toxic than the flotation reagent itself and the acute toxicity of alkylhydroxamic acids was found to increase with chain length. It was also found in this research project that hydroxamic acids with chain lengths less than 6 carbon atoms were not lethal at concentrations below 100mg/l within 90 hrs. Hydroxamic acids with chain lengths higher than 10 carbon atoms were also not found to be lethal at concentrations of 10mg/l or above (Addison and Cote 1973). The authors confirmed their previous suggestion that the toxic component of the flotation reagent was hydroxamic acid (or hydroxamate ion). Neither the possibility of decomposition products, hydroxylamine or nitrite was detected in the test solutions of hydroxamic acids. The acid C9H19CONHOH was more toxic than the flotation reagent based on a mixture of 60% C7H15CONHOH and 30% C9H19CONHOH.
It was also revealed in the toxicity study for iron ore flotation that the reagent,
dimethyl ammonium alkyl hydroxamate (DMAH), was lethal to brook trout and dimethylamine proved to be non-toxic (Addison and Cote 1973; Fletcher and Addison 1972). Hydroxylamine was as lethal as DMAH and the 10 carbon sodium salt was 5-10 times more toxic than hydroxylamine or DMAH.
E. D. Savilov, from The Novosibirsk Scientific Research Public Health Institute,
Russia published a report (Savilov 1977) of hygienic standards for flotation reagent IM-50 and hydroxamic acid in water reservoirs. The report indicated that the threshold concentration of the hydroxamic acids on the organoleptic properties of water ranged from 5mg/L for C9 HA to 200mg/L for C7 HA. For flotation reagent IM-50 the threshold of smell was 1mg/L. A quantitative determination over time showed that reagent IM-50 and its component hydroxamic acids (HAs) are stable substances in water. The threshold concentrations for the HAs and for the IM-50 flotation reagent with respect to BOD20 were established at 0.1mg/L for each. The threshold concentration for foam formation for the homologous series of C7-C10 hydroxamic acids and IM-50 is 2mg/L, and for C6 HA it is 1mg/L. The toxicity of reagent IM-50 lies between that of C7 and C8 hydroxamic acids. DL50 for white rats was found to be 1900mg/L for C6 HA and 20,750mg/L for C10 HA. This research report from Russia also confirmed that reagent IM-50 and the HAs are similar to each other with regard to toxicodynamics. The sanitary-toxicology experiments were conducted by administering enanthic hydroxamic acid (EHA) into the stomach of the rats with drinking water in amounts of 0.5, 5, and 50mg/L

50
for 6 months. The conclusions revealed from this study are that the ineffective dose of EHA can be set at the 0.5mg/kg level (10mg/L), and the threshold level at 5 mg/kg (100mg/L) (Savilov 1977).
The essential components of AERO 6493 are 5-6% caprylic acid (C7H15COOH),
60% dodecyl alcohol (C11-14 isomers), and 35% alkyl hydroxamic acids (R-C(O)NHOH, where R is alkyl group having 7-8 carbon atoms). It can be expected that the toxicity of AERO 6493 should be less than that of hydroxamic acid type flotation reagents mentioned above since the lower concentration of alkyl hydroxamic acids and the shorter hydrocarbon chain length in the product. According to the application of AERO 6493 in the kaolin industry in Georgia, where AERO 6439 is used as a collector to remove impurities from kaolin, environmental studies have shown that the reagent is biodegradable and that the toxicity level LC50 is 2.5ppm for blue gill sunfish. The toxicity of the flotation collector, AERO 6493, is of particular importance in the kaolin industry because the kaolin flotation product must be FDA approved, a condition which has been satisfied without any difficulty. The hydroxamic acid collector can not be detected in water discharged from the plant operated by Thiele Kaolin. EXPERIMENTS ON WATER QUALITY
As described above, hydroxamic acids and flotation reagents containing
hydroxamic acid compounds are toxic at a certain dosage, although industrial application activities have been conducted for many years. Therefore, the environmental impact of the new collector, the alcoholic solution of the alkyl hydroxamic acid (AERO 6493), is an important issue regarding the use of AERO 6493 in the phosphate industry. To assess water quality that might be discharged two sets of flotation experiments were conducted and samples of the discharged water were analyzed to obtain the preliminary estimate of the environmental impact of AERO 6493.
The coarse feed from the Cargill South Fort Meade Plant, Central Florida was
used for this environmental assessment. The scope of the work was based on bench laboratory testing to: (1) Establish the baseline conditions with open-cycle single-stage flotation experiments without recycled water to evaluate the discharge water quality; (2) conduct the locked cycle single-stage flotation experiments with recycled water to estimate the steady state discharge water quality; and (3) compare the discharge water quality using AERO 6493, with the analytical results from plant water samples. Water Quality in Open-Cycle Testing
Figure 27 shows the open-cycle flotation procedure. In this test, tap water was
used. The sample was conditioned with the collector, AERO 6493, with a dosage of 800 g/t at 75% solids for 3 minutes. Then the slurry was transferred into the flotation cell and diluted to 20% solids with tap water. After flotation the water from filtration of the tailing and concentrate products was collected and analyzed. Whatman #4 coarse fast filter papers were used for the filtration. The flotation and water analytical results are listed in Table 13. These results are used as a baseline. Notice that the TOC content is 6.5mg/l, of which 35% or 2.275mg/l may be contributed from hydroxamic acids (C 7-8).

51
Figure 27. Open-Cycle Single-Stage Flotation Procedure Without Recycled Water.
Cargill Coarse Feed
Concentrate Filtration Tailing Filtration
Flotation (One Liter Cell) @ 20% Solids
AERO 6493 800 g/t
75% Solids Conditioning, 3 min.
Solid Tailing Sampling for Analysis
Solid Concentrate Sampling for Analysis
Discharge Water Sampling for Analysis
Tap Water
Tap Water

52
Table 13. Analytical Results for Open-Cycle Flotation of Cargill Feed (12x80 Mesh) and Discharge Water Quality without Water Recycle Using AERO 6493 as Collector. Flotation with Tap Water at pH 7.41.
Grade
P2O5%
Recovery
%
pH
Hardness(1)
mg/L
TSS(2)
mg/L
TDS(3)
mg/L
Turbidity(4)
NTU
30.98 93.36 8.07 650 140 820 150
TOC(5)
mg/L COD(6)
mg/L
P(7) mg/L
Ca(8)
mg/L
Mg(9)
mg/L F(10) mg/L
Dissolved Oxygen(11)
mg/L
6.5 240 15 170 54 9.1 10.82
The analytical methods used were all EPA-approved standard methods, with the code as follows: (1) as CaCO3, 2340B (2) 160.2 (3) 160.1 (4) 180.1 (5) 415.1 (6) HACH 8000 (7) as total P, 365.4 (8) 6010B (9) 6010B (10)340.1 (11) 360.1 Water Quality in Locked-Cycle Testing
Figure 28 shows the locked-cycle flotation procedure. In this test the tap water
was used for the first cycle of flotation. In the first cycle of flotation, a sample of 250 grams was conditioned with the new collector, AERO 6493, with a dosage of 800g/t at 75% solids for 3 minutes. Then the slurry was transferred to the flotation cell and diluted to 20% solids with tap water. After the first cycle of flotation, water from the filtration of tailing and concentrate was collected for the second cycle of flotation. In the second cycle of flotation a second 250 gram sample was conditioned and diluted with the recycled water from the first cycle flotation at the same reagent schedule, conditioning and flotation conditions. After the second cycle of flotation the water from filtration of tailing and concentrate was collected for the third cycle of flotation. After completing the same procedure as used for the second cycle, the filtration water from the third cycle was collected and analyzed. Whatman #4 coarse fast filter papers were used for the filtration.
Flotation results and the water analysis (essentially the third cycle water) are
listed in Tables 14 and 15. The results indicate that the recovery and grade of the phosphate concentrate have stabilized in the third cycle. It also can be seen that there was no significant change in water quality (most analytical results) from the open-cycle results to the closed cycle. Notice that the total organic carbon (TOC) in closed cycle increased from 6.5mg/l to 22mg/L, which in turn would correspond to be from 2.275ppm to 7.7ppm in hydroxamic acid. The chemical oxygen demand (COD) also increased from 240 to 440 mg/L. This change may be due to a build up of the reagent in the closed cycle. Usually in the closed cycle the reagent dosage would be reduced.

53
Figure 28. Locked-Cycle Single-Stage Flotation Procedure with Recycled Water.
100%
Rec
ycle
d W
ater
If Cycle < 3
Cargill Coarse Feed
Concentrate Filtration Tailing Filtration
Flotation (One Liter Cell) @ 20% Solid
AERO 6493 800 g/t
75% Solids Conditioning, 3 min.
Solid Tailing Sampling for Analysis
Solid Concentrate Sampling for Analysis
Discharge Water Sampling for Analysis
If Cycle = 3
Tap Water

54
Table 14. Analytical Results for Locked-Cycle Flotation Products of Cargill Feed (12x80 Mesh) with 100% Water Recycle using AERO 6493 as Collector. Flotation with Tap Water at pH 7.41.
Cycle Products Wt. % Grade P2O5% Recovery %
Concentrate 42.57 32.41 89.36
1 Tailing 57.43 2.86 10.64
Feed 100.00 15.44 100.00
Concentrate 45.94 30.07 95.12
2 Tailing 54.06 1.31 4.88
Feed 100.00 14.52 100.00
Concentrate 46.13 30.07 95.30
3 Tailing 53.87 1.27 4.70
Feed 100.00 14.56 100.00 Table 15. Analytical Results for Locked Cycle Flotation of Cargill Feed (12x80 Mesh) and Discharge Water Quality from the Last Cycle (Cycle 3) Water Recycled Using AERO 6493 as Collector. Flotation with Tap Water at pH 7.41.
Cycle Grade
P2O5%
Recovery
%
pH Hardness(1)
mg/L
TSS(2)
mg/L
TDS(3)
mg/L
Turbidity(4)
NTU
3 30.07 95.30 7.97 590 110 820 110
TOC(5)
mg/L
COD(6)
mg/L
P(7)
mg/L
Ca(8)
mg/L
Mg(9)
mg/L
F(10)
mg/L
Dissolved Oxygen(11)
mg/L 3
22 440 13 150 52 16 10.81 The analytical methods used were all EPA-approved standard methods, with the code as follows: (1) as CaCO3, 2340B (2) 160.2 (3) 160.1 (4) 180.1 (5) 415.1 (6) HACH 8000 (7) as total P, 365.4 (8) 6010B (9) 6010B (10)340.1 (11) 360.1

55
SUMMARY Shown in Table 16 are the average analytical data of 11 samples of plant water
taken from the flotation operations in Central Florida, published by Jacobs Engineering Group, Inc. (1995) in a survey of phosphate beneficiation plants including the IMC plants, and the Cargill plants Since the individual plant water analytical data is not available a complete comparison can not be made. In general, all the analytical terms listed in Table 13 and Table 15, including Total Suspended Solids (TSS), hardness (as Ca2CO3), pH, and P (total P), have higher values for the discharge water from AERO 6493 bench flotation experiments than those for plant water samples, especially for TSS and hardness. Six and three times over in TSS and hardness, respectively, when the data from AERO 6493 flotation discharge water is compared with the data from operating plants, which are using fatty acid/amine flotation chemistry. Apparently, the difference in water quality is significant. However, the final conclusion on the environmental impact of the new flotation chemistry using AERO 6493 still can not be made based only on these results since many incomparable variables are involved in this comparison, such as the time for water sampling after being discharged, filtration conditions for concentrate etc. Especially, the analytical results from Table 13 and Table 15 suggest that the hydroxamic acid collector, AERO 6439 addition could be reduced in a locked cycle flotation to improve the accumulation of TOC content in discharged flotation water without having a negative influence on the separation efficiency. Further environmental evaluation regarding water quality should be made in plant testing. Table 16. Average Analysis of Plant Water Samples from Central Florida (Jacobs Engineering Group, Inc.).
TSS(1) Hardness(2) pH(3) P(4)
15 ppm 129 ppm 7.6 2.7 ppm
(1) EPA procedure for filterable residue (2) CaCO3, EDTA titrimetric procedure (3) pH meter (4) AOAC procedure for Spectrophotometric Molybdovanadophosphate

57
CONCLUSIONS
It has been found that excellent flotation selectivity is achieved when pure mineral samples are conditioned at high percent solids with water insoluble alcoholic solutions of alkyl hydroxamic acids as collectors. The results from contact angle and high-speed video studies indicate that the hydroxamic acid collector has different spreading characteristics at the surfaces of fluorapatite, dolomite and quartz. It is evident that collector composition is an important variable which influences the flotation response. Long branched chain alcohols increase the hydrophobicity and reduce reagent consumption. Understanding of the mechanism of collector attachment and spreading is still unclear and surface chemistry research should be continued to further understand the phenomena involved in the flotation of phosphate minerals with insoluble alcoholic solutions of hydroxamic acids.
Based on these bench-scale flotation results with a water insoluble alcoholic solution of hydroxamic acid (AERO 6493) it seems that a single-stage phosphate recovery of 90 - 95% with a concentrate grade of 31% P2O5 is possible for coarse feed from the IMC-Agrico Four Corners Plant. As is the case for the traditional phosphate flotation, high solids conditioning is necessary with the hydroxamic acid collector. Conventional plant practice using traditional fatty acid/fuel oil collector (1,200 g/t) results in only 75-80% recovery at a grade of 31% P2O5 after multiple flotation stages in different flotation circuits (double flotation). In the case of coarse feed from the Cargill Plant the concentrate grade reached 34% P2O5 with 93% recovery in single-stage bench-scale flotation with the new collector. Also significant improvements in flotation were achieved with plant samples from North Carolina and Utah. The results indicate that the hydroxamic acid collector is more effective for the flotation of coarse feed than for the flotation of fine feed. Pilot plant testing at a feed rate of 700-900 lbs/hr was carried out in order to evaluate the new collector in a larger scale continuous flotation experiment. The results from the pilot plant with single-stage flotation are summarized in Table 17. For the coarse feed, in the best case a concentrate grade of 31.5% P2O5 and 95.0% recovery was achieved. The average concentrate grade is about 31.4% P2O5 with 92.8% recovery and 6.96% insol. The results from the pilot plant testing confirmed the results from bench-scale flotation experiments.
The preliminary economic analysis of the new flotation chemistry with the alcoholic solution of the hydroxamic acid collector, AERO 6493, indicates that the economic performance is sensitive to the feed grade and reagent cost. Significant economic effectiveness could be achieved under certain circumstances. For example, at a plant capacity of 4 million tons per year, a marginal economic performance of 7.55-8.51 million dollars per year can be reached for a price of AERO 6493 at $1.6-1.8/lb, in contrast to a price of $0.63-$0.93/lb for the existing traditional double float process with FA/FO and amine. A price lower than $1.60/lb for AERO 6493 would give a much more significant improvement in economic performance. The value of using AERO 6493 would be much more significant if other aspects involved in the entire flotation process

58
were counted, such as energy reduction, water quality, water consumption, equipment investment, the cost of equipment maintenance, etc.
Analysis of water from bench-scale flotation experiments and review of the
literature indicate that there is no significant environmental impact from utilization of the new collector. In fact the AERO 6493 reagent is currently used in the kaolin industry and is not detected in discharged water from these operations. Table 17. Results from Single-Stage Pilot Plant Phosphate Flotation of Feed from the Cargill SFM Plant Using the New Hydroxamic Acid Collector (AERO 6493).
Feed Condition Wt % P2O5 % Recovery %
Dosage 850 g/t 27.96 29.6 85.94
Fine Feed Conditioning Solids 72.04 1.88 14.06
74 % 100.00 9.63 100.00
Dosage 1200 g/t 38.80 31.55 94.88
Coarse Conditioning Solids 61.20 1.08 5.12 Feed 71% 100.00 12.9 100.00

59
REFERENCES Addison RF, Cote RP. 1973. Variation with chain length in acute toxicity of alkylhydroxamic acids to salmon (Salmo salar) fry. Lipids 8(9):493-7. Allen MP. 1993. The Vernal phosphate rock mill. In: El-Shall H, Moudgil BM, Wiegel R, editors. Beneficiation of phosphate: theory and practice. Littleton (CO): Society for Mining, Metallurgy and Exploration. p 85-91. El-Shall H, Svoronos S, Abdel-Khalek NA. 2001. Bubble generation, design modeling and optimization of novel flotation columns for phosphate beneficiation: final report. Volumes I and II. Bartow (FL): Florida Institute of Phosphate Research. Publication nr 02-111-175. FIPR. 1998. 1998-2003 strategic research, programmatic, & management priorities. Bartow (FL): Florida Institute of Phosphate Research. Fletcher GL, Addison RF. 1972. Some aspects of the chemistry and acute toxicity of the iron ore flotation agent dimethyl ammonium alkyl hydroxamate and some related compounds to brook trout. Environmental Contamination and Toxicology 1(2/3):147-57. Gieseke EW. 1985. Phosphate rock. In: Weiss NL, editor. Mineral processing handbook. Vol. 2. New York: SME/AIME. p 21:1 to 21:8. Gruber GA. 1999. Anionic conditioning for phosphate flotation. In: Zhang P, El-Shall H, Wiegel R, editors. Beneficiation of phosphate: advances in research and practice. Littleton (CO): Society of Mining, Metallurgy and Exploration. p 303-13. Gu Z, Gao Z, Zheng S. 1999. Beneficiation of Florida dolomitic phosphate pebble with a fine-particle flotation process. In: Zhang P, El-Shall H, Wiegel R, editors. Beneficiation of phosphate: advances in research and practice. Littleton (CO): Society of Mining, Metallurgy and Exploration. p 155-62. Houot R. 1982. Beneficiation of phosphoric ores through flotation: review of industrial applications and potential developments. Int. J. Miner. Process. 9(4):353-84. Jacobs Engineering Group, Inc. 1995. Understanding the basics of anionic conditioning in phosphate flotation. Bartow (FL): Florida Institute of Phosphate Research. FIPR Publication nr 02-090-121. p 4-11. Lu Y, Drelich J, Miller JD. 1997. Wetting of francolite and quartz and its significance in the flotation of phosphate rock. Minerals Engineering 10(11):1219-31. Lu Y, Liu N, Wang X, Miller JD. 1999. Improved phosphate flotation with nonionic polymers. In: Zhang P, El-Shall H, Wiegel R, editors. Beneficiation of phosphates:

60
advances in research and practice. Littleton (CO): Society for Mining, Metallurgy and Exploration. p 3-19. Miller JD, Wang X, Li M. 2001. Selective flotation of phosphate minerals with alcoholic solutions of alkyl hydroxamic acid. Presented at Engineering Foundation Conference, Beneficiation of Phosphates III; 2-7 Dec 2001; St. Petersburg Beach, FL. Moudgil BM. 1992. Enhanced recovery coarse particles during phosphate flotation: final report. Bartow (FL): Florida Institute of Phosphate Research. FIPR Publication nr 02-067-099. Peterson HD, Fuerstenau MC, Rickard RS, Miller JD. 1966. Chelating agents—a key to chrysocolla flotation. Mining Engineering 18(4):81-6. Savilov ED. 1977. Substantiation of hygienic norms of the new flotation reagent IM-50 and hydroxamic acids in the water of reservoirs. Gig. Aspekty Okhr. Zdorov’ya Naseleniya. Moscow (USSR): Mosk. Nauchno-Issled. Inst. Gig. im. F. F. Erismana. p 42-3. Translated from the Russian by the Ralph McElroy Co., Custom Division, P.O. Box 4828, Austin, TX 78765 USA. Tavrides, JG. 1988. Assessment of present phosphate mining and beneficiation practice and the evaluation of alternative technology. Bartow (FL): Florida Institute of Phosphate Research. FIPR Publication nr 04-031-068. Section 5, “Beneficiation.” p 5-1 to 5-7. Wang X. 1999. Flotation of phosphate rock from central Florida with the air sparged hydrocyclone [MS thesis]. Salt Lake City (UT): University of Utah. Wiegel R. 1999. Phosphate rock beneficiation practice in Florida. In: Zhang P, El-Shall H, Wiegel R, editors. Beneficiation of phosphates: advances in research and practice. Littleton (CO): SME. p 271-5 Zhang J. 1995. Phosphate beneficiation--challenges and opportunities. In: Misra M, editor. Separation processes: heavy metals, ions and minerals: proceedings of a symposium; 1995 Feb 12-16; Las Vegas, NV. Warrendale (PA): The Minerals, Metals & Materials Society. p 167-183. Zhang P, Yu Y, Bogan M. 1997. Challenging the “Crago” double float process. II. Amine-fatty acid flotation of siliceous phosphates. Minerals Engineering 10(9): 983-94.

APPENDIX A
DATA FROM PILOT-PLANT FLOTATION TESTS

Tab
le A
-1.
Pilo
t Tes
ting
Perf
orm
ed o
n Fi
ne F
eed
from
Car
gill
SFM
Pla
nt.
%
Sol
ids
Wat
er (U
SGPM
) D
ate
Test
St
ream
M
ass
(Lbs
./Hr.)
C
olle
ctor
(G
m/m
in)
Con
ditio
ner
Stre
am
Stre
am
Dilu
tion
Tota
l
Feed
91
0 5.
43
72.5
0.69
5.
30
5.99
C
once
ntra
te25
8
32
.0%
1.
10
2.80
3.
90
5/20
/02
1 Ta
iling
65
4
21
.8%
4.
68
--
4.68
Fe
ed
894
4.73
73
.5
0.
64
5.00
5.
64
Con
cent
rate
208
33.2
%
0.84
2.
80
3.64
5/
20/0
2 2
Taili
ng
707
23.7
%
4.54
--
4.
54
Feed
86
7 5.
70
73.5
0.63
5.
80
6.43
C
once
ntra
te25
5
35
.6%
0.
92
2.20
3.
12
5/20
/02
3 Ta
iling
64
5
20
.7%
4.
94
--
4.94
Fe
ed
885
5.68
76
.0
0.
56
5.80
6.
36
Con
cent
rate
249
38.0
%
0.81
2.
00
2.81
5/
20/0
2 4
Taili
ng
666
20.8
%
5.06
--
5.
06
Feed
88
6 5.
70
74.0
0.62
5.
80
6.42
C
once
ntra
te26
0
36
.0%
0.
92
2.00
2.
92
5/20
/02
5 Ta
iling
65
5
20
.7%
5.
03
--
5.03
Fe
ed
893
5.30
74
.0
0.
63
5.80
6.
43
Con
cent
rate
235
35.7
%
0.85
2.
00
2.85
5/
20/0
2 6
Taili
ng
672
21.1
%
5.03
--
5.
03
A-1

Tab
le A
-2.
Pilo
t Tes
ting
Perf
orm
ed o
n C
oars
e Fe
ed fr
om C
argi
ll SF
M P
lant
.
% S
olid
s W
ater
(USG
PM)
Dat
e Te
st
Stre
am
Mas
s (L
bs./H
r.)
Col
lect
or
(Gm
/min
) C
ondi
tione
r St
ream
St
ream
D
ilutio
n To
tal
Feed
88
6 6.
17
71.5
0.71
5.
50
6.21
C
once
ntra
te27
0
26
.5%
1.
50
2.50
4.
00
5/21
/02
7 Ta
iling
64
3
23
.6%
4.
16
--
4.16
Fe
ed
659
7.10
70
.8
0.
54
5.50
6.
04
Con
cent
rate
217
24.7
%
1.33
2.
50
3.83
5/
21/0
2 8
Taili
ng
468
19.2
%
3.93
--
3.
93
Feed
78
2 7.
20
71.8
0.61
5.
50
6.11
C
once
ntra
te29
2
28
.5%
1.
46
2.00
3.
46
5/21
/02
9 Ta
iling
46
5
19
.4%
3.
86
--
3.86
Fe
ed
745
7.00
71
.4
0.
60
5.80
6.
40
Con
cent
rate
281
26.9
%
1.53
2.
00
3.53
5/
21/0
2 10
Ta
iling
46
7
19
.3%
3.
91
--
3.91
Fe
ed
658
7.53
71
.5
0.
53
5.80
6.
33
Con
cent
rate
247
24.9
%
1.48
2.
00
3.48
5/
21/0
2 11
Ta
iling
46
6
19
.4%
3.
86
--
3.86
A-2

A-3
Analysis and Adjusted Data Table A-3. Analytical Results From Pilot Testing for Fine Feed from Cargill SFM
Plant.
Analyzed Data Adjusted Data
(Minimized SSQ) Test No. Product Mass
(Lbs./Hr.) P2O5 (%)
Insol (%)
Mass (Lbs/Hr.)
P2O5 (%)
Insol (%)
Feed 910.00 9.94 70.85 910.67 9.73 71.26
1 Concentrate 258.00 28.38 17.61 257.36 28.43 17.46
Tail 654.00 2.24 92.84 653.31 2.37 92.45
Feed 894.00 9.89 70.57 883.30 10.37 70.65
2 Concentrate 208.00 30.55 11.19 218.57 30.56 11.64
Tail 654.00 3.70 88.62 664.74 3.73 90.05
Feed 867.00 10.13 70.11 878.02 9.83 69.53
3 Concentrate 255.00 29.68 13.73 244.08 29.61 13.26
Tail 645.00 2.38 92.39 633.94 2.21 91.20
Feed 885.00 10.22 69.91 895.03 9.67 70.19
4 Concentrate 249.00 30.24 12.37 239.12 30.26 11.75
Tail 666.00 2.11 93.16 655.91 2.17 91.50
Feed 886.00 10.03 70.40 895.69 9.63 70.34
5 Concentrate 260.00 29.61 14.1 250.43 29.60 13.56
Tail 655.00 1.91 93.74 645.26 1.88 92.38
Feed 893.00 10.13 70.13 897.68 10.02 69.92
6 Concentrate 235.00 30.71 11.00 230.37 30.68 10.82
Tail 672.00 2.97 90.83 667.31 2.88 90.32 * Calculated by using TECHBAL Material Balance Spreadsheet by G.H. Luttrell, Department of Mining & Minerals Engineering

A-4
Table A-4. Analytical Results from Pilot Testing for Coarse Feed from Cargill SFM Plant.
Analyzed Data Adjusted Data (Minimized SSQ)
Test No. Product Mass
(Lbs./Hr.) P2O5 (%)
Insol (%)
Mass (Lbs./Hr.)
P2O5 (%)
Insol (%)
Feed 886.00 12.01 64.77 895.01 11.70 64.37
7 Concentrate 270.00 32.30 6.55 261.06 32.25 6.18
Tail 643.00 3.37 89.20 633.95 3.25 88.33
Feed 659.00 12.01 64.82 667.72 10.86 66.44
8 Concentrate 217.00 31.39 8.82 208.62 31.58 7.59
Tail 468.00 1.02 95.83 459.10 1.44 93.18
Feed 782.00 12.28 64.00 773.64 12.90 63.03
9 Concentrate 292.00 31.60 8.17 300.16 31.55 9.19
Tail 465.00 1.16 95.53 473.43 1.08 97.16
Feed 745.00 12.30 63.88 745.99 12.65 62.56
10 Concentrate 281.00 31.74 7.92 279.92 31.58 8.33
Tail 467.00 1.54 94.45 466.06 1.28 95.13
Feed 658.00 12.41 63.55 676.38 11.44 63.18
11 Concentrate 247.00 31.45 8.48 228.95 31.36 6.96
Tail 466.00 1.43 94.82 447.43 1.25 91.95 * P2O5 and Insols analyzed by FIPR lab.












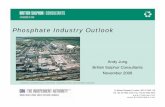




![Emerging Paradigms in Biosolids Management › wp-content › uploads › roadshow...1940 1960 1980 2000 2020] Super-phosphate 20% phosphate Super-phosphate 44-46% phosphate Diammonium](https://static.fdocuments.in/doc/165x107/5f0eaf737e708231d4406f3e/emerging-paradigms-in-biosolids-management-a-wp-content-a-uploads-a-roadshow.jpg)
