A Review of Two Models for Tolerance Analysis of an Assembly - Vector Loop and Matrix
18
ORIGINAL ARTICLE A review of two models for tolerance analysis of an assembly: vector loop and matrix Massimiliano Marziale & Wilma Polini Received: 3 June 2008 / Accepted: 2 October 2008 / Published online: 31 October 2008 # Springer-Verlag London Limited 2008 Abstract Mechanical products are usually made by assem- bling many parts. The dimensional and geometrical variations of each part have to be limited by tolerances able to ensure both a standardized production and a certain level of quality, which is defined by satisfying functional requirements. The appropriate allocation of tolerances among the different parts of an assembly is the fundamental tool to ensure assemblies that work rightly at lower costs. Therefore, there is a strong need to develop a tolerance analysis to satisfy the requirements of the assembly by the tolerances imposed on the single parts. This tool has to be based on a mathematical model able to evaluate the cumulative effect of the single tolerances. Actually, there are some different models used or proposed by the literature to make the tolerance analysis of an assembly, but none of them is completely and univocally accepted. Some authors focus their attention on the solution of single problems found in these models or in their practical application in computer-aided tolerancing systems. But none of them has done an objective and complete comparison among them, analyzing the advantages and the weakness and furnishing a criterion for their choice and application. This paper briefly introduces two of the main models for tolerance analysis, the vector loop and the matrix. In this paper, these models are briefly described and then compared showing their analogies and differences. Keywords Tolerance analysis . Vector loop model . Matrix model . Functional requirements 1 Introduction As technology increases and performance requirements continually tighten, the cost and required precision of mechanical assemblies increase as well. Then, there is a strong need for industries to produce high-precision assemblies at lower costs. Therefore, there is a strong need to use tolerance analysis to predict the effects of the tolerances that have been assigned to the components of an assembly on the functional requirements of the assembly itself. The aim of the tolerance analysis is to study the accumulation of dimensional and/or geometric variations resulting from a stack of dimensions and tolerances. The results of the analysis are meaningfully conditioned by the adopted mathematical model. Some are the models pro- posed by the literature to carry out a tolerance analysis of an assembly, but they still appear not adequate under many aspects: the schematization of the form deviations, the schematization of the joints with clearance between the parts, the solution of complex stack-up functions due to the network joints among the components, and so on. Moreover, there does not exist in the literature a paper that compares the different analytical methods on the basis of a case study that underlines in a clear way all the advantages and the weakness. In the literature, some studies compare the models for tolerance analysis by dealing with their general features [1, 2]. Other studies compare the main computer-aided tolerancing softwares that implement some of the models of the tolerance analysis [3, 4]; but these studies focus the attention on the general features. However, a complete comparison of the models proposed to solve the Int J Adv Manuf Technol (2009) 43:1106–1123 DOI 10.1007/s00170-008-1790-0 M. Marziale : W. Polini (*) Università degli Studi di Cassino, via G. di Biasio 43, 03043 Cassino, Italy e-mail: [email protected]
-
Upload
akjeevanantham79 -
Category
Documents
-
view
7 -
download
0
description
m
Transcript of A Review of Two Models for Tolerance Analysis of an Assembly - Vector Loop and Matrix
-
ORIGINAL ARTICLE
A review of two models for tolerance analysisof an assembly: vector loop and matrix
Massimiliano Marziale & Wilma Polini
Received: 3 June 2008 /Accepted: 2 October 2008 /Published online: 31 October 2008# Springer-Verlag London Limited 2008
Abstract Mechanical products are usually made by assem-bling many parts. The dimensional and geometricalvariations of each part have to be limited by tolerancesable to ensure both a standardized production and a certainlevel of quality, which is defined by satisfying functionalrequirements. The appropriate allocation of tolerancesamong the different parts of an assembly is the fundamentaltool to ensure assemblies that work rightly at lower costs.Therefore, there is a strong need to develop a toleranceanalysis to satisfy the requirements of the assembly by thetolerances imposed on the single parts. This tool has to bebased on a mathematical model able to evaluate thecumulative effect of the single tolerances. Actually, thereare some different models used or proposed by the literatureto make the tolerance analysis of an assembly, but none ofthem is completely and univocally accepted. Some authorsfocus their attention on the solution of single problemsfound in these models or in their practical application incomputer-aided tolerancing systems. But none of them hasdone an objective and complete comparison among them,analyzing the advantages and the weakness and furnishinga criterion for their choice and application. This paperbriefly introduces two of the main models for toleranceanalysis, the vector loop and the matrix. In this paper, thesemodels are briefly described and then compared showingtheir analogies and differences.
Keywords Tolerance analysis . Vector loop model .
Matrix model . Functional requirements
1 Introduction
As technology increases and performance requirementscontinually tighten, the cost and required precision ofmechanical assemblies increase as well. Then, there is astrong need for industries to produce high-precisionassemblies at lower costs. Therefore, there is a strong needto use tolerance analysis to predict the effects of thetolerances that have been assigned to the components of anassembly on the functional requirements of the assemblyitself. The aim of the tolerance analysis is to study theaccumulation of dimensional and/or geometric variationsresulting from a stack of dimensions and tolerances. Theresults of the analysis are meaningfully conditioned by theadopted mathematical model. Some are the models pro-posed by the literature to carry out a tolerance analysis ofan assembly, but they still appear not adequate under manyaspects: the schematization of the form deviations, theschematization of the joints with clearance between theparts, the solution of complex stack-up functions due tothe network joints among the components, and so on.Moreover, there does not exist in the literature a paper thatcompares the different analytical methods on the basis of acase study that underlines in a clear way all the advantagesand the weakness. In the literature, some studies comparethe models for tolerance analysis by dealing with theirgeneral features [1, 2]. Other studies compare the maincomputer-aided tolerancing softwares that implement someof the models of the tolerance analysis [3, 4]; but thesestudies focus the attention on the general features. However,a complete comparison of the models proposed to solve the
Int J Adv Manuf Technol (2009) 43:11061123DOI 10.1007/s00170-008-1790-0
M. Marziale :W. Polini (*)Universit degli Studi di Cassino,via G. di Biasio 43,03043 Cassino, Italye-mail: [email protected]
-
tolerance analysis does not exist in the literature and,therefore, no guidelines exist to select the method moreappropriate to the specific aims.
The purpose of this work is to analyze two of the mostsignificant models for tolerance analysis: the model calledvector loop and the model called matrix. The comparisonof the models starts from their application to a case study.Dimensional and geometrical tolerances have been consideredas part of stack-up functions. The worst and the statisticalapproaches have been taken into account. The application ofthe envelope principle [5] and of the independence principle[6] has been deeply investigated. Finally, the guidelines forthe development of a new and original model able toovercome the limits of the compared models have beenunderlined.
Section 2 gives an overall explanation of the vectorloop and matrix models. Section 3 gives a comprehensivecomparison of the two models by means of a case studythat is characterized by 2-D tolerance stack-up functions.Finally, Section 4 offers some guidelines for those whowill have to make the choice.
2 Tolerance analysis models
2.1 Vector-loop-based method
Vector-loop-based model uses vectors to represent thedimensions in an assembly [7, 8]. Each vector representseither a component dimension or assembly dimension. Thevectors are arranged in chains or loops representing thosedimensions that stack together to determine the resultantassembly dimensions.
Three types of variations are modeled in the vector loopmodel: dimensional variations, kinematic variations, andgeometric variations. In a vector loop model, dimensionsare represented by vectors, in which the magnitude of thedimension is the length (Li) of the vector. Dimensionaltolerances are incorporated as variation in the length ofthe vector. Kinematic variations are small adjustmentsamong mating parts, which occur at assembly time inresponse to the dimensional variations and geometricfeature variations of the component analysis. There are sixcommon joints in 2-D assemblies and 12 common joints in3-D assemblies; at each kinematic joint, a local datumreference frame (DRF) has to be defined for. These jointsare used to describe the relative motions among matingparts. The degrees of freedom (df) that are constrained ornot by the mating part are controlled and the tolerances arespecified only for the constrained df. Geometric tolerancesare considered by adding micro-df to the joints justdescribed [9], i.e., a virtual transformation (a 0-length
vector or a rotation matrix along the directions admitted bythe applied tolerance) is added to the joints.
Although geometric tolerances may affect an entiresurface, they introduce a variation at the contact amongmating parts. Appropriate geometric variations may beadded to displacements at the joint. If the variation causedby the geometric tolerancekinematic joint combination is arotation, the geometric variable can be represented by arotational matrix or a combination of rotational matrices inthe assembly kinematic constraints. If the variation causedby the geometric tolerancekinematic joint combination is atranslation, a translation matrix may be inserted at theappropriate node in the assembly kinematic constraints.
To better understand this method, the basic steps to builda vector loop scheme and to carry out a tolerance analysisare given below [1012]:
1. Create assembly graphthe first step is to create anassembly graph. The assembly graph is a simplifieddiagram of the assembly representing the parts, themating conditions, and the measures to perform. Anassembly graph assists in identifying the number ofvector loops required for the analysis of the assembly.
2. Locate the DRFs for each partthe next step islocating the DRFs for each part. These DRFs are usedto locate features on each part. If there is a circularcontact surface, its center is considered as a DRF too.
3. Locate kinematic joints and create datum pathseachcontact among the parts is translated into a kinematicjoint. The kinematic joints of the assembly are locatedat the points of contact and they are oriented in such away that the joint degrees of freedom align with theadjustable assembly dimensions; in this way, each jointintroduces kinematic variables into the assembly whichmust be included in the vector model. The datum pathsare created as chains of dimensions which locates thepoint of contact with respect to the DRF of the parts.
4. Create vector loopsusing the assembly graph and thedatum paths, vector loops are created. Each vector loopis created by connecting the datum paths of the datumtraverse by the loops. A vector loop may be called openor closed if it is related to a measure or not.
5. Derive the equationsthe assembly constraints withinvector-loop-based models may be expressed as aconcatenation of homogeneous rigid body transformationmatrices:
R1 T1 . . . Ri Ti . . . Rn Tn Rf H 1
where:R1 is the rotational transformation matrix between thex-axis and the first vector; Ri is the rotational transformationmatrix between the vectors at node i; Ti is the translationalmatrix of vector i; Rf is the final closure rotation with the x-axis; and H is the resultant matrix. For example, in the 2-D
Int J Adv Manuf Technol (2009) 43:11061123 1107
-
case, the rotational and the translational matrices assume
the following shape: Ri cos fi sin fi 0sin fi cos fi 00 0 1
24
35 and Ti
1 0 Li0 1 00 0 1
24
35where i is the angle between the vectors at
node i, and Li is the length of vector i. If the assembly isdescribed by a closed loop of constraints, H is equal to theidentity matrix; otherwise, H is equal to the g vectorrepresenting the resultant transformation that will lead tothe final gap or clearance and its orientation when applied toa DRF.
6. Tolerance analysiswe consider an assembly consti-tuted by p-parts. Each part is characterized by the x-vector of the dimensions and by the -vector of thegeometrical variables that are known. When these partsare assembled together, the resultant product is charac-terized by the u-vector of the assembly variables and bythe g vector of the measures required on the assembly.It is possible to write L J P 1 closed loops,where J is the number of the ties among the parts thatlooks like:
H x; u;a 0 2
while there is an open loop for each measure to do thatlooks like:
g K x; u;a 3
Equation 3 allows us to calculate the measure g afterhaving solved the equations system (Equation 2). Equation 2is not linear and it is solved by means of the directlinearization method (DLM):
dH A dx B du F da 0 4
du B1 A dx B1 F da 5
dg C dx D duG da 6
with Aij=Hi/xj, Bij=Hi/uj, Fij=Hi/j, Cij=Ki/xj,Dij=Ki/uj, Gij=Ki/j.
From Eqs. 4 to 6:
dg C D B1 A dx G D B1 F da Sx dx Sa da 7
where Sx C D B1 A
and Sa G D B1 F
are the sensitivity matrices. When the sensitivity matrices
are known, it is possible to calculate the solution in theworst-case scenario as:
gi X
kSxik txkj j
XlSail talj j 8
while in the statistical scenario (root sum of squares) as:
gi X
kSxik txk 2
XlSail tal 2
h i1=29
The DLM is a very simple and rapid method, but it isapproximated too. When an approximated solution isunacceptable, it is possible to use a numerical simulationby means of a Monte Carlo technique to improve the exactsolution [1315].
2.2 Matrix model
Matrix-based model uses displacement matrices D whichdescribe the small displacements a feature may have oneinside the tolerance zones to represent the variability of theparts. For each feature to which a tolerance is applied, thereis a local DRF and a displacement matrix which is definedwith respect to the local DRF. Besides, for each clearancebetween two parts, there is a displacement matrix too andthe maximum value of the clearance is assumed as avirtual tolerance. The displacement matrices are arrangedtogether through the principle of effects overlapping inorder to determine the resultant assembly measure. In fact,the displacements are so small that it is possible to assumethat the total displacement is the sum of the displacementsdue to the single cause (tolerances and assembly gaps)[16, 17].
For each assembly measure, it is needed to define thepoints used to model it. For example, if we have to measurethe clearance between two axes, it results by combining theminimum and maximum distances that separate them.Therefore, this implies the optimization of two distancefunctions corresponding to the worst-case scenario [18].
To completely define the problem, the constraints due tothe displacement matrix D have to be added. Theseconstraints limit the features to remain inside the tolerancezones that are applied to them. The constraints are appliedto the points characterizing the features with tolerances. Forexample, if there is a location tolerance applied to a hole,this means that its axis should remain inside a cylindricalzone with an assigned diameter. It is enough that both theextreme points of the axis remain inside the cylindricalzone, once assumed that the axis maintains its nominalshape. This involves two constraints on the displacementsof matrix D.
The matrix model is based on the positional tolerancingand the technologically and topologically related surfaces
1108 Int J Adv Manuf Technol (2009) 43:11061123
-
(TTRS) criteria [19]. Moreover, the matrix model considersonly the worst-case solution and the features are assumed asideal, i.e., the form tolerances are considered as null. Tobetter understand this method, the basic steps are givenbelow for conducting a tolerance analysis:
1. Transform the tolerances applied on the drawingthefirst step is to transform the tolerances applied on adrawing according to the positional tolerancing and theTTRS criteria.
2. Create assembly graphthe second step is to create anassembly graph. The assembly graph allows us tolocate the global DRF and the linkages among thefeatures on which the tolerances are assigned.
3. Locate the local DRF of each part featurethere is aneeded to assign a DRF to each part feature.
4. Define the measuresthere is a need to define thepoints to use in order to evaluate the displacements. Foreach point, there is a need to define the path connectingthe point to the global DRF up to the assemblymeasure. The contributions of each point to theassembly displacement have to be identified.
5. Define the single displacement contributions and theconstraintsit is necessary to define the contribution ofeach displacement to the total displacements field andits constraints. Each surface can be classified into oneof the seven classes of invariant surfaces and thisallows us to annul some displacements in order toobtain a simplified displacement matrix. Therefore,considering the generic ith feature, once indicated withRi the local DRF, with R the global DRF, with P
1R>Ri
the homogeneous matrix transformation from R to Ri(this matrix depends only from the nominal geometry),with mR the vector which components are the coor-dinates of the generic point M of the ith feature in thelocal DRF, and with Di the displacement matrix by thetolerances applied on the ith feature, the displacementof point M in the global DRF is:
mRi P1RRi Di I mR 10
Equation 10 gives the range of displacements of the ithfeature in the global DRF that is allowed by the tolerancezone. Further points are necessary to specify the constraintsassuring the feature remains inside the bounds of thetolerance zone. The additional constraints are defined bylimiting the displacement of a set of points Mi belonging tothe feature inside the t tolerance range
mRi y Di I mRi y t=2 11
6. Apply the principle of effects overlapping and performthe optimizationif more than one tolerances areapplied on the same part, their effects is calculatedthrough the principle of effects overlapping. Forexample, if there are n tolerances applied to the samefeature that is characterized by the local DRF Ri, thedisplacement of a generic point M belonging to thefeature is simply expressed as the sum of the singlecontributors:
mR Xni1
P1R!Rih i
Di I mRi 12
Adding the constraints obtained for each feature withtolerances, a typical problem of optimization under con-straints is gotten. The optimization problem is solvedthrough standard optimization algorithms.
3 Models comparison
3.1 Case study
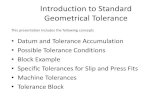
To compare the two models previously described, the casestudy shown in Fig. 1 has been used. It is constituted by abox containing two circles. The aim of the toleranceanalysis is the measurement of the variation of the gap gbetween the second circle and the top side of the box (g)as a function of the tolerances applied to the components.
The first analysis has considered only the dimensionaltolerances that are shown in Fig. 2. The envelope principlehas been applied, i.e., rule #1 of the American Society ofMechanical Engineers (ASME) standards. Then, the toleranceanalysis has considered the geometrical tolerances too, as
Fig. 1 The case study
Int J Adv Manuf Technol (2009) 43:11061123 1109
-
shown in Fig. 3. Both the envelope principle (according toASME Y19.4 standard) and the independent principle(according to ISO 8015 standard) have been considered.
The case study has been solved through both the worst-case and the statistical approaches. The case study containsall the characteristics and the critical aspects of theproblem, but at the same time it is so simple to calculate
the exact geometric worst-case value of the required rangeg in order to compare the results of the models. The exactgeometric worst-case results are: 0.89 mm for the caseconsidering dimensional tolerances only and 0.91 mm forthe case considering both dimensional and geometricaltolerances (see Table 4).
3.2 Vector loop model
3.2.1 Dimensional tolerances only
Once the dimensions of the box was indicated as x1 and x2,the diameter of the two circles as x3 and x4, and theassembly variables as u1, u2, u3, u4 (see Fig. 4), theassembly graph of Fig. 5 has been built. It shows two jointsof cylinder slider kind between the box and the circle 1 atpoint A and point B, respectively, one joint of parallelcylinder kind between the circle 1 and the circle 2 at pointC, one joint of cylinder slider kind between the circle 2 andthe box at point D, and the measure to perform (g).
A DRF has been assigned to each part; it is centered inthe point of Fig. 6 for the box and in the centers O1 andO2 of the two circles. All the DRFs have the x-axishorizontal. The DRF of the box is also considered as theglobal DRF of the assembly. Then, the datum paths havebeen created; they are shown in Fig. 6.
The vector loops have been created and placed on theassembly using the datum paths as a guide. There are L J P 1 4 3 1 2 closed loops and one openloop. The first (closed) loop joins the box and the circle 1by the links passing from points A and B. The second(closed) loop joins the subassembly boxcircle 1 and the
Fig. 2 The case study with only dimensional tolerances
Fig. 3 The case study with dimensional and geometrical tolerances(and rule #1)
x1 = 50 0.20
u2
u3
u1
u4 x2 =
80
0.
50
A
B
C
D
E
F G
H
O1
O2
x3 x3
x3
x4
x4
x4
x3 = 20 0.05
x4 = 20 0.05
g
Fig. 4 Assembly variables and tolerances of vector loop model(dimensional tolerances only)
1110 Int J Adv Manuf Technol (2009) 43:11061123
-
circle 2 by the links passing through points D and C. Thethird (open) loop defines the gap (g). All the loops are incounterclockwise verse. So that, we can resume theelements of the R and T matrices of the loops in Table 1.
Once the vector loops are defined, the relative equationshave been generated. The details are reported in theAppendix.
The gap g depends by the following x-variables throughthe sensitivity coefficients whose calculation is reportedin the Appendix:
dg dx2 dx4 du4 0:2582 dx1 dx2 2:2910 dx3 2:2910 dx4
13
It is possible to calculate the solution in the worst caseas:
gWC X
Sij j xi 0:7807 0:78 mm 14
The obtained solution is lower than the exact value(0.89 mm) of about 12% (=(0.890.78)/0.89).
It is possible to calculate the solution in the statisticalscenario (root sum of square) as:
gStat X
Sxik txk 2h i1=2
0:5158 0:52 mm:15
3.2.2 Dimensional and geometrical tolerances
Once the dimensions of the box are indicated as x1 and x2,the diameter of the two circles as x3 and x4, the assemblyvariables as u1, u2, u3, u4, and the gap between the top sideof the box and the second circle that is the assemblymeasure as g, the case study appears as shown in Fig. 7.The DRFs and the datum paths are the same as the previouscase (see Section 3.2.1).
The vector loops are the same as the previous case, butthey have to take into consideration the geometricaltolerances. The geometrical tolerances have to be translatedinto the following variables of the x-vector:
The flatness applied to datum A involves a translation ofthe A point perpendicular to the datum A (x-axis) that isrepresented by the variable a1 TA 1 0 0:10=2 0 0:05 mm.
The perpendicularity applied to datum B involves atranslation of the point B perpendicular to the datum B(y-axis) that is represented by the variable a2 TB2 0 0:10=2 0 0:05mm.
The parallelism applied to the right side of the boxinvolves a translation of the D point perpendicular tothe right side that is represented by the variablea3 TD3 0 0:20=2 0 0:10mm.
The circularity applied to circle 1 involves for the pointA, B, and C a translation of the points A, B, and Calong the radius direction that is represented by the
Circle 1
Circle 2 Box
g
L1 L2
L3
Fig. 5 Assembly graph of vec-tor loop model
u2
u3
u1
u4
A
B
C
D
E
F G
H
O1
O2
x3 x3
x3
x4
x4
x4
g
Fig. 6 Datum path of vector loop model
Table 1 Elements of R and T matrices of the loops (dimensionaltolerances only)
Loop 1 Loop 2 Loop 3
Nr. R T Nr. R T Nr. R T
1 0 u1 1 0 x1 1 0 x12 90 x3 2 90 u4 2 90 u43 7 13 x3 3 90 x4 3 90 x44 90 u2 4 7 24 x4 4 7 34 x45 90 5 0 x3 5 0 g
6 7 26 x3 6 90 u37 90 u2 7 90 x28 90 8 90
Int J Adv Manuf Technol (2009) 43:11061123 1111
-
variables a4 TA4 0 0:05=2 0 0:025mm,a5 TB4 0 0:05=2 0 0:025mm, and a6 TC4 0 0:05=2 0 0:025mm.
The circularity applied to circle 2 involves for the pointC, D, and H a translation of the points C, D, and Halong the radius direction that is represented by thevariables a7 TC5 0 0:05=2 0 0:025mm,a8 TD5 0 0:05=2 0 0:025mm, and a9 TH5 0 0:05=2 0 0:025mm.
The parallelism applied to the top side of the boxinvolves a translation of the G point perpendicular to
the top side that is represented by the variablea10 TG6 0 0:10=2 0 0:05mm.
Table 2 shows the elements of R and T matrices of theloops.
Once the vector loops are generated, the relativeequations have been defined, as described in the Appendix.
The g gap depends by the x-vector through the sensitivitycoefficients that are calculated in the Appendix:
dg dx2 da10 dx4 du4 da9 0:2582 dx1 dx2 2:2910 dx32:2910 dx4da1 0:2582 da20:2582 da3 da4 0:2582 da51:0328 da61:0328 da70:2582 da8 da9 da10
16
It is possible to calculate the solution in the worst case:
gWC X
Sij j xi X
Sj aj
1:0340 1:03 mm 17
and it is higher than the exact solution (0.91 mm) of morethan 13% (=(1.030.91)/0.91).
x1 = 50 0.20
u2
u3
u1
u4 x2 =
80
0.
50
A
B
C
D
E
F G G
H
O1
O2
x3 x3
x3
x4
x4
x4
x3 = 20 0.05
x4 = 20 0.05
g
// 0.10 A
0.20 B 0.05
0.05
0.10
0.10 A
A
B //
Fig. 7 Assembly variables and tolerances of vector loop model(dimensional and geometrical tolerances)
Table 2 Elements of R and T matrices of the loops (dimensional and geometrical tolerances)
Loop 1 Loop 2 Loop 3
Nr. R T Nr. R T Nr. R T
1 0 u1 1 0 x1 1 0 x12 90 a1 0 0:05 2 90 u4 2 90 u43 0 a4 0 0:025 3 90 a3 0 0:1 3 90 a3 0 0:14 0 x3 4 0 a8 0 0:025 4 0 a8 0 0:0255 7 13 x3 5 0 x4 5 0 x46 0 a5 0 0:025 6 7 24 x4 6 7 34 x47 0 a2 0 0:05 7 0 a7 0 0:025 7 0 a9 0 0:0258 90 u2 8 0 a6 0 0:025 8 0 G9 90 9 0 x3 9 0 a10 0 0:05
10 7 26 x311 0 a5 0 0:02512 0 a2 0 0:0513 90 u214 90
1112 Int J Adv Manuf Technol (2009) 43:11061123
-
It is possible to calculate the solution in the statisticalcase (root sum of square):
gStat X
Sxik txk 2 X
Saij aj 2h i1=2
0:5361 0:54 mm: 18
3.3 Matrix model solution
3.3.1 Dimensional tolerances only
The first step of the matrix-based model is to transform thetolerances of the case study assembly according to thepositional tolerancing and the TTRS criteria, as shown inFig. 8. The envelope rule (rule # 1 of ASME Y19.4standard) may not be considered by the matrix model.Therefore, the independence rule (according with ISO 8015standard) has been considered. Then, the assembly graphhas been built by associating a circle to each part and asemicircle to each feature of each part (see Fig. 9). Thearrows show the association links among the part featuresto which the tolerances are associated. The features calledL1 and L4 are outlined since they have been considered asthe primary and the secondary datum. They form the globalDRF that has been called R. Moreover, the graph shows thelocal DRF associated to the features, the displacementsmatrices (D), and the required measure (g) between thepoint E and the line L3. The two assembly matrices of thecircle 2 with the box and of the circle 2 with the assemblyboxcircle 1 are not assigned since the clearances betweenthe parts are zero (the features are always in contactbetween them, Table 3).
A local DRF has been assigned to each feature of eachpart; it is positioned in the low-left point for the box and inthe centers O1 and O2 for the two circles (see Fig. 10). TheDRF of the box is considered as global DRF of theassembly too.
Fig. 8 Tolerancing of the case study for matrix model (dimensionaltolerances only)
Fig. 9 Assembly graph ofmatrix model (dimensionaltolerances only)
Int J Adv Manuf Technol (2009) 43:11061123 1113
-
The required measure g is the clearance between thesecond circle (circle 2) and the top of the box (line L3). It iscalculated as the difference (g) from the nominal value(gN=1.2702 mm). The variance of the gap should beappraised perpendicularly to line L3, but for simplicity it isapproximately measured in the vertical direction (i.e., alongy-axis of the global DRF) and with reference to the nominalpoints E and F as:
g yF yE: 19
The F point belongs to feature L3 of the box. Therefore,to calculate the displacement of F point, there is a need tocalculate the displacements of the L3 feature.
To calculate, the yE quantity is needed to consider thatthe local DRF R6 could not be directly determined by theglobal DRF R since there is a tolerances chain betweenthem. Therefore, there is a need to apply the principle ofeffects overlapping and the total displacement of point Emay be expressed as the sum of the three contributors dueto the DRFs R5, R2, and R6:
yE yE;R5 yE;R2 yE;R6 20
The yE,R5 contributor is due to the variability of thelocal DRF R5 of circle 1; the yE,R2 contributor is due tothe variability of the local DRF R2 of feature L2; and the
Table 3 Classes of invariance and displacement matrix
1114 Int J Adv Manuf Technol (2009) 43:11061123
-
yE,R6 contributor is due to the variability of the local DRFR6 of feature C2. From Eqs. 19 and 20, the requiredmeasurement g may be calculated as:
g yF yE yF yE;R5 yE;R2 yE;R6
21
Developing its four terms (the details of the mathematicalsteps are reported in Appendix), Eq. 21 gives:
g u3 5 sin g3 v5 20 sin g2 38:73 1 cos g2 v6:
22
Equation 22 has to be maximized under the followingconstraints due to the required tolerances (the details of themathematical steps are reported in Appendix):
0:50 u3 25 sin g3 0:500:50 u3 25 sin g3 0:500:05 v5 0:050:05 u5 0:050:05 0:2500 u5 0:9682v5 0:050:20 u2 40 sin g2 0:200:20 u2 40 sin g2 0:200:05 u6 0:050:05 v6 0:050:05 0:25 u6 0:97 v6 0:05
23
A standard optimization algorithm has been used tosolve this optimization problem under constraints and theresult is:
gWC 0:70 mm 24
which is lower than the exact value (0.89 mm) of about21% (=(0.890.70)/0.89).
The statistical approach (root sum of square) is notapplicable to the matrix model.
3.3.2 Dimensional and geometrical tolerances
It has been necessary to transform the tolerances of the casestudy assembly according to the positional tolerancing andthe TTRS criteria, as shown in Fig. 11. Figure 11 does nothave the flatness tolerance of feature L1 and the circularitytolerances of the circles which may not be considered bythis model since the form tolerances may not be consideredby the matrix model (i.e., the features have a nominalshape). Moreover, the matrix model does not allow us toapply the envelope principle in a right way since it is notpossible to distinguish between the application of theASME standard or of the ISO 8015 standard.
The assembly graph has been drawn in Fig. 12. FeatureL1 is outlined because it is considered the primary datum; itforms the global DRF R. Figure 12 shows the local DRFassociated to the features, the displacements matrixes (D),and the required measure (g) between the point E and theline L3. The assembly matrices of the circle 2 on the boxand of the circle 2 on the assembly boxcircle 1 are notassigned because the clearances between the parts are zero(the features are always in contact between them).
A local DRF has been assigned to each feature of eachpart; it is positioned in the low-left point for the box and inthe centers O1 and O2 for the two circles. The DRF of thebox is considered as global DRF of the assembly too.
Also, in this case, the variance of the gap is given by Eq. 21,but now the displacement of E point must be expressed as a
Fig. 10 Scheme of DRF andsignificant elements
Fig. 11 Tolerancing of the case study for matrix model (dimensionaland geometrical tolerances)
Int J Adv Manuf Technol (2009) 43:11061123 1115
-
sum of the four contributors due to the DRFs R5, R2, R6, andR4:
yE yE;R5 yE;R2 yE;R6 yE;R4 25
Equation 25 differs from Eq. 20 for the contributor dueto the local DRF R4. From Eqs. 21 and 24, the requiredmeasurement g may be calculated as:
g yF yE yF yE;R5 yE;R2 yE;R4 yE;R6 26
Developing its five terms (the details of the mathematicalsteps are reported in Appendix), Eq. 26 gives:
g u3 5 sin g3 v5 20 sin g2 38:73 1 cos g2 v6 30 sin g4 38:73 1 cos g4
27
Equation 27 has to be maximized under the followingconstraints due to the required tolerances (the details of themathematical steps are reported in Appendix):
0:50 u3 25 sin g3 0:500:50 u3 25 sin g3 0:500:10 50 sin g3 0:100:05 v5 0:050:05 u5 0:050:05 0:25 u5 0:97 v5 0:050:20 u2 40 sin g2 0:200:20 u2 40 sin g2 0:200:20 80 sin g2 0:200:05 u6 0:050:05 v6 0:050:05 0:2500 u6 0:9682 v6 0:050:10 80 sin g4 0:10
28
A standard optimization algorithm has been used tosolve this optimization problem under constraints and theresult is:
gWC 0:69 mm 29
which is lower than the exact value (0.91 mm) of about24% (=(0.910.69)/0.91).
The statistical approach (root sum of squares) is notapplicable to the matrix model.
4 Comparison
Table 4 shows the results obtained by the application of thetwo considered models to the same case study. The secondcolumn shows the values of the gap range (g) obtained bymeans of the exact worst-case approach. The third andfourth columns report the results obtained by the vectorloop and the matrix models.
The vector loop model has two advantages as regards tothe matrix model: it allows us to model form tolerances andit may be solved by means of a statistical approach. Thevector loop model gives better results than matrix doessince the results are nearer to the exact solution than thematrix ones.
It is possible to see that the matrix model gives alwaysan underestimate, while the vector loop model under-estimates if only the dimensional tolerances are consideredand overestimates if both dimensional and geometricaltolerances are taken into account. This is due to the fact thatthe vector loop model sums the assigned tolerances by
Fig. 12 Assembly graph ofmatrix model (dimensional andgeometrical tolerances)
1116 Int J Adv Manuf Technol (2009) 43:11061123
-
considering them independent; actually, if a geometrictolerance, for example, a flatness, is applied to a featurewhere there is a dimensional tolerance too, the flatnesstolerance range has to be included inside the dimensionaltolerance limits. Then, the assumption of independenceamong the tolerances is not realistic. It is important to notethat in the vector loop model a dimensional tolerance ismodeled by a vector with only one parameter that canchange (its length). This simplification does not allow us toapply the independence principle.
However, the two considered models have threecommon limits. The first deals with the assembly cycle:the two models are not able to correctly represent thecoupling with clearance between two parts. The seconddeals with the representation of the tolerances applied tothe assemblys components: the two models do not give acomplete correspondence among the model variables andthe parts tolerances. Moreover, the translation of theparts tolerances into model variables does not satisfy thestandards (ASME or ISO), such as it has just been shownfor the effect of the correlation among the appliedtolerances. The third deals with the independence principle:the two models do not allow us to apply the independenceand/or the envelope rule to different tolerances of the sameparts.
5 Conclusions
This paper firstly makes a brief review of two state-of-the-art tolerance analysis models, the vector loop and thematrix. Then, the two models are compared, in order tohighlight the advantages and the weakness of each model,based on the experimental results and available informationfrom the literature.
The application of the models on the same case studyand the experimental results show how both the vector loopand the matrix models have their advantages and theweakness that are investigated and explained.
Further researches includes the definition of a new andoriginal model able to overcome the limits highlighted in thiswork.
Appendix
Case study solution by vector loop modelwith dimensional tolerances only
As concerning the first loop, Eq. 1 becomes:
R1 T1 R2 T2 R3 T3 R4 T4 Rf I 30
that gives the system:
u1 x3 cos 90 f13 u2 cos 180 f13 0x3 x3 sin 90 f13 u2 sin 180 f13 0
f13 90 031
As concerning the second loop:
R1 T1 R2 T2 R3 T3 R4 T4R5 T5 R6 T6 R7 T7 Rf I
32
that gives the system:
x1 x4 x4 cos 180 f24 x3 cos 180 f24 x3 cos 180 f24 f26 0
u4 x4 sin 180 f24 x3 sin 180 f24 x3 sin 180 f24 f26 u2 0
f24 f26 0
33
As concerning the third loop:
R1 T1 R2 T2 R3 T3 R4 T4 R5T5 R6 T6 R7 T7 Rf G
34
that gives:
g x2 u4 x4 35From the sensitivity analysis:
A dx B du 0 36that gives:
du B1 A dx Su dx 37
Table 4 Comparison among vector loop and matrix models
g [mm] Exact solution Vector loop Matrix
Only dim. Worst case 0.89 0.78 (12%) 0.70 (21%)Statistical 0.52
Dim. + geom. Worst case 0.91 1.03 (+13%) 0.69 (24%)Statistical 0.54
Int J Adv Manuf Technol (2009) 43:11061123 1117
-
where: du={du1, du2, du4, d13, d24, d26}T, dx={dx1,
dx2, dx3, dx4}T={0.20,0.50,0.05,0.05}T, and
Su
0 0 1 00 0 1 0
0:2582 0 2:2910 1:29100 0 0 0
0:0258 0 0:0323 0:03230:0258 0 0:0323 0:0323
26666664
37777775
Case study solution by vector loop model with dimensionaland geometrical tolerances
As concerning the first loop, Eq. 1 becomes:
R1 T1 R2 T2 R3 T3 R4 T4 R5T5 R6 T6 R7 T7 R8 T8 Rf I
38
that gives the system:
u1 x3 a2 a5 cos 90 f13 u2 cos 180 f13 0
x3 a1 a4 x3 a2 a5 sin 90 f13 u2 sin 180 f13 0
f13 90 0
39
As concerning the second loop:
R1 T1 R2 T2 R3 T3 R4 T4 R5T5 R6 T6 . . . R13 T13 Rf I
40
that gives the system:
x1 x4 a3 a8 x3 x4 a6 a7 cos 180 f24 x3 a2 a5 cos 180 f24 f26 0
u4 x3 x4 a6 a7 sin 180 f24 x3 a2 a5 sin 180 f24 f26 u2 0
f24 f26 041
As concerning the third loop:
R1 T1 R2 T2 R3 T3 R4 T4 R5T5 R6 T6 . . . R11 T11 Rf G
42
that gives:
g x2 a10 u4 x4 a9 43
As concerning the sensitivity analysis, we have:
du B1 A dx B1 C da Sud dx Sua da 44
where: du={du1, du2, du4, d13, d24, d26}T, dx={dx1,
dx2, dx3, dx4}T={0.20,0.50,0.05,0.05}T, d={d1,...,
d10}T={0.05,0.05,0.10,0.025,0.025,0.025,0.025,0.025,
0.025,0.05}T, and
Sud
0 0 1 00 0 1 0
0:2582 0 2:2910 1:29100 0 0 0
0:0258 0 0:0323 0:03230:0258 0 0:0323 0:0323
26666664
37777775
Sua
0 1 0 0 1 0 0 0 0 01 0 0 1 0 0 0 0 0 01 0:2582 0:2582 1 0:2582 1:0328 1:0328 0:2582 0 00 0 0 0 0 0 0 0 0 00 0:0258 0:0258 0 0:0258 0:0064 0:0064 0:0258 0 00 0:0258 0:0258 0 0:0258 0:0064 0:0064 0:0258 0 0
26666664
37777775
Case study solution by MATRIX modelwith dimensional tolerances only
Equation 21 and the relative equation constraints (Eq. 22)due to the required tolerances are obtained developing thesingle terms in Eq. 20; to do this was as follows.
To calculate, the yF quantity is needed to consider thatthe F point belongs to feature L3 of the box. Therefore, tocalculate the displacement of F point, there is a need tocalculate the displacements of the L3 feature. The displace-
ments of L3 feature are obtained from a planar feature (seeTable 3) by considering that the problem is 2-D and,therefore, the rotation angle around y-axis may be annulled(=0):
D3 cg cb sg cg sb usg cb cg sg sb 0sb 0 cb 00 0 0 1
2664
3775
cg3 sg3 0 u3sg3 cg3 0 00 0 1 00 0 0 1
2664
3775
45
1118 Int J Adv Manuf Technol (2009) 43:11061123
-
The homogeneous transformation matrix to pass fromthe DRF R to the DRF R3 [PR->R3] is given by:
PR>R3 ca sa 0 xsa ca 0 y0 0 1 00 0 0 1
2664
3775
0 1 0 251 0 0 800 0 1 00 0 0 1
2664
3775
46
The displacements of point F are given by:
FF00 R P1R>R3 D3 I F R3
0 1 0 801 0 0 250 0 1 0
0 0 0 1
26664
37775
1 cg3 sg3 0 u3sg3 1 cg3 0 00 0 0 0
0 0 0 0
26664
37775
0
5
0
1
26664
37775
5 1 cg3 u3 5 sg3
0
0
26664
37775
47
Therefore:
yF u3 5 sin g3 48The constraints on the feature L3 may be calculated by
considering the point H:
HH' R3x D3 I H R3x
t3=2 49that gives:
D3 I H R3 x
1 cg3 sg3 0 u3sg3 1 cg3 0 00 0 0 0
0 0 0 0
26664
37775
0
25
0
1
26664
37775
1
0
0
0
26664
37775 u3 25 sg3
50Substituting Eq. 50 in Eq. 49, the constraints on H point
is given by:
0:50 u3 25 sin g3 0:50 51In the same way, the constraints on G point is given by:
0:50 u3 25 sin g3 0:50 52
The yE,R5 contributor is due to the variability of thelocal DRF R5 of circle 1. It may be calculated by means ofthe spherical matrix (see Table 3) that is simplified by
considering that the displacement along z-axis is null (i.e.,w=0) since the problem is 2-D:
D5 1 0 0 u0 1 0 v0 0 1 w0 0 0 1
2664
3775
1 0 0 u50 1 0 v50 0 1 00 0 0 1
2664
3775 53
The homogeneous transformation matrix to pass fromthe DRF R to the DRF R5 [PR->R5] is given by:
PR>R5 ca sa 0 xsa ca 0 y0 0 1 00 0 0 1
2664
3775
1 0 0 200 1 0 200 0 1 00 0 0 1
2664
3775
54The displacements of E point are given by:
EE00 R P1R>R5 D5 I E R5
1 0 0 200 1 0 200 0 1 0
0 0 0 1
26664
37775
0 0 0 u5
0 0 0 v50 0 0 0
0 0 0 0
26664
37775
10
58:73
0
1
26664
37775
u5
v50
0
26664
37775
55Therefore:
yE;R5 v5 56The constraints on the feature C1 may be calculated by
considering the point A:
AA' R5r D5 I A R5r
t5=2 57that gives:
D5 I A R5 r 0 0 0 u50 0 0 v50 0 0 00 0 0 0
2664
3775
02001
2664
3775
0100
2664
3775 v5
58Substituting Eq. 58 in Eq. 57 the constraints on A point
becomes:
0:05 v5 0:05 59In the same way, the constraints on the points B and C
are given by:
0:05 u5 0:05 60
0:05 0:2500 u5 0:9682v5 0:05 61
Int J Adv Manuf Technol (2009) 43:11061123 1119
-
The yE,R2 contributor is due to the variability of thelocal DRF R2 of feature L2. It may be calculated by meansof the plane element matrix (see Table 3) that is simplifiedby considering that the rotation angle around the y-axis isnull (=0) since the problem is 2-D:
D2 cg cb sg cg sb usg cb cg sg sb 0sb 0 cb 00 0 0 1
2664
3775
cg2 sg2 0 u2sg2 cg2 0 00 0 1 00 0 0 1
2664
3775
62
The homogeneous transformation matrix to pass fromthe DRF R to the DRF R2 [PR->R2] is given by:
PR>R2 ca sa 0 xsa ca 0 y0 0 1 00 0 0 1
2664
3775
1 0 0 500 1 0 400 0 1 00 0 0 1
2664
3775
63
The displacements of E point are given by:
EE0 R P1R>R2 D2 I E R2
1 0 0 500 1 0 400 0 1 0
0 0 0 1
26664
37775
1 cg2 sg2 0 u2sg2 1 cg2 0 00 0 0 0
0 0 0 0
26664
37775
20
38:730
1
26664
37775
20 1 cg2 38:73 sg2 u220 sg2 38:73 1 cg2
0
0
26664
37775
64
Therefore:
yE;R2 20 sin g2 38:73 1 cos g2 65
The constraints on the feature L2 may be calculated byconsidering the point H:
HH' R2x D2 I H R2x
t2=2 66
that gives:
D2 I H R2 x
1 cg2 sg2 0 u2sg2 1 cg2 0 00 0 0 0
0 0 0 0
26664
37775
0
400
1
26664
37775
1
0
0
0
26664
37775 u2 40 sg2
67
Substituting Eq. 67 in Eq. 66, the constraints on H pointbecomes:
0:20 u2 40 sin g2 0:20 68In the same way, the constraints on I point is given by:
0:20 u2 40 sin g2 0:20 69The yE,R6 contributor is due to the variability of the
local DRF R6 of feature C2. It may be calculated by meansof the spherical element matrix (see Table 3) that issimplified by considering that the displacement along z-axis is null (w=0) since the problem is 2-D:
D6 1 0 c0 u0 1 0 v0 0 1 w0 0 0 1
2664
3775
1 0 0 u60 1 0 v60 0 1 00 0 0 1
2664
3775 70
The homogeneous transformation matrix to pass fromthe DRF R to the DRF R6 [PR->R6] is given by:
PR>R6 ca sa 0 xsa ca 0 y0 0 1 00 0 0 1
2664
3775
1 0 0 300 1 0 58:730 0 1 00 0 0 1
2664
3775
71The displacements of E point are given by:
EE0 R P1R>R6 D6 I E R6
1 0 0 300 1 0 58:730 0 1 0
0 0 0 1
26664
37775
0 0 0 u60 0 0 v60 0 0 0
0 0 0 0
26664
37775
0
20
0
1
26664
37775
u6v60
0
26664
37775
72
1120 Int J Adv Manuf Technol (2009) 43:11061123
-
Therefore:
yE;R6 v6 73
The constraints on the feature C2 may be calculated byconsidering the point D:
DD0 R6x j j D6 I H R6x t6=2 74
that gives:
D6 I D R6 x 0 0 0 u60 0 0 v60 0 0 00 0 0 0
2664
3775
20001
2664
3775
1000
2664
3775 u6
75
Substituting Eq. 75 in Eq. 74, the constraints on D pointbecomes:
0:05 u6 0:05 76In the same way, the constraints on E point is given by:
0:05 v6 0:05 77In the same way, the constraints on C point is given by:
CC' R6r D6 I C R6r
t6=2 78that gives:
D6 I C R6 r
0 0 0 u60 0 0 v6
0 0 0 0
0 0 0 0
26664
37775
519:37
0
1
26664
37775
0:250:970
0
26664
37775 0:25 u6 0:97 v6
79Substituting Eq. 79 in Eq. 78, the constraints on C point
becomes:
0:05 0:25 u6 0:97 v6 0:05 80Substituting Eqs. 48, 56, 65, and 73 in Eq. 20 is:
g u3 5 sin g3 v5 20 sin g2 38:73 1 cos g2 v6 81
subject to the constraints of Eq. 51, 52, 5961, 68, 69, 76,77, and 80.
Case study solution by MATRIX modelwith dimensional and geometrical tolerances
Equation 27 and the relative equation constraints in Eq. 28,due to the required tolerances, are obtained developing thesingle terms in Eq. 26; to do this was as follows.
To calculate the yF quantity is sufficient to considerthat it is the same as the previous case that considers onlydimensional tolerances, then:
yF u3 5 sin g3 82
Two tolerances are applied to feature L3: one is aposition tolerance that imposes to the feature the sameconstraints of the dimensional case study:
0:50 u3 25 sin g3 0:50 83
0:50 u3 25 sin g3 0:50 84
the other is an orientation tolerance that imposes thefollowing constraints on the displacement of the twoextreme points H and I:
HH' R3 II' R3 x
D3 I H R3 I R3
x
to 85
Remembering the results obtained before (Eqs. 39and 40), we have:
u3 25 sg3 u3 25 sg3 50 sg3 86Therefore, the constraint (Eq. 41) becomes:
0:10 50 sin g3 0:10: 87The yE,R5 contributor is equal to that of the dimen-
sional case study:
yE;R5 v5 88The constraints are those of the dimensional case study
too:
0:05 v5 0:05 89
0:05 u5 0:05 90
0:05 0:25 u5 0:97 v5 0:05 91
Int J Adv Manuf Technol (2009) 43:11061123 1121
-
The yE,R2 contribute is equal to that of the dimensionalcase study:
yE;R2 20 sg2 38:73 1 cos g2 92
Two tolerances are applied to feature L2: one is theposition tolerance that imposes to the feature the sameconstraints of the dimensional case study:
0:20 u2 40 sin g2 0:20 93
0:20 u2 40 sin g2 0:20 94The other tolerance is an orientation tolerance that
imposes the following constraints on the displacements ofthe two extreme points H and G:
HH' R2 GG' R2x
D2 I H R2 G R2 x to 95
Remembering the results obtained before (Eqs. 93and 94), we have:
u2 40 sg2 u2 40 sg2 80 sg2 96Therefore, the constraint (Eq. 91) becomes:
0:20 80 sin g2 0:20 97The contributor yE,R6 is equal to that of the dimen-
sional case:
yE;R6 v6 98and the constraints are:
0:05 u6 0:05 99
0:05 v6 0:05 100
0:05 0:2500 u6 0:9682 v6 0:05 101
The contributor yE,R4 is the variability of point E dueto the variability of the local DRF R4 of feature L4. It maybe calculated by means of the plane elements matrixsimplified by considering that the rotation angle around they-axis is null (=0):
D4 cg cb sg cg sb usg cb cg sg sb 0sb 0 cb 00 0 0 1
2664
3775
cg4 sg4 0 0sg4 cg4 0 00 0 1 00 0 0 1
2664
3775
102
The homogeneous transformation matrix to pass fromthe DRF R to the DRF R4 PR!R4 is given by:
PR>R4 ca sa 0 xsa ca 0 y0 0 1 00 0 0 1
2664
3775
1 0 0 00 1 0 400 0 1 00 0 0 1
2664
3775
103The displacements of E point are equal to:
EE0 R P1R>R4 D4 I E R4
1 0 0 0
0 1 0 400 0 1 0
0 0 0 1
26664
37775
1 cg4 sg4 0 0sg4 1 cg4 0 00 0 0 0
0 0 0 0
26664
37775
30
38:73
0
1
26664
37775
30 1 cg4 38:73 sg430 sg4 38:73 1 cg4
0
0
26664
37775
104
Therefore:
yE;R4 30 sin g4 38:73 1 cos g4 105The orientation tolerance applied to feature L4 imposes a
constraint on the displacements of the two extreme points Oand I:
OO' R4 II' R4 x
D4 I O R4 I R4 x t4=2 106
that gives:
D4 I O R4 I R4 x
1 cg4 sg4 0 0sg4 1 cg4 0 00 0 0 0
0 0 0 0
26664
37775
0
800
1
26664
37775
1
0
0
0
26664
37775 80 sg4
107Substituting Eq. 107 in Eq. 106, the constraints on points
O and I become:
0:10 80 sin g4 0:10 108
1122 Int J Adv Manuf Technol (2009) 43:11061123
-
Substituting Eqs. 82, 88, 92, 98, and 105 in Eq. 49 is:
g u3 5 sin g3 v5 20 sin g2 38:73 1 cos g2 v6 30 sin g4 38:73 1 cos g4 109
subject to the constraints of Eq. 83, 84, 8794, 97101,and 108.
References
1. Shen Z, Ameta G, Shah JJ, Davidson JK (2005) A comparativestudy of tolerance analysis methods. J Comput Inf Sci Eng 5(3):247256 doi:10.1115/1.1979509
2. Hong YS, Chang TC (2002) A comprehensive review oftolerancing research. Int J Prod Res 40(11):24252459doi:10.1080/00207540210128242
3. Salomons OW, van Houten FJAM, Kals HJJ (1998) Current statusof CAT systems. In: ElMaraghy HA (ed) Geometric designtolerancing: theories, standards and applications. Chapman &Hall, London, pp 438452
4. Prisco U, Giorleo G (2002) Overview of current CAT systems.Integr Comput Aided Eng 9(4):373397
5. Standard ASME (1994) Dimensioning and tolerancing. ASMEY14.5M-1994, American Society ofMechanical Engineers, NewYork
6. ISO Standard (1985) ISO 8015: fundamental tolerancing principle7. Chase KW. Tolerance Analysis of 2-D and 3-D Assemblies
(automated method). http://adcats.et.byu.edu/home.php8. Chase KW, Gao J, Magleby SP (1995) General 2-D tolerance
analysis of mechanical assemblies with small kinematic adjust-ments. J Des Manuf 5(4):263274
9. Chase KW, Gao J, Magleby SP, Sorensen CD (1996) Includinggeometric feature variations in tolerance analysis of mechanicalassemblies. IIE Trans 28(10):795807
10. Chase KW, Magleby SP, Gao J (1996) Tolerance analysis of 2-Dand 3-D mechanical assemblies with small kinematic adjustment.http://adcats.et.byu.edu/home.php
11. Gao J, Chase KW, Magleby SP (1998) Generalized 3-D toleranceanalysis of mechanical assemblies with small kinematic adjust-ments. IIE Trans 30:367377
12. Faerber PJ (1999) Tolerance analysis of assemblies usingkinematically derived sensitivities. ADCATS Report No. 99-3,http://adcats.et.byu.edu/home.php
13. Nigam SD, Turner JU (1995) Review of statistical approaches totolerance analysis. Comput Aided Design 27(1):615
14. Glancy CG, Chase KW (1999) A second order method forassembly tolerance analysis. In: Proceedings of the 1999 ASMEDesign Engineering Technical Conference, September 1215,1999, Las Vegas, Nevada, DETC99/DAC-8707
15. Gao J, Chase KW, Magleby SP (1998) Global coordinate methodfor determining sensitivity in assembly tolerance analysis. http://adcats.et.byu.edu/home.php
16. Salomons OW, Haalboom FJ, Jonge Poerink HJ, van Slooten F,van Houten FJAM, Kals HJJ (1996) A computer aided tolerancingtool II: tolerance analysis. Comput Ind 31:175186 doi:10.1016/0166-3615(96)00047-4
17. Desrochers A (1999) Modeling three dimensional tolerance zonesusing screw parameters. In: Proceedings DETC 25th DesignAutomation Conference, September 1215, Las Vegas, DETC99/DAC-8587
18. Desrochers A, Rivire A (1997) A matrix approach to therepresentation of tolerance zones and clearances. Int J Adv ManufTechnol 13:630636 doi:10.1007/BF01350821
19. Clment A, Rivire A, Serr P, Valade C (1998) The TTRSs: 13constraints for dimensioning and tolerancing. In: ElMaraghy HA(ed) Geometric design tolerancing: theories, standards andapplications. Chapman & Hall, London, pp 123131
Int J Adv Manuf Technol (2009) 43:11061123 1123
A review of two models for tolerance analysis of an assembly: vector loop and matrixAbstractIntroductionTolerance analysis modelsVector-loop-based methodMatrix model
Models comparisonCase studyVector loop modelDimensional tolerances onlyDimensional and geometrical tolerances
Matrix model solutionDimensional tolerances onlyDimensional and geometrical tolerances
ComparisonConclusionsAppendixCase study solution by vector loop model with dimensional tolerances onlyCase study solution by vector loop model with dimensional and geometrical tolerancesCase study solution by MATRIX model with dimensional tolerances onlyCase study solution by MATRIX model with dimensional and geometrical tolerancesReferences
/ColorImageDict > /JPEG2000ColorACSImageDict > /JPEG2000ColorImageDict > /AntiAliasGrayImages false /DownsampleGrayImages true /GrayImageDownsampleType /Bicubic /GrayImageResolution 150 /GrayImageDepth -1 /GrayImageDownsampleThreshold 1.50000 /EncodeGrayImages true /GrayImageFilter /DCTEncode /AutoFilterGrayImages true /GrayImageAutoFilterStrategy /JPEG /GrayACSImageDict > /GrayImageDict > /JPEG2000GrayACSImageDict > /JPEG2000GrayImageDict > /AntiAliasMonoImages false /DownsampleMonoImages true /MonoImageDownsampleType /Bicubic /MonoImageResolution 600 /MonoImageDepth -1 /MonoImageDownsampleThreshold 1.50000 /EncodeMonoImages true /MonoImageFilter /CCITTFaxEncode /MonoImageDict > /AllowPSXObjects false /PDFX1aCheck false /PDFX3Check false /PDFXCompliantPDFOnly false /PDFXNoTrimBoxError true /PDFXTrimBoxToMediaBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXSetBleedBoxToMediaBox true /PDFXBleedBoxToTrimBoxOffset [ 0.00000 0.00000 0.00000 0.00000 ] /PDFXOutputIntentProfile (None) /PDFXOutputCondition () /PDFXRegistryName (http://www.color.org?) /PDFXTrapped /False
/SyntheticBoldness 1.000000 /Description >>> setdistillerparams> setpagedevice