
A Reliability Study of Nanoparticles Reinforced … · A Reliability Study of Nanoparticles...
7
A Reliability Study of Nanoparticles Reinforced Composite Lead-Free Solder Si Chen 1 , Lili Zhang 1 , Johan Liu 1;2; * , Yulai Gao 3 and Qijie Zhai 3 1 Key Laboratory of Advanced Display and System Applications & SMIT Center, School of Automation and Mechanical Engineering, Shanghai University, No. 149 Yanchang Road, Shanghai 200072, P. R. China 2 SMIT Center & Bionano Systems Laboratory, Department of Microtechnology and Nanoscience, Chalmers University of Technology, SE-412 96 Goteborg, Sweden 3 School of Materials Science and Engineering, Shanghai University, No. 149 Yanchang Road, Shanghai 200072, P. R. China This work looks at the development and investigation of a reinforced composite solder with low melting point. The composite solder was prepared by adding Sn-3.0Ag-0.5Cu nanoparticles into Sn-58Bi solder paste. The Sn-3.0Ag-0.5Cu nanoparticles were manufactured using a self-developed Consumable-electrode Direct Current Arc (CDCA) technique. The test FR-4 Printed Circuit Board (PCB) with Cu pad and Electroless Nickel Immersion Gold (ENIG) surface finish were fabricated, and fifty SR1206 chip resistors were mounted on pads of test PCB with the reinforced composite solder paste by using conventional surface mount technology. The differential scanning calorimetry (DSC) was used to analyze the constituent of the composite solder joint after reflow. A scanning electron microscope (SEM), transmission electron microscope (TEM) and optical microscope (OM) were employed in order to observe the morphology of nanoparticles; the microstructure of reinforced composite solder joint; the crack initiation and propagation in solder joint; and the fracture mode after shear test. The thermal cycling (TC) was carried out with a temperature range of 40 C and 125 C. The contact resistance of the solder joint was measured during thermal cycling, and the shear test of solder joints was performed before and after 500 thermal cycles. After the shear test, all fracture surfaces were inspected to identify the fracture mode of the composite solder joint. The results of the experiments detailed in this work indicate that the shear strength of the composite solder increased 2 times in comparison to Sn-58Bi. Meanwhile, the thermomechanical fatigue (TMF) resistance of the composite solder with 1 mass% nanoparticles was 16 times stronger than Sn-58Bi and 4 times stronger than Sn-3.0Ag-0.5Cu. However, the tendency of forming micro-cracks between nanoparticles and solder matrix and the fracture within solder was increased for solder joints with more than 3 mass% nanoparticles after thermal cycling. [doi:10.2320/matertrans.MJ201002] (Received December 7, 2009; Accepted May 19, 2010; Published September 25, 2010) Keywords: composite solder, nanoparticles, shear strength, thermal cycling, fracture mode 1. Introduction Lead-free Sn-based solders have been applied in the electronic packaging industry for several years to eliminate the negative effects of lead on human health and the environment. Unfortunately, the higher melting temperature is still a critical issue for lead-free solders. It is well known that a higher melting point results in a higher processing temperature, which in turn results in higher defect rates. Though Sn-52In and Sn-58Bi solder alloys have low melting points and have been used for step soldering and in heat- sensitive devices for a long time, the high price of indium and the brittleness of Sn-58Bi limit their development. The development of new solders that possess good mechanical and electrical performance as well as a low melting point is essential. Attempts which have proved effective have focused on adding certain nanoparticles into conventional solder paste to form a kind of composite solder. Liu et al. 1) added Ag nanoparticles into Sn-Pb solder and proved that the nanosized Ag particle-reinforced composite solder improved the creep resistance of solder joints. Hsiao et al. 2) mechanically mixed Cu 6 Sn 5 nanopowders into Sn- 3.5Ag solder paste to form a kind of nanosized Cu 6 Sn 5 doped Sn-Ag-Cu solder paste. Their results indicated the ball shear strength of Cu 6 Sn 5 -contained joint was higher than that of the bare Sn-Ag-Cu one due to nanosized Cu 6 Sn 5 reinforcement. Shi et al. 3) produced a series of composite solders by blending Sn37Pb and Sn0.7Cu solder microsized powders with different volume percentages of nanosized Cu, Ag, Al 2 O 3 and TiO 2 reinforcement particles. According to their results, the creep resistance of each composite solder was improved. Gain et al. 4) studied the effects of nanosized Ni addition. The nanosized Ni powder was added to Sn-9Zn and Sn-8Zn-3Bi solders and the shear strength increased. Lee et al. 5) found that the shear strength of eutectic Sn-Ag solder joint could be enhanced with nano-structured polyhedral oligomeric silsesquioxanes (POSS) particles. The studies concluded that adding nanosized particulates into a conven- tional solder alloy to form a kind of composite solder was a successful method of enhancing the mechanical performance of solders joints. Shin et al. 6) added SiC nanoparticles, into Sn-58Bi low melting point solder in an attempt to form a new low melting point composite solder. From their results, the shear strength increased 13% compared to Sn-58Bi. Lin et al. 7) added metal-oxide nanoparticles into tin-lead solder, and studied the influence of the addition of titanium dioxide nanopowders on the microstructure and hardness of compo- site solder. So far, most studies of composite solder used high melting point lead-free solder as the base material, and the process temperature is still high. In addition, the mismatch of nanoparticles and base material is also a potential issue for composite solder. In this study, Sn-based alloy was used for both nanoparticles and base material in order to minimize difference between nanoparticles and base material in terms of mechanical properties, thermal properties, etc. The Sn- based Sn-3.0Ag-0.5Cu nanoparticles were successfully pre- pared by using a self developed CDCA technique. Then, the Sn-3.0Ag-0.5Cu nanoparticles were added into traditional Sn-58Bi low melting point solder paste to form a novel composite solder with low melting point. In this study, the Sn-3.0Ag-0.5Cu nanoparticles would not melt but would * Corresponding author, E-mail: [email protected] Materials Transactions, Vol. 51, No. 10 (2010) pp. 1720 to 1726 Special Issue on Lead-Free and Advanced Interconnection Materials for Electronics #2010 The Japan Institute of Metals
Transcript of A Reliability Study of Nanoparticles Reinforced … · A Reliability Study of Nanoparticles...

A Reliability Study of Nanoparticles Reinforced Composite Lead-Free Solder
Si Chen1, Lili Zhang1, Johan Liu1;2;*, Yulai Gao3 and Qijie Zhai3
1Key Laboratory of Advanced Display and System Applications & SMIT Center, School of Automation and Mechanical Engineering,Shanghai University, No. 149 Yanchang Road, Shanghai 200072, P. R. China2SMIT Center & Bionano Systems Laboratory, Department of Microtechnology and Nanoscience,Chalmers University of Technology, SE-412 96 Goteborg, Sweden3School of Materials Science and Engineering, Shanghai University, No. 149 Yanchang Road, Shanghai 200072, P. R. China
This work looks at the development and investigation of a reinforced composite solder with low melting point. The composite solder wasprepared by adding Sn-3.0Ag-0.5Cu nanoparticles into Sn-58Bi solder paste. The Sn-3.0Ag-0.5Cu nanoparticles were manufactured using aself-developed Consumable-electrode Direct Current Arc (CDCA) technique. The test FR-4 Printed Circuit Board (PCB) with Cu pad andElectroless Nickel Immersion Gold (ENIG) surface finish were fabricated, and fifty SR1206 chip resistors were mounted on pads of test PCBwith the reinforced composite solder paste by using conventional surface mount technology. The differential scanning calorimetry (DSC) wasused to analyze the constituent of the composite solder joint after reflow. A scanning electron microscope (SEM), transmission electronmicroscope (TEM) and optical microscope (OM) were employed in order to observe the morphology of nanoparticles; the microstructure ofreinforced composite solder joint; the crack initiation and propagation in solder joint; and the fracture mode after shear test. The thermal cycling(TC) was carried out with a temperature range of �40�C and 125�C. The contact resistance of the solder joint was measured during thermalcycling, and the shear test of solder joints was performed before and after 500 thermal cycles. After the shear test, all fracture surfaces wereinspected to identify the fracture mode of the composite solder joint. The results of the experiments detailed in this work indicate that the shearstrength of the composite solder increased 2 times in comparison to Sn-58Bi. Meanwhile, the thermomechanical fatigue (TMF) resistance of thecomposite solder with 1mass% nanoparticles was 16 times stronger than Sn-58Bi and 4 times stronger than Sn-3.0Ag-0.5Cu. However, thetendency of forming micro-cracks between nanoparticles and solder matrix and the fracture within solder was increased for solder joints withmore than 3mass% nanoparticles after thermal cycling. [doi:10.2320/matertrans.MJ201002]
(Received December 7, 2009; Accepted May 19, 2010; Published September 25, 2010)
Keywords: composite solder, nanoparticles, shear strength, thermal cycling, fracture mode
1. Introduction
Lead-free Sn-based solders have been applied in theelectronic packaging industry for several years to eliminatethe negative effects of lead on human health and theenvironment. Unfortunately, the higher melting temperatureis still a critical issue for lead-free solders. It is well knownthat a higher melting point results in a higher processingtemperature, which in turn results in higher defect rates.Though Sn-52In and Sn-58Bi solder alloys have low meltingpoints and have been used for step soldering and in heat-sensitive devices for a long time, the high price of indium andthe brittleness of Sn-58Bi limit their development.
The development of new solders that possess goodmechanical and electrical performance as well as a lowmelting point is essential. Attempts which have provedeffective have focused on adding certain nanoparticles intoconventional solder paste to form a kind of composite solder.Liu et al.1) added Ag nanoparticles into Sn-Pb solder andproved that the nanosized Ag particle-reinforced compositesolder improved the creep resistance of solder joints. Hsiaoet al.2) mechanically mixed Cu6Sn5 nanopowders into Sn-3.5Ag solder paste to form a kind of nanosized Cu6Sn5 dopedSn-Ag-Cu solder paste. Their results indicated the ball shearstrength of Cu6Sn5-contained joint was higher than that of thebare Sn-Ag-Cu one due to nanosized Cu6Sn5 reinforcement.Shi et al.3) produced a series of composite solders byblending Sn37Pb and Sn0.7Cu solder microsized powderswith different volume percentages of nanosized Cu, Ag,Al2O3 and TiO2 reinforcement particles. According to their
results, the creep resistance of each composite solder wasimproved. Gain et al.4) studied the effects of nanosized Niaddition. The nanosized Ni powder was added to Sn-9Zn andSn-8Zn-3Bi solders and the shear strength increased. Leeet al.5) found that the shear strength of eutectic Sn-Ag solderjoint could be enhanced with nano-structured polyhedraloligomeric silsesquioxanes (POSS) particles. The studiesconcluded that adding nanosized particulates into a conven-tional solder alloy to form a kind of composite solder was asuccessful method of enhancing the mechanical performanceof solders joints. Shin et al.6) added SiC nanoparticles, intoSn-58Bi low melting point solder in an attempt to form a newlow melting point composite solder. From their results, theshear strength increased 13% compared to Sn-58Bi. Linet al.7) added metal-oxide nanoparticles into tin-lead solder,and studied the influence of the addition of titanium dioxidenanopowders on the microstructure and hardness of compo-site solder.
So far, most studies of composite solder used high meltingpoint lead-free solder as the base material, and the processtemperature is still high. In addition, the mismatch ofnanoparticles and base material is also a potential issue forcomposite solder. In this study, Sn-based alloy was used forboth nanoparticles and base material in order to minimizedifference between nanoparticles and base material in termsof mechanical properties, thermal properties, etc. The Sn-based Sn-3.0Ag-0.5Cu nanoparticles were successfully pre-pared by using a self developed CDCA technique. Then, theSn-3.0Ag-0.5Cu nanoparticles were added into traditionalSn-58Bi low melting point solder paste to form a novelcomposite solder with low melting point. In this study, theSn-3.0Ag-0.5Cu nanoparticles would not melt but would*Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 51, No. 10 (2010) pp. 1720 to 1726Special Issue on Lead-Free and Advanced Interconnection Materials for Electronics#2010 The Japan Institute of Metals

disperse into the composite solder joints in the reflowprocess. The reliability of this nanoparticle reinforcedcomposite lead-free solder was studied in this work, and ahigh mechanical and electrical performance and goodthermo-mechanical fatigue resistance was observed.
2. Experimental Procedure
Sn-3.0Ag-0.5Cu nanoparticles were successfully preparedby using a self-developed CDCA technique.8–10) The nano-particles exhibited a near spherical morphology with particlesize ranging from 20 nm to 80 nm. Figure 1 show the SEMimage of Sn-Ag-Cu nanoparticles which were manufacturedby the CDCA method.8)
The composite solder paste was prepared by stirring Sn-58Bi solder paste with different weight percentages of Sn-3.0Ag-0.5Cu nanoparticles (1%, 2%, 3% and 4%) for 30minto form a homogeneous distribution of the reinforcementparticles in the original Sn-58Bi paste.
The test FR-4 PCB with ENIG/Cu pad was designed andfabricated for this study. Following the conventional surfacemount technology, the chip resistors were mounted on padsof test PCB with the reinforced composite solder paste. EveryPCB includes fifty SR1206 chip resistors, as shown in Fig. 2.The reflow soldering was conducted in a reflow oven with tendifferent temperature zones. For composite solder, a temper-ature profile with a peak temperature of 180�C and a totalduration time of 6min was used. The dwell time above themelting temperature of Sn-58Bi solder was approximately60 s. In this study, the Sn-3.0Ag-0.5Cu nanoparticles did notmelt but dispersed into the composite solder joints in thereflow process, as the melting point (217�C) of Sn-3.0Ag-0.5Cu alloy is higher than peak reflow soldering temperature(180�C) of composite solder. Then, the samples were air-cooled until they reached room temperature. The pure Sn-58Bi and Sn-3.0Ag-0.5Cu solders without nanoparticles werealso used for comparing with the composite solder. Theprocess of Sn-58Bi soldering is the same as for compositesolder. For Sn-3.0Ag-0.5Cu, the peak temperature is 245�Cand the dwell time above the melting temperature of Sn-3.0Ag-0.5Cu solder is 65 s.
The constituent of the composite solder joint after reflowwas analyzed by DSC. 4.66mg of the composite solder jointof with 3mass% nanoparticles loading was prepared and putinto the DSC cell. Dynamic scanning was carried out witha heat rate of 5�C/min from 50 to 300�C at a nitrogenatmosphere.
For evaluating the effect of thermal cycling on contactresistance, shear strength and fracture mode of the compositesolder, the test samples were divided into two groups. For onegroup, shear test was carried out directly after soldering,whereas another group endured 500 cycles of thermal cyclingbefore the shear test. The contact resistance was measuredduring thermal cycling. All 12 cases (see Table 1) werestudied in the present work.
Thermal cycling was carried out in a single chamber. Thetemperature profile was in the range of�40�C and 125�C andthe dwell time of 19min was set for the high and lowtemperature zones. The heating/cooling rate was fixed at15�C/min, and the one thermal cycle duration was about60min. The contact resistances of each solder joint on testPCB were measured by four-probe method at room temper-ature before and after 260, 320, 380, 440, 500 cycles. Thefailure criterion was defined as 10% resistance increase.11)
The shear test of solder joints was performed before andafter 500 cycles of thermal cycling. The shear height and thetest speed of the shear test were 20 mm and 700 mm/srespectively.
Fig. 1 SEM image of Sn-3.0Ag-0.5Cu nanoparticles.
Fig. 2 Test FR-4 PCB with fifty SR1206 chip resistors.
Table 1 Design of Experiment.
Solder Matrix Nanoparticles Thermal Cycling
Case 1: SnBi Sn-Bi 0mass% 0 cycles
Case 2: SnBi(TC) Sn-Bi 0mass% 500 cycles
Case 3: SAC Sn-Ag-Cu 0mass% 0 cycles
Case 4: SAC(TC) Sn-Ag-Cu 0mass% 500 cycles
Case 5: CS1% Sn-Bi 1mass% 0 cycles
Case 6: CS1%(TC) Sn-Bi 1mass% 500 cycles
Case 7: CS2% Sn-Bi 2mass% 0 cycles
Case 8: CS2%(TC) Sn-Bi 2mass% 500 cycles
Case 9: CS3% Sn-Bi 3mass% 0 cycles
Case 10: CS3%(TC) Sn-Bi 3mass% 500 cycles
Case 11: CS4% Sn-Bi 4mass% 0 cycles
Case 12: CS4%(TC) Sn-Bi 4mass% 500 cycles
A Reliability Study of Nanoparticles Reinforced Composite Lead-Free Solder 1721

3. Results and Discussion
3.1 DSC calculationFrom Fig. 3, two endothermic peaks were observed on
DSC curve. The onset melting point, peak temperature andlatent heat of fusion (Delta H) were shown beside each peak.The first peak appeared at 140�C, which was a result from themelting of Sn-58Bi. The second peak was present at 217.5�C,which was triggered by the melting of Sn-3.0Ag-0.5Cunanoparticles. The Delta H of Sn-3.0Ag-0.5Cu nanoparticlesis 5.25 J/g, corresponding well with our previous work onSn-Ag-Cu nanoparticles.9) The Delta H of Sn-Ag-Cu nano-particles is about 10 times smaller than microsized Sn-Ag-Cusolder alloy because of particle-size-dependent of Delta H.This phenomenon can also be found in Sn-Co-Cu nano-particles,12) Sn nanoparticles13) and Sn-Ag nanoparticles.14)
3.2 Microstructure observationFigure 4 shows the microstructures of the Sn-58Bi solder
joint and the composite solder joint. The features observedare quite typical of a eutectic Sn-58Bi solder and consist offine alternating lamellae of two constituent phases. FromFig. 4(a) and (b), it can be seen that the addition of a smallamount of Sn-3.0Ag-0.5Cu nanoparticles to the eutecticSn-58Bi solder marginally altered the as-solidified micro-structure. Compared with the pure eutectic solder, theaddition of nanoparticles is favorable to form a large numberof nanosized grain with uniform distribution. It indicates thatthe dispersed nanoparticles will result in grain refining. Onepossible explanation is that the Sn-3.0Ag-0.5Cu nanoparti-cles dispersed throughout the composite microstructure,obstructing movement of dislocation and pin grain bounda-ries, and result in dispersion-strengthening.7,15)
The morphology of composite solder was also observed byTEM as shown in Fig. 5. From Fig. 5(a), it can be seen thatthe nanoparticles generally distributed uniformly. Mean-while, we can see that there was a little variation in the shapeof nanoparticles, which may be due to the possible surfacemelting of under-melting point (pre-melting) of nanoparticlesand re-crystallize during the reflow process. Although a smallamount of nanoparticles were agglomerated, the reunited
gobbets contained only several nanoparticles, as shown inFig. 5(b). From Fig. 5(c) we can see that the nanoparticleswere easily located in crystal grain boundaries or nearthe grain boundaries. Because of these gathered particles,the crystal grain boundaries would be pinned. The TEMobservation would be helpful to understand the fact thatthe crystal grains were refined with nanoparticle addition tothe eutectic solder. A more detailed analysis of the micro-structure of composite solder joint can be also found in ourrecent work.16) However, the behavior of Sn-3.5Ag-0.5Cunanoparticles in the reflow process of composite solder pastewill be studied further in detail.
Figure 6 shows the diffraction patterns of nanoparticles inthe Fig. 5(a). The diffraction patterns indicated the formationof Ag3Sn and Cu6Sn5, and further proved that Sn-Ag-Cunanoparticles have actually dispersed into the solder matrixand still exist after reflow soldering process.
3.3 Contact resistanceThe variation of average contact resistance of the solder
joints during thermal cycling is presented in Fig. 7. For allsolder joints, the contact resistance exhibited was quite stablein the range of 0, 260, 320, 380, 440 and 500 cycles. The
Fig. 3 DSC curve of composite solder joint with 3mass% Sn-3.0Ag-0.5Cu
nanoparticles at heating rate of 5�C/min.
Fig. 4 SEM micrographs of the eutectic Sn-Bi solder and the composite
solder joint: (a) Morphology of the eutectic Sn-Bi solder joint (b)
Morphology of the composite solder joint.
1722 S. Chen, L. Zhang, J. Liu, Y. Gao and Q. Zhai

percentage change of the contact resistance of solder joints isless than 10% after 500 cycles. So, all kinds of sample canpass through 500 thermal cycling without electrical failure.
3.4 Shear strengthFigure 8 shows the average shear strength and standard
deviation for composite solder joints with two kinds of pure
eutectic solders. The values of average and standard devia-tion obtained from 40 sheared solder joints for every case ofall 12 cases is shown in Table 1. From Fig. 8, before thermalcycling, the average shear strength of all composite solderswas above 30MPa. These values were 2 times higher than the15MPa of Sn-58Bi and close to the average shear strengthof Sn-3.0Ag-0.5Cu. The enhancement of shear strength ofcomposite solder could be attributed to finer crystal grainsfrom the addition of nanoparticles in solder matrix. The fine
Fig. 5 TEM images of composite solder joint: (a) Nanoparticles distributed
in composite solder joint (b) Small amount of agglomerated nanoparticles
(c) Nanoparticles and crystal grain boundaries.
Fig. 6 Electron diffraction patterns of nanoparticles: (a) Ag3Sn (b)
Cu6Sn5.
Fig. 7 Average contact resistances during thermal cycling.
A Reliability Study of Nanoparticles Reinforced Composite Lead-Free Solder 1723
grains reduced dislocation movement near the grain bounda-ries, since, with the nanoparticles, much more energy wasneeded for the dislocation movement to travel across theboundaries.5)
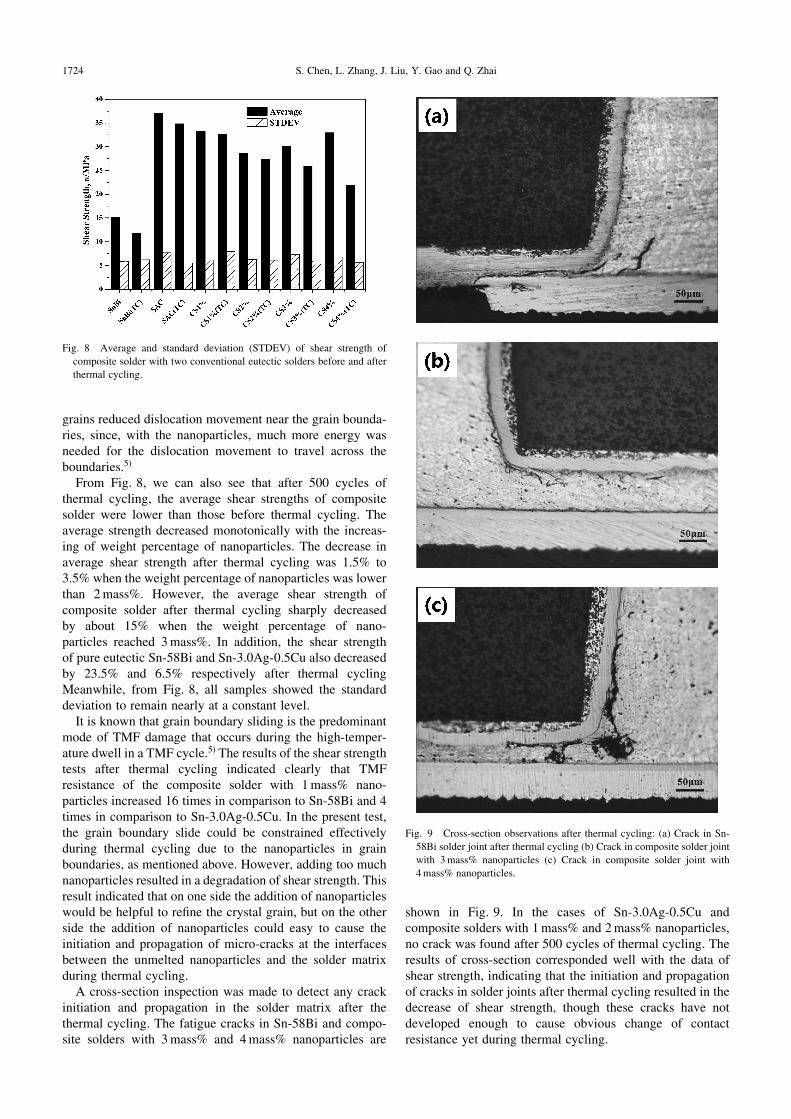
From Fig. 8, we can also see that after 500 cycles ofthermal cycling, the average shear strengths of compositesolder were lower than those before thermal cycling. Theaverage strength decreased monotonically with the increas-ing of weight percentage of nanoparticles. The decrease inaverage shear strength after thermal cycling was 1.5% to3.5% when the weight percentage of nanoparticles was lowerthan 2mass%. However, the average shear strength ofcomposite solder after thermal cycling sharply decreasedby about 15% when the weight percentage of nano-particles reached 3mass%. In addition, the shear strengthof pure eutectic Sn-58Bi and Sn-3.0Ag-0.5Cu also decreasedby 23.5% and 6.5% respectively after thermal cyclingMeanwhile, from Fig. 8, all samples showed the standarddeviation to remain nearly at a constant level.
It is known that grain boundary sliding is the predominantmode of TMF damage that occurs during the high-temper-ature dwell in a TMF cycle.5) The results of the shear strengthtests after thermal cycling indicated clearly that TMFresistance of the composite solder with 1mass% nano-particles increased 16 times in comparison to Sn-58Bi and 4times in comparison to Sn-3.0Ag-0.5Cu. In the present test,the grain boundary slide could be constrained effectivelyduring thermal cycling due to the nanoparticles in grainboundaries, as mentioned above. However, adding too muchnanoparticles resulted in a degradation of shear strength. Thisresult indicated that on one side the addition of nanoparticleswould be helpful to refine the crystal grain, but on the otherside the addition of nanoparticles could easy to cause theinitiation and propagation of micro-cracks at the interfacesbetween the unmelted nanoparticles and the solder matrixduring thermal cycling.
A cross-section inspection was made to detect any crackinitiation and propagation in the solder matrix after thethermal cycling. The fatigue cracks in Sn-58Bi and compo-site solders with 3mass% and 4mass% nanoparticles are
shown in Fig. 9. In the cases of Sn-3.0Ag-0.5Cu andcomposite solders with 1mass% and 2mass% nanoparticles,no crack was found after 500 cycles of thermal cycling. Theresults of cross-section corresponded well with the data ofshear strength, indicating that the initiation and propagationof cracks in solder joints after thermal cycling resulted in thedecrease of shear strength, though these cracks have notdeveloped enough to cause obvious change of contactresistance yet during thermal cycling.
Fig. 8 Average and standard deviation (STDEV) of shear strength of
composite solder with two conventional eutectic solders before and after
thermal cycling.
Fig. 9 Cross-section observations after thermal cycling: (a) Crack in Sn-
58Bi solder joint after thermal cycling (b) Crack in composite solder joint
with 3mass% nanoparticles (c) Crack in composite solder joint with
4mass% nanoparticles.
1724 S. Chen, L. Zhang, J. Liu, Y. Gao and Q. Zhai

3.5 Fracture modeAll samples were inspected under OM after the shear test
to identify the fracture mode. From inspections, two kinds offracture modes were found. The first kind was a fracturelocated within the solder itself, as shown in Fig. 10(a). Thesecond kind was a fracture located at the interface betweensolder joint and resistor ends, as shown in Fig. 10(b). In orderto clearly show the fracture location, the chip resistors arealso included in the pictures.
Two fracture modes, fracture within solder and fracture atinterface, were counted respectively. Figure 11 shows thepercentages of two fracture modes which were calculatedfrom 40 sheared solder joints of every case.
From Fig. 11, before thermal cycling, the fracture withinsolder was only observed for pure Sn-58Bi case, because theSn-58Bi solder was often brittle.17) After 500 thermal cycles,the fracture within solder was observed for pure Sn-58Bi andall reinforced composite solder cases. For pure Sn-58Bi case,the percentage of fractures within the solder increased by30%. For reinforced composite solder case, the percentage offractures within solder was less than that for Sn-58Bi case,but increased monotonically with the weight percentage ofnanoparticles.
In general, after thermal cycling, the percentage offractures within solder was just 5% in composite solder with1mass% and 2mass% nanoparticles. Meanwhile, 82.5%
fracture within solder was present for pure Sn-58Bi. It can beconcluded that the composite solder is 16 times stronger interms of TMF resistance when nanoparticles were mixed intothe solder matrix up to 2mass%. However, the fractureswithin solder were detected largely in composite solders with3mass% and 4mass% nanoparticles after thermal cycling.The percentages of fractures within solder increased by 22%and 45% respectively for composite solder with 3mass% and4mass% content of nanoparticles. This indicated that thetendency for forming micro-cracks between nanoparticlesand solder matrix was increased when nanoparticles ex-ceeded 3mass% in solder joint.
4. Conclusions
In this work, a reinforced composite solder with lowmelting point was developed and investigated. The compo-site solder was prepared by adding Sn-3.0Ag-0.5Cu nano-particles into a conventional Sn-58Bi solder paste. The Sn-3.0Ag-0.5Cu nanoparticles were manufactured with self-developed CDCA technology.
The melting peaks of Sn-58Bi and Sn-3.0Ag-0.5Cu wereboth observed from the DSC scanning profile. It shows thatSn-3.0Ag-0.5Cu nanoparticles are present in the compositesolder joint after the reflow process.
The results from SEM observations showed the crystalgrains were refined with the addition of nanoparticles tothe eutectic solder. The TEM observations indicated thatdistribution of nanoparticles was generally uniform, andnanoparticles were easy to locate in crystal grain boundariesor near grain boundaries. The measurement data of solderjoint contact resistance showed that after 500 thermal cycles,the variation of contact resistance was less than 10% withoutelectrical failure.
Shear strength of the composite solders with differentweight percentages of nanoparticles was studied before andafter thermal cycling, and compared to pure eutectic Sn-58Biand Sn-3.0Ag-0.5Cu solder. Before thermal cycling, theaverage shear strengths of all composite solders were above30MPa, which was far higher than that of Sn-58Bi (15MPa)and near the average shear strength of Sn-3.0Ag-0.5Cu.After the thermal cycling, the average shear strengths of
Fig. 10 Fracture surface observations after shear testing: (a) Fracture in
solder (b) Fracture at interface.
Fig. 11 Percentages of two fracture modes after shear testing.
A Reliability Study of Nanoparticles Reinforced Composite Lead-Free Solder 1725

composite solder decreased monotonically with the increas-ing of nanoparticles weight percentage, and the decrease inaverage shear strength changed sharply from 5 to 15% whenthe weight percentage of nanoparticles increased from 2 to3mass%.
After shear testing, all samples were inspected to identifythe fracture mode. Two kinds of fracture modes, namelyfractures located within the solder joint and fractures locatedat the interface between solder and end of resistor, werefound. For the reinforced composite solder, the percentageof fractures within solder was less than that of Sn-58Bi,but increased monotonically with the weight percentageof nanoparticles. As with the shear test results, when con-tent of nanoparticles increased from 2 to 3mass%, thepercentage of fractures within solder sharply increased from5 to 22%.
The results detailed in this work indicate that thecomposite solder became stronger when a certain amountof nanoparticles was added into the solder matrix. However,after thermal cycling, the tendency of forming micro-cracksbetween nanoparticles and solder matrix and fracture withinsolder was increased when the nanoparticle content exceeded3mass%.
Acknowledgement
We acknowledge the financial support from the ChineseMinistry of Science and Technology (2008AA04Z301),from 863 program on nanosolder paste (2006AA03Z339)and from Shanghai Municipal Education Commission(No. 07ZZ15). This work is also supported by the EU FP7IP Nanopack program and from the Swedish NationalScience Foundation under the project ‘‘Nanointerconnect’’(621-2007-4660).
REFERENCES
1) J. P. Liu, F. Guo, Y. F. Yan, W. B. Wang and Y. W. Shi: Electron.
Mater. 33 (2004) 958–963.
2) L. Y. Hsiao, G. J. Chiou, J. G. Duh and S. Y. Tsai: Proc. 7th IEEE
CPMT Int. Conf. on Electronics Packaging Technology, (2006)
pp. 358–363.
3) Y. W. Shi, J. P. Liu, Z. D. Xia, Y. P. Lei, F. Guo and X. Y. Li: J. Mater.
Sci. Mater. Electron. 19 (2008) 349–356.
4) A. K. Gain, Y. C. Chan, K. C. Yung, A. Sharif and L. Ali: Proc. 2nd
IEEE CPMT Conf. on Electronics System Integration Technology,
(2008) pp. 1291–1294.
5) A. Lee and K. N. Subramanian: Electron. Mater. 34 (2005) 1399–1407.
6) Y. S. Shin, S. H. Lee, C. W. Lee, S. B. Jung and J. H. Kim: Proc. 10th
IEEE CPMT Conf. on Electronics Packaging Technology, (2008)
pp. 279–284.
7) D. C. Lin, S. Liu, T. M. Guo, G. X. Wang, T. S. Srivatsan and M.
Petraoli: Mater. Sci. Eng. A 360 (2003) 285–292.
8) X. Z. Xia, C. D. Zou, Y. L. Gao, J. Liu and Q. J. Zhai: Proc. IEEE
CPMT Int. Symp. on High Density Packaging and Microsystem
Integration, (2007) pp. 302–304.
9) W. B. Guan, S. G. Verma, Y. L. Gao, C. Anderson, Q. J. Zhai and J.
Liu: Proc. 1st IEEE CPMT Conf. on Electronics System Integration
Technology, (2006) pp. 7–12.
10) J. Liu, C. Anderson, Y. L. Gao and Q. J. Zhai: Proc. 10th IEEE CPMT
Conf. on Electronics Packaging Technology, (2008) pp. 84–93.
11) F. Stepniak: Microelectron. Reli. 44 (2004) 805–814.
12) C. D. Zou, Y. L. Gao, B. Yang, Q. J. Zhai, C. Andersson and J. Liu:
Solder. Surf. Mount Technol. 21 (2009) 9–13.
13) H. J. Jiang, K. S. Moon, H. Dong, F. Hua and C. P. Wong: Chem. Phys.
Lett. 429 (2006) 492–496.
14) H. J. Jiang, K. S. Moon, F. Hua and C. P. Wong: Chem. Mater. 19
(2007) 4482–4485.
15) D. C. Lin, G. X. Wang, T. S. Srivatsan, M. A. Hajri and M. Petraroli:
Mater. Lett. 57 (2003) 3193–3198.
16) L. L. Zhang, W. K. Tao, J. Liu, Y. Zhang, Z. N. Cheng, C. Anderson,
Y. L. Gao and Q. J. Zhai: Proc. IEEE CPMT Int. Conf. on Electronics
Packaging Technology and High Density Packaging, (2008) p. 167.
17) S. Kikuchi, M. Nishimura, K. Suetsugu and T. Ikari: Mater. Sci. Eng. A
319–321 (2001) 475–479.
1726 S. Chen, L. Zhang, J. Liu, Y. Gao and Q. Zhai


















