A Quality By Design Study Applied To An Industrial Pharmaceutical.pdf
10
Research paper A quality by design study applied to an industrial pharmaceutical fluid bed granulation Vera Lourenço a,b , Dirk Lochmann b , Gabriele Reich c , José C. Menezes a , Thorsten Herdling b , Jens Schewitz b,⇑ a Institute of Biotechnology & Bioengineering, IST, Technical University of Lisbon, Lisbon, Portugal b Quality Operations, PAT – Laboratory, Merck KGaA, Darmstadt, Germany c Institute of Pharmacy and Molecular Biotechnology, University of Heidelberg, Heidelberg, Germany article info Article history: Received 22 November 2011 Accepted in revised form 5 March 2012 Available online 13 March 2012 Keywords: Quality by Design Process Analytical Technology Design Space Multivariate data analysis Fluid bed granulation abstract The pharmaceutical industry is encouraged within Quality by Design (QbD) to apply science-based man- ufacturing principles to assure quality not only of new but also of existing processes. This paper presents how QbD principles can be applied to an existing industrial pharmaceutical fluid bed granulation (FBG) process. A three-step approach is presented as follows: (1) implementation of Process Analytical Technol- ogy (PAT) monitoring tools at the industrial scale process, combined with multivariate data analysis (MVDA) of process and PAT data to increase the process knowledge; (2) execution of scaled-down designed experiments at a pilot scale, with adequate PAT monitoring tools, to investigate the process response to intended changes in Critical Process Parameters (CPPs); and finally (3) the definition of a pro- cess Design Space (DS) linking CPPs to Critical to Quality Attributes (CQAs), within which product quality is ensured by design, and after scale-up enabling its use at the industrial process scale. The proposed approach was developed for an existing industrial process. Through enhanced process knowledge established a significant reduction in product CQAs, variability already within quality speci- fications ranges was achieved by a better choice of CPPs values. The results of such step-wise develop- ment and implementation are described. Ó 2012 Elsevier B.V. All rights reserved. 1. Introduction A decade ago in 2001, the United States Food and Drug Admin- istration (FDA) launched the document Pharmaceutical cGMPs for the 21st Century – a Risk-Based Approach [1]. This was to signal a shift in the regulatory practice of the FDA, which soon spread worldwide, allowing companies to proactively examine and use new technologies in pharmaceutical development and manufac- turing. Since then, a collection of documents have been released, not only by the US FDA [2,3] but also by the International Confer- ence on Harmonisation (ICH) [4–6]. Before the above changes, the regulatory practice imposed pharmaceutical processes to be operated under pre-defined and fixed operating conditions irrespective of any sources of variability coming from upstream (e.g., from raw materials) or from process- ing conditions. As such, quality (which would be tested only at spe- cific stages during production and in the end-product) would reflect the compounded effect of all those sources of variability not handled during processing. In extreme cases, this could lead to products out of specification (OOS) that require disposal or reworking if the end-product does not meet the Target Product Profile (TPP). Quality was to be achieved by testing end-products (Quality by Testing, QbT) and not by process design (Quality by Design, QbD) with proper feed-forward and feed-back control strategies. Usually, the reasons for failure were not well under- stood, and therefore, new failures could not be prevented. In that context, there was little space for innovation as that would come at the very high cost of delaying or risking time to market and would imply an increased regulator oversight. The previous account is in stark contrast with the movement that 25 years earlier overtook other industrial high-tech sectors [1]. Today, the authorities are changing their attitude and encour- age companies to acquire more detailed knowledge of existing and especially of new pharmaceutical manufacturing processes. They are open to rational and science-based justifications for changes in process parameters during processing when needed to counter- balance in real time the incoming sources of variability so that products may have at the end consistent quality [4–6]. The elements in QbD are fourfold: (1) risk-assessment approaches to drive and prioritise all subsequent actions in risk mitigation affecting quality assurance; (2) Process Analytical Technology (PAT) tools including in-process monitoring and multi- variate control systems; (3) mathematical and statistical tools to 0939-6411/$ - see front matter Ó 2012 Elsevier B.V. All rights reserved. http://dx.doi.org/10.1016/j.ejpb.2012.03.003 ⇑ Corresponding author. Merck KGaA, Frankfurterstrasse 250, D-64293 Darmstadt, Germany. Tel.: +49 6151 72 5985; fax: +49 6151 72 91 5985. E-mail address: [email protected] (J. Schewitz). European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447 Contents lists available at SciVerse ScienceDirect European Journal of Pharmaceutics and Biopharmaceutics journal homepage: www.elsevier.com/locate/ejpb
-
Upload
juan-garcia -
Category
Documents
-
view
23 -
download
0
Transcript of A Quality By Design Study Applied To An Industrial Pharmaceutical.pdf

European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447
Contents lists available at SciVerse ScienceDirect
European Journal of Pharmaceutics and Biopharmaceutics
journal homepage: www.elsevier .com/locate /e jpb
Research paper
A quality by design study applied to an industrial pharmaceuticalfluid bed granulation
Vera Lourenço a,b, Dirk Lochmann b, Gabriele Reich c, José C. Menezes a, Thorsten Herdling b,Jens Schewitz b,⇑a Institute of Biotechnology & Bioengineering, IST, Technical University of Lisbon, Lisbon, Portugalb Quality Operations, PAT – Laboratory, Merck KGaA, Darmstadt, Germanyc Institute of Pharmacy and Molecular Biotechnology, University of Heidelberg, Heidelberg, Germany
a r t i c l e i n f o
Article history:Received 22 November 2011Accepted in revised form 5 March 2012Available online 13 March 2012
Keywords:Quality by DesignProcess Analytical TechnologyDesign SpaceMultivariate data analysisFluid bed granulation
0939-6411/$ - see front matter � 2012 Elsevier B.V. Ahttp://dx.doi.org/10.1016/j.ejpb.2012.03.003
⇑ Corresponding author. Merck KGaA, FrankfurterstrGermany. Tel.: +49 6151 72 5985; fax: +49 6151 72 9
E-mail address: [email protected] (J
a b s t r a c t
The pharmaceutical industry is encouraged within Quality by Design (QbD) to apply science-based man-ufacturing principles to assure quality not only of new but also of existing processes. This paper presentshow QbD principles can be applied to an existing industrial pharmaceutical fluid bed granulation (FBG)process. A three-step approach is presented as follows: (1) implementation of Process Analytical Technol-ogy (PAT) monitoring tools at the industrial scale process, combined with multivariate data analysis(MVDA) of process and PAT data to increase the process knowledge; (2) execution of scaled-downdesigned experiments at a pilot scale, with adequate PAT monitoring tools, to investigate the processresponse to intended changes in Critical Process Parameters (CPPs); and finally (3) the definition of a pro-cess Design Space (DS) linking CPPs to Critical to Quality Attributes (CQAs), within which product qualityis ensured by design, and after scale-up enabling its use at the industrial process scale.
The proposed approach was developed for an existing industrial process. Through enhanced processknowledge established a significant reduction in product CQAs, variability already within quality speci-fications ranges was achieved by a better choice of CPPs values. The results of such step-wise develop-ment and implementation are described.
� 2012 Elsevier B.V. All rights reserved.
1. Introduction to products out of specification (OOS) that require disposal or
A decade ago in 2001, the United States Food and Drug Admin-istration (FDA) launched the document Pharmaceutical cGMPs forthe 21st Century – a Risk-Based Approach [1]. This was to signal ashift in the regulatory practice of the FDA, which soon spreadworldwide, allowing companies to proactively examine and usenew technologies in pharmaceutical development and manufac-turing. Since then, a collection of documents have been released,not only by the US FDA [2,3] but also by the International Confer-ence on Harmonisation (ICH) [4–6].
Before the above changes, the regulatory practice imposedpharmaceutical processes to be operated under pre-defined andfixed operating conditions irrespective of any sources of variabilitycoming from upstream (e.g., from raw materials) or from process-ing conditions. As such, quality (which would be tested only at spe-cific stages during production and in the end-product) wouldreflect the compounded effect of all those sources of variabilitynot handled during processing. In extreme cases, this could lead
ll rights reserved.
asse 250, D-64293 Darmstadt,1 5985.. Schewitz).
reworking if the end-product does not meet the Target ProductProfile (TPP). Quality was to be achieved by testing end-products(Quality by Testing, QbT) and not by process design (Quality byDesign, QbD) with proper feed-forward and feed-back controlstrategies. Usually, the reasons for failure were not well under-stood, and therefore, new failures could not be prevented. In thatcontext, there was little space for innovation as that would comeat the very high cost of delaying or risking time to market andwould imply an increased regulator oversight.
The previous account is in stark contrast with the movementthat 25 years earlier overtook other industrial high-tech sectors[1]. Today, the authorities are changing their attitude and encour-age companies to acquire more detailed knowledge of existing andespecially of new pharmaceutical manufacturing processes. Theyare open to rational and science-based justifications for changesin process parameters during processing when needed to counter-balance in real time the incoming sources of variability so thatproducts may have at the end consistent quality [4–6].
The elements in QbD are fourfold: (1) risk-assessmentapproaches to drive and prioritise all subsequent actions in riskmitigation affecting quality assurance; (2) Process AnalyticalTechnology (PAT) tools including in-process monitoring and multi-variate control systems; (3) mathematical and statistical tools to

V. Lourenço et al. / European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447 439
design experiments and model process data obtained at differentstages (e.g., from development to manufacturing) and within aknowledge management perspective; and (4) continuous improve-ment tools that can ensure increased robustness of the whole QbDconstruct throughout process/product life-cycle. In the QbD con-text, for a product to be of consistent quality the process must bevery well understood. Therefore, all its sources of variability (com-ing from the raw materials, the environment and the process itself)must be identified and explained; afterwards, that variability mustbe managed by the process, in such a way that at the end, consis-tent product quality is ensured [4–6].
To improve process knowledge, statistical design of experi-ments (DoE) is a valuable tool to establish in mathematical formthe relationships between Critical Process Parameters (CPPs) andCritical to Quality Attributes (CQAs) [4–6]. A range for each processparameter and their combinations can be defined, in which thedesired CQAs values are achieved. Also, a range for the quality ofraw materials that affect the CQAs can also be defined. All likelycombinations of raw material attributes and process parametersthat need to be realised by the process, to ensure that the CQAsstay within the required ranges (Control Space), can be called theDesign Space (DS) of the process.
Fluid bed granulation (FBG) is a process widely used in the man-ufacturing of solid pharmaceutical products. This unit operation hasbeen extensively studied along the last decades [7–10], but due toits complexity, there is no general model that can be applied. FBGhas two steps, the powders granulation (spraying phase) and thegranules drying (drying phase). Both take place in only one vessel,a fluid bed dryer. In a particular process of this kind, which had beenimplemented long ago, it was intended to decrease the intrinsic var-iability that was observed on the granules quality by implementingthe QbD concept. The aims of this study were, therefore: (1) to de-tect and quantify process variability and identify the root-causes,(2) to correlate process parameters with granules quality attributes,and (3) to propose ranges for the CPPs – a multivariate DS for pro-cess conditions – that could ensure consistency of all product CQAs.
To attain the aforementioned objectives, the following approachwas adopted:
� Adequate PAT monitoring tools were implemented at the indus-trial process scale and multivariate data analysis (MVDA)techniques applied on PAT and process data, to extract processinformation and knowledge at the commercial scale.� Scaled-down designed experiments were performed at a pilot
scale, using PAT tools for monitoring intensification andenhance fast-track knowledge extraction.� Pilot scale conclusions were scaled-up and validated at the
industrial process scale.
This study involved the analysis of almost 200 industrial gran-ulation batches and 39 runs of designed experiments performedat the pilot scale. Two recent commercial in-line analysers formoisture content and particle size have been used, as well as apowerful off-line particle characterisation system. Nevertheless,the innovation in this work is the combination of the data gener-ated by the in-line and off-line analysers with MVDA techniques,applied to an existent pharmaceutical fluid bed granulation pro-cess at two different scales.
2. Materials and methods
2.1. Granulation set-up
The FBG were performed using an API, a filler and a binderaqueous dispersion. For the industrial runs, a WSG200 fluid bed
dryer (Glatt, Binzen, Switzerland) was used. The total mass of eachindustrial batch was larger than 500 kg.
The scaled-down experiments were performed using a pilotfluid bed dryer Hüttlin HKC 200 DJ (OYSTAR Hüttlin, Schopfheim,Germany). The total mass of each scaled-down batch was ca.200 kg.
2.2. PAT analysers
An in-line moisture analyser based on microwave resonancetechnology (MRT) [11], the FBMA Hydorpharm (Döscher &Döscher, Hamburg, Germany), was assembled on the industrialfluid bed dryer, according to the cGMP for new equipment qualifi-cation, calibration and validation. The sensor was calibrated takingsamples from the fluid bed dryer and analysing them for moisturecontent by LOD/IR and Karl-Fischer titration.
An in-line particle size analyser based on spatial filter velocime-try [12], the IPP-70S probe (Parsum, Chemnitz, Germany), wasassembled onto the bowl of the pilot fluid bed dryer according tothe cGMP for new equipment qualification, calibration and valida-tion. The particles’ buffer length was set to 10,000.
2.3. Off-line analysers
The particle characterisation was made using the fully auto-mated optical microscope Morphologi G3S (Malvern Instruments,Worcestershire, UK). The amount of sample used varied between100 mm3 and 130 mm3. The material was dry dispersed onto aglass plate using air at 1.2 bar; the settling time was 120 s. Themagnifications used were 2.5� and 20�. A minimum number of90,000 particles were scanned.
The particle size determination by laser diffraction was per-formed using a MasterSizer 2000 (Malvern Instruments, Worces-tershire, UK). The samples (ca. 5–6 g) were air dispersed (0.5 bar)using the dry powder feeder module Scirocco 2000 (MalvernInstruments, Worcestershire, UK). The measurement time was20 s.
Granules moisture was determined by Karl-Fischer titrationusing an Oven Sample Processor 774 with a KF Coulometer 831(Metrohm, Filderstadt, Germany). Ca. 100–200 mg of sample wasused.
2.4. Granules physical characterisation
The granules were analysed for bulk density, tapped density,flow through an orifice and angle of repose. All these determina-tions were performed according to the European Pharmacopoeia(EP) [13].
2.5. Tablets characterisation
The tablets were analysed for resistance to crushing (hardness),weight, dimensions and disintegration. These determinations wereperformed according to the EP.
2.6. Risk analysis
The methodology used for the risk analysis of the FBG processwas the Failure Mode and Effects Analysis (FMEA) [14], which con-siders for each identified risk:
– What may go wrong?– What is the likelihood (probability) that it will go wrong?– What are the consequences (severity) if it goes wrong?– Is it possible to detect that failure mode?

440 V. Lourenço et al. / European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447
Each identified risk was scored between 1 and 3, for probability,severity and detectability of the risk, and the final score was themultiplication of the scores for each of these three aspects.
2.7. Screening DoE
A 2-level fractional factorial design was chosen, with 25–1 runsplus three central points (19 runs). The tested factors were the inletair temperature, the air flow rate and the binder spray rate duringthe spraying phase, and the inlet air temperature and the air flowrate during the spraying phase.
The factor ranges were computed having in consideration thedifferences between both pilot and industrial scales and the needto keep some characteristic ratios and dimensionless numbersconstant, to ensure that the pilot scale findings would be scalable.These included the solids density in the fluid bed dryer (Eq. (1)),the air flow Reynolds number (Eq. (2)) and a process timeconstant that is related to the spraying flux (Eq. (3)), as there isa constant ratio of geometric sizes of both scales. These weredefined as:
Ws ¼ M=Vf ð1Þ
Re ¼vairqgDFBD
lgð2Þ
Jb ¼ Q b=Vf ð3Þ
where Ws is the solids density, M is the total mass of solids insidethe fluid bed dryer, Vf is the volume available for fluidisation, Reis the Reynolds number, vair is the inlet air velocity, qg is the air den-sity, DFBD is the diameter of the fluid bed dryer, lg is the air viscos-ity, Jb is the time constant related to the spraying flux, and Q b is thebinder spray rate.
During the spraying phase, the solids experience an increase intheir density, as the powder particles are transformed into wetgranules. To keep a good level of fluidisation, the air flow rate is in-creased five times at given moments of the spraying phase (step-wise with a constant air flow rate within each interval). The fiveinlet air flow rates would count as five factors for the screeningDoE, which together with the other selected factors (inlet air tem-perature during spraying, binder spray rate, inlet air temperatureduring drying and inlet air flow rate during drying) would makea total of nine factors. This would increase significantly the numberof experimental runs. However, since at industrial scale the fivesteps define a monotonically increasing profile, it was decided thatthe DoE would use two boundary profiles, one above and one be-low the median industrial profile. By doing so, the number of fac-tors was maintained at five.
The preceding mixing phase was operated at the equivalentnominal conditions used for the industrial scale, with a 3 min timeduration. The duration of the spraying phase was the time neededto spray the whole binder dispersion (whose volume was constantwithin the DoE) at the tested binder spray rate. Each sub-phase hadone fifth of the total spraying time. The process was completedwhen the granules moisture was below 2.0%.
A detailed sampling plan was defined: samples were collectedat the end of mixing, at the end of each spraying sub-phase andat the end of drying. Then, all samples were analysed for moisturecontent (by Karl-Fischer titration). Samples collected after thespraying phase and after drying were also analysed for particlecharacterisation using the Morphologi G3S. Samples collected atthe end of drying were also analysed for bulk and tapped densitiesand angle of repose.
2.8. Optimisation DoE
A Central Composite Design scheme was chosen, with threefactors, five levels and six repetitions of the central point. Twentyruns were performed, following the same considerations men-tioned for the screening DoE. The tested factors were the inlet airtemperature, the air flow rate and the binder spray rate duringthe spraying phase. The mixing and the drying phases were keptconstant. The sampling plan was kept as described before, for thescreening DoE. However, the PSD of the granules was now moni-tored real-time using the IPP-70S. The final granules were alsotested for the flow through an orifice, besides bulk and tappeddensities, angle of repose and moisture.
2.9. Data analysis
The data generated during the industrial batch analysis and theDoEs were treated with MVDA techniques, such as PrincipalComponents Analysis (PCA), Partial Least Squares (PLS) and Multi-variate Batch Control Charts [15,16].
2.10. Software
The software programmes used for the MVDA were as follows:PLS toolbox (Eigenvector Research Inc., Washington, USA), MatlabR2007b v. 7.5 (Mathworks, Inc., Massachussets, USA) and SIMCA-P + 12.0 (Umetrics, Umeå, Sweden). To generate the DoE plans,the software Design-Expert v. 1.7.4 (Stat-Ease Inc., Minneapolis,USA) was used.
3. Results and discussion
3.1. Analysis of industrial batches
The approach reported in this paper was applied to an existingprocess, starting with the analysis of industrial batches withoutinterfering on the process. The details of this analysis are publishedelsewhere [17]. The process variability was studied using 192industrial granulation batches monitored with an in-line MRTprobe. The multivariate probe dynamic output (granules moisture,density and temperature) was treated with MVDA techniques.Complementary information on the granules final particle size dis-tributions (PSD) was extracted, by laser diffraction. A noticeableseasonality effect was identified, which influenced subsequentprocessing and led to noticeable differences on the granules PSD.It was found that the PSD of the final granules are broader duringcolder months than in warmer months and have a larger amount offines [17].
The analysis of industrial batches showed that historical datacontain information that can be extracted through MVDA tech-niques and that are otherwise difficult to investigate. It was alsoshown that specific PAT monitoring tools could be put to work di-rectly in industrial processes and produce important results as toadditional process knowledge, without an extended learning curveat a reduced scale.
3.2. Risk assessment
A multidisciplinary team of people with relevant processknowledge (empirical and theoretical) on this particular granula-tion process was assembled. During three sessions, all the possiblerisks associated with the process were identified, analysed andevaluated in detail, for every step of the process, from the incomingof the raw materials until the discharge of the final granules to thenext unit operation.

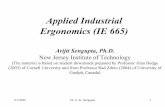
Fig. 1. PCA model for the physical properties (a) and for the PSD (b) of the granules(screening DoE). The scores are coloured according to the granules moisture at theend of the spraying phase: blue: 6–9%, green: 9–12%, orange: 12–15% and red: 15–18%. (For interpretation of the references to colour in this figure legend, the readeris referred to the web version of the article.)
V. Lourenço et al. / European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447 441
The results were that the mixing phase is not critical to the pro-cess, compared to the spraying and the drying phases. The follow-ing process parameters were considered critical: inlet airtemperature, binder spray rate and air flow rate, during bothspraying and drying phases. The properties (viscosity, temperatureand concentration) of the binder aqueous dispersion were alsoconsidered critical.
3.3. Pilot-scale designed experiments
Studies at pilot scale offer the possibility to move away fromnominal conditions used at industrial scale and investigate the ef-fect of other CPPs ranges on the granules CQAs (viz., PSD, bulk andtapped densities, flowability and angle of repose). The designedexperiments followed an adequate DoE methodology [18,19],being performed at a pilot fluid bed dryer scaled-down from theindustry. The parameters were selected according to the conclu-sions of the risk assessment of the process. The binder propertieswere not considered for a factor, because there were no practicalmeans to control it. Nevertheless, the binder dispersion prepara-tion followed a given procedure to minimise its propertiesvariability.
3.3.1. Screening DoEThe main goal of the screening DoE was to identify the CPPs,
among the tested ones, for the granulation process and thegranules CQAs. This goal was achieved, together with a deeperunderstanding of the process.
The spraying phase affected granules quality much more thanthe drying phase, as such was considered critical. The granulesquality is strongly related to the moisture profiles that the granulesexperience during the spraying phase. Granules that had highermoisture at the end of the spraying phase (above 12%) had im-proved flowability (measured through the Hausner factor, definedas the ratio between tapped and bulk densities). Above 16% of themoisture content, problems in the bed fluidisation were observed.Fig. 1a and b shows the scores plot obtained from PCAs applied tothe PSD of the granules and to their physical properties (Hausnerfactor, bulk and tapped densities and angle of repose). The colour-ing of the scores according to the level of granules moisture at theend of the spraying phase shows that wetter granules have im-proved flowability and narrower PSD together with less frequencyof agglomerates. A PLS model having as input the granules PSDpredicted well the Hausner factor.
The role of the drying phase looses the importance as the gran-ules moisture content at the end of the preceding spraying phaseincreases. For granules experiencing low moisture contents (below12%), the effect of the inlet air temperature during the drying phasewas more pronounced: this parameter, at its high level, has the ef-fect of narrowing the PSD, contributing to the elimination ofagglomerates and to the improvement of the granules flowability(expressed as the Hausner factor).
Being the moisture of the granules at the end of the sprayingphase such as important process variable, a correlation betweenit and the CPPs was investigated. A high binder spray rate, togetherwith low inlet air temperature and low air flow rates, increases themoisture content of the granules. The obtained equation betweenmoisture of the granules at the end of the spraying phase andthe process parameters was as follows:
MGð%Þ ¼ 25:43� 0:31T ð�CÞ þ 30:78BSR ðL=minÞ� 0:03AFR ðm3=hÞ ð4Þ
where MG is the moisture of the granules at the end of the spraying,T the inlet air temperature, BSR the binder spray rate, and AFR is theair flow rate increment, all parameters during the spraying phase.
3.3.2. Optimisation DoEFrom the screening DoE, one learned that the moisture profile
experienced by the granules during the spraying phase is determi-nant for their quality. The granules with the best flowability prop-erties were produced with moisture contents at the end of thespraying phase between 12% and 16%. On the other hand, accord-ing to the model in Eq. (4), higher binder spray rates increase thegranules moisture content as well as their quality, and at the sametime shortening the spraying phase duration, with a positiveimpact in process throughput. Therefore, higher binder spray ratesthan the ones tested in the screening DoE were now investigated,and by using the model in Eq. (4), combinations of these with inletair temperatures and air flow rate increments were calculated, inorder to achieve the extreme conditions of granules moisture atthe end of the spraying phase (12% and 16%).
Collecting particle size data every 30 s, with the in-line particlesize probe, allowed getting an insight into the granules growthdynamics. Analysing the time profiles of several percentiles, itwas seen that the granules growth is not uniform over time (datanot shown). During the first stages, there are no significant changesin the percentiles, as well as during the drying phase; only from the4th sub-phase of spraying on, the particle size starts effectively toincrease. The percentiles are one way of condensing the PSD in asingle value. If the entire information about granules size is to bekept and used, then the best way to analyse all data together isby performing a PLS against time. This has also the advantage of,in an easy way, comparing the runs. A model having three latentvariables, which explained 80% and 90%, respectively, of the vari-ance in the X- and Y-datasets, was developed for the sprayingphase. On the scores plot (Fig. 2), the granules particle size data de-fine a trajectory, which is common to all runs. The scores from the

Fig. 3. (a) Prediction of the granules flow through an orifice using their PSD. (b)Scores plot of the PCA model developed with the granules PSD: the scores arecoloured according to the granules moisture at the end of the spraying phase:green: 9.8-10.5%, yellow: 10.5–12.0%, orange: 12.0–13.5%, red: 13.5–15%. (Forinterpretation of the references to colour in this figure legend, the reader is referredto the web version of the article.)
442 V. Lourenço et al. / European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447
1st and 2nd sub-phases are well mixed; the scores from the 3rdsub-phase start to differentiate, progressing smoothly in the direc-tion of the second latent variable; then, the 4th sub-phase marksan inflection in behaviour which becomes evident during the 5thsub-phase.
The flow through an orifice of the granules could be wellpredicted by their PSD, confirming the correlation already ob-served in the previous DoE between PSD and flowability (Fig. 3a)and again was observed the effect of the granules moisture duringthe spraying phase on their PSD (Fig. 3b). Although the PSD of thegranules produced during the optimisation DoE are very similar,the PCA model can detect the differences in the broadness of thePSD: the first principal component increases with the decreasingPSD broadness.
The flow through an orifice could also be predicted by the CPPs,and a PLS model was developed, between the spraying parameters(X) and the flow through an orifice (Y), having one latent variablethat explains 50% and 75% of the X and Y variance, respectively(Eq. (5)). In that model, the air flow rate increment was not in-cluded as predictor, because during the modelling process, thatparameter was found to be non-significant. The addition of factorinteractions or quadratic terms also appeared as not significant.
Overall, only two spraying parameters were important: binderspray rate and inlet air temperature. To minimise the flow throughan orifice and increase the flowability, high binder spray rates andlow inlet air temperatures are indicated. In the range of the optimi-sation DoE, the air flow rate increment does not play an importantrole for the final granules flowability; however, one must not for-get that the air flow rate is essential to keep a good fluidisationof the fluid bed. The obtained Eq. (5) was as follows:
FTOðs=100 gÞ ¼ 6:57þ 0:02T ð�CÞ � 4:01BSR ðL=minÞ ð5Þ
where FTO is the flow through an orifice of the granules, T the inletair temperature, and BSR is the binder spray rate.
3.3.3. Comparison between screening DoE and optimisation DoEUsually, the optimisation DoE is performed in a given space in-
side the screening DoE space, where the most promising resultshave been found. In this case, one of the factors was intentionallyextrapolated, the binder spray rate, for higher values, and conse-quently the air flow rate increments. In the end, the optimisationDoE was carried out outside the screening DoE (Fig. 4).
Nevertheless, the granules moisture profiles for the optimisa-tion DoE were intentionally kept within the ones of the screeningDoE, from 12% until 16% at the end of the spraying phase(Fig. 5a). It would be important to verify whether the propertiesof the granules were affected by choosing an optimisation space
Fig. 2. PLS model scores plot for the spraying phase based on the particle size data(optimisation DoE). (For interpretation of the references to colour in this figurelegend, the reader is referred to the web version of this article.)
outside the screening one, although heuristics available with pro-cess experts supported our approach. A PCA using the granulesphysical properties (bulk density, tapped density and angle of re-pose) was performed and the relative position of the scores foreach DoE was observed: the properties of the granules belongingto the optimisation DoE are mixed to the ones of the screeningDoE (Fig. 5b) despite different process conditions. That again showsthe higher importance of moisture profiles over the CPPs, withinthe examined ranges.
A model relating the spraying parameters and the granulesmoisture at the end of the spraying phase was developed, whichis valid for both screening and optimisation spaces. The result
Fig. 4. Schematic representation of the screening (squares) and optimisation(circles and stars) DoE runs. For simplicity, only the spraying phase factors of thescreening DoE were plotted.

Fig. 5. (a) Granules moisture profiles along the granulation process for thescreening (red lines) and the optimisation (green lines) DoE runs. (b) PCA modelscores plot for the granules physical properties (bulk density, tapped density andangle of repose) from the screening and the optimisation DoE runs (two principalcomponents explain 94% of the variance). The symbols squares and circles refer,respectively, to screening and optimisation DoE runs. (For interpretation of thereferences to colour in this figure legend, the reader is referred to the web version ofthis article.)
V. Lourenço et al. / European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447 443
shows that, despite the factor ranges are disjoint, a unique modelcan make accurate predictions (Eq. (6)), with the following figuresof merit: RMSEC = 1.10 and RMSECV = 1.31. Two latent variablesdescribe 74% and 81% of X and Y variances, respectively. Thecontribution of each predictor is the same found for the screeningDoE: the inlet air temperature and the air flow rate incrementcontribute negatively, and the binder spray rate has a positiveeffect. The obtained Eq. (6) is expressed as follows:
MGð%Þ ¼ �0:33Tð�CÞ þ 31:81BSRðg=minÞ � 0:02AFR þ 24:51 ð6Þ
where MG is the moisture of the granules at the end of the sprayingphase, T the inlet ait temperature, BSR the binder spray rate, andAFR is the air flow rate increment, all during the spraying phase.
3.4. Defining a Design Space for the FBG process
With the pilot scale experiments, valuable information aboutthe effect of the process parameters and their combinations onthe final granules quality was obtained. There was a significant in-crease on process knowledge and understanding. CPPs were iden-tified, and mathematical models between them and a veryimportant process variable (the granules moisture during thespraying phase) and other CQAs of the granules were established.
To make QbD a reality, a DS must be defined within which finalproduct quality as defined by all CQAs is ensured. That space de-fines the ranges of each CPP, taking into account multivariate inter-actions. Then, the mathematical model between the CPPs and theCQAs provides the right combinations of CPPs that realise the de-sired quality. That can be accomplished by the previously obtained
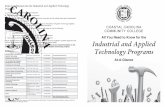
relation between the granules CQAs (in terms of a low dimensionalspace for their physical properties), moisture content of the gran-ules at the end of the spraying phase and the CPPs (inlet air tem-perature and binder spray rate, both for the spraying phase ofthe granulation). Fig. 6a shows the granules specifications definedin the low dimensional space (which corresponds to the scores plotof a PCA applied to the physical properties of the granules belong-ing to the optimisation DoE). The granules having the lowest flowthrough an orifice values are the ones at the left side of the drawnline, and these are the desired ones. That plot can also be seen asthe DS for the final granules’ attributes, where the DS consists ofthe area at the left side of the line. The moisture profiles of thesegranules look all very similar (Fig. 6b). A control chart for the mois-ture time profile can be computed and used as a DS for that processvariable. Above the upper limit, there is the risk of bad fluidisationor even bed collapse, and below the lower limit, the granules qual-ity is decreased. A granulation, where the moisture profile of thegranules is within the proposed limits is guaranteed to be success-ful in terms of the final granules quality. The same analysis can bedone regarding the time profiles of granules growth, given by thein-line particle size probe trajectories. The granules that followthe trajectories shown in Fig. 6c will have unimodal PSD similarto those in Fig. 6e.
Concerning the CPPs, Fig. 6d shows the ranges and their combi-nations for the inlet air temperature and the binder spray rate(both for the spraying phase), where it is assured that the granuleswill lie at the left side of the line shown in Fig. 6a. The area insidethe red lines is the DS for the CPPs, as long as the relation expressedby Eq. (5) is kept.
As binder spray rate depends on process scale, scale-up rules(Eqs. (1)–(3)) must be applied before the DS can be used at theindustrial scale.
3.5. Comparison between the industrial and the pilot FBG
All experiments performed within the two DoEs were done at apilot scale fluid bed dryer, which was 2.8 times smaller than theindustrial one. There were some process parameters that had tobe adjusted to the scale. Nevertheless, there are some aspects ofthe process that are directly comparable. The quality of granulesis one of them, as well as the granules moisture profiles and pro-cess yields.
Five batches of granules produced at the industrial plant, in rou-tine, were analysed towards bulk density, tapped density, flowthrough an orifice and angle of repose. Fig. 7 shows for each prop-erty the relative positions of experimental (within the proposedDS) and industrial granules, showing how the followed QbD ap-proach is able to reduce undesired variability of the process andof the granules quality, and at the same time to even improvethe granules quality.
Another property of the granules that can be directly comparedacross scales is the granules PSD (Fig. 8). All particle size measure-ments were performed by laser diffraction. A decrease in the finesfor the designed granules can be noticed, as well as a narrowerPSD.
The granules moisture profiles during the spraying phase arecompared in Fig. 9. The profiles from the industrial granules wereprovided by the in-line moisture analyser installed at the industrialfluid bed dryer. The profiles from the designed granules were ob-tained during the optimisation experiments, from off-line measure-ments by Karl-Fischer titration. The differences are notorious interms of the moisture values but also on the duration of the spray-ing phase. The industrial runs are performed at lower moisture val-ues and take longer because the binder spray rate is equivalentlylower than the ones tested during the pilot experiments.

Fig. 6. (a) Design Space for the granules attributes defined in the low dimensional space (t1 vs t2) of their mechanical properties. The symbols refer to the granules flowthrough an orifice values: full circles – 5.2–5.5 s/100 g and open circles – higher than 5.5 s/100 g. (b) Design Space for the granules moisture profile defined in the originalvariable. (c) Design Space for the granules growth trajectory, defined in the first latent variable space. (d) Design Space for the critical process parameters (at the pilot scale).(e) PSD of the designed granules. (For interpretation of the references to colour in this figure legend, the reader is referred to the web version of this article.)
444 V. Lourenço et al. / European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447
The process yield is an important aspect no matter the processtype. In average, the granulation yields at the industrial plant arehigher than 97%. The yields for the designed granulations were cal-culated in 97 ± 2%. This means that the implementation of the pro-posed QbD strategy has the potential to allow the process to be asefficient as it was prior to the scaled-down study.
After optimising the granulation unit operation, it must be as-sured that the resulting granules have the right characteristics tobe compressed and that the obtained tablets have the expectedTPP in quality, safety and efficacy. Therefore, the granules resultingfrom the optimisation DoE were further processed, according tothe normal procedure followed in routine, to yield tablets. To-gether with those experimental granules, a batch of industrialgranules was also processed. The tablets made with the experi-mental granules were within the current specifications for weight,dimensions, hardness and thickness, indicating that the experi-mental granules have the right properties for tablet manufacturing.
Moreover, a PCA using the tablets’ properties (weight, dimensions,hardness and thickness) was developed, indicating how were sim-ilar the tablets produced with an industrial batch of granules andwith the DoE batches.
3.6. Regulatory implications of the QbD approach developed
As the studied process is an existing industrial one, any changesto process parameters outside the existing filed ranges must besubmitted to the authorities. Therefore, attention should be paidin proposing a CPPs DS that may require post-approval supple-ments. The limits of the proposed DS should be compared to thebatch record specifications. Fig. 10 shows the normalised valuesfor the limits of the inlet air temperature, the air flow rates andthe binder spray rate that are in the batch record specifications(blue bars), the limits of the proposed DS (red bars) after scaling-up according to Eqs. (1)–(3), and the limits within three standard

Fig. 7. Comparison of the average and standard deviation values of the industrial (open circles) and the designed (full circles) granules for the following properties: bulkdensity (a), tapped density (b), flow through an orifice (c) and angle of repose (d). The dashed-dot lines correspond to the average values, and the dashed lines correspond tothree standard deviations summed/subtracted from the average. The values were normalised for confidentiality reasons.
Fig. 8. PSD of the industrial (a) and the designed (b) granules. The solid linescorrespond to the average PSD and the dashed lines to the standard deviationsummed/subtracted to the average.
Fig. 9. Granules moisture profiles during the spraying phase for the industrial (a)and the designed (b) granules. The solid lines correspond to the average profiles andthe dashed lines to three standard deviations summed/subtracted to the average.
V. Lourenço et al. / European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447 445

Fig. 11. Proposed set-points for the inlet air temperature, the air flow rates and thebinder spray rate (black lines), which are within the CPPs Design Space (red bars)and the nominal operational ranges in routine (white bars). The process parametersare normalised. (For interpretation of the references to colour in this figure legend,the reader is referred to the web version of the article.)
446 V. Lourenço et al. / European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447
deviations of the normal operation conditions at the industrialscale (white bars). For the air flow rate, there are five white barsthat correspond to the five air flow rate settings of the five sprayingsub-phases. The batch record only specifies a minimum and a max-imum value for this parameter for the whole process, and withinthe DS, this parameter is not critical for the granules CQAs. There-fore, there is only one blue bar and one red bar for the air flow rate.According to this figure, the limits of the DS for the CPPs are withinthe specifications for the three parameters; moreover, there arecommon areas between the proposed DS limits and the space,where the process is usually run.
This is a fortunate situation because no post-approval supple-ments are required, and therefore, the application of this QbDstudy can take place immediately at the industrial scale. Moreover,a combination of CPPs can be found within the proposed DS limits,which agrees with Eq. (5) and at the same time falls inside the lim-its of the nominal operating ranges. This ensures quality by designwith minimum changes at the routine practice. This is shown inFig. 11. Although the air flow rate is not a critical parameter, thesuggested DS assumes that a linear increase in the values is ob-served, along the five spraying steps; this pattern should be kept.
In the context of QbD, the smaller the CQAs control space, thelarger the CPPs space, to ensure enough flexibility in running theprocess to compensate all critical sources of variability [20]. Inthe studied case, the proposed ranges of CPPs are inside the onesthat were long ago submitted to the authorities. This happensbecause the ranges submitted are already large enough. The causefor the variability found in the process and in the granules CQAs isnot due to the operating ranges of the CPPs, but instead to theircombination not being optimised (Eq. (5) expressing the DS isnot verified). With this QbD study, it was shown that even operat-ing within the usual nominal operating ranges, it is possible toassure a better and more consistent granules quality than before,just by fine tuning process parameters.
3.7. Benefits of implementing a QbD strategy
The QbD approach reported shows how an established indus-trial FBG process can still be improved, with important gains inconsistency of granules quality and lower losses of API in fines,at no significant additional costs. Applying the proposed DS, thereis the assurance of a robust process, a product with consistent andimproved quality, with very little associated variability and, whereonly two parameters are critical and can be easily monitored and
Fig. 10. Comparison between the limits of the proposed Design Space for thegranulation process (red bars) with the submitted limits (blue bars) and thenominal operational ranges (white bars). The five white bars for the air flow ratecorrespond to the five ranges of the five spraying sub-phases. The processparameters are normalised. (For interpretation of the references to colour in thisfigure legend, the reader is referred to the web version of the article.)
controlled (for each there is already an implemented control loop).Nevertheless, because the CPPs DS was developed in a pilot scale, itis possible that some adjustments to the CPP ranges may have to bedone when testing it at the industrial scale. However, that task canbe facilitated by the already in place moisture analyser (the in-lineprobe installed at the industrial fluid bed dryer). The granulesresidual moisture is a critical variable of the process that doesnot depend on the scale. That means that if the recommended tar-get profile for that variable is followed at the industrial scale, thelikelihood of a successful granulation increases significantly.
The proposed DS for the critical process variable (the recom-mended target trajectory for the granules residual moisture) andall the mathematical correlations here developed (between thegranules residual moisture, the CPPs and the granules CQAs) canbe used as powerful tools for the control of the granulation process,making easier to establish control strategies. In the case that thereare deviations to the target trajectory, they provide information tothe plant engineer or the automatic controller to correct the devi-ation, avoiding loosing the batch. As an example, if there is a prob-lem with the binder pump and this one reaches the saturationlevel, the air flow rate can be manipulated to a lower value; thishas the effect of keeping the residual moisture level of the gran-ules, avoiding it to decrease, and within the DS, it does not affectthe granules CQAs, because the air flow rate is not critical for these.This is in accordance to FDA’s PAT guidance [2]: ‘a timely processmonitoring of a critical process variable and an active change ofa CPP, according to the process state, preventing the propagationof disturbances and bringing the process back into control’.
4. Conclusions
A QbD study on a legacy solid dosage form production processwas presented. Analysing the available historical data (industrialgranulation process information stored but not used actively forprocess improvement) with MVDA techniques, there was an in-crease in process knowledge; this is especially significant sincethe data were already available (no further investments wereneeded except the expertise and know-how on MVDA and a fewsoftware tools). The variability of the process and the final granulesquality could be quantified, as well as their correlations, beingdecisive the contribution of the in-line MRT sensor. The analysisof the industrial granulation data allowed a better risk assessment,because it increased available prior knowledge.

V. Lourenço et al. / European Journal of Pharmaceutics and Biopharmaceutics 81 (2012) 438–447 447
With experiments at pilot scale, the granulation process wasinvestigated further. That made possible to understand whichprocess phases were critical for granules quality, as well as the roleof each studied process parameter. Based on that information,mathematical models explaining the influence of the CPPs on thegranules CQAs were established, and a DS to run the industrialgranulation was proposed. The ranges of the suggested DS arewithin the ones previously submitted to the authorities, so nopost-approval supplements are required.
The PAT instruments used proved to be suitable for the FBGprocess studied. The MRT sensor allowed (1) the inter-batch com-parison at the industrial scale, (2) the detection of the influence ofthe season on the process and the consequences on the granulesattributes, and (3) understanding how the moisture of the granulesalong the process could be determinant for their final quality. TheSFV in-line particle size probe made possible to track the granulesgrowth in a very simple way. The data were collected in-line anddelivered timely, without the need of withdrawing samples andperforming lab analyses. In summary, due to the PAT instrumentsused, altogether significant and fast track knowledge acquisitionwas obtained on the granulation process studied.
The role of the MVDA techniques was also fundamental for thefast learning on the process. The in-line analysers delivered a sig-nificant amount of highly informative data, which should be com-bined with quality data from the product. The multivariatetechniques for data processing allow the establishment of correla-tions between the different kinds of data available (process andPAT data) and the identification of patterns, in a fast and straight-forward way.
Finally, the QbD approach followed here can be applied to otherprocesses, involving fluid bed granulation.
Acknowledgments
The authors want to thank the following persons, all fromMerck KGaA: Dr. Daniel von Bamberg and Mr. Jörg Wiese and hiswhole team, for their overall support of the project; Dr. Reiner Vogtand Ms. Annette Hasse for the laser diffraction measurements;Ms. Sandra Schreiner, Ms. Melanie Kowollik, Ms. Martina Lehrian,
Mr. Patrick Moro and Merck’s PAT Group for their competent,friendly and valuable help.
References
[1] FDA, Guidance: Pharmaceutical cGMPs for the 21st Century – A Risk-BasedApproach, Technical Report, 2002.
[2] FDA, Guidance for Industry: PAT, A Framework for Innovative PharmaceuticalDevelopment, Manufacturing, and Quality Assurance, Technical Report, 2004.
[3] FDA, Guidance for Industry: Process Validation – General Principles andPractices, Technical Report, 2011.
[4] ICH, Guideline Q9: Quality Risk Management, Technical Report, 2005.[5] ICH, Guideline Q10: Pharmaceutical Quality System, Technical Report, 2008.[6] ICH, Guideline Q8R2: Pharmaceutical Development, Technical Report, 2009.[7] T. Schæfer, O. Worts, Control of fluidized bed granulation III. Effects of inlet air
temperature and liquid flow rate on granule size and size distribution. Controlof moisture content of granules in the drying phase, Arch. Pharm. Chem. 6(1978) 1–13.
[8] S. Watano, Y. Sato, K. Miyanami, Control of granules growth in fluidized bedgranulation by an image processing system, Chem. Pharm. Bull. 44 (1996)1556–1560.
[9] J. Rantanen, S. Lethola, P. Rämet, J.P. Mannermaa, J. Yliruusi, On-line monitoringof moisture content in an instrumented fluidized bed granulator with a multi-channel NIR moisture sensor, Powder Technol. 99 (1998) 163–170.
[10] B. Rambali, L. Baert, D.L. Massart, Using experimental design to optimize theprocess parameters in fluidized bed granulation on a semi-full scale, Int. J.Pharm. 220 (2001) 149–160.
[11] C. Döscher, W. Gählert, Mikrowellen-Resonatortechnik – Ein neues Prinzip zurWassergehaltsbestimmung für die Zuckerindustrie, Zuckerindustrie 119(1994) 375–378.
[12] J.T. Ator, Image-velocity sensing with parallel slit reticles, J. Opt. Soc. Am. 53(1963) 1416–1422.
[13] Pharmaceutical Technical Procedures, in: EDQM, European Pharmacopoeia,sixth ed., vol. 1, Strasbourg, France, 2008, pp. 261–333 (Chapter 2.9).
[14] IEC, Analysis techniques for system reliability: Procedure for failure mode andeffects analysis (FMEA) – International Standard 60812, 2006.
[15] T. Kourti, Process analytical technology beyond real-time analyzers: the role ofmultivariate analysis, Crit. Rev. Anal. Chem. 36 (2006) 257–278.
[16] L. Erikson, E. Johansson, N. K.-Wold, J. Trygg, C. Wikström, S. Wold, Multi- andMegavariate Data Analysis – Part I. Basic Principles and Applications, seconded., Umetrics, Umea, Sweden, 2006.
[17] V. Lourenço, T. Herdling, G. Reich, J.C. Menezes, D. Lochmann, Combiningmicrowave resonance technology to multivariate data analysis as a novel PATtool to improve process understanding in fluid bed granulation, Eur. J. Pharm.Biopharm. 78 (2011) 315–321.
[18] R.G. Brereton, Chemometrics: Data Analysis for the Laboratory and ChemicalPlant, John Wiley & Sons, Chichester, UK, 2003.
[19] M. Otto, Chemometrics, Wiley-VCH, Weinheim, Germany, 1999.[20] J.F. MacGregor, M.-J. Bruwer, A framework for the development of design and
control spaces, J. Pharm. Innov. 3 (2008) 15–22.