A NEW METHOD OF SURFACE HARDENING OF STEEL …mech-ing.com/journal/papers/41.pdf · A NEW METHOD OF...
3
A NEW METHOD OF SURFACE HARDENING OF STEEL BY BOROZAR-P BORONIZING PASTE НОВЫЙ МЕТОД ДЛЯ ПОВЕРХНОСТНОГО НАСЫЩЕНИЯ СТАЛИ С БОРИРУЮЩЕЙ ПАСТЫЙ БОРОЗАР-П Assoc Prof. PhD.,D. Sci. Eng. Zahariev Z., Eng. Marinov M., Eng. Ralovski D., Eng. Tzokov Pl. Inst. of Gen. and Inorg. Chem., Bulgarian Academy of Sciences ABSTRACT: The BOROZAR-P boronizing paste is used for thermo chemical treatment of steel machine tools and parts for enhancing their wear-resistance, i.e. extending their useful life-time. Boronizing in this case leads to hardening of the thermally treated surfaces. This new method comprises the formation of wear- and corrosion- resistant surface layer with minimum loss of time and expenses. The thus obtained diffusion layer leads to 1.5- to 10-fold extension of the useful life-time of machine tools and parts. Boronizing by BOROZAR-P leads to the formation of a wear-resistant boride layer. The technology is very simple - a coat of the paste is applied over the working surfaces of machine tools and parts. Additional procedures, staff and equipment are not required. KEYWORDS: BORONIZING,HEAT TREATMENT, STEEL HARDENING PRE TREATMENT OF THE MACHINE TOOLS AND PARTS The best results of BOROZAR-P coating are obtained, when the surfaces to be coated are subjected to final treatment and grinded (R t - 2-4 μm), but not annealed. No polishing of the surfaces is required. Sandblasted surfaces are not suitable for boronizing, while oxidized surfaces cannot be boronized at all. Prior to boronizing the surfaces must be cleaned of oil. APPLICATION METHODS Boronizing by BOROZAR-P leads to the formation of a wear- resistant boride layer. The technology is very simple - a coat of the paste is applied over the working surfaces of machine tools and parts. Additional procedures, staff and equipment are not required. The boronizing paste is prepared by mixing the powder and the hardener. The same are commercially available in standard rationed weight packing of 0.500 kg powder. Mass-produced machine tools and parts are easily coated by using a pneumatic gun for the application of the paste. The coated parts are allowed to dry naturally or are heated to 100°C and then placed in iron vessels, the paste coat is carefully covered by powdered graphite, if the thermal treatment is to be executed in atmospheric environment in conventional chamber furnaces. Coating by graphite is not required, when the thermal treatment is executed in salt-bath furnaces or in an inert environment, argon being the best one for the purpose of boronizing. BOROZAR-P is resistant to oxidation in atmospheric environment up to 950°C. This allows the use of boronizing techniques in conventional chamber furnaces, which is a considerable economic advantage. The coated and dried metal surfaces are subjected to heat-treatment. A constant temperature below the standard annealing temperature is maintained for 3 to 4 hours for achieving the boronizing reaction. Boronizing proceeds at 805°C to 950°C, depending on the annealing temperature of the treated steel. Thus, the boronizing temperature of St3X2B8 amounts to 950°C, while it’s annealing temperature is 1100°C. The paste is mechanically removed from the treated surfaces prior to cooling. PASTE CONSUMPTION AND COSTS Approximately 1-3kg of paste are required for the treatment of 1 m 2 surface area. The prime cost of the paste amounts to 1-3% of the prime cost of non- boronized tools of large dimensions. PROPERTIES OF THE BORONIZED SURFACE As a result of the thermochemical treatment, a diffusion boride layer with a characteristic micro structure is formed on the treated surfaces (fig. 1). Fig.1 Depending on the type of treated steel, as well as on the temperature and duration of the boronizing process, the thickness of the boroni- zed layer varies within the range of 0.03 to 0.25 mm (see Table 1). Table 1 Steel grade (DIN) Treatment Temperature (ºC) Duration of treatment (hrs) Layer thickness (μm) X38CrMoV5.1 950 4 60 - 100 X30CrV.9.3 950 4 40 - 60 X210Crl2 950 4 40 - 60 S6NiCrMoV7 860 4 80 - 100 C45 950 4-6 170 - 250 USt37 3 1000 4 150 - 200 149
Transcript of A NEW METHOD OF SURFACE HARDENING OF STEEL …mech-ing.com/journal/papers/41.pdf · A NEW METHOD OF...

A NEW METHOD OF SURFACE HARDENING OF STEEL BY BOROZAR-P BORONIZING PASTE
НОВЫЙ МЕТОД ДЛЯ ПОВЕРХНОСТНОГО НАСЫЩЕНИЯ СТАЛИ С БОРИРУЮЩЕЙ ПАСТЫЙ
БОРОЗАР-П
Assoc Prof. PhD.,D. Sci. Eng. Zahariev Z., Eng. Marinov M., Eng. Ralovski D., Eng. Tzokov Pl. Inst. of Gen. and Inorg. Chem., Bulgarian Academy of Sciences
ABSTRACT: The BOROZAR-P boronizing paste is used for thermo chemical treatment of steel machine tools and parts for enhancing their wear-resistance, i.e. extending their useful life-time. Boronizing in this case leads to hardening of the thermally treated surfaces. This new method comprises the formation of wear- and corrosion- resistant surface layer with minimum loss of time and expenses. The thus obtained diffusion layer leads to 1.5- to 10-fold extension of the useful life-time of machine tools and parts. Boronizing by BOROZAR-P leads to the formation of a wear-resistant boride layer. The technology is very simple - a coat of the paste is applied over the working surfaces of machine tools and parts. Additional procedures, staff and equipment are not required. KEYWORDS: BORONIZING,HEAT TREATMENT, STEEL HARDENING
PRE TREATMENT OF THE MACHINE TOOLS AND PARTS
The best results of BOROZAR-P coating are obtained, when the surfaces to be coated are subjected to final treatment and grinded (Rt - 2-4 μm), but not annealed. No polishing of the surfaces is required. Sandblasted surfaces are not suitable for boronizing, while oxidized surfaces cannot be boronized at all. Prior to boronizing the surfaces must be cleaned of oil.
APPLICATION METHODS
Boronizing by BOROZAR-P leads to the formation of a wear-resistant boride layer. The technology is very simple - a coat of the paste is applied over the working surfaces of machine tools and parts. Additional procedures, staff and equipment are not required.
The boronizing paste is prepared by mixing the powder and the hardener. The same are commercially available in standard rationed weight packing of 0.500 kg powder.
Mass-produced machine tools and parts are easily coated by using a pneumatic gun for the application of the paste.
The coated parts are allowed to dry naturally or are heated to 100°C and then placed in iron vessels, the paste coat is carefully covered by powdered graphite, if the thermal treatment is to be executed in atmospheric environment in conventional chamber furnaces. Coating by graphite is not required, when the thermal treatment is executed in salt-bath furnaces or in an inert environment, argon being the best one for the purpose of boronizing.
BOROZAR-P is resistant to oxidation in atmospheric environment up to 950°C. This allows the use of boronizing techniques in conventional chamber furnaces, which is a considerable economic advantage.
The coated and dried metal surfaces are subjected to heat-treatment. A constant temperature below the standard annealing temperature is maintained for 3 to 4 hours for achieving the boronizing reaction. Boronizing proceeds at 805°C to 950°C, depending on the annealing temperature of the treated steel. Thus, the boronizing temperature of St3X2B8 amounts to 950°C, while it’s annealing temperature is 1100°C.
The paste is mechanically removed from the treated surfaces prior to cooling.
PASTE CONSUMPTION AND COSTS
Approximately 1-3kg of paste are required for the treatment of 1 m2 surface area.
The prime cost of the paste amounts to 1-3% of the prime cost of non-boronized tools of large dimensions.
PROPERTIES OF THE BORONIZED SURFACE
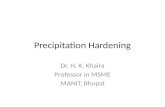
As a result of the thermochemical treatment, a diffusion boride layer with a characteristic micro structure is formed on the treated surfaces (fig. 1).
Fig.1
Depending on the type of treated steel, as well as on the temperature and duration of the boronizing process, the thickness of the boroni-zed layer varies within the range of 0.03 to 0.25 mm (see Table 1).
Table 1
Steel grade (DIN)
Treatment Temperature
(ºC)
Duration of treatment
(hrs)
Layer thickness
(µm)
X38CrMoV5.1 950 4 60 - 100
X30CrV.9.3 950 4 40 - 60
X210Crl2 950 4 40 - 60
S6NiCrMoV7 860 4 80 - 100
C45 950 4-6 170 - 250
USt37 3 1000 4 150 - 200
149

The diffusion layer has a very high hardness (HV0.1=14700-21000 MPa), which is equivalent to the hardness of tungsten carbide or corundum alloys. This property of the boride layer provides for the high wear-resistance of the treated surfaces.
The hardness of the boride layer, i.e. its wear-resistance, significantly exceeds that, which can be obtained by conventional thermochemical treatment processes, e.g. carbonizing, nitriding, etc. (Table 2).
Table 2
Material HV0,1 Material HV0,1
High-speed steel
750 Grey cast iron (boronized)
1200 - 1400
En1A Cemented
carbon steel
770 - 827 Carbon steel (boronized)
1800 - 2100
Nitrided steel 1200 En8 Steel alloy (boronized)
1800 - 2100
Tungsten carbide (7% Co)
1600 A.I.S.I. H13 (boronized)
2000 - 2400
The hardness of the boride layer is measured according to Vickers and Knoop. Testing according to Rockwell or Brinell leads to deformation of the samples' main material and destruction of the boride layer. The hardness is measured perpendicularly to the surface in the case of metallographic samples or well-polished surfaces.
Due to the brittleness of the super-hard layer obtained, high indentation loads are to be avoided, since they may cause the formation of cracks and, as a result, to insufficiently precise test data. Due to the above, loads of 1N (HV0.1 or HK0.1) are to be used.
Another advantage of the BOROZAR-P paste is that it increases the oxidation resistance of steel tools at 800 to 1000°C much more than conventional boronizing mixtures (Fig. 2).
Fig.2
SUITABLE FOR BORONIZING MACHINE TOOLS AND PARTS
The paste is suitable for treatment of steel machine tools and parts of large dimensions, e.g. metal stamps, hammering press matrices, guides, rolls for wiredrawing, steel pulleys, steel belt conveyor rolls, ploughshares, tracks, extruder screws and other similar machine parts, subjected to wear and corrosion. Machine tools, instruments and parts with larger design tolerances as regards cross-section dimensions are especially suitable for boronizing by BOROZAR-P paste.
In the case of elements with smaller design tolerances, e.g. dies and punches, nozzles, moulds, etc., the available boronizing agent BOROZAR-C should be used. The tools or machine parts are placed in containers and heated in atmospheric environment in chamber furnaces. Upon completion of the abovementioned process, the tools or parts are removed from the containers and are annealed.
Most grades of converted and hardened, stainless steels, as well as steel casts, armco iron, cast iron, sintered iron and steel alloys and tungsten carbide alloys, etc., are suitable for boronizing. Table 3 shows the already tested for boronizing different grades of steel and alloys.
Table 3
BOROZAR-TM should be used for boronizing hard-alloy tungsten- carbide drawing plates, used in manufacturing steel-wire cables, rods and wires, as well as other hard-alloy tools. The thermochemical treatment in this case is achieved in a special high-cap continuous-operation installation Bor-6СМ-З.
Aluminum-alloyed steel, as well as steel, containing more than 1% silicon, is not suitable for boronizing.
Another advantage of boronizing is the fact, that it allows the use of low-alloy and cheaper steel for the manufacturing of parts and tools, a requirement on which is high surface hardness and high corrosion
Steel grade
AISI BSI DIN
Application examples
L6 Nr.5 (BS224)
56NiCrMoV7 Forging dies
Hll BH11 X38CrMoV5.1 Pistons, injection cylinders
H10 BHIO BHIOA
X32CrMoV33 Forging dies
D3 BD3 X210Cr12 Press tools, dies, punches
D2 - X165CrMoV12 Drawing tools, rolls for cold rolling
S1 BSI 60WCrV7 Dies, punches, drawing rings
L2 115CrV3 Pins
C1020 C15 Pump shafts & screws
C1043 C45 Pins, grinding disks
420 420S45 (En56D)
X40Crl3 Spare parts for valves
4150 708A42 50CrMo4 Screw-conveyor & extruder bushes; non-
return valves
105WCr6 Guide rings
150

resistance. For instance, boronizing substantially improves the acid-corrosion-resistance of plain steel. Fig. 3 illustrates the complete dissolving of the plain steel in 20% hydrochloric acid and its respective corrosion-resistance as a result of boronizing.
Fig.3 The boride layer has also been found to show commendable resis-tance in relation to sulphuric, phosphoric and organic acids (Fig. 4), as well as in relation to sodium hydroxide solutions.
Fig.4
Boronized machine tools and parts, left after drying for a considerable time period in a humid air environment, become coated by a thin rust layer. The corrosion-resistance of boronized surfaces, as well as their low cold-weldability and adhesion to other surfaces, ensures a wide range of application of BOROZAR-P and BOROZAR-S in the chemical industry and especially in the processing of plastics, parts of pneumatic conveyance devices, hammer mills, etc., as well as in foundry works.
151