
A fractographical approach to the sintering process in porous ZrB2–B4C binary composites
24
Author's Accepted Manuscript A fractographical approach to the sintering process in porous ZrB2-B4C binary composites Mehdi Shahedi Asl, Mahdi Ghassemi Kakroudi, Behzad Nayebi PII: S0272-8842(14)01318-2 DOI: http://dx.doi.org/10.1016/j.ceramint.2014.08.081 Reference: CERI9060 To appear in: Ceramics International Received date: 25 July 2014 Revised date: 30 July 2014 Accepted date: 19 August 2014 Cite this article as: Mehdi Shahedi Asl, Mahdi Ghassemi Kakroudi, Behzad Nayebi, A fractographical approach to the sintering process in porous ZrB2-B4C binary composites, Ceramics International, http://dx.doi.org/10.1016/j.ceramint.2014.08.081 This is a PDF file of an unedited manuscript that has been accepted for publication. As a service to our customers we are providing this early version of the manuscript. The manuscript will undergo copyediting, typesetting, and review of the resulting galley proof before it is published in its final citable form. Please note that during the production process errors may be discovered which could affect the content, and all legal disclaimers that apply to the journal pertain. www.elsevier.com/locate/ceramint
Transcript of A fractographical approach to the sintering process in porous ZrB2–B4C binary composites
Author's Accepted Manuscript
A fractographical approach to the sintering processin porous ZrB2-B4C binary composites
Mehdi Shahedi Asl, Mahdi Ghassemi Kakroudi,Behzad Nayebi
PII: S0272-8842(14)01318-2DOI: http://dx.doi.org/10.1016/j.ceramint.2014.08.081Reference: CERI9060
To appear in: Ceramics International
Received date: 25 July 2014Revised date: 30 July 2014Accepted date: 19 August 2014
Cite this article as: Mehdi Shahedi Asl, Mahdi Ghassemi Kakroudi, Behzad Nayebi, Afractographical approach to the sintering process in porous ZrB2-B4C binary composites,Ceramics International, http://dx.doi.org/10.1016/j.ceramint.2014.08.081
This is a PDF file of an unedited manuscript that has been accepted for publication. As aservice to our customers we are providing this early version of the manuscript. Themanuscript will undergo copyediting, typesetting, and review of the resulting galley proofbefore it is published in its final citable form. Please note that during the production processerrors may be discovered which could affect the content, and all legal disclaimers that applyto the journal pertain.
www.elsevier.com/locate/ceramint

A fractographical approach to the sintering process in porous
ZrB2-B4C binary composites
Mehdi Shahedi Asla, Mahdi Ghassemi Kakroudia,*, Behzad Nayebib
a Department of Materials Science and Engineering, University of Tabriz, Tabriz, Iran
b School of Metallurgy and Materials Engineering, Iran University of Science and Technology, Tehran, Iran
* Corresponding Author
Address: 29 Bahman Blvd., Department of Materials Science and Engineering, Faculty of Mechanical
Engineering, University of Tabriz, Tabriz, Iran.
Tel.: +98 411 339 2470
Email: [email protected]
Abstract
Due to their high temperature stability and hardness, ZrB2-B4C composites have drawn
attention of researchers in recent years. Although several studies have been conducted on
the properties of ZrB2-B4C composites at high sintering temperatures (>2200 °C), there is
little information about their sintering process and densification at temperatures below 1850
°C, which is industrially more attractive and could result in desirable porosity. In this paper,
sintering process and porosity of ZrB2-B4C binary composites containing 0 to 100 vol. %
B4C (hot pressed at 1800 °C for 30 min under a uniaxial load of 12 MPa) have been
studied. The effect of volume fraction of components on sintering process and
microstructure has been investigated by Scanning Electron Microscopy of fracture surfaces
of samples. The amount and the type of porosity and relative density of samples have also
been determined. Results show that the density of samples decreases inversely with the
amount of B4C. Also, the type of porosity changes from closed to open in high B4C volume
fractions. SEM micrographs show that the sintering process is controlled by moss-like ZrO2
transient phases formed during the heating process.
Keywords: Hot pressing (A); Composites (B); Borides (D); Carbides (D).
1. Introduction
Zirconium diboride (ZrB2) is remarkable for its ultra-high melting temperature (3245 °C),
as well as its hardness and elastic modulus, low electrical resistivity, and resistance to
chemical attack. As a result, this material has been proposed for a variety of structural
applications at room and elevated temperatures, including armor, cutting tools, molten
metal containment, steel processing, and electrodes. Zirconium diboride is also considered
to be an ultra-high-temperature ceramic and is a candidate for using as leading edges and
propulsion components in hypersonic aerospace and advanced reusable atmospheric reentry
vehicles. Boron carbide (B4C), as the third hardest natural material, is well-known for its
interesting properties such as hardness (35-45 GPa) and abrasion resistance. This material
is the most ideal high-temperature wear-resistant material. Due to its hardness and low
density (2.52 g/cm3), B4C excels in ballistic performance. Other important features of boron
carbide are its relatively high neutron absorption ability, low cost, and ample sources of raw
material [1-7]. Some physical and mechanical properties of monolithic ZrB2 and B4C
ceramics are summarized in Table 1.
Interesting properties of both ZrB2 and B4C and their possibility of covering the weaknesses
of each other, have recently attracted researchers to investigate the ZrB2-B4C systems. In
the last few years, researches have been carried out considering one of these materials as
matrix and the other as reinforcement. Pressurless sintering, hot pressing and recently,
microwave sintering have been used in manufacturing of ZrB2/B4C composites [11, 14-17].
The relative density of B4C based composites containing 20-40 vol. % ZrB2, hot pressed at
2100 °C for 60 min under 30 MPa load, ranged from 95 to 98%. With increased volume
fraction of ZrB2, the B4C composites changed from insulator to conductor because ZrB2 is a
good conducting material. Hence, the precision electromachining method can be used to
form complicated shapes of B4C-ZrB2 composites which are hard to produce by routine
manufacturing processes [11].
High relative density ZrB2-B4C composites have been manufactured by microvawe
technique, but the process just focused on small-sized components. A ZrB2-4 wt. % B4C
ceramic composite densified by microwave sintering method, reached >98% relative
density at processing temperatures as low as 1720°C. Vickers hardness and fracture
toughness of the microwave sintered specimens have been measured about 17.5 GPa and
3.8 MPa.m1/2, respectively. It is reported that in such composites, B4C additive not only
promotes the sintering process in microwave heating by absorbing the microwave energy,
but also improves the densification of composites fabricated by pressureless sintering [14].
ZrB2 was densified below 2000 °C by pressureless sintering with different additives such as
B4C and C. Enhanced densification was attributed to activation of sintering by surface
oxide impurities removal from ZrB2 particle surface [7, 18]. It was indicated that 4 wt. %
B4C additive promotes the chemical reaction in which surface oxides (B2O3 and ZrO2) are
converted into ZrB2 and some gaseous products. Thus, sintering process progresses by
chemical reaction, called chemical sintering, could be introduced as the dominant sintering
mechanism in mentioned case [18]. ZrB2 was also sintered by a combination of 2 wt. %
B4C and 1 wt. % C additives. Besides grain growth inhibition, results showed that using
this composition may promote the densification of composite by removing surface oxide
impurities [7].
Although several research works have been carried out on ZrB2/B4C composites, there is
not any comprehensive research which covers the whole mentioned binary system. This
study focuses on the sintering behavior of ZrB2-B4C binary composites with various
compositions from monolithic B4C to monolithic ZrB2 ceramics, consolidated by hot
pressing at 1800 °C under a relatively low pressure of 12 MPa. The aim of this research is
to understand the densification behavior and the role of volume fraction of each component
in sintering process, via SEM investigations and porosity measurements.
2. Experimental procedure
2.1. Processing
ZrB2 (particle size ~2 �m, Leung Hi-tech Co., China) and B4C (particle size ~20 �m,
Mudanjiang Jingangzuan Boron Carbide Co., China) powders were the starting materials.
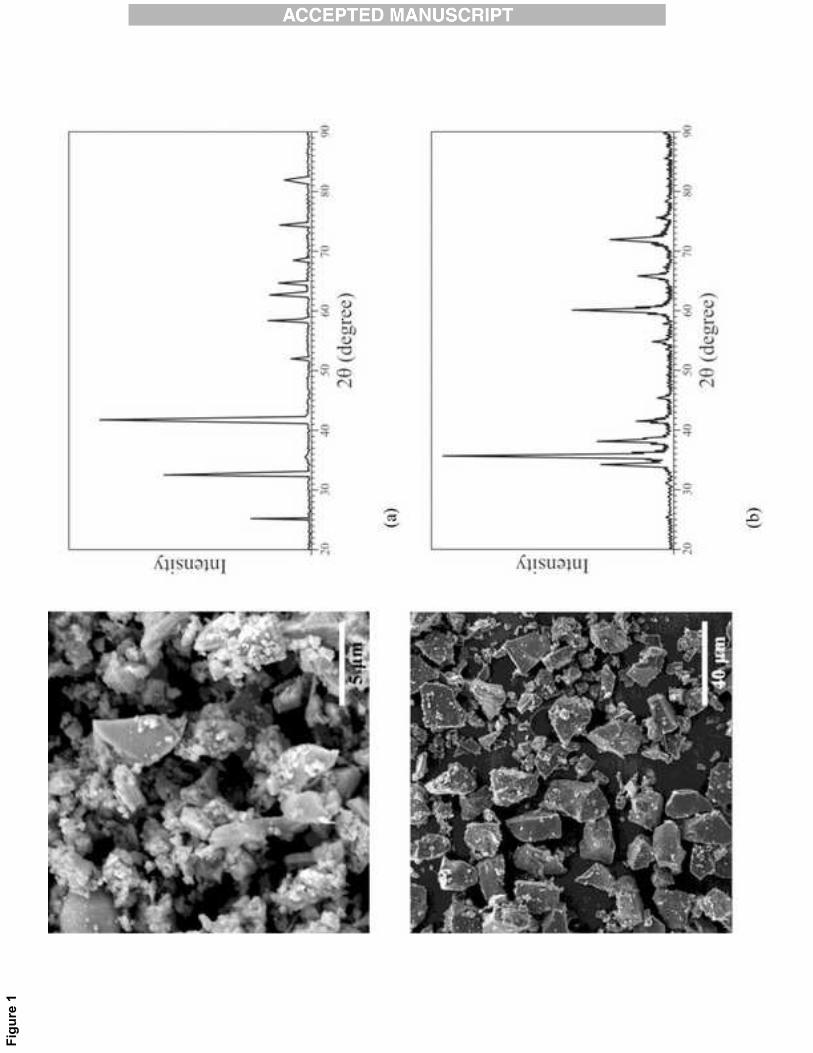
Fig. 1 shows scanning electron microscopy (SEM) images of morphologies and X-ray
diffraction patterns (XRD) of as-received ZrB2 and B4C powders. ZrB2 powders were then
mixed with 0, 20, 40, 60, 80 and 100 vol. % B4C by ball milling for 1 hr at 120 rpm in

zirconia cups and balls. Then samples were loaded into a graphite die and boron nitride
spray as high separator lubricant was applied to all the graphite surfaces. Hot pressing was
completed in a graphite resistance-heated vacuum hot press furnace (made by Shenyang
Weitai Science & Technology Development Co. Ltd., China). In each hot pressing
experiment, 12 MPa pressure was applied as soon as the final isothermal temperature cycle
started. Samples were initially heated at a rate of 15 °C/min up to 1000 °C, given a dwell
isotherm at 1000 °C for 30 minutes in order to remove volatile compounds contained in the
samples, then were heated again at a rate of 12 °C/min up to the designated temperature.
Above 1000 °C, the temperature of the graphite die was monitored using an infrared
temperature sensor (Model IT-6). Hot pressing was carried out at 1800 °C, given a dwell
isotherm for 30 min. Finally, the hot press furnace was cooled down naturally. One pellet,
with a diameter of 25 mm and thickness of 5 mm, was prepared for each experiment.
2.2. Characterization
X-ray diffraction analysis (XRD: Cu lamp, � = 1.54 Å, 40 kV, 30 mA, Siemens D5000
model) was carried out on the samples. Bulk density of the sintered specimens was
measured using the Archimedes’ method with distilled water as the immersing medium,
and the relative density was calculated with respect to theoretical density. The theoretical
density was estimated using rule of mixtures calculations, based on starting compositions of
the samples and following pure component densities ZrB2: 6.1 g/cm3 and B4C: 2.5 g/cm3.
Microstructure characterization was carried out by scanning electron microscopy (SEM:
Mira3 Tescan, Czech Republic). Chemical analysis was performed simultaneously with
SEM using energy dispersive spectroscopy (EDS: DXP-X10P Digital X-Ray Processor).
3. Results and discussion
Fig. 1 presents the XRD patterns of starting materials. As it seems, the only crystalline
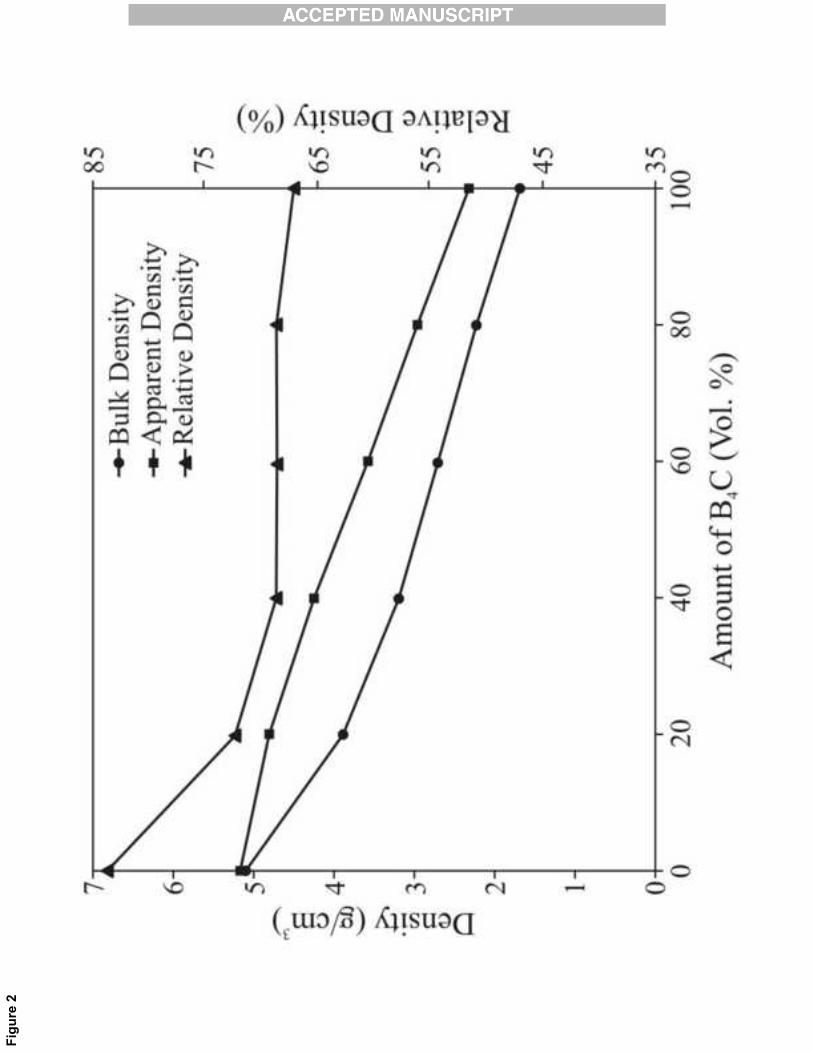
phases detected were ZrB2 and B4C. As shown in Fig. 2, densities decreased with
increasing B4C content due to lower density of B4C than ZrB2. The highest relative density

belonged to monolithic ZrB2 ceramic (~84%). This observation means that the bulk and
apparent density values are coinciding in the monolithic ZrB2 ceramic.
The open-type porosity arises with increase in B4C content, but the amount of closed-type
porosity shows a reverse behavior (Fig. 3). The monolithic ZrB2 ceramic has the minimum
amount of porosity, as the highest portion of closed pores exists in this sample. Reversely,
open pores are dominant type of porosity in other samples. These variations are remarkable
in composites which have less than 40 vol. % B4C additive, but the samples containing 40
to 100 vol. % B4C have approximately the same amount and type of porosity.
Densification behavior of ZrB2-B4C binary composites were improved by decreasing B4C
content. Since the progress of sintering process is followed by the elimination of open
channels between the starting powders and sealing off of the open pores, the nature of
porosity changes gradually from open to closed form at final densification steps. Hence,
negligible amount of open pores in the monolithic ZrB2 ceramic verifies that sintering
process of this sample proceeded better than the others. In ZrB2-richer samples of current
study, using finer starting powder particles intensified the elimination of voids. By
decreasing the particle size, solid state diffusion becomes more pronounced, which leads to
mass transportation towards contact areas of powder particles, and subsequently seals off
the open channels between particles.
SEM micrographs of fracture surfaces of samples are presented in figures 4 to 9. As it is
displayed in Fig. 4, no significant sintering occurs in monolithic B4C sample. High strength
covalent bond in B4C is known as the main cause of low sinterability of boron carbide. In
addition to the approximately low temperature, relatively large size of B4C particles is also
an important controlling parameter in sintering, due to its effect on insufficient contact
areas between B4C particles. Marked areas in Fig. 4 show sintering bond between B4C
particles. Clearly visible, only particles with dimensions about a quarter of main particle's
size (20 �m), are sintered and there is no significant sintering boundary between large
particles.
Comparison of SEM micrographs and porosity results of the samples (Fig. 3) indicates that
relatively large particle size and low sinterability of B4C particles leads to high amounts of
overall and open-type porosity, contrary to the amount of closed-type porosity. To form a
closed-type porosity (seamless void), the particles around it have to be completely joined
and therefore, low sinterability of B4C particles negatively affects the possibility of closed
pores’ formation. The amount of open pores which is directly controlled by densification
and sintering of particles reasonably increases.
SEM micrograph of fracture surface of B4C-20 Vol. % ZrB2 composite is shown in Fig. 5,
which displays the effective role of ZrB2 particles in sintering behavior. In addition to the
smaller particles size which increases the densification of samples in comparison with
monolithic B4C sample, it is clearly visible that presence of ZrB2 significantly improves the
sinterability of composite. Joining between B4C and ZrB2 particles is more visible in Fig. 5-
b, in which the dark/large particles are B4C and the bright/small particles are ZrB2.
In the contact areas between B4C and ZrB2 particles, presence of moss-like particles seems
to be the main cause of sintering. These particles are not indicated in pure B4C powder and
seem to be formed during the heating process. EDS spectra of these moss-like particles,
which seem to act as binders or joints on ZrB2-B4C contact surfaces presented in Fig. 5-c,
indicates high concentration of zirconium and oxygen. This confirms the results of other
literatures [7, 18], in which the formation of ZrO2 as a transient phase during the heating, is
believed to promote the sintering process.
Fig. 6 shows the fracture surface of B4C-40 Vol. % ZrB2 composite. In addition to moss-
like particles, nucleation and growth of semi-spherical phases on B4C particles is
significantly visible (especially in Fig. 6-b). EDS spectra of such phases (Fig. 6-c) shows
the same composition as moss-like phases and so, it seems that the formation of ZrO2
intensifies with the increase of ZrB2 volume fraction. Consolidation of ZrB2 with B4C and
the interface of sintering bonds can be clearly seen in marked areas at Fig. 6-a.
According to Fig. 7, same sintering mechanism can be observed in ZrB2-40 Vol. % B4C.
The contact areas between B4C/ZrB2 and ZrB2/ZrB2 particles, respectively presented in Fig.
7-a and Fig. 7-b, obviously approve the key role of ZrB2 particles in sintering and
densification of B4C-ZrB2 composites. In comparison with monolithic B4C samples, ZrB2
particles not only attach to B4C particles and provide a good bonding between B4C grains,
but also join each other and increase the density of samples.
ZrB2/ZrB2 sintering seems to be controlled by formation and growth of moss-like ZrO2
phases (Fig. 7-b). Actually, it seems that at initial stages of sintering process, moss-like
ZrO2 phases form on the surface of two neighbor ZrB2 particles. Therefore, the consequent
step of sintering process starts by diffusion of C and B atoms through moss-like phases
towards particles. Line scan analysis of the contact area (Fig. 7-c) presents the increase in
the carbon concentration on points 7, 8 and 9, as a sign of its diffusion from B4C towards
ZrB2 particle. Zhang et al. [18] showed that presence of ZrO2 on the surface of ZrB2,
although negatively affects the sinterability of monolithic ZrB2, increases the density of
sintered products in ZrB2-B4C system.
The chemical reaction suggested by Fahrenholtz et al. [8] (Eq. 1), confirms the effects of C
in B4C on ZrB2 formation in the interface of ZrB2/B4C particles and consequently,
contribution of the sintering process via chemical sintering mechanism.
7ZrO2 + 5B4C � 7ZrB2 + 3B2O3 (g) + 5CO (g) Eq. 1
Eq. 1 occurs at temperatures more than 1281 °C. It reduces ZrO2 to ZrB2 (chemical
sintering mechanism). Gaseous phases are also evaporated and exhausted due to the
implied vacuum. Another mechanism, as suggested by Zhu et al. [7], is a chemical reaction
between the surface oxides of particles and the free carbon normally existing in B4C
powder (Eq. 2).
ZrO2 + B2O3 (l) + 5C � ZrB2 + 5CO (g) Eq. 2
The mentioned chemical reaction, which occurs at temperatures over 1508 °C, also leads to
formation of ZrB2 at the contact areas of ZrB2/B4C particles which provides a chemical
bonding between them (chemical sintering mechanism). The process progresses until all of
the ZrO2 phase turns into ZrB2. Fig. 8 shows a ZrB2 particle fully sintered to a B4C particle.
As it can be clearly seen, all the moss-like ZrO2 phase is eliminated (final step).
Zhang et al. [18] reported that B2O3 is also found on the surface of both B4C and ZrB2
particles and may partly be formed during chemical reactions such as Eq. 1. This phase has
a high vapor pressure and is mostly evaporated during the heating process. The remaining
amount of B2O3, may contribute in Eq. 2 chemical reaction and assist the chemical sintering
process.
In monolithic ZrB2 (Fig. 9-a), the formation of moss-like ZrO2 phase is clearly visible. The
morphological structure of such phases is presented in Fig. 9-b. EDS spectra of such phases
is also presented in Fig. 9-c, which shows the presence of little amount of B. It may be due
to the formation or existence of B2O3 together with ZrO2. Regarding the morphology of
moss-like phases, it seems that such phases are made up of two parts; (1) fine grains
entrapped in (2) a matrix. Once again, referring to EDS spectra of such phases, it seems that
the moss-like phase is a mixture of fine ZrO2 grains bonded together with a B2O3 matrix.
This result is adapted with the results of Zhu et al. [7] and clarifies the contribution of B2O3
in chemical sintering process of ZrB2-B4C binary composites, in spite of previous theories
which offered that whole B2O3 phase evaporates during the heating process.
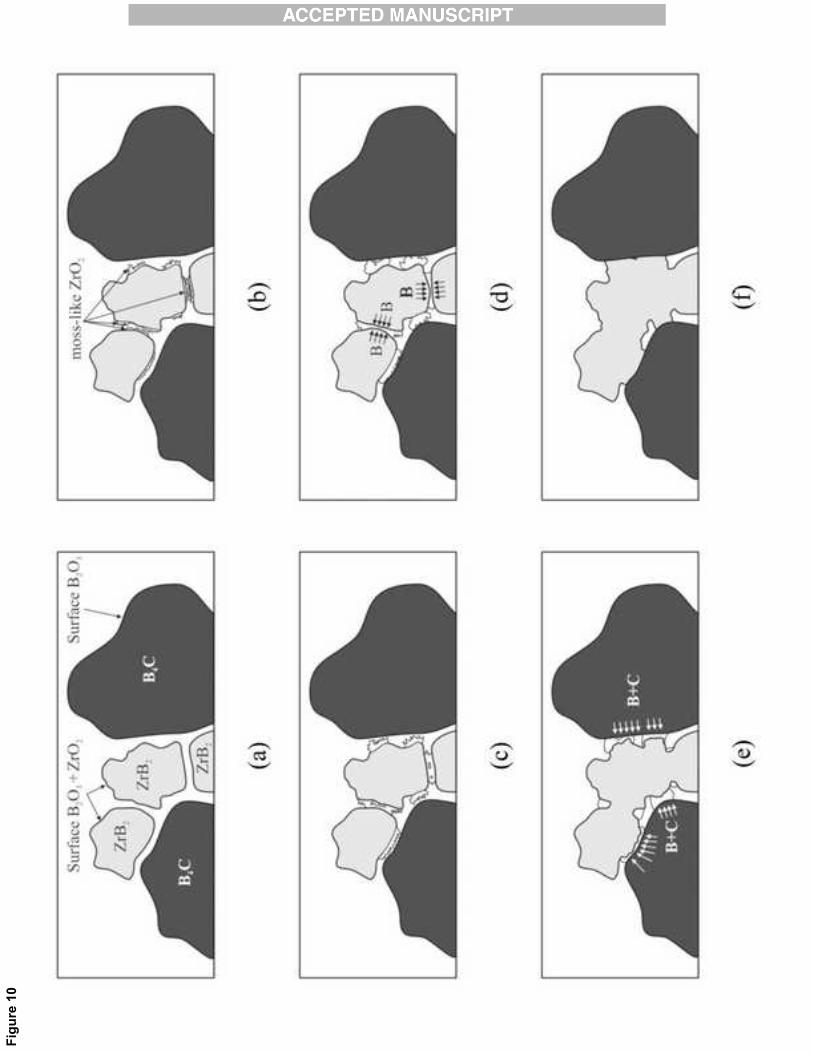
Results from previous research together with present discussions could be used to offer a
schematic model of several steps of sintering process in ZrB2-B4C binary composites. Such
a model is shown in Fig. 10.
4. Conclusion
ZrB2-B4C binary composites containing 0 to 100 vol. % B4C were consolidated at 1800 °C
for 30 min under 12 MPa load by hot pressing. The density of samples decreased inversely
with B4C content and the type of porosity changed from closed to open in high B4C volume
fractions. The monolithic ZrB2 ceramic had the minimum amount of porosity, as the
highest portion of the closed pores was formed in it. SEM micrographs from fracture
surfaces of the samples showed that in the contact areas between B4C and ZrB2 particles,
the presence of moss-like ZrO2 particles was the main cause of their joining. Sintering
process was under the control of such moss-like ZrO2 transient phases formed during hot
pressing. Reduction of ZrO2 to ZrB2 at temperatures as high as the hot pressing condition,
led to the formation of fine ZrB2 at the contact areas of main ZrB2/B4C particles and
provided a chemical sintering mechanism.

Acknowledgment
This work was supported by the Advanced Ceramic Research Group, University of Tabriz,
Iran. Authors would like to appreciate Arta Pajouhesh Kaveh Engineering Company for its
assistance during the microstructural investigations and the designing of schematic
drawings.
References
[1] B. M. Moshtaghioun, A. L. Ortiz, D. G. García, A. D. Rodríguez, Toughening of Super-
Hard Ultra-Fine rained B4C Densified by Spark-Plasma Sintering via SiC Addition, Journal
of the European Ceramic Society, 33 (2013) 1395-1401.
[2] F. Thevenot, Boron Carbide- A Comprehensive Review, Journal of the European
Ceramic Society, 6 (1990) 205-225.
[3] V. Domnich, S. Reynaud, R. A. Haber, M. Chhowalla, Boron Carbide: Structure,
Properties, and Stability under Stress, Journal of the American Ceramic Society, 94 (11)
(2011) 3605-3628.
[4] Z. D. Kovziridze, Z. Mestvirishvili, G. Tabatadze, N. S. Nizharadze, M. Mshvildadze,
E. Nikoleishvili, Improvement of Boron Carbide Mechanical Properties in B4C-TiB2 and
B4C-ZrB2 Systems, Journal of Electronics Cooling and Thermal Control, 3 (2013) 43-48.
[5] Z. Zuoguang, W. Mingchao, L. Min, S. Zhijie, Sintering and Mechanical Properties of
Mullite-Reinforced Boron Carbide Matrix Composite, Journal of the American Ceramic
Society, 92 (5) (2009) 1129-1132.
[6] W. G. Fahrenholtz, G. E. Hilmas, S. C. Zhang, S. Zhu, Pressureless Sintering of
Zirconium Diboride: Particle Size and Additive Effects, Journal of the American Ceramic
Society, 91 (5) (2008) 1398-1404.
[7] S. Zhu, W. G. Fahrenholtz, G. E. Hilmas, S. C. Zhang, Pressureless Sintering of
Zirconium Diboride Using Boron Carbide and Carbon Additions, Journal of the American
Ceramic Society, 90 (11) (2007) 3660-3663.
[8] W. G. Fahrenholtz, G. E. Hilmas, I. G. Talmy, J. A. Zaykoski, Refractory Diborides of
Zirconium and Hafnium, Journal of the American Ceramic Society, 90 (5) (2007) 1347-
1364.
[9] E. Z. Solvas, D. D. Jayaseelan, H. T. Lin, P. Brown, W. E. Lee, Mechanical Properties
of ZrB2- and HfB2-Based Ultra-High Temperature Ceramics Fabricated by Spark Plasma
Sintering, Journal of the European Ceramic Society, 33 (7) (2013) 1373-1386.
[10] S. Hayun, V. Paris, M. P. Dariel, N. Frage, E. Zaretzky, Static and dynamic
mechanical properties of boron carbide processed by spark plasma sintering, Journal of the
European Ceramic Society, 29 (2009) 3395-3400.
[11] H. Wenbo, G. Jiaxing, Z. Jihong, Y. Jiliang, Microstructure and Properties of B4C-
ZrB2 Ceramic Composites, International Journal of Engineering and Innovative
Technology, 3 (1) (2013) 163-166.
[12] T. K. Roy, C. Subramanian, A. K. Suri, Pressureless sintering of boron carbide,
Ceramics International, 32 (2006) 227-233.
[13] S. Q. Guo, Densification of ZrB2-Based Composites and Their Mechanical and
Physical Properties: A Review, Journal of the European Ceramic Society, 29 (2009) 995-
1011.
[14] S. Zhu, W. G. Fahrenholtz, G. E. Hilmas, S. C. Zhang, E. J. Yadlowsky, M. D. Keitz,
Microwave sintering of a ZrB2–B4C particulate ceramic composite, Composites: Part A, 39
(2008) 449-453.
[15] X. G. Wang, W. M. Guo, Y. M. Kan, G. J. Zhang, Hot-Pressed ZrB2 Ceramics With
Composite Additives of Zr and B4C, Advanced Engineering Materials, 12 (9) (2010) 893-
898.
[16] H. Zhang, Y. Yan, Z. Huang, X. Liu. D. Jiang, Pressureless sintering of ZrB2–SiC
ceramics: the effect of B4C content, Scripta Materialia, 60 (2009) 559-562.
[17] J. Yin, H. Zhang, Y. Yan, Z. Huang, X. Liu, D. Jiang, High toughness in pressureless
densified ZrB2-based composites co-doped with boron–titanium carbides, Scripta
Materialia, 66 (2012) 523-526.
[18] S. C. Zhang, G. E. Hilmas, W. G. Fahrenholtz, Pressureless Densification of
Zirconium Diboride with Boron Carbide Additions, Journal of the American Ceramic
Society, 89 (5) (2006) 1544-1550.
Fig. 1. SEM images of morphologies and XRD patterns of as-received powders; (a) ZrB2 and (b) B4C.
Fig. 2. Density of ZrB2-B4C binary composites consolidated at 1800 °C for 30 min under 12 MPa load.
Fig. 3. Amount and type of porosities in hot pressed ZrB2-B4C binary composites.
Fig. 4. SEM micrograph of fracture surface of B4C sample hot pressed at 1800 °C, shows poor sinterability of
B4C powder.
Fig. 5. SEM micrographs of fracture surface of (a) B4C-20 Vol. %ZrB2 sample hot pressed at 1800 °C, (b)
closer view of Fig. 5-a, shows the moss-like transient phase and (c) EDS Spectra of moss-like phase.
Fig. 6. SEM micrographs of fracture surface of (a) B4C-40 Vol. % ZrB2 sample hot pressed at 1800 °C, (b)
closer view of Fig. 6-a, shows the formation of semi-spherical ZrO2 phases and (c) EDS Spectra of semi-
spherical ZrO2.
Fig. 7. SEM micrographs of fracture surface of (a) ZrB2-40 Vol. % B4C sample hot pressed at 1800 °C, (b)
closer view of Fig. 7-a, shows the formation and growth of moss-like ZrO2 phases from two neighbor ZrB2
particles and (c) Line scan analysis of the showed line in Fig. 7-a.
Fig. 8. SEM micrograph of fracture surface of ZrB2-20 Vol. % B4C sample hot pressed at 1800 °C showing a
fully sintered ZrB2/B4C interface.
Fig. 9. SEM micrographs of fracture surface of (a) monolithic ZrB2 ceramics hot pressed at 1800 °C, (b)
closer view of Fig. 9-a, shows the morphology of moss-like ZrO2 phase and (c) EDS Spectra of Fig. 9-b.
Fig. 10. Schematic view of several steps in sintering process of ZrB2-B4C binary composites (a) formation of
surface oxides, (b) formation of moss-like ZrO2 transient phase, (c) growth of moss-like ZrO2 transient phase
leads to (d) joining between two ZrB2 particles, (e) diffusion of B atoms from ZrB2 particles through moss-
like ZrO2 phases and formation of ZrB2 in contact area of two particles via Eq. 1., (f) Diffusion of C and B
atoms from B4C particles through moss-like ZrO2 phase and formation of ZrB2 in the contact areas of
B4C/ZrB2 particles, leads to chemical sintering between B4C and ZrB2 particles via Eq. 2.
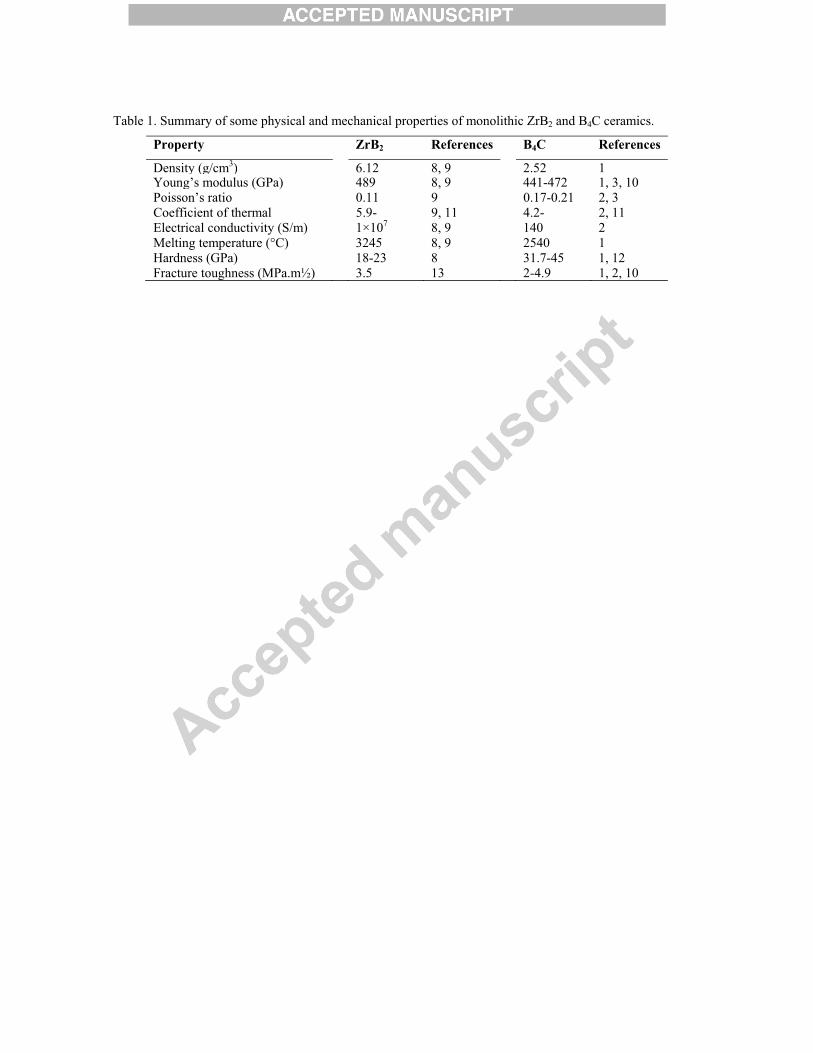
Table 1. Summary of some physical and mechanical properties of monolithic ZrB2 and B4C ceramics.
Property ZrB2 References B4C References
Density (g/cm3) 6.12 8, 9 2.52 1 Young’s modulus (GPa) 489 8, 9 441-472 1, 3, 10 Poisson’s ratio 0.11 9 0.17-0.21 2, 3 Coefficient of thermal 5.9- 9, 11 4.2- 2, 11 Electrical conductivity (S/m) 1×107 8, 9 140 2 Melting temperature (°C) 3245 8, 9 2540 1 Hardness (GPa) 18-23 8 31.7-45 1, 12 Fracture toughness (MPa.m½) 3.5 13 2-4.9 1, 2, 10
Figu
re 1
Figu
re 2

Figu
re 3
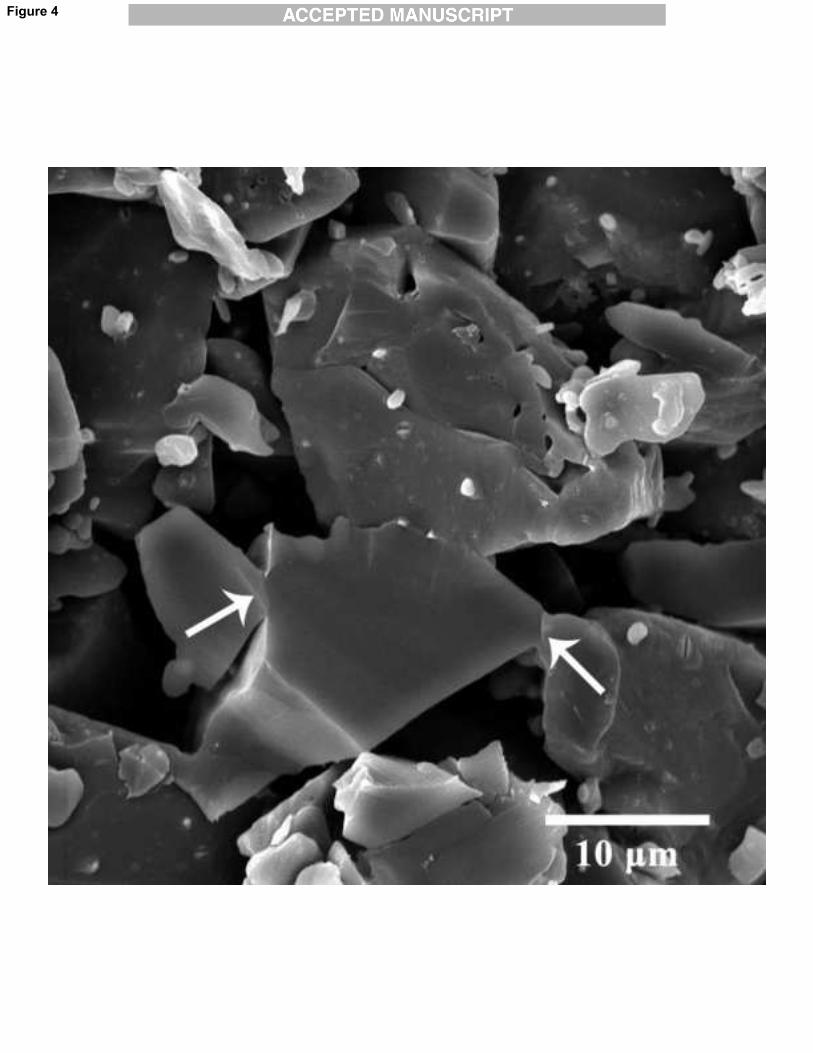
Figure 4
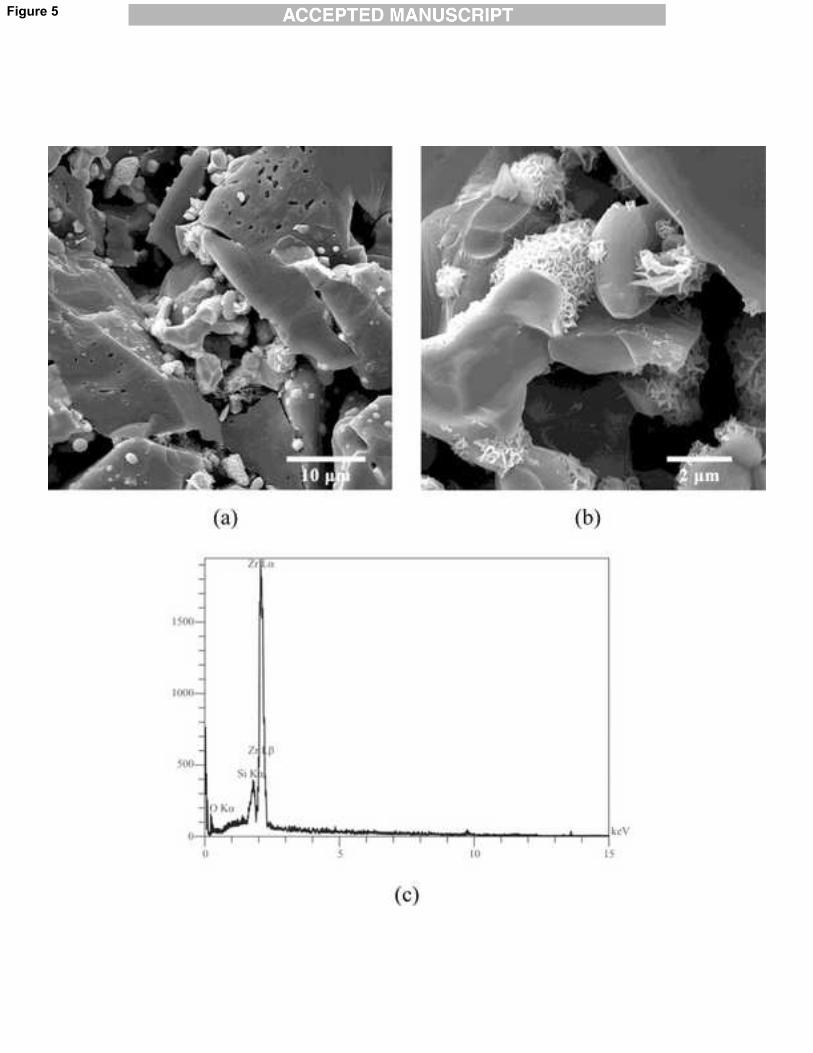
Figure 5
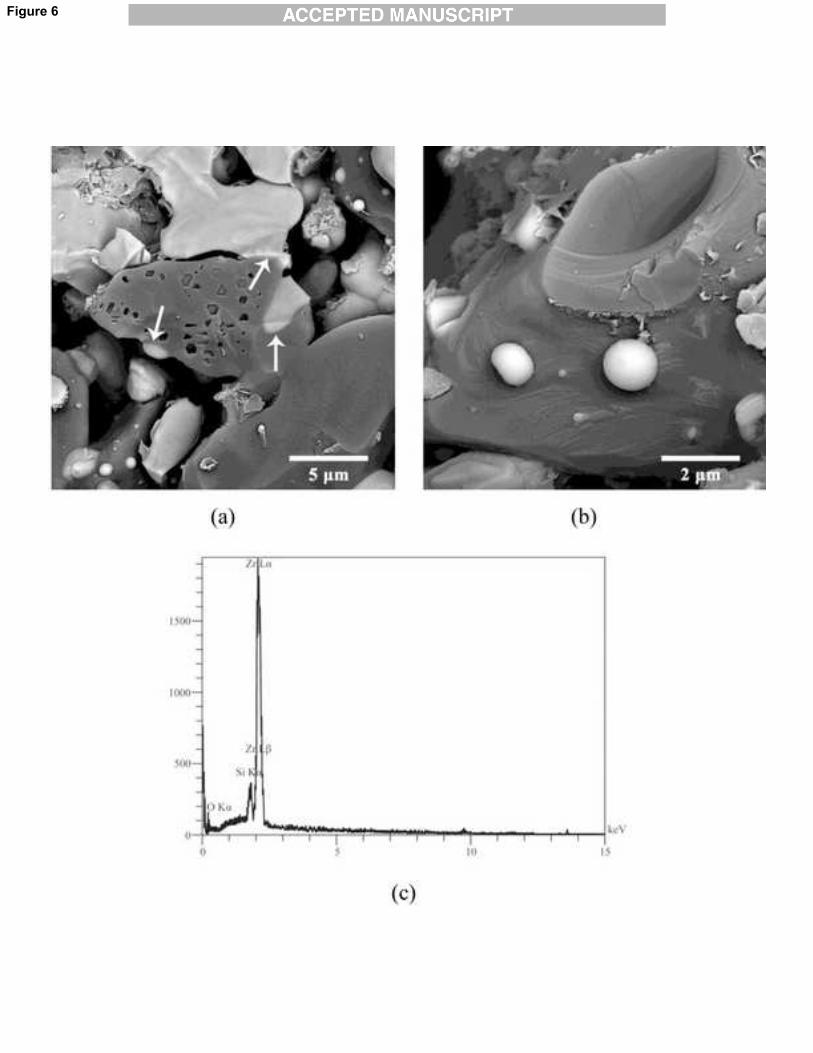
Figure 6
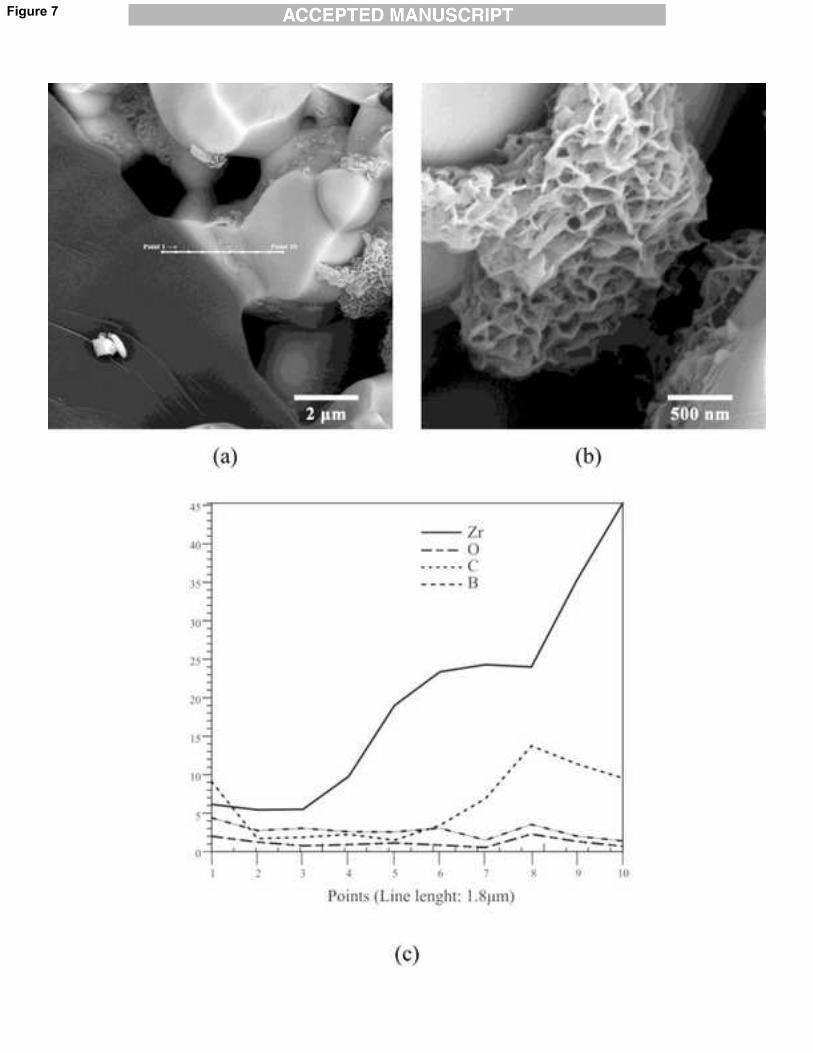
Figure 7
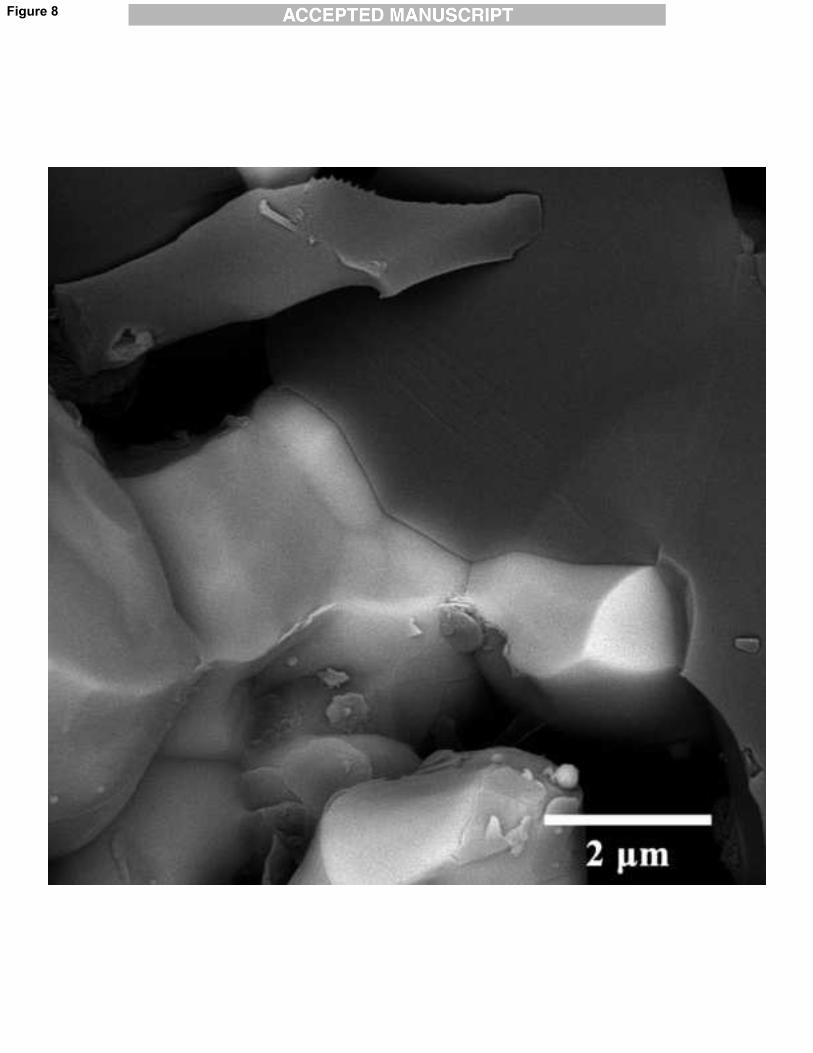
Figure 8
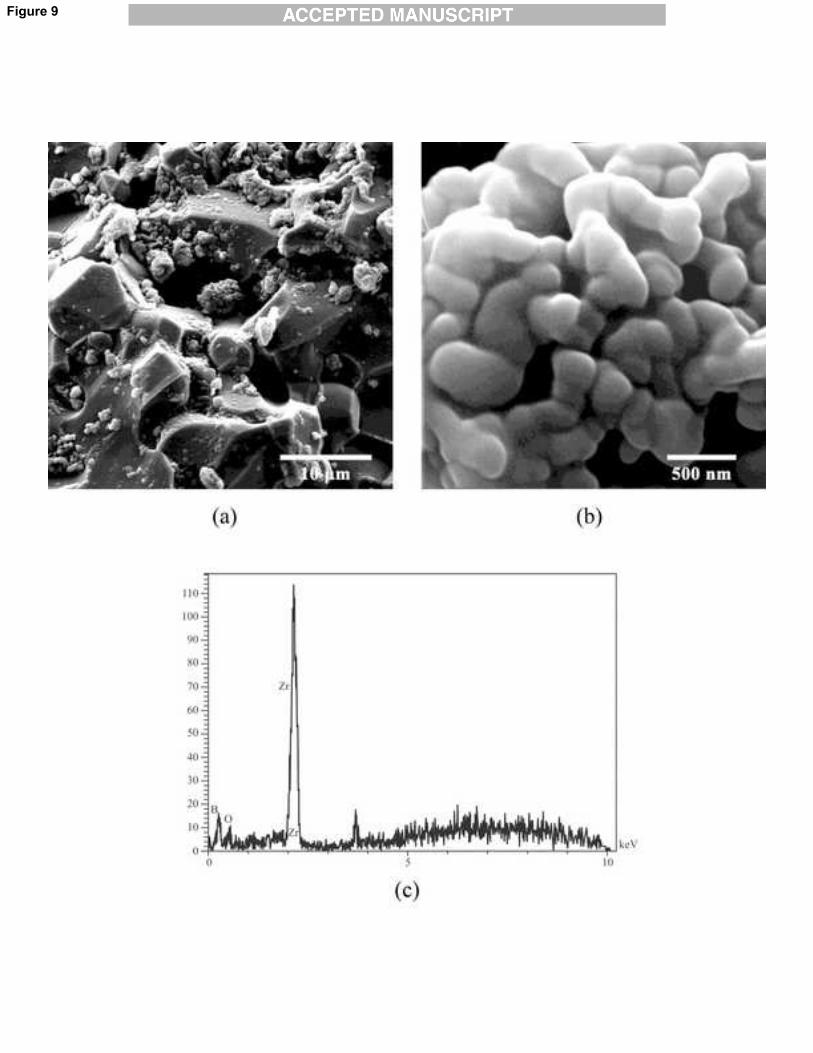
Figure 9
Figu
re 1
0


















