
A Comprehensive Cooling Water Treatment Program Using ...
10
A Comprehensive Cooling Water Treatment Program Using Nonphosphate Chemistry and Peracetic Acid Versus Stabilized Phosphate and Halogen Prepared By Mr. Gary Wein Mr. Gary Reinwand Mr. Kim Burchtorf ChemTreat Corporate Offices 4461 Cox Road Glen Allen, Virginia 23060 Mr. Marcus Neuhaus, Imperial Sugar Company 345 Keystone Avenue Brawley, California 92227 Abstract This paper is a comparison of the use of halogen versus peracetic acid oxidizing biocontrol agents and phosphate-free fouling, scale, and corrosion inhibitors in sugar factory cooling water. Historically, chlorine and bromine oxidizers have been used for biological control. Over two campaign evaluations, peracetic acid has demonstrated competitive performance, improved . fouling control, and reduced corrosion potential. The following presentation will also illustrate how a phosphate-free treatment strategy affects corrosion, biofouling, and microbiological growth in an open recirculating factory cooling system subject to occasional sugar intrusions. Introduction Cooling tower and heat exchanger efficiencies are of paramount importance in operating any water-cooled process found in a sugar factory. Careful consideration should be paid to developing individual chemical, mechanical, and application components to ensure cooling towers and heat exchangers are maintained as clean as possible. Spreckles Sugar and ChemTreat investigated and implemented a cooling water treatment program designed to reduce microbiological nutrients, reduce system fouling, control scale formation, and maintain factory asset life through reduced corrosion rates. To achieve these results, ChemTreat introduced a phosphate-free scale and corrosion program coupled with a peracetic acid microbiological program. This paper discusses the introduction of peracetic acid (P AA) and application considerations of a phosphate-free cooling water program resulting in improved exchanger, tower, and chiller operations, as well as reduced overall corrosion rates. 48 RJCooling Water Treatment_Weini 1-05
Transcript of A Comprehensive Cooling Water Treatment Program Using ...

A Comprehensive Cooling Water Treatment Program Using Nonphosphate Chemistry and Peracetic Acid Versus
Stabilized Phosphate and Halogen
Prepared By
Mr. Gary Wein Mr. Gary Reinwand Mr. Kim Burchtorf
ChemTreat Corporate Offices 4461 Cox Road
Glen Allen, Virginia 23060
Mr. Marcus Neuhaus, Imperial Sugar Company
345 Keystone Avenue Brawley, California 92227
Abstract This paper is a comparison of the use of halogen versus peracetic acid oxidizing biocontrol agents and phosphate-free fouling, scale, and corrosion inhibitors in sugar factory cooling water. Historically, chlorine and bromine oxidizers have been used for biological control. Over two campaign evaluations, peracetic acid has demonstrated competitive performance, improved
. fouling control, and reduced corrosion potential. The following presentation will also illustrate how a phosphate-free treatment strategy affects corrosion, biofouling, and microbiological growth in an open recirculating factory cooling system subject to occasional sugar intrusions.
Introduction Cooling tower and heat exchanger efficiencies are of paramount importance in operating any water-cooled process found in a sugar factory. Careful consideration should be paid to developing individual chemical, mechanical, and application components to ensure cooling towers and heat exchangers are maintained as clean as possible. Spreckles Sugar and ChemTreat investigated and implemented a cooling water treatment program designed to reduce microbiological nutrients, reduce system fouling, control scale formation, and maintain factory asset life through reduced corrosion rates. To achieve these results, ChemTreat introduced a phosphate-free scale and corrosion program coupled with a peracetic acid microbiological program.
This paper discusses the introduction of peracetic acid (PAA) and application considerations of a phosphate-free cooling water program resulting in improved exchanger, tower, and chiller operations, as well as reduced overall corrosion rates.
48
RJCooling Water Treatment_Weini 1-05

.. " "." .'
'!:. - .
SPRECKELS IMPERIAL HOLLY CORPORATION
Brawley Mill, California
WATER fLOW BALANCE
" ,"
....~ ,!. •• .'
Treatment Scenario Description In devising an effective water treatment program for a sugar factory, multiple factors such as factory design, water sources, and system fluctuations, and how these factors contribute to scale, corrosion, fouling, and microbiological growth must be considered.
To effectively grasp the plant system complexity of chemistry and water interactions, an in-depth understanding of the factory process obtained from real-time observation is beneficial in developing appropriate questions to devise a treatment strategy. ChemTreat's observations included:
• Corrosion coupon analysis prior to ChemTreat's involvement was not available; therefore, we initially relied on soluble iron and copper levels from water analysis.
• Corrosion coupons were implemented at the beginning of our program. • Significant microbiological and slime formation was observed. • Tower wood delignification was occurring. • Tower fill fouling was noted. • When the pond rolled over in August 2003, higher corrOSIOn rates resulted from
microbiologically induced corrosion (MIC). • High levels of sulfate reducing bacteria were present.
.I ,','
49
RJCooling Water Treatment_ Weinll-05

FOULING FACTORS
Scale Inorganic Deposits
Anaerobic Bacleria Aerobic Baeleria
J~oor Biocidal Contc,?1
P..99!-'11i.9>_'!I!OI
Microbiological GroWlh
Underdepoalt Corrosion
Organic Fouling
CORROSlON FACTORS
General Corrosion Low pH
F?,!,?r pj~~~n..I .... low Flow
High Tel11peralure Almospheric Conlaminalion .. - -p.rQ,~~iQQ~firiijr"a£Q.n_
Microbiological GrOWlh ~~Tower ctcles
--------------:~-------_7--------__3>_i~coFiRbsioN
.. _ ~i!l.h_t:l~o"~'!als
Demand
.. ..
Halogen High pH
~..
It is understood that sugar factory cooling waters have a dynamic capacity to change and incur system contamination. During our tenure, chronic and acute sugar excursions occurred and makeup water quality changes were noted. The direction of our program philosophy is to minimize the potential negative effects experienced in such a dynamic system.
50
.. ... ~
Microbiological Activity
RlCooling Water Treatment_ Weinll-05

r
Monitoring and Control Tools
• pH controller and acid feed system
• Corrosion rack and individual coupons of steel and copper alloys representative of plant metallurgy
'"
• Oxidation-reduction potential meter to monitor P AA during feed
• Water analysis
• Tower fill observation • Chiller availability and operation
Data Presentation
Corrator
35 ------
30
41 25 I'CI -a:: r:: 20 0 'iii 15 .0...... 0 10u
5
o .~~r_r_~~~~_r-r_r~~~.-T-~~~~~~~~
~,,<o <,}.":> ~~ I(}." I(}.~ I(}.".,CQ ,\\""., ,\\".,'0 ~OJ CQ~":> OJ~ ~".,~ "d-"" Date
·
2003 N0 Tom[ Mfd stul Corroslqn Btt£! Per Aypjl.bl'lins
0". 81moo3
A(' C.rt0J!Dft RIte 50 ,
sum 13.1
TOC.,Z.,c. au
....""'-Zlns 0.09
81'212003 52.6 8.3 0.27 0.29 81'912003 72.6 13.3 057 0.30 8127n003 466 B.6 09' 0.73 81'0/2003 912l/200J
32.8 227
8.2 3.9
,.2' , 88
0.81 oJ2
Corrosion Coupon Rates
~~ ,-----------------:--------,--~
85 M I60 55
:; 50+----~ I·~.;n ~ 45E .0 t 35 i 30
25 20 15 10
i..... Coppff
1-..-. TeI.1 Zi'le !-...-A\lail:.ble ZInc
o__------~------~--------------~~--~=_81112003 81121200J 8/1912003 8I27/2ooJ 811017003 9/2112003
51
RlCooliug Water Treatment_ Weinll-05

,
2004 Malo Tower !\'I'd SfH' Corrosion Riltes Per Con!amtna!jonfAvai'~l?!e Zinc;
Date MS CORa.ton ft.te ~ !!!!!!!! AY~Ntble Zinc si3iiQo.s 25.9 14.7 6 0.94
512412004 29.B 10.3 6 0.42 61812004 23.6 33.9 14 0.71
6J28(2004 IJ.B 6.2 6 082 7112(2004 1'.B 7.1 10 1.01 712612004 12.4 25.2 22 0.6
8I9f2004 12.8 281 14 0.5 6f2312004 14.1 35.9 18 0.1 9120f2Q04 12.3 70.4 4 01 101512004 4.7 B.2 1 0
10 ~=1E:::::~~~~j::~:~::Sb~ I -M-AVaIJabie linc (lI)m0 • i
~c!' ~~ <#~ ;:#~
~
Scale and Corrosion Inhibitor Program By evaluating the microbiological fouling and induced corrosion potential throughout the Spreckles sugar factory cooling water systems, we realized that eliminating phosphate as a potential food source would enhance efficiency of biological control and corrosion inhibitor
. strategies. It was observed from the collected data in 2003 and 2004 that total organic carbon (TOC) has a pronounced effect on available zinc as a corrosion inhibitor.
To effectively treat this sugar factory cooling water system, strategies addressed must account for:
• General corrosion • Localized corrosion • Heat exchanger surface cleanliness • Microbiological activity • Warmer zones experience higher corrosion and fouling • Tower wood delignification • Tower fill fouling
All of these variables are affected by multiple factors. The following diagrams illustrate the interrelationships of a system's many variables.
80
70
60 :E 50IL ~ 40>l 30
20
Mild Steel CorrosIon Per TOC and Sulfite 2004
........ MildSlee! Corro~lon MPY
___TOe x 10 ppm
l......... suJ~,,, ppm
52
RlCooling Water Treatment_ Weinll-05

MICROBIOLOGICAL FACTORS
Organism Growth
Nulrients
Types
Algae
Aerobic Bacteria
Anaerobic Bacteria
,.
Characteristics Organlam Locations
Initiation of chemistry using polyacrylic acid (P A) and zinc, coupled with peracetic acid, was chosen. A general reduction in corrosion was observed with this program. However, when TOC levels were elevated, available zinc decreased and observed corrosion rates increased accordingly. During the 2003 campaign, initial steel corrosion rates were observed at 50 mpy, . increasing to 72 mpy when the pond seasonally rolled over.
As the campaign continued, corrosion rates reduced to 23 mpy. This program was implemented mid-campaign on a biologically active system with fouling throughout. Chillers underwent several cleanings and corrosion failures ofheat exchangers occurred.
In 2004, the program was started on a cleaner system. In the beginning of the campaign, corrosion rates were observed at 23 mpy. As the campaign came to a close, corrosion rates were reported as low as 4.7 mpy. The 2004 campaign was not without incident. Several corrosion rate excursions occurred but were coupled with chemical feed mishaps. The LSI of the cooling waters are typically less than 1.5 and often below 1.0. This is not a high scaling potential system; however, polyacrylic acid was fed to protect against potential mild scaling conditions and to promote system surface cleanliness and enhance soluble zinc availability for corrosion control.
Microbiological fouling and induced corrosion was controlled with the use of peracetic acid, discussed in the next section.
Peracetic Acid Peracetic acid was introduced to the main cooling tower system during the 2003 campaign on July 23 as a replacement for halogen. We also recommended the P ANZn treatment program discussed in the previous section.
53
RlCooling Water Treatment_ Weinll-05

Biological counts were taken prior to the introduction of peracetic acid feed with normal plant halogen control consisting of sodium hypochlorite/sodium bromide, along with glutaraldehyde and biodispersants.
Biological Counts
120000
(,) 100000 . (,) ... 80000C1l c.. III >
60000 c: 0 40000 "0 (,)
20000
0
10:00 10:30 19:00 19:30 8:00 8:30 12:30 13:00
Time '-- - -- - -- -- ---- _ ... _ - - ----- - - ---'
When peracetic acid feed began, it was shot fed at 15 gallons with significant total microbio count reductions observed prior to peracetic acid introduction. Bleach (sodium hypochlorite )/sodium bromide was previously fed at a nominal rate of 200 gallons per day of bleach. All bleach, sodium bromide, supplemental glutaraldehyde, and biodisperants were discontinued. As occurred.
the chart shows, a five-fold plus reduction in bulk water bacteria counts
From previous other applications, best-cost performance technique.
shot feeding peracetic acid has During the first segments of
demonstrated to be the our trial, performance
improvements with reduction in costs and material handling were demonstrated. The observed reduction in soluble iron is an indication that steel corrosion of the system assets was greatly improved, as noted in the following chart.
Main Tower Corrosion Metals
2.5 ,,---_---,---_- --- - - -----,
2
1.5 -PPM Iron
-PPM Copper
Total Zinc
- Awilable Zinc 0,5
54
RlCooling Water Treatment_ Weinll·05

After two weeks of operation, the presence of sulfate-reducing bacteria (SRB) became apparent. This was one week after ChemTreat observed the pond turnover because of seasonal temperature change. The pond turnover introduced substantial septic (aneorobic bioactivity) into the main cooling system. Shortly thereafter, we observed changes in the level and type of microbiological activity in the corrosion coupon racks, adversely impacting cormsion coupons. However, system iron levels remained low indicating maintenance of plant system pa~sification. At this juncture, ChemTreat recommended increasing peracetic acid feed.
Please note the enclosed data regarding metal corrosion products and corrosion coupon rates. During the period of August 12 through August 19,2003, a rise in soluble metals and corrosion coupon rates were observed. This was coupled with a corresponding reduction in available zinc for corrosion inhibitor. During this same period, increases in SRB were observed in the turbine lube oil cooler, corrosion coupon rack, and generator cooler. The green water line also exhibited SRB with no process condensate contamination noted. In response, we increased zinc feed to reestablish system pacification quickly, reducing soluble iron and corrosion coupon rates to acceptable levels in the main cooling loop. However, at this juncture we did not increase peracetic acid to adhere to original trial protocol.
The goal of the peracetic acid trial was to provide a more cost-effective biocide treatment program than the bleach, sodium bromide, and glutaraldehyde program currently in use, and to reduce corrosion rates of iron and copper.
Based on our understanding of the old treatment cost, using the recommended level of peracetic .acid as a biocide in the main tower system at the beginning of the trial was significantly more cost-effective. The level of corrosion control was also reduced based on the soluble iron and copper water analyses reported prior to beginning the trial. ChemTreat is not aware of the corrosion coupon results prior to ' the peracetic acid trial, but the levels of soluble iron reported indicate the corrosion rate was reduced by 50 percent.
i· Corrosion Coupon Rates
80
70
60
'
'" 50., ~ !!!'s 40
>a.. 30 ~
20 -
10 -
0
8/1/2003 8/12/2003 8/19/2003 8/27/2003 9/10/2003
Date
9/23/2003
-Iron
-Copper
Total Zinc
-Available Zinc
55
RJCooling Water Treatment_ Weinll-05

Peracetic Acid Versus ChlorinelBromine Peracetic acid (P AA) is the reactive composition of acetic acid and hydrogen peroxide.
The actual product used consisted of 15 percent P AA, 16 percent acetic acid, and 22 percent H20 2.
PAA has high oxidation potential, considerably higher than commonly used halogen oxidants in water treatment. In addition, peracetic acid:
• Exhibits biodispersing properties • Is a road-spectrum biocide • Will not oxidize organic corrosion inhibitors and dispersants • When maintained in standard use, its residuals do not contribute to increased metal corrosion • Is environmentally friendly when breaking down to carbon dioxide and water • Is kosher
Oxidation Potential of POA Versus Other l Oxidants (Volts)
2.50
2.00 lEi Ozone i .PM I1.50 D Chlorine Dioxide !
1.00 DChlorine J' ~Bromine
0.50
0.00
Oxidation Capacity
. .
Limitations for peracetic acid include:
• Not compatible with halogen • PAA consumed by sulfites • Reduced half life at pH above 8.5
56
RJCooling Water Treatment_ Wein/I-05
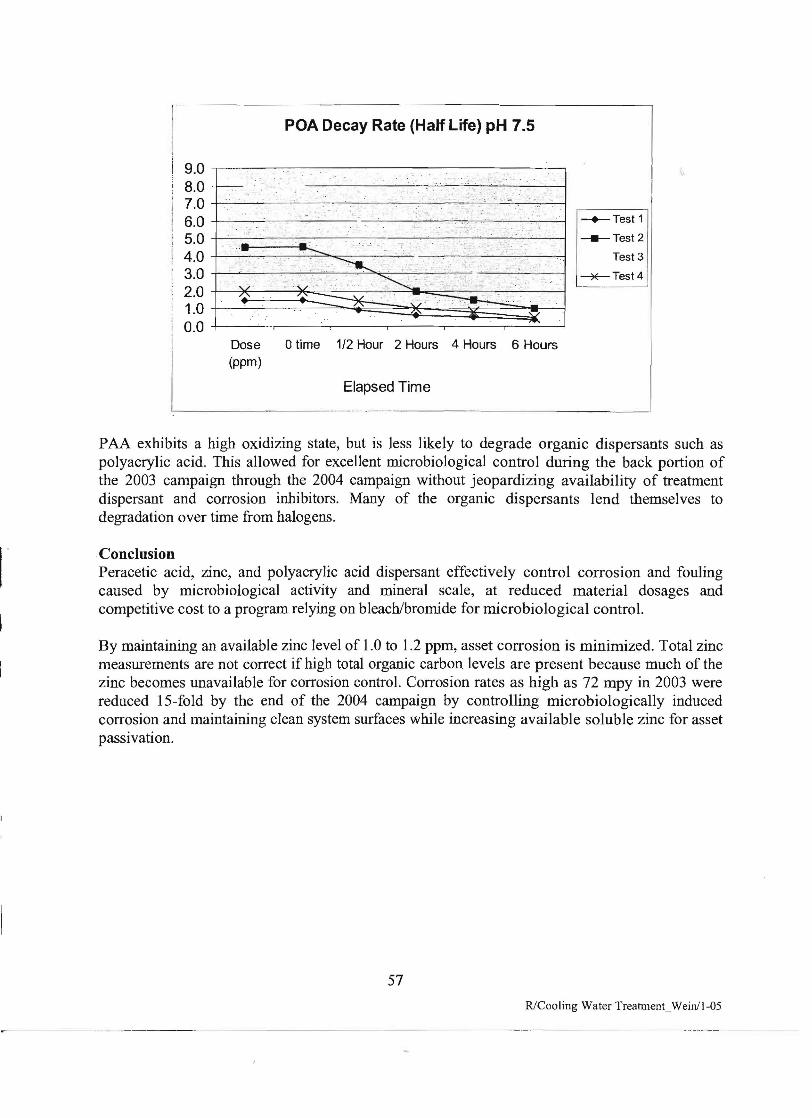
POA Decay Rate (Half Life) pH 7.5
9.0 .---:-----;-:-----------------, 8.0 7.0 --+--'-:......:....:..~--'--_____,_-~'_:_-___:___,_-'--'---'--'-~,...---.:::____:___l 6.0 --+--'------'- ------'-- --''--~~~~ ...,.-~~-'--'---'--'-o-~~.""'" .. . . l
5.0 +-''---_-----.:.~-, '-_: -. . -----:-------'--,-~--"'----''---~---I
4.0 +-'-.~.-~~,___,__-'-. ' -:--:-"~' -..::-__---'.-'--0 -.,.--.,-----,~~-~-___I
30~~~~· "'~~~·~~~~~, · '~ ~~~ . ,r . 'V" ' - ~' "'
~:~ j==~'.S=::==~·'~=~=:=~~:'~ . .. : . . .-~§..: ~~.;~~==j· . ~~~~ ~~ .. 0.0
~~~~/~'~ ~ ' .. Dose 0 time 1/2 Hour 2 Hours 4 Hours 6 Hours (ppm)
Elapsed Time
-+-Test 1 ___ Test 2
Test 3
~Test4
PAA exhibits a high oxidizing state, but is less likely to degrade organic dispersants such as polyacrylic acid. This allowed for excellent microbiological control during the back portion of the 2003 campaign through the 2004 campaign without jeopardizing availability of treatment dispersant and corrosion inhibitors. Many of the organic dispersants lend themselves to degradation over time from halogens.
.Conclusion Peracetic acid, zinc, and polyacrylic acid dispersant effectively control corrosion and fouling caused by microbiological activity and mineral scale, at reduced material dosages and competitive cost to a program relying on bleach/bromide for microbiological control.
By maintaining an available zinc level of 1.0 to 1.2 ppm, asset corrosion is minimized. Total zinc measurements are not correct if high total organic carbon levels are present because much of the zinc becomes unavailable for corrosion control. Corrosion rates as high as 72 ropy in 2003 were reduced I5-fold by the end of the 2004 campaign by controlling microbiologically induced corrosion and maintaining clean system surfaces while increasing available soluble zinc for asset passivation.
57
R/Cooling Water Treatment_WeinlJ -05


















