7336695-An-Introduction-to-BS-7910-2006
15
Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 1 of 15 AN INTRODUCTION TO BS 7910: THE UK GUIDE ON METHODS FOR ASSESSING THE ACCEPTABILITY OF FLAWS IN METALLIC STRUCTURES ROHIT RASTOGI REACTOR SAFETY DIVISION BHABHA ATOMIC RESEARCH CENTRE MUMBAI INDIAN NUCLEAR SOCIETY LECTURE ON WELDING, NDE AND INTEGRITY ASSESSMENT September 18-22, 2006 [email protected]
Transcript of 7336695-An-Introduction-to-BS-7910-2006

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 1 of 15
AN INTRODUCTION TO BS 7910: THE UK GUIDE ON METHODS FOR ASSESSING THE ACCEPTABILITY OF
FLAWS IN METALLIC STRUCTURES
ROHIT RASTOGI
�
REACTOR SAFETY DIVISION
BHABHA ATOMIC RESEARCH CENTRE MUMBAI
INDIAN NUCLEAR SOCIETY LECTURE ON WELDING, NDE AND INTEGRITY
ASSESSMENT September 18-22, 2006
�

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 2 of 15
INDEX
1. INTRODUCTION ........................................................................................................................ 3
2. BS 7910 .................................................................................................................................. 7
3. ASSESSMENT FOR FRACTURE RESISTANCE................................................................................. 9
4. REFERENCES.......................................................................................................................... 14

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 3 of 15
An Introduction to BS 7910: The UK Guide on Methods for Assessing the Acceptability of Flaws in Metallic Structures
1. Introduction Defects in pressure vessels and piping components can be introduced during manufacturing (e.g. laminations), transportation (e.g. fatigue cracking), fabrication (e.g. weld defects) and installation (e.g. dents), and can occur both due to deterioration (e.g. corrosion) and due to external interference (e.g. gouges and dents). To ensure the integrity of these components, operators must be able to both detect and assess the significance of pipeline defects. The past 45 years has seen the development of ’fitness-for-purpose’ methods for assessing the significance of these defects. A pressure retaining system must be operated safely and efficiently. There are four key issues in the operation of these systems: 1. Safety - the system must pose an acceptably low risk to the surrounding population. 2. Security of Supply - the system must deliver its product in a continuous manner, to satisfy the owners of the product (the ’shippers’) and the shippers’ customers (the ’end users’), and have low risk of supply failure. 3. Cost Effectiveness - the system must deliver the product at an attractive market price, and generate an acceptable rate of return on the investment. 4. Regulations - the operation of the system must satisfy all legislation and regulations. An operator must ensure that all risks associated with the pipeline are as low as is reasonably practicable. Occasionally an operator will detect, or become aware, of defects in their pipeline. In the past, this may have led to expensive shutdowns and repairs. However, recent years have seen the increasing use of fitness-for-purpose methods to assess these pipeline defects. Detailed procedures for assessing the significance of defects in structures are given in documents such as BS 7910: 1999 [1], API 579 [2], SINTAP [3], R6 [4], ASME [5] and others. For many engineers, the decision of whether to use fitness-for-service assessment procedures and which procedures to use can be difficult. While users and regulators across industry now increasingly accept defects and damage in equipment assessed as fit-for-service, the differences between the available procedures and the implied safety margins are not so well understood. There can be uncertainty about the data and technical skills required to make good assessments. As a result, the benefits from fitness-for-service assessment may not have been as widespread as might have been expected.

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 4 of 15
Cosham and Kirkwood [6] have arranged the dilemma faced by an operator on detecting a flaw in his piping component. CAN I APPLY, AND DO I NEED TO USE, FITNESS-FOR PURPOSE METHODS? Any engineer with a potential defect problem should question the need for a fitness-for-purpose assessment as follows: PHASE 1 – Appraisal
• Is it really there, and can I readily dismiss it?
o Is it really a defect, or is it some feature of the inspection method? o Are the operating conditions able to create such a defect and can
operational conditions be controlled to prevent growth (e.g. corrosion inhibition, re-coating)?
o Is the defect within design and fabrication acceptance levels? o What is industry experience of similar defects? For example, have
other companies faced this problem, and produced a solution that concludes that the defect is acceptable?
• Is it a defect?
o Do I know how the defect was formed, and how it may develop in the future?
o Is the defect indicative of poor practice during construction or
operation, and as such can be controlled by other methods?
• Who is competent to assess the defect?
o What are the legal ramifications (e.g. professional liability), what are the views of the regulatory body, and who would be responsible for the structure, and any defect assessment relating to it?
o Is current staff capable and experienced enough to apply fitness-for-
purpose methods?
• Is it worth the effort?
o Is it cheaper to repair than assess?

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 5 of 15
PHASE 2 - Assessment
• Can fitness-for-purpose methods provide an answer? o Can fitness-for-purpose methods solve the problem? For example, are
the methods robust for the particular defect and loading? o What data exists, and how reliable is it? If the data is sparse, what
confidence is there in any engineering judgment, or are special tests required?
PHASE 3 - Safety Factors and Probabilistic Aspects
• What safety margins should be used?
o If fitness-for-purpose methods are applied, what safety factors should be used?
o How should the safety factors be set, and would it be better to conduct
a probabilistic analysis? PHASE 4 - Consequence
• What are the consequences of getting it wrong?
o Is a risk analysis required? Having decided that a defect assessment can be conducted, it is now necessary to determine the level of detail and complexity that is required. Different levels of defect assessment, ranging from simple screening methods to very sophisticated three-dimensional elastic-plastic finite element stress analyses, are available. The method used depends upon the type of defect detected, the loading conditions, the objective of the assessment, and the type and quality of data that is available. Figure 1 summarizes the differing levels of defect assessments, and the required data. Generally, defect assessments are conducted up to stage 3. If defects still remained ‘unacceptable’ at this stage, a higher-level assessment, or repair would be necessary. A sensible approach to adopt in any fitness for purpose assessment is to use the most conservative data and assessment method to demonstrate that the defect is acceptable, and apply more accurate (less conservative) methods only as required. More accurate assessment methods generally require more data, and are more difficult to apply. The higher levels may require risk analyses. Risk is a function of the probability of failure and the consequences of failure. Such analyses are becoming increasingly popular, but are also very complicated.

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 6 of 15
A fitness-for-purpose analysis of defects does not entail a risk analysis, although due account of the consequences of failure will be taken in a qualitative manner, and the recommended safety factor will reflect this.
Figure 1: Stages in Defect Assessment
A fitness-for-purpose assessment will usually involve a deterministic assessment of the defects, to determine whether or not the defect is acceptable. Probabilistic methods are useful when dealing with uncertainty over the data used in the assessment or future conditions, such as corrosion rates. These methods can be used as an aid to deciding future inspection and maintenance requirements. Underlying such probabilistic analyses are fitness-for-purpose methods for assessing defects (i.e. the limit states). This document talks about fracture assessment using BS 7910.

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 7 of 15
2. BS 7910 The fracture mechanics based fitness-for-purpose (FFP) approach, also referred to as Engineering Critical Analysis (ECA), enables the significance of flaws to be assessed in terms of structural integrity. The ECA concept has undergone extensive developments in the past 30 years or so and the widely used PD6493 [7] procedure has been produced in the UK. The document has recently been revised and is now published as BS 7910 “Guide on methods for assessing the acceptability of flaws in metallic structures” [1]. BS 7910 comprises 10 sections and 15 annexes. Sections 1 to 6 describe the information required for assessment in terms of defect characteristics and dimensions, stresses and material properties. Section 7 to 10 gives the procedures for assessment of fracture, fatigue, flaws under creep conditions and other modes of failure. The annexes contain normative procedures for dealing with certain situations (e.g. combined direct and shear stresses, determination of fracture toughness from variable materials data) and informative data (e.g. residual stress distributions for as- welded joints, weld strength mismatch, and proof testing and warm pre-stressing). This information is maintained at a state of the art level and is one of the most useful features of BS 7910 BS 7910 gives procedures for assessing fatigue crack growth based on quality factors and crack growth calculation. A single procedure is given for assessing flaws at high temperature and corrosion, with advice given on further assessment if initial results are not favorable. There are three levels for the assessment of fracture based around the failure assessment diagram concept.
o Level 1 is a screening procedure and the most conservative. o Level 2 is material specific and estimates the interaction between
fracture and plasticity. o Level 3 involves a direct calculation of plasticity effects.
In general, qualified engineers trained in fracture mechanics intend BS 7910 for use, and significant computation of stresses and fracture parameters is often necessary. Because BS 7910 is intended to apply to equipment manufactured to different design codes and materials, (unlike API 579 which is based around ASME design and materials), specific stress and materials data is required even for level 1 fracture assessment. As a result, use of BS 7910 generally requires personnel experienced in FFS assessment with access to appropriate data and/or testing facilities. The code outlines methods for assessing the acceptability of flaws in all types of structures and components. The types of flaws, which can be assessed by this document, are:
o Planar flaws o Non-Planar flaws o Shape imperfections
The modes of failure considered are

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 8 of 15
o Failure by fracture and plastic collapse o Damage by fatigue o Damage by creep and creep fatigue o Damage by leakage of containment vessels o Damage by erosion/corrosion o Damage by environment assisted cracking o Failure by instability
The recommended sequence of operations for carrying out an assessment for a known flaw is given as:
1. Identify the flaw type 2. Establish the essential data 3. Determine the size of the flaw 4. Assess possible material damage mechanisms and damage rate 5. Determine limiting size of the flaw 6. Based on the damage rate, assess whether the flaw will grow to this final size
within the remaining life of the structure or in-service inspection interval, by sub-critical flaw growth
7. Assess the consequence of failure 8. Carry out sensitivity analysis 9. If the flaw could not grow to the limiting size, including appropriate factor of
safety, it is acceptable. Ideally, the safety factors should take account of both the confidence in the assessment and the consequence of failure
Essential data Relevant data from the following list may be required.
1. Nature, position of the flaw 2. Structural and weld geometry, fabrication procedure 3. Stresses (pressure, thermal, residual, transients) 4. Tensile properties 5. Fatigue and corrosion data 6. Fracture toughness 7. Creep data 8. Stress corrosion cracking data
Non-destructive testing The information desired from NDE is
o Flaw length o Flaw height o Flaw position o Flaw orientation o Planar or non-planar cross-section

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 9 of 15
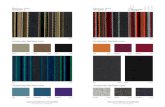
3. Assessment for fracture resistance There are three levels of fracture assessment in this code. Similar methods are used in each of the levels. The three levels are as follows Level 1: Simple, used when limited information is available on material properties Level 2: Normal assessment route Level 3: Tearing analysis permitted for ductile materials In general, the analysis is first performed using the Level 1 analysis. If the flaw is unacceptable then the analysis is done using higher levels. The complexity of the analysis increases with each level and the analysis progressively becomes more realistic and less conservative. Assessment is done using a failure assessment diagram (FAD) (figure 2). The vertical axis of the FAD represents nearness to the brittle fracture. The horizontal axis is a measure of nearness to the plastic collapse. The FAD defines a safe zone enclosed by a failure assessment line (FAL). The fracture assessment is done using this diagram.
Figure 2: Failure Assessment Diagram
The FAD based assessment is valid for planar flaws. For non-planar flaws different methodology is suggested.

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 10 of 15
The basic methodology for assessment in each of the levels can be given as:
1. Define stresses: the stresses need to be distinguished between primary and secondary stresses. Guidance has been provided for treatment of the residual stresses due to welding.
Level 1 Analysis: In the case of components where post weld heat treatment (PWHT) has not been done, secondary stress of the magnitude of the yield stress of the material at room temperature must be considered. For components, which have been subjected to PWHT, the residual stresses should be taken equal to 30% room temperature yield strength, parallel to the weld 20% room temperature yield strength, transverse to the weld
Level 2 and 3 analysis:
Annex Q of BS 7910 gives residual stress profiles for common welds. One such profile is presented in figure 3.

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 11 of 15
Figure 3: Residual Stress Profiles
2. Evaluate fracture toughness data: For Level 1 and 2 fracture toughness “Kmat” is required. It can be conservatively estimated from Charpy energy. For Level 3, ductile tearing curve is necessary.
3. Obtain material tensile properties: For Level 1 and 2, yield stress is only
required. In Level 2 and 3, a detailed analysis using stress strain curve can be performed.
4. Characterize flaw: the flaw obtained from the inspection data needs to be
characterize into a semi-elliptical (surface flaw), elliptical (embedded flaw) or rectangular (through thickness flaw). The flaw should be considered in planes normal to principal stresses. The worst combination needs to be considered for analysis.

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 12 of 15
5. Calculate nearness to plastic collapse: this measure in Level 1 is given as Sr. It is defined as the ratio of the reference stress σref to the flow stress of the material σflow.
refr
flow
Sσσ
=
σref is the stress at the cracked section that will lead to plastic collapse of the component. Formulations for a variety of cracked configurations are listed in the Annexure P of the code. In Level 2 and 3 the nearness to collapse is described by a parameter Lr. It is defined as the ratio of the reference stress σref to the yield stress of the material σys.
refr
ys
Lσσ
=
The secondary stresses are not considered for the calculation of Sr.
6. Calculate the nearness to brittle fracture: This measure in all levels is given as Kr. It is defined as the ratio of the applied stress intensity factor KI to the fracture toughness Kmat of the material.
Ir
mat
KK
K=
The secondary stresses are also considered while calculating this ratio.
7. Construct the FAD: The points Lr and Kr (assessed points) are plotted on a failure assessment diagram (FAD). The FAD is safe and unsafe regions defined. Here mode of failure is crack initiation. The basic difference between the Levels of analysis lies in the definition of FAD.
Level 1 FAD The assessed flaw is acceptable if Kr < 0.707 and Sr < 0.8. This FAD (Figure 4) contains an in-built safety factor (approximately 2 on flaw size) Level 2 FAD There are 2 FAD definitions given in Level 2. Level 2A is given for the cases in which full stress strain curve is not known. Level 2B is given for cases where full stress strain curve is known (Figure 5).
Level 2A FAD: ( )( )2 6
(max)
(max)
1 0.14 0.3 0.7exp 0.65 for
= 0 for
r r r r r
r r
K L L L L
L L
= − + − ≤ >
Level 2B FAD:
1 23
(max)
(max)
for 0.02
= 0 for
ref r ysr r r
r ys ref
r r
E LK L L
L E
L L
ε σσ ε
−
= + < ≤ >

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 13 of 15
In the curve for Level 2B FAD, εref is the true strain corresponding to true stress Lr.σys. E is the Young’s modulus. The Lr(max) is defined as
( )(max) 2
ys utsr
ys
Lσ σ
σ+
=
Level 1 FAD
00.10.20.30.40.50.60.70.8
0 0.2 0.4 0.6 0.8 1
Sr
Kr SAFE
UNSAFE
Figure 4: Level 1 FAD
Figure 5: Level 2 FADS
The Level 3 definition for FAD is similar to Level 2 FAD, but it permits increased margins by using unstable crack growth as failure mode. Factor of safety in Level 2 and 3 analysis

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 14 of 15
The data (crack size, material properties, load) used for the assessment exhibit considerable uncertainty or scatter. One way to address this scatter is by taking very conservative values. An alternative approach is to use structural reliability methods to estimate probability of failure of the structures. This approach is finding increasing usage nowadays. The reliability analysis of cracked components is an involved exercise. Use of partial safety factors (PSF) is an easy way to assess the safety of cracked components. In this approach factor of safety is applied individually to each of the parameters exhibiting scatter such that the assessment results in a targeted probability of failure. Higher is the uncertainty in a particular variable, higher is the PSF applied to that parameter. The PSF are generated by a reliability assessment for a target probability of failure. The acceptable probability of failure is a function of the severity of the consequence of failure. BS 7910 has listed partial safety factors in Annex K, for the following input parameters.
o Applied stress o Flaw size o Toughness o Yield stress
These have been generated for different levels of uncertainty in these variables measured in terms of coefficient of variation ‘cov’ (standard deviation/mean). The PSF have been generated for target probability of failures ‘p(F)’ of 0.23, 10-3, 7X10-5 and 10-5. Thus these variables are modified based on the selected cov and target p(F) before the are used for calculating Kr and Lr in the analysis.
8. Assess the significance of results: If the assessed point is in the safe region the flaw is acceptable. The code recommends a sensitivity analysis on the results with respect to the flaw sizes, loads and material properties before the decision is made.
4. References 1. BS. “Guide on methods for assessing the acceptability of flaws in fusion welded structures”. BS 7910 : 1999, British Standards Institute, London, UK, 1999. 2. API. “Recommended practice for fitness-for-service”. API 579. Washington, DC: American Petroleum Institute, 2000. 3. SINTAP. “Structural integrity assessment procedure for European industry”. Final Procedure, 1999. Brite-Euram Project No. BE95- 1426, British Steel.

Lecture on Welding, NDE and Integrity Assessment Lecture number 19 b, 15 of 15
4. Milne I, Ainsworth RA, Dowling AR, Stewart AT. “Assessment of the integrity of structures containing defects”. CEGB Report R/H/R6-Revision 3. Latest ed. 1986; latest ed. British Energy, 1999. 5. ASME Boiler and Pressure Vessel Code, 1998 Edition. Section XI – Rules for In-service Inspection of Nuclear Power Plant Components 6. Andrew Cosham and Mike Kirkwood, “Best practice in pipeline defect assessment”, Proceedings of IPC 2000: International Pipeline Conference October 2000; Calgary, Alberta, Canada. Also, www.penspenintegrity.com 7. BS. “Guidance on methods for assessing the acceptability of flaws in fusion welded structures”. PD6493: 1991: British Standards Institution, London, 1991.