7 Quality Basics in Development
191
7 Quality Basics in Development FRASER – June 17 th , 2011
-
Upload
avneet-multani -
Category
Documents
-
view
1.975 -
download
40
Transcript of 7 Quality Basics in Development

7 Quality Basics in Development
FRASER – June 17th, 2011

7 Quality Basics in Development
Jean-Michel RENAUDIE
FRASER – June 17th, 2011
Opening Comments

7 Quality Basics in Development
Introduction
Ken SATO

4Propertyof Faurecia -Duplication prohibited
One reminder
Please switch off yourmobile phone and close your laptop

5Propertyof Faurecia -Duplication prohibited
"Breakthrough Quality Plan" start from Oct.1, 2006
• Practical instead of conceptual
• Preventive action instead of fire-fighting
FES Quality( 7 Quality Basics !!
in Production & Development )
Customer
Quality
Breakthrough !!
Su
pp
lier Qu
ality
Develo
pm
ent
Qu
ality
Pro
du
ction
Qu
ality
Breakthrough Quality Plan

6Propertyof Faurecia -Duplication prohibited
20080 S/R Alert
15 Customer PPM
I am expecting this plan to give lasting results and will closely track its implementation by all concerned in our company.I am counting on your responsiveness and rigor …
The plan does not introduce anynew tools ………aims to build a new « quality mindset »

7Propertyof Faurecia -Duplication prohibited
From 6 Quality Basics
to 7 Quality Basics in Production
Supplier Partnership
Employee Empowerment
Variability Reduction
Quality
7 Quality Basics
Quality
Wall
Final
Inspection
Self
-Inspection
OK
1st piece
Rework
under Control
Poka
Yoke
Red
Bins
QRCIQuick Response
Quality Control
Stan
dard
ized
Wo
rk
5S
Includes Stop at DefectIncludes Temporary Quality Wall
4
23
15
9
1
0
7 8
6
If not OK
RepairScrapScrap
...
...
...
...
...
...
...
CriteriaOK - NOK sample
+0,2 mmGo - No go gauge
...
...
...
...
...
...
...
N°
123456789
10
Check point ByDeformation VisualDimension A MicrometerDimension B Gauge
... ...
... ..
.... ...... ...... ...... ...... ...
Frequency
100%1/120100%
...
...
...
...
...
...
...

8Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Capitalization &
Transversalization
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI

9Propertyof Faurecia -Duplication prohibited
Mandatory Program Deliverables
SalesAgreed prototype prices
Outstanding paymentsPre-series parts paid
Updated series price with POCustomer Contract Agreed tool & pre-series & series prices
Prototypes paidSales
Agreed prototype prices
Outstanding paymentsPre-series parts paid
Updated series price with POCustomer Contract Agreed tool & pre-series & series prices
Prototypes paid
Human
Resources Product support team staffedProgram Teams staffed Plant Start-up team plannedHuman
Resources Product support team staffedProgram Teams staffed Plant Start-up team planned
4444 LAUNCH1111 ACQUISITION 2A2A2A2A DESIGN 3333 PRODUCTION SET-UP2B2B2B2B DESIGN VERIFICATION5 Series
PRODUCTION4444 LAUNCH1111 ACQUISITION 2A2A2A2A DESIGN 3333 PRODUCTION SET-UP2B2B2B2B DESIGN VERIFICATION5 Series
PRODUCTION
Purchasing Supplier PPAP *Expert suppliers contracts signed BOPs, tools, gauges, equipment orderedDesigners suppliers contracts signedPurchasing Supplier PPAP *Expert suppliers contracts signed BOPs, tools, gauges, equipment orderedDesigners suppliers contracts signed
Design Validation Plan *
Design FMEA *
Product
Engineering Key characteristics *
Product definition for DV *
Production Validation test results successful *
Initial product concept Product definition freeze*
DVP test results successful
BOPs definition released
Design FMEA Actions implemented
Prototypes approved
Design Validation Plan *
Design FMEA *
Product
Engineering Key characteristics *
Product definition for DV *
Production Validation test results successful *
Initial product concept Product definition freeze*
DVP test results successful
BOPs definition released
Design FMEA Actions implemented
Prototypes approved
Detailed SOW Lessons Learned *
Program
ManagementS/R concerns solved (SLI) *
ECM for pre-series & series in place
Program internal contract
(program objectives)
Master schedule *
Single List of Issues in place
ECM for development In place
Single List of Issues managed *
Control of
process &
design
change *
Activities during ramp-up *
Make or Buy finalized (Subcontractors)
Prototype build plan CAR approved Pre-series build plan
Detailed SOW Lessons Learned *
Program
ManagementS/R concerns solved (SLI) *
ECM for pre-series & series in place
Program internal contract
(program objectives)
Master schedule *
Single List of Issues in place
ECM for development In place
Single List of Issues managed *
Control of
process &
design
change *
Activities during ramp-up *
Make or Buy finalized (Subcontractors)
Prototype build plan CAR approved Pre-series build plan
Initial process capability study plan *
Facilities / Footprint specificationsManufac-
turing
Process definition
Production System definition
EMPT Run @ Rate
Initial supply chain concept (internal/external MIFD*)
Initial process concept
Prel. Manufacturing footprint
Initial equipment concept
Facilities definition released
Equipment & tooling specs * released
Logistic& Packaging definitions released *
Process FMEA * actions launchedProcess FMEA
Process capability achieved *
Mass Production Trial Run @ Rate *
Logistic & packaging in place *
Process flow realized *
Production process Instruction *
Process definition released
Initial process capability study plan *
Facilities / Footprint specificationsManufac-
turing
Process definition
Production System definition
EMPT Run @ Rate
Initial supply chain concept (internal/external MIFD*)
Initial process concept
Prel. Manufacturing footprint
Initial equipment concept
Facilities definition released
Equipment & tooling specs * released
Logistic& Packaging definitions released *
Process FMEA * actions launchedProcess FMEA
Process capability achieved *
Mass Production Trial Run @ Rate *
Logistic & packaging in place *
Process flow realized *
Production process Instruction *
Process definition released
Actual BPInitial Business Plan Actual BPFinance Actual BPInitial Business Plan Actual BPFinance
END OF PRODUCTION
CUSTOMERINQUIRY
PROGRAMAWARD
CUSTOMERTOOL RELEASE
CUSTOMER PRODUCTION
PART APPROVAL
START OF PRODUCTION
END OF PRODUCTION
CUSTOMERINQUIRY
PROGRAMAWARD
CUSTOMERTOOL RELEASE
CUSTOMER PRODUCTION
PART APPROVAL
START OF PRODUCTION
GR 1 GR 2B GR 3 GR 4CAR ApprovalProgram Quote Review
GR 2AGo/No Go Program Target Review
GR 1 GR 2B GR 3 GR 4CAR ApprovalProgram Quote Review
GR 2AGo/No Go Program Target Review
Quality
Quality Management Plan Quality Target Study * Gauges requirements *
Prototype control plan
Production Control Plan *Pre Production control plan implemented *Pre Production control plan
Prototype control plan implemented *
Initial Samples Submitted to Customer * I.S. for additional capacity
Quality
Quality Management Plan Quality Target Study * Gauges requirements *
Prototype control plan
Production Control Plan *Pre Production control plan implemented *Pre Production control plan
Prototype control plan implemented *
Initial Samples Submitted to Customer * I.S. for additional capacity
V1.0

10Propertyof Faurecia -Duplication prohibited
PDCA in Program
Plan
DoCheck
Action
<Policeman>Audit
FES Program Audit
Reaction to Audit &Feedback to standard
ImplementationExcellent Program PlanKPI - Reporting System
<Teacher>Standardization & Training (coaching)
7 Quality basics in Dev - FES SchoolMandatory Program Deliverables
• Background: Bad launches come from bad execution of:• Costing,
• Engineering key deliverables
• Quality deliverables etc…
• Today Quality responsible in program for:• Training
• Audit
Need to audit notonly on Quality
FES Program audit

11Propertyof Faurecia -Duplication prohibited
Objective
Confirm rigor and discipline in programs.
– Level of execution must be deep enough
– Timing of execution must be respected
System audit for Programs after GR3, GR 2B and GR1 from each R&D center (Start from 1/2008).
– Check evidences : real documents, real processes, real products
– Check organization, timing of implementation, level of evidence

12Propertyof Faurecia -Duplication prohibited
Scope
Mandatory Program Deliverables & Reporting– Level of completion of the 72 PMS Key Deliverables– Program reporting system
Seven Quality Basics in Development– Capitalization and Transversalization– Key Characteristics– FMEA (Failure Mode and Effect Analysis)– Strict Control Plan– Validated Engineering Change– Program QRCI– Functional Milestones, Program Steering Committee and Gate Reviews
Acquisition Process– Target definition with PLM, Acquisition phase staffing, Concept validation, Costing robustness, Program Quote Review, Program Kick-off meeting with Core Team staffing, Acquisition debriefing, Operating Margin.

13Propertyof Faurecia -Duplication prohibited
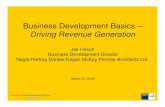
Example: results summary
77%
70%
76%
53%
72%
0%
20%
40%
60%
80%
100%
TOTAL PROG PROD PROC COST
PROCESSINDICATOR
It’s “Good” level overall. But, some of deliverables in “Product validation” are not so good. (For
example, (1).”Design FMEA actions” were not well implemented before 2b (2)”Results of DVP tests” were not formalized before RO)

14Propertyof Faurecia -Duplication prohibited
Example of “Bad” answer for “Program Quote Review”

15Propertyof Faurecia -Duplication prohibited
Example of “Good” answer for “Program Quote Review”

16Propertyof Faurecia -Duplication prohibited
15 items of "Good & Bad answers on Faurecia
Example of “Bad” answer for “ Program Quote Review”
“ Do you organize internal“ Program Quote Review” with your top
managements before RFQA submission to customer ?”
- There is only “ Price estimation with assumptions”
- There is no “ Description of vehicle & targeted business” no “ Competitor
study”, no “ Customer decision making timeline” no “ Business plan (OI, IRR)”,
no “ Risk analysis”
- Finally, RFQA submission without top managements approval
Price estimation with assumptions
base-price add. Value VW 250 AU353 AU210
expected Target 90,00 € 120,00 € 90,00 €
First BP Sittard
acc. group values
(3,7% SG&A)
120,00 € 170,00 € tbd
long distance JIT price Brussels 107,00 € 155,80 € n.a.
base-price add. Value VW 250 AU353 AU210
expected Target 90,00 € 120,00 € 90,00 €
First BP Sittard
acc. group values
(3,7% SG&A)
120,00 € 170,00 € tbd
long distance JIT price Brussels 107,00 € 155,80 € n.a.
RFQ First
Offer
Expected
Award
CS
Polo / A3w 18/07 w 22/07 w 34/07
CS
A1w 20/07 w 24/07 w 34/07
base-price add. Value VW 250 AU353 AU210
expected Target 90,00 € 120,00 € 90,00 €
Example of “Good” answer for “Program Quote Review”
RFQA submission with top managements approval by clear presentation
Risks analysisRisks analysis
“ Do you organize internal“ Program Quote Review” with your top
managements before RFQA submission to customer ?”
will be
competitor onmarket position Comments
JCIJCIJCIJCI - CS
- JCI is very aggressive because they
want to cover the lost Golf business
- JCI is current supplier of VW
Brussels
- Audi requests to keep the current
supplier-structure --> no JCI business
LearLearLearLear - CS- no signals for aggressive behaviour
due to low volume
IntierIntierIntierIntier - CS
- generally very agressive behaviour
- but not appreciate due to bad R&D
performance and to low volume
SitechSitechSitechSitech - CS- no signals for aggressive behaviour
due to low volume
!
will be
competitor onmarket position Comments
JCIJCIJCIJCI - CS
- JCI is very aggressive because they
want to cover the lost Golf business
- JCI is current supplier of VW
Brussels
- Audi requests to keep the current
supplier-structure --> no JCI business
LearLearLearLear - CS- no signals for aggressive behaviour
due to low volume
IntierIntierIntierIntier - CS
- generally very agressive behaviour
- but not appreciate due to bad R&D
performance and to low volume
SitechSitechSitechSitech - CS- no signals for aggressive behaviour
due to low volume
!
excellentexcellent goodgood averageaverage limitedlimited
The TOP Risks, if we are awarded
� Capacities for additional AU210 project is not part of Faurecia
MTP and target low in TBL
� problems in long-distance JIT concept (120km Sittard ��
Brussels)
� Higher requirements on quality than Mitsubishi Colt
Business plan
(OI,IRR)
Audi A3
OEM: Audi AG Market Code: AU353
Current Production (Faurecia)
location: Neuburg (Germany)
SOP: 2004 EOP: 2011
Prod. Volume total: 770.000
Description of vehicule & targeted business
Competitor study
Customer decision making timeline
Targeted business AU353 VW250 AU210 comments
� Complete Seat targeted fromSittardor long distance JIT
� Metal incl. Mechanisms
� Front seats PQ35 PQ25 PQ25 COP
� Rear seats AU350 PQ25 PQ25 Magna-Intier / Sitech
Price estimation with assumptions
Turnover 136.180 k€OI 6.918€ 5,0%IRR 70,30%CAPEX 1.361 k€R&D 300 k€cash paymentTooling 200 k€ cash payment
Launch cost 943 k€
Turnover 136.180 k€OI 6.918€ 5,0%IRR 70,30%CAPEX 1.361 k€R&D 300 k€cash paymentTooling 200 k€ cash payment
Launch cost 943 k€
PMS Portal
Good Answer for Program Quote Review
Bad Asnwer for Program Quote reviewExample of “Bad” answer for “ Program Quote Review”
“ Do you organize internal“ Program Quote Review” with your top
managements before RFQA submission to customer ?”
- There is only “ Price estimation with assumptions”
- There is no “ Description of vehicle & targeted business” no “ Competitor
study”, no “ Customer decision making timeline” no “ Business plan (OI, IRR)”,
no “ Risk analysis”
- Finally, RFQA submission without top managements approval
Price estimation with assumptions
base-price add. Value VW 250 AU353 AU210
expected Target 90,00 € 120,00 € 90,00 €
First BP Sittard
acc. group values
(3,7% SG&A)
120,00 € 170,00 € tbd
long distance JIT price Brussels 107,00 € 155,80 € n.a.
base-price add. Value VW 250 AU353 AU210
expected Target 90,00 € 120,00 € 90,00 €
First BP Sittard
acc. group values
(3,7% SG&A)
120,00 € 170,00 € tbd
long distance JIT price Brussels 107,00 € 155,80 € n.a.
RFQ First
Offer
Expected
Award
CS
Polo / A3w 18/07 w 22/07 w 34/07
CS
A1w 20/07 w 24/07 w 34/07
base-price add. Value VW 250 AU353 AU210
expected Target 90,00 € 120,00 € 90,00 €
Example of “Good” answer for “Program Quote Review”
RFQA submission with top managements approval by clear presentation
Risks analysisRisks analysis
“ Do you organize internal“ Program Quote Review” with your top
managements before RFQA submission to customer ?”
will be
competitor onmarket position Comments
JCIJCIJCIJCI - CS
- JCI is very aggressive because they
want to cover the lost Golf business
- JCI is current supplier of VW
Brussels
- Audi requests to keep the current
supplier-structure --> no JCI business
LearLearLearLear - CS- no signals for aggressive behaviour
due to low volume
IntierIntierIntierIntier - CS
- generally very agressive behaviour
- but not appreciate due to bad R&D
performance and to low volume
SitechSitechSitechSitech - CS- no signals for aggressive behaviour
due to low volume
!
will be
competitor onmarket position Comments
JCIJCIJCIJCI - CS
- JCI is very aggressive because they
want to cover the lost Golf business
- JCI is current supplier of VW
Brussels
- Audi requests to keep the current
supplier-structure --> no JCI business
LearLearLearLear - CS- no signals for aggressive behaviour
due to low volume
IntierIntierIntierIntier - CS
- generally very agressive behaviour
- but not appreciate due to bad R&D
performance and to low volume
SitechSitechSitechSitech - CS- no signals for aggressive behaviour
due to low volume
!
excellentexcellent goodgood averageaverage limitedlimited
The TOP Risks, if we are awarded
� Capacities for additional AU210 project is not part of Faurecia
MTP and target low in TBL
� problems in long-distance JIT concept (120km Sittard ��
Brussels)
� Higher requirements on quality than Mitsubishi Colt
Business plan
(OI,IRR)
Audi A3
OEM: Audi AG Market Code: AU353
Current Production (Faurecia)
location: Neuburg (Germany)
SOP: 2004 EOP: 2011
Prod. Volume total: 770.000
Description of vehicule & targeted business
Competitor study
Customer decision making timeline
Targeted business AU353 VW250 AU210 comments
� Complete Seat targeted fromSittardor long distance JIT
� Metal incl. Mechanisms
� Front seats PQ35 PQ25 PQ25 COP
� Rear seats AU350 PQ25 PQ25 Magna-Intier / Sitech
Price estimation with assumptions
Turnover 136.180 k€OI 6.918€ 5,0%IRR 70,30%CAPEX 1.361 k€R&D 300 k€cash paymentTooling 200 k€ cash payment
Launch cost 943 k€
Turnover 136.180 k€OI 6.918€ 5,0%IRR 70,30%CAPEX 1.361 k€R&D 300 k€cash paymentTooling 200 k€ cash payment
Launch cost 943 k€
PMS Portal
Good Answer for Program Quote Review
Bad Answer for Program Quote review
Intranet
Intranet through PMS Portal →→→→Good&Bad examples

Propertyof Faurecia -Duplication prohibited
Results (Image)
Result Indicators
better
bet
ter
41
23
bc
A: Excellent
B: Satisfactory
C: Marginal ok
D: Not ok
d0% 60% 70% 80%
0%
40%
60%
80%
100%
Program ZX
Program YX
100%
a
•FR1t
•Red Alert S/R
•Warranty
•PPM
•Customer Quality indicators
•Misdeliveries
•IRR
•Operating Income
•Program Management
•Product Validation
•Process validation
•Cost Management
Process Indicators(Checked by FES program audit)

18Propertyof Faurecia -Duplication prohibited
5 Mandatory Rules added to the 15 existing MRs

19Propertyof Faurecia -Duplication prohibited
5 Mandatory Rules added to the 15 existing MRs

20Propertyof Faurecia -Duplication prohibited
Machine EvaluationForm

21Propertyof Faurecia -Duplication prohibited
2. 2011 Plan

22Propertyof Faurecia -Duplication prohibited
Overall 2011 Plan
0
20
40
60
80
100
GR1 GR2 GR3
Toledo
System audits
0
20
40
60
80
100
GR1 GR2 GR3
Méru
0
20
40
60
80
100
GR1 GR2 GR3
Brieres
0
20
40
60
80
100
GR1 GR2 GR3
Shanghaï
3 Programs after GR3, GR2b and GR1
2 days per site => 93 programs

23Propertyof Faurecia -Duplication prohibited
2011 plan: R&D centers involved
Sites
Jan : Shanghaï (S), Peine-Hagenbach
Feb: Stadthagen, Neuburg, Bavans
March: Méru, Shanghaï(FIS), Brieres
April: Columbus, Auburn hills, Troy
May: Augsburg, Audincourt, Gamersheim-Weissenburg
Jun: Neuburg, Mouzon, Stadthagen
Jul : Brieres, Peine-Hagenbach
Sep: Bavans, Méru, Limeira
Oct: Quatro-Barras, Diadema, Augsburg, Audincourt, Gamersheim-Weissenburg
Nov: Troy, Columbus, Auburn Hills, Stadthagen, Neuburg
Dec: Mouzon

24Propertyof Faurecia -Duplication prohibited
2010 Certified Auditors
Netwk PG Name Certified
SATO Kiichiro Yes
SOULA Paul-Louis Yes
FAS YGOUT Jacques
FIS BROGNIART Eric
CANIVAL J. Sebastien
FECT MAJCHROWICZ Christian 1
FAE ROTHAN Marie-Noelle 2
KLINGAUF Lutz
KUSIAK Jacek
THURET Gauthier
GIELATA Pawel
MESNARD Pierre Yes
KWIATKOWSKI Frank Yes
LACOUX Philippe 1
BECKER Rolf 1
MANSKE Carsten
FECT REBOURS Olivier 1
JACQUOT Eric Yes
FAE PATA Martial
PMS
Program
Quality
FAS
FIS
Group
Legend:
1: Only for GR1
2: For GR1 and 2
Netwk PG Name Certified
FAS DUDDLES Mark Yes
KERSUZAN Olivier
HAWLEY Brian
OBERHAUS Serena
HACK Thomas
MURRAY Todd 2
FIS OLIVEIRA Clodoaldo
FAS VILLARINHO Elessandra
FECT
FAS-FIS LI Li
LEE YW
GAO FENG EvaChina
FECT
FIS
FECT
Brazil
US

25Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Agenda
7:45 Welcoming coffee
8:00 Opening comments J.M. Renaudie
8:20 Introduction K.Sato
8:35 Capitalization & Tranversalization K.Sato
9:00 Key Characteristics & Strict Control Plans V.Garcia Parra
10:10 FMEA PL.Soula
11:10 Break
11:25 Validated Engineering Changes E.Jacquot
12:05 Lunch
12:45 Program QRCI J.Burke
15:45 Break
16:00 Functional Milestones & Gate Reviews PL.Soula
16:55 Conclusion K.Sato
17:00 End

26Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Capitalization &
Transversalization
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI
Let’s start!

Capitalization & Transversalization
Ken SATO
7 Quality Basics in 7 Quality Basics in 7 Quality Basics in 7 Quality Basics in DevelopmentDevelopmentDevelopmentDevelopment

28Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Capitalization &
Transversalization
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI

29Propertyof Faurecia -Duplication prohibited
Examples

30Propertyof Faurecia -Duplication prohibited
- Mistake the connection of
harness
- Risk the immobility of
the vehicle due to the
problem of injection
pump
• Check similar problem
of all harness
- Same size of terminals
- Same color of harness
Terminal (A)Bad
Harness (2.5mm)
Harness (0.5mm)
Same
size
Terminal (B)
Same
color
Terminal (A)OK
Terminal (B)
Harness (0.5mm)
Harness (2.5mm)
2.1 Example (Blockage 1.1)

31Propertyof Faurecia -Duplication prohibited
C ar m a ker U n it H a rn e ss T yp e o f p ro b lem C o u n term ea su re D ate
1 2 3 4 5 6
a O K O K O K B ad O K O K
A b B ad
c B ad
R E N A U L T d O K
B ... ... ... ...
C ... ... ... ...
... ... ... ... ... ...
- Capitalization : Change “Design Standard”- Transversalization : Apply all same products (programs, plants)
2.2 Example (Blockage 1.2)
• Ask to check, not only exact same problem, but also similar potential risk- Found 11 exact same problems & 45 similar problems and took
countermeasure

Propertyof Faurecia -Duplication prohibited
= OK
= Bad
• Mistake of parts drawing,
after design change• Heater of seat doesn’t work
properly
No heat
Over heat
• Standardize the validation
process after design change
SEAT
3.1 Example (Blockage 2.1)

Propertyof Faurecia -Duplication prohibited
Design Review by
past quality concerns
Supplier
Design
Change
Validation Parts
design
Design Validation
for
the trial parts
Production Validation
for
Mass production
OK OK OK
Check
RenaultANPQP
Design
change
Request
Parts submission
warrant
Good
parts
delivery
Not OK
3.1 Example (Blockage 2.2)
- Capitalization : Validation Process Standard for Design Change- Transversalization : Apply to all programs (products, plants)

34Propertyof Faurecia -Duplication prohibited
Capitalization &
Transversalization

35Propertyof Faurecia -Duplication prohibited
2. Program Quality2. Program Quality
Acquisition Design Validation Production
1.1. Group QualityGroup Quality
Qu
ali
ty S
ys
tem
Sta
nd
ard
Qu
ali
ty S
ys
tem
Sta
nd
ard
Qu
ali
ty S
ys
tem
Sta
nd
ard
11--AA 11--BBT
ools
Tools
Tools
22--DD Program Management SystemProgram Management SystemProgram Management System
22--BB Process Engineering ManualProcess Process EngineeringEngineering ManualManual
22--CC Supplier Management SystemSupplier Supplier Management SystemManagement System
22--AA Design StandardDesign StandardDesign Standard
3. Customer Quality 3. Customer Quality
Customer Quality StandardCustomer Quality StandardCustomer Quality Standard33--AA
Customer PPM Data base (8D)Customer PPM Data base (8D)Customer PPM Data base (8D)33--BB
Turning PDCA for Capitalization & Turning PDCA for Capitalization & TransversalizationTransversalization
S & R Alert / Warranty Data base (8D)S & R Alert / Warranty Data base (8D)S & R Alert / Warranty Data base (8D)33--CC
(Lessons
Learn
ed
)(( L
essons
Lessons
Learn
ed
Learn
ed
))
((LessonsLessons LearnedLearned ))
LessonsLessons LearnedLearned is source of Standardsis source of Standards>>EachEach functionfunction departmentdepartment is is accountableaccountable of of LessonsLessons LearnedLearned in in itsits respective arearespective area

36Propertyof Faurecia -Duplication prohibited
> Access through Faurecia intranet
● Group Intranet Homepage -> Quality ->
8D – S&R Logistics -> FAU-F-LSG-0230
● Lessons Learned Template is the last
sheet of standard 8D
In 60 workingdays
D8. Lessons learned
_D7. Effectiveness of action plan
In 10 workingdays
D6. Countermeasure to non detection and non conformance
_D5. Root cause of non conformance
_D4. Root cause of non detection
In 1 dayD3. Containment
_D2. Risk on similar products and processes
_D1. Description & Sketch
8D – problem solving report for Quality
8D and Lessons learned

37Propertyof Faurecia -Duplication prohibited
Lessons Learned: Practice
<4 Key points for Before/After>1).Need picture, drawing or photo2).Need quantitative value3).<After> needs to prevent same or similar problem beforehand4).Need to understand easily even by your wife, husband (or partner)
All BGs use the Spider Systemunder names of LOLA,
I-Know & Knowledge Mgt

38Propertyof Faurecia -Duplication prohibited
Lessons Learned: 2 examples
08/02/2006
BG/Div/Site: Detection Logistics
UAP/Line: Occurrence Internal
Author : Management Suppliers
What happened?
Plant:
Division:
BG's/Group:
Plant Geiselhöring
SMPG / Frames / Plant Geiselhöring
How has it been detected?
Potential Applicability
WHAT WE LEARNED
BEFORE AFTER
FACTORCONTROL POINT
(What to do?, how?, when?, who?)
ECE-R14 test
UAP 1 AU 716 2nd row
ECE-R14 test on rear seat 2nd row high variante NOK on fixed
SDS Validation Stadthagen and Design Engineering
Jan 24th 06
Faurecia Stadthagen / Validation
Relevant factors of ECE-R14 test
what: SDS Validation Stadthagen
how: ECE-R14 test
when: see crash-test schedule
who: SDS Validation Stadthagen
result crash test (COP)
LESSON LEARNED SHEET
SMPG /Frames-Div. / Geiselhöring Ty
pe
Application date :
UAP 1 / AU 716
Willibald Dimpfl
STANDARD / REACTION RULES
1 part
How many ?
Buckling of Boomerang door- and tunnelside
All materials inside drawing specifications
Materials in N.O.K validation ca. 10%-15% weaker
Seat is on the borderline between dynamic and static requirements
-
Parameters of materials are changing
-
Boomerang must absorb the energy in crash test
-
DIN allowed these changes
Boomerang must be weak to fullfill the dynamic specification
Who has detected it ?
Where has it been detected ?
WHAT IS THE CAUSE?WHAT WAS THE PROBLEM? (5W + 2H)
Why it is a problem?
When did it happen ?
The side members (bumerang) were deformed under laod
and so that horizontal displacement of the H-point was not
meeting specification
without additional wire
ET4448124 A
ZSB4448718 A
with additional wire
8.05.2006
BG/Div/Site: Detection Logistics
UAP/Line: Occurrence Internal
Author : Management Suppliers
What happened?
Plant:
Division:
BG's/Group:
Aplicable
N/A
N/A
Following NOK procedure countinously
NOK procedure audit for every employee
Every 3 months
Done by Quality Inspector
Confirmed in Training Records
"Confirm'"is when bad part is proceed by
operator according NOK procedure
"Not Confirm" is when it is not proceed
acurately
Potential Applicability
Workstation could have been reset by conventional key by
anyone who copied it.
Bucket position sensor allowes to start process even when
was out of order
Possible uncontrolled unscrew operation (quick rework)
Workstation can be reset only by electronic key which cannot be
copied without controll.
Bucket position sensor allowes to start process only when position
OK.
Unscrew operation not possible. This function is blocked in
screwdriver.
WHAT WE LEARNED
FACTORCONTROL POINT
(What to do?, how?, when?, who?)STANDARD / REACTION RULES
How many ?
1 piece
BEFORE AFTER
Where has it been detected ?
At Customer siteHow has it been detected?
Visually
WHAT WAS THE PROBLEM? (5W + 2H) WHAT IS THE CAUSE?Sensors NOK, Uncontrolled resetting
Gap between side member and crossmemberWhy it is a problem?
Wrong position of partsWhen did it happen ?
4.11.2005Who has detected it ?
Customer JCI Geel
SMPG, Wałbrzych Frames Ty
peWojciech Mazgis
Wojciech Mazgis
LESSON LEARNED SHEETApplication date :

39Propertyof Faurecia -Duplication prohibited
FAS

40Propertyof Faurecia -Duplication prohibited
FIS

41Propertyof Faurecia -Duplication prohibited
7 Quality basics in Development Evaluation form
NAME :_____________________________Session:_____________________________________
1 2 3 4
Introduction
Capitalization &
Transversalisation
Key Characteristics
FMEA
Strict control plans
Program QRQC
Validated Engineering
Changes
Functional milestones
& Progr Steering Com
& Gate Reviews
How to accelerate
Conclusion
Rating: 1 = Poor 2=Average 3=Good 4= Excellent
General Appraisal 1 2 3 4 Comments:
Value added of
the module Comments
Evaluation Form
to fill in

Key Characteristics & Strict Control Plans
Victor GARCIA PARRA
7 Quality Basics in 7 Quality Basics in 7 Quality Basics in 7 Quality Basics in DevelopmentDevelopmentDevelopmentDevelopment

43Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Capitalization &
Transversalization
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI

44Propertyof Faurecia -Duplication prohibited
Key Characteristics
Agenda
How to manage Key characteristics 20 mnHow to build a Control Plan 20 mnWorkshop 25 mnDebriefing 5mn

45Propertyof Faurecia -Duplication prohibited
X±y 1111
A±a B±b C±c D±d
“Slide”
“Sub-Assy”
Critical dimension “X” = S/R =
Which dimension is critical as well? => A, B, C, D or All ?
1111
Introduction

46Propertyof Faurecia -Duplication prohibited
X±y 1111
A±a B±b C±c D±d
“Assy”
• Objective: determine which dimensions are critical and which have to be kept under control!
• Use Tolerance Chain Management (TCM)
For an appropriate answer => apply Key Characteristics Management:
Introduction

47Propertyof Faurecia -Duplication prohibited
Reality is more complex
Introduction

48Propertyof Faurecia -Duplication prohibited
• Transform key customers requirements into a manageable list of key characteristics
• Drive focus on priorities during product & process development
• Allow early warning for non quality due to
capabilities not met on customers priorities
• Key characteristics management is a process which contributes to build an efficient control plan
Objectives
A±a B±b C±c D±d

49Propertyof Faurecia -Duplication prohibited
• Understand interactions between product and
process characteristics.
• Know guidelines to minimize the initial control size.
• Implement 3 step process to define & monitor Key
Characteristics.
How to manage “Key Characteristics”

50Propertyof Faurecia -Duplication prohibited
• Understand interactions between product and
process characteristics.
• Know guidelines to minimize the initial control size.
• Implement 3 step process to define & monitor Key
Characteristics.
How to manage “Key Characteristics”

51Propertyof Faurecia -Duplication prohibited
Characteristics
Product Characteristics
Process Characteristics
Need to be controlledto ensure minimized variation of product characteristics
* “Key Process Characteristics” = “Key Control Characteristics” / KCC
Product & Process Characteristics
Key Product Characteristics
KPCKPCKPCKPC
Product Product Product Product CharacteristicCharacteristicCharacteristicCharacteristicwhich affectswhich affectswhich affectswhich affects
21Non-Key Product
Characteristics
Key Control *Characteristics
KCC
Non-Key Control Characteristics
Process Process Process Process CharacteristicCharacteristicCharacteristicCharacteristicwhich affectswhich affectswhich affectswhich affects
21

52Propertyof Faurecia -Duplication prohibited
Measure Environment
MethodMaterial Manpower
Machine
KCC
KCCKCCKCC
KCC
KCC
KCCKCC KCC
EFFECTEFFECTEFFECTEFFECTCAUSECAUSECAUSECAUSE
KPC
Interactions between KPC & KCCs
Many KCCs factors can affect a KPC
=> e.g. changes in material can affect the KPC
Once KCCs are defined and in place, KPC checks may be reduced and performed during design or production validation
Ongoing control of KPC is required if KCCs are not determinedControl of KCCs will ensure that the variation of the related KPC is minimized

53Propertyof Faurecia -Duplication prohibited
EFFECTEFFECTEFFECTEFFECTCAUSECAUSECAUSECAUSE
Measure Environment
MethodMaterial Manpower
Interactions between KPC & KCCs
Machine
KPCH - Point
Humidity
Cushion foam density
SuspensionDeflection
Inspection measurement
Qualified operator
Training
Conditioning
Example : H-Point / Seat
D
Ch
S
G
H
MP
C
E
V
Y
Metrology hard &
software
MannequinTest Protocol

54Propertyof Faurecia -Duplication prohibited
• Understand interactions between product and
process characteristics.
• Know guidelines to minimize the initial control size.
• Implement 3 step process to define & monitor Key
Characteristics.
How to manage “Key Characteristics”

55Propertyof Faurecia -Duplication prohibited
PMS
Initial
Control
Size
Verification Pre-Series/
Series Production
Design
Series
Control
Size
KCC
KPC
KPC
KPC
KPC
KPC
KPC
KCC
KPC
KPC
KPCKPC
KCC
KCCKCC
KPC KPC KCC KCC KCC
KPC
KPC KPC
KPC
The series control size of KPC can be reduced or eliminated along the development phases as following:
1. KPC which is validated and fulfill the requirements in DV & PV (e.g. ECE,
FMVSS, etc) can be reduced to zero or few numbers of the “Continuous Compliance Testing” Requirements
2. KPC which can be controlled automatically through its KCC because
• Its process is stable (process variation is under controlled)
• Poka-Yoke is in place
3. KPC which needs to be controlled regularly because there is no related KCC or Poka-Yoke in place. The control size has to be defined accordingly.
“Control of Process Characteristics ( KCC) will ensure that the variation of the Product Characteristics is minimized”
Non Conformity Cost = ppm x called volume
Customer’s called volume
Initial
Control
Size
PMS
Verification Pre-Series/
Series Production
Design
Series
Control
Size
KCC
KPC
KPC
KPC
KPC
KPC
KPC
KCC
KPC
KPC
KPCKPC
KCC
KCCKCC
KPC KPC KCC KCC KCC
KPC
KPC KPC
KPC
Guidelines to minimize control size

56Propertyof Faurecia -Duplication prohibited
• Understand interactions between product and
process characteristics.
• Know guidelines to minimize the initial control size.
• Implement 3 step process to define & monitor Key Characteristics.
How to manage “Key Characteristics”

57Propertyof Faurecia -Duplication prohibited
Customer
Inquiry
Program
award
Customer
tool release
Customer
production
part approval
SOP
GR 3GR 3GR 3GR 3
GR 2GR 2GR 2GR 2
�
INVESTMENT
APPROVAL
GR 4GR 4GR 4GR 4
GR 1GR 1GR 1GR 1
GO / NO GO QUOTATION PROGRAM
DECISION CONFIRMATION
4 4 4 4 5555 3 3 3 3 2 a&b 2 a&b 2 a&b 2 a&b 1 1 1 1
Management decisions
Max 2 Months Min 3 Months Max 6 Months
SERIESSERIESSERIESSERIES
PRODUCTION PRODUCTION PRODUCTION PRODUCTION
PRODUCTION SET- UP & PRE-SERIES
PRODUCT & PROCESSPRODUCT & PROCESSPRODUCT & PROCESSPRODUCT & PROCESS
DESIGN & DEVELOPMEN DESIGN & DEVELOPMEN DESIGN & DEVELOPMEN DESIGN & DEVELOPMENTTTT
PROPOSAL PROPOSAL PROPOSAL PROPOSAL LAUNCH
3 step process
Non-KPCs
FIT FUNCTION
DRAWINGS
KPCKPCKPCKPC
PRODUCT CHARACTERISTICS
SPECS
RS
Step1 : Designate KPCs
KPC’s listCust. requirements (CtC)Warranty dataSuppliers concerns
Control PlansProcess Flow DiagramRecord KPCsRecord KCCs
INPUT
OUTPUT
Responsible: R&D Engineer
Support: Program/Acquisition Manager, PQL, Buyer, Supplier, Quality, Sales, Product Manager
Recommended Tools: FA, D-FMEA, TCM, FEA
C.t.C = Critical to customer lists, TCM = Tolerance Chain Management, FEA = Finite Element Analysis

58Propertyof Faurecia -Duplication prohibited
Customer
Inquiry
Program
award
Customer
tool release
Customer
production
part approval
SOP
GR 3GR 3GR 3GR 3
GR 2GR 2GR 2GR 2
�
INVESTMENT
APPROVAL
GR 4GR 4GR 4GR 4
GR 1GR 1GR 1GR 1
GO / NO GO QUOTATION PROGRAM
DECISION CONFIRMATION
4 4 4 4 5555 3 3 3 3 2 a&b 2 a&b 2 a&b 2 a&b 1 1 1 1
Management decisions
Max 2 Months Min 3 Months Max 6 Months
SERIESSERIESSERIESSERIES
PRODUCTION PRODUCTION PRODUCTION PRODUCTION
PRODUCTION SET- UP & PRE-SERIES
PRODUCT & PROCESSPRODUCT & PROCESSPRODUCT & PROCESSPRODUCT & PROCESS
DESIGN & DEVELOPMEN DESIGN & DEVELOPMEN DESIGN & DEVELOPMEN DESIGN & DEVELOPMENTTTT
PROPOSAL PROPOSAL PROPOSAL PROPOSAL LAUNCH DoE = Design of Experiment
3 step process
Non-KPCs
FIT FUNCTION
DRAWINGS
KPCKPCKPCKPC
PRODUCT CHARACTERISTICS
SPECS
RS
Step1 : Designate KPCs
PROCESS CONTROL PLAN
CONTROLKCCKPC
KPC
KCC
KCC KCC
KCC
Cause Effect
Step2 : Monitor KPCs,KCCs
KCC
KCC
S/R listFit & Function listProduct DrawingsIndustrial DrawingsProduct Specs.
Control PlansProcess Flow DiagramRecord KPCsRecord KCCs
Recommended Tools: P-FMEA, Process Flow Diagram, Control Plan, DoE,
Cause-Effect Diagram, Pareto Analysis, Capability Study
Responsible : PQL
Support : Program Manager, Supplier Quality, Validation Engineer, Proto
Lab, Plant Quality, R&D, Process Pilot, Plant Launch team (Launch Mgr.)
Input Output

59Propertyof Faurecia -Duplication prohibited
Customer
Inquiry
Program
award
Customer
tool release
Customer
production
part approval
SOP
GR 3GR 3GR 3GR 3
GR 2GR 2GR 2GR 2
�
INVESTMENT
APPROVAL
GR 4GR 4GR 4GR 4
GR 1GR 1GR 1GR 1
GO / NO GO QUOTATION PROGRAM
DECISION CONFIRMATION
4 4 4 4 5555 3 3 3 3 2 a&b 2 a&b 2 a&b 2 a&b 1 1 1 1
Management decisions
Max 2 Months Min 3 Months Max 6 Months
SERIESSERIESSERIESSERIES
PRODUCTION PRODUCTION PRODUCTION PRODUCTION
PRODUCTION SET- UP & PRE-SERIES
PRODUCT & PROCESSPRODUCT & PROCESSPRODUCT & PROCESSPRODUCT & PROCESS
DESIGN & DEVELOPMEN DESIGN & DEVELOPMEN DESIGN & DEVELOPMEN DESIGN & DEVELOPMENTTTT
PROPOSAL PROPOSAL PROPOSAL PROPOSAL LAUNCH
Action steps along PMS
Non-KPCs
FIT FUNCTION
DRAWINGS
KPCKPCKPCKPC
PRODUCT CHARACTERISTICS
SPECS
RS
Step1 : Designate KPCs
Reduction of Variation
VARIABLES CONTROL CHARTKCCKCCKCCKCC
Initial CP Series
KPC
KCC
KCCKCC KPCKPC
Step3 : Improve KPCs,KCCscontrols
PROCESS CONTROL PLAN
CONTROLKCCKPC
KPC
KCC
KCC KCC
KCC
Cause Effect
Step2 : Plan & Apply control system KPCs,KCCs
KCC
KCC
1st :Designate KPCs during the ph.1 & 2
- Design team collects input data/Lessons learned
of relevant characteristics, e.g. customer KPC list, Spec.,
C.t.C, Warranty, supplier concerns,…
- Define KPCs, Non-KPCs of designed product
- The respective program team members (R&D, PQL, Buyer, …)
identify the S/R or Fit/Function
2nd:Plan & Apply control systems KPCs/KCCs during the ph. 2 & 3
- Each KPC’s related KCCs are determined (shown in cause-effect diagram)
- Planning ways to control KCCs or KPCs if no related KCCs are identified
- Record the tests results (dimension, functional, …)
3rd :Improve KCCs controls during the ph. 3&4 (&5)
- Planning methods for reducing the variation within the targeted value
- Monitoring the results
- Maintain/improve control plan size & frequency
Customer
Inquiry
Program
award
Customer
tool release
Customer
production
part approval
SOP
GR 3GR 3GR 3GR 3
GR 2GR 2GR 2GR 2
�
INVESTMENT
APPROVAL
GR 4GR 4GR 4GR 4
GR 1GR 1GR 1GR 1
GO / NO GO QUOTATION PROGRAM
DECISION CONFIRMATION
4 4 4 4 5555 3 3 3 3 2 a&b 2 a&b 2 a&b 2 a&b 1 1 1 1
Management decisions
Max 2 Months Min 3 Months Max 6 Months
SERIESSERIESSERIESSERIES
PRODUCTION PRODUCTION PRODUCTION PRODUCTION
PRODUCTION SET- UP & PRE-SERIES
PRODUCT & PROCESSPRODUCT & PROCESSPRODUCT & PROCESSPRODUCT & PROCESS
DESIGN & DEVELOPMEN DESIGN & DEVELOPMEN DESIGN & DEVELOPMEN DESIGN & DEVELOPMENTTTT
PROPOSAL PROPOSAL PROPOSAL PROPOSAL LAUNCH
Non-KPCs
FIT FUNCTION
DRAWINGS
KPCKPCKPCKPC
PRODUCT CHARACTERISTICS
SPECS
RS
Step1 : Designate KPCs
PROCESS CONTROL PLAN
CONTROL
KCC
KPC
KPC
KCC
KCC KCC
KCC
Cause
Effect
Step2 : Monitor KPCs,KCCs
KCC
KCC
Control PlansProcess Flow DiagramRecord KPCsRecord KCCs
InstructionsControl records
Responsible : Plant Launch Team Leader (Launch Manager)
Support : Program Manager, Plant Manager, PQL, Supplier Quality, Plant Quality, Process Pilot
Recommended Tools: DoE, SPC, DVP&R, P-FMEA, Control Plan, QRCI, QSE, R@R
DoE = Design of Experiment, SPC = Statistical Process Control, DVP&R = Design Verification Plan & Report,
QRCI = Quick Reaction Quality Control, R@R = Run at Rate
INPUT
OUTPUT
Reduction of Variation
VARIABLES CONTROL CHARTKCCKCCKCCKCC
Initial CP
Series
KPC
KCC
KCCKCC KPCKPC
Step3 : Improve KPCs,KCCscontrols

60Propertyof Faurecia -Duplication prohibited
Key Messages: Key Characteristics:
• Improves better understanding of customer
requirements
• Helps to focus on product & process priorities to
reduce & permits control size reduction
• Allows early warning on capabilities not met &
prevents S/R issues in the field & customer recalls
• Can ensure robust designs
Is a prerequisite to define efficient control plans

61Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Capitalization &
Transversalization
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI

62Propertyof Faurecia -Duplication prohibited
Key Characteristics
Agenda
How to manage Key characteristics 20 mnHow to build a Control Plan 20 mnWorkshop 25 mnDebriefing 5mn

63Propertyof Faurecia -Duplication prohibited
Introduction: Session Objectives
� Ensure a Global Understanding of Control Plans
� Improve the Content and Execution of Control Plans
� Clarify the Contribution of each Function
� Be aware of incurred risks if not properly deployed and applied

64Propertyof Faurecia -Duplication prohibited
Bad Control Plan can kill People!
Renault Vel SatisRenault Vel SatisRenault Vel SatisRenault Vel Satis
Red alert NOK COP test Field campaign
Aug/2003:
16 cars NOK/400 in the field.
RootRootRootRoot cause cause cause cause
1. Why: IP insert broken
2. Why: Material brittel
3. Why: NOK glass fiber and PU rate
4. Why: Not checked at OK first part
5. Why: Not a KPC (absent in drawing & control plan)

65Propertyof Faurecia -Duplication prohibited
Introduction: Control Plan Objectives
� Protect Internal & External Customers (Safety / Fit & Finish / Function)
� Efficiently ensure Product Conformity in spite of Supplier and Process Variability,
� Define Reaction Rules in case of deviations
� Reduce Variability

66Propertyof Faurecia -Duplication prohibited
• Written Description of Activities for Process ControllingWritten Description of Activities for Process ControllingWritten Description of Activities for Process ControllingWritten Description of Activities for Process Controlling
• List of Planned Tasks to be applied by Defined Responsible PeoplList of Planned Tasks to be applied by Defined Responsible PeoplList of Planned Tasks to be applied by Defined Responsible PeoplList of Planned Tasks to be applied by Defined Responsible People e e e (Operators, GAP Leaders, Maintenance, Quality, Lab (Operators, GAP Leaders, Maintenance, Quality, Lab (Operators, GAP Leaders, Maintenance, Quality, Lab (Operators, GAP Leaders, Maintenance, Quality, Lab …………) to ensure Product ) to ensure Product ) to ensure Product ) to ensure Product ConformityConformityConformityConformity
=> Who does what, when, where and why ?=> Who does what, when, where and why ?=> Who does what, when, where and why ?=> Who does what, when, where and why ?
• Control Plan lists all Process Parameters and Product CharacteriControl Plan lists all Process Parameters and Product CharacteriControl Plan lists all Process Parameters and Product CharacteriControl Plan lists all Process Parameters and Product Characteristics stics stics stics that require Specific Quality Actions that require Specific Quality Actions that require Specific Quality Actions that require Specific Quality Actions
⇒ 3 levels exist according to the Programs Phases3 levels exist according to the Programs Phases3 levels exist according to the Programs Phases3 levels exist according to the Programs Phases
Introduction: Control Plan Definition
Prototype Control
Plan
Pre-Production
Control Plan
Production Control
Plan
5PRODUCTION
4LAUNCH
GR4GR3
1ACQUISITION
2ADESIGN
2BDESIGN
VERIFICATION
3PRODUCTION
SET-UP
GR1 GR2BGR2A

67Propertyof Faurecia -Duplication prohibited
Prototype Control Plan Layout
0p 1 0p 2Suppliers
�100% Visual Inspection & Measurement of Key Characteristics @ Supplier & Faurecia Locations
Prototype Phases PT
100% KC
Measurement
100%
Visual Inspection
•100% Visual Inspection
•100% Measurement on
Key Characteristics
0p 3 Customer
Internal & External
Customer Satisfaction
Prototype Shop
�Complete Design Validation Plan�Initiate Production Validation Plan

68Propertyof Faurecia -Duplication prohibited
Pre-Production Control Plan Layout
PTTarget: achieve 15 Ppm & 100% Efficiency @ SOP
0p 1 0p 2 0p 3Final
InspectionSupplier
�Quality Wall @ Supplier & Faurecia Locations
Sorting of BOP on selected Key Characteristics
Quality Wall
Quality Wall
Sorting of Finished Goods on selected Key Characteristics
Incoming
Goods
Inspection
Manufacturing Plant
Customer
Internal & External
Customer Satisfaction
No Non-Conformity on Critical Characteristics allowed on Saleable Cars
S
R
�Incoming Goods Inspection
� Higher Frequency & Sampling Size on Key Characteristics Monitoring� Initiate SPC on Key Characteristics� Complete Production Validation Plan

69Propertyof Faurecia -Duplication prohibited
Production Control Plan Layout
Final Inspection
0p 1 0p 2 0p 3
�Adjust Frequency & Sampling Size on Key Characteristics monitoring according to Product & Process Variability�Drive Continuous Improvement through SPC on Key Characteristics�Product Audit�Lessons Learned to Programs
Target: achieve 15 Ppm & 100% Efficiency @ SOP
Supplier
BOPdelivered in
Self-Certification Status
Manufacturing Plant
Customer
Internal & External
Customer Satisfaction

70Propertyof Faurecia -Duplication prohibited
Process is stable
Could be checked by sampling
with basic rules:
Need 100% check for
Key Control Characteristics
<Rule 1> : Suspected lot must be checked 100% with traceability
OK OK OK
OK OK NOK
OK OK OK
Time
OK Lot Suspected Lot
100% check
Yes
No
<Rule 2> : SPC control with action rule
UPR limit
Action limit
Nominal
Action limit
LWR limit
X
X X
X
ACTION !!
�Clear decision rules
How to apply Control Plan ? (Sample Check)
Natural Process Limits
Natural Process Limits

71Propertyof Faurecia -Duplication prohibited
Parts name (process : final check)
N° Check point By Frequency Criteria If not OK
1 Deformation Visual 100% OK - NOK sample Repair
2 Dimension A Micro meter 1/120 + 0,2 mm Scrap
3 Dimension B Gauge 100% Go - No go gauge Scrap
4 ... ... ... ... ...
5 ... ... ... ... ...
6 ... ... ... ... ...
7 ... ... ... ... ...
8 ... ... ... ... ...
9 ... ... ... ... ...
10 ... ... ... ... ...
4
2
3
1
5
9
10
78
6
Maxi 10 Points to be Checked per Work Station
How to apply Control Plan ? (Instructions Sheet)
Pictures or Schemesto position the Criteria
Clear Decision RulesNo Subjective Criteria

72Propertyof Faurecia -Duplication prohibited
Control Plan – Good Practices
Pre-Production CP
Production CP
Reaction Rulesdefined
Higher SamplingSize
Key Characteristicsdefined with
Nominal + Tolerances

73Propertyof Faurecia -Duplication prohibited
Responsibilities
Plant ManagerPlant ManagerPlant ManagerPlant ManagerProgram Manufacturing LeaderProgram Manufacturing LeaderProgram Manufacturing LeaderProgram Manufacturing Leader
+ Plant Quality Manager+ Plant Quality Manager+ Plant Quality Manager+ Plant Quality ManagerProduction Control Production Control Production Control Production Control
PlanPlanPlanPlan
Program ManagerProgram ManagerProgram ManagerProgram ManagerPlant ManagerPlant ManagerPlant ManagerPlant Manager
Program Manufacturing Program Manufacturing Program Manufacturing Program Manufacturing Leader+ Program Quality Leader+ Program Quality Leader+ Program Quality Leader+ Program Quality
Leader +Leader +Leader +Leader +Plant Quality ManagerPlant Quality ManagerPlant Quality ManagerPlant Quality Manager
PrePrePrePre----Production Production Production Production Control Control Control Control PlanPlanPlanPlan
Program ManagerProgram ManagerProgram ManagerProgram ManagerProduct Development LeaderProduct Development LeaderProduct Development LeaderProduct Development Leader+ Program Quality Leader+ Program Quality Leader+ Program Quality Leader+ Program Quality Leader
Prototype Control Prototype Control Prototype Control Prototype Control PlanPlanPlanPlan
ValidatorValidatorValidatorValidatorActorActorActorActor
� Program Managers and Plant Managers are responsible for the strict application of the Control Plans
� Control Plan is the “Safety Belt” to protect us about “Past Quality Concerns”

74Propertyof Faurecia -Duplication prohibited
How to write a control plan ?
General Information
Process / Tools
Description
KPC KCCTo be Monitored
Checking / Monitoring
MethodsReaction Rules
Product characteristics only:-dimension,-appearance,-function,-part number-physical & chemical properties (temperature, fiber glass content, porosity, crack, adhesion, etc.)
Process parameters only:-temperature-pressure-velocity-torque-force-handling-positioning-labeling-scanning-packaging-etc.
Poka-yoke identification nber

75Propertyof Faurecia -Duplication prohibited
Built production control plan related to Built production control plan related to Built production control plan related to Built production control plan related to shoot channel 8 nuts screwing shoot channel 8 nuts screwing shoot channel 8 nuts screwing shoot channel 8 nuts screwing operation :operation :operation :operation :
Documents provided:Documents provided:Documents provided:Documents provided:
� DrawingDrawingDrawingDrawing
� KPC/KCC Ishikawa diagramKPC/KCC Ishikawa diagramKPC/KCC Ishikawa diagramKPC/KCC Ishikawa diagram
� DFMEA/PFMEADFMEA/PFMEADFMEA/PFMEADFMEA/PFMEA
� SR fastening mandatory pointsSR fastening mandatory pointsSR fastening mandatory pointsSR fastening mandatory points
� Blank control plan formatBlank control plan formatBlank control plan formatBlank control plan format
Share by table conclusionsShare by table conclusionsShare by table conclusionsShare by table conclusions
Workshop : Practical exemple (30’)

76Propertyof Faurecia -Duplication prohibited
EFFECTEFFECTEFFECTEFFECT
Interactions between KPC & KCCsProposed answer
Example : Chute channel assembly
to Airbag Flap Reinforcement
CAUSECAUSECAUSECAUSE
Measure Environment
MethodMaterial Manpower
Machine
KPCTorque (6+/-1 Nm)
Torque & angle Calibration
Dirt or painting free
Poka Yokepart blocked at Torque Station
S/R rules Faurecia (eg : 2
remaining threads / stud
…)
Nut Alloy
Backup procedure if Poka Yoke Inoperative
Speed / Angle / Torque ramp-up
programming method
Training
Torque range
Grease free
Ergonomics(tools angle, overview, ...)
Stud Alloy
Maintenance
Self-locking nut P/N
Screwdriver accuracy in acc. with torque.

77Propertyof Faurecia -Duplication prohibited
T5 Airbag shoot channel assemblycontrol plan
Prototype Pre-launch Production
Key Contact / Telephone
Demmy Yoosuf / 0044 7787 516731
Signature (Quality) Date (Original)
12/03/03
Date (Revision) 17/03/2005
Part Number / Latest Change Level
FAB500150XXX (LHD NoNav), FAB500140XXX (RHD NoNav)
FAB500160XXX (RHD Nav), FAB500170XXX (LHD Nav)
Core Team D. Yoosuf, T. Giraud, L. David, Richard Cornick Stephane Beaupere, Michael Levasseur, Fadel Wade, , Manuel Ventura, Dave Herrington
Customer Engineering Approval / Date (If Required)
28/11/03
Part Name / Discription
TOPPER PAD ASSY NO NA V & NO NAV LH&RH
Supplier / Plant Approval / Date
Customer Quality Approval / Date (If Required)
28/11/03
Supplier / Plant
Faurecia / FRADLEY
Supplier Code CXVNA
Other Approval / Date (If Required)
Other Approval / Date (If Required)
Part/ Process Name/ Machine, Device Characteristics
Specia Product / Process Evaluation/ Sample
Control Reactio Resp.
Process Number
Operation Description Jig, Tools for Mfg. No. Product Process Char.
Class.
Specifications / Tolerance Measurement Technique
Size Frequence Method Plan

78Propertyof Faurecia -Duplication prohibited
300 Assembly Line - Post-Welding
300Fixation of Airbag Chute to
Topper Pad Assembly
Georges Renault Driver
System1 - Torque CC 6NM +/- 1NM
Screw driver with
inbuilt torque
transducer
1 Shift Start Up
a) Follow Poka Yoke validation
Instruction
b) Record results on Poka Yoke
validation record sheet
c) Record on start up sheet set & actual
torque for 1st off part
300Fixation of Airbag Chute to
Topper Pad Assembly
Georges Renault Driver
System2 - Torque CC 6NM +/- 1NM
Screw driver with
inbuilt torque
transducer
1 Every Part a) Automated check.
310 Traceability Recording Scanner, Manual backup 3
Airbag Chute
Batch, Chute
fixation nuts
batch number
- CC
Critical components
are traceable to
manufacturing batch
Recorded
electronically or
manually held
logs
1 Every Parta) Follow Standard Operation
FIS-F-PS-241/EN V2
a) Record batch information on manual
traceability sheets.
a) Inform GAP Leader & Supervisor if
Poke Yoke system fails.
b) Inform maintenance to rectify
problem.
a) Inform GAP Leader & Supervisor if
Poke Yoke system fails part.
b) Inform maintenance to rectify
problem.
c) Backup driver to be used if original
cannot be repaired otherwise stop
production.
T5 Airbag chute channel assemblycontrol plan
…and additionally , electrical fastener initial torque calibration and then …regular checking !

79Propertyof Faurecia -Duplication prohibited
Key Messages
� Control Plan is a living document!� Continuously upgraded
� Information should be shared
� Control Plan is a contractual document!
� Strict application is mandatory� Any deviation or modification must be submitted to
Customer before release
� Control Plan is a confidential document!
� Control Plan is requested also from our Suppliers!

80Propertyof Faurecia -Duplication prohibited
7 Quality basics in Development Evaluation form
NAME :_____________________________Session:_____________________________________
1 2 3 4
Introduction
Capitalization &
Transversalisation
Key Characteristics
FMEA
Strict control plans
Program QRQC
Validated Engineering
Changes
Functional milestones
& Progr Steering Com
& Gate Reviews
How to accelerate
Conclusion
Rating: 1 = Poor 2=Average 3=Good 4= Excellent
General Appraisal 1 2 3 4 Comments:
Value added of
the module Comments
Evaluation Form
to fill in

81Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Agenda
7:45 Welcoming coffee
8:00 Opening comments J.M. Renaudie
8:20 Introduction K.Sato
8:35 Capitalization & Tranversalization K.Sato
9:00 Key Characteristics & Strict Control Plans V.Garcia Parra
10:10 FMEA PL.Soula
11:10 Break
11:25 Validated Engineering Changes E.Jacquot
12:05 Lunch
12:45 Program QRCI J.Burke
15:45 Break
16:00 Functional Milestones & Gate Reviews PL.Soula
16:55 Conclusion K.Sato
17:00 End

FMEA Training ModuleFMEA Training ModuleFMEA Training ModuleFMEA Training Module
Paul-Louis SOULA

83Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Capitalization &
Transversalization
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI

84Propertyof Faurecia -Duplication prohibited
1. Reasons for FMEAs
2. Objective of FMEAs
3. Types of FMEAs
4. How to build a Design FMEA
5. How to build a Process FMEA
6. Workshop
Failure Mode and Effect Analysis

85Propertyof Faurecia -Duplication prohibited
1. No product poka yoke ; estimated nonnecessary by mechanisms 2. New operator (2 days of experience) without the good sensibility
D5 - Root Causes of Occurrence
In stall ation o f the han dle b ar
Gu iding at 22°5
Sl ide
Fema le pro file
Male profile
Loc k
Red Alert with Customer impact
nov- 09
BG/D iv/Site : Detection Lo gistics
UAP/Line: Occu rrence Internal
Author : Management Supp liers
WHAT IS THE CAUSE?WHAT WAS THE PROBLEM? (5W + 2H)
Why it is a problem? No-relocking of one of the 2 slides.
What happened? Bad hafting of the handle bar inside the slide :
handle bar assembly inside the leg for recall of the handle bar.
When did it happen ? Detected the 29th Apr il of 2009.
Created the 24th April of 2009 at 12AM07.
CRITERIA
How m any ? 1 case
Possibility to assembly the handle bar in the slides but in a
bad position in the slide's locking spring.
Where has it been detected ? Detected dur ing tr iming of the seat in
Who has detected it ? Detected by operator in SOTEXO.
LESSON LEARNED SHEET
Nog en t s ur Ve rn iss on Ty
pe
Applica tion da te :
Qua li ty De part
Alla n GOURET
Assembly in the good hole of the slide's locking spring
Product poka yokeImpossibility of assembling the handle bar in
another hole that necessary to it s function
How has it been detected? Detected during triming of the seat : not
WHAT WE LEARNED
BEFORE AFTER
ITEM (Control Factor) METHOD
Possibility to put the handle bar in this hole of the locking spr ingNew design of the locking spring with adding
of a product's poka-yoke
D4 - Root Causes of Non-Detection
No specific inspection concerning this point in the control plan and FMEA cotation at 32.1. Assembly of the handle bar without visibility2. FMEA Gravity at 8 : Missing of hierarchisation at 1 on the drawing and preconisation from Flers3. FMEA detection and occurence at 2 : No case before this one.4. Detection : potentialy sensitive but depending of the operator
D:\maniae\A Perso\SRC\Alertes Qualité\X95\JR95\Mauvais ass palonnier glissières \Préco montage palonnier.pdf
D:\maniae\A Perso\SRC\Alertes Qualité\X95\JR95\Mauvais ass palonnier gliss ières\Workshop R ed alerts JR-K95 JL Daudon 2009-05-07.ppt
Defect: No-relocking of one of the 2 slides. Bad hafting of the handle bar inside the slide : handle bar assembly inside the leg for recall of the handle bar.
9700 slides checked out of which2000 vehicles checked at customer place

86Propertyof Faurecia -Duplication prohibited
Background
Application date : 26-oct DesignBG/Div/Site: SMPG Nompatelize Process Link to AMSUAP/Line: Backrest T7 Mix OK/NOKAuthor : T.Delattre/A.Moussaïd Testing
Supplier
SR Alert Re-Occurrence prevention Memo # 6442
6442
WHAT WAS THE PROBLEM? (5W + 2H) Cause
NC freeplay on backrest and potential recliner
unlcking.
36 NC parts segregated on July 12th by resident
at customer PSA during function test.
Unclear definition of cable tension neither
efficient tool to set it right (gap setting)
Not OK (Before) OK (After)
No clear instruction for the operator who was
left alone to decide correct fitting
Gages in place to garantee repeatable cable and
recliner positionning as well as proper cable
tension
Consequently the backrest was partially unlocked and there was
a noticeable freeplay
D 5 Root cause of non conformance D 5 Root cause of non conformance D 5 Root cause of non conformance D 5 Root cause of non conformance
The backrest unlocking cable was set up too short.
Control method was not defined with clear criteria
Risk was wrongly evaluated during FMEA Study and no precise
action was defined to prevent defect to be stopped
D 4 Root cause of non DetectionD 4 Root cause of non DetectionD 4 Root cause of non DetectionD 4 Root cause of non Detection
Defect detected during
Preproduction, 405 seats
checked at customer

87Propertyof Faurecia -Duplication prohibited
87
Before to start…
At which stage of the PMS
should be performed:
A Design FMEA ?
A Process FMEA ?
1 1 1 1 ProposalProposalProposalProposal
2A 2A 2A 2A DesignDesignDesignDesign
3 3 3 3 Production Production Production Production SetSetSetSet----upupupup
4 4 4 4 LaunchLaunchLaunchLaunch
5 S5 S5 S5 Sééééries ries ries ries ProductionProductionProductionProduction
2B 2B 2B 2B Design Design Design Design
VerificationVerificationVerificationVerification

88Propertyof Faurecia -Duplication prohibited
continuus
continuusupdating
updating
FMEA: At what stage of PMS ?
1 1 1 1 ProposalProposalProposalProposal
2A 2A 2A 2A DesignDesignDesignDesign
3 3 3 3 Production Production Production Production SetSetSetSet----upupupup
4 4 4 4 LaunchLaunchLaunchLaunch
5 S5 S5 S5 Sééééries ries ries ries ProductionProductionProductionProduction
2B 2B 2B 2B Design Design Design Design
VerificationVerificationVerificationVerification
FUNCTIONAL FUNCTIONAL FUNCTIONAL FUNCTIONAL AnalysisAnalysisAnalysisAnalysisKPC (Key Product KPC (Key Product KPC (Key Product KPC (Key Product CharacteristicsCharacteristicsCharacteristicsCharacteristics) ) ) ) identifiedidentifiedidentifiedidentified from customer Requirements
Product and Process Product and Process Product and Process Product and Process FMEAsFMEAsFMEAsFMEAs review and feed back
Production Control Plan Production Control Plan Production Control Plan Production Control Plan ImplementedImplementedImplementedImplementedLessonsLessonsLessonsLessons learnedlearnedlearnedlearned
ProcessProcessProcessProcess FMEAFMEAFMEAFMEA completedPrePrePrePre----Production Control Plan Production Control Plan Production Control Plan Production Control Plan ImplementedPVP tests PVP tests PVP tests PVP tests resultsresultsresultsresults successfulMass Production Trial Mass Production Trial Mass Production Trial Mass Production Trial SuccessfulProcessProcessProcessProcess CapabilityCapabilityCapabilityCapability achieved
Product FMEAProduct FMEAProduct FMEAProduct FMEA initiation
KPC KPC KPC KPC listlistlistlist completed
Expert/Designer Expert/Designer Expert/Designer Expert/Designer suppliers product KPCs identified on 2D and BOM
ProcessProcessProcessProcess FMEA FMEA FMEA FMEA initiation
KCC List KCC List KCC List KCC List identified
Product FMEAProduct FMEAProduct FMEAProduct FMEA completed
Expert/Designer Expert/Designer Expert/Designer Expert/Designer supplierssupplierssupplierssuppliers KPCsKPCsKPCsKPCs validated
KPC/KCC KPC/KCC KPC/KCC KPC/KCC includedincludedincludedincluded in Pre-production control plan
BOPsBOPsBOPsBOPs, tools, gauges, , tools, gauges, , tools, gauges, , tools, gauges, equipmentsequipmentsequipmentsequipments ordered

89Propertyof Faurecia -Duplication prohibited
FMEA Objectives
1.1.1.1. Reduce risks related to the Product and the Reduce risks related to the Product and the Reduce risks related to the Product and the Reduce risks related to the Product and the process definition and improve reliability and be process definition and improve reliability and be process definition and improve reliability and be process definition and improve reliability and be documenteddocumenteddocumenteddocumented
2.2.2.2. Drive focus on priorities (Safety, reliability and Drive focus on priorities (Safety, reliability and Drive focus on priorities (Safety, reliability and Drive focus on priorities (Safety, reliability and functionality) during product & process functionality) during product & process functionality) during product & process functionality) during product & process development after criticality rankingdevelopment after criticality rankingdevelopment after criticality rankingdevelopment after criticality ranking
3.3.3.3. Identify the key needed verifications during the Identify the key needed verifications during the Identify the key needed verifications during the Identify the key needed verifications during the product/process development phase and during product/process development phase and during product/process development phase and during product/process development phase and during the production cyclethe production cyclethe production cyclethe production cycle
4.4.4.4. ReduceReduceReduceReduce costscostscostscosts and and and and DevelopmentDevelopmentDevelopmentDevelopment timetimetimetime
5.5.5.5. DDDD----FMEAsFMEAsFMEAsFMEAs and Pand Pand Pand P----FMEAsFMEAsFMEAsFMEAs are the links between are the links between are the links between are the links between Key Characteristics and Control PlansKey Characteristics and Control PlansKey Characteristics and Control PlansKey Characteristics and Control Plans
Risks

90Propertyof Faurecia -Duplication prohibited
FMEA Definitions
Failure Mode & Effect Analysis
� The FMEA is a preventive analysis toolFMEA is a preventive analysis toolFMEA is a preventive analysis toolFMEA is a preventive analysis tool aimed at reducing risk during reducing risk during reducing risk during reducing risk during definition and validation of the Product and the Process designsdefinition and validation of the Product and the Process designsdefinition and validation of the Product and the Process designsdefinition and validation of the Product and the Process designs against a functional specification. It is a way of improving product reliability
� The Design FMEADesign FMEADesign FMEADesign FMEA identifies potential failures of the product design potential failures of the product design potential failures of the product design potential failures of the product design during the complete life cycle of the productduring the complete life cycle of the productduring the complete life cycle of the productduring the complete life cycle of the product ( part manufacturing, subcomponents assembly, part handling, car assembly, final customer use, product end of life etc…) It applies to all products designed by and for Faurecia.
After program is completed, the Design FMEA is updated every time there is a change in product design that could affect the validation of the product.
� The Process FMEAProcess FMEAProcess FMEAProcess FMEA identifies potential failures of the product due to the potential failures of the product due to the potential failures of the product due to the potential failures of the product due to the manufacturing processmanufacturing processmanufacturing processmanufacturing process from raw material transformation up to customer use i.e. subcomponent manufacturing ( press, injection, machining etc…), subcomponents assembly, transportation, part handling, car assembly etc… It applies to all products manufactured inside or outside Faurecia.
After program is completed, the process FMEA is updated every time there is a change in product or process that could affect quality of the product.
Ref: FAU-S-DSG-3040

91Propertyof Faurecia -Duplication prohibited
REDUCE THE COST OF MODIFICATIONS
Drawing
modifications
Toolingmodifications
Slide version 02

92Propertyof Faurecia -Duplication prohibited
The FMEA Types and Teams
Design-FMEA(Product-FMEA)
Process-FMEA
Object When
Product(System, Component)
Responsible
Starts at End of Concept Phase
Product Designengineer or
System architect
Production process After first process definition
Process & Tool Engineer
Design-FMEA Team
QualityProduct
Design
Validation
Process
Engineering
Support
Functions
Teams
People with experience
Process-FMEA Team
QualityProduct
Design
Manufacturing
Process
Engineering
Support Functions

93Propertyof Faurecia -Duplication prohibited
How to perform a FMEA
FMEA Number:
FMEA Date:Design
FMEAType of vehicle or device : FAU-f-DSG-4040/en Drawing reference : Updated on :
Product : Engineering level/index: PILOT-leader :
Line and Plant (PFMEA) : Part or Device or Item : Life situation (DFMEA):
MODE Prevention Detection N° Description S O D RPN S O D RPN
Class can be S/R ( or "1") or "2" (function) or no value S : Severity D : Detectability O : Occurence RPN : Risk Priority Number
D-FMEA or P-FMEA
RP
N
Dete
cti
on
Recommended Corrective Actions
EFFECT
POTENTIAL FAILURE
Se
ve
rity
KC
C n
b
KP
C n
b
Oc
cu
r-
ren
ce
N°Process Step
definition(PFMEA)
Product Function
definition studied(DFMEA) C
las
s
Potential Cause of
failure
Design validation (D-FMEA)
Process controls (P-FMEA) Responsible
RPN checked after
actions implementedTarget completion
dateAction taken
Forecasted new RPN
DESIGN PROCESS
1- Product function (DFMEA)or Process step (PFMEA)
2- Potential failure Mode3- Potential Effect4- Severity
1- Potential cause of failure + occurence2- Key Characteristics number3- Design Validation (DFMEA)4- Process control (PFMEA) + Detection5- RPN calculation 1- Recommended Corrective Actions
2- Responsible & target date3- Action taken4- Forecasted RPN5- RPN checked after actions implemented

94Propertyof Faurecia -Duplication prohibited
1st Step: Identify Failure mode (1/2)
Type of vehicle or device : FAU-f-DSG-4040/en
Product :
Line and Plant (PFMEA) : Part or Device or Item :
MODE KP
C n
b
N°Process Step
definition(PFMEA)
Product Functiondefinition studied
(DFMEA) Cla
ss
EFFECT
POTENTIAL FAILURE
Se
ve
rity
D-FMEA or P-FMEA
1- Which function to study (DFMEA)(for each life situation)
2 - What can go wrong?- No function- Partial/over function or degraded over time
- Intermittent function- Unintended function
3 - What are the worst effectsfor each failure mode? 4 – How bad is it ?
Identify a severity rating

95Propertyof Faurecia -Duplication prohibited
“S” : SEVERITY GRADING CHART (Design and Process)

96Propertyof Faurecia -Duplication prohibited
Drawing reference :
Engineering level/index:
Life situation (DFMEA):
Prevention Detection
Design validation (D-FMEA)Process controls (P-FMEA)
Oc
cu
r-
ren
cePotential Cause of
failure RP
N
De
tec
tio
n
KC
C n
b
DESIGN PROCESS
3- The actions already performed during Product design Prevention: Which checks have been made or standards used
in order to make the design more robustDetection: Which checks or tests are currently included
in the DVP design validation plan
1- Identify the associated cause (first level and root)
2- The estimated occurrence
2nd step: Evaluate Root cause and Current Controls (1/2)
4- Detection rating: How confindent are wewith current definition of the DVP to detecta potential defect
5- RPN calculation
DFMEA

97Propertyof Faurecia -Duplication prohibited
1st Step: Identify Failure mode (2/2)
Type of vehicle or device : FAU-f-DSG-4040/en
Product :
Line and Plant (PFMEA) : Part or Device or Item :
MODE KP
C n
b
N°Process Step
definition(PFMEA)
Product Functiondefinition studied
(DFMEA) Cla
ss
EFFECT
POTENTIAL FAILURE
Se
ve
rity
D-FMEA or P-FMEA
1- Which process to study (PFMEA)
2 - What can go wrong?See below types of defects(for function consider degradedor intermittent due to process)
3 - What are the worst effectsfor each failure mode?
4 – How bad is it ? Identify a severity rating?Is it a KPC ?

98Propertyof Faurecia -Duplication prohibited
“O” : OCCURRENCE GRADING CHART (Design & Process)

99Propertyof Faurecia -Duplication prohibited
“D” : DETECTION GRADING CHART (Design)

100Propertyof Faurecia -Duplication prohibited
Drawing reference :
Engineering level/index:
Life situation (DFMEA):
Prevention Detection
Design validation (D-FMEA)Process controls (P-FMEA)
Oc
cu
r-
ren
cePotential Cause of
failure RP
N
De
tec
tio
n
KC
C n
b
DESIGN PROCESS
3- The actions already performed during Process design Prevention: Which controls are included in the process in order
to reduce the defect to occur
Detection: Which controls are included in the process in order
to detect the defect when it occurs
1- Identify the associated cause (first level and root)
2- The estimated occurrence
2nd step: Evaluate Root cause and Current Controls (2/2)
4- Detection rating: How confindent are wewith current definition of the Process todetect a potential defect
5- RPN calculation
PFMEA
KCC identified as a contributorto achieve the KPC

101Propertyof Faurecia -Duplication prohibited
“D” : DETECTION GRADING CHART (Process)
If a later operation (same plant) can stop a defect like a double visual check, rating could be reduced by 1

102Propertyof Faurecia -Duplication prohibited
Risk priority number ( or RPN)
RPN= : RPN= : RPN= : RPN= : SSSS x x x x OOOO x x x x DDDD
Slide version 02
Probability that the Probability that the Probability that the Probability that the cause/mode will cause/mode will cause/mode will cause/mode will
occuroccuroccuroccur
Probability that Probability that Probability that Probability that it won't be it won't be it won't be it won't be detecteddetecteddetecteddetected
Severity or Severity or Severity or Severity or Probability that Probability that Probability that Probability that the failure will be the failure will be the failure will be the failure will be
seriousseriousseriousserious

103Propertyof Faurecia -Duplication prohibited
FMEA Number:
FMEA Date:
Updated on :
PILOT-leader :
N° Description S O D RPN S O D RPN
Responsible
RPN checked after actions implementedTarget completion
dateAction taken
Forecasted new RPNRecommended Corrective Actions
4- When action has been taken ( if action is different from initial, please mention it)
5- New RPN after actions are implementedIs action sufficient ?
3- Forecasted new RPN Action taken ? Is action sufficient ?
What can be done for - Design changes, - Standard changes,- Process changes- Special controls ?
3rd step: Corrective Actions
1- Recommended Corrective Actions for Prevention and Detection:
2- Responsible & target date

104Propertyof Faurecia -Duplication prohibited
PREVENTIVE ACTIONS
Once critical failures are identified preventive or corrective Once critical failures are identified preventive or corrective Once critical failures are identified preventive or corrective Once critical failures are identified preventive or corrective actions are decided for the actions are decided for the actions are decided for the actions are decided for the highehighehighehighesssst t t t RPNsRPNsRPNsRPNs
RPN > allowable limit (*) => ACTIONRPN > allowable limit (*) => ACTIONRPN > allowable limit (*) => ACTIONRPN > allowable limit (*) => ACTION
The future of our
company depends on
risk control
Once actions are in place the RPN should be recalculated it Once actions are in place the RPN should be recalculated it Once actions are in place the RPN should be recalculated it Once actions are in place the RPN should be recalculated it becomes:becomes:becomes:becomes: RPNRPNRPNRPN''''
Slide version 01
(*) may depend on customer requirement if more stringent than Fa(*) may depend on customer requirement if more stringent than Fa(*) may depend on customer requirement if more stringent than Fa(*) may depend on customer requirement if more stringent than Faurecia rules urecia rules urecia rules urecia rules

105Propertyof Faurecia -Duplication prohibited
What have we learned on Design FMEA
Formalise a critical examination of product
design
Ensure that the product design conforms to
customer and legislative requirements
Functional Functional Functional Functional analysisanalysisanalysisanalysis
feedbackfeedbackfeedbackfeedback
Warranty, returns Warranty, returns Warranty, returns Warranty, returns and rejectsand rejectsand rejectsand rejects
Design validation plan Design validation plan Design validation plan Design validation plan (product tests)(product tests)(product tests)(product tests)
PrototypePrototypePrototypePrototype control control control control plan plan plan plan
INPUTSINPUTSINPUTSINPUTS OUTPUTSOUTPUTSOUTPUTSOUTPUTS
List of product List of product List of product List of product special special special special
characteristicscharacteristicscharacteristicscharacteristics
modifications modifications modifications modifications
Programme goals Programme goals Programme goals Programme goals ((((ppmppmppmppm, reliability, , reliability, , reliability, , reliability,
maintainability,maintainability,maintainability,maintainability,…………
Corrective actions Corrective actions Corrective actions Corrective actions planplanplanplan
Regulations Regulations Regulations Regulations
Measurement Measurement Measurement Measurement concepts, gages and concepts, gages and concepts, gages and concepts, gages and
instructions instructions instructions instructions FAUFAUFAUFAU----SSSS----PMPMPMPM----3040304030403040
Product requirement Product requirement Product requirement Product requirement
Design Design Design Design PokaPokaPokaPoka YokYokYokYokéééé
Slide version 02

106Propertyof Faurecia -Duplication prohibited
What have we learned on Process FMEA
Formalise a critical examination of process design
Ensure that the process design allows products made conforming to customer and legislative requirements
ensure that products are not damaged in handling
(transports, storage, …) including on and off site
DFMEA
Process flow chart
Process assumptions
Serie control plan (included Process
Poka Yoké)
Inputs Outputs
List of process special caracteristics
Plant Lay out
Capitalization
Modifications
Program goals (ppm, reliability,
maintainability,…)
Corrective actions plan
Warranty, returns and rejects
FAUFAUFAUFAU----SSSS----PMPMPMPM----3042304230423042
Process functional analysis
Assembly and use instructions
Measurement and checking instructions
Slide version 02

107Propertyof Faurecia -Duplication prohibited
8 Quality Basics in DevelopmentGroup owners & PG Referent / Experts March 18th, 2011
GroupGroupGroupGroupFECTFECTFECTFECTFAEFAEFAEFAEFISFISFISFISFASFASFASFAS7 Basics
J.BurkeTh.RochardA. Selbach/
M.SchafbauerJ.Robineau
Ph.Cossonnière
Supplier Quality
P.MesnardCh.SardaF.Selb/
M.Stefan-Weber
Ph.LalaguëTBDCap & Trans
PL. SoulaCh.MajchrowiczMN.RothanE.BrogniartJ.YgoutFunct Milestone
Program Stg & Gate Reviews
L.KlingaufE.JacquotY.Schneider/ JF.Wyrwas
P.MesnardL.KlingaufQRCI
E.JacquotF.AbadieJP.Gehin/
M.KherbacheR.HilpertTBD
Validated Engg
changes
E.JacquotV.GosattiY.Schneider/ JF.Wyrwas
P.MesnardTBDStrict Control
Plans
PL. SoulaV.GosattiF.Selb/R.Mary/M.Stefan-Weber
C.DesplanqueM.JordanFMEA
P.MesnardF.LuederP.Renoit/ R.Mary
Ph.LalaguëL.KlingaufKey
characteristics

108Propertyof Faurecia -Duplication prohibited
108
Workshop on P-FMEA – 20 mn
Slide version 02
Nut and L-profile assembly by resistance welding
1. Choose 3 failure modes2. Establish a P-FMEA for these 3
failure modes3. Each group to report
FMEA Number:
FMEA Date:
Design FMEA
Type of vehicle or device : FAU-f-DSG-4040/en Drawing reference : Updated on :
Product : Engineering level/index: PILOT-leader :
Line and Plant (PFMEA) : Part or Device or Item : Life situation (DFMEA):
MODE Prevention Detection N° Description S O D RPN S O D RPN
Class can be S/R ( or "1") or "2" (function) or no value S : Severity D : Detectability O : Occurence RPN : Risk Priority Number
D-FMEA or P-FMEA
RP
N
Dete
cti
on
Recommended Corrective Actions
EFFECT
POTENTIAL FAILURE
Se
ve
rity
KC
C n
b
KP
C n
b
Oc
cu
r-
ren
ce
N°Process Step
definition(PFMEA)
Product Function
definition studied(DFMEA) C
lass
Potential Cause of
failure
Design validation (D-FMEA)Process controls (P-FMEA) Responsible
RPN checked after
actions implementedTarget completion
dateAction taken
Forecasted new RPN
DESIGN PROCESS

109Propertyof Faurecia -Duplication prohibited
Nut & L-profile assembly by resistance welding
L-profile
Nut M10
After electrical welding

110Propertyof Faurecia -Duplication prohibited
Nut & L-profile assembly by resistance welding
FMEA Number: J84-P-RSS-G
FMEA Date: 15/07/2004
Type of vehicle or device : J84 Renault Megane Scenic Drawing reference : Updated on : 16/03/2010
Product : Rear Seat Metal Structure Engineering level/index: G PILOT-leader : ME / YOKE P.
Line and Plant (PFMEA) : UAP 3 / Nogent Part or Device or Item : Nut and L-Profile assembly Life situation (DFMEA): -
MODE Prevention Detection N° Description S O D RPN S O D RPN
40 Resistance welding of
NUT on L-PROFILE
Missing NUT 8 NUT forgotton to insert
(Operator failure)
4 Operator qualification level L
or higher
Automatic machine stop
during clamping operation
(Poka Yoke no. J84/27)
1 32
D-FMEA or P-FMEA
5155436/38
RP
N
De
tec
tio
n
Recommended Corrective Actions
EFFECT
POTENTIAL FAILURE
Se
ve
rity
KC
C n
b
KP
C n
b
Oc
cu
r-re
nc
e
N°Process Step
definition(PFMEA)
Product Function
definition studied(DFMEA) C
las
s
Potential Cause of
failure
Design validation (D-FMEA)
Process controls (P-FMEA) Responsible
RPN checked after
actions implementedTarget completion
dateAction taken
Forecasted new RPN
No welding possible, machine
stop, fastening operation
stopped if by pass, process
interuption
DESIGN PROCESS
1

111Propertyof Faurecia -Duplication prohibited
Nut & L-profile assembly by resistance welding
FMEA Number: J84-P-RSS-G
FMEA Date: 15/07/2004
Type of vehicle or device : J84 Renault Megane Scenic Drawing reference : Updated on : 16/03/2010
Product : Rear Seat Metal Structure Engineering level/index: G PILOT-leader : ME / YOKE P.
Line and Plant (PFMEA) : UAP 3 / Nogent Part or Device or Item : Nut and L-Profile assembly Life situation (DFMEA): -
MODE Prevention Detection N° Description S O D RPN S O D RPN
40 Resistance welding of
NUT on L-PROFILE
Missing NUT 8 NUT forgotton to insert
(Operator failure)
4 Operator qualification level L
or higher
Automatic machine stop
during clamping operation
(Poka Yoke no. J84/27)
1 32
Missing L-PROFILE 6 L-PROFILE forgotton to
insert (Operator failure)
2 Operator qualification level L
or higher
Automatic machine stop
during clamping operation
(Poka Yoke no. J84/27)
1 12
Wrong NUT (material,
diameter, threat,....)
8 1 Wrong NUT reference at
welding station
(Logistical failure)
2 1 Label scan of every new box
with NUTs at welding station
1st piece OK check 2 32
Wrong PROFILE (LH/RH) 6 Wrong welding fixation
plate used
(Tool change failure)
4 Operator qualification level L
or higher
1st piece OK check 2 48
NUT incorrect inserted in
fixation plate (Operator
failure)
4 Operator qualification level L
or higher
Automatic machine stop
during clamping operation
(Poka Yoke no. J84/27)
1 40 To be confirmed
Tooling damaged / worn
out (Maintenance failure)
2 2 Preventive Maintenance plan
no. J84/40)
1st piece OK check 2 40
NUT assembled from
wrong side
6 NUT incorrect inserted in
L-PROFILE (Operator
failure)
4 Operator qualification level L
or higher
Automatic machine stop
during clamping operation
(Poka Yoke no. J84/27)
1 24 To be confrimed
Wrong welding parameter
(technician failure)
2 3, 4, 5 Restricted machine &
parameter access, parameter
change documentation
1st piece OK check
(resistance torque
measurement)
2 40 Do we need to do something else
can we let Firs part Ok at 1 JY
Loreau what can vwe do more ?
Machine defect or tooling
defect ( tips not Ok)
(Equipment failure)
2 Preventive Maintenance plan
no. J84/40)
1st piece OK check 2 40 Jean-Yvs is it Ok ?
Changed material
properties (Supplier
failure)
4 6, 7 Yearly supplier part re-
qualification
1st piece OK check
(resistance torque
measurement)
4 160 40-1 Check of Supplier measurement
protocols (material properties) for
every NUT and L-PROFILE batch
within incoming inspection
Q / SERIOUS V. 18/09/2004 100% protocol
check for NUT and
L-PROFILE
integrated in CP J84-
RSS-G at
20.09.2004
10 2 2 40 10 2 2 40
Machine defect
(Equipment failure)
2 Preventive Maintenance plan
no. J84/40)
1st piece OK check 2 32
Damaged delivered part
(Supplier failure)
4 8 Yearly supplier part re-
qualification
1st piece OK check
(resistance torque
measurement)
4 128 40-1 Check of Supplier measurement
protocols (material properties) for
every NUT batch within incoming
inspection
Q / SERIOUS V. 18/09/2004 100% protocol
check for NUT
integrated in CP J84-
RSS-G at
20.09.2004
7 2 2 28 7 2 2 28
Welding spatters in threat
of NUT
(defect for example)
7 4 Machine defect
(Equipment failure)
1 Preventive Maintenance plan
no. J84/40)
1st piece OK check 2 14 Do we keep it or not ?
NUT not correctly clamped
/ gap between nut and
profile
10 3 Machine defect
(Equipment failure)
2 9 Preventive Maintenance plan
no. J84/40)
1st piece OK check 2 40 Defect on part geometry considered
?
Class can be S/R ( or "1") or "2" (function) or no value S : Severity D : Detectability O : Occurence RPN : Risk Priority Number
3
4Threat of NUT or PROFILE
damaged
No Belt Buckle assembly
possible
8
Bad welding connection
(insufficient penetration)
Insufficient torque resistance,
risk of stability loss during final
assembly and endurance
10
NUT turned by a few
degrees
10 2
No Belt Buckle assembly
possible
Insufficient torque resistance,
risk of stability loss during final
assembly and endurance
Machine stop, no welding
possible
Insufficient torque resistance,
risk of stability loss during final
assembly and endurance
No welding possible, machine
stop, fastening operation
stopped if by pass, process
interuption
No welding possible, machine
stop, process interuption
No Belt Buckle fastening
possible (threat diameter too
small)
Wrong assembly reference
produced but part is Ok
Design validation (D-FMEA)
Process controls (P-FMEA) Responsible
RPN checked after
actions implementedTarget completion
dateAction taken
Forecasted new RPN
KP
C n
b
Oc
cu
r-
ren
ce
N°Process Step
definition(PFMEA)
Product Function
definition studied(DFMEA) C
las
s
Potential Cause of
failure RP
N
De
tecti
on
Recommended Corrective Actions
EFFECT
POTENTIAL FAILURE
Se
ve
rity
KC
C n
b
D-FMEA or P-FMEA
5155436/38
DESIGN PROCESS
1
1
2
2
1
2
3
To be confirmed
Need to have a picture of the machine and how it works
Contacter Jean-Yves Loreau
2
2
1
1
4
5
5
6
6
7

112Propertyof Faurecia -Duplication prohibited
Nut & L-profile assembly by resistance welding
MODE Prevention Detection N° Description
Missing NUT 8 NUT forgotten to insert
(Operator failure)
4 Operator qualification level L
or higher
Automatic machine stop
during clamping operation
(Poka Yoke no. J84/27)
1 32 Transfer the detection on machine stop
Missing L-PROFILE 6 L-PROFILE forgotten to
insert (Operator failure)
2 Operator qualification level L
or higher
Automatic machine stop
during clamping operation
(Poka Yoke no. J84/27)
1 12 Transfer the detection on machine stop
Wrong NUT (material,
diameter, threat,....)
8 1 Wrong NUT reference at
welding station
(Logistical failure)
2 1 1st piece OK check 5 80 Label scan of every new box with
NUTs at welding station
Wrong PROFILE (LH/RH) 6 Wrong welding fixation
plate used
(Tool change failure)
4 Operator qualification level L
or higher
1st piece OK check 2 48
NUT incorrect inserted in
fixation plate (Operator
failure)
4 Operator qualification level L
or higher
Automatic machine stop
during clamping operation
(Poka Yoke no. J84/27)
1 40
Tooling damaged / worn
out (Maintenance failure)
2 2 Preventive Maintenance plan
no. J84/40)
1st piece OK check 2 40
NUT turned by a few
degrees
10 2Insufficient torque resistance,
risk of stability loss during final
assembly and endurance
No welding possible, machine
stop, fastening operation
stopped if by pass, process
interruption
No welding possible, machine
stop, process interruption-
frame cannot be assembled
No Belt Buckle fastening
possible (threat diameter too
small)
Wrong assembly reference
produced but part is Ok
Design validation (D-FMEA)
Process controls (P-FMEA)
KP
C n
b
Oc
cu
r-
ren
ce
Cla
ss
Potential Cause of
failure RP
N
Dete
cti
on
Recommended Corrective Actions
EFFECT
POTENTIAL FAILURE
Se
ve
rity
KC
C n
b
1
2
3
2
2
1
1

113Propertyof Faurecia -Duplication prohibited
Nut & L-profile assembly by resistance welding
MODE Prevention Detection N° Description
NUT assembled from
wrong side
6 NUT incorrect inserted in
L-PROFILE (Operator
failure)
4 Operator qualification level L
or higher
Automatic machine stop
during clamping operation
(Poka Yoke no. J84/27)
1 24
Wrong welding parameter
(technician failure)
2 3, 4, 5 Welding parameters vaidated
with 30 parts
1st piece OK check
(resistance torque
measurement)
2 40 Restricted machine & parameter
access, parameter change
documentation
Machine defect or tooling
defect ( capsnot Ok)
(Equipment failure)
2 Preventive Maintenance plan
no. J84/40)
1st piece OK check 2 40 Imporved Preventive Maintenance plan
by checking nets and pipes
Changed material
properties (Supplier
failure)
1 6, 7 Yearly supplier part re-
qualification
1st piece OK check
(resistance torque
measurement)
4 40 40-1 Check of Supplier measurement
protocols (material properties) for
every NUT and L-PROFILE batch
within incoming inspection
Machine defect
(Equipment failure)
2 Preventive Maintenance plan
no. J84/40)
1st piece OK check 2 32
Damaged delivered part
(Supplier failure)
4 8 Yearly supplier part re-
qualification
1st piece OK check
(resistance torque
measurement)
4 128 40-1 Check of Supplier measurement
protocols (material properties) for
every NUT batch within incoming
inspection
3
4Threat of NUT or PROFILE
damaged
No Belt Buckle assembly
possible
8
Cold Weld (insufficient
penetration)
Insufficient torque resistance,
risk of stability loss during final
assembly and endurance
10
Machine stop, no welding
possible
Design validation (D-FMEA)
Process controls (P-FMEA)
KP
C n
b
Oc
cu
r-
ren
ce
Cla
ss
Potential Cause of
failure RP
N
Dete
cti
on
Recommended Corrective Actions
EFFECT
POTENTIAL FAILURE
Se
ve
rity
KC
C n
b
1
1
2
2
4
5
5
6
N° Description S O D RPN S O D RPN
Restricted machine & parameter
access, parameter change
documentation
Imporved Preventive Maintenance plan
by checking nets and pipes
40-1 Check of Supplier measurement
protocols (material properties) for
every NUT and L-PROFILE batch
within incoming inspection
Q / SERIOUS V. 18/09/2004 100% protocol
check for NUT and
L-PROFILE
integrated in CP J84-
RSS-G at
20.09.2004
10 1 2 20 10 2 2 40
40-1 Check of Supplier measurement
protocols (material properties) for
every NUT batch within incoming
inspection
Q / SERIOUS V. 18/09/2004 100% protocol
check for NUT
integrated in CP J84-
RSS-G at
20.09.2004
8 2 2 32 7 2 2 28
Responsible
RPN checked after
actions implementedTarget completion
dateAction taken
Forecasted new RPNRecommended Corrective Actions

114Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Agenda
7:45 Welcoming coffee
8:00 Opening comments J.M. Renaudie
8:20 Introduction K.Sato
8:35 Capitalization & Tranversalization K.Sato
9:00 Key Characteristics & Strict Control Plans V.Garcia Parra
10:10 FMEA PL.Soula
11:10 Break
11:25 Validated Engineering Changes E.Jacquot
12:05 Lunch
12:45 Program QRCI J.Burke
15:45 Break
16:00 Functional Milestones & Gate Reviews PL.Soula
16:55 Conclusion K.Sato
17:00 End

115Propertyof Faurecia -Duplication prohibited
7 Quality basics in Development Evaluation form
NAME :_____________________________Session:_____________________________________
1 2 3 4
Introduction
Capitalization &
Transversalisation
Key Characteristics
FMEA
Strict control plans
Program QRQC
Validated Engineering
Changes
Functional milestones
& Progr Steering Com
& Gate Reviews
How to accelerate
Conclusion
Rating: 1 = Poor 2=Average 3=Good 4= Excellent
General Appraisal 1 2 3 4 Comments:
Value added of
the module Comments
Evaluation Form
to fill in

116Propertyof Faurecia -Duplication prohibited
Break

Validated Engineering ChangesValidated Engineering ChangesValidated Engineering ChangesValidated Engineering Changes
Eric JACQUOT
7 Quality Basics in 7 Quality Basics in 7 Quality Basics in 7 Quality Basics in DevelopmentDevelopmentDevelopmentDevelopment

118Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Capitalization &
Transversalization
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI

119Propertyof Faurecia -Duplication prohibited
Agenda
� Introduction 15 mn
� Module objectives
� Validated Engineering Change
� 3 examples of Engineering Changes
� Workshop 15 mn
� Debriefing 5 mn
� Key messages 5 mn

120Propertyof Faurecia -Duplication prohibited
Why this basic ?
�If not validated Engineering Change, potential disturbances …
� repeat tests with additional prototypes due to trepeat tests with additional prototypes due to trepeat tests with additional prototypes due to trepeat tests with additional prototypes due to test failuresest failuresest failuresest failures
� creation of a new problem to solve due to lack of impact creation of a new problem to solve due to lack of impact creation of a new problem to solve due to lack of impact creation of a new problem to solve due to lack of impact analysisanalysisanalysisanalysis
� rework even line stoppagerework even line stoppagerework even line stoppagerework even line stoppage due to non compatibility with due to non compatibility with due to non compatibility with due to non compatibility with overall system (other parts, BOPs, gauges, manufacturing overall system (other parts, BOPs, gauges, manufacturing overall system (other parts, BOPs, gauges, manufacturing overall system (other parts, BOPs, gauges, manufacturing system, packaging,system, packaging,system, packaging,system, packaging,…………))))
Severe human injuries in case of accidentsSevere human injuries in case of accidentsSevere human injuries in case of accidentsSevere human injuries in case of accidents����recall + Business holdrecall + Business holdrecall + Business holdrecall + Business hold
=> Any short-cut in Engineering Change Process will sooner or later cost the company !
=> Validated Engineering Change is a basic

121Propertyof Faurecia -Duplication prohibited
Module objectives
� Understand the sequence of the various steps to achieve a Understand the sequence of the various steps to achieve a Understand the sequence of the various steps to achieve a Understand the sequence of the various steps to achieve a
proper validation.proper validation.proper validation.proper validation.
� Better understand consequences and causes of non Better understand consequences and causes of non Better understand consequences and causes of non Better understand consequences and causes of non
validated engineering change.validated engineering change.validated engineering change.validated engineering change.
� Know the contributors for the validation of engineering Know the contributors for the validation of engineering Know the contributors for the validation of engineering Know the contributors for the validation of engineering
changes.changes.changes.changes.

122Propertyof Faurecia -Duplication prohibited
Engineering Change by Customer, supplier or internal
RejectRejectRejectReject
ECO : Engineering Change Order
ECOECOECOECODefine EC Define EC Define EC Define EC +DVP & PVP+DVP & PVP+DVP & PVP+DVP & PVP
Execute Execute Execute Execute DVP & PVPDVP & PVPDVP & PVPDVP & PVP
Implement Implement Implement Implement ECECECEC
EC validation
Design Review
Design Validation
Production Validation
ChangeChangeChangeChangeSubmittedSubmittedSubmittedSubmitted
Assess Assess Assess Assess ECR *ECR *ECR *ECR *
RejectRejectRejectReject
ECR : Engineering Change Request
Less than 5 days
* Use of checklist enables being exhaustive enough in the assessment
QCD assessment *

123Propertyof Faurecia -Duplication prohibited
Engineering Change in PMS phases
The later it happens,
the more it costs and the higher the risk is for bad launch
Customer PPAP
1ACQUISITION 2A
DESIGN
2BDESIGN
VERIFICATION
SOP
3PRODUCTION
SET-UP
4LAUNCH
5PRODUCTION
Tool Launch
Design Review
Design Validation
Production Validation
ECOECOECOECODefine EC Define EC Define EC Define EC +DVP & PVP+DVP & PVP+DVP & PVP+DVP & PVP
ECOECOECOECODefine EC Define EC Define EC Define EC +DVP & PVP+DVP & PVP+DVP & PVP+DVP & PVP
Execute Execute Execute Execute DVP & PVPDVP & PVPDVP & PVPDVP & PVP
Implement Implement Implement Implement ECECECEC
ECOECOECOECODefine EC Define EC Define EC Define EC +DVP & PVP+DVP & PVP+DVP & PVP+DVP & PVP
Execute Execute Execute Execute DVPDVPDVPDVP

124Propertyof Faurecia -Duplication prohibited
Example 2 : wiring fixture of ECS
Consequences : Car recall due to radiator leakage (1 M€)Causes ?
After modification
Two metal clips but notpositioned as requested
Before modification
Two plastic binders
Design review : lack of design review (“only 2 binders to change”)
Design validation : lack of prototype (Customer platform solution).
Production validation : no PPAP (by customer and Faurecia)
Customer request
OEM : metal clipsInstead of plastic binders

125Propertyof Faurecia -Duplication prohibited
Example 3 : Seat locking mechanism
Consequences : failure in rear crash test � very close to 1520 cars recall
Causes ?
Before modification
Locking mechanismsecured by a washer
After modification
No more washer
Design review : lack of robust standards
Design validation : test done too late (during launch phase)

126Propertyof Faurecia -Duplication prohibited
Example 4 : YA5 headrest insert spring
Causes ?
Consequences : ejection of headrest during ECE 17 test � 35,000 vehicles to rework = ? M€ + 2 months task force + a lot of additional tests
Design review : risk underestimated (“small” modification)Production validation : no ECE 17 test performedSupplier : lack of capitalization and transparency
Before
noise, scratches, sliding effort
⇒Spring
After
Spring with RilsanCoating + bigger bending

127Propertyof Faurecia -Duplication prohibited
Validated Engineering change
WorkshopECR based on internal VA VE in Serial Phase
Passenger Airbag Chute Channel Material change from PA 6 30% GF to 10%GF

128Propertyof Faurecia -Duplication prohibited
� Define the tests of the DESIGN VALIDATION PLAN and the PRODUCTION VALIDATION PLAN
� Select the tests to be performed to validate the change taking into account :
� Is it relevant with the change ?
� Is it necessary to do the test in DVP (prototype or virtual CAE , test criticality )
� Is it relevant to do the test in PVP ?
� Is the set of tests adequate to represent the failure mode ?
� Is it necessary to produce additional test even if not in
Customer specs ( Faurecia component test / guide lines )?
WORKSHOP : Define DVP and PVP
20 min20 min LetLetLetLetLetLetLetLet’’’’’’’’ssssssss do do do do do do do do it!it!it!it!it!it!it!it!!! !! !! !! !! !! !! !!

129Propertyof Faurecia -Duplication prohibited
XXXXXXXXNo bag damageNo bag damageNo bag damageNo bag damageSDS PBSDS PBSDS PBSDS PB----0028v2 0028v2 0028v2 0028v2
Airbag deploymentAirbag deploymentAirbag deploymentAirbag deployment
XXXXXXXXNo sharp edgeNo sharp edgeNo sharp edgeNo sharp edgePBPBPBPB----0004v20004v20004v20004v2Airbag deploymentAirbag deploymentAirbag deploymentAirbag deployment
Module requirementModule requirementModule requirementModule requirement(fragment compliant with DVM 24331)(fragment compliant with DVM 24331)(fragment compliant with DVM 24331)(fragment compliant with DVM 24331)
ESESESES----F2DBF2DBF2DBF2DB----54044A7454044A7454044A7454044A74----AAAAAAAAAirbag deploymentAirbag deploymentAirbag deploymentAirbag deployment
XXXXXXXXdeployment trajectorydeployment trajectorydeployment trajectorydeployment trajectory
( +/( +/( +/( +/---- 9999°upupupup----down)down)down)down)(+/(+/(+/(+/---- 4444°side to side)side to side)side to side)side to side)
DVMDVMDVMDVM----0052005200520052----AB / SDS PBAB / SDS PBAB / SDS PBAB / SDS PB----0025v2 0025v2 0025v2 0025v2 Airbag deploymentAirbag deploymentAirbag deploymentAirbag deployment
XXXXXXXXNo bag damageNo bag damageNo bag damageNo bag damageSDS PBSDS PBSDS PBSDS PB----0028v2 0028v2 0028v2 0028v2 Airbag deploymentAirbag deploymentAirbag deploymentAirbag deployment
COCKPIT
XXXXMA0018 (rating 2 max)MA0018 (rating 2 max)MA0018 (rating 2 max)MA0018 (rating 2 max)DVMDVMDVMDVM----0014001400140014----MA/ SAE J1351 MA/ SAE J1351 MA/ SAE J1351 MA/ SAE J1351 OdorOdorOdorOdor
XXXXRES 30 MS 302RES 30 MS 302RES 30 MS 302RES 30 MS 302Taiwan specificationTaiwan specificationTaiwan specificationTaiwan specificationFlammabilityFlammabilityFlammabilityFlammability
XXXXMA0019MA0019MA0019MA0019DVMDVMDVMDVM----0016001600160016----MA/ SAE J1756MA/ SAE J1756MA/ SAE J1756MA/ SAE J1756Fogging Fogging Fogging Fogging
Topper Pad Foam
METHODMETHODMETHODMETHODTESTTESTTESTTESTDEVIATION DEVIATION DEVIATION DEVIATION NUMBERNUMBERNUMBERNUMBER
PVPPVPPVPPVPDVPDVPDVPDVPREQUIREMENTREQUIREMENTREQUIREMENTREQUIREMENT
TESTTESTTESTTESTTYPE OFTYPE OFTYPE OFTYPE OF
FACIA ASSY COVERED UPPER
PART NAMEPART NAMEPART NAMEPART NAMEFaurecia MeruFaurecia MeruFaurecia MeruFaurecia MeruNAME OF LABORATORYNAME OF LABORATORYNAME OF LABORATORYNAME OF LABORATORY
FAB10172PVJ + FAB10162PVJ + FAB500052PVJ + FAB500042PVJ
PART NUMBERPART NUMBERPART NUMBERPART NUMBERFaureciaFaureciaFaureciaFaureciaSUPPLIERSUPPLIERSUPPLIERSUPPLIER
ECR process : Design & Production Validation Plan

130Propertyof Faurecia -Duplication prohibited
Organization, tool and documents
Product Data Management (PDM) = ECM tool� DESIGN REVIEW
����””””Design ApprovedDesign ApprovedDesign ApprovedDesign Approved”””” status in PDMstatus in PDMstatus in PDMstatus in PDM
� DESIGN VALIDATION����””””Engineering ApprovedEngineering ApprovedEngineering ApprovedEngineering Approved”””” status in PDMstatus in PDMstatus in PDMstatus in PDM
� PRODUCTION VALIDATION (Off Tool / Off Process)(Off Tool / Off Process)(Off Tool / Off Process)(Off Tool / Off Process)����””””Manufacturing ApprovedManufacturing ApprovedManufacturing ApprovedManufacturing Approved”””” status in PDMstatus in PDMstatus in PDMstatus in PDM
� Weekly reviews of the ECRs and ECOs by ECM workgroup
� New version of all related documents based on ECO results:
� Drawings, BOM, FMEAs, KPCs , KCCs, control plan, suppliers documents, End of Life Vehicle Regulations…

131Propertyof Faurecia -Duplication prohibited
NO COMPROMISES
No trade-off with S/R validation even despite Customereven despite Customereven despite Customereven despite Customer
Always Always Always Always PPAP even if not requested by the customereven if not requested by the customereven if not requested by the customereven if not requested by the customer
No “small change”���� rigorous assessment :rigorous assessment :rigorous assessment :rigorous assessment :
� Sales, Sales, Sales, Sales,
� Product performance,Product performance,Product performance,Product performance,
� Bought Out Parts,Bought Out Parts,Bought Out Parts,Bought Out Parts,
� Production performance,Production performance,Production performance,Production performance,
� Production Control & LogisticsProduction Control & LogisticsProduction Control & LogisticsProduction Control & Logistics…………

132Propertyof Faurecia -Duplication prohibited
Example of “Bad” and “Good” answer
“ Engineering Change Management ”

133Propertyof Faurecia -Duplication prohibited
Example of “Bad” answer for “Engineering Change Management”
“How do you manage your Engineering changes with the customer ?”
- There is no “single list” to manage ECR
- Ex 1 : Separate tables to monitor the various aspects of the technical
changes
- Ex 2 : One table for the customers changes and one for the internal
changes
- Ex 3 : Part price modification and tooling costs are monitored separately
- There is an incomplete “ single list” to manage ECR:
-Ex 1 : There is no link between ECR customer number and internal number
-Ex 2 : The three steps of validation ( Design Review, Design Verification
Plan and Production Validation Plan) are monitored in a separate tables

134Propertyof Faurecia -Duplication prohibited
Example of “Good” answer for “Engineering Change
Management”
“How do you manage your Engineering changes with the customer ?”
Technical changes in process
Technical changed closed AFTER TOOL ORDER Feasability and Quotation
Request
Number
Date
receivedSender
Customer
request
reference
Return date
requestedPart Mold number Modification
Feasabil
GO / noGO
Requested
date for
quotation
Tool cost Part price
00C250098IP 04/05/2006 J. BARON Mail 30/09/2006 Base VU / VP37993M-
59220/5922
Customer Design wants to modify the two bases after tools
debuggingGO 19/09/06 250k€ NA
00C250100IP 04/05/2006 J. BARON Mail 14/05/2006 Platic cover of electrical plugTooling has been worn out after a fire. Tooling is not able to deliver
the expected quality. Quotation for refubishing of the tool.no GO 14/05/06 35k€ 0 €
00C250101IP 04/05/2006 J. BARON Mail 05/05/2006 IP+ Module39012M-
59031On cost for multi-graining - add-on separate tool drawer GO 05/05/06 330k€ 3,35 €
00C250112IP 11/10/2006 A. CHOPLIN Mail 18/10/2006 Façade a2/a3 37342XMistake on ATAX staples hangers: hangers are too thick and prevent
to perform the isostatism study for z axis.no GO 18/10/06 45k€ 0,80 €
00C250176IP 14/10/2006 COUPE C letter 03/11/2006 Fuse drawer Add a fuse compartment coverpliers GO 15/01/07 85k€ 5,45 €
-There is a “single list” to manage ECR
Feasability and Quotation
Part priceDate for
quotation
Customer
referenceQuotation
Requested
date for
implementon
DR:Design
Review date
Launching
date
Purchasing
request
number
Drawing
index
Delivery
date and
batch
FMEA
update
DVP=Design
Validaton
Plan
PVP=
Production
Validon
Plan
Closing
dateComments
NA 16/10/06 FEX61-IP98 Agreed 30/11/2006 02/11/2006 05/12/2006DA
10062929A
RDV 2
07/02/07NA 20/12/2006 20/01/2007
Waiting from RSA on final graining spec- Caution:
New quotation could be necessary - Wk 47
0 € 05/06/06 FEX61-IP84 Refused 15/09/2006
3,35 € 05/05/06 FEX61-IP81 Agreed 01/01/07 01/01/07 Not done --- RDV 3 NA Not done Not done Waiting for JB supplier quotation
0,80 € 16/11/06 FCIA N/A N/A S01/07 Redesign the ATAX staple
5,45 € 20/01/07FE X61-IP-
118Negociation Wk06
Technical change validationCustomer Agreement Technical change release
One signle table for various aspects
3 steps validation

135Propertyof Faurecia -Duplication prohibited
7 Quality basics in Development Evaluation form
NAME :_____________________________Session:_____________________________________
1 2 3 4
Introduction
Capitalization &
Transversalisation
Key Characteristics
FMEA
Strict control plans
Program QRQC
Validated Engineering
Changes
Functional milestones
& Progr Steering Com
& Gate Reviews
How to accelerate
Conclusion
Rating: 1 = Poor 2=Average 3=Good 4= Excellent
General Appraisal 1 2 3 4 Comments:
Value added of
the module Comments
Evaluation Form
to fill in

136Propertyof Faurecia -Duplication prohibited
Lunch

137Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Agenda
7:45 Welcoming coffee
8:00 Opening comments J.M. Renaudie
8:20 Introduction K.Sato
8:35 Capitalization & Tranversalization K.Sato
9:00 Key Characteristics & Strict Control Plans V.Garcia Parra
10:10 FMEA PL.Soula
11:10 Break
11:25 Validated Engineering Changes E.Jacquot
12:05 Lunch
12:45 Program QRCI J.Burke
15:45 Break
16:00 Functional Milestones & Gate Reviews PL.Soula
16:55 Conclusion K.Sato
17:00 End

Program Quick Response ContinousImprovement (QRCI)
John BURKEJohn BURKEJohn BURKEJohn BURKE

139Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Capitalization &
Transversalization
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI

140Propertyof Faurecia -Duplication prohibited
Program QRCI - Agenda
• Presentation and video 30 mn• Workshop 2 h 30 mn
�Practical QRCI 2 h�Debriefing 30 mn

141Propertyof Faurecia -Duplication prohibited
Let’s start to be PRACTICAL !
Watch the VIDEO
Compare the BAD to the GOOD

142Propertyof Faurecia -Duplication prohibited
Observation Part 1 – What went wrong?
Detection
Communication
Analysis
Verification
– no real place (talking mainly in the office)– no real parts (no parts in hand,….)– no quick response ( “We ‘ll look into it on Monday” , 2 months for
solving issue at SOP period)
– Insufficient real data (testing conditions ?, dimension ?,…)
– Insufficient in depth logical thinking (“I think it’s the spring that’s…”,…)
– Insufficient verification (successive test failures)
Management: Insufficient on-the-job coaching (No quick communication , no regular review , no involvement , no team work , no risk monitoring ,…)

143Propertyof Faurecia -Duplication prohibited
Observation Part 2 – What contributed to this success?Detection
Communication
Analysis
Verification
Management
– Failures observed on the Gemba
– “Bad event” immediately displayed on board and introduced in Single List of Issues
– Where and when it happens (16.11 in Lab , at end of cycle,…)– Real parts available in QRCI review – No bla-bla and fact based (data collection)– Data (Testing conditions records ,photo , radius measurements,…) shared with all
team members the day after problem raised)
– What is the problem? (use of 5W 2H) – What are the countermeasures and risks on similar programs? (PDCA approach) – What is the root cause? (use of FICS , OK/ NOK parts 5Why , ,…)– How do I prevent reoccurrence? (capitalization through lessons learned and
guidelines review )
– Real place verification through testing in laboratory
– Quick escalation – Monitoring and Effective support– Recognition

144Propertyof Faurecia -Duplication prohibited
What is QRCI ?
A MANAGEMENT attitude to solve ANY KIND OF PROBLEM
On the REAL PLACE
By Focusing on Our Priorities
Quick Response ContinousImprovement

145Propertyof Faurecia -Duplication prohibited
QRCI foundation: the 3 REALS
San means "3" – Gen means "real" or "actual" Shugi means "ideology"
San Gen ShugiUnderstand what is behind
1. Real Place (Gen-ba) Where is Genba?Where it happens, when it happens
2. Real Parts (Gen-butsu) What is Genbutsu?Objects which we compare: bad and good
3. Reality (Gen-jitsu) What is Genjitsu?Speak the facts with data

146Propertyof Faurecia -Duplication prohibited
The basic tools….
My eyes and my legs to….
What are the
Most important
Quality Tools
see/ measure/ observe/ analyze/ record…

147Propertyof Faurecia -Duplication prohibited
Example of Example of Example of Example of ““““GOOD”””” answer for answer for answer for answer for ““““Single List of Issues Single List of Issues Single List of Issues Single List of Issues (SLI)(SLI)(SLI)(SLI)””””
How do you manage the important issues of your program ?
Program: Program mgr: SCHMITT Jean-Pierre
Product Ref.: SLI creation date 24-11-06
Award PPAP SOP List updated 20. december 2006
NA (Div SLI) NA (Div SLI) NA (Div SLI)
A76 DP 24-11-06 1 Division 3 Quality Supplier issuesFeuille d'étanchéité fournisseur
DANA toujours état WE1N
Demander appui équipe Q-Achats
J. CABERO pour accélérer la
clôture et la levée des derniers
points durs
MC. ILUNGA 06-12-06 11-12-06 Do
T7 IP/DP 24-11-06 2 Division 1 Process PRC
Relevés de temps de maquettage
pas remontés par les usines
(réel/prévisionnel + pareto)
N
Faire mettre à jour les indicateurs
de convergence temps de
maquettage avec décroissance
prévisionnelle en temps
E. PINTO 22-12-06 Check
T7 IP/DP 24-11-06 3 Division 1 Quality PRCDifficulté de lisibilité des indicateurs
validation et CTF sur PNON
Faire regrouper les indicateurs PNO
par silhouette + clarification pour
lisibilité
P. LABORDE 22-12-06 Check
A515 IP 24-11-06 4 Division 2Product /
R&D
Function
reviewTF1 et TF1-GR1 toujours rouges N
Visibilité sur clôture / gate review à
assurerR. TOMCZAK 18-12-06 Plan
Tous
programmes24-11-06 5 Division 1
Project
organisation /
Project
PRCAbsence de suivi TTP pour clôture
des jalons PMSN
Proposition de synthèse jalon +
status + TTP/target DivMC. ILUNGA 22-12-06 05-12-06 Check
B58 IP/GLC 24-11-06 7 Division 3 Quality Customer
issuesReconception vide-poche N
Décision sur communication client
de l'engagement réflexion sur
reconception VA/VE
R. TOMCZAK 21-12-06 Plan
A76 DP 24-11-06 9 Product Group 3 Economics Function
review
Certification CE (360€) exigée par
outillageN
Interprétation de la Directive
Européenne par les Autorités
Espagnoles
Note cosignée FS/JPS vers
Lansade/Leroy copie JMV/I.
Lopez/C. Alberte sur fait que pas
possible prendre en compte à
posteriori
JP. SCHMITT 22-12-06 Plan
NA (Div SLI) NA (Div SLI) NA (Div SLI) NA (Div SLI)
GR1 GR2a GR2b GR3
PROGRAM QRQC DIVISION QRQC SLI
Single List of Issues (SLI)Customer: PSADivision: PSA Customer Division
Dev./Prod. Site (s): Méru Platform/Model (s): PSA Programs - all platforms
Les évolutions apparaissent en bleu, les sujets clos sont hachurés sur la prochaine diffusion puis masqués
Program
concerned
( If several
within the SLI
)
Opening Date
(DD.MM.YY)No
Responsibility /
Escalation level
( Program Core
team or Division
or PRC)
Program
risk level
4: S/R
3: High
2: Medium
1: Low
Impacted
Area -
Function - Pb
category
Needed
Experts
Problem description
( 5W = 2 H ?)
De
ep
an
aly
sis
docum
en
t nu
mb
er QRQC
number
or NA
Root Causes Countermeasure (C/M)
PDCA
Action Planned
Action Done
Success Checked by
evidence
Activity for capitalization
done (LL)
LeaderScheduled End
(Check) dateReal Check Date
Soldé au niveau Division
le 15/12/06
Not various listsBefore Gate
1
Closing DateAll S/R issues to be closed before Gate 3
Updated frequently
If applicable QRCI referencePriorities
defined
Program
risk level
4: S/R
3: High
2: Medium
1: Low

148Propertyof Faurecia -Duplication prohibited
What is a red bin in programs ?Typical unsolved issues for Program QRCI
� Customer complaint product not meeting expectation
� FMEA unsolved critical issue
� Design review unsolved critical issue
� Prototypes unexpected test failure
� Initial samples not right first time
� PVP not passed
� Run and rate PT / MPT / EMPT failed
� Supplier IS rejected
� Tooling / gages not specified or not ready at due date
Program QRCI issues are:
ABNORMALITIES/ UNEXPECTED EVENTS within program time frame
And not all Program Open points
QRCI subjects
Link with SLI

149Propertyof Faurecia -Duplication prohibited
If
unsolved
issues,
action
assigned
to
management
Permanently , every Core team member (PQL, PDL, Buyer,….) will raise issues and disclose them in SLI at Core team level if unsolved.
Program Risk level
3
2
4
1
0
Top 5 daily Core team metingEscalated to QRCI
Leader : Program manager
Division Program QRCIDaily
Leader : Customer Division Director
PG Program RegionalQRCI
Weekly meetingLeader : Region customer VP
Group/PGSteering Committee
Monthly
QRCI Organization: All levels contribute
Immediate action mandatory

150Propertyof Faurecia -Duplication prohibited
Conclusion – Key messages
� Quick reaction/ Daily meeting/ Logical thinking
� 3 Reals: Real part/ Real data/ Real Place
� Red bin is abnormalities versus program schedule
� Escalation to require appropriate management support and awareness
� Get the right people assigned - cross functional actions
� Visual display area- Single List of Issues (SLI)
� Lessons learned are used as input for Control Plans, Core Procedures, Standards and Guidelines to prevent reoccurence

151Propertyof Faurecia -Duplication prohibited
Plan
Do
Exercice
D1
D2
D3
D4D5
D6
D7
D8
Check
Act
N°
Re- occurrence Re- occurrence Re- occurrence Re- occurrence
N° Resp.Resp.Resp.Resp. Dead-lineDead-lineDead-lineDead-line
N° Resp.Resp.Resp.Resp. Dead-lineDead-lineDead-lineDead-line
N° VVVV VVVV VVVV VVVV VVVV
N° VVVV VVVV VVVV VVVV VVVV
OOOO = OK, XXXX= NOK, ∆∆∆∆= Doubt, VVVV= Verification (To be used in D4 & D5 at columns "Real vs Std" and "Std OK?" and Validation of each Why)
Validated retained Validated retained Validated retained Validated retained
factorfactorfactorfactor
N°N°N°N°Dead-lineDead-lineDead-lineDead-line ResponsibleResponsibleResponsibleResponsible
RiskRiskRiskRisk
AssessmentAssessmentAssessmentAssessment
(Y/N)(Y/N)(Y/N)(Y/N)
EffectivenessEffectivenessEffectivenessEffectiveness
(Y/N)(Y/N)(Y/N)(Y/N)
New risk New risk New risk New risk
detected detected detected detected
(Y/N)(Y/N)(Y/N)(Y/N)
Resp.Resp.Resp.Resp. Dead-line/ DoneDead-line/ DoneDead-line/ DoneDead-line/ DoneCheckCheckCheckCheck
(Y / N)(Y / N)(Y / N)(Y / N)
Validated retained Validated retained Validated retained Validated retained
factorfactorfactorfactor
N°N°N°N°ResponsibleResponsibleResponsibleResponsible
What is the problem (customer view):What is the problem (customer view):What is the problem (customer view):What is the problem (customer view):
Dead-lineDead-lineDead-lineDead-line
Who found the problem? Who created the problem ? Who found the problem? Who created the problem ? Who found the problem? Who created the problem ? Who found the problem? Who created the problem ?
Where was the problem found? Where was the problem Where was the problem found? Where was the problem Where was the problem found? Where was the problem Where was the problem found? Where was the problem
created?created?created?created?
EffectivenessEffectivenessEffectivenessEffectiveness
(Y/N)(Y/N)(Y/N)(Y/N)
New risk detected New risk detected New risk detected New risk detected
(Y/N)(Y/N)(Y/N)(Y/N)
ISISISIS(is the problem)(is the problem)(is the problem)(is the problem)QRCI-8DQRCI-8DQRCI-8DQRCI-8D
Ref: FAU-F-PSG-0287Ref: FAU-F-PSG-0287Ref: FAU-F-PSG-0287Ref: FAU-F-PSG-0287
D6: QRCIQRCIQRCIQRCI Pilot: UAP Mgr. / HSE Mgr. /Logistic Mgr.
etc.
Name/ Signature
(In case customer does not exist & Program early (In case customer does not exist & Program early (In case customer does not exist & Program early (In case customer does not exist & Program early
phase, no time limit)phase, no time limit)phase, no time limit)phase, no time limit) D1- Problem description
D1- Problem description
D1- Problem description
D1- Problem description
5W/ 2H´s5W/ 2H´s5W/ 2H´s5W/ 2H´s1st Problem Definition1st Problem Definition1st Problem Definition1st Problem Definition
(Faurecia View)(Faurecia View)(Faurecia View)(Faurecia View)
What is the problem ? What is the problem ? What is the problem ? What is the problem ?
When the problem happened? When was the problem When the problem happened? When was the problem When the problem happened? When was the problem When the problem happened? When was the problem
created?created?created?created?
Why is it a problem?Why is it a problem?Why is it a problem?Why is it a problem?
Quick Response Quick Response Quick Response Quick Response
Continuous ImprovementContinuous ImprovementContinuous ImprovementContinuous Improvement
IS NOTIS NOTIS NOTIS NOT(Is not the problem)(Is not the problem)(Is not the problem)(Is not the problem)
Dead-lineDead-lineDead-lineDead-line
Team:Team:Team:Team: Opened: Opened: Opened: Opened:
D3 – Containment actions D3 – Containment actions D3 – Containment actions D3 – Containment actions (Including retained factor containment based on evidence)(Including retained factor containment based on evidence)(Including retained factor containment based on evidence)(Including retained factor containment based on evidence)
D3: Quality Manager / PILOT / HSE / UAP Mgr.
Definition of incident clear ?
Name/ Signature
(In case customer does not exist & Program early (In case customer does not exist & Program early (In case customer does not exist & Program early (In case customer does not exist & Program early
phase, no time limit)phase, no time limit)phase, no time limit)phase, no time limit)
How many?How many?How many?How many?
(HSE: Accident, Environment, Fire, Others)(HSE: Accident, Environment, Fire, Others)(HSE: Accident, Environment, Fire, Others)(HSE: Accident, Environment, Fire, Others)
Classification:Classification:Classification:Classification:
(HSE: By physical cause)(HSE: By physical cause)(HSE: By physical cause)(HSE: By physical cause)
Meeting datesMeeting datesMeeting datesMeeting dates
D4 -
D4 -
D4 -
D4 - Cause of non-detection of Defect / Risk
Cause of non-detection of Defect / Risk
Cause of non-detection of Defect / Risk
Cause of non-detection of Defect / Risk
(Why not found ?)
(Why not found ?)
(Why not found ?)
(Why not found ?)
(In case customer does not exist, D4 comes after D5 to show
(In case customer does not exist, D4 comes after D5 to show
(In case customer does not exist, D4 comes after D5 to show
(In case customer does not exist, D4 comes after D5 to show
Why couldn't detect the cause of Occurrence)
Why couldn't detect the cause of Occurrence)
Why couldn't detect the cause of Occurrence)
Why couldn't detect the cause of Occurrence)
IS/ IS NOT influence retained factor of
non- detection
StandardStandardStandardStandard Investigation plan to validate/ eliminate a RETAINED FACTORInvestigation plan to validate/ eliminate a RETAINED FACTORInvestigation plan to validate/ eliminate a RETAINED FACTORInvestigation plan to validate/ eliminate a RETAINED FACTOR
Comments/ ConclusionsComments/ ConclusionsComments/ ConclusionsComments/ Conclusions
D4 to D6D4 to D6D4 to D6D4 to D6
(10 workdays in case (10 workdays in case (10 workdays in case (10 workdays in case
Customer existCustomer existCustomer existCustomer exist **** & & & &
HSE)HSE)HSE)HSE)
Problem Problem Problem Problem 2nd definition2nd definition2nd definition2nd definition(Scope reduction)(Scope reduction)(Scope reduction)(Scope reduction)
Retained Retained Retained Retained FactorsFactorsFactorsFactors
Need to warn other plants/R&D
D2 - Risks on similar D2 - Risks on similar D2 - Risks on similar D2 - Risks on similar Products, Products, Products, Products, processes, machines, plants?processes, machines, plants?processes, machines, plants?processes, machines, plants?Risky process or conditions to report.Risky process or conditions to report.Risky process or conditions to report.Risky process or conditions to report.
Investigation actionsInvestigation actionsInvestigation actionsInvestigation actions
Real vs. Real vs. Real vs. Real vs.
Std.Std.Std.Std.
Std.Std.Std.Std.
OK ?OK ?OK ?OK ?NOKNOKNOKNOK OK OK OK OK
Real situationReal situationReal situationReal situationStandardStandardStandardStandard
D4 5 Why's
D4 5 Why's
D4 5 Why's
D4 5 Why's
(Minimum 5 times or
(Minimum 5 times or
(Minimum 5 times or
(Minimum 5 times or
more to reach
more to reach
more to reach
more to reach
management issues)
management issues)
management issues)
management issues) Why ?Why ?Why ?Why ? Why ?Why ?Why ?Why ?
Investigation actionsInvestigation actionsInvestigation actionsInvestigation actions
Investigation plan to validate/ eliminate a RETAINED FACTORInvestigation plan to validate/ eliminate a RETAINED FACTORInvestigation plan to validate/ eliminate a RETAINED FACTORInvestigation plan to validate/ eliminate a RETAINED FACTOR
ResultResultResultResult
Why ?Why ?Why ?Why ?
D5 5 Why's
D5 5 Why's
D5 5 Why's
D5 5 Why's
(Minimum 5 times or
(Minimum 5 times or
(Minimum 5 times or
(Minimum 5 times or
more to reach
more to reach
more to reach
more to reach
managem
ent issues)
managem
ent issues)
managem
ent issues)
managem
ent issues) Why ?Why ?Why ?Why ? Why ?Why ?Why ?Why ?
Why ?Why ?Why ?Why ? D4 Root cause ( Management issue ? )D4 Root cause ( Management issue ? )D4 Root cause ( Management issue ? )D4 Root cause ( Management issue ? )
Why ?Why ?Why ?Why ? D5 Root cause ( Management issue ? )D5 Root cause ( Management issue ? )D5 Root cause ( Management issue ? )D5 Root cause ( Management issue ? )Why ?Why ?Why ?Why ? Why ?Why ?Why ?Why ?
Actions Management (or escalated to Sr. Management)Actions Management (or escalated to Sr. Management)Actions Management (or escalated to Sr. Management)Actions Management (or escalated to Sr. Management)
Why ?Why ?Why ?Why ?
Lessons learned (LL)Lessons learned (LL)Lessons learned (LL)Lessons learned (LL) created created created created
Lessons learned sharedLessons learned sharedLessons learned sharedLessons learned shared
Actions TechnicalActions TechnicalActions TechnicalActions Technical
Follow up by Core teamsFollow up by Core teamsFollow up by Core teamsFollow up by Core teams
ActionActionActionAction
FMEA / Risk assessment updatedFMEA / Risk assessment updatedFMEA / Risk assessment updatedFMEA / Risk assessment updated
Standardized work created / updatedStandardized work created / updatedStandardized work created / updatedStandardized work created / updated
Real vs. Real vs. Real vs. Real vs.
Std.Std.Std.Std.
Std.Std.Std.Std.
OK ?OK ?OK ?OK ?
All actions validated and implementedAll actions validated and implementedAll actions validated and implementedAll actions validated and implemented
D8 - Lessons learnedD8 - Lessons learnedD8 - Lessons learnedD8 - Lessons learnedD6 – Corrective actionsD6 – Corrective actionsD6 – Corrective actionsD6 – Corrective actions
(Process, Machines, Standards, Hazard identification, risk assessment and determining controls)(Process, Machines, Standards, Hazard identification, risk assessment and determining controls)(Process, Machines, Standards, Hazard identification, risk assessment and determining controls)(Process, Machines, Standards, Hazard identification, risk assessment and determining controls)
Control Plan updatedControl Plan updatedControl Plan updatedControl Plan updated
Operators / team members informedOperators / team members informedOperators / team members informedOperators / team members informed
StepsStepsStepsSteps Milestone reviewMilestone reviewMilestone reviewMilestone review
D1 to D3D1 to D3D1 to D3D1 to D3
(24 h in case (24 h in case (24 h in case (24 h in case
Customer existCustomer existCustomer existCustomer exist**** & & & &
HSE)HSE)HSE)HSE)
What is the rule for risk
Prevention / Detection ?
D8: Responsible Mgr: Plant / Program etc.
Name/ Signature
(In case customer does not exist & Program early (In case customer does not exist & Program early (In case customer does not exist & Program early (In case customer does not exist & Program early
phase, no time limit)phase, no time limit)phase, no time limit)phase, no time limit)
D7 to D8D7 to D8D7 to D8D7 to D8
(60 workdays in case (60 workdays in case (60 workdays in case (60 workdays in case
Customer exist* & Customer exist* & Customer exist* & Customer exist* &
HSE)HSE)HSE)HSE)
How the problem was found ? How the problem was found ? How the problem was found ? How the problem was found ?
HSE
HSE
HSE
HSE
Only
Only
Only
Only
Action Action Action Action PILOTPILOTPILOTPILOT
Category: Category: Category: Category:
(HSE: Near Miss, FR2t, FR1t & FR0t)(HSE: Near Miss, FR2t, FR1t & FR0t)(HSE: Near Miss, FR2t, FR1t & FR0t)(HSE: Near Miss, FR2t, FR1t & FR0t)
* In case Customer exist like Logistic, Quality, Program pre-production & launching phase* In case Customer exist like Logistic, Quality, Program pre-production & launching phase* In case Customer exist like Logistic, Quality, Program pre-production & launching phase* In case Customer exist like Logistic, Quality, Program pre-production & launching phase
ResultResultResultResult
Real situationReal situationReal situationReal situationRetained Factor Retained Factor Retained Factor Retained Factor
validated ?validated ?validated ?validated ?
Control pointControl pointControl pointControl point
How to measure/ characterize the retained factor
RETAINED FACTOR -D4- RETAINED FACTOR -D4- RETAINED FACTOR -D4- RETAINED FACTOR -D4-
D5 - Cause of occurrence
D5 - Cause of occurrence
D5 - Cause of occurrence
D5 - Cause of occurrence
(Why happens this time & no other time)
(Why happens this time & no other time)
(Why happens this time & no other time)
(Why happens this time & no other time)
(In case customer does not exist, D5 com
e before D4)
(In case customer does not exist, D5 com
e before D4)
(In case customer does not exist, D5 com
e before D4)
(In case customer does not exist, D5 com
e before D4)
IS/ IS NOT influence retained factor of
occurrence
What is the rule for risk
Prevention
/ Occurrence?
How to measure/ characterize the retained factor
RETAINED FACTOR -D5- RETAINED FACTOR -D5- RETAINED FACTOR -D5- RETAINED FACTOR -D5- Control pointControl pointControl pointControl pointRetained Factor Retained Factor Retained Factor Retained Factor
validated ?validated ?validated ?validated ?NOKNOKNOKNOK OKOKOKOK
D3 & D7. Indicators follow-up by date of Manufacture / Occurrence / Action implementedD3 & D7. Indicators follow-up by date of Manufacture / Occurrence / Action implementedD3 & D7. Indicators follow-up by date of Manufacture / Occurrence / Action implementedD3 & D7. Indicators follow-up by date of Manufacture / Occurrence / Action implemented
Y
NO YES
NO YES
YES NO
N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N
Before incident
(3 months minimum history) After the incident & counter measure applied
Detection:
Occurrence:
� What is the problem?
� Do I have same problem elsewhere?
� How to contain?
� What is the root cause (non detection and occurrence)
� What are corrective actions plan?
� How to check efficiency?
� What did we learn?(How to capitalize and transversalize ?)
Logical thinking is essential

152Propertyof Faurecia -Duplication prohibited
N°
Re- occurrence Re- occurrence Re- occurrence Re- occurrence
N° Resp.Resp.Resp.Resp. Dead-lineDead-lineDead-lineDead-line
N° Resp.Resp.Resp.Resp. Dead-lineDead-lineDead-lineDead-line
N° VVVV VVVV VVVV VVVV VVVV
N° VVVV VVVV VVVV VVVV VVVV
OOOO = OK, XXXX= NOK, ∆∆∆∆= Doubt, VVVV= Verification
Validated Validated Validated Validated
factorfactorfactorfactor
N°N°N°N°Dead-lineDead-lineDead-lineDead-line ResponsibleResponsibleResponsibleResponsible
RiskRiskRiskRisk
AssessmenAssessmenAssessmenAssessmen
tttt
(Y/N)(Y/N)(Y/N)(Y/N)
EffectivenessEffectivenessEffectivenessEffectiveness
(Y/N)(Y/N)(Y/N)(Y/N)
New risk New risk New risk New risk
detected detected detected detected
(Y/N)(Y/N)(Y/N)(Y/N)
Resp.Resp.Resp.Resp. Dead-line/ DoneDead-line/ DoneDead-line/ DoneDead-line/ DoneCheckCheckCheckCheck
(Y / N)(Y / N)(Y / N)(Y / N)
How many?How many?How many?How many?
(HSE: Accident, Environment, Fire, Others)(HSE: Accident, Environment, Fire, Others)(HSE: Accident, Environment, Fire, Others)(HSE: Accident, Environment, Fire, Others)
Who found the problem? Who created the problem ? Who found the problem? Who created the problem ? Who found the problem? Who created the problem ? Who found the problem? Who created the problem ?
Where was the problem found? Where was the problem Where was the problem found? Where was the problem Where was the problem found? Where was the problem Where was the problem found? Where was the problem
created?created?created?created?
How the problem was found ? How the problem was found ? How the problem was found ? How the problem was found ?
Real situationReal situationReal situationReal situation
Factor validated ?Factor validated ?Factor validated ?Factor validated ?
Action Action Action Action
QRCI-8DQRCI-8DQRCI-8DQRCI-8D
Meeting datesMeeting datesMeeting datesMeeting dates
D6: QRCI Pilot: UAP Mgr. / Hse Mgr. /Logistic Mgr.
etc.
Name/ Signature
PILOTPILOTPILOTPILOT
StepsStepsStepsSteps Milestone reviewMilestone reviewMilestone reviewMilestone review
D1 to D3D1 to D3D1 to D3D1 to D3
24 h24 h24 h24 h
D8: Responsible Mgr: Plant / Program etc.
Name/ Signature
Team:Team:Team:Team: Opened: Opened: Opened: Opened:
D3 – Containment actionsD3 – Containment actionsD3 – Containment actionsD3 – Containment actions
D3: Quality Manager / PILOT / Hse / UAP Mgr.
Definition of incident clear ?
Name/ Signature
Category: Category: Category: Category:
(HSE: FR2t, FR1t & FR0t)(HSE: FR2t, FR1t & FR0t)(HSE: FR2t, FR1t & FR0t)(HSE: FR2t, FR1t & FR0t)
Comments/ ConclusionsComments/ ConclusionsComments/ ConclusionsComments/ Conclusions
D4 to D6D4 to D6D4 to D6D4 to D6
10 workdays10 workdays10 workdays10 workdays
D7 to D8D7 to D8D7 to D8D7 to D8
60 workdays60 workdays60 workdays60 workdays
All actions validated and implementedAll actions validated and implementedAll actions validated and implementedAll actions validated and implemented
D8 - Lessons learnedD8 - Lessons learnedD8 - Lessons learnedD8 - Lessons learnedD6 – Corrective actionsD6 – Corrective actionsD6 – Corrective actionsD6 – Corrective actions
(Process, Machines, Standards, Hazard identification, risk assessment and determining controls)(Process, Machines, Standards, Hazard identification, risk assessment and determining controls)(Process, Machines, Standards, Hazard identification, risk assessment and determining controls)(Process, Machines, Standards, Hazard identification, risk assessment and determining controls)
Lessons learned sharedLessons learned sharedLessons learned sharedLessons learned shared
Follow up by Core teamsFollow up by Core teamsFollow up by Core teamsFollow up by Core teams
ActionsActionsActionsActionsActionActionActionAction
FMEA / Risk assessment updatedFMEA / Risk assessment updatedFMEA / Risk assessment updatedFMEA / Risk assessment updated
Lessons learned (LL)Lessons learned (LL)Lessons learned (LL)Lessons learned (LL) created created created created
Operators informedOperators informedOperators informedOperators informed
Instructions at WS updatedInstructions at WS updatedInstructions at WS updatedInstructions at WS updated
Why ?Why ?Why ?Why ?
Real vs. Real vs. Real vs. Real vs.
Std.Std.Std.Std.
Std.Std.Std.Std.
OK ?OK ?OK ?OK ?
ResultResultResultResultHow to measure/ characterize the factorWhat is the rule for risk
Prevention / Detection ?NOKNOKNOKNOK OK OK OK OK
Real vs. Real vs. Real vs. Real vs.
Std.Std.Std.Std.
Std.Std.Std.Std.
OK ?OK ?OK ?OK ?
StandardStandardStandardStandardControl pointControl pointControl pointControl point Real situationReal situationReal situationReal situation
Why ?Why ?Why ?Why ?
D4 Root cause ( Management issue ? )D4 Root cause ( Management issue ? )D4 Root cause ( Management issue ? )D4 Root cause ( Management issue ? )
Why ?Why ?Why ?Why ? D5 Root cause ( Management issue ? )D5 Root cause ( Management issue ? )D5 Root cause ( Management issue ? )D5 Root cause ( Management issue ? )Why ?Why ?Why ?Why ?
D5 5 Why's
D5 5 Why's
D5 5 Why's
D5 5 Why's Why ?Why ?Why ?Why ?
FACTOR -D4- FACTOR -D4- FACTOR -D4- FACTOR -D4-
FACTOR -D5- FACTOR -D5- FACTOR -D5- FACTOR -D5- Control pointControl pointControl pointControl pointWhat is the rule for risk
Prevention
/ Occurrence?
How to measure/ characterize the factor
Why ?Why ?Why ?Why ?
Why ?Why ?Why ?Why ?
Factor validated ?Factor validated ?Factor validated ?Factor validated ?NOKNOKNOKNOK OKOKOKOK
Investigation actionsInvestigation actionsInvestigation actionsInvestigation actions
Investigation plan to validate/ eliminate a FACTORInvestigation plan to validate/ eliminate a FACTORInvestigation plan to validate/ eliminate a FACTORInvestigation plan to validate/ eliminate a FACTOR
ResultResultResultResult
D5 - Factor of
D5 - Factor of
D5 - Factor of
D5 - Factor of
occurrence
occurrence
occurrence
occurrence
(Why happened ?)
(Why happened ?)
(Why happened ?)
(Why happened ?)
D4 5 Why´s
D4 5 Why´s
D4 5 Why´s
D4 5 Why´s Why ?Why ?Why ?Why ?
IS/ IS NOT influence factor of occurrence
Why ?Why ?Why ?Why ?Why ?Why ?Why ?Why ?
Investigation plan to validate/ eliminate a FACTORInvestigation plan to validate/ eliminate a FACTORInvestigation plan to validate/ eliminate a FACTORInvestigation plan to validate/ eliminate a FACTOR
D4 - Factor of non-
D4 - Factor of non-
D4 - Factor of non-
D4 - Factor of non-
detection
detection
detection
detection
(Cause of non-detection of
(Cause of non-detection of
(Cause of non-detection of
(Cause of non-detection of
Defect / Risk)
Defect / Risk)
Defect / Risk)
Defect / Risk) IS/ IS NOT influence factor of non-
detection
Investigation actionsInvestigation actionsInvestigation actionsInvestigation actions
StandardStandardStandardStandard
D2 - Risks on similar processes, D2 - Risks on similar processes, D2 - Risks on similar processes, D2 - Risks on similar processes, machines, plants?machines, plants?machines, plants?machines, plants?Risky process or conditions to report.Risky process or conditions to report.Risky process or conditions to report.Risky process or conditions to report.
2nd Problem Redefinition2nd Problem Redefinition2nd Problem Redefinition2nd Problem Redefinition(Scope reduction)(Scope reduction)(Scope reduction)(Scope reduction)
IS NOTIS NOTIS NOTIS NOT Retained Retained Retained Retained FactorsFactorsFactorsFactors
EffectivenessEffectivenessEffectivenessEffectiveness
(Y/N)(Y/N)(Y/N)(Y/N)
New risk detected New risk detected New risk detected New risk detected
(Y/N)(Y/N)(Y/N)(Y/N)
Need to warn other plants/R&D
D1- Problem description
D1- Problem description
D1- Problem description
D1- Problem description
5W/ 2H´s5W/ 2H´s5W/ 2H´s5W/ 2H´s1st Problem Definition1st Problem Definition1st Problem Definition1st Problem Definition
(Faurecia View)(Faurecia View)(Faurecia View)(Faurecia View)
What is the problem ? What is the problem ? What is the problem ? What is the problem ?
When the problem happened? When was the problem When the problem happened? When was the problem When the problem happened? When was the problem When the problem happened? When was the problem
created?created?created?created?
Why is it a problem?Why is it a problem?Why is it a problem?Why is it a problem?
ISISISIS
Dead-lineDead-lineDead-lineDead-line
Classification:Classification:Classification:Classification:
(HSE: By physical cause)(HSE: By physical cause)(HSE: By physical cause)(HSE: By physical cause)
D3 & D7. Indicators follow-up by date of Manufacture / Occurrence / Action implementedD3 & D7. Indicators follow-up by date of Manufacture / Occurrence / Action implementedD3 & D7. Indicators follow-up by date of Manufacture / Occurrence / Action implementedD3 & D7. Indicators follow-up by date of Manufacture / Occurrence / Action implemented
Y
NO YES
NO YES
YES NO
N
Y N
Y N
Y N
Y N
Y N Y N Y N Y N Y N
Y N
Y N
Y N
Y N
Y N
Y N
Y N Y N Y N Y N Y N Y N
QRCI
formto use
D1
D2
D3D3&D7
D4
D5
D6 D8

153Propertyof Faurecia -Duplication prohibited
Program QRCI Workshop
• Build the QRCI (one per table) with yourtrainer on the QRCI Form. Perform all 8D steps (60 mn)
• Trainer will give to each group necessaryavailable information
• Debriefing (30 mn)
Brazed
connection
Leak test values higher thaninternal specification found during prototype assembly

154Propertyof Faurecia -Duplication prohibited
Exhaust pipe assembly with brazing
1 - Process Flow in Prototype ShopWASHING
RING
2 – Leak Testing Results
Nok partsOk parts
RAW MATERIAL
TUBE MILL BENDINGDIAMETER
SIZING BRAZING
LEAK TESTING
Ok
WASHING
NOk
RING
END FORMING
Bubles detected with soap

155Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Agenda
7:45 Welcoming coffee
8:00 Opening comments J.M. Renaudie
8:20 Introduction K.Sato
8:35 Capitalization & Tranversalization K.Sato
9:00 Key Characteristics & Strict Control Plans V.Garcia Parra
10:10 FMEA PL.Soula
11:10 Break
11:25 Validated Engineering Changes E.Jacquot
12:05 Lunch
12:45 Program QRCI J.Burke
15:45 Break
16:00 Functional Milestones & Gate Reviews PL.Soula
16:55 Conclusion K.Sato
17:00 End

156Propertyof Faurecia -Duplication prohibited
Break

Functional Milestones + Program Steering Committee & Gate Reviews
Paul-Louis SOULA
7 Quality Basics in 7 Quality Basics in 7 Quality Basics in 7 Quality Basics in DevelopmentDevelopmentDevelopmentDevelopment

158Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Capitalization &
Transversalization
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI

159Propertyof Faurecia -Duplication prohibited
Why this basic?
�Too many bad launches:
Red SOP status (Mar 2011): 27% Red Programs( Jun 2011 25%)
�Delay for passing gates:
Time To Pass Gate (Mare 2011): 41 days(Jun 2011=>33 days)

160Propertyof Faurecia -Duplication prohibited
Module objectives
� Understand basics of Functional Milestones , QVR (Quality Validation Reviews), TVR (Team validation Reviews) and Gate Reviews
� Highlight factors for successful program steering
and Gate Reviews
� Remember: Delayed event has consequences (efficiency, costs) and comes from malfunctioning

161Propertyof Faurecia -Duplication prohibited
Video Part 1

162Propertyof Faurecia -Duplication prohibited
Live exchange – What went wrong?
Consequences
→ Gate red for 4 months
→ Airs shipment of 120 k€
Gate Review
→ PSC members late + 3 function heads missing
→ Product definition freeze is borderline
→ Packaging not validated by plant
→ Late contribution of functions
Core team:
→ No precise lead time to recover 2 wks delay on knee impact
→ Risks identified but not treated

163Propertyof Faurecia -Duplication prohibited
Video Part 2

164Propertyof Faurecia -Duplication prohibited
Live exchange – What went well ?
Core team:
Driven by SLI - weekly meetings- On time escalation -Early experts involvment – Shopfloor review
Early escalation to customer
Preventive measures taken during meeting
Functional Milestones
Function Management engagement
Priorities driven by SLI and anticipation
Review with evidence, facts and data
Gate Review
Green at 1st review – Key Deliverables
Key Deliverables – Detailed validation
Proactive management for next gate review

165Propertyof Faurecia -Duplication prohibited
Functional Milestones

166Propertyof Faurecia -Duplication prohibited
Objectives of Functional Milestones
Make sure that Functional Managers are committed and involved in key decisions concerning programs
– Up to date FAURECIA knowledge is used in programs
– Program risks are well-evaluated and treated
– Improve resource management
– Increased standardization and carry over
– Enable continuous improvement
� Improve the robustness of Gate Review decisions
� Improve our global Time To Pass Gate
Validate the program progress againstStandards & Guidelines and internal expertise while taking
Into account Customer Requirements

167Propertyof Faurecia -Duplication prohibited
Functional Milestone Definitionin “PMS Overview” – FAU-P-DSC-2200
Occur during each phase and involve Core Team members
presenting to a group of Experts, i.e. Functional Managers, and
Technical Experts.
Cover Engineering, Manufacturing, Purchasing, and any other
functions to assess the content and the quality of deliverables
Performed before
• QVRQVRQVRQVR (Quality Validation Review lead by Quality Director) or (Quality Validation Review lead by Quality Director) or (Quality Validation Review lead by Quality Director) or (Quality Validation Review lead by Quality Director) or
• TVRTVRTVRTVR (Team Validation Review co(Team Validation Review co(Team Validation Review co(Team Validation Review co----lead by Program and Quality Directors)lead by Program and Quality Directors)lead by Program and Quality Directors)lead by Program and Quality Directors)
Gate Review happens after a “Green” QVR or TVR
Note: For more details on Functional Milestones see also FCP Manage Gates and Functional Milestones (FAU-P-DSC-2240)

168Propertyof Faurecia -Duplication prohibited
1 2A 3 4 5
ACQUISITION PRODUCT &
PROCESSDESIGN
PRODUCTION SET-UP
LAUNCH
2B
PRODUCTIONDESIGN VERIFICATION
CUSTOMERINQUIRY
PROGRAMAWARD
CUSTOMERTOOL RELEASE
CUSTOMER PRODUCTION
PART APPROVAL
START OF PRODUCTION
END OF PRODUCTION
GR 1 GR 2B GR 3 GR 4GR 2A
Program Management System

169Propertyof Faurecia -Duplication prohibited
PMS Functional Milestones and Gate Reviews
Gate Reviews� Management’s commitment and support of program for next phase� Program risks agreement� Prepared by Functional Milestones and Quality Validation Reviews
Functional Milestones
• Ensure Faurecia best knowledge is used
• Identify technical risks and build subsequent corrective actions
• Ensure propagation of technical and design best practices
Acquisition Design Design VerificationCustomer
RFQ Award TL PPAP SOP
Production Setup Launch
Concept Proposal Validation
GR 1 GR 2A GR 2B GR 3 GR 4Executives Milestones
Fu
ncti
on
al
Milesto
nes
Engineering
Manufacturing
Purchasing
Quality
Finance
FM1A FM1 FM2A FM2B FM3
QVR* TVR** QVR* TVR** QVR* TVR** QVR* TVR**
QVR* : Quality Validation Review TVR** : Team Validation Review

170Propertyof Faurecia -Duplication prohibited
Roles of function versus program
What When
QCD performance
Coordination
Global budget
Decision/ Escalade
Reporting towards customer
How
Resources
Standards
Expertise
Stick with commited cost
Veto
Validate and dive
PROGRAM FUNCTION

171Propertyof Faurecia -Duplication prohibited
PSA OEM Benchmark
Function Objectives
e.g. R&D Director, Purchasing Director, ME Director
Q R T and Communication (int. / ext.)
Quality SystemDefinition of way of working, functional objectivesand organization
Resources/People Quantity and Competence
TechnicalStandards State of the art
Program Objectives
e.g. Program Manager
Q C D and Performance
Results

172Propertyof Faurecia -Duplication prohibited
Functional Milestone Review Attendees
Status: E2B
Review Date:
Attempt: 1st
ASPG
Engineering Functional
Milestone Review
VW 250
Function: Invited:M/O:
JIT complete seat
Attended:
QPS-Manager
PQL VW 250
Division:
Program:
Product:
EFM Review Committee Members:
VW Group
Owner: J.Schnabel
O
SA VW 250
M
M
M
R. Oberbeck
J.Etzel
J.SchnabelJ.Schnabel
R. Oberbeck
J.Etzel
M: Mandatory - O: Optional
SSD - SECI Manager O R. Deppe R. Deppe
Programmdirector O K.Schlueter K.Schlueter
SSD - SSA Manager SEC O
SSD - DFA Manager O
R&D Vice President M T.Ludewig R.Hanauske
Director SSD - NEC M R.Hanauske R.Hanauske
SDS - Manager M T.Collette
SSD - PCA Manager O D.Kraft D.Kraft
SSD - SSA Manager O A.Spormann A.Spormann
SSD - CTCM Manager O S.Kroener S.Kroener
F.Meyer Joachim Mai
A. Buddensiek

173Propertyof Faurecia -Duplication prohibited
Functional Milestone Checklists
Owned and maintainedby BG Functions

174Propertyof Faurecia -Duplication prohibited
Program Steering Committee&
Gate Reviews

175Propertyof Faurecia -Duplication prohibited
PMS: Levels of control
FAURECIA
MANAGEMENT
Program Steering Committee
PROGRAM OBJECTIVES
LINE MANAGEMENT
PROGRAM MANAGER
PROGRAM PROGRESS
MGMT DECISIONS
GATE REVIEW #1-4
FUNCTIONAL MILESTONES
DETAILED REPORTS BY FUNCTION
PRODUCT ReadinessPROCESS
Readiness
KPI Monitoring
DESIGN VALIDATION
PM PMLPQL PBPDL
STRATEGIC OBJECTIVES
TECHNICAL & FUNCTIONAL OBJECTIVES
PROGRAM PROGRESS
3. Governance
SUPPLIER Readiness

176Propertyof Faurecia -Duplication prohibited
Who is on the Program Steering Committee (PSC)?
Sales
Purchasing
Product Engineering
Program Management
Human Resources
Manufacturing
Quality Regional Director of Quality
Regional Director of Human Resources
PG or Regional Director of Programs
Appropriate Customer Division Manager
Regional Director of Product Engineering
Regional Director of Manufacturing
Regional Director of Purchasing
Regional VP (Chairman)
Finance Regional Controller

177Propertyof Faurecia -Duplication prohibited
Mind-set change: Company wide expectations…
Gate Review repetitions are not acceptable
� 1st pass of all / majority of Mandatory Deliverables
� 2nd run to close any open issues raised in 1st run
Escalation is not only for information exchange, it is really forproblem resolution
� Increase information transparency – do not kill the messenger
� Focus on preventive problem solving and set the example for timely management involvement

178Propertyof Faurecia -Duplication prohibited
PMS Mandatory Program Deliverables
SalesAgreed prototype prices
Outstanding paymentsPre-series parts paid
Updated series price with POCustomer Contract Agreed tool & pre-series & series prices
Prototypes paidSales
Agreed prototype prices
Outstanding paymentsPre-series parts paid
Updated series price with POCustomer Contract Agreed tool & pre-series & series prices
Prototypes paid
Human
Resources Product support team staffedProgram Teams staffed Plant Start-up team plannedHuman
Resources Product support team staffedProgram Teams staffed Plant Start-up team planned
4444 LAUNCH1111 ACQUISITION 2A2A2A2A DESIGN 3333 PRODUCTION SET-UP2B2B2B2B DESIGN VERIFICATION5 Series
PRODUCTION4444 LAUNCH1111 ACQUISITION 2A2A2A2A DESIGN 3333 PRODUCTION SET-UP2B2B2B2B DESIGN VERIFICATION5 Series
PRODUCTION
Purchasing Supplier PPAP *Expert suppliers contracts signed BOPs, tools, gauges, equipment orderedDesigners suppliers contracts signedPurchasing Supplier PPAP *Expert suppliers contracts signed BOPs, tools, gauges, equipment orderedDesigners suppliers contracts signed
Design Validation Plan *
Design FMEA *
Product
Engineering Key characteristics *
Product definition for DV *
Production Validation test results successful *
Initial product concept Product definition freeze*
DVP test results successful
BOPs definition released
Design FMEA Actions implemented
Prototypes approved
Design Validation Plan *
Design FMEA *
Product
Engineering Key characteristics *
Product definition for DV *
Production Validation test results successful *
Initial product concept Product definition freeze*
DVP test results successful
BOPs definition released
Design FMEA Actions implemented
Prototypes approved
Detailed SOW Lessons Learned *
Program
ManagementS/R concerns solved (SLI) *
ECM for pre-series & series in place
Program internal contract
(program objectives)
Master schedule *
Single List of Issues in place
ECM for development In place
Single List of Issues managed *
Control of
process &
design
change *
Activities during ramp-up *
Make or Buy finalized (Subcontractors)
Prototype build plan CAR approved Pre-series build plan
Detailed SOW Lessons Learned *
Program
ManagementS/R concerns solved (SLI) *
ECM for pre-series & series in place
Program internal contract
(program objectives)
Master schedule *
Single List of Issues in place
ECM for development In place
Single List of Issues managed *
Control of
process &
design
change *
Activities during ramp-up *
Make or Buy finalized (Subcontractors)
Prototype build plan CAR approved Pre-series build plan
Initial process capability study plan *
Facilities / Footprint specificationsManufac-
turing
Process definition
Production System definition
EMPT Run @ Rate
Initial supply chain concept (internal/external MIFD*)
Initial process concept
Prel. Manufacturing footprint
Initial equipment concept
Facilities definition released
Equipment & tooling specs * released
Logistic& Packaging definitions released *
Process FMEA * actions launchedProcess FMEA
Process capability achieved *
Mass Production Trial Run @ Rate *
Logistic & packaging in place *
Process flow realized *
Production process Instruction *
Process definition released
Initial process capability study plan *
Facilities / Footprint specificationsManufac-
turing
Process definition
Production System definition
EMPT Run @ Rate
Initial supply chain concept (internal/external MIFD*)
Initial process concept
Prel. Manufacturing footprint
Initial equipment concept
Facilities definition released
Equipment & tooling specs * released
Logistic& Packaging definitions released *
Process FMEA * actions launchedProcess FMEA
Process capability achieved *
Mass Production Trial Run @ Rate *
Logistic & packaging in place *
Process flow realized *
Production process Instruction *
Process definition released
Actual BPInitial Business Plan Actual BPFinance Actual BPInitial Business Plan Actual BPFinance
END OF PRODUCTION
CUSTOMERINQUIRY
PROGRAMAWARD
CUSTOMERTOOL RELEASE
CUSTOMER PRODUCTION
PART APPROVAL
START OF PRODUCTION
END OF PRODUCTION
CUSTOMERINQUIRY
PROGRAMAWARD
CUSTOMERTOOL RELEASE
CUSTOMER PRODUCTION
PART APPROVAL
START OF PRODUCTION
GR 1 GR 2B GR 3 GR 4CAR ApprovalProgram Quote Review
GR 2AGo/No Go Program Target Review
GR 1 GR 2B GR 3 GR 4CAR ApprovalProgram Quote Review
GR 2AGo/No Go Program Target Review
Quality
Quality Management Plan Quality Target Study * Gauges requirements *
Prototype control plan
Production Control Plan *Pre Production control plan implemented *Pre Production control plan
Prototype control plan implemented *
Initial Samples Submitted to Customer * I.S. for additional capacity
Quality
Quality Management Plan Quality Target Study * Gauges requirements *
Prototype control plan
Production Control Plan *Pre Production control plan implemented *Pre Production control plan
Prototype control plan implemented *
Initial Samples Submitted to Customer * I.S. for additional capacity
V1.0
* mandatory deliverables linked to Quality Validation Review minimum necessity items 1. Process1. Process1. Process1. Process

179Propertyof Faurecia -Duplication prohibited
Version 2 - 14 Dec 2009
Program Internal Contract (program objectives) - GR#1
Description
The Program Internal Contract articulates the performance boundaries of a program (objectives) committed to by the
PSC Chairman as agreed by the Program Steering Committee (PSC), the Program Core Team (PCT), and associated
Functional Managers at the Gate Review.
The Program Internal Contract is prepared in the acquisition phase between the Program Quote Review and the
Program Team Kick-off. The Program Internal Contract is first approved at the Gate Review #1 by the PSC. The PSC
reviews the Program Internal Contract at subsequent Gate Reviews. It is possible that the threshold level of some
contract parameters are changed during subsequent Gate Reviews.
Input
Program Quote Review minutes
Customer requirements
Initial Product and Process Concept
Preliminary Manufacturing Footprint
Initial Equipment Concept
Initial Supply Chain Concept
Required output
Completed Program Internal Contract with full commitment of Program Team, Functional Managers and the Product
Steering Committee
Documents to be used
Program Internal Contract
ResponsibilityValidator: Program Steering Committee
Actor: Acqusition Manager up to Program Kick-off, Program Manager after Program Kick-off

180Propertyof Faurecia -Duplication prohibited
Program Internal Contract
� Prepared between the Program Quote Review & Program Team Kick-off
� Highlights the major program risks
� First approved at the Gate Review #1 by the PSC
� Functions have committed to their associated key program challenges
� The PSC reviews the Program Internal Contract atsubsequent Gate Reviews
� The right level of staffing is reserved in order to close the gaps

181Propertyof Faurecia -Duplication prohibited
Articulate the performance boundaries of a program as mutually agreed by theProgram Steering Committee (PSC) and the Program Core Team.
Prepared between the Program Quote Review and the Program Team Kick-off. First approved at the Gate Review #1 by the PSC. The PSC reviews the Program Internal Contract at subsequent Gate Reviews. Committed product deliverables are defined.Hard to measure customer expected performance targets are identified.Target and the actual values are compared and the magnitude of the gaps are estimated.The right level of staffing is reserved in order to close the gaps. Major program challenges are highlighted early.Main program stakes are transferred into the Program Single List of Issues Complementary gap closure projects are launched. The program scope is adjusted.Functions have committed to their associated key program challenges.
indicator Units Target Actual Seuil Alerte
Product
performance Safety/Regulation
Safety Customer
specification (
incl.NCAP) Tests status R/Y/G G Y
Regulation Tests status R/Y/G G Y
Interface with vehicule % parts in carry over % 10% 7% TBD
Innovative functions/new applications Number of new functions number 1 1
Innovation 1 - BA3 Milestone status M1-M4 M4 Status M4 < M3
Weight % = actual/customer target % 66kg 70kg TBD
Perceived quality Electrical Noise dB dB <40 36
Functional Noise Zero V3 Quotation RSA Subjective 0 >0
Aspect Number of DMT points number 0V1 et (V2+V3)<0.03 @ SOP TBD
effort Newtons number 100% to specification 1 Non conformance
Reliability & endurance Status of endurance test R/Y/G G Y
Design for manufacturing R/G 100% operation GO au Gate 2 RAGREPT Number of points < 5 number 0-5 5+1
Cost
Product cost (Provisional Product Cost
with current definition and current
manufacturing performance) Previsional cost / target cost 381.49 387.22
IRR % IRR % 15 6.8 5%
OI OI 6 2.6 0Upfront Upfront en ME 13.3 15 20%
Quality PPM at 0km PPM 40 150 10%
3 Months Warranty Claims K°/°° = Cases per 1000 2.15
B: 1,3
C: 6,9 10%
Resources Staffing CT & ET Zero Open Position * 1Turnover on Core Team and key
functions (Program Manager, Core
Team Members, Architect) % 0 0 1
Delivery Definition Freeze for DV juin-06 NA
Tool Launch avr-07 NAPPAP juil-08 Na
Manufacturing
Footprint Number and names of plants Number and name Number and name
6, ACL (JIT), St. Jao Madere
(Foam), St. Jao Madere
(Metal), St. Jao Madere
(Insitu), STEA (Trim Covers),
Poland (Slides)
84, Coife (3
Suppliers) Any changeProduction Volumes Unit forecast 1,000,000 NA 5%
Program
Specific
Targets/Challene
ges LCC % LCC Supplier Pannel % 30% 20% 5%
New Plant
Plant built, equiped, staffed
and approved 0
New Customer 0
New Concept 0New Development Venture 0
Program Internal Contract
Program Internal Contract
Weight 66kg 70kg
LCC 30% 20%

182Propertyof Faurecia -Duplication prohibited
“Good” answer for
“Functional milestones & Gate Reviews”
How do you perform your Functional Milestones and your Gate Reviews ?
Clear list of attendees (plan/real)
including expert and mandatory if needed
Clear check list with conclusion (Ok/NOk)
( clear criteria to conclude Ok)
Action plan with Responsible & deadline in single file
Calendar for next ( six months at least) Functional Milestones
& Gate Review
Time to pass Gate is monitored and achieving
target line
Engineering / Manufacturing / Purchasing Functional
Milestones
ENGINEER
MANUF
PURCHASING
E84
Product type Complete Seat
1st row
Katharina Jahn
07/10/2008Review
location
Stadthagen Jacek Kusiak
PQL OutputsWP planned
closure dateQuality Key Deliverables Critical Status Comments / Actions Detailed description of PQL output
Product performance - PIST Level PIST level for KPCs has achieved the customer target
Final Key Characteristics ListKey Characteristics List reviewed and updated based on the prototype
tests, measurement results
2E15 Internal Quality Objectives Updated Development Convergence Plan 22/09/08Prototype control plan implemented
C G
Prototype control plan implemented and signed off
Product audit tracking is ongoing
reference to Convergenceplan E84_Fehlerübersicht_KJ_20080809
Action plan defined to correct non conformance based on PIST values, DV test results and any other non conformities (complaints..etc.).
Pre-Production Control Plan
Flow Chart/Machines, Tools used in the process / KPC, KCC /
Frequency of control / Inspection methods, gauges, tools../ Record
format and duration / Reaction rules in case of non conformity (Rework?)
/ Approval by Plant and Program Manager
Pre-Production Inspection InstructionsReferences for measurement / Characteristics to be measured with
tolerance and classification
QSE plan with implementation dates in line with
FPT, MPT & EMPT requirements and schedule-
QSE Training & coaching plan -
- - Program risk assessment ongoing G Shareplace is updated and in use / also 3PR and LOP / SLI / PRC
Regular Program risk assessment - Prototype (SLI /or customer specific
list, 3PR, PRC, PQL Sharepoint, Risks identified and under control or
escalated when necessary)
- - Quality Validation Review 23/09/08Prototype control plan implemented
G 23.09.2008 09:30 - 11:00 result A-QVR conclusion positive (status A or A-) or QVR scheduled (if QFM is
performed earlier than QVR )
Conclusion: PASS :___YES____ FAIL: ______
Re-Review Necessary ? YES:_______ NO:___X_____
Signature Name Date
Program Quality Manager Kusiaz Jacek 7-oct.-08
Comments:
2E14
2E25 Pre-Production Control Plan
Pre-Production Control Plan
Prototype control plan
implementedGauges requirements
2E+28
07/07/08
07/07/08
25.06.08
Proto #2 Quality Performance Analyzed
Pre-Production Control Plan
Established
QSE deployment plan defined
Work Packages
QUALITY FUNCTIONAL MILESTONE QUALITY FUNCTIONAL MILESTONE QUALITY FUNCTIONAL MILESTONE QUALITY FUNCTIONAL MILESTONE Phase 2BPhase 2BPhase 2BPhase 2B
Program
Review Date
PQL & contributors
Reviewed by
C
Pre-Production Controlplan is defined and signed off
Inspection instructions are defined (based on E90) Update
--> next update of inspection instruction will be during PVL-phase in 02/2009,
training material is available in plant now
QSE plan for 2. semester 2008 is defined together with the plant QSE Coordinator
(Bernd Schmeisser / Michael Wende) date for R@R implemented; planned dates:
FPT (20.02.2009), MPT (22.05.2009), EMPT (24.09.2009) will be implemented in
the next update of semester 1-2/2009
New Training and choaching for E84 is not necessary, because of carry over E90 (statement UAP Manager Y. Kermarrec) Budget 2009 :2 new Trainers and 1 new
employee (50%) planned
G
Y
G
PIST level actual
94,96% (h-point in BMW production adjustment)
78,92% (h-point in LH- addjustment)
target 60% for phase 2b
--> to add root cause action pilot and deadline in the PIST database
Actions are defined and agreed with the customer - H-point - discussion with Karmann and BMW because LH - adjustment is
necessary, planned for cw 48; BMW and Karmann know this problem (because of
carry over parts the h-point E84 could not reach LH-adjustment, but BMW-
production and ECE adjustments are fulfilled)
Key Characteristics are updated (last update 25.09.2008 Rev. 05)
69 characteristics (class 1 = 12; class 2 = 27; check criteria = 30) --> PIST&PIPC -
12 characteristics --> class 1 = 0, class 2 = 4, check criteria = 8
Ok
Critical item

183Propertyof Faurecia -Duplication prohibited
Key Messages
�Focus on the PMS Mandatory Deliverables
�The Program Steering Committee is a cross functional business management team
�The PSC guarantees the full engagement of the line organization to meet program objectives
�Gate Reviews are about decision
�Change organization mind-set to assure first pass yield of Gate Reviews

184Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Asia Shanghaï May 12th 8h-18h00
USA A.Hills-Frazer Jun 17th 8h-18h00
France Meru Jun 30th 8h-18h00
Germany Augsburg Jul 8th 8h-18h00
SAO Curitiba Sep 30th 8h-18h00
India Pune Oct 14th 8h-18h00
2011 Group sessions in Regions

ConclusionConclusionConclusionConclusion
Ken SATOKen SATOKen SATOKen SATO
7 Quality Basics in 7 Quality Basics in 7 Quality Basics in 7 Quality Basics in DevelopmentDevelopmentDevelopmentDevelopment

186Propertyof Faurecia -Duplication prohibited
Mandatory Program Deliverables
SalesAgreed prototype prices
Outstanding paymentsPre-series parts paid
Updated series price with POCustomer Contract Agreed tool & pre-series & series prices
Prototypes paidSales
Agreed prototype prices
Outstanding paymentsPre-series parts paid
Updated series price with POCustomer Contract Agreed tool & pre-series & series prices
Prototypes paid
Human Resources Product support team staffedProgram Teams staffed Plant Start-up team plannedHuman Resources Product support team staffedProgram Teams staffed Plant Start-up team planned
4444 LAUNCH1111 ACQUISITION 2A2A2A2A DESIGN 3333 PRODUCTION SET-UP2B2B2B2B DESIGN VERIFICATION5 Series
PRODUCTION4444 LAUNCH1111 ACQUISITION 2A2A2A2A DESIGN 3333 PRODUCTION SET-UP2B2B2B2B DESIGN VERIFICATION5 Series
PRODUCTION
Purchasing Supplier PPAP *Expert suppliers contracts signed BOPs, tools, gauges, equipment orderedDesigners suppliers contracts signedPurchasing Supplier PPAP *Expert suppliers contracts signed BOPs, tools, gauges, equipment orderedDesigners suppliers contracts signed
Design Validation Plan *
Design FMEA *
Product
Engineering Key characteristics *
Product definition for DV *
Production Validation test results successful *
Initial product concept Product definition freeze*
DVP test results successful
BOPs definition released
Design FMEA Actions implemented
Prototypes approved
Design Validation Plan *
Design FMEA *
Product
Engineering Key characteristics *
Product definition for DV *
Production Validation test results successful *
Initial product concept Product definition freeze*
DVP test results successful
BOPs definition released
Design FMEA Actions implemented
Prototypes approved
Detailed SOW Lessons Learned *
Program
ManagementS/R concerns solved (SLI) *
ECM for pre-series & series in place
Program internal contract
(program objectives)
Master schedule *
Single List of Issues in place
ECM for development In place
Single List of Issues managed *
Control of
process &
design
change *
Activities during ramp-up *
Make or Buy finalized (Subcontractors)
Prototype build plan CAR approved Pre-series build plan
Detailed SOW Lessons Learned *
Program
ManagementS/R concerns solved (SLI) *
ECM for pre-series & series in place
Program internal contract
(program objectives)
Master schedule *
Single List of Issues in place
ECM for development In place
Single List of Issues managed *
Control of
process &
design
change *
Activities during ramp-up *
Make or Buy finalized (Subcontractors)
Prototype build plan CAR approved Pre-series build plan
Initial process capability study plan *
Facilities / Footprint specificationsManufac-
turing
Process definition
Production System definition
EMPT Run @ Rate
Initial supply chain concept (internal/external MIFD*)
Initial process concept
Prel. Manufacturing footprint
Initial equipment concept
Facilities definition released
Equipment & tooling specs * released
Logistic& Packaging definitions released *
Process FMEA * actions launchedProcess FMEA
Process capability achieved *
Mass Production Trial Run @ Rate *
Logistic & packaging in place *
Process flow realized *
Production process Instruction *
Process definition released
Initial process capability study plan *
Facilities / Footprint specificationsManufac-
turing
Process definition
Production System definition
EMPT Run @ Rate
Initial supply chain concept (internal/external MIFD*)
Initial process concept
Prel. Manufacturing footprint
Initial equipment concept
Facilities definition released
Equipment & tooling specs * released
Logistic& Packaging definitions released *
Process FMEA * actions launchedProcess FMEA
Process capability achieved *
Mass Production Trial Run @ Rate *
Logistic & packaging in place *
Process flow realized *
Production process Instruction *
Process definition released
Actual BPInitial Business Plan Actual BPFinance Actual BPInitial Business Plan Actual BPFinance
END OF PRODUCTION
CUSTOMERINQUIRY
PROGRAMAWARD
CUSTOMERTOOL RELEASE
CUSTOMER PRODUCTION
PART APPROVAL
START OF PRODUCTION
END OF PRODUCTION
CUSTOMERINQUIRY
PROGRAMAWARD
CUSTOMERTOOL RELEASE
CUSTOMER PRODUCTION
PART APPROVAL
START OF PRODUCTION
GR 1 GR 2B GR 3 GR 4CAR ApprovalProgram Quote Review
GR 2AGo/No Go Program Target Review
GR 1 GR 2B GR 3 GR 4CAR ApprovalProgram Quote Review
GR 2AGo/No Go Program Target Review
Quality
Quality Management Plan Quality Target Study * Gauges requirements *
Prototype control plan
Production Control Plan *Pre Production control plan implemented *Pre Production control plan
Prototype control plan implemented *
Initial Samples Submitted to Customer * I.S. for additional capacity
Quality
Quality Management Plan Quality Target Study * Gauges requirements *
Prototype control plan
Production Control Plan *Pre Production control plan implemented *Pre Production control plan
Prototype control plan implemented *
Initial Samples Submitted to Customer * I.S. for additional capacity
V1.0

187Propertyof Faurecia -Duplication prohibited
7 Quality Basics in Development
Key Characteristics
Strict Control Plans
ValidatedEngineering
Changes
Functional Milestones,
Program Steering Committee
and Gate Reviews
FMEA
Program
QRCI
Capitalization &
Transversalization

188Propertyof Faurecia -Duplication prohibited
The basic rule:
We are all allowed to make a mistake once
But:
This is true for:
Individuals
Teams
FAURECIA
we are not allowed to repeat twice the same mistake

189Propertyof Faurecia -Duplication prohibited
The 7 Quality Basics in Development
are not tools for
Quality and PMS people
Who is responsible for Development Quality?
Who has to implement the 7 Quality basics in Development?
Who is in charge?
They are our basic
Development tools

190Propertyof Faurecia -Duplication prohibited
7 Quality basics in Development Evaluation form
NAME :_____________________________Session:_____________________________________
1 2 3 4
Introduction
Capitalization &
Transversalisation
Key Characteristics
FMEA
Strict control plans
Program QRQC
Validated Engineering
Changes
Functional milestones
& Progr Steering Com
& Gate Reviews
How to accelerate
Conclusion
Rating: 1 = Poor 2=Average 3=Good 4= Excellent
General Appraisal 1 2 3 4 Comments:
Value added of
the module Comments
Evaluation Form
to fill in

191Propertyof Faurecia -Duplication prohibited