
5811 5815.output
48
* GB786219 (A) Description: GB786219 (A) ? 1957-11-13 Improvements in grinding mills Description of GB786219 (A) PATENT SPECIFICATION 786,219 Date of Application and filing Complete Specification: May 4, 1955. No 12954/55. Application made in Italy on May 6, 1954. Complete Specification Published: Nov 13, 1957. Index at Acceptance:-Class 59, A 2 (C: F: G). International Classification:-BO 2 c. COMPLETE SPECIFICATION Improvements in grinding mills I, CAMILLO BARGERO, an Italian citizen, of 7, Piazza S Francisco, Casale Monferrato, Italy, do hereby declare the invention, for which I pray that a patent may be granted to me, and the method by which it is to be performed, to be particularly described in and by the following statement:- This invention provides a grinding mill of the type comprising an elongated cylindrical drum rotating about a horizontal axis, a
Transcript of 5811 5815.output
* GB786219 (A)
Description: GB786219 (A) ? 1957-11-13
Improvements in grinding mills
Description of GB786219 (A)
PATENT SPECIFICATION 786,219 Date of Application and filing Complete Specification: May 4, 1955. No 12954/55. Application made in Italy on May 6, 1954. Complete Specification Published: Nov 13, 1957. Index at Acceptance:-Class 59, A 2 (C: F: G). International Classification:-BO 2 c. COMPLETE SPECIFICATION Improvements in grinding mills I, CAMILLO BARGERO, an Italian citizen, of 7, Piazza S Francisco, Casale Monferrato, Italy, do hereby declare the invention, for which I pray that a patent may be granted to me, and the method by which it is to be performed, to be particularly described in and by the following statement:- This invention provides a grinding mill of the type comprising an elongated cylindrical drum rotating about a horizontal axis, a plurality of radial partitions within the drum extending longitudinally over the whole length of the latter and defining a plurality of longitudinally extending main 1 S chambers of circular sector-shaped crosssection, grinding bodies in said chambers, an inlet opening at one end of the drum for charging the material to be ground and associated with one of said main chambers, an outlet opening at the other end of the drum for discharging the material ground and associated with at least one of the remaining main chambers, and means connecting said main chambers therebetween in order to allow conveying the material being ground from said inlet opening towards said outlet opening of the drum, characterised in that the said connecting means comprise arcuate channels arranged externally of the outer periphery of the drum and communicating with two successive main chambers through openings provided in the outer peripheral wall of the said
drum. In order that the invention may more readily be understood, certain embodiments of the same will now be described with reference to the accompanying diagrammatical drawings, wherein: Figure 1 is a side elevation of an embodiment of a grinding mill according to the present invention. Figures 2, 3 and 4 are transverse sections on the lines II-II, III-III and IV-IV respectively of Figure 1 lPrice 3 s 6 d l Figure 5 is an enlarged perspective view of one end of the grinding mill shown in Figure 1; Figure 6 is a side elevation of a modified grinding mill construction provided with four chambers; Figure 7 is a part sectional view corresponding to Figure 6; Figure 8 is a longitudinal section taken on line VIII-VIII of Figure 6; Figures 9 and 10 are transverse sections taken on lines IX-IX and X-X respectively of Figure 6; Figure 11 shows a modification of Figure 6; and Figures 12 to 14 are transverse sections taken on lines XII-XII, XIII-XIII and XIVXIV respectively of Figure 11. Referring to Figures 1 to 5, the grinding mill shown comprises a cylindrical drum 1 closed at its ends, except for openings 22, 23 for the inlet and outlet of the material; the drum carries a gear wheel 24 by which it is rotated. The drum 1 is subdivided into three longitudinally extending circular sectorshaped main chambers A, B and C of an angular width of about 108 , 90 and 1620 respectively, in which the material is successively ground to the desired fineness by grinding bodies, e g balls, enclosed within the chambers. The material is fed to the first main chamber A through the opening 22 by a screw which is not shown on the drawing, the finely ground material being discharged from the third main chamber C through the opposite opening 23. The grinding mill is rotated in the direction shown by the arrow 28, and the continuous supply of material through the outlet opening 22 causes the longitudinal travel of the material within the successive grinding chambers, this taking place in main chamber A from the inlet 22 towards the outlet 23, in main chamber B in the opposite so direction and in main chamber C in the same direction as in main chamber A. Chambers A and B communicate with each other at the end of the grinding mill near the outlet opening 23 and at its central portion, for the passage of the material which has undergone the first grinding step. This communication is established through grids 25 provided in the casing of main chamber A, each grid giving access to an external arcuate channel 26 ending in an opening 27 for discharging the
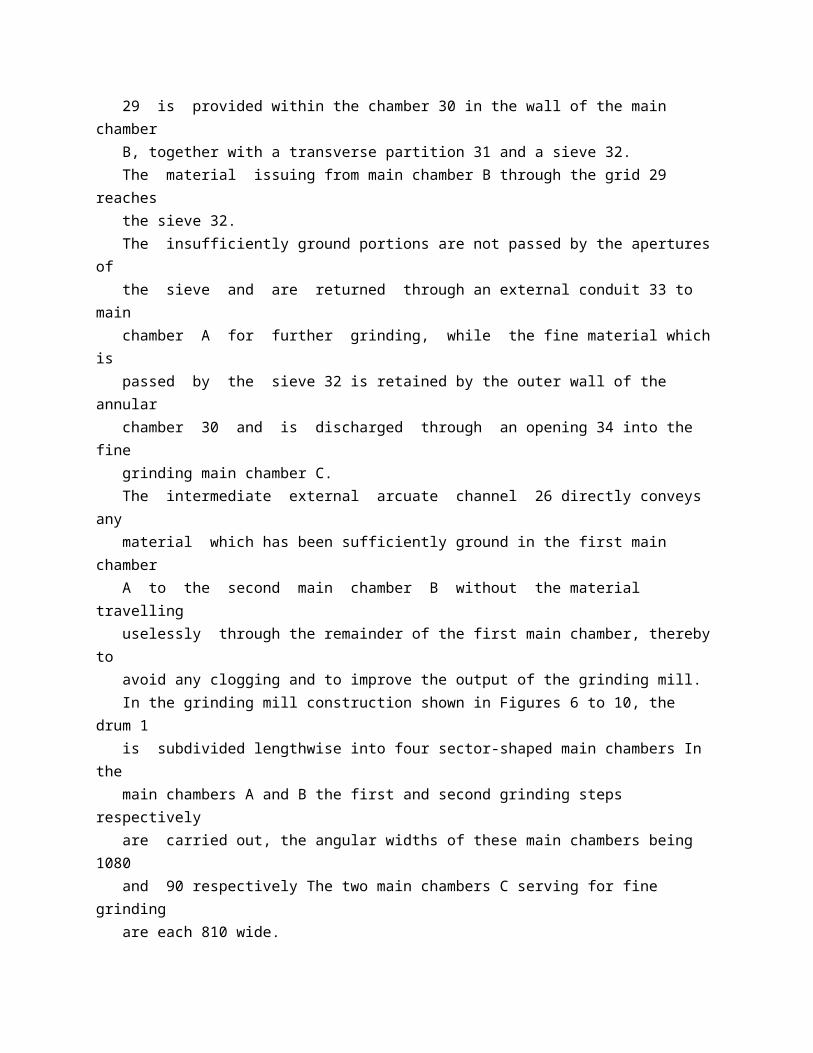
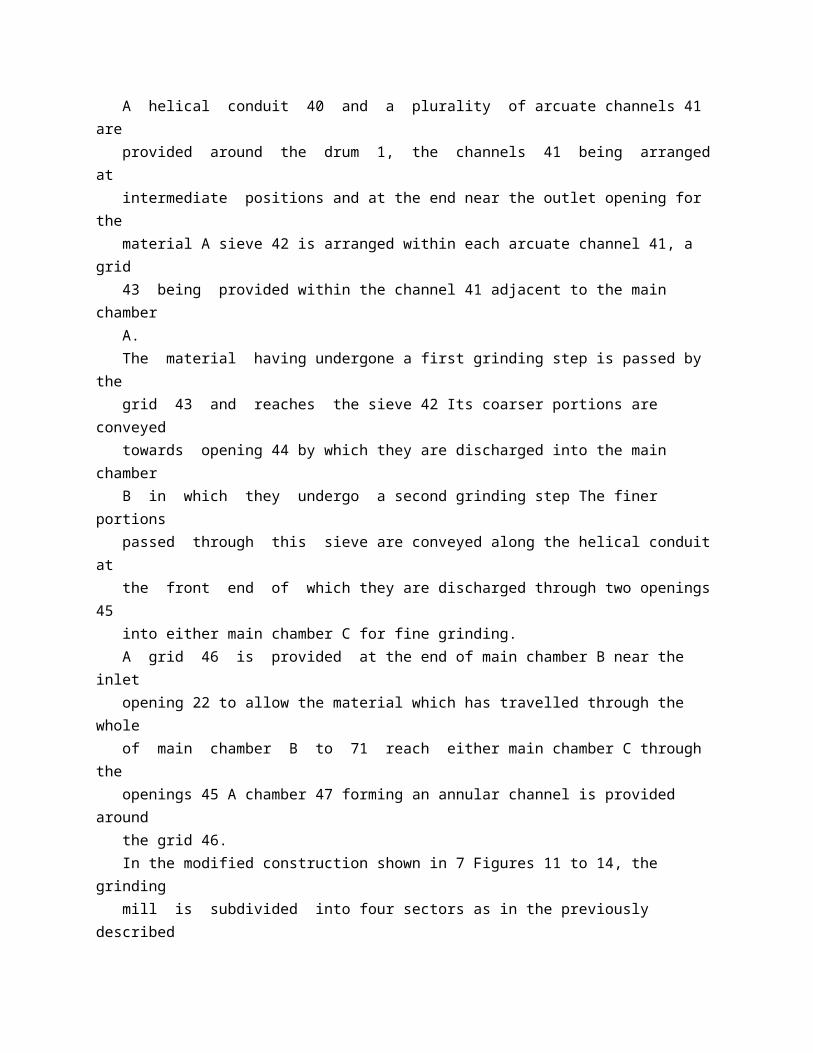
material into chamber B. An annular chamber 30 is arranged about the drum at the end of the grinding mill near the inlet opening 22 A grid 29 is provided within the chamber 30 in the wall of the main chamber B, together with a transverse partition 31 and a sieve 32. The material issuing from main chamber B through the grid 29 reaches the sieve 32. The insufficiently ground portions are not passed by the apertures of the sieve and are returned through an external conduit 33 to main chamber A for further grinding, while the fine material which is passed by the sieve 32 is retained by the outer wall of the annular chamber 30 and is discharged through an opening 34 into the fine grinding main chamber C. The intermediate external arcuate channel 26 directly conveys any material which has been sufficiently ground in the first main chamber A to the second main chamber B without the material travelling uselessly through the remainder of the first main chamber, thereby to avoid any clogging and to improve the output of the grinding mill. In the grinding mill construction shown in Figures 6 to 10, the drum 1 is subdivided lengthwise into four sector-shaped main chambers In the main chambers A and B the first and second grinding steps respectively are carried out, the angular widths of these main chambers being 1080 and 90 respectively The two main chambers C serving for fine grinding are each 810 wide. A helical conduit 40 and a plurality of arcuate channels 41 are provided around the drum 1, the channels 41 being arranged at intermediate positions and at the end near the outlet opening for the material A sieve 42 is arranged within each arcuate channel 41, a grid 43 being provided within the channel 41 adjacent to the main chamber A. The material having undergone a first grinding step is passed by the grid 43 and reaches the sieve 42 Its coarser portions are conveyed towards opening 44 by which they are discharged into the main chamber B in which they undergo a second grinding step The finer portions passed through this sieve are conveyed along the helical conduit at the front end of which they are discharged through two openings 45 into either main chamber C for fine grinding. A grid 46 is provided at the end of main chamber B near the inlet opening 22 to allow the material which has travelled through the whole of main chamber B to 71 reach either main chamber C through the openings 45 A chamber 47 forming an annular channel is provided around the grid 46. In the modified construction shown in 7 Figures 11 to 14, the grinding mill is subdivided into four sectors as in the previously described construction The drum includes three arcuate channels 50 spaced along
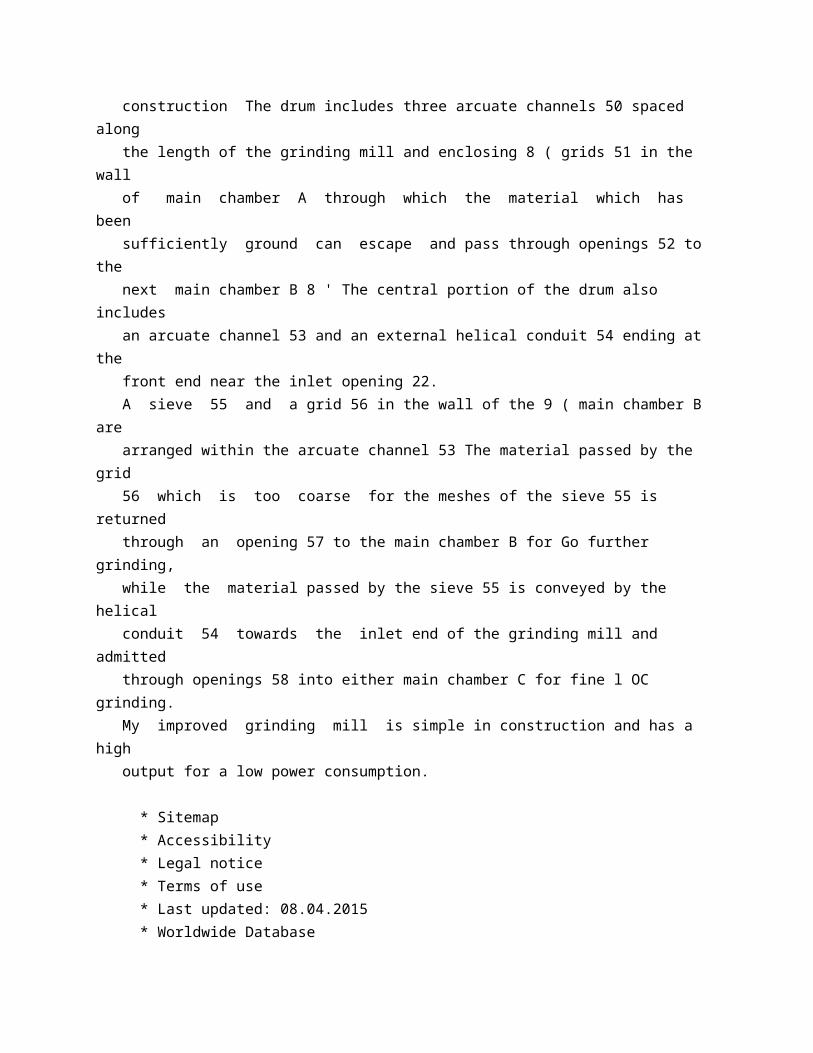
the length of the grinding mill and enclosing 8 ( grids 51 in the wall of main chamber A through which the material which has been sufficiently ground can escape and pass through openings 52 to the next main chamber B 8 ' The central portion of the drum also includes an arcuate channel 53 and an external helical conduit 54 ending at the front end near the inlet opening 22. A sieve 55 and a grid 56 in the wall of the 9 ( main chamber B are arranged within the arcuate channel 53 The material passed by the grid 56 which is too coarse for the meshes of the sieve 55 is returned through an opening 57 to the main chamber B for Go further grinding, while the material passed by the sieve 55 is conveyed by the helical conduit 54 towards the inlet end of the grinding mill and admitted through openings 58 into either main chamber C for fine l OC grinding. My improved grinding mill is simple in construction and has a high output for a low power consumption.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB786220 (A)
Description: GB786220 (A) ? 1957-11-13
Improvements in or relating to the manufacture of insulated electric cables
Description of GB786220 (A) Translate this text into Tooltip
[75][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete,
up-to-date or fit for specific purposes.
PATENT SPECFICATION Inventor: -JOHN STANLEY WADDINGTON. Date of filing Complete Specification: May 4, 1956. Application Date: Mlay 5, 1955 No 13109/55. (Patent of Addition to No 749, 288, dated Feb 11, 1955). Complete Specification Published: Nov 13, 1957. Index at Acceptance:-Class 36, A( 1 B 3: 5 16). International Classification -H Oib. COMPLETE SPECIFICATION. Improvements in or relating to the Manufacture of Insulated Electric Cables. We, BRITISH INSULATED CALLENDER'S CABLES LIMITED, a British Company, of Norfolk House, Norfolk Street, London, W.C 2, do hereby declare the invention, for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement:- This invention relates to the manufacture of electric cables of the kind comprising one or more conductors each having a dielectric of fibrous insulating material impregnated with an insulating oil or compound. Usually the dielectric is built up of paper and for convenience of description such cables will hereinafter be termed "impregnated paper insulated cables" whether the dielectric is built up of paper or other fibrous insulating material, either natural or synthetic. In the manufacture of impregnated paper insulated cables, the cable core comprising one or more insulated conductors is usually dried in a sealed tank with the aid of heat and vacuum It is then either impregnated in the tank and afterwards taken out and sheathed or, in the case of an oil-filled cable, is removed from the tank after being dried, then sheathed and finally impregnated. In the Complete Specification of our copending Patent Application No 749,288 there is described and claimed an improved process of impregnated paper insulated cable manufacture which comprises drawing the cable core into a metal tube in which the core is a loose fit and converting the tube into a closed container for the core as by sealing off the ends of the tube, drying the enclosed cable core under vacuum with the aid of a high frequency electric field applied to the dielectric, impregnating the dried lPrice 3 s 6 d l core within the tube and reducing the crosssection of the tube to form a sheath for the impregnated cable core. The present invention provides a process 45 of impregnated paper insulated cable manufacture which is a modification of the process of
the aforesaid Application and comprises extruding an oversized metal sheath on to the cable core and converting the sheath into 50 a closed container for the core as by sealing off the ends of the tube, drying the enclosed cable core under vacuum, impregnating the dried core within the oversized sheath and reducing the cross-section of the sheath to 55 fit the core either tightly or with a small clearance. The oversized sheath extruded around the core may be of lead or a lead alloy or of aluminium or other suitable ductile metal 60 Vacuum drying of the enclosed cable core may be effected with the aid of a high frequency electric field applied to the dielectric or by generating heat in the core conductor (or conductors) and/or in the sheath by 65 passing a heavy low voltage current therethrough or by a combination of both dielectric loss and resistance heating methods. For this purpose the oversized sheath with its core may be run on to a drum or into a 70 pan which may be heated by steam or other means to reduce the amount of dielectric loss and/or resistance heating that would otherwise be necessary Alternatively where it is preferred to avoid bending the core 75 within its sheath before the core has been dried or before it has been both dried and impregnated, as the sheathed core leaves the extrusion press or machine it may be drawn into a long straight tubular jacket which 80 may be heated by steam, electrical resistance heating or in any other convenient manner. Price 250 7869220 786,220 the sheathed core itself preferably being heated also in any one or more of the ways above described. For heating the core of a single core cable by dielectric loss heating, the high frequency field may be applied in various known ways, for instance by coupling a high frequency generator between the core conductor and the oversized metal sheath In that case the core dielectric is preferably screened, the screen being in contact with the wall of the oversized metal sheath, In the case of a multi-core cable, the generator may be coupled between each two core conductors in turn or a number of generators corresponding to the number of cores can be used and connected across each core conductor and its dielectric screen Alternatively a multi-phase generator may be used of which the output terminals are respectively coupled to the respective core conductors of the cable. The frequency of the high frequency current fed to the cable will be chosen having regard on the one hand to ensuring adequate heating of the dielectric and on the other to the avoidance of standing waves along the length of the cable which would result in non-uniformity of drying We prefer to use a blast spark gap oscillator producing high frequency damped oscillations, the inductance and the capacitance of the tuned circuit of which are arranged to give damped high frequency oscillations of several hundred kilocycles per second.
Where dielectric loss heating is employed, the cooling effect of the conductor on the neighbouring part of its dielectric may be avoided by resistance heating the conductor by passing a heavy low voltage direct current through it, the source of direct current supply being isolated from the high frequency generator by means of chokes having a high impedance at the frequency of the high frequency heating current For corresponding reasons supplementary heating of the oversized metal sheath may also be carried out in a similar way In the latter case, where the drying operation is carried a O out when the cable core and its sheath are in a coiled state, successive turns may be insulated from one another if necessary. Impregnation of the dried cable core within its oversized metal sheath may be carried out with or without supplementary heating of the conductor or of the sheath and with or without a degree of dielectric loss heating of the dielectric, as may be found desirable to maintain the cable core at the required impregnating temperature. The required reduction in cross-section of the oversized metal sheath may be carried out in any suitable way-for instance by a swaging, rolling or drawing operation in one or more stages or by a combination of any two or all of such operations Since the reduction in cross-section of the oversized metal sheath results in a diminution in the cubical capacity of the sheath even though the reduction may be accompanied by an 70 elongation of the sheath, care must be taken to avoid a build-up of pressure within the sealed sheath during the operation of reducing its cross-section to make it fit the cable core tightly or with a small clearance 75 as may be required, by providing means, for instance pressure release valves, at the rear end of the sheath for the escape of impregnating oil or compound Care must be exercised to keep the local increase of pres SI) sure in the vicinity of the sinking die or other cross-section reducing means within permissible limits by carrying out the reducing operation at such a speed that, having regard to the viscosity of the oil or com 85 pound at the temperature at which reduction is effected, the oil or compound can flow rearwardly as fast as required The keeping of this local increase of pressure within permissible limits is assisted if the reduction 90 in cross-section of the sheath is effected by fluting it This may be done by passing it through a group of fluting rolls each of which rotates a fixed axis at right angles to the cable axis to impart a flute extending 95 parallel to the cable axis or by passing it through a group of fluting rolls which rotates about the cable axis so that each roll of the group imparts to the sheath a helically extending flute having a long pitch length 100 Alternatively, a reduction in cross-section of the sheath may be effected by corrugating it by forming in its wall one or more helically extending
grooves of short pitch Such fluting or corrugating results in the forma 105 tion of a number of longitudinally or helically extending channels between the cable core and the wall of the sheath and thus involves a considerably smaller diminution in the cubical capacity of the sheath than is 110 involved when reducing its cross-section by drawing it through a sinking die. From what has been stated in the preceding paragraph it will be appreciated that the invention is especially suitable for the manu 115 facture of oil-filled cable, that is cable in which the impregnant is an oil of which the viscosity at normal working temperatures is such as to permit ready flow along the cable and into or out of expansion chambers In 120 cables of this type the risk of a local buildup of pressure at the sheath reducing means is small The invention may also be applied however to the manufacture of cables impregnated with compounds which at working 125 temperatures of the cable are viscous or highly viscous liquids or even plastic solids, provided that at the temperatures at which the oversized metal sheath is reduced in cross-section, such compounds are liquids 130 current therethrough, and after impregnating 65 the dried core in situ within the oversized sheath, reducing the cross-section of the sheath to fit the core either tightly or with a small clearance, wherein the oversized sheath with its core is run On to a drum or into a 70 pan which drum or pan is heated by steam or other means to reduce the amount of dielectric loss and/or resistance heating that would otherwise be necessary. A process of manufacturing impreg 75 nated Daner insulated cable by extruding an oversized metal sheath on to a cable core consisting of one or more insulated conductors and converting the sheath into a closed container for the core and drying the en 80 closed cable core under vacuum by applying a high frequency electric field to the dielectric and/or by generating heat in the core conductor (or conductors) and/or in the sheath by passing a heavy low voltage 85 current therethrough, and after impregnating the dried core in situ within the oversized sheath, reducing the cross-section of the sheath to fit the core either tightly or with a small clearance, wherein the core is dried 90 whilst the oversize sheath containing it is in a straight tubular jacket which may be heated by steam, electrical resistance heating or in any other convenient rmanner.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database
* 5.8.23.4; 93p
* GB786221 (A)
Description: GB786221 (A) ? 1957-11-13
Improvements in or relating to the steering of freight trucks
Description of GB786221 (A)
PATENT SPECIFICATION 786,221 Date of Application and filing Complete Specification: May 16, 1955. No 14036/55. Application made in France on May 31, 1954. Complete Specification Published: Nov 13, 1957. Index at Acceptance:-Class 79 ( 5), H( 5: 24). International Classification:-B 62 d. COMPLETE SPECIFICATION Improvements in or relating to the steering of freight trucks We, SOCIP Tt M I C (MECANIQUE INDUSTRIE CHIMIE), a Body Corporate duly organized according to the French laws, of 40, rue du Colis 6 e, Paris, Seine, France, do hereby declare the invention for which we pray that a Patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement:- The invention relates to freight trucks, operated singly or in a train, each truck being adapted to be pushed or drawn in one or the other direction and so arranged that when it is coupled to other similar trucks it will pass very substantially on the wheel tracks of the preceding truck, even in case of frequent and sharp changes in direction, or when the trucks effect turns having a very small radius of curvature. The invention consists of freight truck adapted to be pushed or drawn either singly or in a train of trucks identical to said truck, comprising a pair of coupling pins, these pins being arranged on the central longitudinal axis of said truck, one pin at the front and the other at the rear, a coupling rod pivotally connected to the front coupling pin of the truck and adapted to be pivotally connected to the
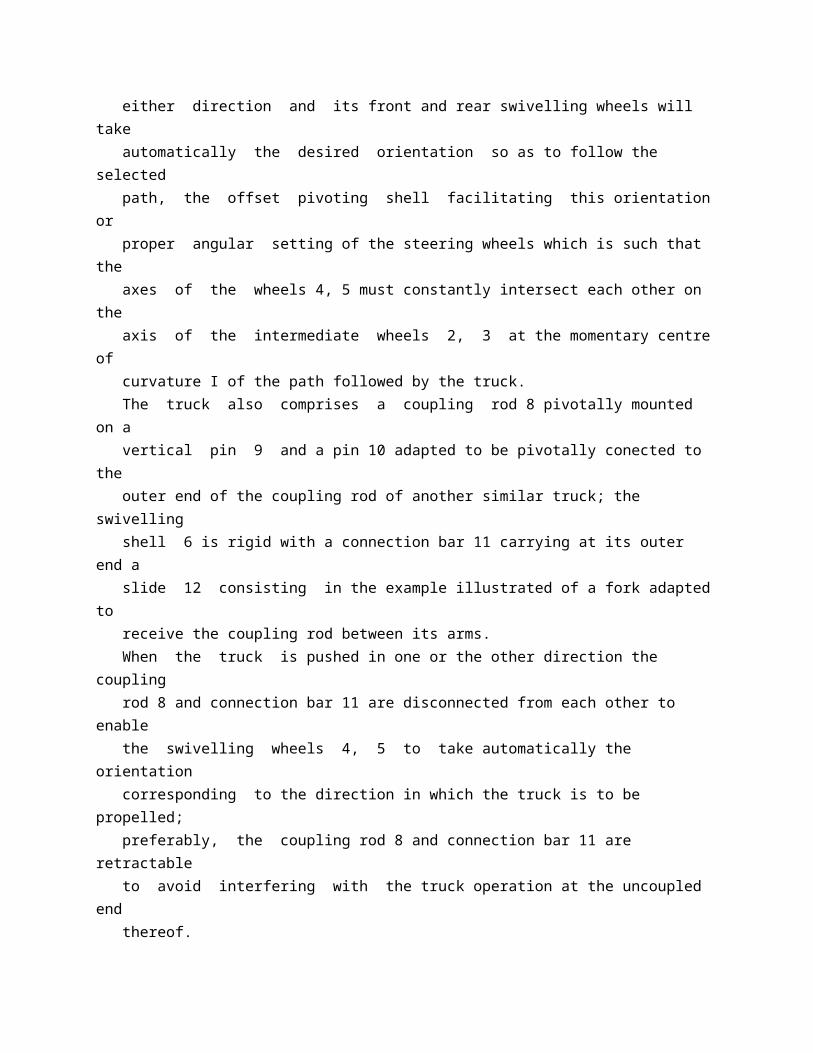
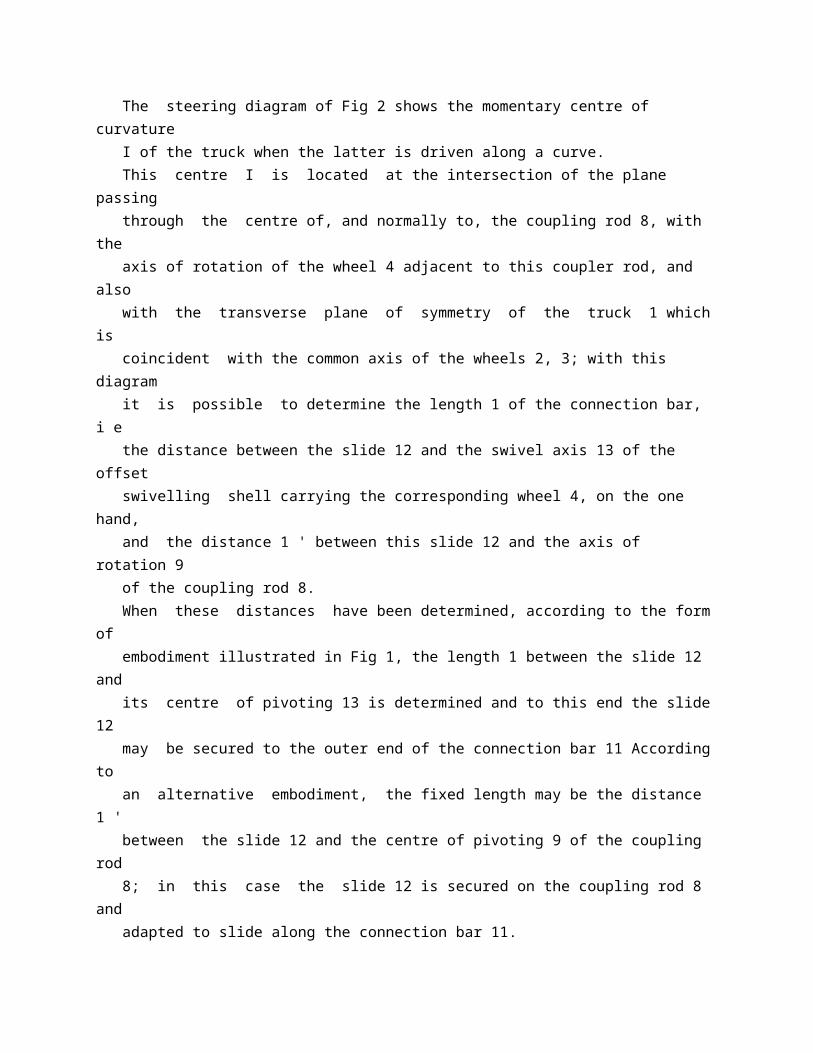
rear coupling pin of a preceding truck, two wheels having a fixed common axis which is coincident with the transverse plane of symmetry of the truck and positioned between the aforesaid coupling pins, at least one swivelling front wheel, a connection bar rotatable integrally with said front wheel, means by which the orientation of said bar and therefore of said front wheel is tied to that of the coupling rod associated therewith, whereby the axis of said front wheel will constantly pass substantially through the intersection of the plane normally to, and centrally of, the coupling rod with the transverse plane of symmetry of the truck, said connection bar being releasable at will from the coupling lPrice 3 s 6 d l rod to enable said front wheel to castor freely when said freight truck is used singly. The position of this slide relative to the coupling rod and the connection bar, whereby the relevant swivelling wheel will be steered according to the angular position of the coupling rod with respect to the longitudinal axis of the truck, may be readily determined by means of a simple geometrical construction as described hereinafter. Now it has been found that by securing the slide to the connection bar so that the distance between this slide and the vertical axis about which the swivelling wheel is mounted be constant, or by so fixing this slide on the coupling rod that the distance from the slide to the point of attachment of the coupling rod to the truck be constant, the orientation of this swivelling wheel while being adequate for a given angular setting of said coupling rod will remain substantially adequate for any other orientation of this coupling rod. Therefore, either of these solutions or any other intermediate solutions may be applied in the practice. Preferably, the connection bar is of the retractable type, one or the other end thereof being releasable so as to avoid interfering with the free swivelling movement of the corresponding pivoting wheel when the truck is not coupled. The attached drawing forming part of this specification illustrates diagrammatically by way of example one form of embodiment of this invention: In the drawing:Figure 1 is a plan view from below showing a truck constructed according to the present invention. Figure 2 is an explanatory diagram. The truck illustrated in the drawing comprises beneath its platform 1 a pair of wheels 2, 3 having a common fixed axis coincident with the transverse plane of symmetry of the truck; another pair of wheels 4, 5 are carried by offset shells 6, 7 adapted to swivel about vertical axes located on the longitudinal plane of symmetry of the truck. With this known arrangement the truck may be pushed or propelled in either direction and its front and rear swivelling wheels will take
automatically the desired orientation so as to follow the selected path, the offset pivoting shell facilitating this orientation or proper angular setting of the steering wheels which is such that the axes of the wheels 4, 5 must constantly intersect each other on the axis of the intermediate wheels 2, 3 at the momentary centre of curvature I of the path followed by the truck. The truck also comprises a coupling rod 8 pivotally mounted on a vertical pin 9 and a pin 10 adapted to be pivotally conected to the outer end of the coupling rod of another similar truck; the swivelling shell 6 is rigid with a connection bar 11 carrying at its outer end a slide 12 consisting in the example illustrated of a fork adapted to receive the coupling rod between its arms. When the truck is pushed in one or the other direction the coupling rod 8 and connection bar 11 are disconnected from each other to enable the swivelling wheels 4, 5 to take automatically the orientation corresponding to the direction in which the truck is to be propelled; preferably, the coupling rod 8 and connection bar 11 are retractable to avoid interfering with the truck operation at the uncoupled end thereof. The steering diagram of Fig 2 shows the momentary centre of curvature I of the truck when the latter is driven along a curve. This centre I is located at the intersection of the plane passing through the centre of, and normally to, the coupling rod 8, with the axis of rotation of the wheel 4 adjacent to this coupler rod, and also with the transverse plane of symmetry of the truck 1 which is coincident with the common axis of the wheels 2, 3; with this diagram it is possible to determine the length 1 of the connection bar, i e the distance between the slide 12 and the swivel axis 13 of the offset swivelling shell carrying the corresponding wheel 4, on the one hand, and the distance 1 ' between this slide 12 and the axis of rotation 9 of the coupling rod 8. When these distances have been determined, according to the form of embodiment illustrated in Fig 1, the length 1 between the slide 12 and its centre of pivoting 13 is determined and to this end the slide 12 may be secured to the outer end of the connection bar 11 According to an alternative embodiment, the fixed length may be the distance 1 ' between the slide 12 and the centre of pivoting 9 of the coupling rod 8; in this case the slide 12 is secured on the coupling rod 8 and adapted to slide along the connection bar 11. In fact, experience teaches that with either of these solutions almost perfect results may be achieved, and when a plurality of similar trucks are coupled together each truck will pass very substantially on the tracks of the 70 preceding truck, irrespective of the angle of steering.
Obviously, the wheels 2, 3 prevent the side-skidding of the truck and the rear wheel will be steered automatically in the 75 direction adapted to cause its axis to intersect the momentary centre I; the line drawn at right angles to the coupling rod 8 ', of the following truck 1 ', will also pass substantially through the momentary centre of rotation I, 80 and consequently the axes of the different wheels of this following truck will also pass through this centre I. Although from the purely geometrical standpoint this solution is only approximate, 85 practical embodiments thereof have given very satisfactory results and shown substantial improvements over those obtained up to now with trucks designed to be coupled by two, three or more to form trains of trucks 90 for transporting freight or luggages. Of course, the form of embodiment described and shown herein is given by way of example only and many modifications may be brought thereto Thus, notably, the 95 rear wheel may be dispensed with if desired, and on the other hand one or the other of the swivelling wheels of the arrangement may be replaced by several swivelling wheels 100
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB786222 (A)
Description: GB786222 (A) ? 1957-11-13
Improvements relating to potters' jiggers and like rotating devices forshaping or treating pottery ware
Description of GB786222 (A)
PATENT SPEFICATlON Date of filing Complete Specification: May 14, 1956. Application Date: May 18, 1955 No 14289 /55. Complete Specification Published: Nov 13, 1957.
Index at Acceptance lass 87 ( 1), C 4. International Classification:-CO 4 b. COMPLETE SPECIFICATION. Improvements relating to Potters' Jiggers and like Rotating Devices for Shaping or Treating Pottery Ware. I, WILLIAM HANCOCK, of "Mooifields", Moss Hill, Stockton Brook, Stoke-on-Trent, in the County of Stafford, a British Subject, do hereby declare the invention, for which I pray that a patent may be granted to me, and the method by which it is to be performed, to be particularly described in and by the following statement:- The present invention has relation to potters' jiggers and like rotating devices for shaping or treating pottery ware and has for its object to generally improve and modernize such devices whereby their efficiency shall be increased and their life and utility prolonged. According to the present invention a metal head comprising a circular disc like body, a central bearing for the upright driving spindle and an upright peripheral flange is provided with an external covering of plastic such as poly-vinyl chloride to give a yielding or cushioning protective surface. The cavitous wall of the head is of conical or inwardly tapering formation to accommodate a plastic mould having a tapering or conical male formation on its underside with a wedge action. In order that the invention may be clearly understood and readily carried into practice reference may be had to the appended explanatory drawings in which:The Figure illustrates in vertical sectional elevation a rotary metal head and mould constructed according to the present invention. In a convenient embodiment of the present invention the head a of the device is constructed of metal to a circular disc-like formation having a central boss a' on its underlPrice 3 s 6 d 1 side through which the vertical bore passes for attachment to the driving spindle. Externally this boss a' is slightly coneshaped or tapered and the disc-like part a is provided with an upwardly directed peripheral flange a the inner face as of which is cone-shaped or tapered In this invention this metal rotating jigger head a is covered externally with a substantial layer of plastic ' such as poly-vinyl chloride or the like by dipping or other similar operation and this plastic layer constitutes a cushioning surface for any article brought into contact therewith and also gives a very clean finish and appearance. A plastic mould b is employed having on its underside a tapering conical formation b' which will wedge into the tapering socket part a' of the rotatable head a and this mould may overhang the sides of the rotating member a as at b' so that it can be easily manipulated by the
fingers and has in fact a cavity on its upper side with a further tapering wall b' and an annular shoulder having a slightly inclined upper face b' according to whether it is to support plate, saucer or the like for treatment.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p
* GB786223 (A)
Description: GB786223 (A) ? 1957-11-13
Improvements in and relating to the manufacture of organic chemicalcompounds
Description of GB786223 (A)
A high quality text as facsimile in your desired language may be available amongst the following family members:
FR1139576 (A) US2811486 (A) FR1139576 (A) US2811486 (A) less Translate this text into Tooltip
[81][(1)__Select language] Translate this text into
The EPO does not accept any responsibility for the accuracy of data and information originating from other authorities than the EPO; in particular, the EPO does not guarantee that they are complete, up-to-date or fit for specific purposes.
PATENT SPECIFICATION 786 o 223 4 r g i ' Date of Application and filing Complete Specification: June 9, 1955.
No 16677/55. Application made in United States of America on June 9, 1954. Complete Specification Published: Nov 13, 1957. Index at acceptance:-Classes 1 ( 1), F 4 C; and 2 ( 3), CIEWK( 2: 3; 8), CMF 1 (A 3: C 4: C 5: C 6: D 2: D 3). International Classification:-B Olj C 07 b. COMPLETE SPECIFICATION Improvements in and relating to the Manufacture of Organic Chemical Compounds We, Ko DAK LIMITED, a Company registered under the Laws of Great Britain, of Kodak House, Kingsway, London, W C 2 (Assignees of WILBERT JEPTHA HUMPHLETT), do hereby declare the invention for which we pray that a patent may be granted to us, and the method by which it is to be performed, to be particularly described in and by the following statement: - This invention relates to processes for the manufacture of chemical compounds and to apparatus for carrying out such processes. Many organic reactions are well known from the standpoint of the chemistry involved and the reactants, reaction proportions, reaction conditions and the like have been worked out with great particularity within the bounds of known processes for effecting chemical reactions using known apparatus. While such chemical reactions thus proceed quite satisfactorily in laboratory operations, it is often difficult to effectively carry out the reactions on a commercial scale with high yields and high reaction rates and without objectionable side reactions, decomposition and the like which reduce yields and necessitate extensive product purification. In the laboratory, it is customary to effect chemical reactions by discontinuous or batch processes and usually such reactions are translated into plant scale operations using similar batch processes This poses many problems because of the large capacity equipment which is needed, the problem involved in heating and cooling large volumes of reactants, the long reaction times necessary for economical yields with the attendant opportunities for unwanted side reactions and decomposition and the difficulty in controlling or adjusting the reaction conditions except from batch to batch Many chemical reactions are equilibrium reactions which can be driven to completion as regards one reactant only by the use of large excesses of the other reactant or reactants Because of capacity limitations and economic factors it is not feasible to use the required excess necessary for substantially complete conversion and the use of an excess of one reactant in batch operations makes the subsequent product recovery more difficult and costly.
Attempts have been made to carry out such reactions continuously by progressively mixing the reactants in a flowing stream and effecting the reaction progressively with a progressive removal of the resulting reaction mixture containing product Although such continuous addition and withdrawal does obviate some of the heating and cooling problems, such processes are essentially flowing batch processes and hence are called continuous batch processes If the batch process reaction is equilibric in nature the continuous process reaction will also be essentially equilibric in nature and the continuous batch processes do not result in higher yields or higher reaction rates The recovery of product from the equilibrium reaction mixtures involves the same problems as in the true batch processes with the exception that the recovery can be carried out continuously rather than waiting until the entire reaction has been effected The yield per volume of reactants is usually little if any better than in a true batch process and it is necessary to process large volumes of reactants Such continuous batch processes have found greatest utility in polymerization reactions or the like in which equilibrium considerations are usually not a factor and where the product can be coagulated continuously and separated mechanically. It is desirable, however, to provide a simple and straightforward process for effecting such common chemical processes as condensation, addition and halogenation, particularly where the reaction involves an equilibrium reaction in continuous and progressive fashion using simple apparatus of low capacity but high throughput rates in which process, equilibrium factors are largely overcome, that is, conversion of at least one reactant and preferably all reactants is substantially complete in much shorter times than is possible with batch reactors of the same capacity in terms of yield per unit time and in which, where this necessary, large excesses of one of the reactants can be used during the reaction without having to process large volumes of material to recover the product. According to the present invention there is provided a process for the production of a chemical compound comprising reacting together at least two reactants of different volatilities in a column packed to provide a multiplicity of tortuous constricted paths and collecting said compound from the lower end of said column-said process being characterised in that a liquid comprising said two reactants or the reactant of lower volatility flows downwards through said column while the vapour of a solvent for said two reactants or the vapour, in excess, of the reactant of higher volatility respectively flows upwards through said column, the temperature of the column being adjusted so that the two reactants or said reactant of lower volatility and said chemical compound remain substantially in the
liquid state and said solvent or said reactant of higher volatility remains substantially in the vapour state while passing through said column, and in that the proportions of said two reactants flowing through said column are adjusted so that said reactants or reactant flowing downwards react substantially completely to form said chemical compound. The present invention is applicable for use in carrying out any of the well-known chemical reactions involving a wide variety of reactants In particular, the invention is concerned with effecting reaction wherein at least two of the components of the reaction system have different volatilities In general the process of the invention is adapted for continuously and progressively effecting chemical reaction in counterflowing liquid-vapour streams between components of a reaction system including at least two components of substantially different volatilities. In one embodiment of the present invention, designated a tangential reaction system, cyclic flow of the reactant of higher volatility is combined with an inline flow of the reactant of lower volatility, whereby the reactant which has essentially linear flow is almost completely converted to the desired product, and wherein the reaction time and the rate of inline flow of the reactant are related By inline flow or linear flow of reactant or reactants is meant that the reactant or reactants are passed through the reaction zone only once to achieve substantially complete conversion to product. In such processes of the invention, a continuous circulation of the reaction component of relatively high volatility in cyclic fashion is established by progressively vaporizing such component in a vaporizing zone, continuously passing the vapours thus being generated from the vaporizing zone upwardly through a re 70 action zone defined within a packed column which is effective to cause the vapours to flow through a multiplicity of tortuous constricted fluid passages, progressively condensing the vapours emerging from the reaction zone after 75 passage therethrough, and progressively returning the condensate to the vaporizing zone for revaporization Thus, one of the components of the reaction system continually circulates in a cyclic system; and, as will appear 80 hereinafter, this cyclically circulating component is usually one of the reactants entering into the actual chemical reaction but can be a solvent serving as the reaction vehicle With this component circulating continuously in 85 cyclic fashion, a reactant of relatively lower volatility is continuously and progressively introduced into the reaction system at the top of the reaction zone and is caused to flow downwardly in liquid form through the fluid 90 passages in the reaction zone countercurrent to the upflowing vapours Chemical reaction is effected in the counterflowing
streams and the reaction product flowing to the bottom of the reaction zone is progressively withdrawn 95 either into a suitable receiver below the reaction zone or out of the reaction system entirely. The reactant of relatively low volatility thus undergoes essentially inline flow from the 100 top to the bottom of the reaction zone where it is withdrawn in chemically converted form. This inline flow of one reactant combined with cyclic flow of another component with a common area of counterflow through the 105 reaction zone thus prescribes a reaction system which geometrically resembles a circle and tangent, and the reaction systems of this invention have therefore been named tangential reaction systems based on the flow of 110 the components during the process. During the process of the invention, the reaction zone is maintained at a temperature which is effective to maintain the upflowing vapours in vapour form but which is ineffec 115 tive to cause substantial vaporization of the less volatile reactant in the downflowing liquid or of the product formed by the reaction. The amount of reactant introduced at the top of the reaction zone for downward flow is 120 correlated with the amount of product formed and being withdrawn from the bottom of the reaction zone whereby the conversion of this reactant is substantially complete When the upflowing vapours are one of the actual re 125 actants, as is usually the case, the flow of vapours is adjusted so that there is a large excess of the vapours over the amount used in the reaction This tends to drive the reaction to completion as regards the down 130 786,223 end below the normal liquid level in reservoir 17 A vent 19 opens out of the lower end of condenser 16 for venting non-condensable gases to the atmosphere. The vaporizer assembly 13 desirably com 70 prises the reservoir 17 in which the more volatile component is vaporized, and a suitable heater 20 for effecting continuous vaporization A stoppered inlet 22 permits introduction of material being vaporized into 75 the apparatus as necessary to maintain the supply of this component during the reaction. Column 10 and vapour inlet tube 12 are provided with a suitable heating means such as the ribbon heater 23 which is wound 80 around inlet tube 12 over its entire length and around column 10 at least from the region of vapour inlet tube 12 to vapour outlet conduit 14 A feed reservoir 24 adapted to hold a charge of reactant is mounted at the 85 top of column 10 and opens into column 10 through orifice 25 for continuous gravity flow of reactant into the packed column The flow rate from reservoir 24 into column 10 is adjusted by means of valve 27 90 The lower end of column 10 opens into product receiver 28 whereby product is progressively and continuously withdrawn from the
reaction zone by gravity A withdrawal tube 29 provided with a suitable valve 30 95 is arranged for withdrawing product from receiver 28. In operating the apparatus illustrated in the accompanying drawing, a relatively volatile component which is either a reactant or a 100 reaction solvent is charged into reservoir 17 and progressively vaporized by heater 20 whereby a continuous flow of vapours into column 10 through tube 12 is established. Heater 23 is energized sufficiently to main 105 tain the reaction zone in column 10 between inlet 12 and outlet 14 at a temperature effective to maintain the vapours in vapour form. The stream of vapours passes upwardly through the multiplicity of tortuous con 110 stricted fluid passages formed by the packing 11 in column 10 and exit through outlet conduit 14 The vapours emerging from the column are continuously condensed in condenser 16 and flow downwardly through con 115 duit 18 back into reservoir 17 for revaporization Any non-condensable gases entrained in the vapour stream are vented from the apparatus at 19. When a continuous circulation of the vola 120 tile component in the cyclic system has been established, the inline counterflow of the less volatile component is begun by opening valve 27 from reservoir 24 The less volatile component, in liquid form, flows downwardly 125 through the tortuous constricted passages in the packing countercurrent to the upflowing vapours whereby the desired reaction is effected The temperature in the reaction zone is adjusted so that the downflowing liquid 130 flowing reactant by displacing the equilibrium. Once this flow of excess vapours is established, the vaporized material is then also replenished at the rate the vapours enter into chemical reaction and hence substantially complete conversion of both reactants being added is accomplished Thus, when the reaction is established and the relative rates adjusted, the process can be carried on indefinitely with high conversions in short time and with good uniformity of product. Because the vapours circulate through the system, they provide the required excess for shifting the reaction equilibrium without giving large volumes of reaction mixture from which the product must be recovered. Instead the product is obtained in high concentration, and in many cases, in sufficient concentration and purity for use without further purification. The present invention also provides apparatus particularly adapted for carrying out chemical reactions of the equilibrium type in tangential reaction systems In general, the apparatus comprises a packed column through which upflowing vapours are channeled from a suitable vaporizer assembly to a vapour outlet at the top of the reaction zone
which leads the vapours to a downwardly directed condenser from which the condensed vapours are returned to the vaporizer assembly for revaporization A suitable reservoir for the less volatile reactant is arranged for progressive and continuous feed into the top of the packed column and means are provided at the bottom of the packed column for collecting product. Apparatus of the present invention is illustrated in the accompanying drawing which is a view in elevation, partly broken away and in section. Referring particularly to the drawing, a generally vertically disposed tubular column 10, which can be constructed of glass or inert metal, is filled with an inert packing material, such as glass helices as indicated at 11 The nature of the packing is not critical and any of the well-known column packing materials can be used such as variously sized glass helices, glass beads, Berl saddles and similar packings such as are commonly used in the distillation column art and which permits fluid and vapour passage through the column along tortuous constricted channels A vapour inlet tube 12 is arranged for channeling vapours from a vaporizer assembly 13 into a lower zone of column 10 A vapour outlet conduit 14 opens out of an upper zone of column 10 for channeling vapours from column 10 into a downwardly directed condenser 16 Condenser 16 in turn is connected for gravity flow of condensate into the reservoir 17 of vaporizer assembly 13 by means of condensate conduit 18, the conduit 18 extending into reservoir 17 a sufficient distance to 786,223 and product formed therefrom are not substantially vaporized during travel through the reaction zone under gravity The product formed is continuously removed by gravity from the reaction zone into receiver 28. The relative rates of introduction of the counter-flowing components can then be adjusted by adjusting valve 27 from feed reservoir 24 and by adjusting the vaporization rate in vaporizer assembly 13 The time necessary for passage of the downflowing liquid through the packed column will depend upon a number of factors including the viscosity of the liquid at the reaction temperature, the length of the column and the type of packing By a suitable correlation of these factors and the proportions of reactant, it is often possible to effect substantially complete reaction of the downflowing reactant in a single passage through the reaction zone This completeness of reaction is also assisted by employing the upflowing vapours in large excess whereby the reaction equilibrium is shifted toward complete reaction of the downflowing component Once the proper correlation of conditions is achieved, the process can be maintained by progressive addition of reactants at the rate of product withdrawal and substantially complete conversion is continuously achieved.
The process embodying the invention is applicable for a variety of chemical reactions including condensation, addition, and halogenation In one of the embodiments of the present invention, a normally solid material is melted and flowed downwardly in molten condition while vapours of another reactant are passed upwardly countercurrent to the downflowing melt A typical example of this type of reaction is the formation of acid chlorides of normally solid fatty acids, as for example those containing up to 18 carbon atoms Thus, for example, palmitic, oleic or stearic acids can be flowed downwardly through the packed column in liquefied form while thionyl chloride vapours are passed upwardly through the column Reaction occurs in the few minutes necessary for any increment of the fatty acid to pass downwardly through the column, and a highly concentrated acid chloride of excellent quality is continuously withdrawn from the bottom of the column. In another type of reaction, a solution of the less volatile reactant is passed downwardly countercurrent to the upflowing vapours The solution can consist of the less volatile reactant dissolved in product obtained from the reactant, or in a suitable inert high boiling solvent or in some of the more volatile reactants When crude reaction product is used as solvent, any unreacted components in the product get another chance to react and there is no large-scale purification necessary to separate product from solvent as is the case with an inert solvent In many cases, the solvent for the less volatile reactant can actually have the same composition as the upflowing vapours In this way the solvent also acts as a reactant and any unreacted 70 portion tends to vaporize off in the lower zones of the column and join the vapour stream. Two normally liquid materials of different volatility can also be used as counterflowing reactants Thus the normally liquid lower 75 fatty acids or substituted fatty acids can be chlorinated by upflowing thionyl chloride vapours One of the most interesting processes embodying the invention involves the use of an inert solvent, suitable as a reaction vehicle, 80 as the vaporised component which is continuously circulated in cyclic fashion and a mixture of the actual reactants is flowed downwardly through the column countercurrent to the vapours acting as reaction 85. vehicle Excellent reactions are effected in this way using reactants which normally are reacted in solvent media In this embodiment where the reaction vehicle is introduced into the reaction zone in the form of vapour flow 90 ing in countercurrent to the reactants, the improved reaction obtained may depend on improved heat transfer, stripping of the downflowing liquid or mixing in the downflowing liquid or on more than one of these factors 95 The small amount of condensed vapour also
assists in the downward flow of the reactants. Some reactions are facilitated by the use of a suitable catalyst and the catalyst can be introduced with the downflowing liquid, or, 100 if relatively volatile, can be vaporized and included in the upflowing vapour stream The latter condition is particularly advantageous since the catalyst circulates continuously and does not contaminate the product 105 The invention is illustrated but not limited by the following Examples:EXAMPLE 1. A mixture of 200 rml of thionyl chloride and 2 ml of quinoline was charged into the 110 vaporizer reservoir of apparatus such as is illustrated in the drawing The mixture was heated until a continuous circulation of thionyl chloride was established, with the packed column (containing 1/8 inch glass helices) 115 being maintained at a sufficiently high temperature to keep the thionyl chloride vapours from condensing in the column A solution of 2,4-di-tert amyl phenoxyacetic acid (m p. 123-125 C) in four times its weight of 120 warm 2,-di-tert amyl phenoxyacetyl chloride was progressively introduced at the top of the column The rate of formation of crude product from a column 50 cm long and 2 cm. in diameter was 70 grams per hour The 125 product receiver was heated with a heating mantle to continuously boil out entrained thionyl chloride The crude product after being heated under reduced pressure to remove all entrained thionyl chloride represented a 98 % 130 786,223and 9 4 parts by volume of water was progressively introduced at the top of the column. The reaction product withdrawn from the bottom of the column was diluted with 200 volumes of water and acidified with 11 volumes of concentrated hydrochloric acid. After standing for one hour, the precipitate which formed was filtered off, dried and recrystallized from 10 volumes of ligroin to give a 91 % yield of white crystals melting at 158 C This process, whidh forms a valuable coupler for use in photographic applications, is represented by the following equation: yield of crude product which contained only about 1 % of free acid by infrared determination This crude product was then distilled at 143-146 C and 2 mm pressure to give a nearly water-white product in a final yield of 85 % based on the acid. EXAMPLE 2. A continuous circulation of acetone in the cyclic system was established and then a solution of 10 parts by weight of 2,4-di-tert amyl phenoxyacetyl chloride, 7 parts by weight of 2 amino 4,6 dichloro 5-methyl phenol hydrochloride, 8 3 parts by weight of dimethylaniline, 62 parts by volume of acetone OH C N HC 1 CH 3 3, Cl OCH 2 COC 1 C 5 H
11 C 6 H 5 N(CH 3)2 OH 5 l cl HC COH 20;j C 34 C 5 H 11 + C 6 H 5 N(CH 3)2 H Cl Cl ( 2 ',4 '-di-tert-amyl-phenoxy)-acet-( 2-hydroxy3-5-dichloro-4-methyl)anilide The yield rate from a column 23 inches long and 1 inch outside diameter was 40 grams per hour. EXAMPLE 3. The preparation of palmitoyl chloride by a batch reaction usually involves reactant contact times of 9-10 hours, and it is necessary to subject the product to vigorous purification in order to obtain light-coloured product In contrast to this, 50 grams of molten palmitic acid was progressively passed downwardly through the packed column of the apparatus of this invention countercurrent to thionyl chloride vapours The palmitic acid was added at the rate of 120 grams per hour A theoretical yield of palmitoyl chloride was obtained showing no trace of unreacted palmitic acid with the time of passage through the column being about 5 minutes for each increment of acid Thionyl chloride entrained in the product was readily removed by heating on a steam bath under reduced pressure The product was of sufficiently light colour for many uses without distillation A single distillation gave a water-white distillate of palmitoyl chloride boiling at 110-115 ' C at 25 microns pressure. EXAMPLE 4. A continuous circulation of acetic acid was established through the cyclic system A solution of 7 8 parts by weight of 1 P( 21,41,61trichlorophenyl) 3 m aminobenzamido-5pyrazolone and 6 2 parts by weight of 2,4di-tert amyl phenoxyacetyl chloride in 75 volumes of acetic acid was progressively added to the top of the packed column and was converted to an amide, 1-l 21,41,61-trichlorophenyll 3-l -( 2 ',4 '11-di-tert -amyl-phenoxyacetamido)-benzamidol -5-pyrazolone, useful as a colour coupler, during passage through the column The crude product was collected at the rate of 60 grams per hour from a 23inch column of 100 mm inside diameter. Similarly, improved results are obtained with other reactions useful in the art The size of the apparatus employed, of course, can be varied depending on the desired volume to be processed. The invention thus provides improved processes for effecting chemical reactions continuously at high reaction rates with high yield of product in which the conversion of at least one of the reactants is substantially complete, while avoiding long contact times, the necessity for large capacity reactors and other objectionable features of batch and continuous batch processes. The apparatus of the present invention can be operated continuously to produce chemical reaction products of excellent uniformity over prolonged periods of time without attention except for maintaining a continuous supply of the reactants to replace the reactants used up in
the process.
* Sitemap * Accessibility * Legal notice * Terms of use * Last updated: 08.04.2015 * Worldwide Database * 5.8.23.4; 93p



![Bill's Ham Radio Web Server [nj7p.info/nj7p.org] - OPERATOR ... 11-5815-332-15 15...RADIO TELETYPEWRITER SET AN/VSC-3A (NSN 5815-01-102-5916) TM 11-5815-332-15, 14 January 1971, is](https://static.fdocuments.in/doc/165x107/611e2198dbfb4036d0587b04/bills-ham-radio-web-server-nj7pinfonj7porg-operator-11-5815-332-15-15.jpg)













