robert louis stevenson BED IN SUMMER By / robert louis stevenson.
Upload
kelly-daniella-newmanCategory
view
235download
5
5-1 Capacity Planning
William J. Stevenson
Long-Range Capacity Planning
9th edition

5-2 Capacity Planning
5-2
Learning ObjectivesLearning Objectives
Explain the importance of capacity planning. Discuss ways of defining and measuring
capacity. Describe the determinants of effective capacity. Discuss the major considerations related to
developing capacity alternatives. Briefly describe approaches that are useful for
evaluating capacity alternatives
5-3 Capacity Planning
The Hierarchy of Production The Hierarchy of Production DecisionsDecisions
All planning starts with the demand forecast. Demand forecasts are the basis for the top level long_range
capacity, and medium term aggregate planning. The Master Production Schedule (MPS) is the result of
disaggregating aggregate plans down to the individual item level.
Based on the MPS, MRP is used to determine the size and timing of component and subassembly production.
Detailed shop floor schedules are required to meet production plans resulting from the MRP.

5-4 Capacity PlanningHierarchy of Hierarchy of
Production DecisionsProduction Decisions
Long-range Capacity PlanningLong-range Capacity Planning

5-5 Capacity Planning
Capacity PlanningCapacity Planning
Capacity is the upper limit or ceiling on the load that an operating unit can handle.
The basic questions in capacity handling are: What kind of capacity is needed? How much is needed? (Forecasts are key
inputs) When is it needed?
5-6 Capacity Planning
Importance of Capacity DecisionsImportance of Capacity Decisions
Capacity decisions are important to all departments of the organization;
An accountant would be interested in collecting cost accounting information in order to ensure that correct capacity expansion decision is reached.

5-7 Capacity Planning
Importance of Capacity DecisionsImportance of Capacity Decisions
Similarly a financial manager would be interested in performing the financial analysis of whether the investment decision is justified for a plant or capacity increase.

5-8 Capacity Planning
Importance of Capacity DecisionsImportance of Capacity Decisions
An Information Technology Manager would end up preparing data bases that would aid the organization to decide about the capacity and last but not the least an operations manager would select strategies that would help the organization achieve the optimum capacity levels to meet the customer demand.

5-9 Capacity Planning
1. Impacts ability to meet future demands2. Affects operating costs3. Major determinant of initial costs4. Involves long-term commitment5. Affects competitiveness6. Affects ease of management7. Globalization adds complexity8. Impacts long range planning
Importance of Capacity DecisionsImportance of Capacity Decisions
5-10 Capacity PlanningGlobalization adds complexityGlobalization adds complexity
Capacity decision often involves making a decision in a foreign country which requires the management to know about the political, economic and cultural issues.

5-11 Capacity Planning
CapacityCapacity
Design capacity maximum output rate or service capacity an
operation, process, or facility is designed for Effective capacity
Design capacity minus allowances such as personal time, maintenance, and scrap
Actual output rate of output actually achieved--cannot
exceed effective capacity.

5-12 Capacity Planning
Efficiency and UtilizationEfficiency and Utilization
Actual outputEfficiency =
Effective capacity
Actual outputUtilization =
Design capacity
Both measures expressed as percentages

5-13 Capacity Planning
Actual output = 36 units/day Efficiency = =
90% Effective capacity 40 units/ day
Utilization = Actual output = 36 units/day =
72% Design capacity 50 units/day
Efficiency/Utilization ExampleEfficiency/Utilization Example
Design capacity = 50 trucks/day
Effective capacity = 40 trucks/day
Actual output = 36 units/day

5-14 Capacity Planning
Key Decisions of Capacity PlanningKey Decisions of Capacity Planning
1. Amount of capacity needed
2. Timing of changes
3. Need to maintain balance
4. Extent of flexibility of facilities
Capacity cushion – extra demand intended to offset uncertaintyThe greater the degree of demand uncertainity, the greater the amount of cushion

5-15 Capacity Planning
Steps for Capacity PlanningSteps for Capacity Planning
1. Estimate future capacity requirements
2. Evaluate existing capacity
3. Identify alternatives
4. Conduct financial analysis
5. Assess key qualitative issues
6. Select one alternative
7. Implement alternative chosen
8. Monitor results

5-16 Capacity Planning
5-16
Calculating Processing Calculating Processing RequirementsRequirements
P r o d u c tA n n u a l
D e m a n d
S t a n d a r dp r o c e s s i n g t i m e
p e r u n i t ( h r . )P r o c e s s i n g t i m e
n e e d e d ( h r . )
# 1
# 2
# 3
4 0 0
3 0 0
7 0 0
5 . 0
8 . 0
2 . 0
2 , 0 0 0
2 , 4 0 0
1 , 4 0 0 5 , 8 0 0
P r o d u c tA n n u a l
D e m a n d
S t a n d a r dp r o c e s s i n g t i m e
p e r u n i t ( h r . )P r o c e s s i n g t i m e
n e e d e d ( h r . )
# 1
# 2
# 3
4 0 0
3 0 0
7 0 0
5 . 0
8 . 0
2 . 0
2 , 0 0 0
2 , 4 0 0
1 , 4 0 0 5 , 8 0 0
If annual capacity is 2000 (8hr/day*250 days *1 machine) hours, then we need three machines to handle the required volume: 5,800 hours/2,000 hours = 2.90 machines

5-17 Capacity Planning
5-17
Need to be near customers Capacity and location are closely tied
Inability to store services Capacity must be matched with timing of
demand Degree of volatility of demand
Peak demand periods
Planning Service CapacityPlanning Service Capacity

5-18 Capacity Planning
http://www.baskent.edu.tr/~kilter
18
Make or Buy? Make or Buy? Available capacity. If an organization has available the equipment, necessary skills, and time, it often
makes sense to produce an item or perform a service in-house.
Expertise. If a firm lacks the expertise to do a job satisfactorily, buying might be a reasonable alternative.
Quality considerations. Firms that specialize can usually offer higher quality than an organization can attain itself. Conversely, unique quality requirements or the desire to closely monitor quality may cause an organization to perform a job itself.
The nature of demand. When demand for an item is high and steady, the organization is often better off doing the work itself. However, wide fluctuations in demand or small orders are usually better handled by specialists who are able to combine orders from multiple sources, which results in higher volume and tends to offset individual buyer fluctuations.
Cost. Cost savings might come from the item itself or from transportation cost savings. If there are fixed costs associated with making an item that cannot be reallocated if the service or product is outsourced, that has to be recognized in the analysis. Conversely, outsourcing may help a firm avoid incurring fixed costs.
Risk. Outsourcing may involve certain risks. One is loss of control over operations. Another is the need to disclose proprietary information.

5-19 Capacity Planning
5-19
Capacity Planning Based-on Capacity Planning Based-on Bottleneck OperationBottleneck Operation
Figure 5.2
Machine #2Machine #2BottleneckOperation
BottleneckOperation
Machine #1Machine #1
Machine #3Machine #3
Machine #4Machine #4
10/hr
10/hr
10/hr
10/hr
30/hr
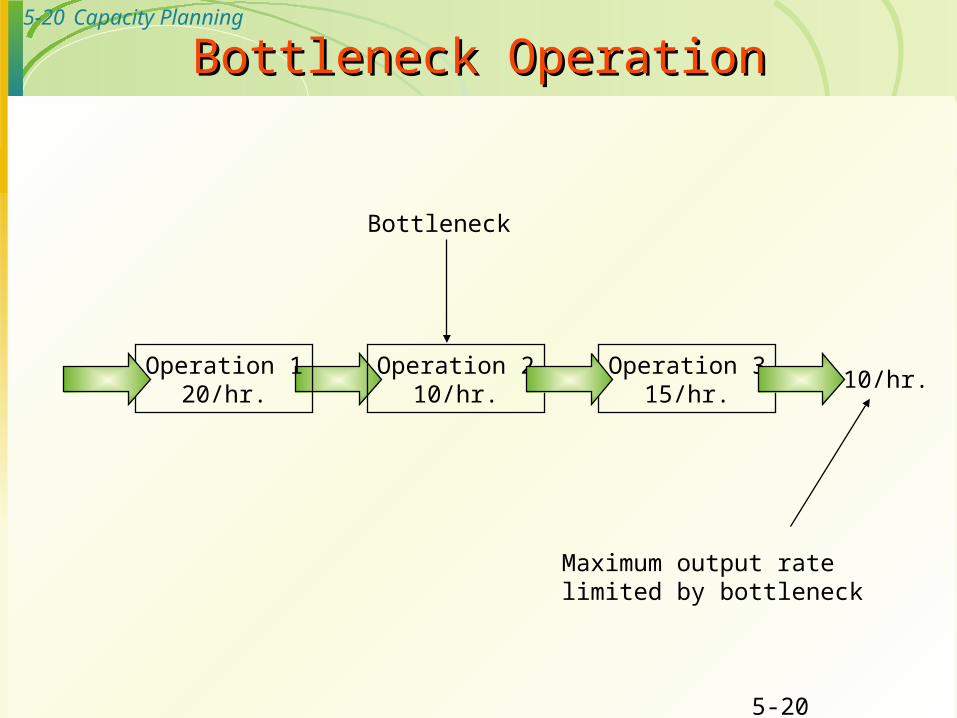
Bottleneck operation: An operationin a sequence of operations whosecapacity is lower than that of theother operations
5-20 Capacity Planning
5-20
Bottleneck OperationBottleneck Operation
Operation 120/hr.
Operation 210/hr.
Operation 315/hr.
10/hr.
Bottleneck
Maximum output ratelimited by bottleneck

5-21 Capacity Planning
Developing Capacity AlternativesDeveloping Capacity Alternatives
1. Design flexibility into systems
2. Take stage of life cycle into account
3. Take a “big picture” approach to capacity changes
4.Prepare to deal with capacity “chunks”
5. Attempt to smooth out capacity requirements
(due to random variations or seasonal variations)
6. Identify the optimal operating level

5-22 Capacity Planning
Prepare to deal with capacity “chunks.” Capacity increases are often acquired in fairly large chunks rather than smooth increments, making it difficult to achieve a match between desired capacity and feasible capacity.
Attempt to smooth out capacity requirements. Unevenness in capacity requirements also can create certain problems.
http://www.baskent.edu.tr/~kilter
22

5-23 Capacity Planning
Economies of ScaleEconomies of Scale
Economies of scale If the output rate is less than the optimal level,
increasing output rate results in decreasing average unit costs. This results from fixed costs, labor cost being spread over more units
Diseconomies of scale If the output rate is more than the optimal level,
increasing the output rate results in increasing average unit costs. Due to scheduling problems, quality problems, reduced morale, increased use of overtime.

5-24 Capacity Planning
Evaluating AlternativesEvaluating Alternatives
Minimumcost
Av
era
ge
co
st
per
un
it
0 Rate of output
Production units have an optimal rate of output for minimal cost.
Figure 5.3
Minimum average cost per unit

5-25 Capacity Planning
Economies and Diseconomies of ScaleEconomies and Diseconomies of Scale
Average UnitAverage UnitCost of Output ($)Cost of Output ($)
Annual Volume (units)Annual Volume (units)
Best Operating LevelBest Operating Level
EconomiesEconomiesof Scaleof Scale
DiseconomiesDiseconomiesof Scaleof Scale
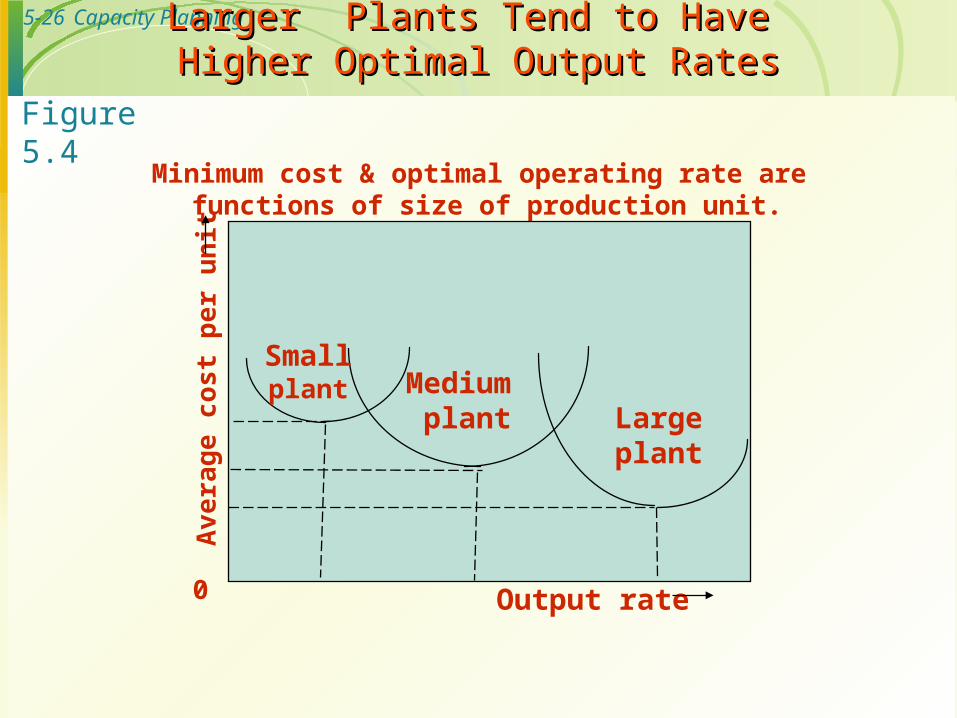
5-26 Capacity PlanningLarger Plants Tend to Have Larger Plants Tend to Have Higher Optimal Output RatesHigher Optimal Output Rates
Minimum cost & optimal operating rate are functions of size of production unit.
Av
era
ge
co
st
per
un
it
0
Smallplant Medium
plant Largeplant
Output rate
Figure 5.4

5-27 Capacity Planning
5-27
Evaluating AlternativesEvaluating Alternatives
Cost-volume analysis Break-even point
Financial analysis Cash flow Present value
Decision theory Waiting-line analysis Simulation
5-28 Capacity Planning
1. One product is involved2. Everything produced can be sold3. Variable cost per unit is the same regardless
of volume4. Fixed costs do not change with volume5. Revenue per unit constant with volume6. Revenue per unit exceeds variable cost per
unit
Assumptions of Cost-Volume AnalysisAssumptions of Cost-Volume Analysis

5-29 Capacity Planning
Cost-Volume RelationshipsCost-Volume Relationships
Am
ou
nt
($)
0Q (volume in units)
Total cost = VC + FC
Total variable cost (V
C)
Fixed cost (FC)
Figure 5.5a

5-30 Capacity Planning
Cost-Volume RelationshipsCost-Volume Relationships
Am
ou
nt
($)
Q (volume in units)0
Total r
evenue
Figure 5.5b

5-31 Capacity Planning
Cost-Volume RelationshipsCost-Volume Relationships
Am
ou
nt
($)
Q (volume in units)0 BEP units
Profit
Total r
even
ue
Total cost
Figure 5.5c

5-32 Capacity Planning
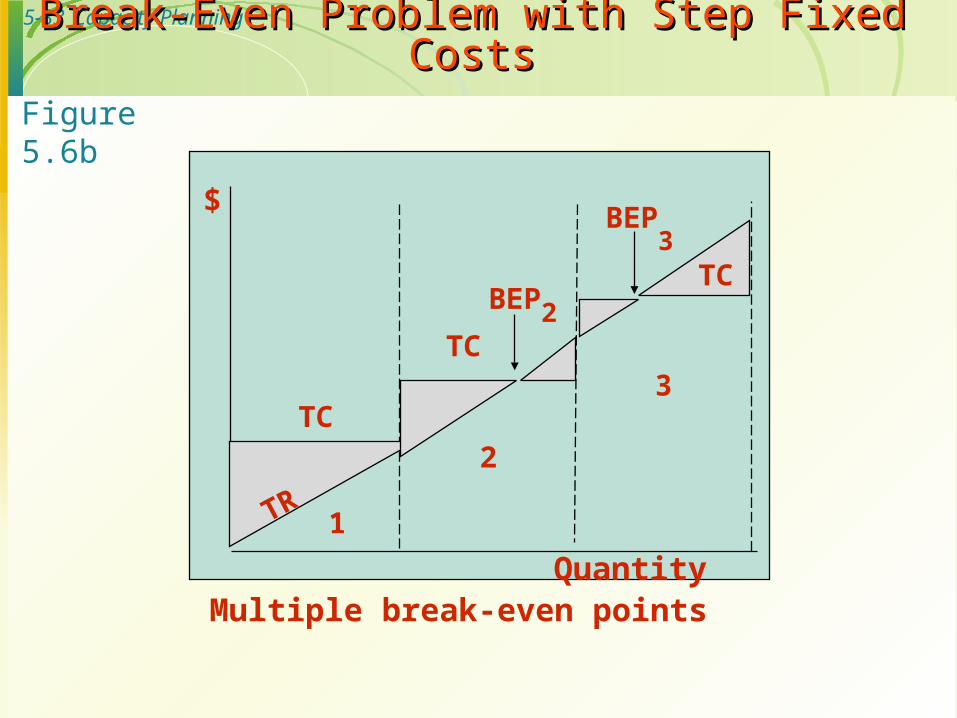
Break-Even Problem with Step Fixed CostsBreak-Even Problem with Step Fixed Costs
Quantity
FC + VC = TC
FC + VC = TC
FC + VC =
TC
Step fixed costs and variable costs.
1 machine
2 machines
3 machines
Figure 5.6a
5-33 Capacity Planning
Break-Even Problem with Step Fixed CostsBreak-Even Problem with Step Fixed Costs
$
TC
TC
TCBEP2
BEP3
TR
Quantity
1
2
3
Multiple break-even points
Figure 5.6b

5-34 Capacity Planning
Example 4: page 195Example 4: page 195
A manager has the option of purchasing one, two, or three machines.
# of mach. Tot. Annual FC Correspond. Output
1 $9600 0 – 300
2 15000 301 - 600
3 20000 601 – 900
Variable cost is $10, revenue is $40 per unit.a) Determine the break-even point for each range.
b) If projected demand is between 580 and 660 units, how many machines should the manager purchase?

5-35 Capacity Planning
Example 2Example 2
a) For one machine Q = 9600/(40-10)= 320 units
For two machines Q= 15000/(40-10)= 500 units
For three machines Q=20000/(40-10)=666.67 units
b) Manager should choose two machines. Because even if demand is at low end of the range (i.e., 580), it would be above the break-even point and thus yield a profit. If three machines are purchased, even at the top end of projected demand (i.e., 660), the volume would still be less than the break-even point for that range, so there would be no profit.

5-36 Capacity Planning
Financial AnalysisFinancial Analysis
Cash Flow - the difference between cash received from sales and other sources, and cash outflow for labor, material, overhead, and taxes.
Present Value - the sum, in current value, of all future cash flows of an investment proposal.

5-37 Capacity Planning
Decision Tree AnalysisDecision Tree Analysis
Structures complex, multiphase decisions Allows objective evaluation of alternatives Incorporates uncertainty Develops expected values

5-38 Capacity Planning
Good Eats Café is about to build a new restaurant. An architect has developed three building designs, each with a different seating capacity. Good Eats estimates that the average number of customers per hour will be 80, 100, or 120 with respective probabilities of 0.4, 0.2, and 0.4. The payoff table showing the profits for the three designs is on the next slide.
Example: Decision Tree AnalysisExample: Decision Tree Analysis

5-39 Capacity Planning
Payoff Table
Average Number of Customers Per Hour
c1 = 80 c2 = 100 c3 = 120
Design A $10,000 $15,000 $14,000
Design B $ 8,000 $18,000 $12,000
Design C $ 6,000 $16,000 $21,000
Example: Decision Tree AnalysisExample: Decision Tree Analysis

5-40 Capacity Planning
Expected Value For Each DecisionExpected Value For Each Decision
Choose the design with largest EV -- Design C.Choose the design with largest EV -- Design C.
3333
4444
dd11
dd22
dd33
EV = .4(10,000) + .2(15,000) + .4(14,000)EV = .4(10,000) + .2(15,000) + .4(14,000) = $12,600= $12,600
EV = .4(8,000) + .2(18,000) + .4(12,000)EV = .4(8,000) + .2(18,000) + .4(12,000) = $11,600= $11,600
EV = .4(6,000) + .2(16,000) + .4(21,000)EV = .4(6,000) + .2(16,000) + .4(21,000) = = $14,000$14,000
Design ADesign A
Design BDesign B
Design CDesign C
2222
1 1 1 1
Example: Decision Tree AnalysisExample: Decision Tree AnalysisExample: Decision Tree AnalysisExample: Decision Tree Analysis

5-41 Capacity Planning
5-41
Waiting-Line AnalysisWaiting-Line Analysis
Useful for designing or modifying service systems Waiting-lines occur across a wide variety of
service systems Waiting-lines are caused by bottlenecks in the
process Helps managers plan capacity level that will be
cost-effective by balancing the cost of having customers wait in line with the cost of additional capacity