46052-001: Technical Assistance Consultant's Report
184
Technical Assistance Consultant’s Report Project Number: 46052 March 2015 People’s Republic of China: Roadmap for Carbon Capture and Storage Demonstration and Deployment (Financed by the Carbon Capture and Storage Fund) Component B–Oxy-Fuel Combustion Technology Assessment Prepared by Andrew Minchener, Team Leader (International CCS Expert) Zheng Chuguang, Deputy Team Leader (National CCS Expert) Liu Zhaohui, International Carbon Storage Expert Jiao Zunsheng, International Carbon Storage Expert Pei Xiaodong, International Economic and Financial Analyst Li Xiaochun, National Carbon Storage Expert Zhao Haibo, National Energy Economist Chen Ji, National Policy Analyst Gao Lin, National Road Mapping Expert Xi Liang, National Financial and Risk Analyst For: Department of Climate Change, National Development and Reform Commission (Executing Agency) Dongfang Boiler Group Co. Ltd (Implementing Agency) This consultant’s report does not necessarily reflect the views of ADB or the Government concerned, and ADB and the Government cannot be held liable for its contents. (For project preparatory technical assistance: All the views expressed herein may not be incorporated into the proposed project’s design.
Transcript of 46052-001: Technical Assistance Consultant's Report

Technical Assistance Consultant’s Report
Project Number: 46052 March 2015
People’s Republic of China: Roadmap for Carbon Capture and Storage Demonstration and Deployment (Financed by the Carbon Capture and Storage Fund)
Component B–Oxy-Fuel Combustion Technology Assessment
Prepared by
Andrew Minchener, Team Leader (International CCS Expert) Zheng Chuguang, Deputy Team Leader (National CCS Expert) Liu Zhaohui, International Carbon Storage Expert Jiao Zunsheng, International Carbon Storage Expert Pei Xiaodong, International Economic and Financial Analyst Li Xiaochun, National Carbon Storage Expert Zhao Haibo, National Energy Economist Chen Ji, National Policy Analyst Gao Lin, National Road Mapping Expert Xi Liang, National Financial and Risk Analyst
For: Department of Climate Change, National Development and Reform Commission (Executing Agency) Dongfang Boiler Group Co. Ltd (Implementing Agency)
This consultant’s report does not necessarily reflect the views of ADB or the Government concerned, and ADB and the Government cannot be held liable for its contents. (For project preparatory technical assistance: All the views expressed herein may not be incorporated into the proposed project’s design.

Road Map for Carbon Capture and Storage Demonstration and Deployment
Component B: Oxy-fuel Combustion Technology Assessment
FINAL REPORT
Andrew Minchener, Team Leader (International CCS Expert)
Zheng Chuguang, Deputy Team Leader (National CCS Expert)
Liu Zhaohui, International Carbon Storage Expert
Jiao Zunsheng, International Carbon Storage Expert
Pei Xiaodong, International Economic and Financial Analyst
Li Xiaochun, National Carbon Storage Expert
Zhao Haibo, National Energy Economist
Chen Ji, National Policy Analyst
Gao Lin, National Road Mapping Expert
Xi Liang ,National Financial and Risk Analyst
March 2015

ADB TA‐8133 (PRC) People’s Republic of China:
Road Map for Carbon Capture and Storage Demonstration and Deployment
Component B: Oxy-fuel Combustion Technology Assessment
Final Report
November 2014

Summary
The ADB TA project TA8133-PRC People’s Republic of China: Road Map for Carbon Capture and Storage Demonstration and Deployment Component B has focused on oxy-fuel combustion as a promising CO2 capture technology, which offers significant CCS potential within the Chinese context. This technical assistance project has been designed to promote the implementation of a full chain 200MWe oxy-fuel demonstration, while also providing in-depth technical-economic-environmental-social assessment of Chinese oxy-fuel demonstration and deployment. The aim is to identify the current gaps, challenges, synergies and priority topics for the oxy-fuel CCS demonstration in China. It has been implemented under the overall supervision of the Executing Agency, the National Development and Reform Commission, and there is close cooperation with the Implementing Agency, the Dongfang Boilers Co. Ltd., in order to address the issues for the technological transformation to oxy-fuel combustion carbon capture, transport and utilization/storage at the 200MWe Shenhua Guohua Shenmu power plant, which has been designated as the site for a subsequent demonstration project. The key findings are as follows: WP1 Oxyfuel technical consideration and assessment Oxy-fuel combustion is the process of burning fossil fuel using pure oxygen instead of air as the primary oxidant. The concentration of CO2 in dry flue gas can reach more than 80%, and after a simple purification process this can be increased to more than 95% so as to meet the needs of large-scale pipeline transportation and utilization/storage. The oxycombustion technology has been the subject of considerable research and development work both in China and worldwide, covering system design, calculation method for boiler performance and combustion, pollution control, operational flexibility, monitoring and optimization. This has progressed from fundamental studies, laboratory rig trials, through to industrial pilot scale projects. The work indicates that the technology shows considerable energy and environmental promise for coal firing power plants with CCS, offering a synergetic removal of conventional pollutants such as SOx and NOx as well as CO2, which provides a near zero emissions clean coal utilization technology. It appears well suited to both new build and retrofit applications since it maintains the original power plant structure by combining a conventional combustion process with a cryogenic air separation process. These major components are mature technologies that have been extensively deployed. Oxycombustion appears to be relatively economically attractive compared to other coal based carbon capture processes, namely post-combustion capture and IGCC. That said, it is a new technology, and, as yet, there are no large-scale oxycombustion full CCS chain demonstration power plants established worldwide, although the USA and UK governments are now taking forward such projects. Consequently, the economic assessments are still subject to a high level of uncertainty. It is also important to put such comparisons in perspective. At present all three major technology options would appear to have opportunities to reach the stage of market deployment due to their specific strengths. In this regard, oxyfuel combustion appears more suited to deployment as a base load unit because of a relatively weak load adjusting capability compared to the other options, of which in particular post combustion capture has reasonable CO2 capture capability at part load. Oxyfuel is also readily suitable both for new

and retrofitted coal-fired plant, with the potential to reduce the overall CCS chain cost for deep aquifer storage where relatively low CO2 purity, say less than 95%, can be used. In contrast, for EOR usage, in which over 99% CO2 purity is generally needed, an increased energy penalty for oxy-combustion would be expected that will take away some of its perceived cost advantages. With regard to establishing a near to medium term roadmap for oxycombustion technology deployment in China, the need is to take into account the date when CCS commercial implementation is likely to be taken forward, the drivers for such implementation, together with the scope to improve upon what CCS technology is available at present. Thus at some point in 2020-2030, China could establish large scale CCS technology deployment, which means that with the wish to exploit its own IPR, such technologies will need to be identified with the first large scale demonstrations to be taken forward in the near future. Taking 2030 as that point, the projections are that the number of new coal fired plants beyond that date to, say, 2050 will be relatively small. Consequently, if China then wants to achieve major CO2 reductions from the coal power sector, that reduction will mainly have to come from existing coal power plants. Those plants built since 2015 will almost all be large, high efficiency, ultra-supercritical units with capacities of at least 660MWe and mostly 1000MWe. From 2025, the expectation is that there will be a new generation of advanced ultra-supercritical coal fired power plants being installed with ever higher cycle efficiencies in the range of 50% and capacities of perhaps 1300MWe. Such High Efficiency Low (non-GHG) Emissions (HELE) power plants will be best suited for retrofit CCS applications. This means that to ensure that the plants built from, say, 2015 can have CCS retrofitted then a significant number will need to be made CCS-ready, such that CCS retrofit can readily be accommodated in due course. In contrast, pre-combustion capture technology via IGCC will only be suitable for new applications and then only if the technology can be shown to perform in line with required power station operational practices. This scenario means that the retrofit choice will be between oxycombustion and post combustion capture. When this is considered, the choice is likely to be regional. Thus oxyfuel combustion will be an attractive proposition, with better prospects than post combustion capture, in regions that have stressed water resources. Based on current water resources and the future distribution of newly built coal-fired power station in China, about 30 to 40 percent of CCS-ready power stations should be designed to be able to subsequently incorporate oxy-fuel technology. The exact capacity level depends on the extent of CCS to be deployed by 2030 but levels close to 100GWe have been suggested. As well as defining the schedule for a near term technology demonstration, there is a need for supporting R&D activities will need to address the scope for scale up of oxy-fuel equipment and system integration technology with better energy performance and lower costs of critical components. These will include future technology innovation to achieve lower cost air separation units (ASUs), and the development of a CO2 compression and purification unit (CPU) with simultaneous impurity gas separation, as both possibilities can be expected to reduce the overall oxyfuel technology costs significantly. WP2 Prefeasibility assessment support for the 200MW oxy-fuel coal-fired demonstration power plant A pre-feasibility assessment of the application of oxy-fuel combustion CO2 capture technology to a 200MWe coal-fired power plant has been undertaken to support the

implementation of the intended oxy-fuel demonstration project of the Shenhua Group. The more promising design for such a demonstration plant has been identified as one where it can be air combustion/oxy-fuel combustion compatible, as this gives flexibility for operational variations that are likely to be needed during a large scale demonstration of oxy-fuel combustion in China. For the retrofit of a 200MW coal-fired power plant with oxy-combustion, including a LIFAC de-sulphurization device, the results indicate that the electricity cost would be 686RMB/MWh, which is 1.7 times that of the corresponding conventional plant that would have been equipped with the limestone-gypsum desulfurization system and a SCR denitrification system. The static investment cost is 1.2 times that of the corresponding conventional plant, while its net power output is 0.6 times that of the corresponding conventional plant. The increase in the static investment cost is mainly because of the high commercial price of the ASU, and the significant decrease of the net power output, mainly because of the high power consumption of the ASU and CPU systems. Sensitivity analysis shows that coal price, ASU power consumption and CO2 capture efficiency are the three parameters that most influence the economic performance of the oxy-combustion technology. Most importantly, with the increase of the plant capacity, the economic characteristics improve significantly because of the decrease in the unit investment cost and the increase in the system thermal efficiency. This suggests that the deployment of oxycombustion technology at a scale in line with NDRC requirements of at least 600MWe capacity would appear to have considerable promise. For subsequent commercial scale units, the associated techno-economic analysis has indicated that oxy-combustion technology would currently result in an 11~12% net efficiency loss for a simple integrated system; however, this could be limited to 7~9% for an advanced integrated system. There remain some technical issues to be resolved, in terms of fuel flexibility and the potential impact on CO2 quality for subsequent use/storage. Thus it has been suggested that if there are increasing restrictions on CO2 pipeline purity, this will have a relatively great effect on CO2 avoidance costs for oxyfuel plant, as further processing becomes required in the CPU. This is an area where parametric plant based studies are needed to determine a viable operating window for the technology alongside the impacts of coal sulphur content and gas quality. However, these are not technology showstoppers. Consequently, oxyfuel combustion is ready for large scale demonstration in order to address the remaining uncertainties and to establish a likely market niche for the time when deployment of CCS is seen as a commercial reality. WP3 Feasibility study of geological CO2 storage in the Ordos Basin for the proposed Shenhua Guohua oxy-fuel combustion plant demonstration project For any full chain CCS demonstration, the need to ensure adequate and effective CO2 storage is fundamental to the success of the project. Accordingly, a pre-selection phase site characterization manual appropriate for Chinese application has been developed, including procedures, techniques, and tools for geological CO2 storage site characterization, monitoring, and verification, together with a cost assessment of the site characterization for a potential full-scale CO2 storage project, as will be required for the proposed Shenhua Guohua Shanmu oxy-fuel combustion CCS demonstration project. This approach has been applied in the Ordos Basin and a promising storage site has been identified some 70 km from the power

plant. A strategic approach has been proposed and costed, whereby 10% of the expected 1Mt/year of CO2 captured is sold for EOR and the remaining 90% is stored in a saline aquifer close to the oil field. At the same time, the brine that is extracted from the aquifer is sold for desalination in this water stressed region, thereby generating an additional revenue scheme alongside that for EOR. Although this WP focuses on a possible demonstration project in the Ordos Basin, the storage manual that has been developed provides a basic foundation for the preparation of all geological CO2 saline aquifer storage projects in order to accelerate the deployment of geological CO2 storage activities in China. WP4 Assessment of institutional capacity opportunities for Dongfang Boilers
Company and other stakeholders
It is recognsied that the Shenhua Group already has expertise and experience in pre-combustion CO2 capture and subsequent storage at the industrial pilot scale (< 100,000 tonnes CO2 per year) at its coal to liquids demonstration unit near Ordos. However, this proposed oxycombustion demonstration project would represent an order of magnitude scale up in terms of the annual quantities of CO2 to be captured plus would use a different CO2 transport regime as well as a different CO2 capture technique. Consequently, it would be of benefit to Dongfang Boilers and Shenhua Guohua Power if they can engage with other experts from outside China, in particular to gain an appreciation of how large demonstration projects have been established elsewhere. The most promising options would be the project developers taking forward the USA and UK oxyfuel demonstration projects, and, in the latter case, Chinese government officials could also gain an appreciation of a very interesting approach to ensuring demonstration projects can be established within the utility market on a sound financial basis and to also hear about some innovative policies designed to establish CCS on a viable basis alongside other low carbon options. Recommendations for the way forward In overall terms, this technical assistance project has promoted the implementation of a full chain 200MWe oxy-fuel demonstration and, when the provisional outcomes of the technology roadmap are considered, it is suggested that there is a need to establish such a large scale demonstration project while also taking forward technology innovative R&D to develop lower cost, lower energy components to improve technology competitiveness. With regard to a specific project, the 200MW oxyfuel combustion project that has been initiated by the Shenhua Group at the Shenhua Guohua coal power plant in Shenmu is a promising contender, offering the prospect of capturing about 1Mt CO2/year for subsequent saline aquifer storage and EOR application. The Shenhua Group has expressed very strong interests in oxycombustion and has established close technology cooperation with Dongfang Boilers, Huazhong University of Science and Technology and the Southwest Electric Design Institute. The pre-feasability study is in progress and is expected to be finished within this year, with the work of this ADB TA project providing input and assistance via Dongfang Boilers. According to Shenhua's schedule, the FEED study could be prepared from next year onwards. Alongside this, HUST is also working on a 35MW oxyfuel project. Construction of the plant will be finished this year and, if everything goes well, commissioning should begin by the

start of 2015. This 35MW project is the base and reference for the much bigger 200MW oxycombustion project. A key requirement is to address the remaining potential technical issues, thereby providing greater confidence for the successful completion of the 200MW FEED study As such, this ongoing oxycombustion development and the intended subsequent demonstration project could offer China an important means to establish itself as a technology leader, thereby building successfully on its earlier industrial pilot activities. At the same time, it is important to establish a clear, overall development schedule, including the work to be done on the 35MW unit and how that will be used within the subsequent FEED study. If this overall programme can be successfully established, it will provide China with a further near term CCS prospect, including establishing IPR opportunities. Finally, it must also be stressed that for large scale demonstration, the need for positive policies and regulations to support commercial prototype demonstrations, plus ensuring a viable financial approach to that demonstration, are absolutely critical. At the same time, public acceptance concerns relating to CO2 transport and CO2 storage/utilization must be addressed as part of any project preparatory phase, which would be common for all CCS technologies.

Table of Contents 1 Introduction 1.1 Background 1.2 Objectives 1.3 Project organization 2 WP1: Oxyfuel technical consideration and assessment 2.1 Current status of oxy-fuel combustion development 2.1.1 Technology description 2.1.2 Global development of oxyfuel combustion technology 2.1.3 Development of oxyfuel combustion technology in China 2.1.4 Foreign technology providers 2.1.5 Domestic stakeholders 2.1.6 Potential advantages of oxyfuel combustion technology 2.1.7 Challenges for oxyfuel combustion technology deployment 2.2 Strategic analysis 2.2.1 Necessity of CCS for China 2.2.2 SWOC analysis on oxy-fuel combustion CO2 capture technology 2.2.3 Possible ways forward 2.2.4 Concluding remarks 2.3 Commercial deployment learning curves for oxyfuel technology 2.3.1 Introduction 2.3.2 Methodology 2.3.3 Learning rates for fossil fuel energy systems with CO2 capture 2.3.4 Case study 2.3.5 Results and discussion 2.3.6 Cost reduction potential of the oxyfuel power plants in China 2.3.7 Conclusions 2.4 Technical guidelines to support system design of a 200 MWe oxy-fuel combustion demonstration power plant 2.4.1 Technical choice 2.4.2 Composition of an oxy-combustion system 2.4.3 Analysis of the construction conditions for the demonstration project 2.4.4 Definition of main operating parameters 2.4.5 Overall process specification 2.4.6 Subsystem processes and instructions 2.5 Roadmap for oxy-fuel combustion deployment in China 2.5.1 Aims and objectives 2.5.2 Background 2.5.3 Methodology for comprehensive evaluation of CO2 capture technologies 2.5.4 Overall considerations 2.5.5 Recommended roadmap of oxy-fuel combustion technologies suitable for China

Annex A Comprehensive evaluation of oxy-fuel capture technologies 3 WP2: Prefeasibility assessment support for the 200MW oxy-fuel coal-fired demonstration power plant
3.1 Techno-economic evaluation of the 200 MWe oxyfuel demonstration plant 3.1.1 Background 3.1.2 Input data 3.1.3 Cost calculations 3.1.4 Cost calculation about conventional power plants 3.1.5 Cost calculation about oxy-combustion power plants 3.1.6 Comparative assessment 3.1.7 CO2 avoidance cost 3.18 Sensitivity analysis 3.1.9 Conclusions 3.2 Financing prospects and managing risks. 3.2.1 Critical technical issues linked with financial and operational decisions 3.2.2 Financing options 3.2.3 Private financing mechanisms 3.2.4 Public financing mechanisms 3.2.5 Other CCS financing options 3.2.6 Assessing the option value of retrofitting a 200MW power plant for oxyfuel CO2 capture 3.2.7 Risk management for oxyfuel CCUS project Annex B Summary of risk register for Guohua Shenmu 200MW oxyfuel CCS project 3.3 Policy analysis 3.3.1 Analytical framework 3.3.2 Policies and measures 3.3.3 Relevant laws and regulations 3.3.4 Supporting policy analysis 3.3.5 Conclusions 4. WP3: Feasibility study of geological CO2 storage in the Ordos Basin for the proposed Shenhua Guohua oxy-fuel combustion plant demonstration project 4.1 Introduction 4.2 Brief review of existing best practice manuals for site characterization 4.3 Shenhua Guohua Shenmu CO2 storage demonstration project 4.3.1 Geographic and geological background 4.3.2 Project management plan 4.4 Site selection for CO2 storage projects 4.4.1 Preliminary selection for further site characterization and selection 4.4.2 Site selection for CO2-EOR 4.4.3 Site selection for CO2 saline aquifer storage 4.4.4 Numerical simulation

4.5 Economic evaluation methodology of CCS project 4.5.1 Cost of CO2 transport 4.5.2 Cost of saline aquifer CO2 storage 4.5.3 The cost of brine treatment 4.5.4 Integrated economic evaluation of CO2 transport and storage 4.5.5 Cost evaluation of site characterization tools in the implementation phase 4.6 Risk assessment of selected sites 4.7 Schedule of the storage site development 4.8 Site characterization manual 4.8.1 List of site characterization technologies including monitoring tools 4.8.2 Cost range of necessary monitoring technologies 4.8.3 Need for further work
5 WP4: Assessment of institutional capacity for Dongfang Boilers
Company and identification of measures to strengthen that capacity
together with improved public outreach
5.1 Introduction 5.2 Capacity assessment for Dongfang Boilers Co. Ltd. 5.2.1 Overview 5.2.2 Future prospects for Dongfang Boilers 5.2.3 Overview of the project structure 5.2.4 Assessment of institutional capacity of Dongfang Boilers to implement the oxyfuel based CO2 capture demonstration project 5.3 Capacity assessment and strengthening measures in analysis, planning, and implementation of oxy-fuel combustion CO2 capture technology 5.3.1 Assessment of the capacity of Dongfang Boilers personnel to implement a CCS retrofit on a 200MWe coal fired power plant 5.3.2 Capacity assessment of other stakeholders 5.4 Recommendations for improvement in institutional capacity 5.4.1 Dongfang Boilers 5.4.2 Other stakeholders 5.4.3 Outreach activities 6 Conclusions 7 References

List of tables Table 1 Overview of activities as defined in the project terms of reference Table 2 Oxyfuel combustion industrial scale pilot projects outside of China Table 3 Proposed large scale oxyfuel demonstration projects Table 4 China oxyfuel combustion research program Table 5 Listing of Chinese oxyfuel combustion experimental systems>10KWt Table 6 Possible large-scale oxy-fuel combustion demonstration projects in China Table 7 Major power generation equipment suppliers’ profile Table 8 Main gas separation equipment suppliers’ profile Table 9 Main stakeholders of Chinese oxyfuel combustion research and demonstration Table 10 Estimates for PC plants without CO2 capture and retrofitted oxyfuel power plants with CO2 capture Table 11 Learning rates of capital and O&M cost for each technology option Table 12 Estimated COE and learning rates of COE for three types of CO2 capture plants in China Table 13 200MW Air separation unit parameter requirements Table 14 Boiler coal consumption Table 15 The main parameters of milling system Table 16 Compression gas purification system input conditions Table 17 Different types of large-scale CO2 transport conditions Table 18 Evaluation criteria relating to the four principles for assessing CO2 capture technology Table 19 Main technical indicators of 200MW power plant Table 20 The cost calculation method Table 21 Ultimate analysis and lower heating value of the Shenhua coal Table 22 Techno-economic analysis results for all different plants under three loads Table 23 Cost of 200 MW unit list Table 24 The influence of WASU Table 25 The influence of cF Table 26 The influence ofcASU Table 27 The influence ofcCPU Table 28 The influence of WCPU Table 29 The influence of I Table 30 The influence ofploan Table 31 The influence of rCO2 Table 32 The influence ofYlife Table 33 The influence of H Table 34 Ultimate analysis results and lower heating values of other three coal samples Table 35 cCOE, cCAC and cCCC results corresponding to the four coal samples Table 36 The influence of plant capacity Table 37 The influence of financial resources Table 38 Survey of previous cost estimates for 500MW oxyfuel combustion CO2 capture power plant Table 39 Contribution of technology vendors in financing existing CCS pilot projects Table 40 Perceived incremental risk exposures specific to oxyfuel technology Table 41 Risk response strategies applied in project risk analysis Table 42 Top 20 risks specific to Shenhua Guohua 200MW oxyfuel CCS project Table 43 Risks likely transferrable through existing insurance policies Table 44 Emissions performance standards in the USA and Canada

Table 45 Best practice manuals and guidelines reviewed Table 46 Criteria for screening reservoirs for CO2-EOR suitability Table 47 Selected oil field parameters in the Ordos Basin Table 48 Major evaluation criteria for site selection of saline aquifers Table 49 Selection criteria of saline aquifer formations for CO2 storage Table 50 Major formations in Yulin of Ordos Basin modified from well Yu 82 Table 51 Parameters of the simulation model of Liujiagou Formation. Table 52 Reservoir properties of representative saline aquifer Table 53 Reservoir properties of representative oil field Table 54 The brine salinity of different formations in Ordos Basin Table 55 Basic parameter settings for CCUS cost analysis Table 56 Technical design of Shenhua Guohua CCUS project Table 57 The cost of CO2 storage and transport. Table 58 The cost of Guohua CCUS project Table 59 Basic influencing factors settings for sensitivity analysis Table 60 The results of the sensitivity analysis with carbon tax Table 61 The results of the sensitivity analysis without carbon tax Table 62 The cost components of well drilling and completion Table 63 The cost components of well log and logging Table 64 The cost components of well completion cost Table 65 Site characterization and monitoring tools for CO2 storage in saline aquifer Table 66 The monitoring tools selected in pre-injection phase for CO2 storage in saline aquifer Table 67 Unit cost of monitoring technologies

List of figures
Figure 1 Project framework Figure 2 Typical oxy-combustion process Figure 3 International oxyfuel combustion research projects Figure 4 History of development of oxyfuel combustion including China Figure 5 The proposed 35MW oxyfuel combustion industrial pilot scale project Figure 6 Projected reduction in CO2 emissions intensity in China Figure 7 Projected growth in CO2 emissions in China Figure 8 Projected CO2 emission reduction contribution of CCS in China Figure 9 Projected relative contributions for various carbon mitigation technologies in China in 2050 Figure 10 Net costs of CO2 emission reductions Figure 11 Techno-economic analyses of PCC and oxy-fuel technologies Figure 12 Indicative learning curves for three CO2 capture technology options Figure 13 Typical coal-fired power plant’s air combustion system Figure 14 High-temperature cycle combustion system Figure 15 Wet cycle combustion system Figure 16 Dry cycle combustion system Figure 17 Adiabatic flame temperature chart of air combustion and oxyfuel combustion under different circulation ratio Figure 18 Recycle ratio versus SA pressure fraction O2 and mean pressure fraction O2
for dry cycle system Figure 19 Recycle ratio versus SA pressure fraction O2 and mean pressure fraction O2
for wet cycle system Figure 20 Air combustion Figure 21 Oxyfuel combustion dry cycle compatible solution Figure 22 Oxyfuel combustion wet cycle new solutions Figure 23 Schematic diagram for water system Figure 24 Constitution of LCOE Figure 25 The relationship of LCOE and CO2 price Figure 26 The relationship of LCOE and CO2 tax Figure 27 Results of the sensitivity analysis Figure 28 Estimated effect of oxidant purity on avoidance cost Figure 29 Estimated payoff distribution of retrofit option Figure 30 Simulated probability distribution of retrofit decision in the 200MW oxyfuel project’s lifetime Figure 31 Simulated cumulative retrofit probability in in the 200MW oxyfuel project’s lifetime Figure 32 Major risks categories in integrated CCS projects Figure 33 Policy considerations for a demonstration project

Figure 34 Graphical representation of “Project Site Maturation” through the exploration plan Figure 35 Topographic map of the Ordos Basin Figure 36a Source-sink matching of Guohua oxy-fuel combustion Figure 36b Source-sink matching of Guohua oxy-fuel combustion Figure 37 Geological map and cross section of the Ordos Basin Figure 38 Priority aquifer sites identification Figure 39 Layout of the CO2 injecion wells and production wells Figure 40 Geological model used for CO2 injection simulation Figure 41 TOUGH CO2 injection simulation results for the Liujiagou Formation Figure 42 Total CO2 injection and total water production for the Liujiagou Formation Figure 43 An incline view of the injected CO2 plume for the Liujiagou sandstone Figure 44 The CO2 plume resulting from 20 year injection for the Liujiagou Formation Figure 45 TOUGH CO2 injection simulation results for the Majiagou Formation Figure 46 Total CO2 injection and total water production for the Majiagou Formation Figure 47 An incline view of the injected CO2 plume for the Majiagou Limestone Figure 48 CO2 plume resulting from a 20 year injection for the Majiagou Formation. Figure 49 Relation of pipeline investment unit length with CO2 storage capacity and pipeline length Figure 50 Relation of the levelized cost of CO2 transport with CO2 mass flow and pipeline length Figure 51 Wellsite arrangement of CO2 saline aquifer storage Figure 52 Relation between levelized storage cost and injection capacity Figure 53 The cost of treating water in four desalination processes Figure 54 The results of the sensitivity analysis with carbon tax Figure 55 The results of the sensitivity analysis without carbon tax Figure 56 Phases and process typically related to CO2 storage projects Figure 57 Chinese government institutions involved in energy policy and administration

Abbreviations
ASU – air separation unit
CCS – carbon capture and storage
CCUS – carbon capture, utilization, and storage
CFB – circulating fluidized bed
CO2 – carbon dioxide
CO2-EOR – carbon dioxide-enhanced oil recovery
CPU – carbon dioxide purification unit
DBC – Dongfang Boilers
FEED – front-end engineering design
GIS – geographic information system
Gt – gigatonne
HUST – Huazhong University of Science and Technology
IEA – International Energy Agency
IGCC – integrated gasification combined cycle
IPR – intellectual property rights
km – kilometer
LCOE – levelized cost of electricity
m – meter
Mt – million tonne
MWe – megawatt electrical
MWth – megawatt thermal
NETL – National Energy Technology Laboratory (US Department of Energy)
NOx – nitrogen oxides
PRC – People’s Republic of China
R&D – research and development
TA – technical assistance
UK – United Kingdom
US – United States
WP – work package

1 Introduction
The ADB TA Project‐8133 People’s Republic of China (PRC) Road Map for Carbon Capture and Storage Demonstration and Deployment comprises two parts. For Component A, the aim is to develop a CCS Roadmap for the PRC, which is intended to provide an input to the development of policies that will support the achievement of climate change objectives appropriate to the PRC’s political and economic circumstances. Component B focuses on building capacity among key stakeholders for oxy-fuel combustion, which offers significant potential for carbon capture and storage/utilization (CCUS) within the Chinese context. The overall TA project is financed on a grant basis by the CCS Fund under the clean energy financing partnership facility. It is included in the People’s Republic of China’s country operations business plan, 2012-2014, and is being implemented under the overall supervision of the National Development and Reform Commission (NDRC). With regard to component B, the day-to-day coordination, guidance, and support are provided by counterpart staff of the Implementing Agent, the Dongfang Boiler Co. Ltd. As a wholly owned subsidiary of Dongfang Electric Corporation (DEC), the Dongfang Boiler Co. Ltd. (DBC) is one of the three major utility manufacturers in China, with some 30% of the utility boilers domestic market. It has an annual production capability of 35GW power plant boilers, 9,000 tonnes auxiliaries, 5,000 tonnes various types of pressure vessels, and 4-6 sets of 1GW nuclear island and conventional island. It is also a first-class service provider of power plant and general contractor of environmental protection equipment (flue gas desulfurization and denitrification) in China. With the national demand for reduction of carbon emissions, the company attaches great importance to the development of CCUS technology.
1.1 Background
China is one of the largest contributors to global CO2 emissions. In 2010, 76.8% of China's total power generation (4228TWh) and 67.6% of the installed capacity (962.2GW) were based on coal. Although China is by far the world leader in the deployment of high efficiency low emissions coal power plants, in particular supercritical and ultra-supercritical units, the sheer number of coal power plants in operation leads to extensive CO2 emissions. For example, in 2010, China’s CO2 emissions exceeded 7 billion tonnes, of which those from coal-fired power plants accounted for nearly 40% of the total. Although the proportion of coal in the energy mix is projected to decline, even by the end of 2050, coal will still be the primary energy resource. The current measures for reducing the greenhouse gas emissions of the PRC are focused on improving energy efficiency, energy conservation and increasing the share of non-fossil fuel energy sources. At the same time, as reflected in the PRC government’s 2011 Action Plan on Climate Change, there is a growing recognition that while these options are very important, they will only go so far and that CCUS will also need to play a key role in China’s climate change abatement strategies, It is an important climate mitigation technology that offers

medium to long term opportunities to make very deep cuts in CO2 emissions while continuing to utilize coal for major applications. There are currently three first generation technical options for CO2 capture, namely post-combustion, pre-combustion and oxy-fuel, and each has its own characteristics. The post-combustion capture techniques are established at industrial pilot scale and can be retrofitted to both existing and new supercritical and ultra-supercritical power plants, which increasingly will comprise the Chinese coal power fleet. However, the energy penalty and both capital and operating costs of using this technology are relatively high. For the pre-combustion capture technique, while it has potential to offer a lower overall cost of CO2 capture, it is only applicable to IGCC, which has not established a market niche in the coal power sector due to technological complexity and very high capital investment costs. The third approach is oxy-fuel combustion technology, which is a relatively new approach that has the potential to avoid the disadvantages of the other options. It has been extensively investigated and developed in recent years, although it has yet to be trialled at significant scale. Thus, oxyfuel is a technology that shows promise within the Chinese context. There has been strong technical involvement by various research groups and industrial stakeholders, such as Dongfang Boiler Co. Ltd, Huazhong University of Science and Technology (HUST) and the Shenhua Guohua Electric Power Co. Ltd., who together have established an industrial innovation strategic alliance, in order to take forward the development of critical technologies. That said, oxy-fuel combustion is a relatively new carbon capture technology and any first large scale full chain demonstration in China will face many challenges and risks, especially for determining the way forward for subsequent commercial applications. Up to now, no large scale oxy-fuel demonstration plant has been implemented worldwide, and consequently there is no international experience to draw upon in detail. There remain several technical challenges to address, such as assessment and characterization of geological storage as well as determining the prospects and risks associated with the utilization of the CO2 captured for EOR. For the longer term, there is a need to analyze and evaluate the application prospect, motivational policy, financing environment, and macroeconomic impact of the oxy-fuel combustion technology and other carbon capture technologies within the Chinese electric power industry. Public awareness and acceptance are important too. Besides these technical analyses and engineering practices, another major concern of NDRC is the need for a comprehensive roadmap for the development of oxy-fuel combustion technology that is applicable to the Chinese situation. The absence of a clear and feasible oxy-fuel combustion technology roadmap means uncertainty regarding the technical future, insufficient coordination between key stakeholders, and a lack of supporting regulation and policy. Accordingly, this project has focused on the technological transformation of oxy-fuel combustion for the 200MWe Guohua Shenmu power plant as a means to address the challenges noted above. This has included strategic analysis and capacity strengthening, and

building the technology R&D roadmap for oxy-fuel combustion in the PRC. Thus TA8133 Component B will complement both Component A and various other ADB CCS related capacity building projects within the PRC.
1.2 Objectives
The project comprises four work packages, as shown in Figure 1.
Figure 1 Project framework In overall terms, this technical assistance project is designed to promote the implementation of a full chain 200MWe oxy-fuel demonstration, while also providing in-depth technical-economic-environmental-social assessment of Chinese oxy-fuel deployment, demonstration and application. The outputs arising include: Technical guideline for oxy-fuel combustion, including the identification of the critical
technological gaps and barriers, together with possible solutions and pathways that lead to a technology R&D roadmap for oxy-fuel combustion in the PRC;
Prefeasibility study for a 200MWe oxy-fuel demonstration project in China, including techno-economic evaluation, cost analysis, financial analysis, risk assessment, policy analysis and carbon storage prefeasibility assessment;
CO2 storage characterization manual, which will incorporate the identification of priority storage sites for the demonstration project; and
Capacity assessment and strengthening measures in analysis, planning, and implementation of oxy-fuel combustion CO2 capture technology, together with possible public outreach initiatives.
1.3 Project organization
In terms of detailed activities, as set out in the ADB Terms of Reference, these are summarized in Table 1 and presented in the subsequent sections of the report.

Table 1 Overview of activities as defined in the project terms of reference WP1 Oxyfuel technical consideration and assessment
Review the current state of oxy-fuel combustion development, determine the key obstacles
and technical bottlenecks and propose a feasible solution.
Develop strategic choice and potential pathways for oxy-fuel combustion CO2 capture in CCS
demonstration and deployment.
Consider project learning curves for the commercialization of the oxy-fuel combustion CO2
capture technology.
Formulate and recommend technical guidelines performance parameters rules, taking
international best practices into consideration.
Elaborate the technology roadmap for oxy-fuel combustion CO2 capture technology and CCS
demonstration.
WP2 Prefeasibility assessment support for the 200MW oxy-fuel coal-fired power
plant
Support the feasibility study for an identified demonstration project in China and develop a
project implementation guide for retrofitting of existing power plants.
Carry out techno-economic evaluation of oxy-combustion power plants in China and analyze
financially an identified oxy-combustion power plant including risk analysis;
Carry out policy analysis of developing oxy-fuel technology in China.
Carry out carbon storage prefeasibility assessment of the 200MW oxy-fuel project.
WP3 Establish CO2 storage manual
Carry out a pre-feasibility study of CO2 geological storage.
Formula a manual and cost assessment on site characterization of CO2 storage.
Support the preparation of the capacity strengthening module and feasibility study for an
identified demonstration project
WP4 Propose capacity evaluation and public outreach
Detailed assessment of the institutional capacity gaps
Development and implementation of a capacity strengthening programme
2. WP1: Oxyfuel technical consideration and assessment
Oxyfuel combustion is a new technology under development and, as yet, there are no large-scale oxy-fuel demonstration power plant established worldwide. Accordingly, the assessment

of critical technological gaps/bottlenecks for the technology and the identification of possible solutions or pathways has had to be undertaken through reviews of the national and international industrial pilot-scale projects and associated design studies, for which capacities are in the range 3-35 MWth.
2.1 Current status of oxy-fuel combustion development
Oxy-fuel combustion is the process of burning fossil fuel using pure oxygen instead of air as the primary oxidant. The concentration of CO2 in dry flue gas can reach more than 80%, and after a simple purification process this can be increased to more than 95% so as to meet the needs of large-scale pipeline transportation and storage. This technology can also greatly reduce the SO2 and NOx emissions to achieve a synergetic removal of pollutants, which provides a near zero emissions of clean coal utilization technology. 2.1.1 Technology description Figure 2 presents the typical oxy-combustion system process.
Figure 2 Typical oxy-combustion process (Alstom 2014)
The high purity oxygen from the Air Separation Unit (ASU) is mixed with the Recirculated Flue Gas (RFG). Part of this mixture provides the pulverized coal transport medium delivered into the furnace with the fuel, while the remainder enters into the furnace as the oxidant to complete a process similar to traditional air combustion. RFG is used to maintain a high furnace temperature, reasonable boiler radiation and convection heating surface heat transfer. The flue gas that exits the boiler, which has a high concentration of CO2, has non-GHG pollutants removed and then passes into the gas purification unit to ensure a high purity of CO2, for transport and subsequent utilization or storage.

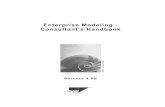
2.1.2 Global development of oxyfuel combustion technology Figure 3 summarises the oxyfuel combustion history from laboratory scale through to proposed demonstration applications within the USA, Japan, Canada, Australia, UK, Spain, France, and the Netherlands. The major research institutions and companies include: EERC, ANL, B&W, Air Products and the U.S. Subsidiary of Alstom in America; IHI and HITACHI in Japan; CANMET in Canada; IFRF and BHP in the Netherlands; the University of Newcastle and CS Energy in Australia;, CIUDEN in Spain; Alstom and Doosan Babcock in the UK; and Vattenfall in Germany. Figure 4 provides a broader representation by including the work within China to indicate the relative progress.
Figure 3 International oxyfuel combustion research projects
Figure 4 History of development of oxyfuel combustion including China
1980 1990 2000 2010 20200.1
1
10
100
1000
FutureGen 168
ENEL 320
Shenmu 200
HUST 12
Alastom 1.0
HUST 1
Whiterose 426
Endosa 300
Pilot scale
Commercial scale( without CCS)
Demonstration scale( with CCS)Youngdong 100
TOTAL(NG) 10
Callide A 30
Vattenfall 10
Renfrew 30Pearl Plant 22
Oxy-coal 13.3
CIUDEN 6.7CIUDEN 10
OHIO 10
B&W 10
Jupiter 6.7
JSIM/NEDO(Oil) 4.0
International Comb 11.7
ENEL 1.0
RWE-NPOWER 0.2
PowerGen 0.3
IVD-Stuttgart 0.2
B&W/AL 0.4IHI 0.4
CANMET 0.1
IFRF 1.0
ANL/BHP 0.2
Capacity /
MW
e
The year it put into operation
ANL/EERC 1.0
HUST 0.1

In the last ten years, there has been some significant progress with industrial pilot units being established, Table 2. In particular, Vattenfall built the world’s first 30MWth oxyfuel combustion device at Schwarze Pumpe, Germany in 2008. The Australian CS Energy Company built the world’s first and so far largest 30MWe oxyfuel combustion power generation demonstration plant in Callide in 2011. In Spain, the CIUDEN technology research center built a 20MWth pulverized oxy-coal boiler and the world's first 30MWth fluidized bed test device. In China, construction of its first 35MWth oxyfuel power plant should be completed before the end of 2014.
Table 2 Oxyfuel combustion industrial scale pilot projects outside of China
Project Name
(country)
Scale (MWe)
Type Start date
Main fuel Power
Generation CO2 %
Vattenfall (Germany)
10 New 2008 Coal N 99.9
Callide (Australia)
30 Retro 2010 Coal Y
TOTAL (France)
10 Retro 2009 Gas Y 99.9
CIUDEN (Spain)
10 New 2010 Coal N
CIUDEN (Spain)
7 New 2010 Coal N
Jamestown /Praxair(USA)
50 New 2013 Coal N
Jupiter Pearl plant(USA)
22 Retro 2009 Coal N
Babcock& Wilcox(USA)
10 Retro 2008 Coal N 70% dry
Doosan Babcock (UK)
13 New 2008 Coal N
Jiuda Yingcheng (China)
12 Retro 2011 Coal N 80%
In August 2010, the U.S. Department of Energy announced the launch of an oxyfuel demonstration project under a restructured FutureGen 2.0 programme, as a public-private partnership with a total budget of US$1.65 billion. This will comprise the retrofit of a 200MWe coal-fired power plant in Meredosia, Illinois with full CCS chain oxy-combustion technology. The aim is to capture more than 1 Mt of CO2 each year, which accounts for more than 90% of the plant’s CO2 emissions, and to reduce other emissions to minimal levels. The CO2 is to be transported and stored underground in nearby deep saline aquifers (Bellona 2013). In the UK, Capture Power Limited (a consortium of Alstom Power, Drax Power and the British Oxygen Company) and the National Grid established the White Rose Project. The aim

is to build a new state-of-the-art 426MWe (gross) clean coal power plant with full CCS, capturing approximately 2 Mt of CO2 per year. This will link into the planned development of a CO2 transportation and storage infrastructure to an offshore saline aquifer in the North Sea, which would have capacity for storing CO2 arising in the future from possible additional CCS projects in the area. The UK Government has provided funding for a FEED study, after which in early 2015 a final investment decision will be taken by the Government and the consortium on the construction of the plant. On that timescale, the plant would be expected to become operational by 2020. In the meantime, the European Commission has confirmed that the project is in line to receive about £250m from its stimulus programme.
Table 3 Proposed large scale oxyfuel demonstration projects
Country Project Scale and
parameters Technology
source Progress and launch
time
Germany Vattenfall
Jänschwalde
250MWe Supercritical
ALSTOM
Cancelled due to licensing problems
UK Capture Power
White Rose 426MWe
Supercritical ALSTOM
AP Second stage, FEED study
Spain CIUDEN
Compostilla 300MWe
Fluidized bed FWAL
Prefeasibility study;Delayed due to funding
problems.
U.S. FutureGen2.0
168MWe
Subcritical BW
AL NETL Second stage, FEED study
Korea Yong Dong 100MWe Doosan
Babcock Cancelled
South Korea had planned to build a 100MWe oxyfuel demonstration power plant at Yongdong, with the detailed design to be undertaken between 2012 and 2015. Although support had been pledged by KEPCO, KOSEP Power Company, Korea Institute of Machinery and Materials, and the Korea Institute of Industrial Technology, this proposed project has been suspended due to overall funding problems. In Spain, the Compostilla Project OXY-CFB300 aimed to demonstrate the technological feasibility of capture, transport and CO2 storage for fossil thermal plants, using oxyfuel with circulating fluidised bed technology at the 300 MWe scale. The intention was to construct a new plant close to Endesa’s Compostilla power plant, together with the infrastructure for CO2 transport and storage. However, this project has been cancelled due to funding problems. 2.1.3 Development of oxyfuel combustion technology in China The fundamental research of oxyfuel combustion in China began in the mid-1990s, involving Huazhong University of Science and Technology, Southeast University and North China Electric Power University. Table 4 lists some main research programs of oxyfuel combustion supported by the Chinese government and industrial companies. Table 5 provides a list of oxyfuel combustion experimental systems (>10kWth) either completed or planned in China.

Table 4 China oxyfuel combustion research program Project Type Project name Timescale
National Key Basic Research Program of China
Greenhouse gas CO2 enhanced oil recovery resource utilization and underground sequestration
2006~2010
National Key Basic Research Program of China
Development of a new type of combustion and separation technology for low cost CO2 enrichment
2011~2015
The National High Technology Research and Development Program of China
Coal combustion’s CO2 emission reduction technology and pollutants removal
2005~2008
The National High Technology Research and Development Program of China
O2/CO2 recycle combustion device and system optimization 2009~2011
National Key Technology Research and Development Program of the Ministry of Science and Technology of China
35MW oxyfuel combustion and equipment research & engineering pilot scale project
2012~2014
The State Key Program of National Natural Science of China
New ideas and methods of realizing oxygen combustion CO2 enrichment
2010~2013
International S&T Cooperation Program of China
New generation of coal transformation and power generation technology for Sino-US advanced coal technology cooperation
2012~2014
International S&T Cooperation Program of China
Key technology research for large scale carbon capturing and storage based on oxygen combustion
2011~2013
Shenhua Group of Major Scientific and Technological Projects
Oxyfuel combustion carbon capture coal-fired power plant technology research and system integration
2012~2014
Following extensive fundamental and laboratory trials, in 2011, Huazhong University of Science and Technology built the first 3 MW integrated oxyfuel combustion test platform in China, which can capture up to 7000 tonnes of CO2 per year. The system was designed according to the industry standard, so that it can provide a straightforward means for scale-up. In the process of system design, construction and commissioning, it realized the following key technology breakthroughs: For the oxyfuel combustion system, a new type of oxyfuel burner, oxygen injector and air
and flue gas system were designed. Both the oxyfuel combustions and air combustion conditions achieved high efficient stable combustion, and the combustion efficiency was greater than 95% for different kinds of bituminous, anthracite and mixed coal.
Oxyfuel–air switch operation can be readily and safely achieved within half an hour, having mastered the controlling point and established the control instruments for system operational stability.
Under the oxyfuel combustion conditions, the CO2 enrichment can be optimized through careful operating procedures and minimising air leakage. A dry flue gas CO2 concentration of more than 80% can be stably achieved, with subsequent purification and compression producing liquid CO2 at gretaer than 95% purity.
Adjustment of the circulation ratio can effectively change the distribution of the heat transfer in the furnace, such that the heat transfer characteristics under the oxyfuel combustion condition of dry circulation with 26% oxygen concentration are similar to that in air combustion condition.
Oxyfuel combustion characteristics and pollutants emission control have been investigated in detail, such that a NOx emission reduction of 50 ~ 70% can be achieved, due to the process large circulation ratio and low local oxygen concentration. It is also

possible to achieve greater than 95% desulfurization efficiency with a simplified dual alkali desulfurization system.
Table 5 Listing of Chinese oxyfuel combustion experimental system>10KWt
Unit
Thermal rating (MW)
Furnace type & fuel Completion
time Huazhong University of
Science and Technology 0.3 Vertical pulverized coal 2006
Huazhong University of Science and Technology
3 Front wall pulverized coal 2011
Tsinghua University 0.025 The vertical one-
dimensional pulverized coal furnace
2008
Zhejiang University 0.020 Fluidized bed, no gas
circulation2004
Zhejiang University 2 pulverized coal,kiln 2010 North China Electric
Power University 0.025
Coal pressurization bubbling bed
2011
Southeast University 0.050 Fluidized bed 2011
Southeast University 2.5 Fluidized bed Under
construction Institute of Engineering
Thermophysics 0.1 Fluidized bed,Coal 2013
Institute of Engineering Thermophysics
1 Fluidized bed,Coal Under
construction
Combined with the advantages and characteristics of a circulating fluidized bed, Southeast University has undertaken a systematic research programme of CFB oxyfuel combustion. This included the construction of a CFB oxyfuel combustion test device (50KW) which is the first one realizing gas circulation in China and the first one realizing wet flue gas circulation in the world. They also improved the measurement and data acquisition system, and based on the mass balance in the oxy-fuel process, wrote a program for real-time computing systems online analysis. Using this test platform Southeast University has successfully conducted a 300 hour gas cycling test. At present, a 2.5MW oxyfuel combustion CFB experimental system has been established by Southeast University in cooperation with B&W USA. This included a parallel bed heat exchanger that overcame the heat carrier limitations oft the traditional external circulating fluidized bed with only circulating ash. Some unburned carbon is introduced to burn and release heat. When running in the bubbling bed mode, the heat transfer coefficient is increased. It is easy to adjust the circulation by controlling the amount of air supply such that heat transfer could be more than 15% of the boiler heat load. This solves the problem that the heating surface arrangement is limited under conditions of high oxygen concentration by arranging the heating surface in the parallel bed, which greatly reduces the size of the boiler and further matures the circulating fluidized bed oxyfuel combustion technology. These results allow oxy-fuel technology to make a large step in the commercial applications for future power plant. Following this useful R&D, large industrial pilot scale projects are being established. In May 2011, Huazhong University of Science launched a 35MW oxyfuel combustion industrial demonstration project, which is a joint venture supported by the Ministry of Science and

Technology and involving Dongfang Boiler (Group) Co., Ltd., Sichuan Air Separation Plant (Group) Co., Ltd. and JiuDa (Yingcheng) Salt Co., Ltd.. The aim is to build a 35MW oxyfuel unit at the Salt Company's captive power plant, Figure 5.
Figure 5 The proposed 35MW oxyfuel combustion industrial pilot scale project The system uses a front wall swirl combustion system, equipped with a cryogenic air separation system, and the boiler and system adopt compatible designs to enable both air combustion and oxyfuel combustion. It can carry out air combustion / dry cycle / wet cycle oxyfuel combustion assessment tests. The aim is to achieve CO2 concentration in the flue gas in excess of 80%, a CO2 capture rate greater than 90%, and an annual CO2 capture capability of one hundred thousand tonnes. This CO2 can be stored in disused salt mines, while some can also be used in the salt production process for removal of calcium and magnesium components. Construction of the plant began in December 2012, and it is expected to be completed by the end of 2014.
Table 6 Possible large-scale oxy-fuel combustion demonstration projects in China
Project Owner / plant Size and
parameters Sources of
technology Progress and the planned start
time Shenhua Group Shenmu plant
200MWe Subcritical
HUST, DBC, Pre-feasibility study completed FEED study underway
Datang Daqing plant 350MWe Supercritical
ALSTOM Pre-feasibility study completed. Project schedule yet to be determined.
Shanxi Intl Electricity Taiyuan Sunshine project
350MWe Supercritical
B & W, USA Pre-feasibility study completed. Project schedule yet to be determined.
Xinjiang Guanghui Energy
170MWe Subcritical
JOC Pre-feasibility study underway
Chinese enterprises are also actively preparing some large-scale oxyfuel combustion technology-related demonstrations. Table 6 lists the possible projects. In March 2012, the Shenhua Group launched a systems integration and design technology

research project to establish an oxyfuel combustion coal-fired power plant capable of capturing at least 1 Mt CO2 per year. Huazhong University of Science and Technology and Dongfang Boiler Group Co., Ltd. together with Southwest Electric Power Design Institute and other units are involved in this joint research project. The project was officially launched in November 2012, and the first phase is expected to be completed late in 2014.The content includes a technical & economic evaluation for new construction and transformation program, together with some pre-research of boilers, burners, smoke coolers and other key equipment. Shanxi International Energy Group Limited (SIEG) announced that it has signed a cooperation agreement with Air Products in connection with a 350MWe oxyfuel combustion power generation demonstration project to use Air Products unique oxyfuel combustion CO2
purification technology. This will include feasibility studies and demonstration plant conceptual design. The demonstration project is to be located in Taiyuan, and will include the purification of the captured CO2 both for use and storage. Datang Group signed a memorandum of understanding with Alstom on September 21, 2011 to form a long-term strategic partnership for the development of carbon capture and storage demonstration projects. Alstom and Datang will cooperate to develop two coal-fired power plant CCS demonstration projects, with one to be located in Daqing, which will comprise a 350MWe coal-fired power plant to use the Alstom oxyfuel combustion technology. The Xinjiang Guanghui New Energy Company also signed a strategic cooperation agreement with the U.S. Jupiter oxygen company on carbon capture and emission reduction projects. The Jupiter Oxygen Company plans to invest US$200 million in cooperation with Guanghui New Energy Construction in developing CO2 capture and other related boiler renovation projects. 2.1.4 Foreign technology providers For the aforementioned industrial demonstration projects, various vendors’ oxyfuel devices have been verified.
Table 7 Major power generation equipment suppliers’ profile
Company Fuel Combustion
system Compression/purification
Other system
Pilot scale MW
Large scale Demo MWe
ALSTOM Coal/Gas Concurrent
/Rotational flow 1 tonne/hour Yes 15,30 426
Babcock& Wilcox
Coal Rotational flow None Yes 30 168
Doosan Babcock Coal Rotational flow None None 40 100 IHI Coal Rotational flow None None 30 None
Foster Wheeler Coal CFB None None 30 300
Alstom, IHI, Doosan Babcock, HITACHI, Babcock & Wilcox and other major power equipment manufacturers all passed an assessment test for single oxygen swirl 30MW burners, which can be used to complete a large-scale demonstration. Alstom completed a 15MW scale enriched tangential firing system validation testswhile Foster Wheeler completed

30MW enriched semi-industrial validation for CFB applications. Air Products, Linde, Air Liquide and other gas separation equipment suppliers completed 10~30MW compression purification system assessment tests. The success of these tests forms the foundation for the large-scale demonstration projects. Tables 7 and 8 summarize the major international oxyfuel technology vendor profiles.
Table 8 Main gas separation equipment suppliers’ profile
Company ASU CPU Pilot scale
performance Large scale demonstration
Air Product
Cryogenic separation
CPU with PRISM membrane1MW CPU at Schwartz
Pumpe Shanxi Yangguang
Pyroelectricity 350MWe Air
Liquide Pure oxygen CO2CPU Lacq 30MW Future plant 168MWe
Linde, BOC
Cryogenic separation
Meet the requirements of food grade
Black pump 40 White Rose 426MWe
Praxair Cryogenic separation
Near Zero Emissions CPU No No
Jupiter Cryogenic
separation High Recovery Near Zero
Emissions CPU15MWt Hammond,
IndianaXinjiang Guanghui Energy
170MWe
2.1.5 Domestic stakeholders
Table 9 Main stakeholders of Chinese oxyfuel combustion research and demonstration
Governmental Agencies Universities/ Scientific Research Institution
Enterprises
Climate Change Division of National Development and Reform Commission
Huazhong University of Science and Technology
Shenhua Group
Social Development Division of National Science and Technology Department
Southeast University Datang Corporation
Hi-tech Development & Industrialization Division of National Science and Technology Department
Tsinghua University Shanxi International Energy Group
Technology & Equipment Division of National Energy Administration
Zhejiang University Xinjiang Guanghui New Energy Sources
Policy & Law Division of Environmental Protection Department
Harbin Institute of Technology
Dongfang Electric Group
Land and Resources Department North China Electric Power University
Southwest Electric Power Design Institute
The Administrative Center for China’s Agenda 21
Wuhan Institute of Rock and Soil Mechanics , Chinese Academy of Sciences
Sichuan Air Separation Group
Institute of Policy and Management, Chinese Academy of Sciences
The National Development and Reform Commission, Ministry of Science and Technology, National Energy Administration, Environmental Protection Department, Land and Resources Department are promoting the various stages of CCS development and demonstration, including technology research and development, demonstration, environmental monitoring,

storage utilization, policies and regulations, and international cooperation. Table 9 lists the main stakeholders of Chinese oxyfuel combustion research and demonstration. 2.1.6 Potential advantages of oxyfuel combustion technology Oxyfuel technology is based on the existing coal-fired boiler system, such that the radiation and heat convection in the furnace can be close to the original air combustion condition by choosing the appropriate proportion of circulating gas. Consequently, subject to quite small modifications in the air preheating and the flue gas system, together with need to include both air separation and flue gas compression purification systems, the technique is suitable for the retrofit of existing coal based power plants. Analysis by U.S. National Energy Technology Laboratory analysis also suggests that it should be possible to achieve a lower retrofit cost than by using alternative technologies. For new plants, where there would be no need for air blown operation, it should also be possible to reduce system investment and operating costs by reducing the size of the boiler, as well as including the thermal coupling of air separation - boiler - flue gas purification and compression systems, together with the use of acid gas compression technology. The use of gas recycling technology has a positive impact on flue gas heat loss. This is the major part of the heat loss in a modern boiler, and the very high flue gas recycling rates should reduce this considerably. The oxyfuel system also results in a synergetic removal of pollutants. Besides over 90% removal of CO2, due to the flue gas condenser and acid gas purification/compression technology, NOx, SOx, particulate matter and other emissions can be controlled at 10ppm or less, resulting in a near "zero" emissions coal-fired power generation technology. 2.1.7 Challenges for oxyfuel combustion technology deployment Based on both Chinese and international experience, there are several barriers for oxyfuel technology demonstration and deployment, although these are not all technology specific but rather reflect the more generic issues associated with CCS. These are covered in detail in the TA8133 Component A final report, and include the need to limit additional capital investment costs and operating efficiency penalties, lack of strongly defined supporting policies and regulations plus potential public acceptance issues, particularly with CO2 transport and storage.
2.2 Strategic analysis
This task comprises: An examination of the strategic importance of CCS and the oxy-fuel combustion CO2
capture technology for power generation for the PRC; Building on medium to long-term cost and emission reduction potential projections, to
assess competitiveness of the technology compared to alternative technologies to mitigate greenhouse gas emissions; and
An analysis of the strengths, weaknesses, opportunities, and constraints (SWOC) of the oxy-fuel combustion CO2 capture technology for CCS demonstration and deployment in

power plants in the context of the PRC energy sector. 2.2.1 Necessity of CCS for China As the world largest developing country with a population of over 1.3 billion, China has achieved a spectacular economic growth since the Opening Reform in 1978. Most of this economic growth has been fuelled through the use of coal, both as a fuel and a chemical feedstock. Since 2006, China has overtaken the USA to be the largest CO2 emitter worldwide. In 2009, coal accounted for more than 69.4% of total energy consumption in China, of which over 80% of that coal consumption was used for power generation. In 2009, the Chinese Government pledged to reduce the 2020 CO2 emissions intensity (CO2 per unit of GDP) by 40%-45% compared to 2005 levels (State Grid Corporation of China 2010). To date, the focus has been on the introduction of energy efficiency initiatives across many industrial sectors, renewable power opportunities plus an increase in the introduction of nuclear power and increases in hydropower generation. There has also been the closure of significant numbers of small, obsolete coal power plants plus the introduction of large high efficiency coal fired power plants.
Figure 6 Projected reduction in CO2 emissions intensity in China (NBS 2012; CAIT 2012)
Figure 7 Projected growth in CO2 emissions in China (NBS 2012; CAIT 2012) At the same time, the government recognized that CCS, which captures and transports CO2 from major point sources to a storage site where the CO2 is injected in to geological
0.00
0.10
0.20
0.30
0.40
2005 2010 2015 2020 2050
CO2 emission per
GDP(Mt/GRMB)
13,573 17,383
38,357
0
20,000
40,000
60,000
2015 2020 2050
CO2 Emission(Mt)

formations (Almendra and others 2011), has emerged as a very promising technology with great capacity for CO2 reductions in coal-fired power plants (Metz and others 2005; Meadowcroft and Langhelle 2009; Markusson and others 2012). This is particularly important for China with its extensive use of coal for a wide range of applications.
Figure 8 Projected CO2 emission reduction contribution of CCS in China (IEA 2010)
Figure 9 Projected relative contributions for various carbon mitigation technologies in China in 2050 IEA (2010)
This point has also been considered by the International Energy Agency (IEA), which has identified a need for CCS as a critical factor in reducing greenhouse-gas emissions in countries with extensive fossil fuel use. IEA projections indicate that CCS will be an integral
0%
2%
4%
6%
8%
10%
12%
14%
16%
18%
20%
2020 2030 2040 2050
CCS contribution ratio inemission reduction
CCS18%
Renewables15%
Nuclear10%
Power generation effciency 10%
End‐use fuel switching
9%
End‐use fuel and
electricity efficiency
38%

part of any lowest-cost mitigation scenario where the long-term average increase in global temperatures is limited to less than 4°C, and will need to be deployed widely in both power generation and industry. It has suggested that to limit the rise in global temperatures to acceptable levels, about 120 gigatonnes (Gt) of CO2 would need to be captured and stored across all regions between 2015 and 2050. At that time, in broad international terms, the IEA suggested that one-third of that total might come from the PRC as shown in Figure 8 (IEA 2010). This type of projection is considered in greater detail in the Component A report, where a possible PRC roadmap for demonstrating and deploying CCUS is presented, based on more recent and more comprehensive national data. According to the IEA's report, as shown in Figure 9, CCS could contribute at least 18% of the required global CO2 emission reductions by 2050. This represents a higher proportion of CO2 emission reductions than from making a transition to renewable energy and more than triple the contribution from nuclear energy.
Figure 10 Net costs of CO2 emission reductions (ico2n 2011) With regard to cost, CCS is in the same range as other CO2 reduction options such as wind, solar and bioethanol, Figure 10. In addition, a study by the Delphi Group, released in 2009, concluded that CCS has the largest potential for annual cost reductions, closely followed by nuclear, wind power and vehicle fuel efficiency improvements. The study notes that CCS is cost-competitive with other GHG reduction options such as solar and wind, since it may get potential net cost reduction from revenue arising from CO2 use in EOR applications (ico2n 2009). 2.2.2 SWOC analysis on oxy-fuel combustion CO2 capture technology This study provides an analysis of the strengths, weaknesses, opportunities and constraints (SWOC) on oxy-fuel combustion CO2 capture technology for CCS demonstration and deployment in power plants in the context of the PRC energy sector, including comparison with alternative options.
0
50
100
150
200
biodiesel nuclear CCS‐coalplant
solar Power biothanol wind
($/t CO2e)

Strengths Well researched technology within China China has established an extensive R&D programme for oxyfuel, ranging from fundamental studies, work at labscale, through various rig based units, culminating in the construction of a 35MW oxy-fuel combustion industrial pilot test unit (Liu 2012). Thus the fundamental work has included mechanisms of coal combustion, emission control and pollution treatment during combustion, mathematical modeling of combustion, combustion diagnostics and optimization, research and development of combustion technology and advanced power generation technology. This has provided a solid foundation for subsequently achieving oxy-fuel combustion demonstration progress. Timing is right for commercial prototype demonstration activities This extensive R&D suggests that the developers can progress to a commercial prototype demonstration unit, of which the intended Shenhua Guohua 200MW coal-fired power plant would provide a good example, offering the prospect of capturing about 1Mt CO2/year for subsequent storage/EOR application (Liu 2012). Scope to readily interface with existing thermal plant At present, over 60% of the total energy is supplied from coal combustion power plants, which remain as the largest CO2 emission source by coal combustion in China. Most of these plants have been in operation for several years. If it is necessary to control CO2 emissions of these existing power plants, the best approach for retrofit of such plants would be oxy-fuel combustion. It maintains the original power plant structure by combining a conventional combustion process with a cryogenic air separation process. The major components, namely, coal combustion and air separation, are mature technologies that have been extensively employed, so that the retraining requirements for personnel are reduced. In principle, it could be readily fitted to 600-1000 MWe units and 300MWe units although the latter would probably be too old to justify the investment. In contrast, for post-combustion capture, the need to add an end of pipe chemical process to capture CO2 could be complex as the original design would not have allowed for the introduction of an additional scrubber system, necessitating redirection of some low pressure steam away from the turbine to the capture unit. It should also be noted that the introduction of IGCC with pre-combustion capture could only be applied to new power plants since this technology option is not suitable for retrofit. Reduce equipment investment for environmental control One of the most noticeable advantages of oxy-fuel combustion is the low NOX emission, due to the use of oxygen for combustion, which eliminates nitrogen from air. Pilot-scale oxy-fuel demonstrations have so far confirmed that air infiltration can be effectively limited, a highly enriched CO2 flue gas can be produced, which results in significant NOX emissions reduction compared to air combustion operation. This suggests that a downstream and expensive deNOx system would not be required. With regard to SOx emissions, oxy-combustion generally produces similar amounts of SOX compared to an air combustion process (Damen and others

2006; Kanniche and others 2010). However, the continually-recycled flue gas results in higher-concentration SOx than a conventional air combustion technique. It has been shown that the CO2 purification unit (CPU) can remove almost all of the standard pollutants such as SOX, NOX and Hg from the flue gas stream. Thus the CPU can be used not only as a CO2 removal device but also as an emissions control unit. As a result, an oxy-fuel power plant could omit equipment such as flue gas desulfurization (FGD), selective catalytic reduction (SCR), and Hg control devices like activated carbon injection. This would lead to significant savings on capital investment and improved efficiency of the plant, although this may limit the breadth of operation, as given in the weakness list. Other cost advantages Data for comparing the capital costs of different CCS technologies are by definition uncertain as such plants have yet to be built at commercial scale. That said, there does appear to be a general acceptance that oxyfuel may have a small advantage over post combustion capture (PCC), particularly for retrofit applications (Singh 2013). However, most cost studies have stressed that little difference in costs has yet to be discerned for either oxyfuel or PCC, and that both technologies should therefore be pursued to maturity. A recent paper (Rubin 2012) carried out an extensive review of literature on this topic, the results of which are summarized in Figure 11, where PCC and oxy-fuel combustion are compared, and which show a small advantage for oxyfuel.
Figure 11 Techno-economic analyses of PCC and oxy-fuel technologies (Rubin 2012)
A less favourable assessment of oxyfuel was presented in a recent study which investigated the effect of parameters such as CO2 and oxygen purity, CPU and ASU performance and cost, and coal composition on the competitivity of a 550 MW net oxyfuel plant with an equivalent post-combustion capture plant (Borgert and Rubin, 2013). A principal conclusion is that increasing restrictions on CO2 pipeline purity will have a relatively great effect on CO2 avoidance costs for oxyfuel plant, as further processing becomes required in the CPU. Avoidance costs were shown to increase by up to 20% as CO2 exit purity varied from 88.3% to 99.9%, with high sulphur coals adding roughly another 20% for all CO2 purities. Because of this effect, comparison with a modelled post-combustion system found that oyfuel struggled to compete on avoidance cost with anything other than low sulphur coals and cosequestration of flue gas contaminants.
051015202530354045
Net plant efficiency(%)without CCS
Net plant efficiency(%)with CCS
Additional energyinput(%) per net kWh
output
Reduction in net kWhoutput(%) for a fixed
energy input
Supercritical PC, PCC
Supercritical PC, oxy‐coal

Weakness Cost comparison with alternative low carbon technologies High capital and operational costs provide significant uncertainty for companies interested in developing CCS technology (Rubin 2012). In China, based on the possible demonstration projects, the cost of generating electricity at power plants with CCS is expected to increase to 0.63-1.08 RMB/kWh, compared to coal based electricity generation without CCS of 0.2-0.25 RMB/kWh. For oxyfuel plants, the major cost is the air separation unit (ASU) that significantly raises the overall costs, and at present there is no viable alternative. As the most energy intensive plant process the cryogenic ASU is particularly in need of further development and adaptations specific to oxyfuel plant such as larger, more efficient, and more flexible units. Ceramic membranes are a potentially higher efficiency alternative means of oxygen production, in which the absence of cryogenic cooling means that the energy of the hot, compressed air feed can be recovered after the oxygen is extracted. This technology has reached the pilot-scale but is not yet a commercial reality. Technical concerns Although the technology is ready for large scale demonstration, there remain some technical issues to be resolved, many of which relate to the altered behaviour of coal combustion in an atmosphere of oxygen and recycled flue gases (Lockwood 2014). While the destabilising effect of the increased heat capacity can in large part be countered by raising oxygen levels to 27-30%, new burner designs have been introduced by several manufacturers to optimise combustion and increase the possible range of operating parameters. These are usually based on swirl burners, which promote a high degree of recirculation of hot exhaust, sometimes in conjunction with injection of pure oxygen via oxygen lances; both of which act to accelerate ignition close to the burner. Improved understanding of the combustion behaviour at the level of the coal particle is also important for developing accurate CFD simulations to ensure that the performance of pilot-scale combustion can be reliably translated to design for operation of a full-scale plant. Recycle of flue gases before FGD or drying steps is an attractive option for raising plant efficiency, but may carry considerable added risk of both low- and high-temperature corrosion. Increased levels of water vapour and SO3 found in hot recycle schemes are known to raise the acid dew point and therefore require stringent control of flue gas ductwork above this temperature in order to avoid severe corrosion. The influence of oxyfuel conditions on high-temperature corrosion of superheaters and waterwalls is harder to elucidate, and pilot and lab results have produced a wide range of frequently contradictory data. However, there is significant evidence to suggest that several high-temperature mechanisms are exacerbated in oxyfuel atmospheres, such as sulphidation, water vapour oxidation, and severe hot corrosion in the presence of alkali metals. On the other hand, carburisation of alloys appears to be effectively restricted under oxidative conditions. While oxyfuel corrosion seems to adhere to familiar air corrosion chemistry, more research is required to identify appropriate boundaries for materials in the new environment. It is possible

that corrosion risk will limit future oxyfuel plant to either less problematic fuels or more conservative recycle and FGD implementation. Although oxyfuel combustion can produce dried flue gases with over 90% CO2, the remaining fraction is largely made up of the light gases N2, O2, and Ar, which would significantly raise the energy required to compress the product gas to pipeline pressures, as well as potentially exceeding the limits set by existing pipeline and EOR specifications. The partial condensation of the flue gases required to remove these species also imposes its own strict limits on flue gas contaminants in order to avoid damage to the sensitive compressors and cryogenic equipment. Temperature swing adsorption is used for deep flue gas dehydration, while a variety of means for polishing of SOx, NOx and mercury to trace levels have been trialled at the lab-scale or in CPUs operating at large oxyfuel pilots. These include conventional alkaline scrubs, pressure swing adsoprtion, distillation of NO2, and a novel sour compression process in the chemistry of SOx and NOx at high pressure is exploited to promote their removal as condensates. Lack of financial support While China has an extensive R&D budget for CCS research, it has yet to determine how best to take
forward the possible demonstration projects. This issue is covered in the section on policy issues,
which suggest several means whereby China can positively support CCS demonstration activities.
Lack of standards Currently, specific technical standards for CCS power plants are lacking, including the emission
performance standards (EPS) and the standards for monitoring and verifying the safety of CO2 storage.
Opportunities Introduction of policies to support CCS demonstration The development of CCS is still at the early stage in China, and the introduction of sound supporting policies and economic incentives by the government of China could play a key role for its future development. Currently, there is no mandate to share CCS technology standards or provide guidance for CCS activities among energy companies, research institutes, and universities. There is an opportunity to provide effective guidance for new technology introduction, and improve the market creation. Moreover, the Chinese government could make a clear CCS industry development strategy in cooperation with industry, which could speed up CCS technology and project development. Improvement of emissions trading scheme China currently possesses no national mandatory ETS in service, although the NDRC has plans to establish a nationwide carbon trading scheme by 2015, while a voluntary pilot scheme through ten emissions exchanges has been established to promote voluntary emissions reduction in China. This pilot program offers a flexible mechanism for the regional governments to plan, organize and implement the carbon trading approach, which is beneficial for trading of carbon emission allowances among the different industries within the region and helps retain the trading benefits in the region. The first industries incorporated into

the trading scheme will come from those intensive emissions sources including the cement sector, steel sector, and power generation sector. Under the scheme, the gross carbon emission allowances are initially identified and will be then allocated to firms covered by the scheme. When the firms emit more than allocated, they will need to pay for the extra emissions. Thermal power plants, as the largest carbon intensive emitter, are therefore driven to make some technological improvement, to cut down CO2 emissions. International cooperation At the research level, there have been some very significant CCS collaborative agreements between China and the other countries. There should be scope to take such cooperation further to the demonstration phase although it might prove difficult to engage international technology suppliers on CO2 capture technology development since the issue of IPR is likely to prove a sticking point. That said, there should certainly be scope to assist China on large scale CO2 transport and storage/EOR characterisation, which could be covered by, for example, cooperation on clean energy technology between China and the USA. Inclusion of CCS in the CDM regime At the 2011 Climate Change Conference (COP/MOP) in Durban, agreements on the modalities and procedures for inclusion of CCS in CDM were reached, which set up strict rules to govern CCS. The acceptance of CCS as an offsetting activity under the CDM is an important step forward and marks a significant recognition of the role that the technology can play in reducing the world’s greenhouse gas emissions (GCCSI 2011). However, China does not yet possess regulations to accommodate the procedures to incorporate CCS technology in CDM. If this can be addressed successfully, in order to determine modalities and procedures, it could pave the way for the verification of Carbon Emissions Reduction and project management, thereby providing a means to gain some revenue for a large scale CCS project. Constraints CO2 storage security China does not yet have a comprehensive CO2 storage atlas prepared and, although work is underway, progress is quite slow. Although there are some existing geological data, most of these are controlled by the few state-owned oil and coal companies, which are not willing to share the information. Hence the existing data is not complete and detailed enough to accurately determine the potential qualified zones for CO2 storage. In parallel, China has yet to establish the detailed level of monitoring and verification to enable regulators to satisfy themselves on the safety of CO2 storage. Public acceptance It is evident from certain attitudes in Europe and the USA that it is essential to engage the public and environmental groups when new large scale coal based projects are introduced and, if this engagement is not wholehearted then there can be problems in ensuring local and provincial government support, especially with regard to CO2 transport and storage. In China, the top down command economy approach could ensure that a project proceeds;

however, increasingly ensuring that the public and other stakeholders understand the issues will be beneficial for the long-term CCS development. 2.2.3 Possible ways forward From a strategic perspective, there appear to be several routes that should be considered. Use of internal strengths to take advantage of external opportunities The Chinese government has applied various policies to reduce emissions of SO2, NOx and particulates from coal power plant and alongside this has supported the development of the appropriate emission reduction technology within China. This offers an opportunity to build on the public demand for emissions reduction to push forward with CCS demonstration and deployment. For oxy-fuel combustion, there is considerable expertise built up in China on most aspects of the technology, which would provide a sound basis to establish further IPR opportunities. In particular, oxy-fuel combustion technology is very suitable for the retrofitting of existing plants and this provides opportunities to establish commercial scale retrofit projects, which can also benefit from possible EOR revenue and CDM credits, together with possible international financing such as from the ADB. Thirdly, as the national ETS scheme is established, this will offer opportunities to lower the operating cost of power plants that introduce new technology to reduce emissions such as oxyfuel. Use of external opportunities to compensate for internal disadvantages Firstly, the government should consider accelerating the development of the national ETS to reduce the burden on the oxy-fuel power plant owners, and at the same time, the owner of an oxy-fuel plant should attract international capital for the operation of plant and attract investment funds from multi channels, such as CDM regime, to compensate the high operating costs. Alongside this, the government could consider providing some incentives to establish international cooperation projects. The government should also define the key regulatory policy such as standards for monitoring and verifying and safety of CO2 storage, take the opportunity of international cooperation, and positively introduce and absorb international advanced experience, combining with China’s policy situation, to establish a complete set of industry regulations and standards. Use of internal strengths to avoid or reduce the external constraints First, the government should strengthen the investment for the construction of the demonstration projects. In particular, the government should ensure a successful oxy-fuel combustion demonstration project, both to improve the stakeholder’s confidence and to be able to gain international prestige and publicity alongside probable major oxyfuel projects in the USA and the UK. This can then be fed back to other Chinese stakeholders to establish early opportunity retrofit projects. In all cases, there will be a need for CO2 storage/EOR

characterization, which could be appropriately supported by the Chinese government and preferably with international cooperation. The government should also strengthen the environmental impact assessment of oxy-fuel technology development, as a means to further publicise the technological and environmental benefits. Means to circumvent external constraints to make up for internal disadvantage. The government should define a set of comprehensive standards for CO2 emissions, CO2 storage and set up corresponding regulatory standards for monitoring and verifying procedures. A set of comprehensive standards are very important in the early stage of oxy-fuel combustion industrialization. Second, the government should inform the public that these demonstration and early deployment projects are an integral part of China’s programme for environmental protection. Through a variety of promotions, the government should make the public aware of the importance of emission reduction so as to promote policies which pave the way for emissions reduction technology, such as carbon tax. 2.2.4 Concluding remarks CCS is one of the essential technologies to reduce CO2 emissions in the global context, especially in China, which is highly dependent on coal. CCS offers a large potential for deployment, of which oxy-fuel combustion CO2 capture technology is an attractive option. There are several demonstration opportunities with retrofit applications being a promising way forward. There should be scope to establish a major demonstration project linked to other complementary initiatives such as the forthcoming national ETS and the CDM scheme. This can all be linked to international CCS programmes through the demonstration of China’s commitment to reductions in carbon intensity while also building national and international awareness of Chinese major leading role in the drive to establish commercial CCS projects.
2.3 Commercial deployment learning curves for oxyfuel technology
2.3.1 Introduction Learning curves provide a means to make projections on future cost reductions as technologies become increasingly deployed on a commercial basis, with the expectation that future technological improvements will drive down costs. It is a well-established methodology in many industries ranging from manufacturing to defense production, and has been used in advanced energy-economic models to describe cost reductions as a function of cumulative production or deployment of a technology. The applications for energy technologies mainly cover photovoltaic modules and wind turbines, and as yet only a few have been applied to fossil fuel energy systems. That said, with the interest in CCS, some attention has been directed to cost predictions of energy technologies equipped with CO2 capture. However, the findings must be viewed as tentative since the baseline data were drawn from studies prior to 2007 since when more

comprehensive estimates have been made (Rubin and others 2007). There has been work to create a Power Technology Futures Model (PTFM) based on learning curves as a means to forecast the possible performance improvement and cost reductions (Ordowich and others 2012), as well as attempts to extend an existing model with learning curves to project future development of power plants with CO2 capture (van den Broek 2009). In China, there has been an initial estimate on the learning curves, leading to a prediction of the future cost tendency for IGCC power plants with CO2 capture (Li and others 2012). Within this TA project, a set of learning curves has been developed to make an initial projection of the cost trends for oxyfuel combustion carbon capture technology in power plants in China and to compare it with post-combustion (PCC) and pre-combustion carbon capture technology options so as to gain some indications of future technology deployment opportunities. 2.3.2 Methodology The single-factor-experience curve is used to characterize the trends, which relates cost or efficiency to cumulative output. The formula is expressed as Y a , where Y is the specific cost or efficiency of the xth unit, is the cumulative production (installed capacity in this study) through a period, while a is the cost of the first unit, and b is a constant estimated from historical data. Four parameters remain crucial for the each learning curve: the learning rate; the baseline installed capacity; the installed capacity learning minimum ( ) and the installed capacity learning maximum ( ). The learning rate is defined as the percentage change in the variable of interest (efficiency or cost caused by a doubling of installed capacity), which is generally in the range 0 to 30% and could be estimated from historical data. Based on the definition, the learning rate could be generated as 1 2 . With regard to the baseline installed capacity, it is defined as the initial installed capacity. The learning minimum and maximum formulate the installed capacity where learning begins and ends. In this study based on the limited data and qualitative judgements about the relative maturity of current CCS power systems in China, the nominal values of for post-combustion system, IGCC system and oxyfuel system are respectively assumed to be 3GW, 5GW, 7GW and the nominal value of for these three systems are assumed to be 100GW for unprejudiced comparison (Rubin and others 2007; Li and others 2012). 2.3.3 Learning rates for fossil fuel energy systems with CO2 capture Parameters like capital cost, O&M costs and cost of electricity (COE) are often employed to assess the technical-economic performance of a power plant. For each parameter, the factors that impact on its learning may be different. In this situation, it is necessary to estimate the learning curve of each cost variable. Learning rate of the unit capital cost The total capital cost of a plant divided by the net power output is the unit investment, as presented by
is the unit capital cost, ¥/kW; is the total plant capital cost, ¥; is the capital cost of

plant submit, ¥; and is the total power output, kW. According to the definition of learning rate, the expression for unit capital cost can be written in the form:
,, ,
,1 1 1 ,
∗∗
,, , = , , , , ⋯ , ,
,
= , ∗ , , ∗ , ⋯ , ∗ ,
,
= , , ⋯ , The parameters with the subscript “d” represent the parameters when cumulative installed capacity doubles, while the parameters with the subscript “0” stands for the parameters of the initial power plants. , is the learning rate of the total plant capital cost without taking the overall plant efficiency upgrade into consideration. is the total energy feed for the plant, which is fixed when single plant scale is identified. ηis the overall plant efficiency and ∆η is the efficiency upgrade, is the investment proportion of the i th subunit in the initial plant, and , is the capital cost learning rate of the i th subunit.
, 1 1 , 1∆
*( , , ⋯
, ) From the above, it can be seen that the overall plant efficiency on the cost reduction is embodied in this calculation. This approach allows the cost of different plant sections to change at different rates, reflecting differences in the technological maturity of each sub-system. The contributions of each component to the total capital cost, total O&M cost and total cost of electricity are also embodied in the calculation. Learning rate of the fixed O&M cost The learning rate of the unit O&M cost is expressed as:
, 1 ,
,=1 1 ,
stands for the annual O&M cost; CF is the plant capacity factor; and , is the
learning rate of total plant O&M cost. Similar to the calculation of learning rates of the capital cost, , , ⋯ , ⋯ , α is the proportion of each subunit O&M cost in the total plant O&M cost for its sub-unit. Learning rate of the fuel cost The fuel cost is calculated as ∗ ∗ ∗
is the annual fuel cost of the plant, ¥; is the fuel price, ¥/t; is the unit standard coal consumption rate, g/kWh; is the annual operation hours.

Similarly, the learning rate of unit fuel cost is expressed as
, 1 ,
, ∆.
Learning rate of the COE The cost of electricity can be calculated using the equation (Thambimuthu and others 2005)
COE∗ ,
∗ ∗
CRF represents the capital recovery factor, the value of which is adopted as 0.126 in this report [4] And the learning rate for COE could be expressed as
1∗ , ,
∗ , , Δ
1∗ 1 , ∗ 1 , ∗ , ,
∗ , , Δ
2.3.4 Case study The commercial large-scale deployment of oxyfuel technology will be applied on modern power plants of at least 600MW capacity. Table 10 summarizes the nominal cost estimates for each system based on previous formulas and estimates in the oxyfuel economic calculation included within this report. The financial expenses, management fees, investors benefit, and income tax are not taken into consideration. Table 10 Estimates for PC plants without CO2 capture and with oxyfuel applied for CO2
capture (excluding transport and storage costs) Capital cost Total O&M cost Fuel cost Total COE
¥/kW % Total ¥/MWh % Total ¥/MWh ¥/MWh PC plant 3858.7 100.0 27.3 100.0 255.6 362.3 PC boiler/turbine-generator area (Base)
3553.0 92.1 19.0 69.6
AP controls (SCR, FGD) 305.7 7.9 8.3 30.4 Oxyfuel plant 4851.5 100.0 32.3 100.0 347.3 511.3 Air separation unit 1061.8 21.9 4.7 14.6 PC boiler/turbine generator area (Base)
3628.8 74.8 26.8 83.0
AP controls (FGD) 64.4 1.3 0.4 1.2 CPU 96.5 2.0 0.4 1.2
Note: To simply the calculation for learning rates, expenditures including loan costs, personnel costs and material costs are
excluded. This handling method proves to be efficient as the aggregate for loan costs, personnel costs and material costs take
minor shares in the whole pie. Some formulas the are laid out as follows, in which the varables gets the same definitions and
values with those in previous technical-economic study for oxyfuel technology.
CIT,0=CIT,base,0+ CIT,AP,0= CIT,base,0+CIT,S,0+CIT,N,0; CIT,AP,0= CIT,S,0+CIT,N,0; Cfuel,0=MF,0×FP×P×H
CIT,OM,0=CIT,base,0×pOM,base,0+ COM,AP,0; COM,AP,0=COM,S,0+COM,N,0; COM,S,0=COM,S0,1+COM,S0,2+COM,S0,3+COM,S0,4;
CIT’=CIT,base,0+CI,bioler,0×7%+CIT,S,0/3 +CASU+CIT,base,0×2.5%; Cfuel’=Cfuel,0×ηe (ηe=ηb/(ηb+0.025)=0.97368)
COM’=(CIT,base,0+CI,bioler,0×7%)×pOM,base,1+COM,S,0/3+CASU×pOM,ASU+CIT,base,0×2.5%×pOM,CPU
P=600MW, Pnet,0=561.4MW, Pnet,1=406.7MW, H=5000h; ∗⁄ ; ∗⁄
The historical learning curve is used to project the future costs of each major power plant sub-

system as a function of cumulative plant capacity (proportional to power output at a given capacity factor). The learning rates for each component are chosen from previous studies and reports, as is shown in Table 11 (Rubin and others 2007; Riahi and others 2007).
Table 11 Learning rates of capital and O&M cost for each technology option (Rubin and others 2007; Riahi and others 2007)
Capital cost O&M cost Source PC plant PC boiler/turbine
generator area 0.06 0.15 refs
AP controls (SCR, FGD)
0.12 0.22 refs
Oxyfuel plant Air separation unit 0.10 0.05 refs PC boiler/turbine-
generator area 0.06 0.15 refs
AP controls (FGD) 0.12 0.22 refs CPU 0.12 0.22 refs
2.3.5 Results and discussion Estimated learning rates of the power plants The learning rates for PC plants are calculated as follows:
, , , ⋯ ,
92.1% ∗ 0.06 7.9% ∗ 0.12 0.065
,, ,
,1 1
∆1 , 0.0734 (
∆ is
calculated as 0.991)
, , ⋯ , ⋯ , 69.6% ∗ 0.15 30.4% ∗ 0.220.171
, 1 ,
,1 1 , 1 1 ,
⋯ , ⋯ , 1 1 0.171 ∗ 0.99 ∗ 0.991 0.187
( 0.99
, 1 ,
, ∆0.009
1∗ , ,
∗ , , Δ
1∗ 1 , ∗ 1 , ∗ , ,
∗ , , Δ
10.126 ∗ 1 0.065 ∗ 2315.22 1 0.171 ∗ 76.63 711.01
0.126 ∗ 2315.22 76.63 717.47∗ 0.99 ∗ 0.991
=0.0537 The learning rates for oxyfuel plants equipped with CO2 capture facilities are calculated as:

, , , ⋯ ,
21.9% ∗ 0.10 74.8% ∗ 0.06 1.3% ∗ 0.12 2.0% ∗ 0.12 0.071
,, ,
,1 1
∆1 , 0.090
(∆
is calculated as 0.980)
, , ⋯ , ⋯ ,
14.6% ∗ 0.05 83.0% ∗ 0.15 1.2% ∗ 0.22 1.2% ∗ 0.22 0.137
, 1 ,
,1 1 , 1 1 ,
⋯ , ⋯ , 1 1 0.137 ∗ 0.99 ∗ 0.980 0.163
( 0.99
, 1 ,
, ∆0.020
1∗ ′ , ′ , ′∗ ′ , ′ , ′
′′
′′ Δ ′
1∗ 1 , ∗ ′ 1 , ∗ , ′ , ′
∗ ′ , ′ , ′′′
′′ Δ ′
10.126 ∗ 1 0.071 ∗ 2910.9 1 0.137 ∗ 65.66 691.91
0.126 ∗ 2910.9 65.66 706.03∗ 0.99 ∗ 0.980
=0.0717 With regard to IGCC, currently, the only such power plant in China is the Huaneng GreenGen demonstration project in Tianjin. A first attempt at the learning rates has been made to predict the future cost trend of IGCC power plants with CO2 capture in China (Li and others 2012). In this regard, the results are taken as a reference to be compared with the cost reduction trends of oxyfuel and PCC technologies. The gross power capacity for the IGCC demonstration power plant is assumed to be 430MW.The COE learning rate and initial COE cost for the IGCC power plant were respectively calculated as 0.1034 and 96.9$/MWh. The USD to RMB exchange ratio was identified as 6.8 in that work; hence the initial COE cost for the IGCC power plant was 658.92¥/MWh, which proves to be higher than the unit cost of oxyfuel technology. In this regard the comparison between the two power plants is feasible. As for the cost trends for post-combustion capture, as the relevant Chinese data is lacking, previous estimates on post-combustion capture technology are taken as reference (Wang and others 2012). This work is an extension of the efforts in investigating the cost of carbon capture technologies in China, which base all the scenarios on domestic data. It suggests that the COE for a 2*300MW post combustion power plant with carbon capture is 628.35¥/MWh. Given that the power capacity (300MW) of the post-combustion capture plant is much lower

than that of the 600MW oxyfuel power plant considered above, the COE of a 600MW post combustion power plant will be expected to be lower than this value. However, in Wang’s study, the fuel price is adopted as 680¥/t while in this ADB study this figure is adopted as 800¥/t as an up-climbing in fuel price could be witnessed in recent years. Consequently, there is an uncertainty in these relative costings. As a compromise, it is assumed that the COE for a 600MW post-combustion power plants remains at 628.35¥/MWh. The COE learning rate is converted as 0.035 ∗ 0.1034 0.049⁄ 0.0739 (Rubin and others 2007, Li and others 2012). The estimated COE and learning rates of COE for the three types of plants are shown in Table 12.
Table 12 Estimated COE and learning rates of COE for three types of CO2 capture
plants in China COE (¥/MWh) Learning rate of COE
Post-combustion plant+CC 628 0.0739 IGCC plant+CC 659 0.1034 Oxyfuel combustion plant+CC
511 0.0717
2.3.6 Cost reduction potential of the oxyfuel power plants in China As mentioned above, is respectively assumed to be 3GW, 5GW and 7GW for PCC plant, IGCC CC plant, oxyfuel CC plant. As CO2 capture with chemical solvent has accumulated vast experiences in industrial application, the cost learning process starts earlier than IGCC+CC and oxyfuel+CC plants in China. On the other hand because there is experience, the costs for this technology are much more robust than for the two other options Figure 12 presents the COE learning curves for the three types of power plants in China.
Figure 12 Indicative learning curves for three CO2 capture technology options This suggests that the COE for oxyfuel plant can decrease from the current level 511RMB/MWh to around 384RMB/MWh when the cumulative installed capacity reaches 100GW, with IGCC CC plant from the current level 659RMB/MWh to 411RMB/MWh and PCC plant from the current level 628RMB/MWh to 426RMB/MWh. This possibly suggests that oxyfuel retrofitting for current power plants could be more cost-effective than pre-

combustion and post-combustion power plant options. However, it is stressed that the number of gross assumptions in this analysis does not allow any firm conclusions to be made. 2.3.7 Conclusions Projection of technological change is a vital element in analyses of alternative CO2 capture technologies. While it is clear that increases in installed capacity lead to decreases in plant costs from the result of learning from experience, it is also clear that at present, at this early stage of technology development, at least in the case of oxyfuel and IGCC, that such assessments will be liable to considerable uncertainties within the PRC. Consequently, until large scale technology demonstrations have been undertaken, it will not be possible to ascertain a robust operating range for each technology nor will it be possible to determine the limitations, if any, of addressing the outstanding technical concerns. This applies equally to oxyfuel and IGCC and to a lesser extent to PCC.
2.4 Technical guidelines to support system design of a 200 MWe oxy-fuel
combustion demonstration power plant
The main goals are to:
Establish the basis for a 200 MWe coal based oxy-combustion demonstration project Achieve a boiler design efficiency of ≥ 94% (at low heat, oxygen-enriched combustion
conditions) Ensure that boiler flue gas CO2 emissions concentration is ≥ 80% (not less than 75%
transformation project) Limit power efficiency decrease to not more than 10% when compared to a comparable
air combustion system (excluding CO2 compression) Ensure power plant pollution emissions meet environmental legislation requirements. 2.4.1 Technical choice A typical coal-fired power plant’s air combustion system includes boilers, desulfurization and denitration equipment, air preheater, dry electrostatic precipitator, gas - gas heat exchanger and chimney, Figure 13. This system can ensure economic operation as well as meet the new thermal power plant pollution emission control standards.
Figure 13 Typical coal-fired power plant’s air combustion system
Boiler Precipitator GGH
Wet FGD Equipment GGH NH 3
Denitration
Equipment A/H
Chimney Dry Electrostatic

Compared with an air combustion system, the oxyfuel combustion system has an air separation system, flue gas recycle system, CO2 compression and purification system, and gas condenser. Due to the purification ability of the gas condenser, the particulate matter, sulfur dioxide and other emissions in the exhaust gas are lower than conventional power plants. The compression and purification device can also remove the acid gases as well as the CO2, so "near zero" emissions is possible. Compared with a conventional air combustion system, the other significant change in the oxyfuel boiler is the flue gas recycle system that will affect the combustion characteristics as well as ensuring CO2 enrichment in flue gas. For pulverized coal fired power plants, oxyfuel combustion systems can either be introduced as a new build item or as a retrofit for an existing power plant. The technology variants include high temperature cycles, wet cycles and dry cycles.
High-temperature cycle oxyfuel combustion systems
Figure 14 High-temperature cycle combustion system
The recycle gas is extracted after the economizer, which results in a high recycling flue gas temperature (400-500 ) and good combustion stability. Due to the reduction in the quantity of gas (about half the conventional boiler), the exhaust heat losses will reduce as well as the amount of flue gas requiring treatment, which can result in a great degree of reduction in the size of the system and the associated costs. However this approach requires the use of a high temperature electrostatic precipitator, Figure 14, otherwise the circulating fan, pipes and burners can be seriously damaged. Wet cycle combustion system For this variant, the cycle gas extraction is placed before the flue gas desulfurization unit, Figure 15. At this location, the flue gas temperature is quite high (150 - 200 ), which to some extent can reduce heat losses. With the reduction in flue gas volume (about half of the conventional air fired boiler), the amount of flue gas requiring treatment is reduced, which would largely minimize the size of the system and reduce costs. However, the recycled flue gas would pass into the combustion chamber without desulfurization and dehydration, therefore containing 20% of water, which would lead to a low adiabatic flame temperature in the furnace and bad combustion stability.

Figure 15 Wet cycle combustion system
Dry cycle combustion system In this case, all flue gas must go through the purification systems, Figure 16, which results in the circulating flue gas temperature remaining at a low level (30-50 ). Consequently, the volume of flue gas that the purification system has to deal with is slightly lower than that of conventional air combustion system (about three quarters of the conventional boiler), which needs a relatively large investment compared to the other variants. Due to the low water content of the circulating gas (about 5%), the adiabatic flame temperature and gas flow in the furnace are slightly different from that of air combustion conditions, which would be good for combustion stability. In this condition, the air flows are mostly close to air combustion; therefore fan selection is relatively easy. This system has the least difference with a conventional air combustion system, which makes it relatively easy to implement.
Figure 16 Dry cycle combustion system Air - oxyfuel combustion system For the design and long-term operation of oxyfuel combustion systems, the smaller flue gas cleaning systems (including dust collector, desulfurization and condenser) can be closed to reduce system integrated investment. In contrast, for the oxyfuel combustion demonstration project, there is a need to consider the possibility of long-term operation with air combustion. In this instance, there is a need to maintain availability of the full flow of flue gas cleaning systems (including dust removal, desulfurization and dentrification) alongside the chosen cycle from those listed above. For an air-oxyfuel combined combustion system, the boiler and
auxiliary equipment needs to meet the needs of both air combustion and oxyfuel combustion, which
makes the heating surface layout and equipment selection more difficult.
Boiler
Dry cycle
Dust collectorPreheater GGH Wet FGD
Condenser
Fan
CO 2 Compression Purification
O2
Boiler Dry cycleDust collectorPreheater
Wet FGD
Condenser
Fan
O 2
CO 2
Compression
Purification
GGH

2.4.2 Composition of an oxy-combustion system Air separation unit To meet the needs of large-scale oxyfuel combustion technology the only commercially feasible technology is cryogenic air separation (CAS). Firstly, air is condensed into liquid and then separated according to the different evaporation temperature of components. CAS is a mature technology, suitable for large-scale industrialized production of air separation. At present, a single set of CAS aerobic capacity is up to 5000 t/d. Some manufacturers have single sets of 7000 t/d CAS scheme, which can meet a 350MWe oxy-combustion unit demands. Currently, the energy consumption of the typical CAS is approximately 200kWh/t, which accounts for 60 ~ 70% for the additional energy consumption of the new oxyfuel combustion power plants. The load change rate of a typical CAS is about 5% power increase per hour, and 1% de-rating per minute, which is far below the load change rate of a power plant (10%/min). The key research direction in CAS is to design a new air separation process that combines low energy consumption (120kWh/t) and fast response ability (5%/min). Boiler system The traditional power plant boiler has been developed to the 1000MWe scale with ultra-supercritical steam parameters, while advanced ultra-supercritical boilers with 700°C steam conditions are under development. Generally, an oxyfuel boiler system is similar to a traditional air combustion boiler, but has the following new features: Flexible combustion adjustment: For traditional combustion, the supporting gas injected
into the furnace is air, whose components cannot be adjusted. But for oxyfuel combustion, the oxidant is pure oxygen mixed with a portion of recycled flue gas. The oxygen concentration can be adjusted by changing the circulation ratio. This will help to adjust the condition of pulverized coal combustion and heat transfer, while the efficiency of the boiler is improved because the heat loss of flue gas is decreased.
Lower initial investment by using a smaller furnace: For oxy-fuel combustion, significant increases in heat capacity and radiant heat transfer properties can be achieved due to higher concentrations of CO2. In addition, the volume of the flue gas can be slightly decreased due to the high oxygen concentration. Therefore, oxy-combustion boiler can use smaller furnace and a more elongated tail flue pass design to reduce the initial investment.
More complex system layout and higher operational control requirements:The flue gas system is more complex in oxy-combustion. Many factors can significantly affect the selection of the fan, burner and pipeline design, as well as the system efficiency and safety, such as a premix gas / non-premixed oxygen injection point, the cycle gas extraction point and the oxygen pressure. In order to achieve a higher CO2 concentration of flue gas, the leakage of the boiler and flue gas system must be minimized to stringent requirements. In general, the overall leakage rate is set at 2% with the maximum leakage rate of not more than 5%. The flue gas is a closed-loop system. Switching between traditional combustion and oxyfuel combustion introduces new requirements on the operational control of the system.
Need for alternative materials of construction to tolerate changed conditions: H2O, SO2 concentration of the flue gas is up to 20%~30% in oxy combustion. Therefore to ensure that the coal grinding machines and primary air channel for transport of ground coal can

avoid severe acid corrosion, the flue gas of the primary air channel should be dried at least. This can be achieved with the use of a flue gas condenser (FGC), which is essentially a low temperature waste heat recovery unit, and a direct spray condenser (DCC).
Compression and purification unit The flue gas with a high CO2 concentration is treated in a series of operations such as compression, condensation and purification in order to achieve the requirement for subsequent large-scale CO2 transport and storage. This comprises low temperature condensation and separation. The flue gas is compressed and condensed many times to cause the phase change of CO2 so as to separate it from the other gas constituents. In order to avoid phase changing H2O in the flue gas, which will cause pipeline jamming in the transport system, H2O and other components that can cause pipe or container corrosion, need to be removed to the ppm level from the flue gas. The additional energy consumption of the compression purification system accounts for about 30% of the energy consumption increase in an oxy-combustion system. The current research to improve the CO2 compression and purification process in oxy-combustion includes: Once-through process Auto refrigeration Novel CETC process
2.4.3 Analysis of the construction conditions for the demonstration project Site location The plant is located in Shulinzhao Town, Dalateqi, Ordos City, Inner Mongolia Autonomous Region. The site is near the Baoshen Railway, Baoxi State Road and Baodong Highway, all of which offer convenient rail and highway transportation. The railway also connects Shenfu coalfield, Jungar coalfield and Dongsheng coalfield. It appears that bulky plant components can be transported by the latter route. Annual meteorological conditions Average pressure 901.7 hpa Average temperature 6.7 Extreme maximum temperature 40.2 Extreme minimum temperature -34.5 Average relative humidity 55% Average annual precipitation 297.8 mm Average annual evaporation 2017mm Average wind speed 3.0 m/s Average thunderstorm days 33.5 Average snow depth 7 cm Average frozen soil depth 140 cm Average sunshine time 3120h Longest duration of a sandstorm 10h

Power plant water use The intention is to adopt a direct air cooling system. When the project is under construction, about 17400m³/h of auxiliary circulation cooling water is needed. Ash disposal field The total compacted annual ash and gypsum is about 9.46x104t. About 1km from the plant, there is a designated ash field with a capacity is about 206.8x104m³,which could hold all ash related products for about 20 years. 2.4.4 Definition of main operating parameters Excess air ratio A design excess air ratio of 1.15 has been selected. Circulation ratio Figure 17 illustrates the adiabatic flame temperature of air combustion and oxyfuel combustion on different cyclic magnification. Under air combustion conditions, the adiabatic flame temperature is about 2257K; using dry cycle and wet cycle, the corresponding cyclic ratio R2 (based on volume fraction) is approximately 0.73 and 0.71, respectively, translated into R1 (based on mass fraction) approximately 0.663 and 0.662, respectively.
0.60 0.65 0.70 0.75 0.801800
2000
2200
2400
2600
2800
??
??
??
(K)
? ? ? ?
? ? ? ? ? ?
Tair
ad=2257K
Figure 17 Adiabatic flame temperature chart of air combustion and oxyfuel combustion
under different circulation ratio These recycling ratios can be used as extreme cases to consider for oxyfuel combustion boiler system design, such that the flame stability can be guaranteed. However, at such conditions, the total circulation flue gas flow and furnace flue gas flow are at a minimum, and convective

and radiative heat transfer distribution deteriorates more seriously. As a design verification, it is an option to increase the circulation ratio by 0.05 as the maximum extreme condition case to be considered. In this case, the adiabatic flame temperature is reduced by about 200K with the circulation ratio R2 (based on the volume fraction) corresponding to various conditions being approximately 0.68 and 0.66, respectively. Oxygen partial pressure In oxyfuel combustion conditions, in order to ensure that the operation of the primary air duct is safe, the primary air partial pressure of oxygen is usually maintained at 21% or less (like 18%), while the secondary air partial pressure of oxygen is significantly changed with the requirements of circulation ratio and peracetic coefficient. For the reformed oxyfuel combustion system or air combustion-- oxyfuel combustion compatible systems, in order to ensure the distribution of radiation and convection in the furnace, consistent with air combustion, the average oxygen partial pressure of the furnace inlet in dry and wet cycle, is designed as 0.26 and 0.26. At this time, the oxygen partial pressure of the secondary air is 0.290 and 0.288.
0.60 0.65 0.70 0.75 0.80
20
25
30
35
40
45
50
55
60
Me
an
pre
ssu
re fr
act
ion
O2 (
%)
Recyle ratio
mean press.fract.O2
20
25
30
35
40
45
50
55
60
sa press.fract.O2
sa
pre
ssur
e fr
act
ion
O2
Figure 18 Recycle ratio versus SA pressure fraction O2 and mean pressure fraction O2
for dry cycle system
For new constructed oxyfuel combustion systems, the temperature of the adiabatic flame needs to be the same as that of burning in air. The cycle ratio corresponding to dry and wet cycles are 0.73 and 0.71 respectively, Figures 18 and 19. The figure reveals that when using the dry cycle, the average oxygen partial pressure is 0.28 to 0.29, and the pressure is about 0.29 in the wet cycle. The corresponding partial pressure of oxygen in the secondary air (oxygen partial pressure of primary air is maintained less than 0.18) are 0.322 (dry cycle) and 0.325 (wet cycle).

0.60 0.65 0.70 0.75 0.8015
20
25
30
35
40
45
50
55
Me
an p
ress
ure
frac
tion
O2 (
%)
Recyle ratio
mean press.fract.O2
15
20
25
30
35
40
45
50
55
sa press.fract.O2
sa p
ress
ure
frac
tion
O2
Figure 19 Recycle ratio versus SA pressure fraction O2 and mean pressure fraction O2
for wet cycle system
Air leakage coefficient Air leakage control is the key issue in the integration and operational control of the oxyfuel combustion system. The system's total CO2 capture rate and other key parameters have a significant impact on the CO2 concentration of the final gas. In general, if the CO2
concentration of dry gas is maintained above 80%, the air leakage rate of the entire system needs to be controlled in the range of less than 2%. Air leakage rate has a significant impact on gas composition. For example, compatible with dry-loop conditions, if the air leakage rate is 2% then the CO2 concentration will decrease from 87.9% to 78.9%, some 9 percentage points decrease. The impact and control measures need to be considered in the system design. For this study, a 2% rate has been assumed. 2.4.5 Overall process specification The basis for the proposed oxyfuel combustion system should be capable of meeting the following criteria: Can operate under both oxyfuel and air combustion conditions. Should include a straight grinding coal milling system, with appropriate sealing Can include either a DC or swirl combustion system. Should include a flue gas purification system that includes full flue gas flow processing
capabilities, for SCR denitration, electrostatic precipitators and wet flue gas desulfurization such that the plant can meet the "thermal power plant air pollutant emissions standard (GB13223-2011)
Can accommodate either a wet or dry flue gas circulation system

Taking into account the inadequate dynamic response of the air separation capacity, it is recommended that appropriate back-up be considered, for the experimental unit, as well as the downstream CO2 transport and storage requirements. Air combustion benchmark solution
Figure 20 Air combustion
• Turbogenerators rated output 200MWe, and use the latest models; • Boiler rated parameters match the requirements in accordance with the above steam
turbine ; • Milling system using medium-speed mill Pulverizing systems, each with five medium
speed mills-four transport ,one backup; • Burner by DC / swirl; • System is equipped with SCR denitrification, electrostatic dust, wet FGD systems, and its
capacity is in accordance with air combustion 100% designed, in which coal desulfurization system is designed in accordance with the coal sulfur content of 0.8%;
• The flue gas system is equipped with GGH; • Host exhaust steam cooling method considers air cooling; auxiliary cooling considers
water-cooling. Oxyfuel combustion dry cycle compatible solutions
Figure 21 Oxyfuel combustion dry cycle compatible solutions

• Turbines, boilers, milling, burners, flue gas purification have the same benchmark working condition with air combustion, sharing the same equipment;
• Beside desulfurization device, in addition to equipping gas condenser, gas condensing capacity is approximately 75 to 100% of total gas flow, depending on the compression ratio of the flue gas purification;
• Cyclic gas (including primary air, secondary air) and purification and compression flue gas are extracted after cooler, and the temperature is about 30 at the extraction point;
• To ensure furnace heat transfer conditions are similar to that under air combustion conditions, the average oxygen partial pressure in flue gas into the furnace is about 26%, corresponding to the cyclic flue gas proportion.
Since all devices are designed to utilize full flue gas flow, so the initial construction investment is the largest one. At the same time, due to the usage of a larger boiler furnace design, with the total flue gas flow rate decreasing under oxyfuel conditions, the flow rate in the boiler tail flue line is reduced, with fouling propensity strengthened. Equally, the stability of the combustion system is fair and this design will be reasonably compatible to air combustion operation. Oxyfuel combustion wet cycle new solutions
Figure 22 Oxyfuel combustion wet cycle new solutions
Turbines, milling, have the same benchmark working condition as with air combustion, sharing the same equipment. To ensure the burner adiabatic flame temperature is similar to that under air combustion conditions, the average oxygen partial pressure in flue gas into the furnace is about 29%, corresponding to the cyclic flue gas proportion. Boilers, burners, flue gas purification equipment size is specifically designed in accordance with the characteristics of oxyfuel combustion flue gas flow to minimise the size and to limit the initial investment. Primary air circulation flue gas and purification and compression flue gas are extracted after the cooler, and the temperature is about 30 at extraction point; secondary air circulation flue gas is extracted before desulfurization equipment, with the temperature at the extraction point recommended>160 . Gas disposable capacity of desulfurization device is

approximately 75 to 100% of total gas flow (depending on the compression ratio of the flue gas purification). Beside desulfurization device, in addition to equipping gas condenser, gas condensing capacity is approximately 25 to 50% of total gas flow (depending on the compression ratio of the flue gas purification). Because all devices are designed in accordance with the characteristics of oxyfuel combustion, the total volume of flue gas flow and flue gas cleaning equipment handling capacity is the smallest one. Consequently the initial construction investment is minimised. As a result of utilizing wet flue gas circulation and considering adiabatic combustion temperature, combustion stability of the system should be readily guaranteed; however, system output on the combustion air condition will be significantly decreased. 2.4.6 Subsystem processes and instructions Air separation unit For oxyfuel combustion, the requirements of the oxygen state parameters is not very high except concentration, and air supply pressure has just to overcome the loss of pipeline pressure, while oxygen injector and its general parameters requirements is~ 1.1bar, ~ 5 .
Table 13 200MW Air separation unit parameter requirements Item Unit Numerical value
The oxygen flow rate Nm3/h 60000*2
The oxygen purity % >97
Oxygen pressure bar 1.5±0.05
Oxygen temperature ℃ 5 or indoor temperature
Boiler coal consumption Coal consumption calculation on the basis of Boiler BMCR condition Economic calculation of boiler annual utilization hours is 5000 hours, annual fuel consumption is calculated at 6000 hours. Boiler operating hours are by 20 hours/day Boiler ensured efficiency is 92.5%
Table 14 Boiler coal consumption
Item Design coal Checking coal Coal consumption(t/h) 93.6
Coal consumption(t/d) 1872
Coal consumption (t/year) 56.16
Key parameters According to the characteristics of large units, taking into account air leakage control, the 200MWe oxyfuel unit adopts 5 medium-speed blowing straight mills. Among them, one is used as a backup. The main parameters are shown in Table 15.

Table 15 The main parameters of milling system
Item Unit Numerical value
form medium-speed blowing straight mill
quantity table 5 (four with a prepared)
air volume Nm3/h ~37500(air) ~35000(oxygen)
blast temperature <80
medium air/flue gas
Combustion system By mixing oxygen with flue gas in reasonable ratio in advance and rationally choosing the air distribution of the burner, pulverized coal burner for air combustion can be directly applied to oxyfuel boiler (including DC burners and swirl burners) without any complex transformation. Flame stability, operation security, air distribution for oxyfuel combustion (including DC burners and swirl burner) must follow the following principles: oxygen is mixed with flue gas before entering the combustor; the oxygen partial pressure in primary air is not higher than 18%, and the remaining
oxygen is from the secondary air; the primary air flow under oxyfuel condition is consistent with that under air combustion; to ensure the secondary air flow rate and speed, the OFA must be shut down under oxyfuel
combustion condition. Air and flue gas system According to whether the moisture in the flue gas has been removed by the cooling condenser, oxyfuel combustion can be divided into wet and dry cycle categories. It is recommended that the air and flue gas system of the 200MWe demonstration unit should be designed to consider both dry and wet cycle test conditions, besides taking into account the conventional air combustion mode. For the 200MWe unit, a double loop arrangement is adopted for primary air, secondary air, blowers and induced draft fans. The boiler includes two draught fans, two induced draft fans and two blower fans (if necessary, another two booster fans will be installed for security). Under oxyfuel combustion conditions, it is required that air oxygen contents in primary air and secondary air are 18% and 30%. The primary air is always from dry flue gas and the secondary air can use both dry and wet flue gas. So the primary air draught fans and blower ans must be separated. Accordingly, the flue gas heaters also need primary air and secondary air channels.
In the system, dry circulating flue gas through the primary air draught fan, all the way feeds into the flue gas-flue gas heat exchanger, the heating primary hot air directly into the mill as a

desiccant, and cold and dry flue gas as the primary air thermostat means in another way, and both are injected into the furnace from the burner nozzle after meeting. The secondary air drawn before the desulfurization tower (wet cycle) or after smoke intercooler (dry cycle) is through the induced draft fan, feed into the flue gas-flue gas heat exchanger, and warmed hot secondary air is injected into the furnace from the burner secondary chamber. Post-combustion flue gas after dust removed through the electrostatic precipitator via the induced draft fan and desulfurization booster fan to the FGD system to be sulfur removal, net flue gas after dehydrated by flue gas condenser, by passing the flue gas recirculation, partly as primary, secondary air into the combustion system once again, a small part discharged to the atmosphere through the stack. The pure oxygen (97.5%) produced by the air separation plant is via an oxygen injector assigned to primary, secondary air pipes and premixed with flue gas. Since the position, pressure, temperature and other factors of the oxygen injection point could affect combustion systems, for this unit, the oxygen injection point is proposed to be located in recirculation flue gas pipes before primary fan and blower fan. In conventional air combustion mode, suction channel of primary fan and blower fan through the atmosphere doors open; when the door is closed, and adjustment door in recycled flue gas pipe line open, the system enters the oxyfuel combustion mode. By adjusting the flue line damper opening and closing of the case, to implement primary, secondary air of drying, wet cycle conversion. For equipment selection, to bear in mind that choosing a better seal to shutoff ventilation door, and to pay attention to joints quality between the ventilation door and air duct; air volume control recommend the combination of frequency and damper adjustment; Fans as much as possible adopt booster-blower fan in series at the cost of allowing in order to avoid a single fan indenter load too large to control fan air leakage. Water system
Figure 23 Schematic diagram for water system
受热面
屏过器
高过器
高再热
器
低温再热器
低温过热器
省煤器
除除
气体换热氧
H I L
H H H
H
H H
Fluegas
烟气
汽、水

Oxyfuel power plant water system process is recommended being the same with conventional power plants in order to ensure system compatibility. Firstly feedwater enters the economizer, and then into the furnace water wall, and then to drum, via the platen superheater, low temperature superheater, high temperature superheater, high pressure cylinder of the turbine; low temperature reheater, high temperature reheater, low pressure cylinder of the turbine. It should be pointed that if air separation unit is based on steam-driven, it requires additional steam and turbine for the air separation unit. Consequently the available steam at the turbine side can be reduced by approximately 20%. The process is shown in Figure 23. Flue gas purification system Flue gas purification system should have the full flue gas flow processing capabilities, including SCR denitrification, electrostatic precipitation, wet flue gas desulfurization (including gas-gas heat exchanger GGH), desulfurization, and denitrification, dst removal efficiency shall meet the emission limits in key areas provided by "Thermal power plant air pollutant emissions standard "(GB13223-2011). Compression purification system For the 200MWe system, flue gas went through desulphurization, dust removal and cooling hydration pretreatment, flue gas supplied to compression purification system should ensure a high degree of cleanliness, in order to ensure the normal operation of the system for a long time. Typical conditions are shown in Table 16.
Table 16 Compression gas purification system input conditions
Item Unit Numerical value Notes
CO2 % >75 dry flue gas
H2O % <5 Saturated water vapor Purity at 30 ℃
O2 % <5 Excess oxygen and air leakage
N2 % 5~10 Leakage from the furnace or system
Ar % <5 From the air separation
CO ppm 1000
SO2+COS
+O2S+O3S
ppm 50 coal% S,desulphurization
efficiency>95%
NOx ppm 100 Equip SCR
smoke dust mg/Nm3 <50 Equip bag filter,efficiency 99.9%
NOTE: Flue gas contains trace amounts of Na, K, Hg compounds, which are highly corrosive to the compression equipment, while NOx will be converted to NO2 in the compression process.

According to the CO2 capture final destination, the purity requirements of compression purification system product gas are different, as shown in Table 17, assuming large-scale CO2 pipeline transport conditions of 110bar, 20 , H2O <50ppm).
Table 17 Different types of large-scale CO2 transport conditions Composition Storage Pipeline transport Food grade
CO2
>95 vol% >95 vol% >95 vol%
H2O
<500ppm <50ppm <5ppm
SO2
<200 mg/Nm3 <50 mg/Nm3 <5 mg/Nm3
O2, Ar,N2
Total inerts<4 vol% Total <4 vol% <100ppm
NOx
/ / <5ppm
2.5 Roadmap for oxycombustion deployment in China
2.5.1 Aims and objectives The approach adopted was to identify the future pathways for oxy-fuel combustion CO2 capture technology development in order to propose the more cost-effective one that will lead to technology deployment. The role of oxy-fuel technologies in the national CCS roadmap of China have been identified, the strategy for near-term, mid-term and long-term development proposed, key milestones for technology development have been indicated, and the need for supporting policies recommended. In this regard, taking into account the characteristics of oxy-fuel combustion, the role of this technology for CCS-ready, retrofit to existing power plants, and new build are considered. 2.5.2 Background As has been described in detail in this work package, oxycombustion technology for CO2 capture has significant potential, which has led to a rapid R&D programme in many countries, including China, Australia, UK and the USA. The technology shows many attractive characteristics compared to alternative variants and is at the point where large scale demonstration of the complete CCS chain is being taken forward in the UK and the USA. That said, there is scope to improve the performance, especially with regard to the energy penalty for providing oxygen. However, it seems that any alternative to cryogenic air separation is a long way from being commercially available; consequently any large scale demonstration will be based on the technology options described in the previous sections. In terms of the overall CCS development in China, the key factors to consider are the energy consumption, water consumption of current options and the potential for future cost and technology innovation. 2.5.3 Methodology for comprehensive evaluation of CO2 capture technologies A generic approach for assessing these possibilities has been devised, which is presented in

the Annex A. This is based on the four principles of sustainability, reliability, economy and the potential overflow effect of the technology, as set out in Table 18. At this stage, the methodology has yet to be justified and the criteria, scoring approach and weightings given to the scores all need to be rigorously assessed as to their validity. As such, the results given in the Annex are very preliminary, but may in the future provide a suitable means for technology assessment.
Table 18 Evaluation criteria relating to the four principles for assessing
CO2 capture technology
Basic Principle Criterion Index
Sustainability
Resources consumption
Additional energy consumption Additional water consumption
Impact on environment
Additional pollutants emission
Technical function (reliability)
Technology maturity Development status of demonstration projects Barriers and risks
Compatibility Adaptation to current technologies Difficulty of reform and flexibility
Innovation potential Reduction potential of energy penalty
Economy
Emission reduction cost
Emission reduction cost per unit
Financing difficulty Channels and mechanisms of financing
Potential of cost reduction
Technology learning curve
Overflow effect
Difficulty of transfer of technology
Patent barrier
The drive effect Opportunities of relative industries
2.5.4 Overall considerations At some point in 2020-2030, China could move forward with large scale CCS technology deployment, although ultimately that will depend on the strength of pressure for greenhouse gas emissions reduction, technical competition and political decision-making. However, given the wish by China to ensure its own technology IPR and the long lead times to establish both CCS demonstration units plus establish detailed engineering designs for subsequent commercial deployment, this means that the need is for the first large scale demonstrations to be taken forward in the near future. It is also important to consider whether CCS deployment will primarily be for new build applications or will also include retrofits. As described in WP1, both oxyfuel and post-combustion capture can be considered for both options, while pre-combustion capture as part of an IGCC system will only be suitable for a new build plant. Certainly by 2030, the projections are that the number of new coal fired plants beyond that date to, say, 2050 will be

relatively small. Consequently, if China then wants to achieve major CO2 reductions from the coal power sector, that reduction will mainly have to come from existing coal power plants. Those plants built since 2015 will almost all be large, high efficiency ultra-supercritical units with capacities of at least 660MWe and mostly 1000MWe. From 2025, the expectation is that there will be a new generation of advanced ultra-supercritical coal fired power plants being installed with ever higher cycle efficiencies in the range of 50% and capacities of perhaps 1300MWe. Such High Efficiency Low (non-GHG) Emissions (HELE) power plants will be best suited for retrofit CCS applications. This should be allowed for by ensuring that the most modern power plants built from, say, 2015 in regions where CO2 utilisation will be practicable are made CCS-ready, such that CCS retrofit can readily be accommodated in due course. If this scenario is broadly realistic, it means that a major part of the market for CCS in China will be through retrofit rather than new build, which means that the choice will be between oxycombustion and post-combustion capture. For such a scenario, this further suggests that oxycombustion will be an attractive proposition, with better prospects than post combustion capture in regions that have stressed water resources. Pre-combustion capture technology via IGCC will only be suitable for new applications and then only if the technology can be shown to perform in line with required power station operational practices. 2.5.5 Recommended roadmap of oxy-fuel combustion technologies suitable for China The target is to establish a near term viable oxycombustion technology demonstration, while continuing to develop the technology to achieve a greater competitive edge. Step 1: Move forward to establish a near term, early demonstration of the technology such that all issues can be addressed at a scale from which commercial units can subsequently be designed and costed with confidence. Step 2: Determine scope for scale up of oxy-fuel equipment and system integration technology through: Research on oxy-fuel scale up design principles; Development of more competitive oxy-fuel combustion boiler, combustion systems,
condensers and other key equipment; Study on the system integration and optimization technology of the whole process of oxy-
fuel combustion by thermal coupling design to significantly reduce the overall cost of the system;
Research on dynamic characteristics and regulation of oxy-fuel combustion thermal system.
Step 3: Determine scope to improve large-scale air separation and compression systems by: Study of large-scale cryogenic air separation technology, which meets the requirement of
oxy-fuel combustion and dynamic characteristics Exploration of new oxygen generation technology of low energy consumption and study
on compression purification techniques for the characteristics of the flue gas of oxy-fuel

combustion; Reduction of operation costs, and the formation of the corresponding domestic support
capability.

Annex A
Comprehensive evaluation of oxy-fuel capture technologies
A1 Background for China’s specific national references for CCS technologies development China is rich in coal but lacks significant oil and natural gas resources. At the end of 2008, the economically proven and recoverable reserves of coal were some 114.5 Gt; while those of oil and natural gas were some 2.5 Gt and 2.5 trillion cubic meters respectively. Demand for oil and gas continues to rise, which is resulting in very significant increases in imports, While China is diversifying its sources on imports and is looking to exploit unconventional sources, such as shale gas, security of supply remains problematical. China is therefore seeking to exploit coal both for power generation but also for transformation to oil and gas substitutes via gasification technology while also increasing the use of nuclear power and renewables such as wind and solar. At the same time, primary energy consumption is increasing, and reached 3.9 Gt standard coal-equivalent in 2011, which means the quantity of coal used has risen very quickly within the last decade. While energy efficiency initiatives plus greater use of nuclear and renewables will mean that the proportion of coal in the overall energy mix will decrease, in absolute terms it will still increase significantly at least until 2030 when projections suggest a flattening out of the coal demand curve. This raises a number of issues when considering how best to limit CO2 emissions from coal utilization. While renewables have an important role to play in China, there are limits to how much can be accommodated due to, say, the sites for wind power, the energy density of biomass technology, the limitations of solar power in terms of locations and availability. Consequently, there will be a need to apply CCS technologies to industrial coal use, such as for power generation, cement, steel and coal to chemicals sectors. However, if CCS should be introduced, it will require a further significant use of coal due to the energy penalty arising and it will require additional water resources to be available, in a country that is water stressed in many of its northern regions. The choice of energy technology will affect the low-carbon technology development directly. In 2012, China’s gross installed capacity of power was some 1144 GWe, of which thermal power was about 72%. The newly increased installed capacity of thermal power that is being introduced is primarily supercritical or ultra-supercritical coal power units. China’s gross installed capacity may reach some 1500 GWe, with a certain level of uncertainty in that projection, of which the capacity of newly built coal power plants would be of the order of 800GWe. These newly built power plants will be the primary CO2 emission sources of China before 2050 and so the choice of CCS technology road must coordinate with China’s energy supply technology road.

A.2 Methodology for comprehensive evaluation of CO2 capture technologies A.2.1 Setup of evaluation criteria Considering the specific characteristic of China, there are four basic principles that determine the position of CO2 capture technology in the CCS roadmap. These four principles are the sustainability, reliability, economy and the potential overflow effect of the technology, as set out in Table A1.
Table A1 Setup of evaluation criterion on CO2 capture technology
Basic Principle Criterion Index
Sustainability Resources consumption
Additional energy consumption
Additional water consumption
Impact on environment Additional pollutants emission
Technical function (reliability)
Technology maturity
Development status of demonstration projects
Barriers and risks
Compatibility Adaptation to current technologies
Difficulty of reform and flexibility
Innovation potential Reduction potential of energy penalty
Economy
Emission reduction cost Emission reduction cost per unit
Financing difficulty Channels and mechanisms of financing
Potential of cost reduction
Technology learning curve
Overflow effect
Difficulty of transfer of technology
Patent barrier
The drive effect Opportunities of relative industries
Sustainability of technology The basic principle which determines a certain CCS technology’s strategic position lies on its influence on China’s sustainable development. This influence shows two aspects, which are the accelerated consumption of resources and the additional pollutants emission. Therefore, this principle comprises two criteria, which are the influence on resources consumption and the environment impact. For resources consumption, the focus is on additional energy and water consumption, while for the environment impact it is on pollutants emission conditions. For additional energy consumption, this criterion is a quantitative index which is shown by the reduction of system efficiency (the system efficiency difference of the one without/with CO2 capture). The premise of this criterion is that these different technologies should have the same CO2 capture rate and technology gap to the reference system without CO2 capture, which should be as small as possible. The detailed criterion is shown below.

Table A2 Criterion of additional energy consumption Score Efficiency reduction
(percentage points) 9 < 3 7 3~5 5 5~7 3 7~9 1 9~12
For additional water consumption, this too is a quantitative index. Considering the shortage of water condition of China, the influence on water consumption of capturing CO2 is an important criterion on the sustainability of the technology. The water consumption of an energy and power system typically comprises two parts, namely the cooling water consumption and recycling makeup water consumption. Additional water consumption is the increase of makeup water and cooling water due to capturing CO2; it is measured by the increase ratio of water consumption (water consumption of system with CO2 capture – water consumption of system without CO2 capture)/water consumption of system without CO2 capture).
Table A3 Criterion of additional water consumption Score Increase ratio of water consumption (%)
9 < 20% 7 20%~50% 5 50%~80% 3 80%~100% 1 >100%
In terms of impact on the environment, the additional pollutants emission arising from CCS is considered, although this doesn’t include the emissions arising due to additional energy consumption.
Table A4 additional pollutants emission Score Newly emission of pollutants
(qualitative index) 9 No new emission of pollutants 5 New emission of pollutants with a slight
influence on environment 1 New emission of pollutants which are hard to
treat Technical function (reliability) As the key criterion of evaluating CO2 capture technology, the technical function principle includes the technology maturity, compatibility to energy supply technology and the technology innovation capability. The technology maturity is evaluated by judging the development status and stage of international and domestic demonstration projects and the technology barriers and risks facing by these projects. The compatibility is evaluated by the adaptation and influence on current energy supply or utilization technology (for example,

power generation, metallurgy and chemical engineering) of CO2 capture technology. The technology innovation principle is evaluated by the energy penalty reduction potential of future technology innovation. In terms of the status of a potential demonstration project, this criterion divides the technology development into 5 stages which are the success of large-scale demonstration projects (commercially available), the operation of large-scale demonstration projects (technology identification), the construction of large-scale demonstration projects, small-scale pilot projects and experimental R&D stages. The “large-scale” means the capture amount of CO2 is over 0.5 million tonnes annually. The success of demonstration means the technology economy is accepted by the market and is ready to be deployed in large scale.
Table A5 The development status of demonstration projects
Score Development status of demonstration projects
(qualitative index)
9 Commercially available
8 Industrial demonstration: operation
7 Industrial demonstration: construction
6 Industrial demonstration: definition
5 Pilot scale
3 Technology R&D
1 Experimental study
For barriers and risks, this index mainly evaluates the technical aspects. For current mainstream CO2 capture technology, as relative unit technology has been applied in other industries for years, the technical barriers and risks of unit technology is small. The key point is the new problems brought by integrating CO2 capture technologies into energy systems. For instance, this would include the influence of the complex flue gas composition on CO2 separation units, the design of the huge absorption tower and the stability of operation.
Table A6 technical barriers and risks
Score Barriers and risks (qualitative index)
9 Technology is mature and reliable 5 New resolvable problems, controllable risks 1 New technology problems which are hard to
deal with
For adaptation to current technologies, this index mainly evaluate the adaptability of CO2 capture technology on existing emission sources (primarily existing power plants), i.e. whether the CO2 technology is adaptable to current facilities.

Table A7 Adaptability to current technologies Score Adaptability to current technologies
(qualitative index)
9 Adaptable to all power plants 5 Adaptable to part of the power plants 1 Not adaptable to any power plants, newly
built power plants are needed
For reforming difficulty and flexibility, this index evaluates the coordinate ability between capture unit and energy supply unit after equipping CO2 capture technology. This includes whether the power generation unit and capture unit can be separated and operated individually, and the influence on the power plants operation pattern and the ability of peak shaving, where appropriate.
Table A8 reforming difficulty and flexibility
Score Reforming difficulty and flexibility
9 Easy to reform, has no influence on operation of existing plant
7 Easy to reform, has influence on operation of existing plant but easy to recover
5 Able to reform, has influence on operation of existing plant but easy to recover
3 Able to reform, has influence on operation of existing plant and hard to recover
1 Hard to reform, has influence on operation of existing plant and hard to recover
With regard to innovation potential, this is based on an evaluation of the energy penalty reduction potential, combining the energy penalty level of current mainstream CO2 capture technology and the predicted energy penalty target of published technology roadmaps. It is stressed that such a criterion is uncertain and as such open to question.
Table A9 Technology innovation potential
score Technology innovation potential (percentage points)
9 Has a clear technology develop direction, the future energy penalty is lower than 3 percentage points
7 The future energy penalty is lower than 5 percentage points 5 The future energy penalty is lower than 8 percentage points
3 The future energy penalty is lower than 10 percentage points
1 The technology develop direction is unclear, the energy penalty reduction potential is small

Economy The major issues with the use of CO2 capture technology are the high primary and operational costs due to the energy penalty. This is also the competition focus of CCS technology and other emission reduction technologies like the renewable energy technologies. The economy principles include the cost and financing. The “cost” principle includes two criteria, namely the unit capture cost and the cost reduction potential. Unit capture cost represents the current level of mainstream technologies; while the cost reduction potential is the predicted learning curve considering the deployment of technology, localization of key facilities and technology innovations. The “financing” principle evaluates the scale and difficulty of financing needed by technology demonstration. For capture cost of unit CO2, this includes the investment and operational cost. The calculation formula is below.
avd refA COE COE COECost
r r
In the formula, avd refCOE COE COE which is the increase of power generation cost
brought by CO2 emission reduction ($/kWh). “r” is the captured CO2 amount per unit power (kWh). As the referenced power plants, boundary conditions and assumptions would influence the range of cost, the data of this criterion is based on the technical and economic analysis from project TA8133-PRC Component A.
Table A10 Capture cost
Score Capture cost of unit CO2 ($/t-CO2)
9 <10 7 <30 5 <50 3 <70 1 <90
For cost reduction potential, the main factors that influence the cost reduction potential include the technology diffusion degree (installed capacity), technology energy saving potential and the localization of key facilities. The above factors have different influence on different technology directions. At present, the emission cost range of CO2 capture technology is in the range 30~130 $/tonne CO2. Based on the learning curve of different capture technology, this criterion is divided into 5 levels. Financing difficulty has also been considered, as this is linked to the scale, channel and mechanism of financing. From current status, the relative difference caused by the above factors are small for different capture technology directions. Considering the immaturity of current financing channels and mechanisms and the uncertainty of future technology development, the criterion is defined as below.

Table A11 Cost reduction potential
Cost reduction degree
9 50% 7 40% 5 30% 3 20% 1 10%
Table A12 Financing difficulty Score Financing difficulty (qualitative index)
9 Small sale, easy to finance 5 Common scale, able to finance 1 Large scale, hard to finance
Technology overflow Technology development will in many cases require the introduction of technological processes from foreign countries, which will cause an overflow effect for relative domestic technologies. In the UNFCC framework, the overflow effect caused by technology transfer is mainly reflected on driving the development of relative domestic technologies. The technology drive effect and technology transfer barrier have been used to evaluate the possible overflow effect brought by a certain technology. Thus the technology drive effect mainly refers to the promotion function on relative industries (primarily energy chemical industries, facility manufacturing) brought about by the transfer and promotion of CO2 capture technologies. For technology transfer difficulty, the possible transfer barrier includes the high transfer cost due to patent barrier, and transfer difficulty due to a lack of relative policies and mechanism. Meanwhile, this criterion also includes the evaluation on technology gaps between domestic and foreign countries. In other words, if the technology gap is huge and the transfer is difficult, this criterion would have a low score; if the technology gap is small and the transfer is easy, this criterion would have a high score. Absolutely, if the gap is small, the technology drive effect score is relatively low.
Table A13 Technology transfer difficulty Score Technology transfer barrier (qualitative index)
9 Easy to transfer 5 Able to transfer 1 Hard to transfer

Table A14 Evaluation criterion of CO2 capture technology Basic
principle Criterion Weighting Score Strong Relatively strong Medium Relatively
weak Weak
Sustainability
Resource consumption
Energy Efficiency
reduction <3 <5 <7 <9 <12
Water Water consn
increase <20% 50% 80% 100% >100%
Environment influence Emission No new pollutants Newly pollutants emission, but has little influence on environment
New pollutants, hard to treat
Technology function
Reliability
Progress 5 Commercially
available Demonstration project
Pilot projects R&D Experimental Operation Construction Definition
Barriers and risks
Mature and reliable Barriers resolvable, risks avoidable Barriers hard to
deal with
Compatibility
Adaptation 25 Fully adaptable Adaptable to some power plants New power plants are
needed
Reform difficulty and
flexibility
Easy to reform, no influence
Easy to reform, influence is recoverable Able to reform,
influence is recoverable
Able to reform,
influence is hard to recover
Hard to reform, influence is
hard to recover
Innovation potential
Clear direction, future efficiency
loss < 3 percentage points
<5 <8 <10
Unclear direction, no potential on
efficiency loss
Economy Cost
Capture cost 6 <10 dollars/ton <30 <50 <70 <90
Cost reduction potential
<50% 40% 30% 20% 10%
Financing Financing difficulty
Small scale, easy to
finance Common scale, able to finance
Large scale, hard to finance
Overflow effect
10
Transfer difficulty
Overflow effect
5 Reward score of 1 or 0; if one specific technology has the less or no pollution compared to other technologies with same
outputs, it will get reward score
Score for single criterion 10 7 53 31 10

A2.2 Meaning of evaluation criteria and the standards This quantification system distributes 1/3/5/7/9 or 1/5/9 scores for each criterion. The score of 9 means the technology is the first choice with exact and reliable evidence. The score of 7 means the technology is the first choice with relative reliable evidence. The score of 5 means the technology has no sufficient evidence to be the first choice. The score of 3 or 1 means this technology doesn’t fit the first choice. The score system (9/7/5/3/1 scores) can be regarded as the qualitative form for each character, which represents strong, relatively strong, medium, relatively weak and weak. In the evaluation process, the comprehensive and objective principles are maintained to make individual evaluation conclusions on each criterion for each technology. Weighting calculation: according the above criterion, the weightings are calculated by analytic hierarchy process (AHP). This method is developed from the quantitative method to evaluate the weightings quantitatively. This method can quantify people’s empirical thinking and judge the consistency of judgments of decision makers. It’s good to realize quantitative evaluation (Table A15).
Table A15 Weighting calculation
Judge matrix Weighting
A1 A2 …… Ak Mi iw Wi
A1 a11 a12 …… a1k M1 1w W1
A2 a21 a21 …… a2k M2 2w W2
Ak Ak1 ak2 …… akk Mk kw Wk Thus aij represents the influence ratio on index X of xi and xj. Based on the hierarchy model, a judge matrix A=(aij)k*k is created, which meets the condition aij>0, aij=1/aji(i≠j). aij=1(i=j=1,2,3….k). The value of aij in the matrix is based on the scale promoted by Saaty (Table A16).
Table A16 Meaning of aij value in the matrix
Scale Meaning
1 Equal importance for two factors
3 The former one is slightly important than the later one
5 The former one is obviously important than the later one
7 The former one is strongly important than the later one
9 The former one is extremely important than the later one
2、4、6、8 The meddle value between 1, 3, 5, 7, 9
Reciprocal of
above
The importance degree of the later one compared to the
former one
By inputting the judge matrix into MATLAB and running the calculation process below the weighting value Wi can be obtained. The three rows on the right side of the matrix are used to

calculate the weighting vector. Mi is the continued product of each line. wi is the kth root of
Mi. wi=( 1w , 2w ,……, kw ), iW = i
i
w
w, while the weighting vector Wi=(W1,
W2,……,Wk).
Weighting test: the reasonability of weighting acquired by this method needs to be tested. The
method used is to calculate the maximum eigenvalue of the judge matrix,
then the consistency index CI= . The average random consistency index (RI) in Table
A17 can be used to calculate the consistency ratio CR=CI/RI. When CR<0.1, the weighting
distribution meest the requirement of consistency and is acceptable, i.e. when CR<0.1, the
judge matrix A has a satisfying consistency; otherwise the matrix must be adjusted.
Table A17 Value of RI
Order 1 2 3 4 5 6 7 8 9 10 11 12
Value 0 0 0.58 0.90 1.12 1.24 1.32 1.41 1.46 1.49 1.52 1.54 Evaluation formula:
In this formula, P is the comprehensive value of unit CO2 geological storage adaptability; n is the quantity of evaluation factors; Pi is the ith index; Ai is the ith weighting value. Evaluation collection: there are 11 evaluation indexes for China’s CO2 utilization technology. For each index, there are 5 levels marked by 9/7/5/3/1 with an evaluation collection of strong, relatively strong, medium, relatively weak and weak respectively. A.3 Evaluation of oxy-fuel combustion technologies Whether to implement CCS technology at large scale depends on three factors, i.e. the urgency of CO2 emission reduction, the technical competitiveness of CCS compared to other emission reduction technologies and the political issues for decision makers. From the global perspective, China’s future CCS technology has many uncertainties. As noted previously, large scale implementation of CCS before 2030 is unlikely in China. Based on this judgment, the technology evaluation model provides a means to analyze and compare the pre-combustion, post-combustion and oxy-fuel capture technologies. Through the comparison, the advantage and disadvantage of different CO2 capture technologies can be identified such that the future role of oxy-fuel technology in China’s CO2 capture technology roadmap can be determined. A.3.1 CO2 capture technology evaluation Energy penalty evaluation As the factors like baseline setup, boundary conditions, basic assumptions cannot be absolutely consistent; the capture energy penalty can only be expressed as a range. It must
k
j i
iT
kW
AW
1max
)(
)......3,2,1(1
niAPP i
n
ii

also be stressed that such ranges are very dependent on the boundary conditions that are set. Equally, as technology develops, these ranges can become outdated.
Table A18 Energy penalty comparison for different coal based CO2 capture
technologies
Type IGCC pre-combustion
Post combustion (retrofit)
Oxygen combustion
Shell gasifier
Texaco gasifer
Supercritical
Energy Penalty (%)
IPCC 7.3~9.1 5.2~8.0 9.8~12.0 8.8 IEA 8.8~11.7 5.7~7.8 10.0~12.1 7.7~12.5
Score 5 1 3 Water consumption evaluation
Figure A1 water consumption assessment
The water consumption of coal-fired power plants can be divided into cooling water
consumption and make-up water consumption. Figure A1 shows the make-up water
consumption for these three capture technology routes. This suggests that the increase of
make-up water and cooling water consumption of post-combustion technology is the largest.
The make-up water consumption of pre-combustion technology is similar to that of post-
combustion technology; while the make-up water consumption of oxy-fuel technology is the
smallest. The cooling water consumption of pre-combustion technology is a little lower than
that of oxy-fuel technology.
Type IGCC pre-combustion
Post combustion
Oxygen combustion
Score 7 3 5

Pollutants emission In these three capture technologies, the pre-combustion capture technology has an advantage in pollutants control because it’s able to deal with ash, SOX and NOX in the fuel preparation stage; the post-combustion capture technology will bring new pollutants because the physical or chemical separation process will cause the emission of absorbents; the NOX and SOX emission of oxy-fuel technology will increase by a small proportion.
Type IGCC pre-combustion
Post combustion
Oxygen combustion
Score 9 5 5
Progress of demonstration projects The progress of large scale demonstration is one means to represent the progress of technology, but the criterion is not comprehensive. Thus there is more experience in post-combustion technology while very little in pre-combustion technology. From the large-scale demonstration projects, the Canada Boundary Dam project, which is now operational, has the fastest progress among the post-combustion technology; the USA Kemper County pre-combustion technology project is slightly behind while the two oxy-fuel projects in UK and USA are still at the definition stage.
Table A19 Snapshot of coal power CCS demonstration projects
Technology type
Project quantity Project scale The longest experience
Foreign Domestic Foreign Domestic Foreign Domestic
Post-combustion
>5 4 1 million tons/year
120 thousand tons/year
2 years 2 years
Pre-combustion >2 - About 50 thousand tons/year
60~100 tons/year in construction
<6 months
-
Oxy-fuel >3 - About 60 thousand tons/year
180 thousand tons/year in construction
3 years -
From these assessments, and recognizing the inherent uncertainties arising due to the early
stage of CCS demonstration, the demonstration project progress score of each technology
route is listed below.
Type IGCC pre-combustion
Post combustion
Oxygen combustion
Score 6 8 6 Barriers and risks At present, the primary barriers and risks of CO2 capture technology are from the additional complexity brought by CO2 capture unit, i.e. the integration barriers and risks. The key factor that determines this risk depends on the integration difficulty of capture unit and power generation systems. In these three capture technologies, the system integration of post-

combustion technology is the simplest, followed by oxy-fuel technology, and the pre-combustion technology integration is the most difficult. Therefore, the score of each capture technology is listed below.
Type IGCC pre-combustion
Post combustion
Oxygen combustion
Score 6 8 6
Technology adaptability As the reform object has no special demands (beyond the allowance of site, fuel and water resources), the post-combustion technology has the best adaptability among these capture technologies. It can not only reduce future reforming cost by building CCS-ready plants, but also reform existing power plants directly. The adaptability of oxy-fuel technology is a little behind post-combustion technology, while the pre-combustion technology must build new plants. Therefore, the adaptability score of these technologies are listed below.
Type IGCC pre-combustion
Post combustion
Oxygen combustion
Score 1 5 9
Reform difficulty and flexibility The integration of CO2 capture unit and power generation system is the key factor that determines the reform difficulty and flexibility. As the integration is relatively easy, post-combustion technology has the lowest difficulty in reforming and highest flexibility which the power generation system can operate individually from CO2 capture unit. As for oxy-fuel technology, a compatible air-blown system is proposed which has some flexibility, although the reform difficulty is relatively higher than that of post-combustion technology. The pre-combustion technology has the worst flexibility due to its high integration degree.
Type IGCC pre-combustion
Post combustion
Oxygen combustion
Score 1 9 7 Technology innovation potential The innovation potential of post-combustion technology is the R&D of novel absorbents and the integration of processes. The innovation potential of oxy-fuel technology relies on the R&D of novel air separation technology. And the innovation potential of pre-combustion technology relies on the breakthrough of the system integration of chemical and power poly-generation systems. According to the energy penalty reduction potential evaluation, the possible scores are as follows.
Type IGCC pre-combustion
Post combustion
Oxygen combustion
Score 9 5 7
Cost evaluation Assessment of technology is more complicated than that of energy consumption; and the

influencing factors are more. Details are provided in the Component A report for TA8133. Evaluation of cost reduction potential This aspect of the work was considered in WP1 and also in the Component A report. Financing difficulty All the financing channels and financing mechanism have no significant differences and tendencies for the technology trend now, so there is no difference in the technical score of this indicator. Technology transfer difficulty The key influencing factors on technology transfer is the gap between the domestic and foreign technology, and if there are barriers to technology transfer (such as patent barriers). The gap between the domestic and foreign technology mainly lies in the absorbers of post-combustion capture, large-scale oxygen-making device for oxy-fuel combustion, coal gasification of pre-combustion capture, and gas turbine technology. Judging from patent barriers, the technology transfer involved in the coal gasification and gas turbine technology is the most difficult for pre-combustion technology; followed by the necessary absorbent preparation techniques for post-combustion technology; and the large-scale air separation technology for oxy-fuel is relatively the easiest. From the analysis, the following scored can be concluded.
Type IGCC pre-combustion
Post combustion
Oxygen combustion
Score 3 7 5
Overflow effect From current status, the overflow effect of CO2 capture technologies are mainly reflected in the promotion of clean coal utilization technologies, coal gasification, localization and manufacturing of air separation equipment and gas turbine. From its role in promoting the development of clean coal technology, due to the demand and drive effect on coal gasification, air separation and gas turbine technology, pre-combustion technology may play the biggest role in promoting; and for post-combustion capture technologies, as it’s relatively mature, the overflow effect is less obvious. Possible scores are given below.
Type IGCC pre-combustion
Post combustion
Oxygen combustion
Score 7 2 4 A.4 Consideration of the rational role of the oxy-fuel combustion technologies Whether CCS technology can be large scale deployed depends largely on the pressure of emission reduction, technical competition and political decision-making. The critical time to determine whether oxy-fuel technology can be large scale deployed or not is considered to be around 2030. According to the age structure of units in China’s coal-fired power industry in 2030, 2040 and 2050, if CCS is large scale deployed and some proportion of existing power plants are reformed since 2030, some newly built coal-fired power plants between 2015 and 2025 should adopt CCS-ready technology (with total capacity of about 300

GWe and corresponding emission reduction of about 3 Gt per year). Since pre-combustion technology is suitable only for newly built power stations, the possible technology options are post-combustion and oxy-fuel technologies, Of these, CCS-ready with oxy-fuel technology is most suited for power plants with limited water resources. Based on current water resources and future distribution of newly built coal-fired power station in China, about 30 to 40 percent of CCS-Ready power stations should adopt oxy-fuel technology, and this indicates that newly built power stations with nearly 100GWe capacity between 2015 and 2025 will adopt oxy-fuel CCS-Ready technology.
Figure A2 Age profile of China’s coal power fleet The abscissa 0~5, 5~10 means the operation years of the units; The ordinate represents the proportion of the type of the units
0.00%
5.00%
10.00%
15.00%
20.00%
25.00%
30.00%
35.00%
0<y≤5 5<y≤10 10<y≤15 15<y≤20 20<y≤25 25<y≤30
Sh
are
of T
otal
In
stal
led
Cap
acit
y
Years of Plant Operation
2030
2040
2050

3. WP2: Prefeasibility assessment support for the 200MW oxy-fuel coal-fired demonstration power plant This comprises a series of techno-economic evaluations for the proposed demonstration plant, consideration of the improvements to be gained by subsequent scale up to commercial scale power plant, financial analysis of means to support a demonstration project plus a financial risk analysis, together with a policy analysis to identify means to enhance demonstration and deployment opportunities for CCS in China, with a focus on oxyfuel combustion.
3.1 Techno-economic evaluation of the 200 MWe oxyfuel demonstration
plant
3.1.1 Background There have been numerous techno-economic studies undertaken worldwide on all CCS options, taking into account different CO2 capture technology variants, storage options and regional conditions. For oxyfuel combustion, these results can be summarized as follows. If conventional coal-fired power plants are retrofitted to become oxy-combustion power plants, the net power output will decrease by about 25%, the cost of electricity will increase by 30%~50%, the CO2 avoidance cost will be about $30/t and some 85% CO2 can be captured. However, the techno-economic characteristic of CO2 emission control systems is complicated; it depends on the energy efficiency of the system, technology maturity level, pollutants emission policies (including SOx, NOx, PM10 and CO2) in the country or the local region, and even financial policies (such as loan interest rate and inflation rate). Thus, in this instance, Japan IHI, Sweden Chalmers University, ALSTOM, Argonne National Laboratory , Canada CANMET and EDF have carried out techno-economic evaluations of the oxy-combustion technology. The results of IHI show that the efficiency of the oxy-combustion power plant (1000MW) decreases 10.5%; the results of Chalmers show that the efficiency of the oxy-combustion power plant (865MW) decreases 9.1%, the CO2 avoidance cost is 26$/t and the cost of electricity is 64.3$/kW; the results of ALSTOM show that the CO2 avoidance cost of the oxy-combustion power plant (450MW) is 42$/t and the unit investment cost is 823$/kW; the results of Argonne show that the CO2 avoidance cost is 34$/t; the results of CANMET show that the CO2 avoidance cost of the oxy-combustion power plant (400MW) is 35$/t, the cost of electricity increases 20~30% and the unit investment cost is 791$/kW; the results of EDF show that the efficiency of the oxy-combustion power plant (1200MW) decreases 10%, the investment cost increases 69%, the cost of electricity increases 48% and the CO2 avoidance cost of the oxy- combustion system is 29% lower than that of the MEA scrubbing system (Okawa and others 1997; Anderssen and others 2003; Marion and others 2001; Molburg and others 2001; Singh and others 2003; Kanniche and others 2010). Since there are these large differences among the evaluating system sizes and combustion conditions assessed by various academic institutions, and since tax policies and financial policies for western countries are usually adopted, so the research results published are not very suitable for the Chinese situation. Therefore, it is important to undertake techno-economic evaluations for different CO2 emission control systems based on Chinese national conditions and Chinese existing data

about energy and power systems, through comparing various electricity costs, CO2 avoidance costs and CO2 capture costs for these CO2 emission control systems, which could provide the basis for national policy decisions. Because there are neither demonstration nor commercial operational oxy-combustion coal-fired power plants larger than 30MW, so the techno-economic evaluation of a oxy-combustion plant has to be performed based on its corresponding conventional coal-fired power plant. Keeping the gross power outputs of the oxy-combustion plant and its corresponding conventional plant equivalent, the differences of the oxy-combustion plant to the conventional plant mainly lie in the retrofit of the burner, changes in heat exchange surface and flue gas recycle in the boiler island, plus the addition of an ASU and a CPU. Therefore, the techno-economic evaluation of an oxy-combustion plant has been undertaken as follows: Collect basic thermodynamic parameters (such as coal consumption rate, power
generation load, boiler efficiency), operational condition (such as annual operation hours, maintenance factor, amortization rate, depreciation rate, personnel wages), and investment and operation costs ofde-SOx and de-NOx devices used on the conventional plant system, which can be obtained either from the system process simulation or investigation. Data were adopted mainly from the book ’Reference cost indexes in quota design for coal-fired projects (2012 levels)’ published by Chinese electrical engineering consultant group corporation (Xiong and others 2013). The boiler retrofit cost and investment cost were estimated and adjusted by referring to published papers (Anderssen 2006; HUST 2012). The investment cost of an ASU was obtained frrom discussions with oxygen production companies and simulating the ASU system. The power consumption of ASU and CPU were obtained from simulation in Aspen.
Generally, commercial loan exists for the construction of a power plant project, so it is necessary to know the market economy policies, such as interest, fuel price, water price, steam price, limestone price and gypsum price.
Using the data sources mentioned above, each basic cost item (such as fuel cost and investment cost) about the oxy-combustion and conventional plants can be calculated . From this, the CO2 avoidance costs and CO2 capture costs for the oxy-combustion plants can be further calculated out. Finally, a sensitivity analysis was performed.
3.1.2 Input data
Project schedule for the 200MW oxyfuel demonstration unit One and a half years to construct and establish technology, then operation for 20 years. Funding sources and planned use of funds: Capital: 20% (representing engineering dynamic investment) Financing: 80% (Interest Rate: 6.55%, according to repay principal and interest in an equal manner) Main technical indicators of 200MW oxyfuel power plant: The source information was obtained from "Fire Power Limit design reference cost index (2012 level)," and the 200MW oxyfuel power plant design procedures. The results are presented in Table 19.

Table 19 Main technical indicators of 200MW power plant Item Quantity
Unit Air Condition Oxygen Condition Gross Capacity MW 200 200 Construction duration year 2 2 Operation duration year 20 20 Plant Reference price RMB/kw 4349 4349 Cost for coal (with VAT) RMB/t 800 800 Annual Operation hours h 5000 5000 Desulfurization efficiency (without desulfurization equipment)
% - 40
Desulfurization efficiency (plus desulfurization equipment)
% 95 95
Denitrification efficiency (without denitrification equipment)
% - 40
Denitrification efficiency (with denitrification equipment)
% 80 80
Denitration equipment cost RMB/kw 185.7 185.7 Desulfurization equipment cost
RMB/kw 121.65 121.65
Desulfurization power consumption
% 1.5 0.5
Denitration power consumption
MW 0.217 0.07
Loan proportion % 80 80 Repayment term of local loan
year 15 15
Long-term interest rate of local loan
% 6.55 6.55
Limestone price (including taxes)
RMB/t 100 100
gypsum price (including taxes)
RMB/t 50 50
The denitration price (including taxes)
RMB/t 4000 -
ASU unit Price MRMB - 120 ASU power consumption MW - 59.64 CPU investment coefficient % - 0.025 CPU power consumption MW - 17.56 Boiler efficiency % 92.5 ~95 Electricity used for power plant
% 5.64 -
Concentration of CO2 emissions
% ~14.6 ≥80
Coal consumption g/KWh 319.3 -

water price RMB/t 0.5 0.5 Sewage treatment price RMB /t 1.6 1.6 Sewage discharge t/h 120 120 O&M rate of desulfurization system (including fixing)
% 1.5 1.5
Fixed assets formation rate % 95 95 ratio of remaining value % 5 5 depreciation life year 15 15 Repair rate % 2 2 Intangible and deferred assets proportion
% 5 5
Time of Depreciation and amortization
year 5 5
SO2、NOx Pollutants equivalent charge standard
0.5¥/0.95kg 0.5¥/0.95kg
The CO2 capture efficiency % - 90 Unit Capacity (backup member 10%)
person 100 112
Annual Salary/person RMB 50000 50000 Welfare % 60 60 Cost for materials RMB /MWh 6 6 Other expense ratio RMB /MWh 12 12 Gypsum Purity % 90 90 Gypsum market prices RMB /t 50 50 Income tax % 25 25
3.1.3 Cost calculations
Table 20 The cost calculation method fuel cost C1 C1,0=mF,0×cF×W×H loan interestC2 C2,0=CIT,0×ploan×ξ O&M C3 C3,0=CIT,base,0×pOM,base,0+COM,S,0+COM,N,0depreciation costC4 C4,0=CIT,0×pfa×(1−plv)/Yd amortization costC5 C5,0=CIT,0×pia/Ya pollutants emission taxC6 C6,0=ES,0×TS+EN,0×TN personnel wageC7 C7,0=(Nbase,0+NS,0+NN,0)×cpay×(1+rw) material costC8 C8,0=pm,0×W×H fuel cost C1 C1,0=mF,0×cF×W×H other costsC9 C9,0=po,0×W×H by-products revenueC10 C10,0=MCaSO4×cCaSO4 Cost of energy CCOE COE T netc C W H
The total cost of a power plant includes power generation cost, period cost, and by-products revenue (C10), the power generation cost includes fuel cost (C1), operation and maintenance (O&M) cost (C3), depreciation cost (C4), amortization cost (C5), pollutants emission tax (C6), personnel wage (C7), material cost (C8) and other costs (C9), etc., and the period cost includes management expense and financial expense (including loan interest (C2)), as shown in Table 20. Because the management expense and financial expense involve complicated financial accounting theory and industry rules, so only some "hard" costs (considering annualized cost

CT) were considered, which can be described as:9
T 101
ii
C C C
. (1)
3.1.4 Cost calculation about conventional power plants Each kind of cost about conventional power plants can be calculated as follows: Fuel cost: C1,0=mF,0×cF×W×H; (2)
in which, mF,0 is the unit standard coal consumption rate where the value is 319.3g/kWh for 200MW plant(Sun 2003) for power generation, cF is the unit standard coal price at 800¥/t, W is the load (200MW) and H is the annual operation hours of 5000h (Simbeck 2001). The ultimate analysis and the lower heating value (Hi) of the raw coal (Shenhua coal) fired are listed in Table 21. And the unit oxygen needed (vO) for combustion can be calculated to be 1.27Nm3/kgcoal on the basis of values in Table B.7 and Equation
O ar ar ar arC 12 H 4 S 32 O 32 22.4v . (3)
Table 21 Ultimate analysis and lower heating value of the Shenhua coal Mad(% Aad(%) Cad(%) Had(%) Oad(%) Nad(%) Sad(%) Hi(kJ/kg) 13.8 11 60.51 3.62 9.94 0.7 0.43 22768 Loan interest
C2,0=CIT,0×ploan×ξ; (4) in which, CIT,0 is the total investment cost of the conventional power plant and CIT,0=CIT,base,0+CIT,S,0+CIT,N,0. The CIT,base,0 for the power plant (excluding De-SOx and De-NOx devices) can be estimated by using 4349¥/kw (Simbeck 2001). In addition, the costs of De-SOxand De-NOx devices are set to be 80% of their investment costs (CIT,S,0 and CIT,N,0) and other costs, such as construction, installation and technical service, account for the remaining 20% (Sun 2003, Liu 2012), The ploan is the loan percentage (80%), and the "equal principal of the law" was chosen to payback the load, for which the average interest rate can be calculated by ξ=i×(1+1/P)/2, P is the loan period (15 years), i is the loan interest rate for long period of 6.55% (Simbeck 2001). Operation and maintenance cost
C3,0=CIT,base,0×pOM,base,0+COM,S,0+COM,N,0; (5)
in which, pOM,base,0 is the O&M coefficient (2.5%, including the major maintenance expense) for the conventional power plants, excluding De-SOx and De-NOxdevices (Sun 2003); COM,S,0 is the O&M cost for the FGD device, including limestone expense (COMS0,1), process water expense (COMS0,2), sewage processing expense (COMS0, 3), equipment maintenance expense (COMS0,4) (Sun 2007). The personnel wage, depreciation cost, amortization cost and electricity consumption cost for the De-SOx device and the following De-NOx device are considered from the viewpoint of the whole power plant. Furthermore,COMS0,1=ccaco3×Sar×MF,0×Hn/Hi×W×H×100/32×rca2s/Pcaco3, and in which, Hn is the lower heating value of the standard coal, 29270kJ/kg, ccaco3 is the unit price of limestone (100¥/t), rca2s is the mole ratio of Ca to S (1.03), Pcaco3 is the purity of limestone (90%); COMS0,2=cpw×Mpw,0×H, cpw is the unit price of process water(1.6¥/t), Mpw,0 is the process water consumption rate ( according 10 t/h in 2×300MW plant estimated); COMS0,3=csw×Msw,0×H, csw is the unit sewage processing cost, Msw,0 is the sewage discharge rate ( according 120 t/h in 2×300MW plant estimated); COMS0,4=CIT,S,0×pOM,S,0, pOM,S,0 is the

O&M coefficient (1.5%, including the major maintenance expense) for the De-SOx device. COM,S,0 is the O&M cost for the SCR device, including ammonia expense, catalyst expense, steam expense and equipment maintenance expense (, Adjusted with the annual operation hours, the ammonia expense, catalyst expense and steam expense for the 200MW power plant considered in this report are 62 M¥/y、13.34 M¥/y、0.11 M¥/y. The O&M coefficient of the SCR device is taken as 1.5% in this report (Simbeck 2001, Sun 2001, Liu 2006, Huang 2006). Depreciation cost
C4,0=CIT,0×pfa×(1−plv)/Yd; (6)
in which, pfa is the fixed assets formation percentage (95%), plv is the residual value percentage (5%) and the Yd is the depreciation period (15 years). Amortization cost
C5,0=CIT,0×pia/Ya; (7) in which pia is the percentage of intangible and deferred assets (5%[30])and Ya is the amortization period (5 years) (Huang 2006, Liu 2005).
Pollutants emission tax C6,0=ES,0×TS+EN,0×TN; (8)
in whichES,0 is the SO2 emission amount in the conventional power plant, which can be estimated from ES,0=32/16×mF,0×Hn/Hi ×W×H×Sar×tS,0×(1−ηS,0), tS,0 is the ratio of Sartransformed to be SO2 after coal combustion (); EN,0 is the NOx emission amount in the conventional power plant, where EN,0=30.8/14×mF,0×W×Hn/Hi×H×Nar×ηn,0/mn,0×(1−ηN,0), in which 30.8/14 is the ratio of NOx(95 m% NO and 5 m% N2O) molecular weight to that of N element, ηN,0 is the transforming rate(25%) of fuel N, mn,0 is the percentage of NOx coming from fuel N to total NOx (80%), TS and TN are the unit pollutant emission tax (0.6¥/0.95kg) for SO2 and NOx, respectively. In addition, pollutant emission taxes for CO and particles were not considered in this report and tax differences from different regions and environment functions were also not considered. If the emission tax of CO2 is considered, the equation (9) should be modified to be:
C6,0=ES,0×TS+EN,0×TN+ECO2,0×TCO2, (9) in which, ECO2,0is the CO2 emission amount, TCO2 is the unit CO2 emission tax (¥/t), ECO2,0=44/12×mF,0×Hn/Hi×W×H×Car×tC×(1−ηC,0), tC is the ratio of Cartransformed to be CO2 after coal combustion (usually 100%), ηC,0is the CO2 capture ratio (for conventional plants, ηC,0=0; and for oxy-combustion plants, ηC,1=90%). Personnel wage
C7,0=(Nbase,0+NS,0+NN,0)×cpay×(1+rw); (1) in which,Nbase,0, NS,0, NN,0 are personnel numbers for the base power plant, the FGD system and the SCR system, respectively. cpay is the annual wage for each person (50000¥/ y), and rw is the welfare and labor insurance coefficient (60%).
Material cost C8,0=pm,0×W×H; (11)
in which, pm,0 is the material cost ratio(6¥/MWh).

Other costs C9,0=po,0×W×H; (12)
in which, po,0 is the other costs ratio (10RMB/MWh).
By-products revenue C10,0=MCaSO4×cCaSO4; (13)
in which, MCaSO4=Sar×MF,0×Hn/Hi×W×H×ηS,0×172/32/PCaSO4, PCaSO4 is the purity of gypsum (90%, viz. 10% water content), and cCaSO4 is the market price of gypsum (50¥/t).It should be mentioned that it is just the revenue of gypsum (by-product from desulfurization) was considered for conventional plants in this report. 3.1.5 Cost calculation about oxy-combustion power plants The calculation method for the CT in oxy-combustion plants is similar to that used for conventional plants, and the differences lie in the boiler retrofit, ASU and CPU addition. Moreover, the De-SOx and De-NOx devices can be simplified significantly in the oxy-combustion plants. Because of the N2-lean combustion environment and flue gas recycle, so a lower cost De-SOx technology (such as limestone injection into the furnace and the activation of unreacted calcium, LIFAC) could be adopted to reach an acceptable De-SOx result. In addition, SOx in the flue gas can also be removed in the CPU, thus a total 95% De-SOx efficiency was set in this study. On the other hand, because of the N2-lean environment, it can be considered that there is just the fuel kind NOx generated (viz. mn,1=100%) and at the same time, the flue gas recycle, low air excess factor (tiny positive pressure combustion, air excess factor α1=1.05) and adopting low NOx air staging burners can effectively suppress the fuel NOx generation (considering the fuel N transforming efficiency ηn,1 is 15%). Also, NOx in the flue gas can be co-removed in the CPU (assuming the De-NOx efficiency ηN,1=30%), so an additional SCR is not needed any more. In general, costs for the oxy-combustion plants can be calculated as set out below. Because the flue gas recycle can effectively reduce the heat loss from the flue gas, so the efficiency increase ratio ηe=ηb/(ηb+0.025) is considered, which can save much coal consumption. The unit standard coal consumption rate in the oxy-combustion plantmF,1=mF,0×ηe, so its fuel cost C1,1=C1,0×ηe. The boiler efficiencies (ηb) of plant are set to be 92.5%. The total investment cost (CIT,1) for oxy-combustion plants can be calculated as below:
CIT,1=CIT,base,0+CI,bioler,0×7%+CIT,S,0/3 +CASU+CIT,base,0×2.5% (14)
in which, the second item in the right side is the boiler retrofit cost, which can be estimated to be 7% of the boiler cost (CI,bioler,0); the third item in the right side is the cost of the LIFAC De-SOx device, which is assumed to be 1/3 of that of the FGD; the fourth item in the right side is the cost of the ASU. According to the investigation data from some oxygen production companies (such as the Hangzhou oxygen production and the Sichuan air separation), the investment cost of the large-scale oxygen production machines (60000Nm3/h) satisfying the oxygen concentration demand of oxy-combustion technologies 120M¥, and the actual oxygen consumption rate (Nm3/h) for oxy-combustion is VO,1=vO×α1×mF,1×W×Hn/Hi. Therefore, the CASU=VO,1/60000×120M¥; and the fifth item in the right side is the cost of the CPU, which is about 2.5% of the total investment cost of the whole base power plant. Which is similar to that of the base plant, the loan interest, depreciation cost and amortization cost can be

calculated out based on the CIT,1. The O&M cost of the oxy-combustion plant includes the O&M cost of the base plant (excluding De-SOx device, ASU and CPU), the O&M cost of the De-SOx device, the O&M cost of ASU and the O&M cost of CPU, which can be estimsted as: C3,1=(CIT,base,0+CI,bioler,0×7%)×pOM,base,1+COM,S,0/3+CASU×pOM,ASU+CIT,base,0×2.5%×pOM,CPU; (15) in which, pOM,base,1 is the O&M coefficient of the oxy-combustion base plant (also 2.5%, including the major maintenance expense); the O&M cost of the De-SOx device (LIFAC) is set to be 1/3 of that of FGD; pOM,ASU isthe O&M coefficient of ASU (1.5%) and the pOM,CPU isthe O&M coefficient of CPU (1.5%). Each pollutant emission amount and corresponding emission tax can also be estimated by using methods introduced for conventional power plants. The personnel wage for oxy-combustion base plant (including LIFAC) is considered to be equivalent to that of the conventional plant. The material cost ratio and other costs ratio in oxy-combustion plants are equivalent to that of conventional plants. There is no gypsum revenue in oxy-combustion plants, but the high purity CO2 could be considered as a product, so in this case, the by-products revenue could be C10,1=MCO2×cCO2, in which CO2 capture amount MCO2=Car×mF,1×Hn/Hi×H×W×ηC×44/12, and cCO2 is the unit price of CO2 product. Cost of electricity The cost of electricity (cCOE) for coal-fired power plants can be calculated as:
COE T netc C W H ; (2)
in which, Wnet is the net power output. For conventional power plants, Wnet,0=W×(1−rpe,0)−WS,0−WN,0, rpe,0 is the auxiliary power ratio (5.64%for the 200MW plant), WS,0 is the power consumption of the De-SOx device (1.5% of the total load), WN,0 is the power consumption of the De-NOx device (1.3MW[28-29]); and for oxy-combustion power plants, Wnet,1=W×(1−rpe,1)−WS,1−WASU−WCPU, rpe,1 is equivalent to the rpe,0, the power consumption of the De-SOx device WS,1=WS,0/3, the power consumption of ASU WASU=VO,1/60000×21 MW (the power consumption of the 60000Nm3/h ASU is 21 MW) and the power consumption of CPU WCPU is estimated to be 8% of the gross power output. The cCOE values of the conventional (four cases: without De-SOx or De-NOx device; with De-SOx device; with De-NOx device; with De-SOx and De-NOx devices) and oxy-combustion plants (two cases: with LIFAC and without De-SOx device, the CO2 tax and the CO2 sale are not considered) were listed in Table 22. Even when theDe-SOx and De-NOx devices are not included in the oxy-combustion power plants, a low SOx and NOx emission level can also be achieved, such as the anual emission of NOx is 1694.48t; however, if the LIFAC system is installed, the static investment costs of the oxy-combustion plants just increase about 1.36%, the annualized total costs are nearly unchanged, power outputs decrease about 0.90% and cCOE increase no more than 1%, but the similar De-SOx efficiency as the FGD technology can be realized. The static investment costs for oxy-combustion plants increase mainly due to the high commercial price of ASU, and the investment of the CPU system.The further developments

of the oxygen production technology and the large-scale ASU market should decrease the costs of ASU systems significantly, and at that time the economic characteristics of the oxy-combustion technology will be improved significantly. In comparison to the conventional power plants with De-SOx and De-NOx devices, the static investment costs increase 21.8%, and the annualized total costs for oxy-combustion plants (with LIFAC) increase only 1.42%. The increases are slight because the De-SOx and De-NOxdeviceswith high O&M costs are canceled and the coal consumptions decrease due to the boiler efficiency enhancement in oxy-combustion plants. Table 22 Techno-economic analysis results for all different plants under three loads
200 MWe
subcritical
plant
cCOE
(¥/MWh)
CIT
(M¥)
CT
(M¥/y)
Wnet
(MW)
SOx
Capture/
Emission (t/y)
NOx
Capture/
emission (t/y)
CO2
Capture/
emission (t/y)
Conventional
(no FGD or
SCR)
385.09 869.80 363.37 188.72 0/
2824.13
0/
1975.46
0/
910741.95
Conventional
(FGD, no SCR)
393.95 916.23 365.83 185.72 2682.93/
141.21
0/
1975.46
0/
910741.95
Conventional
(SCR, no FGD)
393.99 900.21 371.34 188.50 0/
2824.13
1580.37/
395.09
0/
910741.95
Conventional
(FGD and SCR)
403.01 946.64 373.80 185.50 2682.93/
141.21
1580.37/
395.09
0/
910741.95
Oxy-combustion
(no LIFAC)
679.30 1137.59 378.78 111.52 1129.65/
1694.48
252.86/
379.29
806230.58/
89581.18
Oxy-combustion
(with LIFAC)
686.01 1153.07 379.09 110.52 2682.93/
141.21
252.86/
379.29
806230.58/
89581.18
3.1.6 Comparative assessment These are the COE calculations of 200MW oxy-combustion plant, which do not take into consideration financial expenses, management fees, investors of benefit, income tax, etc.. If these are taken into account, the share of LCOE is about 20%[4]. Table 23 shows LCOE (Levelized Cost Of Electricity ) of conventional (with De-SOx and De-NOx devices) and oxy-combustion plants (with LIFAC ) and the constitution of LCOE. Figure 24 provides a visual representation of this breakdown.
Table 23 Cost of 200 MW unit list Plant LCOE
(¥/MW)
Constitution of LCOE
fuel depreciation financial profit income tax
other
Conventional 453.15 59.59 15.51 4.63 12.8 3.20 4.27 Oxy-combustion
806.97 55.77 12.31 5.42 11.24 3.74 11.52

(a) 200MW, Conventional combustion
(b) 200MW, Oxy-combustion
Figure 24 Constitution of LCOE
3.1.7 CO2 avoidance cost The CO2 avoidance cost (cCAC) can be used to evaluate the economic property of controlling the CO2 emission. The cCAC means the additional economic cost for avoiding one ton CO2 emission in a CO2 emission control system (oxy-comsbution plant with LIFAC in this report) comparing to the corresponding CO2 emission non-control system(conventional plant with De-SOx and De-NOx devices in this report) with an equivalent net power output, which can be described as:
COE,1 COE,0 COE,1 COE,0CAC
CO2,0 CO2,1CO2,0 CO2,1
net,0 net,1
c c c cc
E Ee eW H W H
(3)
in which, eCO2 is the CO2 emission amount for unit power (t/MWh).CO2 avoidance cost is
344.515 RMB/t.
Large amount CO2 emission can be reduced in oxy-combustion plants, and this is actually a kind of environmental benefit.Some countries have already begun to tax the CO2 emission from conventional power plants.The CO2 tax has obvious influences on the economic performancesof conventional plants and oxy-combustion plants, and the cost of electricity ( COEc ) and CO2 avoidance cost( CACc ) when consideringthe CO2 tax should be:
T CO2 CO2 CO2 CO2TCOE COE CO2 CO2 COE
net net net
C E T E TCc c T e c
W H W H W H
(18)
COE,1 COE,0CAC CAC CO2
CO2,0 CO2,1
c cc c T
e e
(19)
Result show the effects of the unit CO2 emission tax (TCO2) to the cCOE of conventional plants and oxy-combustion plants and the results show that the oxy-combustion technology could be competitive to the conventional mode if the CO2 emission is taxed about 340~345¥/t. When the TCO2 equals the cCAC without CO2 emission taxation, the cCOE of the oxy-combustion plant is equivalent to that of the corresponding conventional plant. The cCACcalculation is relating to the CO2 emission reduction (the emission difference between the two plants), and the total

tax cost difference of the two plants is also relating to the CO2 emission reduction, thus this makes the TCO2 value when the oxy-combustion plant andthe corresponding conventional planthave equivalent economic proporty(named as critical TCO2) equals the cCAC without CO2 emission taxation.
CO2 capture cost Another parameter to evaluate the economic proporty of the oxy-combustion technology is the CO2 capture cost (cCCC), the cCCC means the additional economic cost for capturing one ton CO2 emission in a CO2emission control system comparing to the corresponding CO2 emission non-control system with an equivalent net power output, which can be described as:
COE,1 COE,0 COE,1 COE,0 COE,1 COE,0CCC
CO2,1 CO2CO2,1 CO2,0 CO2,1
net,1
c c c c c cc
M rm m mW H
(20)
in which, mCO2is the CO2capture amount for unit power (t/MWh), rCO2 is the CO2capture efficiency.CO2 capture cost is 195.947 ¥/t. The high purity CO2 captured from oxy-combustion plants is also a kind of resource, which could be used for enhancing oil recovery(EOR), at least for early CCUS projects in China. Therefore, if the CO2 sale is considered, the cCOE of oxy-combustion plants could be further reduced and the CO2capture cost will be changed. The cost of electricity ( COEc ) and CO2
capture cost( CCCc ) when consideringthe CO2 sale should be:
COE T net T CO2 CO2 net COE CO2 CO2 COE CO2 CO2 netc C W H C M c W H c c m c M c W H
(21)
COE,1 COE,0CCC CCC CO2
CO2,1
c cc c c
m
(22)
-50 0 50 100 150 200 250 300 350 400100
200
300
400
500
600
700
¥LC
OE
(/M
Wh)
¥CO2Price ( /t)
Conventional Oxy-combustion
0 100 200 300 400
400
600
800
¥LC
OE
(/M
Wh
)
¥CO2Tax ( /t)
Conventional Oxy-combustion
Figure 25 the relationship of LCOE and
CO2 Price
Figure 26 the relationship of LCOE and
CO2 Tax
It could be noticed that the the CO2 capture cost is relating to the CO2 capture amount, and the CO2 sale revenue equals the CO2 capture amount multiplies the unit CO2 sale price (cCO2). From the equation , we can see that the critical cCO2 equals the cCCC without CO2 sale. Figure 25 shows the effects of the cCO2 on the cCOE of conventional plants and oxy-combustion plants. Obviously, the economic characteristics of the oxy-combustion technology will enhance significantly if there are organizations that can purchase the high purity CO2 product. The critical cCO2 (viz. cCCC) making the cCOE of oxy-combustion

plants equivalent to those of conventional plants are 195~200¥/t. It is worth noting that the relative CO2 emission amounts (eCO2,0−eCO2,1) and relative CO2 capture amounts (mCO2,1−mCO2,0) are not equivalent when the oxy-combustion plants are compared with conventional plants, this is because the thermal efficiencies of the oxy-combustion plants increase, and there is also much CO2 emiting from oxy-combustion plants. The non-equivalence between the relative CO2 emission amount and relative CO2 capture amount (the relative CO2 emission amount is generally less than the relative CO2 capture amount) leads to the non-equivalence between the critical TCO2 and the critical cCO2, and the critical TCO2 is generally greater than the critical cCO2. 3.1.8 Sensitivity analysis In this section, a sensitivity analysis of some important parameters in the oxy-combustion plant, such as coal price, ASU cost, ASU power consumption and CO2 capture efficiency, was performed using the 200MW plant model, and the results are shown in Figure 27. The cCOE is most correlated with cF, which is because fuel costs contribute 55.77% of cCOE of oxy-combustion plants. The following parameter isWASU, because the net power outputs of oxy-combustion plants decrease significantly due to the ASUs (power consumptions are 29.82% of total loads). The influences of ASU cost, CPU power consumption, interest rate, loan percentage on the cCOE are also obvious, but the influence of CPU cost on the cCOE is slight, because its cost accounts for only about 2.5% of the static investment cost of the oxy-combustion plants; the cost of electricity is decreased by stretching annual operation hours and operational life of the plant.
-50%-40%-30%-20%-10% 0 10%20%30%40%50%60%70%75.2%400
500
600
700
800
900
¥C
ost o
f el
ectr
icit
y (
/MW
h)
parameter change percent
cF
cASU
WASU
cCPU
WCPU
I p
loan
rCO2
H Y
life
(a) influences of parameters on cCOE
-50%-40%-30%-20%-10% 0 10%20%30%40%50%60%70%75.2%120
140
160
180
200
220
240
260
280
CO
2¥
Cap
ture
Cos
t (/t)
parameter change percent
cF
cASU
WASU
cCPU
WCPU
I p
loan
rCO2
H Y
life
-50%-40%-30%-20%-10% 0 10%20%30%40%50%60%70%75.2%200
300
400
500
600
700
800
CO
2¥
avo
idan
ce c
ost (
/t)
parameter change percent
cF
cASU
WASU
cCPU
WCPU
I p
loan
rCO2
H Y
life
(b)influences of parameters on cCCC(c)influences of parameters on cCAC
Figure 27 Results of the sensitivity analysis

For cCAC and cCCC, the ten parameters considered have similar influence properties on them, and rCO2 influences them most because the rCO2 directly affects unit CO2 capture amounts and unit CO2 emission amounts in oxy-combustion plants. The following parameter isWASU, the influences of coal price, ASU cost, CPU power consumption, interest rate, loan percentage annual operation hours and operational life of the plant on them are also obvious. Similarly, the influences of CPU cost on them are slight. In general, the influence properties of the parameters on these three costs are similar. Through comparing the three pictures, the results show that the influence of WASU on the cCOE of the oxy-combustion plant is less than that of coal price, but the influence of WASU on the cCAC and cCCC are greater than that of coal price, the first reason is because ASU consumes much power, and the other reason is because the influences of coal price on cCOE of conventional plants and oxy-combustion plants are similar. In addition, the influences of SOx and NOx emission taxes, S and N contents in coal on the three costs were also analyzed in the paper, the results show that the influences are slight, so they are not shown in the Figure 27. Tables 23-32 show the detailed results of the parameters influences on cCOE, cCAC and cCCC. The results show that cCOE is most correlated with cF, which is because fuel costs contribute 55.77% of cCOE of oxy-combustion plants. The following parameter isWASU, because the net power outputs of oxy-combustion plants decrease significantly due to the ASUs (power consumptions are 29.82% of total loads). The influences of ASU cost, CPU power consumption, interest rate, loan percentage on the cCOE are also obvious, but the influence of CPU cost on the cCOE is slight, because its cost accounts for only about 2.5% of the static investment cost of the oxy-combustion plants; the cost of electricity is decreased by stretching annual operation hours and operational life of the plant. For cCAC and cCCC, the ten parameters considered have similar influence properties on them, and rCO2 influences them most because the rCO2 directly affects unit CO2 capture amounts and unit CO2 emission amounts in oxy-combustion plants. The following parameter is WASU, the influences of coal price, ASU cost, CPU power consumption, interest rate, loan percentage annual operation hours and operational life of the plant on them are also obvious. Similarly, the influences of CPU cost on them are slight. In general, the influence properties of the parameters on these three costs are similar. Through comparing the three pictures, the results show that the influence of WASU on the cCOE of the oxy-combustion plant is less than that of coal price, but the influence of WASU on the cCAC and cCCC are greater than that of coal price, the first reason is because ASU consumes much power, and the other reason is because the influences of coal price on cCOE of conventional plants and oxy-combustion plants are similar. In addition, the influences of SOx and NOx emission taxes, S and N contents in coal on the three costs were also analyzed and the results show that the influences are slight, so they are not shown in the Figure 27. Tables 24-33 show the detailed results of the parameters influences on cCOE, cCAC and cCCC.
Table 24 Influence of WASU
Change (percent)
WASU
(MW)
cCOE
(¥/MWh)
cCAC
(¥/t)
cCCC
(¥/t) -30% 41.75 590.43 222.11 150.77 -20% 47.71 619.18 258.25 165.83 -10% 53.68 650.89 298.77 180.89 0% 59.64 686.01 344.52 195.95

Table 25 Influence of cF Change
(percent) cF
(RMB/t)
cCOE
(RMB/MWh)
cCAC
(RMB/t)
cCCC
(RMB/t) -50% 340.00 460.97 238.19 135.47 -40% 408.00 505.98 259.45 147.57 -30% 476.00 550.98 280.72 159.66 -20% 544.00 595.99 301.98 171.76 -10% 720.00 641.00 323.25 183.85 0% 800.00 686.01 344.52 195.95 10% 880.00 731.02 365.78 208.04 20% 960.00 776.03 387.05 220.14 30% 1040.00 821.04 408.31 232.23 40% 1120.00 866.05 429.58 244.33 50% 1200.00 911.05 450.84 256.42
Table 26 Influence of cASU
Change
(percent)
CASU
(M¥)
cCOE
(¥/MWh)
cCAC
(¥/t)
cCCC
(¥/t)
-50% 60.00 669.10 323.92 184.24 -40% 72.00 672.48 328.04 186.58 -30% 84.00 675.86 332.16 188.92 -20% 96.00 679.24 336.28 191.26 -10% 108.00 682.63 340.40 193.61 0% 120.00 686.01 344.52 195.95
Table 27 Influence of cCPU
Change (percent)
CCPU
(M¥)
cCOE
(¥/MWh)
cCAC
(¥/t)
cCCC
(¥/t) -30% 15.22 685.02 343.31 195.26 -20% 17.40 685.35 343.71 195.49 -10% 19.57 685.68 344.11 195.72 0% 21.75 686.01 344.52 195.95 10% 23.92 686.34 344.92 196.18 20% 26.09 686.67 345.32 196.40 30% 28.27 687.00 345.72 196.63
Table 28 Influence of WCPU
Change (percent)
WCPU
(MW)
cCOE
(¥/MWh)
cCAC
(¥/t)
cCCC
(¥/t) -30% 12.29 654.80 303.82 182.65 -20% 14.05 664.88 316.89 187.08 -10% 15.80 675.28 330.44 191.51 0% 17.56 686.01 344.52 195.95 10% 19.32 697.09 359.13 200.38 20% 21.07 708.53 374.32 204.81 30% 22.83 720.35 390.13 209.25

Table 29 The influence of I Change
(percent) I cCOE
(¥/MWh)
cCAC
(¥/t)
cCCC
(¥/t) -50% 0.03 664.14 330.91 188.21 -40% 0.04 668.52 333.63 189.76 -30% 0.05 672.89 336.35 191.31 -20% 0.05 677.26 339.07 192.85 -10% 0.06 681.64 341.79 194.40
0 0.0655 686.01 344.52 195.95 10% 0.07 690.38 347.24 197.49 20% 0.08 694.76 349.96 199.04 30% 0.09 699.13 352.68 200.59 40% 0.09 703.50 355.40 202.14 50% 0.10 707.88 358.12 203.68
Table 30 The influence ofploan
Change (percent)
ploan cCOE
(¥/MWh)
cCAC
(¥/t)
cCCC
(¥/t) ‐50% 0.40 664.14 330.91 188.21
‐40% 0.48 668.52 333.63 189.76
‐30% 0.56 672.89 336.35 191.31
‐20% 0.64 677.26 339.07 192.85
‐10% 0.72 681.64 341.79 194.40
0% 0.80 686.01 344.52 195.95
10% 0.88 690.38 347.24 197.49
20% 0.96 694.76 349.96 199.04
Table 31 The influence of rCO2
Change percent rCO2 cCOE
(¥/MWh)
cCAC
(¥/t)
cCCC
(¥/t) ‐30% 0.63 686.01 729.07 279.92
‐20% 0.72 686.01 531.36 244.93
‐10% 0.81 686.01 418.01 217.72
0% 0.90 686.01 344.52 195.95
10% 0.99 686.01 293.00 178.13
Table 32 The influence ofYlife
Change (percent)
Ylife
(year)
cCOE
(¥/MWh)
cCAC
(¥/t)
cCCC
(¥/t) 0 20.00 686.01 344.52 195.95
10% 22.00 673.00 336.42 191.35 20% 24.00 662.16 329.68 187.51 30% 26.00 652.98 323.98 184.27 40% 28.00 645.12 319.09 181.48

Table 33 Influence of H
Change (percent)
H
(h)
cCOE
(¥/MWh)
cCAC
(¥/t)
cCCC
(¥/t) 0 5000.00 686.01 344.52 195.95
10% 5500.00 667.17 333.79 189.85
20% 6000.00 651.48 324.86 184.77
30% 6500.00 638.19 317.30 180.47
40% 7000.00 626.81 310.82 176.78
50% 7500.00 616.94 305.20 173.59
60% 8000.00 608.31 300.29 170.79
70% 8500.00 600.69 295.95 168.33
75.20% 8760.00 597.07 293.89 167.15
Effects of coal samples To analyse the influence of different coal samples on the economic characteristics of the oxy- combustion technology, another three different coal samples were chosen to conduct the similar calculation process in this section, with the ultimate analysis results and lower heating values of these coal samples all listed in Table 34.
Table 34 Ultimate analysis results and lower heating values of other three coal samples
Coal sample
Mad(%) Aad(%) Cad(%) Had(%) Oad(%) Nad(%) Sad(%) Hi (kJ/kg)
Huangshi 6 26.18 59.21 2.56 2.12 0.82 3.11 22310 Datong 9.1 21.94 55.78 3.34 8.11 1.14 0.59 21326 Huangling 7.27 26.48 53.06 2.88 8.79 0.81 0.71 20890 For a 200MW plant, the cCOE, cCAC and cCCC results corresponding to the four coal samples are listed in Table 35. The results suggest that the influence of different coal samples on the economic characteristics of the oxy- combustion technology is not obvious.
Table 35 cCOE, cCAC and cCCC results corresponding to the four coal samples
Coal cCOE (¥/MWh) cCAC (¥/t) cCCC (¥/t) Conventional(FGD,
SCR) Oxy-
combustion(LIFAC)
Shenhua 403.01 686.011 344.515 195.947
Huangshi 401.86 682.700 342.367 194.726
Datong 403.09 685.718 349.601 198.840
Huangling 402.92 683.703 357.658 203.423
Shenhua 403.01 686.011 344.515 195.947 Effects of plant capacity Previously, the capacity of plant is set as 200MW. With the development of oxy-combustion technology, the plant capacity would be improved step by step. Based on the method described above, 300MW, 600MW and 1000MW oxy-combustion plants were caculated. It should be noted that in reality oxycombustion would be deployed on advanced coal fired power plants with supercritical or ulltra-supercritical steam conditions, of at least 600Mwe capacity.

Table 36 The influence of plant capacity Capacity cCOE (¥/MWh) cCAC (¥/t) cCCC (¥/t)
Conventional(FGD, SCR)
Oxy-combustion(LIFAC)
200MW 403.01 686.01 344.52 195.95 300MW 400.16 569.83 203.17 141.52 600MW 362.29 511.30 189.18 133.70 1000MW 322.03 446.91 173.89 125.99
Table 36 lists the cCOE, cCCC and cCAC of 200MW, 300MW, 600MW and 1000MW power plant. The cost of the plant decreased with the improvement of the plant capacity. The deviations of the cost of conventional power plant and oxy-combustion power plant are also decreased with the improvement. Effects of pattern of lending According to “National Development and Reform Commission and Ministry of Finance document on the loan from the Asian Development Bank 2013-2015, the term of repayment of the loan from ADB is generally 25 years, including 5 years for grace period. The annual interest of ADB is 1.0% (long period interest of domestic banks is 6.55%). Supposing that loan proportion from ADB is 100%, the results are listed in Table 37.
Table 37 The influence of financial resources Financial resources
cCOE (¥/MWh) cCAC (¥/t)
cCCC (¥/t) Conventional(FGD,
SCR) Conventional(FGD,
SCR) Domestic
banks 403.01 686.011 344.515 195.947
ADB
388.25 655.84 325.75 185.27
3.1.9 Conclusions The results from this techno-economic evaluation of retrofitting a 200MW coal-fired power plant with oxy-combustion indicate that the electricity cost of a 200MW oxy-combustion plant (with LIFAC de-sulphurization device) is 686RMB/MWh, which is 1.7 times that of the corresponding conventional plant (equipped with the limestone-gypsum desulfurization sys-tem and SCR denitrification system); its static investment cost is 1.22 times that of the corresponding conventional plant; its net power output is 0.60 times that of the corresponding conventional plant. The increase in the static investment cost is mainly because of the high commercial price of ASU, and the significant decrease of the net power output, mainly because of the high power consumption of the ASU and CPU systems. Sensitivity analysis shows that coal price, ASU power consumption and CO2 capture efficiency are the three parameters that most influence the economic performance of the oxy-combustion technology. The influence of the coal type on the economic performance of the oxy- combustion technology is not obvious. Most importantly, with the increase of the plant capacity, the economic characteristics increase significantly because of the decrease in the unit investment cost and the increase in the systems thermal efficiency. This suggests that the deployment of oxycombustion technology at a scale in line with NDRC requirements of at least 600MWe capacity would appear to have considerable promise. However, until a 200 MW demonstration plant is built and operated, it will not be possible to accurately determine

the advantages nor will it be possible to determine a meaningful operating window for the technology. 3.2 Financing prospects and managing risks
For WP2.3 the study aims to understand (1) financing options, (2) issues in risk management and (3) flexibilities and option value in developing large-scale oxyfuel CO2 capture projects. 3.2.1 Critical technical issues linked with financial and operational decisions Oxygen production is the most significant cost component in an oxyfuel project (Simmonds and Walker, 2005b; Rezvani et al, 2007) and the ASU alone could be equal to more than 30% of the total capital cost of an oxyfuel power plant. Although a number of novel air separation processes are under development, such as chemical looping, ion transport membrane and ceramic membrane (Simmonds and Walker, 2005b), currently the only economically viable and proven technology is cryogenic distillation. The design of an ASU and the selection of a cycle in cryogenic distillation need to take into account efficiency, capital cost and safety issues (Higginbotham et al, 2011). The consideration for investors would be whether to invest ‘additional capital’ for ‘higher efficiency’, which would lead to increase in the net power output from the oxyfuel power plant, thereby lowering the operational cost of CO2 capture. The purity of the oxygen product is an important economic and technical consideration in the design of an oxyfuel CO2 capture power plant. The separation energy requirement (electricity consumption) would be less for low purity oxygen than high purity oxygen, while 95% is sufficient for oxyfuel power plants (Xiong et al, 2011). Adding an intercooling waste energy recovery system would significantly reduce the energy penalty but increase capital cost (Kakaras et al, 2007; Romeo et al, 2011). Borgert and Rubin (2013) analysis suggested an optimal purity would be around 95 - 96% for large-scale oxyfuel CO2 capture power plant. Their results found that the effect of oxidant purity on the mitigation cost is more significant for expensive coal. However, because of the high value of argon, most existing small and medium size air separation plants in the world produce relatively high purity oxygen (i.e. above 97%). Investors also need to consider the trade-off between the design of the separation cycle, with machinery cost, implied boiler design requirements and flexibility (i.e. cope with rapid load change).
Figure 28 Estimated effect of oxidant purity on avoidance cost (Borgert and Rubin, 2013)

Table 38 Summary of previous cost estimates for 500MW oxyfuel combustion CO2 capture power plant
One potential disadvantage of oxyfuel CO2 capture technology is the possible high level of impurities in the captured CO2 stream, such as N2 and O2, and it might be cost effective to remove these as mentioned earlier. It would be a risk that needs to be considered and managed by operators and investors of oxyfuel CCS projects, and to meet the essential regulatory requirements (Wall and Stanger, 2009). Increasing restrictions on CO2 exit purity will translate directly to slightly higher avoidance costs, as illustrated in Figure 28 (Borgert and Rubin, 2013). Because the lower critical temperatures and non-condensable characteristics under CO2 storage conditions, the presence of impurities could cause an increase of the molar volume that leads to taking up a larger geological storage space than pure CO2 at the same temperature and pressure (Wang et al, 2012). NETL (2012: 4-5) recommends a CO2 stream composition for transportation and storage. If a strict regulation is imposed, there may be a significant cost in reducing impurities to a higher level. In addition, Flue Gas Recycle (FGR) ratio (Simmonds and Walker, 2005a), condenser design and optimisation (Takami et al, 2009) may also largely influence the economic operation of Oxyfuel CO2 Capture power plants. Table 38 illustrates the cost estimates for a large-scale
Studies (Rubin et al, 2007) (Rezvani et al, 2007) (Bouillon et al, 2009)
Location Assumption US Europe Europe Europe
Plant Type 500MW
Supercritical
500MW
Subcritical
500MW
Supercritical
512MW Supercritical
Coal Type Pittsburgh No.8
Coal
unknown Bituminous unknown
Price Date 2002 Constant
Price
unknown unknown
Cost of Capital 14.8% capital
charge
8% discount
rate
8% discount
rate
8% discount rate
Capital Cost US$2417/kW €1667/kW €1610/kW €1536/kW
ASU 32% 29% 26% 28%
PC
Boiler/Turbine/Generator
53% 53% 59% 57%
FGD, SCR and
Condensing
5% 6% 5%
15%
CO2 Distillation 7%
12%
11% CO2 Compression 3%
O&M Cost US$24.4/MWh
Fuel Price $1/GJ €1.6/GJ €1.6/GJ €1.5/GJ
Estimated Cost of Electricity US$78.9/MWh €48/MWh €52/MWh €67/MWh
Estimated Cost of CO2 Avoidance n/a €19/tCO2 €18/tCO2 €46/tCO2

oxyfuel CO2 capture project. A study by Rubin et al (2007) estimated the learning rate for capital cost of oxyfuel plants is 2.8% (i.e. the capital cost of oxyfuel plants would be reduced by 2.8% for every doubling of cumulative oxyfuel installed capacity in the world), while the learning rate for the cost of electricity is 3%. 3.2.2 Financing options Developing a large-scale oxyfuel CO2 capture power plant has a high marginal cost (e.g. 70% higher) compared to a conventional power plant, but currently there is neither a premium tariff scheme nor a carbon support scheme to bridge the financial gap in China. Besides conventional equity investment from shareholders and loans from commercial banks, developing early large-scale commercial oxyfuel projects in China therefore may require a combination of financial strategies to improve the financial prospect, such as (1) carbon market, (2) support by foreign governments, (3) support by Chinese national and/or regional governments, (4) grants and loans from domestic and/or multilateral development banks, (5) equity investment and loans from venture capital, and (6) special funds for supporting CCS industrial project developments. In the absence of a strong carbon price signal from the carbon market, options (2) to (6) are important means to finance large-scale oxyfuel demonstration projects. Building on the existing studies, potential mechanisms for co-financing a CCS project in China are outlined and discussed below. However, it is stressed that there is not yet any single mechanism available for triggering the final investment decision of an oxyfuel CCUS project. Consequently, a portfolio of financing options with operational and investment strategies could need to be applied to ease the financing of large-scale CCS projects in China. 3.2.3 Private financing mechanisms Private financing is defined as capital provided by commercial players, including equity investment provided by energy companies, venture capital, loans provided by energy companies, commercial banks. A higher investment return is the most important investment driver in the private sector. Drivers for developing CCS projects may also link with corporate technology and environment strategies (Bowen, 2011), such as the early-mover advantages and social responsibility. Own equity from energy companies To understand the drivers behind the five existing pilot projects in China, the 2009 NZEC stakeholder consultation interviewed key project developers from TPRI (Thermal Power Research Institute), Shenhua Group and Yuanda Environment (Reiner and Liang, 2009). That study found the primary driver behind these projects is the corporate technology strategy (i.e. potential large-scale deployment of CCS). Most large Chinese energy companies have vertically integrated structures which normally includes a R&D and engineering design institute. The interests of these institutes may influence the corporate strategy of the energy giants in China. Loan from commercial banks Given the significant risks involved in CCUS demonstration projects, it would be hard for commercial banks to provide a significant proportion of debt financing. In a study by Reiner and Liang (2009), when commercial bankers were asked about the desired debt/equity mix for capture facilities in a power plant, commercial bank officials were reluctant to invest in any large-scale CCS projects. Commercial bank stakeholders didn’t anticipate being major players in providing loans, and, on average, they suggested that 25% or less of the debt financing would be provided by them. In the Chinese policy context, large state-owned

commercial banks may finance green investment for projects invested by large energy companies through out of balance sheet financing, but this requires further analysis. Venture capital and smaller investors Venture capital (VC) could be another source of finance to support the equity investment in CCS (Burtis, 2010). VC funds would normally provide US$1 to US$20 million for start-up companies in exchange for a substantial equity share. Although VC has supported CCS initiatives in US, Canada, EU and UK for various technologies, to date, VC has not been used to support CCS ventures in China (Burtis, 2010). In a CCS project finance context, a commercial prototype demonstration 200MW oxyfuel CCS power plant in China could require some CNY 200 million in capital investment for Air Separation Unit (ASU) and CO2 Purification Unit (CPU) and the high investment requirement may imply that any VC will be able to contribute a relatively small to moderate proportion of this. Perhaps more importantly, it is not sensible for a VC to invest in oxyfuel power plant without a clear exit strategy, for example, leveraged by future market potential.
Table 39 Contribution of technology vendors in financing existing CCS pilot projects
Project Name Scale
(MWe)
Final Investment
Decision Year
Power Station
Vendor
Air Separation
Unit / CO2
Compression
Vendor
Percentage of
Investment
Contributed by
Vendors
Vattenfall
Schwarze
Pumpe
(Germany)
10 TBC Alstom (design,
burner); Doosan
Babcock and
Hitachi (testing rig)
LINDE TBC
Jupiter Pearl
(US)
22 TBC Jupiter Oxygen NETL TBC
HUST (China) TBC TBC TBC TBC TBC
Callide
(Australia)
30 TBC IHI Air Liquide TBC
CIUDEN 17 TBC Alstom Foster Wheeler TBC
Financial support by vendors A large number of existing large oxyfuel pilot power projects was co-invested by technology vendors, such as Alstom, Doosan Babcock, and Foster Wheeler, as illustrated in Table 39 (Wall, 2009). Vendor financing could be an important mechanism to support large-scale oxyfuel CO2 capture demonstration project. 3.2.4 Public financing mechanisms Because private finance may not be able to fully support large CCS demonstration projects, public support would play an important role in developing and financing early and large-scale CCS projects. The NZEC study by Reiner and Liang (2009) outlines six potential sources of public finance for early CCS demonstration projects: the Chinese national government, Chinese local governments, foreign governments, domestic development banks, multilateral development banks, and special energy funds including energy charities and foundations.

Grant from Chinese national government Increasing R&D and demonstration funding for oxyfuel technologies are considered as a momentum driver for a large reduction of the energy penalty (Jenni et al, 2013), while research funding is considered as a more effective approach than carbon pricing. In China, the NDRC, Ministry of Environment Protection (MOEP) and Ministry of Science and Technology (MOST) are key national government ministries in regulating and financing CCS. However, although CCUS demonstration was encouraged by the NDRC in April 2013, no explicit financing support mechanism has been introduced (NDRC, 2013). Provincial and municipal governments Local governments may play a more important role than the national government in financing CCS projects. Ten provinces and cities in China have been recognised by NDRC to pilot low carbon zones (NDRC, 2010). Some developed municipalities have significant budgets for infrastructure investment and scientific development. However, the financial support from local government (provincial or municipal) to CCUS would be uncertain. Grant from foreign governments From a climate policy perspective, a number of countries have recognised the importance of developing CCS in China and prioritise CCS in bilateral and multi-lateral scientific and industrial project collaborations. There are a number of international CCS initiatives that may potentially provide support for a full-scale CCS project, drawing on earlier rounds of cooperation through the EU-China NZEC project, Global Carbon Capture and Storage Institute, and the Australia-China joint study for a commercial scale CCS project. These initiatives may provide a limited but still significant source of funding for a large-scale CCS demonstration in China. The disadvantage is the possible long lead times to reach some form of contractual agreement. Multilateral development banks Multilateral development banks could be a major source of finance for developing early CCS projects in China. For example, the Asian Development Bank (ADB) has already provided a 26-year loan of US$135 million (6-year grace period, at LIBOR + 0.6%) to support 32% of the capital investment for Phase 1 of the GreenGen IGCC project in Tianjin (ADB, 2010). In addition, they provided a US$5 million grant for Phase 1 and US$1.2 million in technical assistance support for Phases 2 and 3 of the project (Bhargava, 2010). Raising long-term loans from foreign banks would impose a lower burden if, as many expect, the Chinese currency appreciates over the long term. A number of multilateral funding bodies exist, which could support the development of CCUS projects, such as the Global CCS Institute, the World Bank CCS Capacity Building Fund, the ADB CCS Fund and UNFCCC Strategic Climate Fund (Hart and Liu, 2010). Most of these programmes would, however, only support a small fraction of the capital investment needed. More ambitious would be a multilateral scheme that would support the deployment of CCS (Liu and Liang, 2011). In 2011, at the Abu Dhabi Clean Energy Ministerial meeting, the Carbon Capture, Use and Storage Action Group (CCUS AG) formulated a report with 8 recommendations, which suggested multilateral banks and institutes should consolidate US$5 billion for the ‘extra’ CCS costs of construction and operation of demonstration projects in developing countries (GCCSI, 2013). In addition, CCS project developers could consider applying for co-funding from wider clean energy / climate change related financing vehicles, such as the Strategic Climate Fund (SCF) and Global Environmental Fund (GEF) under the UNFCCC or the Carbon Partnership Facilities (Almendra et al, 2011).

Clean Development Mechanism (CDM) The CDM is a possible but currently not attractive opportunity for financing CCUS due to the collapse of the carbon price in EU. The CDM is the Kyoto Protocol’s flexible mechanism designed to allow projects in non-Annex I countries (i.e. most developing countries) that reduce greenhouse gas emissions to generate certified emissions reduction units (CERs). CCS was formally recognised as a potential emission reduction measure in the CDM at COP16 in Cancun in 2010 (Decision 7/CMP.6) and the modalities and procedures for including CCS projects in the CDM were endorsed at COP17 in Durban in 2011 (FCCC/KP/CMP/2011/L.4). To successfully register any CDM project, a project must demonstrate ‘additionality’, i.e. that emissions reductions are additional to what would have occurred otherwise. Permanently storing CO2 in a depleted oil field or saline formation provides no benefit other than reducing carbon emissions, thus it should be relatively straightforward to claim credit under the CDM. However, even though there was progress in approving CCS projects in CDM, given the complexity of the methodology, most investors would prefer not to apply for CDM. Chinese carbon market Hubei, Guangdong and five other provinces and cities are piloting the emission trading scheme, so the Chinese carbon market could be a potential driver for CCUS projects, subject to the level of carbon price. Of the seven carbon markets in China, Guangdong Province started auctioning a fraction of its carbon allowance. The income from auctioning CO2 remain relatively minor for a commercial scale oxyfuel project (i.e. at a few hundred million ¥ per year level), but it has potential to grow in the future. The NDRC aims to establish a national carbon market by 2016, the successful launch of which would be beneficial for the Shenhua Guohua Shenmu oxyfuel project. 3.2.5 Other CCS financing options Emission performance standard Apart from market based mechanisms, the carbon emission performance standard is a potential driver for financing this oxyfuel CCS project. With a carbon emission performance standard for new power plants, investors would have to trade off different lower carbon options. For example, with a 450kg/kWh emission performance standard, investors can develop either coal with CCS, natural gas generation, renewable power or nuclear power. Therefore the advantage of oxyfuel CCS would depend on its cost competitiveness. To date, China has not yet adopted any carbon emission performance standard for new coal-fired power plants; however, the central government has set a policy to restrict the construction of new coal-fired power plants in Beijing-Tianjin-Hebei, Yangtze River Delta and Pearl River Delta (NEA, 2013). The restriction of building new conventional coal-fired power plant in such regions provides an implicit support for demonstrating a near zero emission CCS project. Enhanced oil recovery (EOR) The captured CO2 could be injected into nearly depleted oil fields to increase oil production. More than half of the crude oil consumed in China has to be imported and that figure is steadily increasing. Utilising CO2 captured from coal-fired power plants to increase domestic oil production not only provides economic benefit but also addresses Chinese concerns over oil dependency. Here, China has the advantage (from an EOR perspective) of having a number of older onshore oilfields suitable for EOR. However, EOR cannot reliably be the only mechanism for financing a large-scale CCS power plant. The demand for CO2 for EOR will vary over time but the lifetime of a coal-fired power plant is 25 to 30 years or longer during which it will supply CO2 at a roughly constant rate. The marginal cost of capturing

CO2 could be much lower for processes such as gas conversion and hydrogen production, so oil companies may not want to pay a premium price for higher cost CO2 from, say, an oxyfuel coal-fired power plant. A long-term contract therefore would need to be signed between CO2 producers (power plants) and consumers (oil companies) to secure the price and demand, which does not seem a sustainable solution for financing CCS except in very specific cases. Premium electricity tariff The Chinese on-grid electricity tariff is set according to the principle of ‘cost plus reasonable profit’. The NDRC formulates the benchmark electricity price for each province, and the energy department of each province has flexibility in determining the tariff of every thermal power plant within its territory. For example, the current on-grid tariff for gas power plants in Guangdong is above RMB550/MWh and it is likely to rise significantly when a low cost Australian LNG contract expires in the near future. Many of these gas power plants are operating as base load. Because coal-fired CCS power plants can also significantly reduce the conventional pollutants, providing a gas or nuclear on-grid tariff to finance a CCS power plant could be a politically viable approach Plant operational and investment flexibilities Building a CCS power plant with pre-designed flexibilities may enhance the value of the investment, or in other words, reduce the on-grid tariff needed to finance the project. An oxyfuel CCS power plant can be designed to be flexible in relation to operations and investment, such as storing oxygen at peak demand periods. Concerning operations, in theory, the energy penalty for capturing CO2 could be used as peak-load generation capacity, e.g. through the storage of electricity or by-pass CO2 capture. 3.2.6 Assessing the option value of retrofitting a 200MW power plant for oxyfuel CO2
capture This part of the analysis investigates the option value of retrofitting a 200MW oxyfuel CO2 capture power plant to a 220MW coal-fired power plant (as presented in WP2.1 and WP2.2). The initial retrofit option value is the theoretical financial value for pre-investment (oxyfuel CO2 capture ready) to keep the oxyfuel CO2 capture retrofit option open. The study assumes that a carbon price (either carbon tax or carbon allowance market) is the only driver for the oxyfuel CO2 capture retrofit decision and there are no other operational or investment options in the decision making process. The economics of retrofitting flexibility in a coal-fired power plant is a real option problem (Liang et al, 2009), because a deterministic net present value may fail to capture the option value of retrofitting involved in the sequential decision-making at each year. Therefore, building on previous studies on the economics of CO2 capture ready and retrofit cost assessment, a real option approach (ROA) has been used to value the retrofitting option. From the perspective of a project investor, the value and the exercising strategy of a retrofitting option on the coal-fired power plant has been investigated. Uncertainties are drivers of the option value. A stochastic cost cash flow model has been built, which uses option value at each time-step (i.e. year) as the criterion to justify the decision of retrofitting. The ROA decision-making framework is a complex model with Bermuda style claims (i.e. options could be exercised the end of each year from now to any expiry date). This requires a backward looking algorithm to find the optimal exercise boundary. A least square regression method with Monte-Carlo simulation has been used to estimate the option value.

In each operating year, there are options to retrofit an unabated coal-fired power plant with CO2 capture technology. The retrofit decisions would be driven by a number of factors: electricity price (PEt), carbon price (PAt), the expected benefit of retrofit in the present value at year t ( , , the retrofit cost at year t ( , , and is the risk free discount factor (at 3% in this case). Assuming the retrofit will take one year, the value of retrofit option at year t , could be evaluated by the following Bellman equation:
, , , , ,
At year t, the remaining retrofit option value is , assuming the plant’s life time is N, the terminate value 0 . The initial retrofit option value of an unabated coal-fired could be estimated as i.e. the value of making a plant retrofitable at year 0 is equal to the value of retrofit option
, The expected benefit of retrofit ( , is equal to the financial impact of retrofit affected by electricity output penalty cost, transportation and storage cost and the CO2 allowance benefit.
, is the net output capacity after retrofit at year i, is the initial plant capacity (i.e. 188.7MW), is annual utilisation hours (assumed to be constant at 5000). The emission factor after retrofit is , , the emission factor before retrofit is . is the total amount of CO2 captured at year i, is the cost for storage and transportation at year i. is the commercial discount factor (assumed to be 8%) while is the total lifetime of the power plant (i.e. 20).
, ∑ , ∙ ∙ , ∙ , ∙ ∙ ∙
The investment decision of CCR depends on the retrofit option value difference between with CCR and without CCR scenarios at year 0 (V0) and the required investment for CCS ready (I ccr) to make a plant retrofitable. Thus,
Invest, if Notably, some power plants may be retrofitable in the absence of CCR investment. In that case, only very minor design modification may be required. A real option analysis was conducted based on techno-economic assumptions given in WP2.1 and WP2.2. The electricity output penalty with CO2 capture is 72.7MW. The wholesale electricity tariff is assumed at RMB400 in 2015 (following a GBM-MR process, with a 1% drift factor, a 20% mean reverting ratio). When the carbon price is assumed to be RMB 150 / tonne CO2 (following a GBM-MR process, with a 6% drift factor, a 10% mean reverting ratio) in 2015 and the transportation cost is assumed to be RMB60 / tonne CO2 captured, the retrofit option value is RMB 119 million (payoff illustrated in Figure 29). Because the coal input is the same after retrofitting to capture, the coal price has no impact on this decision. Thus, if the carbon and electricity price and technical assumptions are valid, it is commercially viable to invest up to 119 million RMB to ensure the base power plant to be retrofittable for oxyfuel CO2 capture. There is approximately 40% of financially viable probability in retrofit, primarily distributed across 2019 to 2030 (Figure 30 and Figure 31).

Figure 29 Estimated payoff distribution of retrofit option (10,000 trials)
Figure 30 Simulated probability distribution of retrofit decision in the 200MW oxyfuel project’s lifetime (2016 – 2035) (10,000 trials)

Figure 31 Simulated cumulative retrofit probability in in the 200MW oxyfuel project’s lifetime (2016 – 2035) (10,000 trials)
The next step of analysis should take into account the option value of technology learning (Riahi et al, 2003). 3.2.7 Risk management for oxyfuel CCUS project Background Risk management is an integral component of a large-scale CCS project development. This part of the report aims to inform Shenhua Guohua, the developers of oxyfuel CCS projects, of the impact of risks on the design of large-scale oxyfuel capture with CO2 geological storage. It follows industry standard principles to formulate a risk register for the detailed feasibility study and the project design. It also suggests risk mitigation and transfer approaches for major risks.
Figure 32 Major risks categories in integrated CCS projects (ClimateWise, 2012)
A number of studies have analysed stakeholders’ perceptions on developing CCS technologies (e.g. Shackley et al, 2009; Johnsson et al, 2010), but very little research has investigated the risk perceptions of a future mature CCS industry (Polson et al, 2012). Figure

32 illustrates a summary of the risk categories identified through the entire CCS process. It is worth noting that these risks sit in a wider business context for CCS project developers, which introduces further risks. For example, the chance that there is a mismatch between the future revenues from operating a CCS store and the costs involved is a commercial risk for CCS project developers. As illustrated in Table 40, a number of past studies have examined the incremental risks in the oxyfuel CO2 capture process, e.g. the air-leakage issues in the combustion process, the CO2 purification requirement in the flue gas, and the health and safety issue associated with the large-scale air separation unit. Therefore, this study built on past analysis and Shenhua Guohua 200MW oxyfuel power plant to develop a risk registration and management model. The aim of risk assessment and management is to provide the project developer transparency in risk exposures and potential hazards of oxyfuel CCS project, and provide a consistent risk reporting across the chain of this oxyfuel CCS project. The section will cover four specific areas: Overview of the risk assessment methodology List of major risks in oxyfuel CCS project Mitigation strategies for major project risks Risk transfer mechanisms for major project risks Table 40 Perceived incremental risk exposures specific to oxyfuel technology (Building
on studies by Jordal et al, 2005; Wall, 2009: 20; Preusche et al, 2011; Perrin et al, 2013) Risk Exposure (s) Potential Trigger Impact Technical Solutions
or Mitigation Measures
Technology Performance
Air in-leakage in the combustion process
Reduce the efficiency of the process
Identify and localise air leakage
Change in Law and Regulation
regulation for CO2
gas quality becomes
strict
Increase costs and
energy penalty
Reserve space for
further purification
Capture Health and Safety
ASU Explosion Injury; Capital Loss Insurance Policy; Improve oxygen management measures
Energy and Carbon Prices
Change of energy market (e.g. demand from base-load to peak-load)
Reduce efficiency; fail to meet the market demand
Design the plant to meet a rapid load change environment and store energy
Methodology in developing the risk register and response strategies The risk assessment approach follows the Risk Management Principles and Concepts formulated by HM Treasury (2004) in The Orange Book. The risk register captures three impacts: Cost Impact, Schedule Impact, and Reputation Impact assigned by a single value of probability. The scoring of each risk is on a nine point scale, based on the likelihood and the probability. Building on the experiences of the UK Longanet FEED study (SPCCSC, 2011a), the risk register for the Shenhua Guohua 200MW oxyfuel CCS demonstration project was further developed to include additional information on the following four aspects: (a) project

phase; (b) project milestones; (c) whether risk is likely mitigated building on the risk solutions suggested in the current ADB study; (d) whether risk is a demonstration risk. In addition, the study also classifies risks in 5 broad categories based on the classification by the Global Association of Risk Professionals (GARP, 2009), including market risk, credit risk, operational risk, liquidity risk, legal and regulatory risk. The study also differentiates risks that are generic to conventional power plant and those risks that are distinct to CCS demonstration projects. All risks are also classified as either parent risk or child risk, and the discussion in this report would focus on assessing the impact of top parent risks. The study developed the risk response strategies through the following five themes (as illustrated in Table 41). Table 41 Risk response strategies applied in project risk analysis (HM Treasury, 2004) Risk Responses Strategies Definition Tolerate The exposure is tolerable without any further
action being taken Treat Active control is taken to constrain the risk to
an acceptable level Transfer Transfer the risk to third party through
insurance, financial mechanisms or other contractual arrangements
Terminate The risk is only acceptable by terminating the activity
Take the Opportunity It is an option approach to keep risk response strategies open
Risk analysis and mitigation strategies The top 20 risks are listed in Table 42 while the detailed risk register is illustrated in Annex B. The five highest scoring demonstration risks specific to oxyfuel CCS are: Insufficient project financial support (Market, Policy & Regulatory Risks) Fail to integrate the system or one part of the chain fails (Operational Risk) Retrofitted plant degrades faster than expectation (Operational Risk) Technology scale-up failure (Operational Risk) Public opposition on pipeline construction (Policy & Regulatory Risk) Of the top 20, financial risk (No.1), system integration risk (No.2), public perception (No.5), capital overrun (No. 7), financial incentive change risk (No.8), project authorisation risk (No. 10) and pipeline route ground condition risk (No. 17) could severely delay the development of the project. These factors should be fully addressed at the feasibility stage. On the other hand, the CO2 standard risk (No. 6), injectivity risk (No. 9), oxy-combustion air-leakage (risk), CO2 storage leakage risk (No. 14), part-load operation risk (No.15), pipeline damage risk (No. 16), explosion risk (No.18), and impurity risk (No.20) could largely impact the operation and reliability of the project. The design of control system and training should address the above major risk exposures threating the operational process. Notably, there is not yet a carbon market (referring to Risk No. 13) established in Inner Mongolia province, but the NDRC is planning to establish a national carbon market by 2015. The carbon pricing scheme (i.e. carbon trading, carbon tax) could significantly affect the development and operation of the project. The mitigation strategies of these high scoring risks are considered below.

Insufficient financial support secured in time: The ADB funded project team identified the financial requirement for implementing a full chain oxyfuel CCS project in Guohua power plant at Shenmu. So far, there is no explicit financial incentive that has been secured for the project (e.g. feed-in-tariff or carbon price support). The absence of sufficient financial support could severely delay the financial investment decision (FID) and the construction process. It could cause the loss of major technical experts in developing oxyfuel CCS projects and increase the financing risk at a later stage. Insufficient financial support at the operational stage could trigger a suspension of operation of the project. Government is well positioned in managing the financial risk, while developer and operators are in place in managing the capital and operational cost. Shenhua Guohua Power and the HUST team have experience in securing public financial support for demonstrating new technologies. Developers should also apply a staged approach to manage the financing challenges of the project, to secure the required financial support for capital investment, operation and decommissioning costs. In addition, developers should also consider the risks of retaining keep technical staff during the financial uncertain stage. Fail to integrate the system or one part of the chain fails: The complexity of a CCS value chain poses challenges to the operational reliability of an integrated CCS project. Each link in the chain will be operated by a different entity (e.g. utility, oil and gas company and pipeline operator). Each part along the chain could have significantly different risk appetites. CCS project joint-venture (JV) faced by the risk of losing revenue and suspending operation because of failure in part of the CCS supply chain. For example, the potential impact of a permanent CO2 injection failure or a major CO2 leakage could be catastrophe for the CO2 capture JV and CO2 transportation JV at the project operational stage. One possible risk mitigation mechanism is to establish an integrated CCS network (i.e. multiple sources connected with multiple sinks through multiple pipeline routes), such as the Central North Sea CO2 Cluster plan for 2030 and 2050 in the Northwest of Europe. However, it is not likely to happen in the early stage of CCS development, especially in this case, when the first commercial scale oxyfuel CCS project is demonstrated in China. An effective coordination and communication mechanisms among project JVs through contracts and staff links could mitigate the chain risk. Establish a regular stress testing for the whole chain would be beneficial. Another potential solution in the Chinese context is to enable one single state-owned company to coordinate and operate the whole chain: capture, transport and storage and take the full responsibility.

Table 42 Top 20 risks specific to Guohua Shenmu 200MW oxyfuel CCS project Risk No.
Chain Risk Description Consequence Risk Category
Risk Score
Risk Response Strategy
1 System Insufficient financial support secured in time Delay the final investment decision, construction or suspend the operation,
loss of staff Market, Policy and
Regulatory Risk 21 Take the
Opportunity
2 System Fail to integrate the system or one part of the chain fails Reduce project profitability; suspend full chain operation Operational 18 Treat
3 Capture Retrofitted plant degrades faster than expectation forced outage; shorter lifetime Operational 18 Treat
4 Capture Technology Scale-up Failure Reduce efficiency and reliability Operational 16 Treat & Transfer
5 Transport
ation Public opposition on pipeline construction Delay project construction; abandon project Policy and Regulatory Risk
14 Treat
6 Transport
ation Pipeline & Compressor not comply with future CO2 design
specification (such as impurities) Increase cost and delay the design
Operational, Policy & Regulation 14
Treat
7 System Capital Cost overruns Significantly reduce the financial viability of the project Market, Operational 14
Treat & Tolerance
8 System Withdraw of committed financial support due to changing political
interests at provincial or national level Delay or stop the development or operation of the project Policy and Regulatory Risk
14 Tolerate
9 Storage Injectivity reduces over time Increase cost; possibly increase CO2 emissions Operational
14
Treat
10 System NDRC or provincial DRC doesn't authorise the project in time Delay the final investment decision and construction Policy and Regulatory Risk 12 Tolerate
11 Capture Air Leakage in the combustion process Reduce plant efficiency and increase capture cost Operational Risk 10 Treat
12 Capture Coal price increases dramatically increases the operational cost; reduce the profitability Market Risk 10 Transfer
13 System Carbon pricing support mechanism fails Reduce financial viability and Suspend the operation Market Risk 9 Treat
14 Storage CO2 leakage or migrant from storage complex Suspend the operation of the project Operational 9 Treat & Transfer
15 Capture Part load operation due to electricity market constraint Fail to capture CO2 at the design condition; cause compressor failure due to
low-temperature caused by phase change Operational
9 Treat
16 Transport
ation Damage of pipeline due to corrosion or internal coating failure CO2 leakage causes health and safety issue, interruption of project Operational
8 Treat
17 Transport
ation Unidentified ground conditions along the CO2pipeline route Increase the cost of developing pipeline; delay the construction Operational
8 Treat
18 Capture Explosion of ASU and boiler due to higher oxygen content Injury; Capital Loss Operational 8 Treat
19 System Major Health and Safety Accident due to insufficient knowledge of
handling CO2 damage the plant; interruption of operation Operational
7 Treat
20 Transport
ation Impurities in the captured CO2 stream Fail to meet technical and regulatory requirement
Operational, Policy & Regulation 6
Treat

Retrofitted plant degrades faster than expectation: The benefits of utilising existing plant, according to the study for the Longanet project (SPCCSC, 2011a) could significantly outweigh the construction of new plant, given it saves huge costs in the new construction and civil engineering works, substantial amount time for a part of the project authorisation process, but the project team should actively manage the degrading risk of elder facilities at the original plant. Part of the existing plants and facilities may have relatively short remaining mechanical life. It could impair the efficiency, reliability and availability of the oxyfuel project. The retrofit of the existing plant with oxyfuel boilers, air separation unit, flue gas purification and compression unit would require a detail and independent study on what existing assets in the Guohua Shenmu power project can be reused or cannot be reused. Unlike post-combustion capture, the operation of oxyfuel CO2 capture project would be integrated into the existing plant. Therefore, it requires both physical and management tie-ins to eliminate the risk of integrating the existing plant with new facilities. An independent survey on the reuse potential of existing facilities should be conducted to eliminate the risk of fast degradation. Given the complexity, high value and strict health and safety requirements of an oxyfuel CCS project, a higher availability ratio should be adopted in evaluating the reuse potential of existing plant assets. Technology scale-up failure: The technology to capture CO2 from oxyfuel plants has been tested at various locations worldwide, such as the 30MW Vatternfall/Alstom Schwarze Pump power project in Germany. The intended large-scale demonstration in China and those in USA and UK represent the next key step towards deployment at commercial scale. In addition, so far there is minimal experience of demonstrating at the 1Mt/year level CO2
capture from power plants, transportation, storage and monitoring, although the SaskPower Boundary Dam project in Canada is now underway. Any failure in scaling up a component of the oxyfuel technology could lead to delay, capital cost increase (re-design or re-order) during the construction phase. An incorrect configuration at scale up could also cause reliability damage and efficiency reduction and operating cost increase during the operation phase. The mitigation strategy for technology scale-up failure includes encouraging significant additional R&D effort by major technology/equipment suppliers (e.g. the Dongfang boilers and the potential ASU suppliers); training staff on CO2 behaviour for transportation and storage; requiring a third party to verify individual equipment and the whole process; and establishing equipment performance warrantee contractual arrangements. Public perception: Public perception has become a critical factor in any large infrastructure development in China. There are many examples of energy technology and other large infrastructure projects being delayed or even halted as a result of local opposition. In particular, the recent Chinese government's policy of 2013 prioritises public perception in the government decision making process. For example, the Guangdong Shenzhen Binhai 2x1GW Ultra-Supercritical Coal-fired power plant was cancelled due to public pressure, even though the plant had received consent for construction from the national government. The Guangdong Yangjiang nuclear fuel processing park was cancelled in 2013 after more than a thousand local residents demonstrated in front of the Yangjiang municipal government building. There is a risk that adverse public reaction could delay or cancel the Shenhua Guohua 200MW oxyfuel CCS project and negatively affect the project reputation and government’s authorisation decisions.

The mitigation strategy for public perception risk is to establish a clear and robust engagement programme with local communities and key stakeholders during the project feasibility stage and the construction stage and continues to monitor and communicate as the project progresses and operates. The communication activities could be in the form of public meetings, speaking events, and establishing a visitor centre. In addition, it would be beneficial to forge a solid link with 3rd parties (e.g. NGO, media and academic) that support CCS. It would be useful to deliver the message to local community in regard to industry, and social economic benefits, such as job creation, economic growth opportunities for Shenmu and the Ordos basin as a whole. Risk transfer strategies – insurance options: During the study, a preliminary investigation of the insurance options for transferring risks specific to oxyfuel CCS was undertaken. This considered key risks associated with construction, operation, decommissioning, and post-closure. According to a study by an insurance consortium (ClimateWise, 2011), most of the operational risks identified in the CCS process can be addressed through existing risk mitigation and risk transfer options that are similar to the insurance and oil and gas industries. The Scottish Power Consortium in its FEED study for the Longannet demonstration project sets out six risk transfer requirements, identifying the relevant existing insurance policies that could be applied (SPCCSC, 2011b). It was found that most of universal insurance policy types are available in China, as set out in Table 43.
Table 43 Risks likely transferrable through existing insurance policies (adopted from
SPCCS, 2011)
Policy Type
Risks Addressed Availability in China
Construction All Risks (CAR)
addresses any risks for physical damage to construction works, damage to existing property and third party liability as a result of such construction works
Standard power plant equipment and auxiliary facilities construction policy
Property Damage / Business
Interruption (PDBI)
PD cover can be purchased for all assets, which would be reinstated or replaced in the event of damage or destruction. BI coverage will provide protection for fixed costs and profit and is triggered by a covered event under the PD cover accordingly.
Standard for power generation and mining sectors. (e.g. provided by Pingan, China Life, China Pacific)
General Third Party Liability
(GTPL)
Insures against loss of, or damage to, third party property and personal injury, death or disease to persons, including environmental liability
Standard insurance for power, transportation and oil and gas sectors (e.g. China Pacific)
Control of Well (CoW)
Coverage would apply for the injection wells related to CO2 injection as it already does on Enhanced Oil Recovery (EOR) projects.
Standard policy in the oil and gas industry (e.g. Pingan, China Pacific)
Director’s and Officer’s
Liability (D&O)
Protect project partner’s directors and offices for private liability
Not popular but available in China (e.g. AIG, China Pacific)
Many of the potential environmental liability exposures associated with CCS are analogous to those covered by traditional Environmental Liability Policies. CCS projects would require a comprehensive environmental impact study, which should identify baseline conditions and clarify remedial obligations. The main challenge for insuring risks in CCS process would be the short-term nature of current non-life insurance products. There is a lack of product that could fully cover the risk of CO2 leakage as well as no product in China that could cover the risk of system failure in the novel commercial scale oxyfuel process.

ANNEX B Summary of risk register for Shenhua Guohua Shenmu 200MW oxyfuel combustion CCS project
Risk No.
Chain
Project Stage Impacted by Risk Description Consequence
Risk Category
Estimate Impacts of Risks Risk Ratings
Feasibility Study
Construction
Operation
Decom-missioning
Post-closure
Likelihood
Cost
Schedule
Reputation
Cost Risk
Schedule Risk
Reputation Risk
Total Risk Value
Risk Response Strategy Recommended Risk Control or Transfer Measures
1 System Yes Yes Yes Yes Yes
Insufficient financial support secured in time
Delay the final investment decision, construction or suspend the operation , loss of staff
Market, Policy and Regulatory Risk
High
High
High
Low 9 9 3 21
Take the Opportunity
Apply a staged investment approach; Start to secure financial supports at an earlier stage.
2 System Yes
Fail to integrate the system or one part of the chain fails
Reduce project profitability; suspend full chain operation
Operational
Medium
High
High
High 6 6 6 18 Treat
Establish an effective coordination mechanism for different components of the project (storage JV and capture JV); one state-owned firm coordinate the operation of the whole CCS chain; Develop an integrated CCUS network, i.e. multiple sources linked to multiple sinks through multiple pipelines; learn from experiences in other operational large-scale integrated CCUS projects.
3 Capture Yes
Retrofitted plant degrades faster than expectation
forced outage; shorter lifetime
Operational
High
High
Low
Medium 9 3 6 18 Treat
Increase capital investment to retire elder equipments; Independent survey on the reuse potential of existing assets; Adopt a more strict availability factor in evaluating the reuse potential of existing assets; Increase the frequency of plant maintenance.
4 Capture Yes Yes
Technology Scale-up Failure
Reduce efficiency and reliability
Operational
Medium
High
Medium
High 6 4 6 16
Treat & Transfer
Third party experts verification on plant design; Require ASU and Oxyfuel boiler suppliers to warranty performance; additional R&D; CO2 behaviour study and training.
5 System Yes Yes
Public opposition against the project
Delay project construction; suspend or abandon the project
Policy and Regulatory Risk
Medium
Low
High
High 2 6 6 14 Treat
Establish a dedicated public communication programme; Keep public informed the progress at the construction and operation stage; Communicate with third party (such as NGO, media and academic); Deliver the message of social-economic and benefits to local community.
6
Transportation Yes
Existing Pipeline & Compressor not comply with future CO2 design specification (such as impurities)
Increase cost and delay the design
Operational, Policy & Regulation
Medium
High
High
Low 6 6 2 14 Treat
Careful plan of pipeline route; install advanced monitoring and alarm system; Estimate future CO2 pipeline transportation standard and adopt a flexible design; Communication with Chinese and International Regulatory Authorities; Engage in Advanced Research Programmes.
7 System Yes Capital Cost overruns
Significantly reduce the financial viability of the project
Market, Operational
Medium
High
High
Low 6 6 2 14
Treat & Tolerance
Establish an experienced project management team; Learn project management experiences from existing large-scale CCS projects; Reserve higher contingency in capital budgeting; Design an effective international tendering scheme for major works; Contractual agreement with major contractor and equipment providers to ensure cost within the desirable range.

8 System Yes Yes Yes
Withdraw of committed financial support due to changing political interests at provincial or national level
Delay or stop the development or operation of the project
Policy and Regulatory Risk
Medium
High
High
Low 6 6 2 14 Tolerate
9 Storage Yes
Injectivity reduces over time
Increase cost; possibly increase CO2 emissions
Operational
Medium
High
Medium
Medium 6 4 4 14 Treat
Improve site characterisation; Develop multiple CO2 storage sites at feasibility study stage.
10 System Yes Yes
NDRC or provincial DRC doesn't authorise the project in time
Delay the final investment decision and construction
Policy and Regulatory Risk
Medium
Low
High
Medium 2 6 4 12 Tolerate
11 Capture
Air Leakage in the combustion process
Reduce plant efficiency and increase capture cost
Operational Risk
Medium
Medium
Low
Medium 4 2 4 10 Treat
Learn from existing pilot projects and improve the plan design; Adopt an advanced monitoring system to locate air leakage into the oxyfuel process.
12 Capture Yes
Coal price increases dramatically
increases the operational cost; reduce the profitability
Market Risk
Medium
High
Low
Low 6 2 2 10 Transfer
Long-term contract; Hedge through the coal future or forward market; Propose a coal price indexed electricity special tariff mechanism to NDRC and provincial DRC.
13 System Yes
Carbon support mechanism fails
Reduce financial viability and Suspend the operation
Market Risk
High
Low
Low
Low 3 3 3 9 Treat
Request a fixed carbon pricing support from NDRC for demonstration; formulate a carbon pricing risk management plan.
14 Storage Yes Yes Yes
CO2 leakage or migrant from storage complex
Suspend the operation of the project
Operational
Low
High
High
High 3 3 3 9
Treat & Transfer
Establish an international panel to review the integrity of potential storage site; Purchase CO2 leakage related insurance policy (e.g. control of well policy); Discuss the liability sharing scheme with the Chinese national government.
15 Capture Yes
Part load operation due to electricity market constraint
Fail to capture CO2 at the design condition; cause compressor failure due to low-temperature
Operational
High
Low
Low
Low 3 3 3 9 Treat
Develop a robust model to understand different operational states and identify the minimal steady state requirement for the oxyfuel plant and the dynamic operating conditions of the whole system; Request the state grid to give despatch priority for the oxyfuel CCS power plant (e.g. give the plant to run in near full load); Incorporate flexible design in ASU and Capture unit.
16
Transportation Yes
Damage of pipeline due to corrosion or internal coating failure
CO2 leakage causes health and safety issue, interruption of project
Operational
Low
High
Medium
High 3 2 3 8 Treat
Training of CCS project staff in advance; Equip CO2 detection measures and alarms at vulnerable points; Establish comprehensive CO2 specific H&S manuals.
17
Transportation Yes
Unidentified ground conditions along the CO2pipeline route
Increase the cost of developing pipeline; delay the construction
Operational
Medium
Low
Medium
Low 2 4 2 8 Treat
Undertake careful ground investigation surveys; Consult local authorities.
18 Capture Yes
Explosion of ASU and boiler due to higher oxygen content Injury; Capital Loss
Operational
Low
Medium
High
High 2 3 3 8 Treat
Formulate oxygen management measure; Purchase an insurance policy.
19 System Yes Yes Yes
Major Health and Safety Accident due to insufficient knowledge of
damage the plant; interruption of operation
Operational
Low
Medium
Medium
High 2 2 3 7 Treat
Formulate CO2 management manual; provide training for staff; learn experiences from other CCS projects in operation

handling CO2
20
Transportation Yes
Impurities in the captured CO2 stream
Fail to meet technical and regulatory requirement
Operational, Policy & Regulation
Medium
Low
Low
Low 2 2 2 6 Treat Additional investment to reduce impurities

3.3 Policy analysis The current heavy dependence on coal has placed the Chinese government under strong pressure to reduce carbon emissions (National Bureau of Statistics of China, 2012). China will need to consider and use all the low and zero carbon options available as the projected levels of CO2 reduction cannot be met by any one technology alone. CCS is one of these options. However, while CCS prevents the CO2 from being emitted, it doesn’t avoid its formation, unlike the other possibilities (Dapeng and Weiwei, 2009). In order to ensure that CCS can fulfill its potential within China, the policies that are needed to support CCS demonstration are considered together with future requirements for commercial scale deployment. 3.3.1 Analytical framework Figure 33 sets out the issues to be considered for the proposed large scale (200MWe) demonstration of oxy combustion technology.
Figure 33 Policy considerations for a demonstration project The policy framework for CCS development in China, comprises policies and measures, laws and regulations, and a regulatory governance system. These need to be considered within the context of the overall structure and pricing system reform within Chins’s power sector. To what extent the electricity price will be market based, and to what extent that competition is introduced in different segments of the power market, will influence the deployment of CCS technology in China’s power sector. In addition, as part of its energy efficiency initiatives, the NDRC/NEA are rapidly closing the small outdated capacity, which is limiting the continued use of 200MW power plant. This size of unit can no longer be considered for new aplications. Thus, while a demonstration project is being developed at 200MW scale, subsequent commercial deployment will occur at much larger scale, which has to be taken
Strategic concerns: Tier 1 (low-carbon tech): CCS or Other
Energy Tech Options (e.g. renewable energy, energy efficiency)
Tier 2: (capture tech): OFC or other two (pre- and post-combustion capture tech)
Overall policy framework 1) Policies and measures
1) Low-carbon policies: carbon tax, ET, standard
2) Power sector policies: marketization (price), liberalization (competition), shut-down
3) Environmental policies: SO2, NOx 2) Relevant laws and regulations 3) CCS-related governance structure
Policy analysis of OFC-CCS for 200MW coal-fired power plants
Industry cultivation Demonstration project
R&D support
Supporting li

into account in the demonstration test programme. Thirdly, alongside the efficiency initiative, there are increasingly strong environmental policies to limit emissions of various pollutants within the power sector, which may well create positive impacts on the deployment of oxy combustion CO2 capture technology. 3.3.2 Policies and measures Low-carbon policies: carbon tax, emissions trading, carbon emission standard CCS is recognized as an important carbon mitigation technology within China, but as yet there is not a positive policy and regulatory framework to encourage demonstration and subsequent technology deployment. To date, China has not introduced any form of carbon tax although the use of carbon emissions trading is being considered. Thus, emissions exchanges have been established to promote voluntary emissions reduction scheme with the NDRC, in October 2011, launching carbon trading pilot programs in Beijing, Shanghai, Tianjin, Chongqing, Hubei, Guangdong, and Shenzhen, with a plan to expand it to a national Emissions Trading Scheme (ETS) by 2015. This pilot program offers a flexible mechanism for the regional governments involved in the scheme to plan, organize and implement the carbon trading path, which is beneficial for trading of carbon emission allowances among the different industries within the region and helps retain the trading benefits in the region (Mitchell, Bauknecht and Connor, 2006). The first industries incorporated into the trading scheme will come from those intensive emissions sources including the cement sector, steel sector, and electricity sector. Under the scheme, the gross carbon emission allowances are initially identified and then allocated to participating companies. When the firms emit more than allocated, they will need to pay for the extra emissions. This provides a driver for thermal power plants, for example, to make some technological improvement. In principle, depending on the carbon price, this approach could help to promote the adoption of CCS in the power plants to cut down CO2 emissions, with the companies involved then being able to sell what would become unused carbon allowances. Power sector policies to introduce a market price, open the sector to competition and the continue to improve energy efficiency The use of a feed-in tariff may be a viable option for the adoption of CCS in power plants. This could provide a differential pricing mechanism per kWh of electricity produced by power plants equipped with CCS, thereby offering power plant operators a price that surpasses the market price to compensate for the high cost of CCS deployment. This approach would also provide a steady mechanism against price fluctuation, thereby saving the generating companies money that would otherwise have to be spent on hedging their price risk. The UK has been a pioneer in establishing the basis for such a scheme for a range of low carbon options (Baker and Mckenzie 2009). In China, a feed-in tariff scheme has been built up for renewable energy to compensate for the high costs, which are governed by ‘Trial Measures for Administration of the Allocation of the Price and Expense of Electricity Generated From Renewable Energy’, which was issued in 4 January 2006 (Liu and Gallagher, 2008). In principle, this could be extended to include CCS. Environmental policies With 5.6 billion tonnes of CO2 emissions in 2006 (20% of global emissions), Chinese total emissions surpass by far those of the other BRIC countries (India, Russia, South Africa, and Brazil), and China overtook the United States as the world’s largest CO2 emitter in 2007 (Liu

and Gallagher2008). This led to the State Government to set in place policies to reduce energy and carbon intensities within the industrial sectors and it set a target to reduce carbon intensity (CO2 emissions per unit of GDP) by 40-45% from 2005 levels. Earlier in 2006, the National Medium- and Long-term Science and Technology Plan (2006-2020) was published by State Council, which proposed “developing clean and CO2 near-zero emission fossil fuel development and utilization technologies” in the field of advanced energy technologies. On June 4, 2007, the China National Plan for Coping with Climate Change was published by NDRC, with the recommendation to “strongly develop CO2 capture and utilization, storage technologies". This was followed on June 14, 2007, by a sectoral document for China Science and Technology Initiatives to Address Climate Change, which put “CO2 trapping and utilization, storage technologies" into focus and, in 2008, in China’s Policies and Actions for Addressing Climate Change, the State News Office pointed out that “China is set to focus on technology mitigation of greenhouse gas emissions, including CO2 capture, utilization and storage technologies". Subsequently, the July 4, 2011 National "Twelve-Five" Science and Technology Development Plan included the need to develop the CCUS technology in "energy saving and environmental protection industries" as part of the initiative for "tackling climate change". This all indicates the overall importance that China has placed on CCS development. However, none of these policies explicitly address the need to move beyond the R&D towards demonstration and subsequent commercial deployment. 3.3.3 Relevant laws and regulations In order for a commercial CCS project to be successful, it must have both a commercially viable technology and a legal and regulatory framework that provides sufficient certainty on matters relating to transport, storage, monitoring, and especially regarding long-term liability. In the USA, CCS-specific legislation is being developed on a state-by-state basis, although some states are waiting for a final Environmental Protection Agency ruling to be developed before committing to their own legislation. The EU’s 2008 CCS Directive establishes a regulatory framework for the geological storage of CO2. Australia has also enacted comprehensive state and national CCS regulatory frameworks for CO2 storage. Additionally, regulations are currently being pursued in Canada, Norway, and Japan (David 2012). For China, such a CCS specific regulatory framework has not been established. However, the existing laws and regulations in China may be directly applied or act as references for the establishment of specific laws or standards for regulating CCS in the power sector, as set out below. Regulations on planning requirements The generally applicable regulations that regulate project approvals are the ‘Decision of the State Council on Investment System Reforms’, and the ‘Provisional Measures for the Approval of Enterprise Investment Projects’. Where foreign investment in CCS projects is expected, due attention shall be paid to the ‘Provisional Administrative Measures on Examination and Approval for Foreign Investment Projects’. In addition, the design and construction of CCS facilities in power plants are subject to the provisions of the ‘Construction Law of the People’s Republic of China’ and related legislations. Regulations on environment protection The general framework on environmental protection is set forth in the ‘Environmental

Protection Law of the People’s Republic of China’, under which various additional laws and regulations have been promulgated with the aims of protecting the environment, protecting worker health safety, and reducing and monitoring the emission of pollutants. The law remains as the foundation for other environmental laws that power plants need to abide by. An Environmental Impact Assessment (EIA) is standard practice for major infrastructure projects in many jurisdictions around the world. Before the approval of either the construction of a new oxy-fuel power plant or an oxy-fuel retrofit of an existing power plant, an environmental assessment must be undertaken to identify and provide options for minimizing local and regional environmental impacts related to the CCS full chain process. In this situation, oxy-fuel power plants need to comply with the EIA law and submit an EIA report to the appropriate authority at regular intervals. Before the operation permit is authorized for a project, various emissions performance standards have to be met to ensure that the facilities would meet the specified environmental standards. There are already a range of different pollution laws and regulations in China. These include ‘Law and Standards on the Prevention and Control of Air Pollution’, ‘Implementing Rules on Laws on Prevention and Control of Air Pollution’. The ‘Emission Standards of Air Pollutants for Thermal Power Plants’ have specific articles for the prevention and control of atmospheric pollution resulting from coal burning, including limits for SO2, NOx and particulate matter. For example, on January 1 2012 the Ministry of Environmental Protection of China issued the revised Emission Standard of Air Pollutants for Thermal Power Plants, which are very strict and tighter than those in many developed countries, reflecting government concern of the effect of coal use on ambient air quality. Should oxy combustion technology be installed as part of a CCS process on a power plant, the project developers will have to abide by these limits set for SO2, NOx, particulate matter and other regulated air pollutants. In addition, any CCS power plant project will have to meet the national pollution discharge standards. The ‘Law of the People's Republic of China on the Prevention and Control of Environmental Pollution Caused by Solid Waste’ lays the legal basis for regulating solid waste production disposal and pollution, which has defined the stakeholders and legal liabilities. The ‘Law on Prevention and Control of Water Pollution’ covers specific provisions on preventing pollution of water sources on surface and underground, with pollution liabilities, disputes and exploitation being addressed in the law. Regulations on human safety protection The ‘Production Safety Law of the People’s Republic of China’ lays the foundation for the training of workers, safety approval of facilities, safety inspection, management responsibilities, and emergency response. Meanwhile, the health standard for CO2 in the air of workplace establishes a standard for CO2 concentration in the air at work sites producing or handling CO2, which would be especially important for future CCS power plants. Regulations on liability for failure to capture CO2 Currently there are no laws or regulations that specifically govern liability for a failure to capture CO2 released during the generation process in power plants. The only associated law is the ‘Tort Law of the People’s Republic of China’ set in 2009, which stipulates liability and punitive measures for environmental pollution activities. In principle, depending on whatever regulations might be introduced, a failure to capture CO2 in power plants equipped with CO2 capture facilities could mean that the project developer may be liable for the damages due to

environmental pollution and need to compensate citizens in the area under the provisions declared in the Tort Law. However such an approach would be fraught with difficulties due to a plant likely to have to capture a specific proportion (e.g. 90%) over a set duration. That said, this law could well be applicable should there be some form of leak in the CO2, capture, compression and transport process. CO2 is currently not classified as a hazardous gas when released from a power plant and so there is no limit for CO2 emissions included within the emissions standards. Nonetheless, the CO2 ETS could offer a relatively direct option for regulators to take CO2 capture facilities into account by setting an emissions benchmark for the power plants to abide by. The penalty on the excessive CO2 emissions may drive the power plant operators in non-CCS power plants to consider the inclusion of CCS as an alternative.
Table 44 Emissions performance standards in the USA and Canada State/Province EPS Comments
USA Federal Currently none Standard set at 0.454t CO2/MWh. Standard can be met as an average over 30 years–allows delay of up to 10 years in use of CCS
California 0.5tCO2/MWh In place since 2006
Oregon 0.5tCO2/MWh In place since 2009.
Washington 0.5tCO2/MWh In place since 2007.
Montana Must sequester
50%
Applies to plants built after 2007.
Illinois Must sequester
50, 70 or 90%
50% for new plants operating before 2016
Canada Federal Issued in 2011-
operational in 2015
Standard set at 0.375t CO2/MWh.
Alberta 88% reduction This is an emissions intensity scheme.
The USA and Canada have already reflected this measure in their national or regional legislations, as listed in Table 44. For example, in the USA on 27 March 2012, the Environmental Protection Agency released its proposed Emission Performance Standard (EPS) for new fossil-fuelled power plants, limiting GHG emissions to 1000 lbs CO2 per megawatt hour. For new power plants with carbon capture facilities, the proposed limit may either be satisfied by meeting the annual standard yearly or a 30-year average of CO2 emissions corresponding to a 65 percent reduction in emissions of CO2 (David 2012). That said, there is considerable opposition to such measures in the USA and it is expected to be the focus of numerous legal challenges. Regulations on liability for failure to store CO2
Currently, there is no specific policy in China that regulates the impact of CCS. The key regulatory policy that needs to be clarified is defining standards for monitoring and verifying the safety of CO2 storage. Currently, there is no mandate to share CCS technology standards or provide guidance for CCS activities among energy companies, research institutes, and universities.

At the national level, policy-makers representing energy-related government agencies should consider expanding CCS development plans within the current 12th Five Year Plan. China needs to make a clear CCS industry development strategy and allow industry involvement in policymaking. If industries are encouraged to contribute to policymaking, it will largely help shape an efficient policy that serves the best interests of various stakeholders. 3.3.4 Supporting policy analysis R&D supporting policies and measures R&D funding for oxyfuel has been provided primarily from the National Basic Research Program of China for Oxy-fuel Combustion and Collaborative Removal of Pollutants (2006-2011), the National High-tech Research & Development Program of China for New Concept and Method of Implementing Oxy-fuel Combustion (2010 to 2013), and the Natural Science Foundation of China for Research on Facilities for Oxy-fuel Combustion and System Optimization (2010~2013). Demonstration project support So far, the funds for industrial pilot projects in China mainly originate from state-owned firms and, in some cases, international clean energy funds. The focus has mainly been on CO2 capture technologies, with CO2 transport and storage being funded separately and usually via some form of international collaborative venture. The need to subsequently finance large fully integrated CCS demonstration projects remains problematical. There are possibilities, which are described below. Feed-in tariff In a feed-in scheme, a fixed amount of money is paid for the electricity produced. This helps to remove the uncertainties about operators’ revenue streams and also provides transparency and simplicity. Meanwhile, as the operators are ensured a long-term income security, it is easier for them to receive loans from banks, thus easing the financial burden. As noted previously, a feed-in tariff scheme has been built up for renewable energy to compensate for the high costs. Consequently, it would be equitable for CCS to receive the same support. Guaranteed CO2 price As indicated above, the carbon price on the emission trading market is too low to stimulate operators in the power plants to introduce CCS technology. A guaranteed CO2 price scheme could be introduced for CCS in the early age of its implementation, in which the government could warrant buying back CO2 allowances generated by power plants equipped with CCS facilities against a fixed price (Groenenberg and de Coninck 2008). Again, this could provide some financial certainty, shielding power plants equipped with CO2 capture facilities from the fluctuation of carbon price on the market. In this circumstance, the financial and operational risks associated with early deployment of carbon capture technology in power plants can be reduced to a certain extent. When CCS technology becomes fully proven at commercial scale, with an expected drop in capital and operating costs, and a rising carbon price in the emissions trading market, then there should be scope to phase out these means of financial support. Tax break Tax breaks have proven to be an effective measure for the expansion of renewable energy in several countries, which stimulates investment in renewable energy projects by reducing the tax liability of operators using the technology. The success of tax breaks for renewable energy could be equally applicable for subsidizing CCS power plants. These include production tax

exemption and investment tax credit. The former tax incentive indicates a proportion of the annual income tax is exempted per unit of electricity produced by the power plant in a span of certain years, while the latter means that investment for CCS power plants could enjoy a certain percentage of tax deduction. 3.3.5 Conclusions CCS is a promising abatement option for very significant CO2 emissions in China that is expected to rely heavily on fossil fuels to maintain economic development. The precondition for smooth CCS deployment resides with the enactment of relevant CCS policies and associated regulations. However, in order to promote the development, demonstration and deployment of CCS, a multi-source financial mechanism including establishment of ETS, inclusion of CCS in CDM, allocation of more subsidies (price-based support schemes, government grants and tax breaks) should be established. Such a portfolio of economic incentives may help address the drawbacks rooted in a single incentive policy. Furthermore, in the process of setting up elaborated CCS policy package, it shall be noted that relevant policies in other countries could be taken as reference, while more attention shall be paid to the specific national condition in China in order to determine how these policies and regulations can best fit within the institutional environment in China. 4. WP3 Feasibility study of geological CO2 storage in the Ordos Basin for
the proposed Shenhua Guohua oxy-fuel combustion plant demonstration
project
For any full chain CCS demonstration, the need to ensure adequate and effective CO2 storage is fundamental to the success of the project. As part of the project feasibility study, it is essential that a comprehensive site characterization for CO2 storage is undertaken. Accordingly, existing site characterization guidelines and standard, best practice manuals have been reviewed to determine their Chinese context. This has led to the development of a pre-selection phase site characterization manual appropriate for Chinese application, including procedures, techniques, and tools of geological CO2 storage site characterization, monitoring, and verification, together with a cost assessment of the site characterization for a potential full-scale CO2 storage project as will be required for the proposed Shenhua Guohua Shenmu oxy-fuel combustion CCS demonstration project. At the same time, although this WP focuses on a possible demonstration project in the Ordos Basin, the storage manual that has been developed is intended to provide a basic foundation for the preparation of geological CO2 saline aquifer storage projects in order to accelerate the deployment of geological CO2 storage activities in China.
4.1 Introduction For CCS, several CO2 mitigation schemes have been proposed, including storage in deep ocean sediments, un-minable coal beds, and depleted oil/gas reservoirs. While the latter is seen as attractive in the near term if EOR is possible, the storage of anthropogenic CO2 in deep saline aquifers is more suitable in those countries that have many sedimentary basins with very large storage capacity. The following tasks have been undertaken:

Review of the existing manuals, guidelines, standards and best practices for site characterization;
Preliminary analyzis of the major technical, safety and environmental challenges based on the preliminary characteristics of the selected site;
Assessment of the basic requirement for site investigation, monitoring and verification for a full-scale storage project based on challenges listed above;
Formulation of a site characterization manual as required by the demonstration project, including procedures, techniques and tools for site characterization and monitoring and verification to ensure site safety as required by the demonstration project.
4.2 Brief review of existing best practice manuals for site characterization The process for identification of suitable geological CO2 storage sites is analogous to the exploration for and development of petroleum accumulations. Consequently, many best practice manuals and guidelines for the geological CO2 storage site selection and characterization are based on petroleum exploration, development and prodution practices. A major similarity between the two is the characterization of the targeted reservoir to determine whether it has sufficient pore space and permeability, and containment/trapping capabilities. However, there are also some distinct differences. In particular, oil and gas production extract the petroleum and gas from the reservoirs, which results in decreasing the reservoir pressures or hydrodynamic energy. In contrast, CO2 storage requires its injection into the reservoirs to displace exisiting saline fluids, which results in an increase of the reservoir pressure or hydrodynamic energy. The performance and risk assessments including the injectivity, seal integrety, displaced fluid and pressure mangement are more important elements for a best practice manual for any geological CO2 storage project, although consideration is also given to timefames, finance situations, public acceptance, and regulatory requirments. At the end of February 2014, there were 60 large-scale integrated CCS projects worldwide with 12 defined as operational and 9 at the construction stage (GCCSI 2014). Of these, the eight in operation in the USA all include the use of the CO2 for EOR. Based on the cumulative experiences of these demonstration projects as well as the related literature sources around the world, a large number of geological site characterization manuals, guidelines, standards and best practices has been published by international organizations (IPCC, 2005, IEA, 2009, NMINT, 2005, CCP, 2009, and IRGC, 2008), regional institutes and national laboratories (CO2CRC, 2008, NETL, 2009, 2013, LBNL, 2003, 2004, 2005, DNV, 2010, and WRI, 2008. Among these best practice documents, the more relevant are the manuals of storage capacity estimation, site selection and characterization for CO2 storage projects (CO2CRC, 2008), guideline for carbon dioxide capture, transport and storage (WRI, 2008), a technical basic for carbon dioxide storage (CCP, 2009), CCS site characterization criteria (IEA, 2009), and CO2QUALTORE guideline for selection and qualification of site and projects for geological storage of CO2 (DNV), outline basic technique and technology issures related to regional CO2 storage potential assessment, site selection, storage capacity estimation, classfication for the storage capacity, and methods for site characterization as long as monitoring, verification and accounting(MVA). The engineering and environmental aspects of injection and long term storage, and an asseemnt of the importance of the site selection process in reducing risk are also discussed in these manuals. The manuals of risk assessment and remediation options for geological storage of CO2 (LBNL, 2003), and health, safety, and environmental risk assessment for leakage of CO2 from deep geologic storage sites (LBNL, 2005) are also particularly

important. Finally, the best practice for monitoring, verification, and accounting of CO2 storage in deep geological formations (NETL, 2009) discribes the techologies and methodologies that can be used to design flexible MVA systems. Table gives a brief summary of the manuals and guidelines that have been reviewed by CO2CRC (2013).
Table 45 Best practice manuals and guidelines reviewed (CO2CRC, 2011, 2013) CO2STORE Best practice for the storage of CO2 in saline aquifers
CCP A technical basis for carbon dioxide storage DNV CO2QUAL Guideline for selection and qualification of sites and projects for
geologic storage ofCO2 DNV
CO2WELLS CO2 WELLS Guideline for the risk management of existing wells at
CO2geological storage site DNV RP-J203 Geological Storage of Carbon Dioxide (DNV-RP-J203)
LBNL/GEOSEQ Geologic carbon dioxide sequestration: Site evaluation to implementation
NETL MVA Best practices for: Monitoring, verification, and accounting of CO2
stored in deep geologic formation NETL GS Best practices for: Geologic storage formation classification:
Understanding its importance and impacts on CCS opportunities in the United States
NETL SS Best practices for: Site screening, site selection, and initial characterization for storage of CO2 in deep geologic formations
NETL RA Risk analysis and simulation for geologic storage ofCO2 NETL WM Best practices for: Carbon Storage Systems and Well Management
Activities WRI CCS Guidelines for CCS
IEA Weyburn Best Practice Manual developed through learnings from Weyburn project
CSA Z741-12 Geological storage of carbon dioxide AU1 Australian Guiding Principles for Carbon Dioxide Capture and
Geological Storage(Guiding Principles) AU2 Environmental Guidelines for Carbon Dioxide Capture and
Geological Storage – 2009 EC1 Guidance Document 1. CO2Storage Life Cycle Risk Management
Framework EC2 Guidance Document 2. Characterization of the Storage Complex,
CO2 Stream Composition, Monitoring and Corrective Measures OSPAR OSPAR Guidelines for Risk Assessment and Management of Storage
of CO2 Streams in Geological Formations EPA Geologic Sequestration of Carbon Dioxide: Underground Injection
Control (UIC) Program Class VI Well Project Plan Development Guidance
A most recent updated project guideline for geological CO2 storage, titled ’Best practices for site screening, site selection, and initial characterization for storage of CO2 in deep geological formations’, was published by US DOE National Energy Technology Laboratory. This guideline describes the evaluation processes involved in the each phase of a geological CO2 storage project, and provides best practice guidelines for project developers. The NETL 2013 best practice manual divides the evaluation processes for a geological CO2 storage project

into three Phases of: Exploration, Site Characterization, and Implementation (NETL, 2013). Due to the short history of CO2 storage practices, the NETL document is focused on the exploration phase. This is further divided into three project sub-classes: Potential sub-regions, selected areas, and qualified site(s). These sub-classes correspond to three stages of evaluations during the exploration phase: site screening, site selection, and initial characterization (NETL, 2013). For any geological CO2 storage project, an analysis of a project’s needs, organization, management structure and resource (i.e., project definition) must be conducted, and a management plan must be formulated at the beginning of a project and then revisited at the beginning of each evaluation stage to guide the evaluation processes. The project definition consists of project scope, CO2 management strategy, evaluation criteria used in qualifying and ranking potential CO2 geological storage regions, areas, and sites, resources of techniques and technologies, multidisciplinary teams, available funding, project evaluation schedules, and identification of potential project risks and a mitigation plan (NETL, 2013). The first evaluation process, Site Screening, involves the evaluation of Sub-Regions that are potentially suitable for CO2 geological storage. The analysis in this step relies on readily accessible data that can be obtained from public sources such as government owned geological surveys, departments of natural resources, published and open-file reports and atlases, and academic researches. It may also be determined that some data should be acquired from private firms such as oil and gas, coal, mineral companies, and private vendors of related industry data. Existing data can be coupled with mapping software such as geographic information systems (GIS) to assess sub-regions that meet the criteria identified in the project definition. This evaluation process will highlight the most promising potential Sub-Regions for further consideration (evaluation), while those that do not meet the evaluation criteria defined in the project definition are eliminated from consideration. The second evaluation process, Site Selection, uses additional data and further analysis to determine if a potential storage site selected in the site screening stage can be identified. Most of the data necessary to complete this evaluation could be readily accessible; however, the quantity and quality of this data may vary depending on a site’s location and may need to be supplemented by site-specific data. Technical information to be considered include data from existing core samples, available seismic surveys, well logs, records and sample descriptions from existing or plugged/abandoned wells, and other available geologic data. During this stage, an initial estimate of the area of review (AoR) will be developed. As part of this analysis, it is recommended that for each selected area, the developer should outline a site development plan that includes an economic feasibility analysis. At the completion of this stage, the developer will have a list of the most promising qualified site(s) to be subsequently evaluated. This third step of the evaluation process, Initial Characterization, is to continue the evaluation of one or more of the higher ranked qualified site(s). During this stage, a developer assesses all the baseline, geological, regulatory, site, and social issues for the qualified site(s) and either confirms or rejects a site as having sufficient data and analysis to be elevated as a contingent storage resource for further site characterization evaluation. While the analysis in Site Screening and Site Selection relies primarily on existing data, Initial Characterization involves the acquisition of new, site-specific data by employing investigative tools and

techniques. These tools include both data collection (e.g., seismic and well logging, core analysis, injectivity tests), development of three-dimensional (3-D) mathematical models of the selected site(s), and evaluating various injection scenarios through numerical simulations. A systematic approach for selecting suitable locations for CO2 geological storage site based on an evolving set of science and engineering best practices is illustrated in Figure 34. These geological CO2 storage site evaluation processes and site development guidelines described in the NETL 2013 best practice manual have been comprehensively used to select and evaluate the sub-regions, areas, and site for the proposed Shenhua Guohua Shenmu oxy-fuel-combustion demonstration project which requires the captured CO2 to be stored in a geological formation within the northern Ordos Basin. The experiences from the Wyoming Rock Springs Uplift geological CO2 Storage site characterization project and the feasibility study of geological CO2 storage in the Ordos Basin provide helpful insights to identify the technical, economic, safety, and environment challenges for the above mentioned proposed oxy-fuel-combustion demonstration project, and to determine the mitigation options for challenges associated with injection and storage.
Figure 34 Graphical representation of “Project Site Maturation” through the exploration phase (NETL, 2013)
4.3 Shenhua Guohua Shenmu CO2 storage demonstration project The intended oxy-fuel combustion technology assessment demonstration project, which has been described extensively in the previous chapters, is located at the northeast Ordos Basin. 4.3.1 Geographic and geological background With an area of 370,000 km2, the Ordos Basin is the second largest sedimentary basin in China. It covers parts of Shaanxi, Shanxi, and Gansu provinces and the Ningxia and Inner Mongolia autonomous regions. Tectonically, the basin lies in the western North China Block and is bordered by the Luliang Mountains to the east, Qinling Mountains to the south, Liupan Mountains and Helan Mountains to the west, and Lang Mountains and Yin Mountains to the north. Separated by the Great Wall are the Maowusu and Kubuqi deserts to the north and the

Loess Plateau to the south (Figure ). The Ordos Basin is a typical cratonic basin that developed into a large stable basin during the Paleozoic Era. With the exception of thrust fault features and depressions at the margins, the main potion of the basin, the Shaanbei Slope, is a huge (110,000 km2) monoclinal structure with a 1° to 2° dip to west. The Shaanbei Slope is characterized by a relatively stable tectonic environment with rare regional faults, and is considered to be a favorable structural unit for geological CO2 storage. For China, a major national energy and chemical industry development center is located in the Ordos Basin and it also accounts for nearly 6%, 13%, and 39% of national natural gas, coalbed methane, and coal reserves, respectively. The basin has a long petroleum exploration history, with the first oil well having been drilled over 100 years ago, and more than 50 oil and natural gas fields having been discovered, although not in the region close to the proosed CCS demonstration project. The petroleum exploration and development experiences and body of literature published by the academic community could provide basic data for conducting evaluations of regional screening, site selection, and initial characterization in the exploration phase for the Shenhua Guohua Shenmu geological CO2 storage demonstrate project in the Ordos Basin.
Figure 35 Topographic map of the Ordos Basin
4.3.2 Project management plan Project scope The primary objectives of this storage project in the Ordos Basin are (1) to demonstrate that the selected formations of the Ordovician Majiagou limestone, and Triassic Liujiagou and Yanchang sandstones, which predominate in the region, have adequate injectivity and

storage space to accept the expected amount of captured CO2 from the nearby demonstration project; (2) to determine that the Upper Paleozoic and Mesozoic containment formations (i.e., mudstone, sale, and rock salt layers) have sufficient sealing capacity to retain the injected CO2; and (3) to achieve a comprehensive understanding of major science, technical, safety and environmental challenge and basic requirement for a full-scale CO2 storage project, as part of the overall oxy-fuel combustion demonstration project. CO2 management strategy CO2 management is one of most important components for a specific CO2 storage project development. The maximum amount of CO2 for injection will be 1 Mt per year while the concentration of the captured CO2 from the oxy-fuel combustion power plant will be over 95%. The captured CO2 will be compressed to supercritical phase (>31.1 °C and >7.38 MPa), and then will be transported to the injection site by a pipe line. Some 50 Mt of CO2 are planned to be injected during 15 years. As the project is developed, it will be important to pay considerable attention to the CO2 handling issues. Evaluation criteria In order to qualify and rank the geological CO2 storage sub-regions, areas, and sites identified within each evaluation stage (regional screening, site selection, and initial characterization in the exploration phase), the evaluation criteria should be established at the beginning of the project initiation. These criteria will used to determine whether a targeted area or site should either be further evaluated or eliminated from consideration. For this proposed demonstration project, the geological CO2 evaluation criteria should include: (1) whether the targeted formations, namely the Ordovician Majiagou limestone, Triassic Liujiagou and Yanchang sandstones, or Jurassic Yanan sandstone, have sufficient storage capacity and injectivity to accept and retain the injected CO2; (2) whether land is available, and topographic features are suitable for the geological CO2 storage infrastructure to be constructed, taking into account possible public acceptance considerations; (3) whether various risks including financial, political, liability, technical and economic uncertainties, are acceptable to the project development including the availability of possible mitigation options; and (4) whether the costs of the project are within the updated budget. Funding and skilled personal resources Both funding and skilled personnel need to be identified in the project management plan. Since geological CO2 storage practice is a new emerging industry, technical and regulation uncertainties could lead unavoidable delay. Therefore, a contingency fund needs to be included within the project budget. A functional team to undertake the various activities needs to include a geologist, geophysicist, engineer, modeling and fluid flow simulation experts, environmental specialist, and those with business, legal, and social expertise. Project schedule A realistic schedule includes the time requirements to fully complete the prefeasibility study for the storage element of the overall demonstration project. An unanticipated data collection or reanalysis requirement could significantly delay the project. Therefore, a time contingency should be included in the initial project schedule to allow for possible repeat analyses of more than one region, area, or site. Risk assessment The risk assessment is required to analyze the technical, economic, and social challenges for a geological CO2 storage development and to identify the mitigation options for these

challenges. The results from the risk assessment will provide essential information for making proper technical and economic decisions and for establishing public confidence. The risk assessment in a geological CO2 storage project management plan is not same as those included in a regulatory analysis. The potential risk for this project could be: (1) selecting a Majiagou, Liujiagou, Yanchang, or Yanan storage reservoir that proves to have inadequate storage space or injectivity; (2) selecting containment sections (Paleozoic and Mesozoic shale sections) that have insufficient sealing capacity to retain the injected CO2 for long time; (3) high-power CO2 compressor and special CO2 injection equipment cannot be provided from locations within the Ordos Basin so leading to delays in establishing the CO2 injection phase; (4) the CO2 source and/or pipeline do not develop as planned; (5) potential mechanical failure in equipment; (6) significant public opposition; and (7) changing legal and regulatory regimes as they become more defined than they are at present. 4.4 Site selection for CO2 storage projects Site selection is a crucial step in the CO2 storage process, with data availability being the major constraint for this evaluation. 4.4.1 Preliminary selection for further site characterization and selection In general, the knowledge and data that are available for potential geological formations are much less than what would be considered the minimum requirement of site selection. That said, this site-selection process can be performed by a multi-criteria approach. These criteria can be categorized in two types: “disqualified criteria” and “site-qualification criteria”. The combination of the disqualified criteria allows the elimination of potential zones for CO2 storage whereas combination of site-qualification criteria can provide a way to compare potential sites and then identify the most appropriate one in a given context. The disqualified criteria are as follows: Source-sink distance>250km, the upper limit distance between emission source and
candidate storage sites, especially for a large-scale demonstration project; which has been chosen based on previous studies (Dahowski et al., 2009a; Dahowski et al., 2009c).
Minimum storage capacity<100Mt, the minimum capacity for a candidate CCS projectbeing set at twice the intended storage requirement, taking into account the uncertainty of geological properties and capacity evaluation at large scale.
The depth of storage reservoirs< 800m, the minimum depth for supercritical CO2
geological storage; Other evaluation criteria; such as, storage cost >10$/t; permeability coefficient<1mD;
porosity<5%, the distance between injection wells and active faults< 20km, based on previous studies in the PRC (Wei et al., 2013).
Some schemes can be eliminated by the disqualified criteria, as follows: Storage in depleted oil & gas fields The distances between the intended project site and candidate storage sites are shown in Figure 36a. The maximum distance between source and sink is set at about 250km (160miles), which is the upper limit for pipeline transportation. There are several oil fields within this range. So CO2-EOR cannot be eliminated and needs further study. In contrast, based on an earlier Chinese study, CO2 enhanced gas recovery (CO2-EGR) in depleted gas fields is not a mature technology with costs of about 10~20$/t CO2, which is much higher than EOR and aquifer storage (Dahowski et al., 2012), so CO2-EGR technology is not considered as an early deployment opportunity and is not included in this study.

Figure 36a Source-sink matching of Guohua oxy-fuel combustion
Figure 36b Source-sink matching of Guohua oxy-fuel combustion
Storage in un-mineable coalbed There are many coal seams near to the site of the intended oxy-combustion demonstration project, as shown in Figure 36b. However, it is very hard to distinguish between the mineable and un-mineable coal seams at present. More importantly, so far CO2-ECBM demonstration tests have been unsuccessful due to CO2 injection resulting in coal “swell” or expansion, typically reducing permeability, productivity, and storage potential. Therefore this represents an unpredictable risk of technical and economic variability from CO2-ECBM and it is not

recommended for this demonstration project. Storage in deep saline aquifer This cannot be denied by disqualified criteria, and so needs further study. 4.4.2 Site selection for CO2-EOR For CO2-EOR projects, reservoir characteristics, such as, reservoir depth, oil gravity, reservoir pressure, reservoir temperature, payzone thickness, oil viscosity, well spacing, minimum miscible pressure, initial water saturation, residue oil saturation, are important. Evaluation criteria for CO2-EOR A number of screening criteria have developed for selecting candidates for CO2-EOR (Al Adasani and Bai, 2011; Bachu, 2002; IEA-GHG, 2005; Núñez-López et al., 2008; NETL, 2012; Shaw and Bachu, 2002; Shen, 2010) After reviewing those criteria, the recommended criteria were chosen, as given in Table 46, and can be used to screen high-grade reservoirs for further detailed technical and economic assessments.
Table 46 Criteria for screening reservoirs for CO2-EOR suitability Reservoir characteristic
(NETL, 2012)
(Taber et al., 1997)
(Shen, 2010)
(Shaw and Bachu, 2002)
(Dahowski and Bachu, 2007)
Recommended Criteria
Depth /m 600~3000 >700 >762 >762
Temperature/ °C <121 31-121 <121 <121
Pressure/MPa > 8.4 >7.6 >7.58 Pressure/MMP >0.95 >0.95
Permeability/10-3μm2 >1
Oil gravity, ° API >27 >26 >22 27-48 27-48 >27
Viscosity, cp <12 <15 <10 <10 <20
Residual oil saturation, Sor >0.30 >0.30 >0.20 >0.25 0.2
Site Evaluation for CO2-EOR On the basis of oil field data and site-selection criteria, several potential CO2-EOR oil fields sites were selected for further evaluation in the Ordos Basin. The oil field parameters of the Ordos Basin are listed in Table 47. There are several oil fields that satisfy these evaluation criteria, namely the Lizhuangzi, Dashuikeng, Baiyanjing, Hongjingzi, Donghongzhuang, Maling, Yuancheng, Huachi, Chenghao, and Wuqi fields in the Ordos Basin. These oil fields have reached the end of the second recovery phase (i.e., water flooding), and several are ready to enter or have already entered the third recovery phase. This condition presents an opportunity for conducting CO2-EOR and geological storage. The main challenges for applying CO2-EOR technologies are extremely low porosity, permeability and higher reservoir heterogeneity for most reservoirs in the Ordos Basin. Consequently, based on earlier assessments, this suggests that such CO2-EOR demonstration project in Ordos basin would not be cost-effective even if technically successful since the supercritical CO2 would need to be transported over 300km from the proposed site of the Shenhua Guohua Oxy-fuel Combustion Demonstration Plant.

Table 47 Selected oil field parameters in the Ordos Basin
Oil field name
Reservoir characteristic
Age Depth (m)
Lithology Effective thickness
(m)
Porosity (%)
Permeability
(mD)
Original pressure (MPa)
Saturation pressure (MPa)
Ground specific
gravity of crude oil
Underground viscosity
of crude oil (mPa.s)
Average daily output
of a single well (tonne)
Lizhuangzi Oil Field
Yanan Formation of Jurassic System
1,100 to 1,300
Sand rock
9.9 16 to
1916 to 66.6 9.26 to 11.3 2.5 0.865 5.0 1.3
Majiatan Oil Field
Yanchang Formation of
Triassic System
742 to 870
Sand rock 11 13 to 15.6
9.3 to 36 6.4 to 7.4 3.1 to 4.5 0.87 to
0.92 7.5 to 9.4 0.8
Dashuikeng Oil Field
Zhiluo Formation and Yanan
Formation of Jurassic System
870 to 2,000
Sand rock 6.4 12 to
18 28 to 575 8.9 to 18.0 0.4 to 2.9
0.829 to 0.866
3.1 to 8.6 3.2
Baiyanjing Oil Field
Yanan Formation of Jurassic System
1,800 to 2,000
Sand rock 10.5 14.5 26.7 16.6 to 19.5 1.5 to 15.30.8359 to
0.8429 1.6 to 3.4 6.5
Hongjingzi Oil Field
Zhiluo Formation and Yanan
Formation of Jurassic System
1,500 to 2,050
Sand rock 5.7-10.8 17 to
19 49.5 to
293 14.6 to 17.6
0.66 to 3.76
0.842 to 0.856
2.4 to 4.9 5.4
Mayoufang Oil Field
Zhiluo Formation and Yanan
Formation of Jurassic System
1,400 to 1,900
Sand rock 9.9 16 66 13.62 to
16.42 2.5 to 5.3 0.846 1.83 to 2.89 3.6
Donghongzhuang Oil
Field
Yanan Formation of Jurassic System
1,700 to 1,900
Sand rock 3.8 15 to
18 50 to 150
0.8376 to 0.8744
5.82 to 13.4 (ground)
0.5
Maling Oil Field
Yanan Formation of Jurassic System
1,200 to 1,650
Sand rock 6.1 16.1 73.8 13.53 to 14.9 2.94 to 5.60.83 to
0.861.7 to 4.0 5.5
Yuancheng Oil Field
Yanan Formation of Jurassic System
1,370 to 1,650
Sand rock 10.1 17.3 227.1 12.89 1.38 0.839 3.55 7.5
Huachi Oil Field
Yanan Formation of Jurassic System
1,200 to 1,500
Sand rock 7.2 15.8 to 16.6
146.6 to 160.1
10.2 to 11.37 1.45 to
8.45 0.847 to
0.857 1.7 to 4.4 5.0
Chenghao Oil Field
Yanan Formation of Jurassic System
1,000 to 1,350
Sand rock 4.2 to 7.7 15.7 to 16.8
50 to 254 10.4 to 11.2 1.2 to 3.0 0.8449 2.4 to 5.6 4.7
Wuqi Oil Field
Yanan Formation of Jurassic System
1,120 to 1,420
Sand rock 5.8 17 90.8 to 475.1 9.6 to 10.15 0.6 to 1.630.8447 to
0.85203.20 to 5.6 5.8
4.4.3 Site selection for CO2 saline aquifer storage The objective of site selection is to use limited data in the pre-selection phase for CO2 aquifer storage. Evaluation criteria for aquifer storage The evaluation framework for identification of potential geological CO2 storage sites follows the methodology developed by Wei et al. (2013), which comprises a combination of qualitative and quantitative analyses. A multi-objective method involves both types of analyses (Ramírez et al., 2009, 2010). Thus, evaluation indexes are obtained through a multi-objective method based on GIS software, which focuses on four primary objectives (Wei et al., 2013), namely: Sequestration optimization, which essentially involves storage capacity and injectivity; Risk minimization, including maximum injection pressure, caprock integrity, active
faults, potential of oil and gas reservoirs, sedimentary history, tectonic activity and seismic intensity;
Environmental constraints, including distribution of cities with high population, distribution of natural resources, conflict between land and underground space.
Economic considerations, involving the analyses of costs (e.g. reusing existing infrastructure, building new installations) and social constraints (e.g. public acceptance). Overall costs are directly linked to injection equipment, monitoring facilities, and

pipelines, which may affect selection of CO2 storage sites. Data complement for suitability evaluation The GIS database includes CO2 emission sources, geological structure, tectonic units, storage sites, transportation, geological characteristics, cities, population intensity, and other basic data. These data were obtained from several databases including those of the Ministry of Land and Resources and the Chinese Academy of Sciences, atlases, reports, books and papers. These datasets and the GIS tool enable suitability evaluation in the pre-selection phase.
Mathematical method Based on the criteria and data analysis described above, the suitability of potential CO2 storage sites can be evaluated mathematically using a GIS-based evaluation tool (Bachu, 2003a). Table 8 presents basin-scale evaluation criteria (Bachu, 2003b; CO2CRC, 2008), which are used to evaluate the suitability of CO2 storage sites at the sub-basin scale. Each index in Table 8 increases in grade from left to right. These criteria not only consider storage safety and capacity, but also economic and technical feasibilities (Bachu, 2003b; CO2CRC, 2008). These criteria can be determined via a series of simple selection opinions, and can be used for evaluating site suitability. Table 48 Major evaluation criteria for site selection of saline aquifers (Wei et al., 2013)
Criterion Classes
First order Second order Disqualifying
threshold j =1 j =2 j=3 j=4 j=5
Weight
Scores -99 1 2 3 4 5
Sto
rage
opt
imiz
atio
n
Size of Secondary
tectonic units <500 km2 <1,000 km2
Small <5,000
km2
Medium <10,000
km2
Large <50,000
km2
Giant 0.01
>50,000 km2
Maximum depth of storage formation
<1,000 m Shallow (<1,500 m)
Intermediate (1,500-
3,000 m) Deep
(>3,000 m) 0.03
Representative permeability <1 mD 1-10 mD 10-50
mD 50-100 mD 100-500 mD >500 mD 0.1
(total, effective) Porosity <5% 5%-10% 10%-
15% 15%-20% 20%-25% >25% 0.02
Fluid pressure ratio Pressure
ratio (>1.2) Pressure
ratio (1.0–1.2)
Pressure ratio (<1.0) 0.01
Effective injection thickness
<10 m 10–20 m 20–50 m 50–100 m 100–
300 m >300 m 0.08
Reservoir failure pressure
buildup
Pluvial and alluvial facies
Fluvial facies
Lacustrine and paludal
facies 0.02
Primary seal formation
Seal by different lithology
Regional
seal formation
Basin scale
seal formation
0.01
Geothermal gradient Warm basin
(>40 /km) Moderate
(20-40 /km)
Cold basin (<20 /km) 0.05
Ris
k m
inim
izat
ion
Geology Extensively faulted and fractured
Moderately faulted and fractured
Limited faulting 0.02
Major active faults <10 km 10-20 km 20-40 km >40 km 0.06

In situ stress zone Extension
zone Strike-slip zone Compression
zone 0.01
Hydrocarbon potential None Small Medium Large Giant 0.02
Distance from hydrocarbon
fields >40 km 20–40 km <20 km 0.04
Sedimentary facies Pluvial and
alluvial Fluvial Lacustrine and paludal 0.03
Primary seal formation
Seal by different lithology
Regional
seal formation
Basin scale
seal formation
0.03
Buffer formations Pluvial and
alluvial Fluvial Lacustrine 0.01
Distance between the outcrops and storage site
<20 km 20–40 km 40-60 km >60 km 0.08
Sedimentary system of
Cenozoic era (E and Q)
none deposits 0.04
Hydrogeological Dynamics
Shallow, short flow systems, or compaction
flow
Intermediate
flow systems
Regional, long-range
flow systems 0.03
Earthquake record
Ms>V (10km rang) 0
Seismicity intensity >VIII High (VII) Intermediate
(VI) Low (<IV) 0.08
Env
iron
men
tal C
onst
rain
ts
City nearby Within cities 0
Distribution of natural
resources <10km 0
Depth of natural resource ( likely to be explored
in future research)
800-2,000 m 200-800 m <200 m 0.04
Coal resources Deep (>800 m) Shallow
(<800 m) None 0.06
Site distance to existing deep
coal mines 5 km 5-10km >10 km 0.02
cons
ider
atio
n of
ec
onom
ic
aspe
cts City nearby Within cities <5 km <10km <15 km <20km
km <25 km 0.1
Formation selection for saline aquifer storage CO2 saline aquifer storage sites must have good reservoirs, caprock, and hydro-geological conditions, generally with a depth in the range 800 m to 3,500 m. Sedimentary facies, deposit material including clastic and carbonate rocks, and reservoir properties (porosity, permeability, etc.) have significant effects on CO2 storage. These factors are the key criteria for reservoir selection, as given in Table 49. Permeability coefficient and porosity are

obtained from indoor tests, which should comply with the codes for such tests on rock physical properties.
Table 49 Selection criteria of saline aquifer formations for CO2 storage Key index Criterion Remarks
Sedimentary types Terrestrial clastic rock For storage capacity and injectivity Depth range 800 m to 3,500 m For storage capacity and economic aspect Permeability >1 mD (over 10 mD is better) Key index of injectivity
Accumulated thickness >20 m Key index of injectivity Porosity >5% For clastic deposit
Water quality >3 g/L Minimum salinity criterion
Figure 37 Geological map and cross section of the Ordos Basin (Hanson et al., 2007) The Ordos Basin is a typical cratonic basin; tectonically the basin can be subdivided into six structural units: the Yimeng uplift, the Weibei Uplift, the Jinxi Fault-Fold Belt, the Shaanbei

Slope, the Tianhuan Depression, and the Western Edge Thrust Belt. The Ordos Basin developed into a large stable basin during the Paleozoic, with tectonic movements dominated by both regional uplift and subsidence. With the exception of uplifts and depressions that developed at the margins, the basin is characterized by a huge monoclinal structure (Shaanbei Slope) with a 1- to 2-degree dip to the west (Figure 37). The average present-day regional geothermal gradient of the Ordos Basin is 30 °C/km and the average surface temperature is 13.6 °C. There are no major faults and stratigraphic changes within the screening area. The sediments of the Ordos Basin include 2,559 to 7,847 m of Paleozoic and Mesozoic sedimentary strata. The Upper Ordovician, Silurian, Devonian, and Carboniferous strata do not occur within the basin. These absences are marked by a major regional unconformity that lies between the Middle Ordovician and Pennsylvanian strata. During a 150-ma-long hiatus from the Middle Ordovician to the Mississippian, intense karstification of the Ordovician carbonate rocks resulted in a wide distribution of karst strata along the regional unconformity, in which the reservoir rocks of the Jingbian gas field developed. From the Cambrian to the Early Ordovician, the Ordos Basin was a shallow marine carbonate platform, and in the region 300-600 m of thick carbonate rocks were deposited in the main part of the Ordos Basin. During the later Early Ordovician to Middle Ordovician, the North China Block (including the Ordos Basin) experienced a large-scale marine transgression that deposited the Majiagou Formation, which consists of dolomite, limestone, and evaporates with a thickness of 100 -1,000 m in the interior of the basin. From the later carboniferous through the Jurassic, a thick terrestrial stratigraphic section consisting of lacustrine, fluvial, wetland, and deltaic strata, includes shale, mudstone, coal, and sandstone with a thickness of 2,300 - 5,700 m. The Lower Triassic Liujiagou Formation was deposited in fluvial and swamp environments, and consists of mudstone, and fine to coarse grain sandstone. The Yanchang Formation, a major oil reservoir and sources rocks in the Ordos Basin, was deposited during the Middle and Upper Triassic Period. Over 1,000 m sediments of the Yanchang Formation include dark gray shale, siltstone, fine-grain sandstone, and coal beds. The stratigraphic sequence of the Yanchang Formation shows a complete cycle of coarse-fine-coarse sedimentation, and records the entire cycle of the beginning, developing, and ending of a large inner lake. The Jurassic Yanan formation was deposited in the fluvial, lacustrine, and swamp environments, and consists of mudstone and fine to coarse sandstone. From oil and gas exploration experiences, the Luijiagou, Yanchang, and Yanan formations contain good reservoir-seal pairs that are potentially suitable for the geological CO2 storage in the Ordos Basin. During the Quaternary, 100-300m of eolian sediments were deposited in the Ordos Basin. Table 50 shows the major formations of the Yu 82 well, which is located about 100km from the proposed site of the oxy-combustion demonstration plant. Using data from Yu 82 well, the preliminary site selection results are:
Permian-Triassic reservoir-seal pairs: The Yanchang, Ermaying, Liujiagou, Upper and Lower Shihezi Formations, Shanxi Formation are made of fluvial facies with good caprock. The reservoirs in those formations have an average permeability of > 1 mD magnitude. However, in the vicinity of the screening area, there are oil and gas fields developed in the same formations (Yanchang, and Yanan formations), which are characterized by good reservoir quality (average porosity > 10%, and permeability > 1 md) and sealing capacity. For the Heshanggou formation, several strata in the Yanchang Formation, and several strata in the Shiqianfeng Formation, the regional caprock have been proved by oil industry and outcrop investigation. These formations will make CO2
storage safer.

Ordovician and Cambrian strata are primarily characterized by thick dolomite or limestone with thin muddy dolomite, few pores, and low permeability. These conditions pose extremely high technical and economic risks in developing CO2 saline aquifer storage. However, these strata can be potential target formations when the situation is right (i.e. distribution of the carst strata). Consequently, the Majiagou formation needs further technical study in the feasibility study phase.
Targeted geological CO2 storage formations for this project are Ermaying, Liujiagou Upper and Lower Shihezi Formations, Shanxi Formation and Majiagou Formation.
Table 50 Major formations in Yulin of Ordos Basin modified from well Yu 82
(Cheng, 2008)
Erathem System Formation
Depth from
surface (m)
Thickness (m)
Reservoir Permeability
(mD)
Porosity (%)
Lithology Description Sedimentary
Facies
Cenozoic Quaternary 130 125.3 Loess Wind action
Mesozoic Triassic
Yanchang Formation
1325 1195 1 11 ~ 14
The upper part of mudstone and siltstone; middle part of massive sandstone and inter-bedded sandy mudstone, carbonaceous mudstone; and the lower part of feldspar sandstone and mudstone.
Lacustrine facies
Zhifang Formation
1625 300 11.56 15.21
The upper part of brown mudstone and sandstone, lower part of gray green sandstone and sandyconglomerate.
Inshore lacustrine
facies
Heshanggou Formation
1805 180 1.03 13.79 Brownish-red mudstone and grey sandstone.
Lacustrine facies
Liujiagou Formation
2057 252 12.04 12.63
Gritrock and mudstone containing Kankar, bottom containing fine conglomerate.
Fluvial facies
Paleozoic
Permian
Shiqianfeng Formation
2367 310 1.43 11.04
The upper is brownish-red mudstone and sandstone, lower is sandstone intercalated with mudstone.
Lacustrine facies
Upper and lower
Shihezi Formation
2667 300 0.89 13.71
Upper mottled, grey mudstone and gray green sandstones, the lower part with dark grey mudstone.
Inshore lacustrine
facies
Shanxi Formation
2772 105 0.16 9.32
Dark gray mudstone and gray sandstone, intercalated with coal seam.
Delta and tidal flat
Carboniferous
Taiyuan Formation
2817 45 1.48 5.09
Dark grey bio-clastic limestone, black mudstone and gray sandstone and coal seam.
Tidal flat
Benxi Formation
2867 50 0.01 to 10 4 to 12.3Black coal seam, dark grey mudstone, sandy mudstone, limestone.
Lagoon- tidal flat
Ordovician Majiagou Formation
2895 28 0.39 to 0.45 6.5 to 9.5Brown gray dolomite, dark gray limestone and white gypsum salt rock
Platform

Priority sites for CO2 saline aquifer storage Site suitability evaluation was performed using the GIS based tool with available iso-values and spatial layer data as described above. The results for aquifer site suitability evaluation are mapped in Figure With geological formation selection, the recommended priority sites are shown in the blue circle within that Figure These results need further study in the site selection and numerical simulation.
Figure 38 Priority aquifer sites identification 4.4.4 Numerical simulation Generation of a 3-D geological model Two 3-D geological models were constructed for the proposed Shenhua Guohua Shenmu oxy-fuel combustion demonstration plant, based on the regional structural map, geophysical logs from the oil and gas wells, and stratigraphic data from literature. These focus on the priority CO2 storage saline aquifers of the Liujiagou and Majiagou formations, which are at the depths of 2,000~2,100 m and 2,900~2,950 m, respectively. Nine injection wells and four production wells are designed in this area with an axisymmetric layout, as shown in Figure 39.

Based on the regional structural map, there is no major fault through the modeling area. The gridding sizes for the x, y, and z axes are 200 m by 200 m by 10 m respectively. 2-D and 3-D minimum tension gridding was used to construct this model. Figure 40 shows the incline view of the geological structural model for the formations.
Figure 39 Layout of the CO2 injection wells and production wells
Figure 40 Geological model used for CO2 injection simulation at the demonstration site: Liujiagou Formation (H=100m) or Majiagou Formation (H=50m).
Generation of the 3-D computational hydrostratigraphic model Following the logic and methodology outlined by Miller et al., a computational hydrostratigraphic model that maintains sharp material interfaces between the units of interest has been generated from the geological structural model. Grid spacing is 200 m in the X and Y directions, and variable in the vertical direction (average vertical size within the targeted reservoir Liujiagou and Upper Majiagou Limestone is 10 m), with 25000 volume elements.

Carbon dioxide injection simulation setup Simulations of the CO2 injection are run on the Lawrence Berkeley National Laboratory multiphase porous flow simulator (Pruess et al., 2004)). Developed at the Lawrence Berkeley National Laboratory in the early 1980s primarily for geothermal reservoir engineering, the suite of Transport Of Unsaturated Groundwater and Heat (TOUGH) is now widely used at universities, government organizations, and private industry for applications related to geological carbon sequestration, nuclear waste disposal, energy production from geothermal, oil and gas reservoirs as well as methane hydrate deposits, environmental remediation, vadose zone hydrology, and other uses that involve coupled thermal, hydrological, geochemical, and geomechanical processes in permeable media. While the fundamental concept of writing the governing mass- and energy-balance equations in integral form and solving them fully coupled using the integral finite difference method has been preserved over the years, the TOUGH suite of simulators is continually updated, with new equation-of-state (EOS) modules being developed, and refined process descriptions implemented into its framework. Moreover, the code’s multi-physics capabilities have been significantly widened, and linkages to related subsystems (such as wellbores, surface water bodies, and the atmosphere) have been established. Finally, the numerical performance of the simulators is being improved through parallelization and the use of state-of-the-art linear equation solvers. Injection to the Liujiagou Formation Initial conditions for the domain include a geothermal gradient of 30 °C/km with a bottom temperature of 73 °C and a top temperature of 70 °C. Using a hydrostatic pressure gradient of 10 MPa/km ( normal pressure fluid flow system), the domain pressures range from 20 MPa at top of the domain (depth of 2,000 m) to 21 MPa at the bottom of the domain (depth of 2100 m). Further simplifying assumptions for the 3-D injection calculations are that rock density is constant at 2,500 kg/m3, porosity of the Liujiagou sandstone is 12.65%, and heat capacity is constant at 920 J/ (kg K). The homogenous permeability of 2 md is assigned to targeted reservoirs of the Liujiagou sandstone. The residual saturation of 5% is assigned for both brine and CO2, using a van Genuchten-Mualem Model. Van Genuchten Function is adopted to describe capillary pressure effects; brine TDS are set constant as 50,000 ppm for all formations, and water viscosity is calculated independently of brine content or dissolved CO2. During CO2 injection, the simulator allows for the possibility of CO2 dissolution in water. For all simulations, the down-dip sides (west and south sides) of the domain are closed, whereas the up-dip sides (north and east sides) are open for the reservoir fluids to flow freely out of the simulation area. The open boundaries is an essential condition to create accommodation spaces and to prevent the reservoir pressure elevating too high to reach the fractural pressure of the sealing formations. The parameters are summarized in Table 51.
Table 51 Parameters of the simulation model of Liujiagou Formation.
Rock density
/(kg/m3) Heat capacity
/(J/(kg·℃)) Pore compressibility
/Pa-1
Wet heat conductivity
/(W/(m·℃))
value 2500 920 4.5×10-10 2.51
Relative permeability model (van Genuchten-Mualem Model) Capillary function (Van Genuchten Function)
1 ∗ 1
S / 1 Slr = 0.030 Sgr=0.050
1/1*0cap )1][(SPP
*
1l lr
lr
S SS
S
Slr = 0.050 λ = 0.457
P0 = 2E4 Pa

The injection or production parameters are defined on a single volume element, respectively. An injection simulation for the Liujiagou sandstone was performed (Total injection rates of 1 Mt/year, single well injection rate of 0.112 Mt/year, with the injection continuing for 20 years). The simulation for 1 Mt/year, 12.65% porosity, and 2 md of relative permeability had pressures that remained well below the injection pressure limit (150% Hydrostatic Pressure) and leveled off after the 20 years when the injection was stopped at the beginning of the 20th year. Some 6.84 Mt of pore fluids were displaced over 100 years to maintain the reservoir pressure below the injection pressure limit. The reservoir pressure is elevated quickly when the injection is started, but kept below the injection pressure limit through all injection time. After the injection ceased, the reservoir pressure returned to its original level within 30 years (Figures 41 and 42).
Figure 41 TOUGH CO2 injection simulation results for the Liujiagou Formation, at the demonstration site
Figure 42 Total CO2 injection and total water production for the whole Liujiagou Formation demonstration site, with a ratio of injection/production 0.7469

The simulation is conducted on 1/4 of the whole geological model, for its axial symmetry. The single injection rate of 3.6 kg/s (0.112 Mt/ year/well is constant for 20 years with 9 injection wells. The total injection rate for the Liujiagou Formation is about 1Mt/year. The injections continue for 20 years, then are stopped, and the simulation is still run for other 80 years without CO2 injection. This shows that the reservoir pressure is elevated quickly when the injection is started but remains below the injection pressure limit through all injection time. After the injection is ceased, the reservoir pressure is attenuated back to original pressure within 30 years.
Figure 43 An incline view of the injected CO2 plume for the targeted Liujiagou sandstone after 100 years since start of injection
Figure is an incline view of the injected CO2 plume for the targeted Liujiagou sandstone after 100 years from the start of injection. After a 100-year injection simulation, a single well injection appears as nearly a circle with a radius of 900 m, covering an area of 2.545 km2, Figure 44.
Figure 44 The CO2 plume resuling from 20 year injection for the Liujiagou Formation

Injection to the Majiagou Limestone The same artificial injection wells located in the domain were used for the CO2 injection simulation into the Majiagou Limestone. Only the upper portion of the 50 m section in the Majiagou Formation is used for the CO2 injection simulation. The reservoir petrophysical properties were held constant. The porosity of the Majiagou Limestone was 5%, and the permeability was 1 md. A series of injection simulations for the Majiagou limestone were performed (total injection rates of 0.3 Mt/year, single well injection rate of 0.033 Mt/year, the injection continues 20 years). The simulation for 0.5 Mt/year, 5% porosity, and 1 md of relative permeability had pressures that remained well below the injection pressure limit (150% Hydrostatic Pressure) and leveled off after the 20 years when the injection was stopped at the beginning of the 20th year (Figures 45-48). Some 3.42 Mt of pore fluids were displaced over 100 years to maintain the reservoir pressure below the injection pressure limit. The reservoir pressure is elevated quickly when the injection starts, but remains below the injection pressure limit through all the injection time. After the injection ceased, the reservoir pressure returned to its original level within 20 years.
Figure 45 TOUGH CO2 injection simulation results for the Majiagou Formation demonstration site
The simulation is conducted on 1/4 of the whole geological model, for its axial symmetry. The single injection rates of 1.8 kg/s (0.056 Mt/(year. well) is constant for 20 years with 9 injection wells. Total injection rate of the Majiagou Formation is about 0.5Mt/year. The injections continue for 20 years, and then are stopped, and the simulation continued for other 80 years without CO2 injection. The reservoir pressure is elevated quickly when the injection starts, but remained below the injection pressure limit through all injection time. After the injection ceased, the reservoir pressure is attenuated back to the original pressure within 20 years. Further simulation scenarios will be undertaken during the feasibility phase of the project.

Figure 46 Total CO2 injection and total water production for the Majiagou Formation demonstration site, with a ratio of injection/production 0.7426
Figure 47 An incline view of the injected CO2 plume for the targeted Majiagou Limestone after 100 years of injection
Figure 48 CO2 plume resulting from a 20 year injection for the Majiagou Formation. Discussion and result of the numerical simulation Preliminary investigations show that the saline aquifers (i.e. the Liujiagou and Majiagou formations) near to the intended location of the proposed Shenhua Guohua oxy-fuel combustion demonstration plant have adequate CO2 storage capacity to accept the amount of

1 Mt/year CO2 captured by the proposed facility. For the Liujiagou Formation (100 m), nine wells are needed to inject 1 Mt/year CO2. For the Majiagou Formation (50 m), an injection of 0.5 Mt/year is feasible. If the Liujiagou and Majiagou are commingled for injecting 1 Mt CO2 per year, less injection wells will be needed, or the injection could continue for more years. All of these need more investigation. The most critical problem with commercial scale geological CO2 storage is management of reservoir pressure and displaced fluids. There is about the same volume of formation water required to be produced during the CO2 injection period (injection simulation setup for 20 years). The reservoir pressure could be reduced to the original reservoir pressure within 20 year after the injection ceased if the displaced fluids are produced continuously. The greatest uncertainty in numerically simulating CO2 storage processes is characterizing geological heterogeneity in 3 dimensions (3-D). A seismic survey and stratigraphic test well are essential to site characterization of a specific geological CO2 storage site. An energy development strategy that includes integration of EOR/fluid production/water treatment with CO2 storage provides a beneficial use for the displaced water and reduce the overall cost of the storage. 4.5 Economic evaluation methodology of CCS project A limited number of studies have been conducted on the economic model of CO2 geological storage, based on the IEA model, the Battelle-Pacific Northwest National Laboratory model, and the Carnegie Mellon University model. Extensive economic analyses have also been performed on certain technical factors of CCUS. The economic evaluation of CO2 geological storage applied in this study is primarily based on the model by McCoy (2008) and escalated those cost coefficients into the China context. On that basis, the cost for CO2 storage in saline aquifers and oil fields are estimated in this chapter. Based on the selection result of storage site and the location of CO2 emission sources, source-sink matching further chooses a suitable storage site and the route of CO2 transport. Storage capacity evaluation of saline aquifers is primarily based on the guidelines of the Carbon Sequestration Leadership Forum (CSLF) and the US Department of Energy (DOE). The solubility method proposed by the DOE is used to estimate storage capacity during the evaluation stage (Dahowski et al., 2009; Goodman et al., 2011). CO2 transport has a critical role in CO2 storage because of its high-investment, high-energy consumption component. Thus, choosing the pipeline route is an important cost component. The analysis of CO2 storage cost mainly considers the geological condition and engineering parameters, such as net thickness of reservoirs, permeability, porosity, injection strategy, the number of injection wells, and injectivity. The number of necessary CO2 injection wells is highly dependent on reservoir properties. Given that reservoir properties are highly variable, the number of wells is uncertain, thus affecting the economy of saline aquifer storage to a certain extent. 4.5.1 Cost of CO2 transport Limiting CO2 transport technology cost and energy consumption is an important part of the overall process. CO2 is generally transported via pipelines, tankers, or ships. Pipelines are the

typical tools for large-scale CO2 transport while tanker transport is generally employed for small volumes of liquefied CO2 in industrial applications. Ship transport is often conducted in coastal areas, and where storage sites are typically deep-sea saline aquifers. Tanker transport is extremely costly if used for large amounts of CO2. Supercritical CO2 has significantly lower viscosity than liquid CO2, and pipelines for delivering supercritical CO2 have smaller diameters and thinner walls than pipelines for delivering liquid CO2. Thus, long-distance pipeline transport of supercritical CO2 significantly reduces pipeline investment cost. Most researchers believe that supercritical CO2 transport pipelines are an economical means of long-distance delivery of large quantities of CO2 (Eldevik et al., 2009; Liu and Gallagher, 2011; Vandeginste and Piessens, 2008). Consequently, the economic evaluation of the CO2 transportation in this study is based on the use of a supercritical CO2 pipeline (Department of S&T for Social Development, 2011). A pipeline system for transport of supercritical CO2 would comprise pipelines, intermediate booster stations (booster pumps), and some auxiliaries (McCollum and Ogden, 2006). The CO2 pipeline transport cost primarily includes capital cost and operation and management (O&M) costs. The main component of the capital cost is CO2 pipelines investment and anticorrosive cost. Parameters that need to be confirmed are pipeline diameter, wall thickness, length, material and roughness, CO2 average pressure inside the pipeline, CO2 mass flow, density and viscosity in pipeline. It is also necessary to consider the location and topography factors. There is less familiarity with CO2 pipeline transportation in China, compared to countries that have developed oil and gas fields with high CO2 impurity levels, necessitating research for CO2 corrosion problems, influencing factors and regularity of failure mechanism, and corrosion protection measures. The anti-corrosion technology commonly adopted included (1) the use of high quality steel and glass fiber reinforced plastic materials, (2) the use of corrosion inhibitors, (3) the application of an inside coating or lining, and (4) raising the pH. Based on the characteristics of a CCS project, selecting appropriate corrosion protection measures is very important for the safety and service life of CO2 pipeline transport. Pipeline diameter The pipeline diameter calculation is an iterative process. An appropriate first approximation diameter value (D) is assumed as 25.40 cm to 50.80 cm. Inside the pipeline the average pressure Pinter is calculated as:
Pinter = (Pin + Pout)/2, (1) where:
Pin is CO2 pipeline inlet pressure [MPa], and Pout is CO2 pipeline outlet pressure [MPa].
According to the average pressure in the pipeline Pinter and CO2 temperature T, the physical property parameters of CO2 in the pipeline are calculated. The pipeline diameter (D) is calculated by the iteration of the Reynolds coefficient and Fanning coefficient. And it is shown as follows: (Herzog, 2003):
D = (1/0.0254) × [(32×Ff×m2) × (1000/24/3600)2/(π2 × ρ × (ΔP/L) × 106/1000)](1/5), (2)
where: ΔP is pressure difference in pipeline = Pin- Pout [MPa], L is pipeline length [km], Ρ is CO2 density in pipeline [kg/m3],

Ff is Fanning friction coefficient [ - ],
211.1
10 7.3
12
Re
91.6log8.14
1
D
Ff
, (3)
Re is Reynolds coefficient [ - ], Re = (4×1000/24/3600/0.0254)×m / (π×μ×D), (4)
D is the pipeline diameter [in], m is CO2 mass flow in pipeline [t/d], μ is CO2 viscosity in the pipeline [Pas], and ε is roughness of the internal pipeline, considered as 0.00015 feet (Herzog, 2003).
CO2 transport costs Here exchange rate refers to the USD rate in the year of 2005, which is 1 USD to 6.5 CNY, and the transport cost unit is USD. Based on the McCollum equation (McCollum, 2006), the capital cost per unit length (Ccap) of onshore pipeline is calculated as follows:
Ccap = 9,970 × (m0.35) × (L0.13) [$/km] , (5) The total pipeline investment cost Ctotal is calculated as:
Ctotal = FL × FT × L × Ccap [$], (6) where: FL is location factor [ - ], which is 1.0 in US or Canada , in Europe is 1.0, in UK is 1.2, in Japan is 1.0, in Australia is 1.0, and in China is 0.7 to 0.9. The recommended coefficient is 0.8 in this paper. FT is topographic factor [ - ]. which is 1.10 in cultivated land, in grassland is 1.00, in woods is 1.05, in tropical jungle is 1.10, in desert is 1.10, in less than 20% highland is 1.30, and in more than 50% highland is 1.50. The annual total cost is:
Annual total cost = Cannual + O&Mannual [$/a] , (7) Cannual = Ctotal × CRF [$/a] , (8) O&Mannual = Ctotal × O&Mfactor [$/a] , (9)
where: Cannual is the annual pipeline investment cost, and O&Mannual is the annual operation and management cost which is 2.5% of the total investment cost (Herzog, 2003; Programme, March 2002).
CRF is capital recovery factor [-/a], which is 0.134 (when i = 0.12, n = 20). O&Mfactor is O&M cost factor [-/a] as 0.025.
The average CO2 transport cost per unit amount of CO2 transport is calculated as: Average cost = Annual total cost/myear [$/t CO2] , (10)
myear = m × 365 × CF (CF = 0.80), (11) where myear is CO2 storage mass flow [t/a], and CF is capacity factor.
Figure 49 illustrates the relationship between pipeline investment per unit length and CO2 capacity as well as pipeline length. Pipeline investment per unit length is significantly influenced by CO2 capacity and pipeline length (levelized cost of pipeline investment). The larger CO2 capacity is, the higher the pipeline investment levelized cost is. And the pipeline investment levelized cost would increase gradually with the increasing pipeline length. The levelized cost of CO2 pipeline transport would decrease with the increase in project capacity, which increases at a certain extent, Figure 50. This scale effect is even more evident in long-

distance CO2 pipeline transport. In this figure, the location and topography factor of China are assumed as FL is 0.8 and FT is 1.30.
Figure 49 Relation of pipeline investment unit length with CO2 storage capacity and pipeline length
Figure 50 Relation of the levelized cost of CO2 transport with CO2 mass flow and pipeline length
4.5.2 Cost of saline aquifer CO2 storage Injection strategy of saline aquifer storage Injection strategy plays a significant role in assessing the suitability of a given site for commercial-scale CCS. Large-scale CO2 injection can cause high pressure build-up, which limits the effective storage capacity and can increase the long-term risk of CCS projects, especially for aquifers with closed boundaries. Therefore, as a fundamental basis for the evaluation framework, a general injection strategy assumption was established, encompassing a CO2 injection array along with pressure control (water extraction) wells. The injection strategy primarily addresses factors constraining the storage capacity and related risks, and
0.0E+00
1.0E+06
2.0E+06
3.0E+06
4.0E+06
5.0E+06
6.0E+06
7.0E+06
8.0E+06
0 500 1000 1500
Lev
eliz
ed C
ost (
RM
B /
km)
Pipeline Distance ( km )
1Mt/a2Mt/a5Mt/a10Mt/a20Mt/a50Mt/a
0
50
100
150
200
250
300
350
400
0 10 20 30 40 50
Lev
eliz
ed C
ost (
RM
B/t
)
Transport Capacity (Mt/a)
100
200
400
600
800
1000
1200

offers several advantages in practice: (1) increases the storage capacity underground and optimizes the usage of underground pore space; (2) lowers the risk of deformation of the geological formation and mechanical risk under high pressure conditions; (3) reduces the risk of unanticipated CO2 migration and its consequences; (4) minimizes leakage through imperfect cap-rock, fracture network, and faults under high injection pressure; and (5) potentially reduces the number of necessary injection wells (and costs) by maximizing overall injectivity (Wei et al., 2013). The number of CO2 injection wells is highly dependent on reservoir properties. Because these are variable in different regions, the number of wells is uncertain. The Massachusetts Institute of Technology (MIT) (Herzog, 2003) has statistically analyzed reservoir properties of representative saline aquifer and oil fields in the US, as shown in Table 52 and Table , including reservoir pressure (Pres), thickness (H), depth (D), horizontal permeability (kh), and vertical permeability (kv).
Table 52 Reservoir properties of representative saline aquifer (Herzog, 2003) Parameter Unit Saline Aquifer Saline Aquifer Saline Aquifer
Base Case High-Cost Case Low-Cost Case Pressure MPa 8.4 11.8 5
Thickness m 171 42 703 Depth m 1,239 1,784 694
Permeability mD 22 0.8 585
Table 53 Reservoir properties of representative oil field (Herzog, 2003) Parameter Unit Oil Field Reservoir Oil Field Reservoir Oil Field Reservoir
Base Case High-Cost Case Low-Cost Case Pressure MPa 13.8 20.7 3.5
Thickness m 43 21 61 Depth m 1,554 2,134 1,524
Permeability md 5 5 19
Figure 51 Wellsite arrangement of CO2 saline aquifer storage Large-scale storage projects may be achieved by maintaining the injection well to pressure control well ratio from 1:1 to 1.0:0.5. Based on the theoretical caculation of well amount and

the numerical simulation, a saline aquifer storage well site for the Shenhua Guohua CCS project is illustrated in Figure 51. With the injection capacity of hundreds of thousands of tonnes per year, a multi-injection well and multi-pressure control well site is recommended for CO2 saline aquifer storage projects. An additional two wells are included for monitoring the migration of CO2 and brine. Thus a total of 15 wells are used for CO2 aquifer storage. The economic evaluation of saline aquifer storage The technical model, such as, well spacing, well depth, and well distribution can be established based on injection strategy. Then the economics of the project can be based on the technical model. The economic model is mainly based on the methodology presented by McCoy (2008) and McCollum (2006) but with different coefficients for China. The CO2 saline aquifer storage cost primarily divides into capital cost and operation and management (O&M) costs. The capital cost of storage mainly includes the costs of field investigation and site evaluation, well drilling and CO2 pipe network, and injection equipment.
1) Field investigation and site evaluation: on the basis of geological requirements, evaluated geological basic conditions for primary storage site or a certain range. The key points of evaluation are formation characteristics, the fault and attitude of stratum. The methods of evaluation include 2-D and 3-D seismic survey and drilling, of which the cost is construction cost and data interpretation fees.
2) Well drilling and CO2 pipe network: well drilling contains injection well, production well and monitoring and control well. It is very important to calculate the number of well drilling because of the high cost. The construction cost consists of well drilling, well completion, logging, and well cementation cost, as well as some monitoring cost. The cost of CO2 pipe network is the well site connection cost.
3) Injection equipment cost mainly includes the costs of workshops, power distribution lines, and electrical service. O&M cost mainly contains: normal daily expenses (O&Mdaily), consumables (O&Mcons), surface equipment maintenance (O&Msur), subsurface maintenance (O&Msubsur), anti-corrosion cost, and CO2 pressure boost.
The following storage cost estimate is based on the 2005 USD rate. 1) The capital cost of storage Reference the study of Smith (Smith, May 14-17, 2001), site investigation and evaluation cost for one well is:
Csite = 1,857,773 [$] . (12) Reference the estimated method of offshore injection well drilling cost by MIT, the USA research report on well cost in 1998, and the well site connection cost from (Dahowski et al., 2012), the cost of well drilling and CO2 pipe network is calculated:
Cdrill = Nwell × 106 × 0.1063e0.0008×d + Nwell × 0.5well(7389 /(43,600 280 ))N . (13)
The total number of wells Nwell includes the injection well and pressure control wells. The number of pressure control wells is derived from the ratio of injection wells to pressure control wells (1.0:0.05). Based on the algorithm used in the MIT report (Herzog, 2003), actual injection expenses are calculated according to the “Report on the cost of equipment and production operation in the domestic petroleum and natural gas sector”. Injection equipment cost (Cequip) is described as:
Cequip = Nwell × {49,433 × [m/(280×Nwell)]0.5} [$]. (14)
The capital cost of CO2 saline aquifer storage is given as follows:

Ctotal = Csite + Cequip + Cdrill [$]. (15) The annual capital cost for storage should be:
Cannual = Ctotal × CRF (i=0.12; n=20) , (16) where CRF is capital recovery factor [-/a], i is discount rate [ - ], and n is capital calculation period [year]. 2) O&M cost Based on the EIA report on “Costs and Indices for Domestic Oil and Gas Field Equipment and Production Operation” (EIA, 1994), O&M cost is described as:
O&Mdaily = Nwell × 7,596, (17) O&Mcons = Nwell × 20,295, (18)
O&Msur = Nwell × {15,420 × [m/(280 × Nwell)]0.5}, (19)
O&Msubsur = Nwell × {5,669 × (d/1219)}, (20) O&Mtotal = O&Mdaily + O&Mcons + O&Msur + O&Msubsur, (21)
where O&Mtotal is the total annual O&M cost [$/a], O&Mdaily is the daily expenditure cost of O&M [$/a], O&Mcons is the cost of consumables in O&M [$/a], O&Msur is the surface cost of O&M [$/a], and O&Msubsur is the subsurface cost of O&M [$/a]. 3) The levelized cost of CO2 storage The total annual cost is:
Total Annual Cost = Cannual + O&Mtotal [$/a]. (22)
The levelized cost of CO2 saline aquifer storage is calculated as follows: Levelized Cost = (Total Annual Cost)/myear [$/t CO2] , (23)
in which the total annual CO2 storage quantity myear should be: myear = m × 365 × CF (where CF = 0.80). (24)
Assumed CO2 injection flow of a single well is 0.2 Mt/a and 1.0 Mt/a respectively in the Ordos Basin. The relationship between levelized CO2 saline aquifer storage cost and storage capacity is shown in Figure , where the ratio of injection wells to pressure control wells is 1.0:0.5.
Figure 52 Relation between levelized storage cost and injection capacity (Injection well: control well is 1.0:0.5)
If the number of injection wells is four or more, the ratio of injection wells to pressure control wells is 1.0:0.5. When the number of injection wells is less than four, at least two monitoring or pressure control wells should be provided because of reduced monitoring requirement.
0
10
20
30
40
50
60
70
80
0 5 10 15 20
Inje
ctiv
ity C
ost (
RM
B/t
)
Injection Capacity (Mt/a)

From this figure, it can be seen that the levelized storage cost would reduce with the increase of storage capacity. When the storage capacity is more than 1.0 Mt/a, the cost curve remained stable. It should be noted that this formulaic approach provided the foundation for economic evaluation, with the cost coefficients improved by the Chinese context. A project with an injection capacity of 1 Mt/year or less should use at least one injection well and two monitoring wells (one of these can also be used as a pressure control well). The cost consists of geological investigation and monitoring cost which is relatively stable for large-scale CCUS projects. However, particularly when the ultimate injectivity of a single well is higher than the project scale, it would lead to a considerably high levelized cost of CO2 storage. And if the project scale exceeds a certain extent, the cost of investigation and monitoring (as amortized) is reduced. With the injection capacity increases gradually to more than 2Mt/a, the levelized storage cost becomes relatively stable. 4.5.3 The cost of brine treatment When CO2 is stored in deep saline aquifer formations, underground brine will be substituted and pumped out. If subsequent brine desalination is proposed, the cost of brine treatment includes the brine transpot cost, desalination cost and the income for sale of brine to industry. Generally there are four desalination methods: two membrane desalination processes, reverse osmosis (RO) and nanofiltration (NF), and two thermal processes, namely, multistage flash distillation (MSF) and multiple-effect distillation (MED) (Pankratz, 2005). Typical final water (permeate) quality is quite high for RO, usually less than 500 mg/L Total dissolved solids (TDS), while permeate quality for NF is more variable. For RO, the electrical power consumption is about 2.25~2.75kWh/m3(Sullivan et al., 2013), while NF energy consumption is normally lower because of higher design membrane transmissivity. The thermal processes are distillation processes, in which MED is more commonly used and has more literature cost data available, while MSF is regarded as the more efficient process.
Figure 53 The cost of treating water in four desalination processes (Sullivan et al., 2013)
The cost of these four desalination processes is shown in Figure 53. This assumes a constant injected CO2 density (water volume normalized to 37,854m3 ), fixed temperature 35 ◦C,

variable total dissolved solids (TDS), desired treated volume = 50% of feed volume, electricity power cost = 0.10 $/kWh, MSF and MED thermal rates, no pressure recovery, no disposal options included, 500 modeled realizations. From this figure, when TDS is less than 20,000 ppm (1 ppm = 1 mg/L), the cost of using RO to treat water is lower, and NF is also feasible. When TDS is about more than 20,000 ppm, the cost of using RO to treat water is higher, and the MSF and MED thermal cost are higher too. The cost of water treatment using NF is still lower than other methods. Table shows the brine salinity of different formation in the Ordos Basin. Based on this data, the Ordos Basin has a high salinity, thus ruling out RO methods. NF is an option if output salinity should be higher than 1000 mg/L TDS and the water treatment cost fell below 2.0 $/t of injected CO2 using a 0.10 $/kWh electric cost (Sullivan et al., 2013). As previously, the exchange rate refers to the USD rate in the year of 2005, which is 1 USD to 6.5CNY. Therefore the unit water treat cost is equivalent to 2.3 $/t CO2 multiplied by the amount of injection CO2, then divided by the amount of extracted water. The extracted brine is transported from storage site to nearby cities. In a CCS project, the water transport construction is assumed to be parallel to the CO2 transport pipeline in order to reduce the land acquisition cost. By open channel transportation, the water transport cost refers to Beijing and Hebei emergency water diversion project (Jing-Ji project for short). A distance of 307 km for Jing and Ji project, the unit cost of water transport is about 1~2 RMB/t water. The cost of industrial water includes the cost of water treatment and processing cost, water transport cost, and blow-down cost, the sum of which is about 10 RMB/t water.
Table 54 The brine salinity of different formations in Ordos Basin
Formation TDS (mg/L) Yanchang 2,092.94
Heshanggou 22,319.16 Liujiagou 73,162.39
Shiqianfeng 24,655.35 Shangxi 7239.53
Majiagou > 25,000 4.5.4 Integrated economic evaluation of CO2 transport and storage The cost evaluation of CO2 aquifer storage/EOR is embodied in an engineering-economic analysis and the sensitivity analysis of storage cost to changes in geological settings, CO2 capture scale, transportation distance. The cost evaluation process of CO2 transportation and storage in suitable storage site can be assessed by the integrated economic model.The CO2-EOR projects are based on current wells with conversion of water injection wells to CO2 injection, reworking of injection and production wells, upgrades to production facilities, CO2 distribution piping, anti-erosion, manifold and CO2 surface processing equipment. The economic evaluation needs technical performance, which will be conducted by numerical simulations or empirical formulas. The current CCS project is always carried out in the form of anintegrated project by one company. So, the economy of CO2-EOR is not evaluated in this paper, CO2 are considered as sale for EOR. For conservative evaluation, the sale price is taken as 20~30$/t. The exchange rate of economics evaluation refers to the USD rate in the year of 2005, which is 1 USD to 6.5 CNY.

The cost of the Shenhua Guohua CCUS project On the basis of the result of site selection, the targeted geological CO2 storage formations for this project are Ermaying, Liujiagou, Upper and Lower Shihezi Formations, Shanxi Formation and Majiagou Formation. The basic parameter settings for this CCS project are listed in Table 55.
Table 55 Basic parameter settings for CCUS cost analysis
CCUS cost analysis parameters Value System service life (years) 30
Discount rate i 0.1 Electricity power price (RMB/kWh) 0.57
Drilling well depth (m) 2,500 Production well: Injection well 0.5 Horizontal permeability (Kh) 7
Sand thickness (m) 150 Carbon tax price (RMB/t CO2) 100 CO2 sales price (RMB/t CO2) 130
Table 56 Technical design of Shenhua Guohua CCUS project
Project scale
CO2 transport distance CO2 storage technology
Well drilling Brine treatment
1 million tons (Mt) per year
The length of the main supercritical CO2
pipeline is 70 kilometre (km), the
water pipeline is also 70km.
CO2 saline aquifer storage (90%) and CO2 sale for EOR
(10%)
9 injection well, 4 production well, and 2
monitoring and control well
Transport to the point of
centralized processing for industrial use
Based on matching the targeted storage site and CO2 emission point, the CCUS project design of the storage demonstration is summarized in Table . The CO2 storge scale of this CCUS project is 1Mt/year, and the injectivity of a single vertical well is 100,000 tonnes per year. Well site includes 9 injection wells, 4 production wells, and 2 monitoring or pressure control well. CO2 storage strategy comprises combined CO2 storage in saline aquifer with CO2-EOR, with a 90%:10% split respectively. The stored CO2 is assumed to be in supercritical phase. The extracted brine would be desalted for industrial use via NF processing.
The cost of CO2 storage and transport is shown in Table . It is assumed that the pumped out brine will be transported to the Shenmu Cities, which lack adequate water resources. The brine is desalinated for industrial use by the NF method. The scale of CO2 saline aquifer storage is 1 Mt/year, so the scale of extracted brine is about 1.4 Mt/year. The water treat cost is approximate 9.0RMB/t water, the brine transport cost is about 1.5 RMB/t, the income for sale of brine to industry is 10 RMB/t. The total unit brine treatment cost is 0.5RMB/t water. Combining the brine treatment cost with the cost of CO2 storage and transport, the final CO2 storage cost with carbon benefit usage (e.g. carbon tax, displaced brine desalinization) is shown in For large-scale CO2 geological storage projects, CO2 monitoring cost is approximately 0.1 $/t to 0.3 $/t (IPCC, 2005), however, the monitoring cost is very high in

the demonstration stage project due to lack of maturity and uncertainty of technical selection. The cost will be analyzed independently in the site characterization section. Table .
Table 57 The cost of CO2 storage and transport.
Item Sub-item Units (CNY)
Cost Description
CO2 storage
cost
Capital cost
Site screening and evaluation
104 RMB 2,000.00 3-D seismics, survey and drilling, etc.
Equipment cost 104 RMB 321.25 Injection equipment, workshops, power distribution lines, and electrical service,
etc
Drilling cost 104 RMB 30,000.00 The number of injection wells is
appromately 9, production well is 4, and pressure control well 2.
Total capital cost 104 RMB 32,321.25 Total capital cost
Levelized capital cost
104
RMB/year 3,796.44
Consideration of project period and capital recovery factor (CRF)
O&M cost
O&Mdaily 104
RMB/year75.00 Normal daily expenses
O&Mcons 104
RMB/year75.00 Consumables
O&Msur 104
RMB/year128.50 Surface equipment maintenance
O&Msubsur 104
RMB/year90.00 Subsurface maintenance
CO2compressure 104
RMB/year507.45 CO2 pressure boosting and anti-
corrosion cost
Total O&M cost 104
RMB/year875.95 Total operation and management cost
Total annual cost 104
RMB/year4,672.39 The sum of annual capital cost and
O&M cost
Annual levelized cost RMB/t/year 51.92 Consideration of the amount of CO2
injection
Transport cost
Capital cost
Ccap 104 RMB 723.70 Pipeline and steel investment etc.
Ctot 104 RMB 11,410.00 Consideration of location and topography factors
Cannual 104
RMB/year 1,340.21
On the basis of total capital cost, consideration of project period and
capital recovery factor (CRF)
O&M cost
O&Mannual 104
RMB/year456.40 Annually pipeline maintenance and
anti-corrosion cost
Total annual cost 104
RMB/year1,796.61 The sum of annual capital cost and
O&M cost
Annual levelized cost RMB/t/year 17.97 Consideration of the amount of CO2
injection, annual amount of CO2
injection is 1Mt
Annual levelized cost of CO2 storage and transport
RMB/t/year 69.89 The sum of annual levelized cost of
CO2 storage and transport
For large-scale CO2 geological storage projects, CO2 monitoring cost is approximately 0.1 $/t to 0.3 $/t (IPCC, 2005), however, the monitoring cost is very high in the demonstration stage

project due to lack of maturity and uncertainty of technical selection. The cost will be analyzed independently in the site characterization section.
Table 58 The cost of Guohua CCUS project
Storage type
Pipeline transportati
on ( RMB/t)
Aquifer storage
(RMB/t)
CO2 transport and
aquifer storage
(RMB/t)
EOR sales
price(RMB/t)
The total unit cost of
brine treatment
Carbon tax
(RMB/t)
CO2 mitigation
cost with C tax
(RMB/t) CO2
saline aquifer storage (100%)
17.97 49.94 67.90 0 0.5 (100.00) (33.57)
CO2 saline aquifer storage
(90%) and CO2 sale for EOR (10%)
17.97 51.92 69.89 (130) 0.5 (100.00) (49.95)
Sensitivity analysis For technical-economic analysis of a CCUS project, the following influencing factors have been considered: system service life, discount rate, electricity price, carbon tax, horizontal permeability, EOR scale, sandstone thickness, ratio of production wells to injection wells, saline aquifer well depth, and pipeline transport distance. The sensitivity analysis mainly analyzed the cost changing range with the variation of influencing factors. The influencing factors for the sensitivity analysis are shown in Table 59, of which the variation range is + 30%.
Table 59 Basic influencing factors settings for sensitivity analysis Factor change rate (%) -30 -20 -10 0 10 20 30
System service life 14 16 18 20 22 24 26 Discount rate (interest rate) 0.07 0.08 0.09 0.1 0.11 0.12 0.13
Electricity power price (RMB/kWh)
0.40 0.46 0.52 0.57 0.63 0.69 0.74
CO2-EOR scale (t) 70000 80000 90000 100000 110000 120000 130000 Sandstone layer thickness (m) 105 120 135 150 165 180 195
Aquifer storage scale (t) 630000 720000 810000 900000 990000 1080000 1170000Drilling well depth (m) 1,750 2,000 2,250 2,500 2,750 3,000 3,250
Production well: Injection well 0.35 0.4 0.45 0.5 0.55 0.6 0.65 Horizontal permeability (Kh) 4.9 5.6 6.3 7 7.7 8.4 9.1 Main pipeline transmission
distance (km) 49 56 63 70 77 84 91
CO2 sales price 91 104 117 130 143 156 169 Carbon tax price 70 80 90 100 110 120 130
The cost results are shown in Table 60, Error! Not a valid bookmark self-reference., Figure 14, and Figure .

Table 60 The results of the sensitivity analysis with carbon tax
Change
rate (%)
System
service
life
Discount rate
Electricity price
EOR
scale
Sand layer thickness
Drilling well dept
h
Production well:
Injection
well
Horizontal
permeability
Pipeline transmis
sion distance
CO2
sales
price
Carbon tax
price
Aquifer
storage
scale
-30 -
42.07 -61.18 -51.62 -
46.55
-50.4
5
-61.6
8
-52.96 -50.45 -54.30 -46.55
-20.45
-63.1
1
-20 -
45.70 -57.71 -51.23 -
47.85
-50.4
5
-57.9
3
-52.96 -50.45 -53.04 -47.85
-30.45
-59.7
9
-10 -
48.40 -54.13 -50.84 -
49.15
-50.4
5
-54.1
9
-50.45 -50.45 -51.75 -49.15
-40.45
-53.7
6
0 -
50.45 -50.45 -50.45 -
50.45
-50.4
5
-50.4
5
-50.45 -50.45 -50.45 -50.45
-50.45
-50.4
5
10 -
52.03 -46.67 -50.06 -
51.75
-50.4
5
-46.7
0
-50.45 -50.45 -49.12 -51.75
-60.45
-47.1
3
20 -
53.27 -42.80 -49.67 -
53.05
-50.4
5
-42.9
6
-47.93 -50.45 -47.78 -53.05
-70.45
-41.1
0
30 -
54.25 -38.86 -49.28 -
54.35
-50.4
5
-39.2
1
-47.93 -50.45 -46.43 -54.35
-80.45
-37.7
9
Table 61 The results of the sensitivity analysis without carbon tax
Change rate (%)
System service life
Discount rate
Electricity price
EOR
scale
Sand layer thickness
Drilling well dept
h
Production well:
Injection
well
Horizontal permeability
Pipeline transmission
distance
CO2
sales price
Aquifer
storage
scale
-30 57.9
3 38.82 48.38 53.
4549.55 38.3
247.04 49.55 45.70 53.
45 36.8
9
-20 54.3
0 42.29 48.77 52.
15 49.55 42.0
7 47.04 49.55 46.96 52.
15 40.2
1
-10 51.6
0 45.87 49.16 50.
85 49.55 45.8
1 49.55 49.55 48.25 50.
85 46.2
4
0 49.5
5 49.55 49.55 49.
55 49.55 49.5
5 49.55 49.55 49.55 49.
55 49.5
5
10 47.9
7 53.33 49.94 48.
25 49.55 53.3
0 49.55 49.55 50.88 48.
25 52.8
7
20 46.7
3 57.20 50.33 46.
95 49.55 57.0
4 52.07 49.55 52.22 46.
95 58.9
0
30 45.7
5 61.14 50.72 45.
6549.55 60.7
952.07 49.55 53.57 45.
65 62.2
1

Figure 14 The results of the sensitivity analysis with carbon tax
Figure 55 The results of the sensitivity analysis without carbon tax
The following effects are reviewed from the sensitivity analysis: (1) In setting the influencing factors within the range of ±30%, carbon tax, system service life, discount rate, CO2 sales price, drilling well depth, aquifer storage scale and other factors are expected to have significant effects on the economic efficiency of entire CCUS project except CO2 capture and compression. Higher carbon tax, longer service life, lower discount rate and drilling well depth, larger scale of aquifer storage and higher CO2 sales price are able to reduce the project cost. (2) Pipeline transport distance, electricity price, the ratio of injection wells to production wells and EOR scale have relatively significant effects on CCUS economic efficiency. Shorter pipeline transport distance, lower electricity price, and larger EOR scale lead to lower CCUS cost.
‐90
‐80
‐70
‐60
‐50
‐40
‐30
‐20
‐10
‐40% ‐30% ‐20% ‐10% 0% 10% 20% 30% 40%
CO2 levelized cost(
¥/t)
Change rate (%)
System service life
Discount rate
Electricity price
CO2‐EOR scale
Sandstone layer thickness
Drilling well depth
Injection well / productionwell
Horizontal permeability (Kh)
Pipeline transmissiondistance
CO2 sales price
Carbon tax price
Aquifer storage scale
30
35
40
45
50
55
60
65
70
‐40% ‐30% ‐20% ‐10% 0% 10% 20% 30% 40%
CO
2levelized cost(
¥/t)
Change rate (%)
System service life
Discount rate
Electricity price
CO2‐EOR scale
Sandstone layer thickness
Drilling well depth
Injection well / productionwellHorizontal permeability(Kh)Pipeline transmissiondistanceCO2 sales price
Aquifer storage scale

(3) The relationship between permeability coefficient, sandstone thickness and CCUS cost is an inverse ratio. In this project, since the number of drill wells and single injection CO2 had been determined by designer, the permeability coefficient and sandstone thickness have negligible effects on cost. 4.5.5 Cost evaluation of site characterization tools in the implementation phase In the implementation phase of CO2 geological storage project, site characterization tools include 3-D seismics and geophysical exploration, drilling well, well log and logging, well completion, evaluation of safety and environment impact. 3-D seismics and geophysical exploration The application of accurate 3-D seismics technology around a target well, to determine features of reservoir-seal pairs further in recommended storage formations, is important for a CCUS demonstration project. The geological objectives of 3-D seismics are as follows:
1) Evaluated geological condition for target formations at a certain extent, 2) Imaging for faults and stratum attitude, reflection the real structure form of
underground, to ensure the stratum attitude consistency with the logging results. 3) Realized the fracture feature of target site and the reservoir-seal pairs, further
studied the spatial distribution of cap-rock and reservoir formations. 4) Combined with geological data from geophysical exploration, drilling, and
logging, to evaluate the heterogeneity of target formations in more detail. The 3-D seismic cost consist of 3-D seismics construction fees and data interpretation fees. The unit 3-D seismic investigation fees is 50*104 RMB/km2, and the unit data interpretation fees is about 300*104 RMB/time. Well drilling & completion A drilling well engineering includes drilling well, coring, casing pipe, and well cementation. The contents of cost calculation have been listed in the Table .
Table 62 The cost components of well drilling and completion
Items Detail Notes
Drilling well construction
Materials cost Drill bit, drill rig, mud, lubricating oil, fuel
and power, drill pipe. Labor cost
Not including the cost of compensation, roads and infrastructure construction, the test
cost, the freight of consumable, tax and service charge, wellhead anti-corrosion, and
a large number of core costs.
Drilling preparation Well control and
cementation control Risk management Depreciation cost
Profits Coring
construction
Coring construction only to the injection well
Casing pipe Construction cost
Materials cost The model number of casing pipe such as
J55 and N80 Well
cementation Construction cost
Materials cost
Well log and logging The purpose of logging and well log engineering is to identify lithology and physical

properties of reservoir and seal formations, and to acquire stratigraphic data. The main well log suites and logging items from wellhead to bottom are shown in Table .
Table 63 The cost components of well log and logging
Number Well log Number Logging 1 Natural gamma ray (GR) 1 Cutting logging
2 Hole diameter 2 Gas detection logging
3 Well deviation 3 Well logging while drilling
4 Orientation 4 Recording and analysis of the content of
carbonate 5 Dual laterolog 5 Chloride ion recording
6 Self - potential 6 Drilling fluid total degas analyzed records
7 Acoustic wave 7 Core logging 8 Dual hole diameter 8 Drilling fluid logging 9 Long sonication
10 Compensated neutron logging ( CNL )
11 Lithology density
Well completion Completion engineering is to complete some work from the drilling end to usage of the well, such as casing, cementing, and perforating. It is necessary to take anticorrosion measures in the process of injection wells or monitoring wells. The cost of well completion contains operating cost, completion tools, completion fluid, perforating, fracturing, and well completion tubing, and so on. The unit price of well completion is listed in Table 1.
Table 1 The cost components of well completion cost Number Well completion
1 Operating cost 2 Completion tools 3 Completion fluid 4 Perforating 5 Fracturing
6 Well completion tubing
4.6 Risk assessment of selected sites The risk assessment of CO2 geological storage includes risk determination (risk source recognition), probability assessment, and loss assessment of risk events. The risk assessment is to analyze the technical, economic, and social challenges for a geological CO2 storage project and to identify the mitigation options for these challenges. The results from the risk assessment will provide essential information for making proper technical and economic decisions and for establishing public confidence. The risk assessment is mainly to analyze the events or circumstances that could result in a project being terminated. As noted previously, the potential project risk for this project could be: (1) high cost of CO2 storage project for very low permeability and porosity; (2) selecting a Liujiagou, Upper Shihezi, Lower Shihezi and Majiagou storage reservoirs that proves to have inadequate storage space or injectivity; (3) selected containment sections (Paleozoic and Mesozoic shale sections) that lack sufficient sealing capacity to retain the injected CO2; (4) the CO2 source and/or pipeline do not develop as planned; (5) potential mechanical failure caused by high pressure injection; (6) significant public opposition; and (7) Legal and regulatory regimes as they become more defined; and (8) the oil enterprise proves unwilling to buy CO2 for EOR activity, thereby increasing the cost of CCUS projects.

Though there are some risks related to the CO2 storage aspect of the overall demonstration project, these can be minimized by careful site selection and risk management. 4.7 Schedule of the storage site development The CCUS demonstration project for geological storage of CO2 will comprise several different phases, as shown in Figure 56.
Figure 56 Phases and process typically related to CO2 storage projects
The schedule includes site characterization and selection, site preparation, site operation, site closure and post closure. During each phase, the operator will need to comply with certain performance based requirements.
The major phases and processes related to CO2 storage projects are as follows
(1) sites screening and selection for CO2 geological storage; (2) Initial Site characterization; (3) Acquisitions of 3-D seismic survey and drill a stratigraphic test well; (4) Completion of sit 3-D characterization; (5) CO2 storage sites design and plan (including transportation and monitoring
components) (6) Construction (including transportation and monitoring components) (7) CO2 storage projects operating and optimizing; (8) Closure of the storage sites; (9) Post-injection management and long-term liability transfer.
The following issues should be rigourously examined during the project feasibility study: Further site characterization by 3-D seismic investigation, well logging, outcrop
investigation, baseline investigation, and other site characterization methods. Build a detailed 3-D geological model (static model) in cooperating the reservoir
heterogeneities; Predict the performances of CO2 storage project and evaluate the possible risks; Technical-economic feasibility study on CO2 storage project, such as, the effective
storage capacity, injectivity, safety and economic evaluation of CO2 storage project. FEED design for CO2 storage project and pipeline transportation; Recommend the long-term monitoring scheme of CO2 leakage and risk managements.
Identify candidate sites
Characterize and evaluate site
Prepare site Operate site
Close site Post closure sitecare
★Screening/Characterization (2~5years)
-Site Screening -Exploration Permit
-Site Characterization -Site Selection
-Project plan and design
★Operation phase(20~50y) -Storage Permit
-Site Design and Construction -Site Preparation
-Injection/Post-injection -Monitoring & Evaluation
-Safety and Environment Evaluation
★Phase-Closure/Post- Closure(500~1000y) - Site Closure Permit -Decommissioning
-Site Closure Certificate -Transfer of Liability
-Long-term monitoring and managing

4.8 Site characterization manual The selected site initial characterization evaluations include subsurface data analysis, model refinement, assessment of outreach needs, and site development plan. 4.8.1 List of site characterization technologies including monitoring tools The list of monitoring tools for CO2 geological storage is shown in Table 65.
Table 65 Site characterization and monitoring tools for CO2 storage in saline aquifer 1 3-D surface seismic 21 Airborne spectral imaging
2 Multicomponent surface seismic 22 Multibeam echo sounding
3 Geophysical logs 23 Sidescan sonar
4 Downhole fluid chemistry 24 Surface gravimetry
5 Downhole pressure/temperature 25 Seawater chemistry
6 2-D surface seismic 26 Single well EM
7 Long-term downhole pH 27 Cross-hole ERT
8 Tracers 28 Fluid geochemistry
9 Cross-hole seismic 29 Well gravimetry
10 Microseismic monitoring 30 Bubble stream chemistry
11 Bubble stream detection 31 Tiltmeters
12 Soil gas concentrations 32 Seabottom EM
13 Surface gas flux 33 Land EM
14 Vertical seismic profiling (VSP) 34 Ecosystems studies
15 IR diode lasers 35 Boomer/Sparker profiling
16 Non dispersive IR gas analysers 36 Airborne EM
17 Seabottom gas sampling 37 High resolution acoustic imaging
18 Cross-hole EM 38 Land ERT
19 Eddy covariance 39 Ground penetrating radar
20 Satellite interferometry 40 Electric Spontaneous Potential
Geological information: Develop a site specific geologic baseline of qualified site including type log/stratigraphic column; detailed correlation of reservoir architecture including injection intervals (i.e., Majiagou Formation, Liujiagou Formation, Ermaying and Lower Yanchang Formation), and potential confining intervals (i.e., the rock salt layer at the top of the Majiagou Formation, shaly sections in the Upper Paleozoic and Mesozoic sequences); detailed structural maps; interpreted depositional model and facies distribution for targeted storage reservoir, and porosity/permeability log transforms. This evaluation should be updated as additional information is acquired (seismic and stratigraphic test well data). During initial characterization any additional data from a new well test should also be integrated into previous analyses. Geochemical information: Develop baseline of groundwater in overlying aquifers of the Liujiagou Formation, Shihezhi Formation, Majiagou Formation and Loess strata using fluid and fluid level data collected in nearby wells. Geo-mechanical information: Develop baselines for injection rates and pressures utilizing drilling data on formation strength and modeling. Analyze advanced logging suites from offset wells and characterization wells (if any exist) to identify faults and fractures, and in-situ stresses. Assess the impact of changes in pore pressure on stress and the potential for induced seismicity. Analyze new or existing core to determine geo-mechanical properties of

rock, fractures, and faults affected by injection activity. Water and gas flux baseline: Plan a monitoring system to establish baseline readings of near surface, ground level, and shallow subsurface water flux. A soil gas flux is needed to survey before the injection starting. Baseline monitoring could be conducted during Initial Characterization for at least a year to account for changes in flux reading due to seasonal changes. The different site characterization and monitoring tools for the pre-injection phase of CO2 aquifer storage project could be selected. Assuming the project scale is 1.0 Mt/year of CO2, with an operational duration of 20 years, according to the project conditions, the core and supplemental monitoring tools are listed in Table 66.
Table 66 The monitoring tools selected in pre-injection phase for CO2
storage in saline aquifer Tools (Ieaghg.org; Stower et al., 2005)
3-D surface seismic Surface gas flux Multicomponent
surface seismic
IR diode lasers
Downhole fluid chemistry
Vertical seismic profiling (VSP)
Geophysical logs Non dispersive IR gas analysers
Downhole pressure/temperature
Satellite interferometry
Long-term downhole pH
Eddy covariance
2-D surface seismic Airborne spectral imaging
Cross-hole seismic Bubble stream chemistry
Microseismic monitoring
Surface gravimetry
Tracers Fluid geochemistry Bubble stream detection Ecosystems studies Soil gas concentrations
The 3-D seismic investigation, multi-component surface seismic, geophysical logs, down-hole pressure/temperature, micro-seismic monitoring, bubble stream detection, and soil gas concentrations are core tools for monitoring and site characterization Since these tools are mature or near mature, they will be effective and applicable in pre-injection, operation, and post-injection phase for site characterization and monitoring. Other site characterization tools can be selected as necessary for specific applications.
4.8.2 Cost range of necessary monitoring technologies It is important to evaluate the safety, environment, occupation health, fire control, water, and soil conservation in the implementation of a CO2 geological storage project. The unit price of necessary monitoring technologies is shown in Table 67.

Table 67 Unit cost of monitoring technologies Technologies Unite cost
3D surface seismic 30~50*104 RMB /km2 2-D surface seismic 200*104 RMB/km
Downhole fluid sampling 250*104 RMB/unite Geophysical logs 50*104 RMB /time
Downhole pressure/temperature
60*104 RMB/unite
Long-term downhole pH 40*104 RMB/km2 Soil gas concentrations 60*104 RMB/km2
4.8.3 Need for further work The activities undertaken within WP3 have by necessity been a first attempt to put together a pre-feasability level characterization of the CO2 storage opportunities arising in the region of the Ordos Basin relatively close to the site of the proposed CCUS demonstration project. This has necessitated the need for the use of a formulaic approach, adapted to the Chinese context, as far as was possible, both for selection of a potential location for very large scale CO2 storage together with the identification of possible pilot scale CO2 utilisation opportunities associated with EOR and desalination of brine. Inevitably, this results in certain levels of uncertainty, not with the choices made as such but more with the associated economic evaluations. Consequently, the expectation is that when the project moves forward to the feasibility stage, there will be a far more detailed assessment made on the economic aspects of the characterization study as wellas practical geological assessments for the storage capacities.
5. WP4 Assessment of institutional capacity for Dongfang Boilers
Company and identification of measures to strengthen that capacity
together with improved public outreach
5.1 Introduction Capacity development is a process internal to organizations and people, which can entail changes in knowledge, skills, work processes, tools, systems, authority patterns, and management style. Its integration into country programs and operations via a medium term framework and action plan, as defined by the ADB in 2007, is an important aspect of the Bank’s technical assistance projects (ADB 2007). In order to implement capacity development effectively, it is important to establish criteria and identify existing gaps in the development of organizations concerned. For this project, the aim is help the Dongfang Boilers Company of China develop and implement a 200MWe CCS demonstration plant based on the oxyfuel combustion technique, as a prelude to the eventual deployment of commercial scale systems once the conditions are suitable for such deployment in China. For this work package, the specific objectives were twofold, namely: to further develop the capacity of Dongfang Boiler Co., Ltd. (DBC) in analysis,

designing, planning, and implementing CCS with oxy-fuel combustion CO2 capture technology; and
to examine options and propose a robust approach for enhancing public outreach on CCS in general and for the development of a 200MWe demonstration project in particular.
5.2 Capacity assessment for Dongfang Boilers Co. Ltd. 5.2.1 Overview Dongfang Boiler Group Co., Ltd. (DBC) is a wholly owned subsidiary of the Dongfang Electric Corporation Limited, which has its headquarters in Sichuan Province. The principal activities of DBC include the development, manufacture and selling of power plant boilers and environmental protection equipment, for which it is graded as a first-class supplier of thermal power equipment, power plant auxiliaries, and environmental protection equipment in China. There is extensive co-operation with OECD equipment suppliers, primarily for the manufacture of large boilers, and large, advanced steam turbines via its sister company Dongfang Turbines Group Co., which are suitable for SC and USC applications (Dongfang Boiler Group Co Ltd 2014). DBC has a well-regarded reputation for the research and development of many of its products, with a focus on ensuring high efficiency, large output capacity units and achieving low pollutant emissions. These include 350MW-1300MW class supercritical and ultra-supercritical once-through boilers, as well as HP heaters, LP heaters, deaerators and advanced level De-SOx (FGD) and De-NOx (SCR) equipment suitable for the SC and USC power plants. As such, its production facilities are supported by a first class R & D team and management team. In terms of equipment capacity, by the end of 2012, DBC had 30% of the national coal fired utility boiler market share, which comprised over 237 GWe. In addition it has exported considerable quantities of equipment to India, Vietnam and Turkey. The company’s registered capital is 1.6 billion RMB and its consolidated total assets are 1.3 Billion RMB (Gong Xi 2014). Since 2006, Dongfang Boiler industrial sales revenue has exceeded ten billion RMB for each of seven consecutive years. For example, in 2012, their operating revenue was 11.6 billion RMB, with operating costs of 9 billion RMB, to give an operating margin of 8.2%. 5.2.2 Future prospects for Dongfang Boilers DBC has performed consistently at a high level, with a significant market share in the boiler related sectors. It is also well placed to expand its operations into new ventures, which is reflected in its interest in the development of oxyfuel for CCS applications. This technology represents an extension of the company’s core skills in that it is an evolution of boiler based combustion. Its ongoing involvement with HUST is indicative of its forward thinking approach. 5.2.3 Overview of the project structure This oxyfuel demonstration was initiated by Shenhua Guohua Power who launched a project to research and develop CO2 capture technology for large coal-fired plant, based on oxy-fuel combustion. As such, Shenhua Guohua has the overall management responsibility for the 200MWe oxy-fuel combustion technology project, which has been deemed applicable for the

oxy-fuel combustion demonstration. Shenhua Guohua Power will address the actual operational issues for the overall demonstration power plant. The other key partners include the Huazhong University of Science and Technology (HUST), which has undertaken the fundamental and industrial pilot scale research, and DBC, which is responsible for developing the boiler and key equipment as well as the integrated design scheme. This includes the boiler proper for 200MWe oxy-fuel combustion together with the gas condenser, oxygen injector, and gas preheater. DBC, with support from HUST, will also determine the appropriate boiler operation mode, control, adjustment and interlock protection. Performance parameters for each individual system are being determined jointly by HUST and DBC. Overall responsibility within DBC for these tasks rests with Vice President Mr. Hu Xiukui. As the project is just at the pre-feasability stage, definition of cold/hot commissioning requirements, likely test programme and other operational issues have yet to be considered. Similarly, who will be responsible for dealing with CO2 after it is captured, i.e. covering CO2 compression, transport and EOR/storage has yet to be determined. As considered in WP3, such issues are complex and would not normally be considered a core skill for a power company. 5.2.4 Assessment of institutional capacity of Dongfang Boilers to implement the oxyfuel based CO2 capture demonstration project Shenhua Guohua Power has a good track record of power plant operation but does not yet have experience of the oxyfuel technique as a means for CO2 capture, nor does it have an appreciation of the requirements for CO2 compression, transport and utilization/storage. DBC are building up a significant level of experience in oxyfuel component design and performance assessment, especially through their working relationship with HUST. However, what has yet to be determined is DBC’s expertise in component scale up and, very importantly, the need to optimize systems integration. While DBC has a strong track record in the development and scale up of boiler components, which offers some confidence, the novelty of the technology does offer some particular challenges. There will also be a steep learning curve for all concerned to establish and manage a large scale development project for a technology yet to be established at this scale, although there are larger projects being taken forward in the USA and the UK (see below).
5.3 Capacity assessment and strengthening measures in analysis, planning, and implementation of oxy-fuel combustion CO2 capture technology The focus is on assisting DBC to improve its institutional capacity to develop and implement a 200MWe CCS demonstration plant based on the oxyfuel combustion technique. At the same time, it is recognized that there are other key stakeholders both at the national and provincial level. These include policy makers, potential investors, government officials, the academic community, potential users and providers of the related technologies (industry). The national strategic issues are being addressed within ADB TA8133-PRC Component A. From a provincial perspective, the focus will be on ensuring improved understanding through knowledge sharing, while incorporating the various relevent findings from the Component A project. All these points are considered below.

5.3.1 Assessment of the capacity of Dongfang Boilers personnel to implement a CCS retrofit on a 200MWe coal fired power plant DBC have a sound appreciation of the oxyfuel technology, having worked with HUST on small and pilot scale trials. They have implemented a detailed feasibility study for the 200MWe demonstration project, and are a leading national manufacturer of power plant components, as noted previously. As such, they are well positioned to establish the technology at larger scale within a power plant arrangement. From a financial standpoint, DBC is a sound company and has considerable commercial expertise with a strong credit rating. Consequently, they can provide a sound business plan for the implementation of the proposed demonstration plant. That said, there are areas of the proposed project where DBC could benefit from external interactions. Thus, from an objective external perspective, CO2 transport and storage are best undertaken by the companies with that expertise, namely the oil and gas companies. Indeed, for injection into geological formations, neither DBC nor Shenhua Guohua Power has or is it likely to receive any sort of license for such an activity, as such matters are very much the responsibility of the oil and gas companies. It is recognized that to date in China it has proved difficult for both sides to reach a commercial accommodation on this issue, where potential EOR revenue is involved. Consequently, this is best viewed as a management challenge although it may well need national government intervention to bring both sides together. More broadly, the establishment of an overall operating framework for the implementation of a multi-faceted demonstration project is very complex and challenging. This needs to incorporate the retrofitting of novel equipment within the power plant, the inclusion of CO2 transport and storage, the design and execution of a comprehensive test programme, the publication of the results to an interested global audience, as well as satisfying all the requirements placed on the project by the various investors and other stakeholders. While much of this will be the responsibility of Shenhua Guohua Power, it is also something that DBC will have to be heavily involved in. While DBC has much experience of overseas sales of proven technology, the planning and implementation of such a complex project is relatively new to them, especially from an international perspective. Consequently, they could gain valuable experience from seeing how other such demonstration projects are being established, drawing on international experiences. 5.3.2 Capacity assessment of other stakeholders In order to put this into context, it is necessary to consider the national perspective, which especially influences the institutional capacity needed for implementing a CCS road map, as this will directly impact on the possible CCS-ready and future CCS retrofit issues. Figure 57 indicates the very large number of government departments and organizations that are involved in energy policy and administration. While this can be seen as a measure of the importance of energy to the national economic development, it also indicates the problems in establishing a coherent way forward for CCS development and deployment.

Figure 57 Chinese government institutions involved in
energy policy and administration (IEA 2012) Planners In July 2007, the State Council established the National Leading Committee on Climate Change, as the coordination agency for energy saving and emission reduction, while the NDRC is the administrative authority for Climate Change in China. The primary ministries influencing the formulation of CCS policy are the Ministry of Science and Technology, Ministry of Land and Resources, Ministry of Finance, Ministry of Environmental Protection, Ministry of Commerce and Ministry of Agriculture. China has made good progress in overall GHG emissions intensity reduction, through its industrial energy efficiency improvement programme, the increased deployment of renewable energy and nuclear power, combined with the continued introduction of high efficiency coal fired power plant coupled with the closure of old, obsolete coal fired units (Minchener 2011). In addition the NDRC has launched seven carbon trading projects leading to the formation of a national carbon trading market, and is developing its 2030-2050 low carbon roadmap for the nation. As yet, the introduction CCS does not feature in the economic aspects of the 12th Five Year Plan. However, it is seen as an R&D priority, with the “12th Five-Year Science and Technology Development Plan on CCS” (State Council 2011). China’s Medium and Long‐term National Plan for Science and Technology Development (2006‐2020) notes that CCS is an important frontier technology. In 2007, the Ministry of Science and Technology, together with 13 ministries and departments, provided guidance and co-ordination on climate-change-related science and technology research and development and established the country’s goals to promote CCS research, development and demonstration (MoST 2007). This was listed as one of the key tasks of GHG mitigation technology development by advancing capacity building, and developing a CCS technology roadmap and programs for demonstration of CO2
utilisation and storage. This encouraged CCS international technical cooperation through

bilateral and multilateral programs. Further, in May 2013, the NDRC published the Climate [2013] Document No. 849, which has been sent to all provincial, autonomous region, special zone, municipal and city governments, as well as to a wide range of ministries and commissions, and to all State-Owned Key Enterprises and all related Industry Associations (NDRC 2013). Its purpose is to promote Carbon Capture, Utilisation and Storage (CCUS) Pilot and Demonstration projects throughout the thermal power, coal chemical, cement and steel industries (NDRC 2013). This is a powerful document and calls on the recipients to: develop pilot and demonstration projects along the CCUS technology chain; develop CCUS demonstration projects and base; explore and establish financial incentive mechanisms; strengthen strategy and planning for CCUS development; promote CCUS standards and regulation; and strengthen capacity building and international collaboration. As such, there is a strong and growing focus on CCS related R&D and enterprises have been encouraged to become global leaders on CCS technology research. However, there is as yet little evidence of deployment planning. This is in line with the international community view that CCS has lost some momentum. Consequently, while China sees opportunities to regenerate some of that momentum, it will need to be within the context of a positive global initiative to establish CCS technology. That said, the NDRC has been promoting lower carbon clean coal technology, which will provide a valuable precursor to CCS introduction. With CCS seen as a longer term issue compared to many of the current lower carbon initiatives, the expectation is that China will need to establish a series of clean coal based CCS demonstration projects. Within the context of China’s CCS roadmap, as being considered within Component A of this contract, the near term driver will be to pursue lower cost CCS demonstration opportunities, with a robust means to assess and rank potential projects for such demonstrations. Research Institutes China is continuing to build a very significant R&D base for CCS, which includes international collaborative ventures, and close cooperation with those enterprises that are establishing CCUS industrial projects. The R,D&D programmes in support of CCUS currently focus on carbon capture from advanced power generation (i.e. USC and IGCC); oxy‐fuel combustion and chemical looping, and high‐purity industrial CO2 sources (i.e. coal‐to‐liquids, hydrogen production for refineries, coal‐to‐chemicals and coal to ammonia production). In terms of CO2 utilisation, EOR and ECBM recovery are current areas of focus for government‐funded CCUS research projects. Key players active in China’s oxyfuel based CCS development include the Huazhong University of Science and Technology, which has undertaken ground breaking work either as part of national funded projects and international collaborative ventures. Another key organization is the South East University, which has also ben undertaking practical development work. On a broader CCS basis, there has been valuable input from the China Petroleum University, China University of Geosciences at Wuhan, Chinese Academy of Science-Institute of Geology and Geophysics, Center for Energy and Environmental Policy, Chinese Academy of Sciences (CAS), Key Laboratory of Advanced Energy and Power, Chinese Academy of Sciences (Institute of Engineering Thermophysics) (CEP-CAS), Energy

Research Institute of National Development and Reform Commission, North China Electric Power University, Peking University, Shanxi University, Tsinghua University, Zhejiang University, National Laboratory of Coal Combustion. Supervision organizations Several agencies that have oversight and regulatory authority over power generation, power markets and coal development may also have active roles in the development of CCS policy in China. For instance, the State Electricity Regulatory Commission of China, the agency responsible for regulating China’s power sector, is developing a climate change action plan, which will include aspects for consideration of the CCS industry, with a focus on possible mandates and incentives for improved energy efficiency and renewable energy in the electricity sector. Following higher level policy development and legal and regulatory frameworks in China, SERC may be in a position to provide further regulation on CCS with a view to integrating CCS in future action plans. This may include a range of actions, from requirements for new plant builds requiring CCS readiness to more aggressive mandates on efficiency and emissions that would provide incentives for CCS. Implementation agency and management organisations As noted, in China, CCS technology activities are currently focused on pilot projects to develop learning and technical knowledge in advance of large CCS demonstration. Such projects are either fully or part funded by MoST, which has the management responsibility for China’s CCS research and development projects.
5.4 Recommendations for improvement in institutional capacity
As the Implementing Agent, DBC is actively participating in this project. It has a good longstanding and ongoing working relationship with HUST, with whom it has collaborated on oxyfuel development. It already understands the key technical issues and has a reasonable grasp of the financial requirements for such large scale technology development. In addition, DBC has attended the various team meetings, at which they have made valuable comments while gaining a greater appreciation of the overall issues associated with the establishment of new technologies, in this case oxyfuel combustion. As such, at a generic level, the participation of Dongfang Boilers in this ADB project has in itself resulted in improved institutional capacity. Taking that one stage further, the very positive approach of the various expert members of the project team has led to positive communication between those members, all of which have brought different skills and expertise to the project. As such, the collective capacity within the team has been enhanced, which will be of great supporting value to China when it takes forward oxy-fuel combustion demonstration. 5.4.1 Dongfang Boilers On a more specific basis, it would be of benefit to Dongfang Boilers and Shenhua Guohua Power if they can engage with other experts from outside China in order to compare experiences both on technical issues but also to gain an appreciation of how large demonstration projects have been established elsewhere. From a technical global standpoint, DBC working with HUST are recognized as key

technology developers. It is also important to recognize that oxyfuel technology is at a critical stage of development and as such the various national and international developers will be very cautious in even discussing their individual technologies and intended development routes, because of the risk of prejudicing their intellectual property rights. As HUST and DBC are already working together to establish a 35MW oxyfuel industrial pilot unit, they are probably better placed than their competitors in having such a facility available for component testing should scale up issues be identified during the design and engineering stage of the 200 MWe demonstration unit. With regard to better understanding how a demonstration project should be established, this is an area where both DBC and Shenhua Guohua Power could benefit from sharing in the experiences of others, both nationally and internationally. At the national level Huaneng Power has been a leader in taking forward both post-combustion CO2 capture on pulverized coal power plants and in developing IGCC with an intention to establish pre-combustion CO2 capture in due course. Huaneng has maintained a strong international profile, with close links to potential international funding organisations, including the ADB who has provided similar capacity building support and a loan to establish the commercial prototype IGCC. The company has also been involved with the Carbon Sequestration Leadership Forum and the USDOE. From an international perspective, there are two immediate possibilities to consider. The Future Gen 2.0 demonstration project, which has replaced the ill-fated original IGCC concept (Floger 2013), will see the US DOE cooperate with the FutureGen Industrial Alliance to retrofit a 200MWe coal-fired power plant in Meredosia, Illinois with oxy-combustion technology. The goal is to capture more than 1 Mt of CO2 each year, which accounts for more than 90% of the plant’s CO2 emissions, and to reduce other emissions to minimal levels. The intention is to test oxygen separation technology and exhaust processing technology after combustion at power plant scale. The plant’s new boiler, air separation unit, CO2 purification and compression unit is expected to deliver 90% CO2 capture and take other emissions, such as SOx, NOx and other, to near-zero levels. The CO2 is to be transported and stored underground in nearby deep saline aquifers. This is a three phase programme. Phase 1 included technical and financial steps, such as identification of a storage site, preliminary characterization and test drilling, and a commitment from the Illinois Commerce Commission to cover the FutureGen 2.0 project’s output under its power purchasing plans. This was completed in February 2013. Following the successful completion of the first phase, in February 2013, the USDOE announced the beginning of Phase 2 of the project development with a new cooperative agreement between the FutureGen Industrial Alliance and the DOE. At this point, the US DOE made a commitment of financial support, which allowed the developers to move forward with the first US$100 million worth of work on demonstration of the oxy-combustion technology. Recently, the project received the final approval that it needed in order to begin the construction activities when the DOE formally approved its commitment and allocated US$1 billion for the FutureGen Alliance (GCCSI 2014). Thus, not only could Dongfang Boilers learn about an oxyfuel demonstration project in the USA, of comparable size and scope to their own, it would also be of benefit for themselves and government officials to gain an appreciation of how such large projects, which are a

public-private partnership, can be financed and taken forward in countries outside of China. The second project is the White Rose oxyfuel demonstration project in the UK, which is one of two contenders for UK Government funding under its CCS Commercialisation Competition. Capture Power Limited, which is a consortium of Alstom, Drax and BOC, together with the National Grid will build a new state-of-the-art 426MWe (gross) clean coal power plant with full oxyfuel carbon capture and storage, capturing approximately 2 Mt of CO2 per year. This will link into the planned development of a CO2 transportation and storage infrastructure to an offshore saline aquifer in the North Sea, which would have capacity for storing CO2 arising in the future from possible additional CCS projects in the area. Late in 2013, a contract had been signed between the UK Government and the developers of the White Rose project, which agreed terms for the implementation of a FEED study(Gov.UK 2013a). A final investment decision will be taken by the Government in early 2015 on the construction of the project, which is expected to become operational by 2020. Equally importantly, the UK Government is working with industry to create a new cost-competitive CCS industry in the 2020s (Gov.UK 2014). Support for the development of CCS includes: the £1 billion commercialisation competition to support practical experience in the
design, construction and operation of commercial-scale CCS; a £125 million, 4-year co-ordinated research, development and innovation programme;
and reform of the UK electricity market so CCS will be able to compete with other low-
carbon energy sources The latter point is being addressed with the development of a new pricing mechanism through the introduction of a Contract for Difference (CfD). This aims to secure the significant investment required to replace the generation capacity scheduled to close by 2020 and deliver a secure, low-carbon electricity system in a least-cost way. The expectation is that low-carbon generation with a CfD will sell their electricity into the market in the normal way, and remain active participants in the wholesale electricity market. The CfD is a long term, private law contract that pays the generator the difference between an estimate of the market price for electricity (the ‘reference price’) and an estimate of the long term price needed to bring forward investment in a given technology (the ‘strike price’). This removes generators’ long term exposure to electricity price volatility, substantially reducing the commercial risks faced by these projects, encouraging investment in low-carbon generation at least cost to consumers (Gov.UK 2013b) As with the USA option, Dongfang Boilers and Shenhua Guohua Power could learn about a major oxyfuel demonstration project in the UK, while government officials could gain an appreciation of how another large project can be taken forward in countries outside of China. In this case, there would be scope to hear about a very interesting approach to ensuring demonstration projects can be established within the utility market on a sound financial basis and to also hear about some innovative policies designed to establish CCS on a viable basis alongside other low carbon options. In terms of implementation, it may be possible to establish a study tour for a small group from Dongfang Boilers, Shenhua Guohua Power and appropriate government officials to visit both the USA and the UK to hear about the intended way to establish and manage these demonstration projects. There would also be opportunities to engage with other equipment

developers in both countries, notwithstanding any IPR issues. The alternative but less comprehensive approach would be to invite a representative from each of the two international project teams to visit China, perhaps at the time of the Component B final workshop. 5.4.2 Other stakeholders Knowledge sharing might best be achieved through conferences and workshops. At a high level, a conference to present the key findings from this capacity buiilding project would be a useful means to disseminate the findings, which could usefully include inputs from the Component A project with regard to the national startegic implications for CCS demonstration and deployment. The stakeholders would include equipment developers, suppliers and users that would comprise the potential implementation body of CCS in the future. These would include representatives from the power generation sector for CO2 capture aspects, as well as oil and gas companies where CO2 transport and utilization/storage would be of interest. It would also be appropriate to include banks, other possible private investors and entrepreneurs from both China and overseas that could be interested in developing CCS projects in China or other Asian countries. The other possible attendees should comprise design institutes and construction contractors interested in building CCS plants; government officials from China and foreign countries involved in setting policy and institutional changes to promote the CCS; various agencies to set policies and regulations to give governmental support for demonstration and implementation of CCS in the PRC, plus those universities engaged in CCS research and development. For such a workshop, it will be essential not to just provide the achievements for the TA8133 Component B project but also to ensure two-way communication, with all stakeholders being encouraged to provide feedback to the project team and amongst themselves with regard to CCS demonstration and subsequent deployment. 5.4.3 Outreach activities There are several ways whereby the results of this project might be dissminated to the national and intenrational CCS community as well as other potentially interested parties. The final report should comprise two documents, namely a significant public domain summary that contains the key results and achievements, and the final report itself that contains all the key information in some detail. One or more of these documents should be distributed to a list of national stakeholders, the level of detail being dependent on their particular specialism. There will also be scope for members of the project team, including DBC, to present the findings at well regarded international CCS conferences, such as the International Conference on Greenhouse Gas Technologies (GHGT) where a paper covering the key work to develop the basis for an oxyfuel combustion demonstration project would be well received. In order to further publicise the outcomes from this project there should be scope to prepare brochures, such as: A simplified review of the project aims, objectives and outcomes An overview of the benefits arising for CCS from establishing oxyfuel combustion Consideration of the issues associated with CO2 storage The target audiences are government officials and other national stakeholders.

Finally, if the DB approved, it could be worthwhile to develop the first public website to disseminate oxy-fuel combustion in China, covering technical issues, China CCS road map, techno-economic evaluation, investment, policyand regulatory requirements, risk, scenario analysis, expert database, and information resources. This website could serve not only as a window to exhibit the outcomes of the present project but also as a main platform for strengthening the national CCS capacity.
6 Conclusions In overall terms, this technical assistance project has promoted the implementation of a full chain 200MWe oxy-fuel demonstration and, when the provisional outcomes of the technology roadmap are considered, it is suggested that there is a need to establish a large scale demonstration project while also taking forward technology innovative R&D to develop lower cost, lower energy components to improve technology competitiveness. With regard to a specific project, the 200MW oxyfuel combustion project that has been initiated by the Shenhua Group at the Shenhua Guohua coal power plant in Shenmu is a promising contender, offering the prospect of capturing about 1Mt CO2/year for subsequent storage and EOR application. The Shenhua Group has expressed very strong interests in oxycombustion and has established close technology cooperation with Dongfang Boilers, Huazhong University of Science and Technology and the Southwest Electric Design Institute. The pre-feasability study is in progress and is expected to be finished within this year, with the work of this ADB TA project providing input and assistance via Dongfang Boilers. According to Shenhua's schedule, the FEED study could be prepared from next year onwards. Alongside this, HUST is also working on the 35MW oxyfuel project. Construction of the plant will be finished this year and, if everything goes well, commissioning should begin by the start of 2015. This 35MW project is the base and reference for the much bigger 200MW oxycombustion project. A key requirement is to address the remaining potential technical issues, thereby providing greater confidence for the successful completion of the 200MW FEED study As such, this ongoing oxycombustion development and the intended subsequent demonstration project could offer China an important means to establish itself as a technology leader, thereby building successfully on its earlier industrial pilot activities. At the same time, it is important to establish a clear, overall development schedule, including the work to be done on the 35MW unit and how that will be used within the subsequent FEED study. If this overall programme can be successfully established, it will provide China with a further near term CCS prospect, including establishing IPR opportunities. Finally, it must also be stressed that for large scale demonstration, the need for positive polices and regulations to support commercial prototype demonstrations, plus ensuring a viable financial approach to that demonstration, are absolutely critical. At the same time, public acceptance concerns relating to CO2 transport and CO2 storage/utilization must be addressed as part of any project preparatory phase, which would be common for all CCS technologies.

7. References Abraham B M (1982) Coal-oxygen process provides CO2 for enhanced oil recovery. Oil and Gas Journal, 1982, 80(11): 68-75 Acharya, D., Krishnamurthy, K.R., Leison, M., MacAdam, S., Sethi, V.K., Anheden, M. (2005) Development of a high temperature oxygen generation process and its application to oxy combustion power plants with carbon dioxide capture. In: 22nd Annual International Pittsburgh Coal Conference, Pittsburgh, PA. 2005. Al Adasani, A., Bai, B., (2011) Analysis of EOR projects and updated screening criteria. Journal of Petroleum Science and Engineering 79, 10-24 Allam, R.J. (2009) Improved oxygen production technologies. Energy Procedia, 2009, 1(1): 461-470 Allen, D., Romanov, V., Fazio, J., Huerta, N., McIntyre, D., Kutchko, B., Guthrie, G. (2011) U.S. DOE methodology for the development of geologic storage potential for carbon dioxide at the national and regional scale. International Journal of Greenhouse Gas Control 5, 952-965 Almendra, F., West, L., Li, Z., Forbes, S. (2011) CCS Demonstration in Developing Countries: Priorities for a Financing Mechanism for Carbon Dioxide Capture and Storage. WRI Working Paper. World Resources Institute, Washington DC. Available from: www.wri.org/publication/ccs-demonstration-in-developing-countries Anderssen K, Johnsson F, Stromberg L (2003) Large scale CO2 capture applying the concept of O2/CO2 combustion to commercial process data. VGB Powertech. 2003, 83(10): 29-33 Andersson K, Johnsson F. (2006) Process evaluation of an 865 MWe lignite fired O2/CO2 power plant. Energy Conversion and Management. 2006, 47(18-19): 3487-3498 Andersson, K; Johnsson, F (2007) Flame and radiation characteristics of gas-fired O2/CO2
combustion. Fuel, 2007, 3/4: 656-668. Asian Development Bank (2010) Loan Agreement (Tianjin Integrated Gasification Combined Cycle Power Plant Project). http://www.adb.org/documents/legal-agreements/prc/42117/42117-PRC-LBJ.pdf Bachu, S. (2002) Sequestration of CO2 in geological media in response to climate change: road map for site selection using the transform of the geological space into the CO2 phase space. Energy Conversion and Management 43, 87-102. Bachu, S. (2003a) Screening and ranking of sedimentary basins for sequestration of CO2 in geological media in response to climate change. Environmental Geology 44, 277-289. Bachu, S. (2003b) Sequestration of CO2 in geological media in response to climate change: road map for site selection using the transform of the geological space into the CO2 phase space. Energy Conversion and Management 43, 87-102 Baker and Mckenzie (2009) Strategic Analysis of the Global Status of Carbon Capture and Storage Report 3: Country Studies-China. 2009 Bejarano A and Levendis Y (2008) Single-coal-particle combustion in O2/N2 and O2/CO2 environments. Combustion and Flame, 2008, 4: 270-287. Bhargava, A. (2010) Promoting CCS Demonstration Project in Developing Country. ADB Approach and Initial Activities. http://cctech.or.kr/common/download.asp?idx_no=201 Black J (2010) Cost and Performance Baseline for Fossil Energy Plants, Volume 1: Bituminous Coal and Natural Gas to Electricity. National Energy Technology Laboratory, DOE/NETL-2010/1397, 2010. Borgert, K., J., Rubin, E.S. (2013) Oxyfuel combustion: technical and economic considerations for the development of carbon capture from pulverised coal power plants. Energy Procedia 37, 1291-1300.

Bouillon, P., Hennes, S., Mahieux, C. (2009) ECO2: Post-combustion or Oxyfuel – A comparison between coal power plants with integrated CO2 capture. Energy Procedia 1, 4015-4022. Bowen, F. (2011) Carbon capture and storage as a corporate technology strategy challenge. Energy 39(5), 2256-2264. BP (2013) BP World Energy Statistics Yearbook, 2013 Buhre B J P, Elliott L K, Sheng C D, Gupta R P, Wall T F (2005) Oxy-fuel combustion technology for coal-fired power generation. Progress in Energy and Combustion Science, 2005, 31(4): 283-307 Burtis, P. (2010) Carbon capture and storage: a venture capital perspective. Amadeus CapitalPartners and Imperial College London. Available from: http://www3.imperial.ac.uk/pls/portallive/docs/1/50161696.PDF Chen, C; Zhao, C; Liang, C; Pang, K (2007) Calcination and sintering characteristics of limestone under O2/CO2 combustion atmosphere. Fuel Processing Technology, 2007, 2: 171-178 Chen J, Jiao F, Zhang L, Yao H, Ninomiya Y (2012) Use of Synchrotron XANES and Cr-Doped Coal to Further Confirm the Vaporization of Organically Bound Cr and the Formation of Chromium(VI) During Coal Oxy-Fuel Combustion. Environ. Sci. Technol., 2012, 46: 3567-3573 Cheng, Y (2008) The technologies of hole sealing in Zizhou country Yulin city. Jianghan Petroleum Science and Technology 18, 24-27. China Power Engineering Consulting Group Corporation Power Planning and Design Institute (2013) Thermal power engineering design limit reference cost index (2012 level), Beijing: China Electric Power Press, 2013 Ciferno J (2008) Pulverized Coal Oxyfuel Combustion, Volume 1: Bituminous Coal to Electricity Final Report. National Energy Technology Laboratory, DOE/NETL -2007/1291, 2008 CJL (2003) Principles of Combustion Engineering for Boiler [M]. Academic Press, 1987 Climate Analysis Indicators Tool (2012) version 9.0. (Washington, DC: World Resources Institute, 2012). Available at http://cait.wri.org ClimateWise (2012) Managing Liabilities of European Carbon Capture and Storage. (last accessed 2/Sep/2013). Available from: http://www.climatewise.org.uk/storage/_website-2012/collaborations/ccs/ClimateWise%20CCS%20Report%20Nov%202012%20-%20Full%20Report.pdf CO2CRC (2008) Storage Capacity Estimation, Site Selection and Characterisation for CO2 Storage Projects. Cooperative Research Centre for Greenhouse Gas Technologies. CO2CRC (2011) A review of existing best practice manuals for carbon dioxide storage and regulation. Cooperative Research Centre for Greenhouse Gas Technologies, Ground Floor NFF House, 14-16 Brisbane Avenue, Barton ACT 2600. CO2CRC (2013) Reviewing Best Practices and Standards for Geologic Storage and Monitoring of CO2-Initial Compilation of Standards, Best Practices and Guidelines for CO2 Storage and Monitoring, Australia Croiset E, Thambimuthu KV (2001) NOX and SO2 emissions from O2/CO2 recycle coal combustion. Fuel 2001;80:2117–21 Dahowski, R., Bachu, S. (2007) Assessing the Effect of Timing of Availability for Carbon Dioxide Storage in the Largest Oil and Gas Pools in the Alberta Basin: Description of Data and Methodology. Pacific Northwest National Laboratory, Richland, Washington 99352.

Dahowski, R., Li, X., Davidson, C., Wei, N., Dooley, J. (2009) Regional Opportunities for Carbon Dioxide Capture and Storage in China: A Comprehensive CO2 Storage Cost Curve and Analysis of the potential for Large Scale Carbon Dioxide Capture and Storage in the People’s Republic of China. Pacific Northwest National Laboratory. Richland, WA. PNNL-19091 Dahowski, R.T., Davidson, C.L., Li, X.C., Wei, N. (2012) A $70/tCO2 greenhouse gas mitigation backstop for China's industrial and electric power sectors: Insights from a comprehensive CCS cost curve. International Journal of Greenhouse Gas Control 11, 73-85. Department of S&T for Social Development, M.o.S.a.T.o.t.P.s.R.o.C., 2011. Carbon Capture, Utilization and Storage Technology Development in China. Damen K, Troost Mv, Faaij A, Turkenburg W (2006) A comparison of electricity and hydrogen production systems with CO2 capture and storage. Part A: Review and selection of promising conversion and capture technologies. Prog Energ Combust 2006;32:215–46 Dapeng, L., Weiwei, W (2009) Barriers and incentives of CCS deployment in China: Results from semi-structured interviews. Energy Policy 37, 2421-2432 David H. (2012) Emission performance standards - Old option, new incentive for CCS. 2012; http://www.globalccsinstitute.com/insights/authors/davidhanly/2012/12/04/emission-performance-standards-old-option-new-incentive-ccs Devaux, M. (2013) Oxycombustion for carbon capture on coal power plants and industrial processes: advantages, innovative solutions and key projects. Energy Procedia 37, 1389-1404. Duan L B, Zhao C S, Zhou W, Liang C, Chen X P (2009) Sulfur evolution from coal combustion in O-2/CO2 mixture. J. Anal. Appl. Pyrolysis, 2009, 86: 269-273 Duan L B, Zhao C S, Ren Q Q, Wu Z, Chen X P (2011) NOx precursors evolution during coal heating process in CO2 atmosphere. Fuel, 2011, 90: 1668-1673 Duan L B, Zhao C S, Zhou W, Qu C R, Chen X P (2011) O2/CO2 coal combustion characteristics in a 50 kW(th) circulating fluidized bed. International Journal of Greenhouse Gas Control, 2011, 5: 770-776 Duan L B, Zhao C S, Zhou W, Qu C R, Chen X P (2011) Effects of operation parameters on NO emission in an oxy-fired CFB combustor. Fuel Processing Technol., 2011, 92: 379-384 EIA (1994) Costs and Indices for Domestic Oil and Gas Field Equipment and Production Operation. Energy Information Administration, U.S. Department of Energy, Washington D.C. Eldevik, F., Graver, B., Torbergsen, L.E., Saugerud, O.T. (2009) Development of a Guideline for Safe, Reliable and Cost Efficient Transmission of CO2 in Pipelines. Energy Procedia 1, 1579-1585. GCCSI (2011) Available at http://www.globalccsinstitute.com/S GCCSI (2013) Making the Case for Funding Carbon Capture and Storage in Developing Countries. Available from: http://www.cleanenergyministerial.org/Portals/2/pdfs/CCUS_makingcase-funding_ccs_developing_countries.pdf Global Association of Risk Professionals (2009) Foundations of Energy Risk Management. Wiley Goodman, A., Hakala, A., Bromhal, G., Deel, D., Rodosta, T., Frailey, S., Small, M.,. Gray J K (1976) Heat Transfer from Flames [M]. London: Eleck Science, 1976 Groenenberg H, de Coninck H (2008) Effective EU and Member State policies for stimulating CCS. International journal of greenhouse gas control. 2008; 2: 653-64 Hadjipaschalis, I., Kourtis, G., Poullikkas, A. (2009) Assessment of oxyfuel power generation technoloiges. Renewable and Sustainable Energy Review 13, 2637-2644. Hanson, A.D., Ritts, B.D., Moldowan, J.M. (2007) Organic geochemistry of oil and source

rock strata of the Ordos Basin, north-central China. AAPG Bulletin 91 Hart, C., Liu, H. (2010) Advancing Carbon Capture and Sequestration in China: A Global Learning Laboratory. China Environment Series Issue 11. Woodrow Wilson International Center for Scholars, 2010 (11), 99–121. Herzog, H., and Klett (2003) The Economics of CO2 Storage. MIT Laboratory for Energy and the Environment. Higginbotham, P., White, V., Fogash, K., Guvelioglu, G. (2011) Oxygen supply for oxyfuel CO2 capture. International Journal of Greenhouse Gas Control 55, S194-S203. HM Treasury (2004) The Orange Book: Management of Risk – Principles and Concepts. Availabe from: https://www.gov.uk/government/uploads/system/uploads/attachment_data/file/220647/orange_book.pdf Hottel, H. C, and A. F. Sarofim (1967) Radiative Transfer, McGraw-Hill, New York, 1967 Huang M. (2006) Environmental and economic analysis of FGD projects in Jiangsu province. Electric Power Environmental Protection. 2006, 22(5): 54-57 Huang X H, Li J, Liu Z H, Yang M, Wang D B, Zheng C G (2011) Ignition behavior of pulverized coals in lower oxygen content O2/CO2 atmosphere. 2nd Oxyfuel Combustion Conference, Queensland, Australia, September 12th-16th, 2011. HUST (2013) Shenhua Guohua Power Technology project GHFKJJS12-067. 200MWe oxyfuel power plant design procedures. Huazhong University of Science and Technology ico2n (2009) Price Comparsion to Alternatives. Available at http://www.ico2n.com/what-is-carbon-capture/carbon-capture-storage-economics/price-comparison-to-alternatives IEA (2009) Technology Roadmap: Carbon capture and storage, OECD/IEA, Paris, available at www.iea.org/roadmaps/ccs_roadmap.asp (2013-08-11) IEA (2010) Energy Technology Perspectives 2010: Scenarios & Strategies to 2050. Available at http://www.iea.org/publications/freepublications/publication/etp2010.pdf IEA-GHG (2005) Building the Cost Curves for CO2 Storage: European Sector, IEA GHG Report 2005/02. IEA Greenhouse Gas R&D Programme. http://ieaghg.org/v2.3.2_product/technique_descriptions/bubble_stream_detection.html IPCC (2005) Special Report on Carbon Capture and Storage, Intergovernmental Panel on Climate Change, Geneva. Available from: http://www.zeroco2.no/projects/countries/usa Jenni, K.E., Baker, E.D., Nemet, G.F. (2013) Expert elicitations of energy penalties for carbon capture technologies. International Journal of Greenhouse Gas Control 12, 136-145. Jordal, K., Anheden, M,, Yan, J., Stromberg, L. (2005) Oxyfuel combustion for coal-fired generation with CO2 capture – opportunities and challenges. Greenhouse Gas Control Technologies 1, 201-209. Johnsson, F., Reiner, D., Itaoka, K., Herzog, H. (2010) Stakeholder attitudes on Carbon Capture and Storage – An International Comparison. International Journal of Greenhouse Gas Control 4(2), 410-418 Kakaras, E., Doukelis, A., Giannakopoulos, D., Koumanakos, A. (2007) Economic implications of oxyfuel application in a lignite-fired power plant. Fuel 86, 2151-2158 Kanniche M, Gros-Bonnivard R, Jaud P, (2010) Pre-combustion, post-combustion and oxy-combustion in thermal power plant for CO2 capture. Applied Thermal Engineering. 2010, 30: 53-62 Kanniche, M, R. Gros-Bonnivard, P. Jaud, J. Valle-Marcos, J.-M. Amann, C. Bouallou (2010) Pre-combustion, Post-combustion and Oxy-combustion in Thermal Power Plants for CO2 Capture, Applied Thermal Engineerin g, 2010, 30, 53–62 Kaoru M, Kazuki A, Susumu H, Shigenao M and Jun’ichi S (2007) Extinction characteristics of CH4/CO2 versus O2/CO2 counterflow non-premixed flames at elevated pressures up to 0.7MPa. Proceedings of the Combustion Institute, 2007, 1: 1223-1230.

Klas A, Filip J. (2006) Process evaluation of an 865MW lignite fired O2/CO2 power plant. Energy Conversion and Management, 2006, 47(18-19):3487-3498 Kong H, Liu Z, Cheng S, Zhang Q, Zheng C (2012) 600MW oxyfuel process modeling and optimization system,China Electrical Engineering, 2012, 32(2): 53-60.1 Kourosh E Z, Ahmed S, Carlos S (2009) CO2 Capture and Development of an Advanced Pilot-Scale Cryogenic Separation and Compression Unit. Energy Procedia, 2009, 1(1): 247-252 Li S, Zhang X, Gao L, (2012) Learning rates and future cost curves for fossil fuel energy systems with CO2 capture: Methodology and case studies [J]. Applied Energy, 2012, 93: 348-356 Liang, X., Reiner, D., Gibbins, J.R., Li, J. (2009) Assessing the Value of CO2 capture ready in new-build pulverised coal-fired power plants in China. International Journal of Greenhouse Gas Control 3(6), 787-792. Liu X. (2006) SCR DeNOx technologies applied in the 300 MW units of Hengyun Power Plant. Electric Power. 2006, 39(3): 86-89 Liu D, Yang Y, Yang K (2005) Research on the production cost of coal-fired power generating unit with consideration of environmental costs. Electric Power. 2005, 38(9): 24-28 Liu, H., Liang, X. (2011) Strategy for promoting low-carbon technology transfer to developing countries: The case of CCS. Energy Policy 39(6), 3106-3116 Liu Z (2012) Progress of Oxy-fuel Combustion Research, Development and Demonstration in China. CSLF capacity building workshop, Beijing, July, 2012 Available at http://www.ccuschina.org.cn/uploadfile/Other/2012080612141644056517.pdf Liu, H., Gallagher, K.S. (2008) Driving carbon capture and storage forward in China. Energy Procedia 1, 3877-3884 Liu, H., Gallagher, K.S. (2011) Preparing to ramp up large-scale CCS demonstrations: An engineering-economic assessment of CO2 pipeline transportation in China. International Journal of Greenhouse Gas Control 5, 798-804 Liu J Z, Chen S, Liu Z H, Peng K, Zhou N, Huang X H (2012) Mathematical Modeling of Air- and Oxy-Coal Confined Swirling Flames on Two Extended Eddy-Dissipation Models. Industrial & Engineering Chemistry Research, 2012, 51: 691-703 Lockwood T (2014) Developments in oxyfuel combustion of coal, IEA Clean Coal Centre Draft for comment (May 2014) Marion J, Nsakala N, Bozzuto C, (2001) Engineering feasibility of CO2 capture on an existing US colafired power plant. in: the Proceedings of the 26th International Conference on Coal Utilization and Fuel Systems. Clearwater, FL, USA: 2001. 941-952 Marion, J (2012) Alstom’s development and commercialization of Oxy-Combustion Steam Power Plants, 2012 November presentation to HUST Markusson N, Shackley S, Evar B(2012) The Social Dynamics of Carbon Capture and Storage: Understanding CCS Representations, Governance and Innovation: Routledge; 2012. IEA (2013), Technolongy Roadmap: Carbon Capturean Storage. Available at http://www.iea.org/publications/freepublications/publication/name,39359,en.html Mattisson, T., Lyngfelt, A and Leion, H (2009) Chemical-looping with oxygen uncoupling for combustion of solid fuels. International Journal of Greenhouse Gas Control, 2009, 3(1): 11-19. McCollum, D.L. (2006) Comparing Techno-Economic Models for Pipeline Transport of Carbon Dioxide. Institute of Transportation Studies, University of California-Davis. McCollum, D.L., Ogden, J.M. (2006) Techno-Economic Models for Carbon Dioxide Compression, Transport, and Storage and Correlations for Estimating Carbon Dioxide Density and Viscosity. Institute of Transportation Studies Davis, California 9561. McCoy, S.T. (2008) The Economics of Carbon Dioxide Transport by Pipeline and Storage in

Saline Aquifers and Oil Reservoirs, Energy. Carnegie Mellon University. Meadowcroft J, Langhelle O (2009) Caching the carbon: the politics and policy of carbon capture and storage: Edward Elgar Publishing; 2009 Metz B, Davidson O, De Coninck H, Loos M, Meyer L (2005) IPCC special report on carbon dioxide capture and storage: Prepared by working group III of the intergovernmental panel on climate change. IPCC, Cambridge University Press: Cambridge, United Kingdom and New York, USA. 2005; 2 MIT (2007) The future of coal. Massachuset Institute of Technology, 2007 Mitchell, C., Bauknecht, D., and Connor, P.M. (2006) Effectiveness through risk reduction: a comparison of the renewable obligation in England and Wales and the feed-in system in Germany, Energy Policy, 34(3), 297-305 Modest MF, Zhang H (2002) The full-spectrum correlated-k distribution for thermal radiation from molecular gas-particulate mixtures. ASME J Heat Transfer 2002; 124(1):30–38. Modest M F (1991) The weighted-sum-of-gray-gases model for arbitrary solution methods in radiative transfer, ASME Journal of Heat Transfer, 1991, 113(3): 650-656 Modest M F (2003) Radiative Heat Transfer (Second Edition)[M]. McGraw-Hill, Inc, 2003 Molburg J C, Doctor,R.D., Brockmeier,N.F.S.P. (2001) CO2 capture from Pc boilers with O2-firing. in: Eighteenth annual international Pittsburgh coal conference. Newcastle, NSW, Australia: 2001 Murciano L T, White V, Petrocelli F, Chadwick D (2011) Sour compression process for the removal of SOx and NOx from oxyfuel-derived CO2. Energy Procedia 2011; 4: 908-916 National Bureau of Statistics of China (2013) Available at http://www.stats.gov.cn NDRC (2010) Notice of launching low-carbon pilot province and low-carbon pilot city. NDRC Climate (2010) 1587. http://www.gov.cn/zwgk/2010-08/10/content_1675733.htm NDRC (2011) Notice of Establishing Carbon Emission Trading Pilot. NDRC Climate (2011) 2601. http://cdm.ccchina.gov.cn/Detail.aspx?newsId=3547&TId=3 NDRC (2013) Notice of National Development and Reform Commission on Promoting Carbon Capture, Utilisation and Storage Pilot and Demonstration. NDRC Climate (2013) 849. http://www.captureready.com/EN/Channels/News/showDetail.asp?objID=3162 NEA (2013) Notice by National Energy Administration about National Thermal Power Planning for 2014-2015. NEA Electricity (2013) 502 Document. NETL (2012) Quality guidelines for energy system studies CO2 Impurity Design Parameters. DOE/NETL-341/011212. http://www.netl.doe.gov/energy-analyses/pubs/QGESSSec3.pdf NETL (2012) Carbon Dioxide Enhanced Oil Recovery:Untapped Domestic Energy Supply and Long Term Carbon Storage Solution. National Energy Technology Laboratory Pittsburgh, PA, USA Núñez-López, V., Holtz, M., Wood, D., Ambrose, W., Hovorka, S. (2008) Quick-look assessments to identify optimal CO2 EOR storage sites. Environmental Geology 54, 1695-1706 NZEC (2009) Stakeholder Perceptions of Demonstrating CCS in China, Cambridge University, Reiner, D. and Xi L. (2009) NZEC (2009) Carbon Dioxide Capture from Coal-Fired Power Plants in China. Summary Report for NZEC Work Package 3, 2009. http://www.nzec.info/en/assets/Reports/Techno-Eco nomic-Compari son-WP3-Final-English.pdf Okawa M, Kimura N, Kiga T, (1997) Trial design for a CO2 recovery power plant by burning pulverized coal in O2/CO2. Energy Conversion and Management. 1997, 38: S123-S127 Ordowich C, Chase J, Steele D (2012) Applying Learning Curves to Modeling Future Coal and Gas Power Generation Technologies [J]. Energy & Fuels, 2012, 26: 753-766

Pankratz, T.M. (2005) Advances in desalination technology. International Journal of Nuclear Desalination 1, 450-455. Perrin, N., Dubettier, R., Lockwood, F., Court, P., Tranier, J., Bourhy-Weber, C., Polson, D., Curtis, A., Vivalda, C. (2012) The evolving perception of risk during reservoir evaluation projects for geological storage of CO2. International Journal of Greenhouse Gas Control 9, 10-23. Preusche, R., Schulz, C., Ecke, H., Faber, R., Jidinger, O., Giering, R., Burchardt, U., Gampe, U. (2011) Energy Procedia 4, 876-883 Programme, I.G.G.R.D. (2002) Transmission of CO2 and Energy, Report no. PH4/6. Pruess, K., Garcia, J., Kovscek, T., Oldenburg, C., Rutqvist, J., Steefel, C., Xu, T. (2004) Code intercomparison builds confidence in numerical simulation models for geologic disposal of CO2. Energy 29, 1431-1444. Ramírez, A., Hagedoorn, S., Kramers, L., Wildenborg, T., Hendriks, C. (2009) Screening CO2 storage options in the Netherlands. Energy Procedia 1, 2801-2808. Ramírez, A., Hagedoorn, S., Kramers, L., Wildenborg, T., Hendriks, C. (2010) Screening CO2 storage options in the Netherlands. International Journal of Greenhouse Gas Control 4, 367-380 Reiner, D., Liang, X. (2009) Stakeholders perceptions of demonstrating CCS in China. EU-UK-China Near Zero Emissions Coal Project Working Package 5.2 Report. (accessed 2/Oct/2013) http://www.nzec.info/en/assets/Reports/CamNZECWP52finalrevisions97-03v28aug09Update.pdf Rezvani, S., Huang, Y., McIlveen-Wright, D., Hewitt, N., Wang, Y. (2007) Comparative assessment of sub-critical versus advanced super-critical oxyfuel fired PF boilers with CO2 sequestration facilities. Fuel 86, 2134-2143. Riahi, K., Rubin, E., Schrattenholzer, L. (2003) Prospects for Carbon Capture and Sequestration Technologies Assuming Their Technological Learning. 6th International Conference on Greenhouse Gas Control Technologies (GHGT-6) 2, 1095-1100. Riahi K, Rubin E S, Taylor M R (2004) Technological learning for carbon capture and sequestration technologies [J]. Energy economics 2004, 26(4): 539-564 Romeo, L.M., Lara, Y., Gonzalez, A. (2011) Reducing energy penalties in carbon capture with Organic Rankie Cycles. Applied Thermal Engineering 31, 2928-2935. Rubin, E.S., Yeh, S., Antes, M., Berkenpas, M., Davison, J. (2007) Use of experience curves to estimate the future cost of power plants with CO2 capture. International Journal of Greenhouse Gas Control 1, 188-197 Rubin E S, Yeh S, Antes M (2007) Use of experience curves to estimate the future cost of power plants with CO2 capture [J]. International journal of greenhouse gas control, 2007, 1(2): 188-197 Rubin, E, H. Mantripragada, A. Marks, P. Versteeg, J. Kitchin (2012) The Outlook for Improved Carbon Capture Technology, Prog. Energy Combust. Sci., 2012, 38, 630–671. Sandip M, Michael F M. (2002) Application of the full spectrum correlated-k distribution approach to modeling non-gray radiation in combustion gases, Combustion and Flame, 2002, 129: 416-438. Shackley, S., Reiner, D., Upham, P., de Coninck, H., Sigurthorsson, G., Anderson, J. (2009) The acceptability of CO2 capture and storage (CCS) in Europe: An assessment of the key determining factors: Part 2. The social acceptability of CCS and the wider impacts and repercussions of its implementation. International Journal of Greenhouse Gas Control 3(3), 344-356. Shao W, Wang, (2010) Debating about Global Warming. Chinese Science Bulletin. 2010,55(16):1529-1531 Shaw, J., Bachu, S. (2002) Screening, evaluation, and ranking of oil reservoirs suitable for

CO2-flood EOR and carbon dioxide sequestration. J Can Petrol Technol 41, 51-61. Shen, P. (2010) Enhanced Oil Recovery, Storage and Utilization of Greenhouse Gas, National Basic Research of China, 973 Program Simbeck D R. (2001) CO2 mitigation economics for existing coal-fired power plants. in: First national conference on carbon sequestration. Washington DC: 2001 Simmonds, M., Walker, G. (2005a) Chapter 27 Zero Recycle Oxyfuel Boiler Plant with CO2 Capture. In: Carbon Dioxide Capture for Storage in Deep Geological Formations, Volume 1, 477- 487. Simmonds, M., Walker, G. (2005b) Chapter 28 Zero or Low Recycle In-duct Burner Oxyfuel Boiler Feasibility Study. In: Carbon Dioxide Capture for Storage in Deep Geological Formations, Volume 1, 489-497 Singh D, Croiset E, Douglas P(2003) Techno-economic study of CO2 capture from an existing coal-fired power plant: MEA scrubbing vs. O2/CO2 recycle combustion. Energy Convers Manage, 2003, 44(19): 3073–3091 Smith, L.A.(2001) Engineering and Economic Assessment of Carbon Dioxide Sequestration in Saline Formations. presented at the First National Conference on Carbon Sequestration, Washington D.C. SPCCSC (2011a) UK Carbon Capture and Storage Demonstration Competition: Insurance Report. SP-SP 6.0 – RT015 FEED Close Out Report. (accessed on 2/Jan/2014) http://webarchive.nationalarchives.gov.uk/20121217150422/http://decc.gov.uk/en/content/cms/emissions/ccs/ukccscomm_prog/feed/scottish_power/risk/risk.aspx SPCCSC (2011b) UK Carbon Capture and Storage Demonstration Competition: Insurance Report. UKCCS - KT - S10.5 - Shell – 001 http://webarchive.nationalarchives.gov.uk/20121217150422/http://decc.gov.uk/en/content/cms/emissions/ccs/ukccscomm_prog/feed/scottish_power/risk/risk.aspx Stower, M., Bayer, T., Zemke, J., Rubin, E.S., Keith, D.W., Gilboy, C.F., Wilson, M., Morris, T., Gale, J., Thambimuthu, K. (2005) Planning of geological CO2 storage for a lignite fired power plant --Transmission, injection, monitoring, Greenhouse Gas Control Technologies 7. Elsevier Science Ltd, Oxford, pp. 2035-2038. Sullivan, E.J., Chu, S., Stauffer, P.H., Middleton, R.S., Pawar, R.J. (2013) A method and cost model for treatment of water extracted during geologic CO2 storage. International Journal of Greenhouse Gas Control 12, 372-381 Sun K, Zhong Q. (2005) Design, construction and operation of flue gas desulfurization systems in coal-fired power plants. Beijing: Chemistry industry press, 2005 Sun K, Zhong Q. (2007) Flue gas denitration technology and engineering applications in coal-fired power plants. Beijing: Chemistry industry press, 2007 Taber, J.J., Martin, F.D., R.S. Seright (1997) EOR Screening Criteria Revisited - Part 1: Introduction to Screening Criteria and Enhanced Recovery Field Projects. Spe Reservoir Eng 12, 189-198 Takami, K.M., Mahmoudi, J., Time, R.W. (2009) A Simulated H2O / CO2 Condenser Design for Oxy-fuel CO2 Capture Process. Energy Procedia 1, 1443-1450 Thambimuthu K, Soltanieh M, Abanades JC (2005) IPCC special report on carbon dioxide capture and storage; 2005 Toshiyuki S, Katsumi M, Jun’ichi S, Akio Y and Ken O (2007) Effect of carbon dioxide on flame propagation of pulverized coal clouds in CO2/O2 combustion. Fuel, 2007, 8: 2008-2015 U.S.Gas (2011) Chemical,Shanxi International Energy Group sunlight 350MW thermoelectric Oxyfuel Project Pre-Feasibility Study,2011 Van den Broek M, Hoefnagels R, Rubin E (2009) Effects of technological learning on future cost and performance of power plants with CO2 capture [J]. Progress in Energy and

Combustion Science, 2009, 35(6): 457-480 Vandeginste, V., Piessens, K. (2008) Pipeline design for a least-cost router application for CO2 transport in the CO2 sequestration cycle. International Journal of Greenhouse Gas Control 2, 571-581. Wall, T. (2009) Scoping study on oxy-fuel combustion for the Australian National Low Emission Coal R&D (ANLECR&D) program. A report commissioned by ANLEC R&D. Wall, T., Stanger, R. (2009) Guidelines and regulations for oxy-fuel carbon dioxide capture, transport and storage. A resource document for the Oxy-fuel Working Group (OFWG). Wang, J., Ryan, D., Anthony, E.J., Wigston, A., Basava-Reddi, L., Wildguest, N. (2012) The effect of impurities in oxyfuel flue gas on CO2 storage capacity. International Journal of Greenhouse Gas Control 11, 158-162 Wang Y, Zhao Y, Zhang J, Zhen C (2011) Based on full life cycleO2/CO2:looping combustion plant technical and economic evaluation, Science in China Series E:Technological Sciences, 2011, 41(l):119-128 Wang C B, Jia L F, Tan Y W (2011) Simultaneous Carbonation and Sulfation of CaO in Oxy-Fuel Circulating Fluidized Bed Combustion. Chemical Engineering & Technology, 2011, 34: 1685-1690 Wang Y (2012) Comprehensive evaluation of the CCS system based on the full life cycle [D]. Huazhong University of Science and Technology, 2012 Wei, N., Li, X., Wang, Y., Dahowski, R.T., Davidson, C.L., Bromhal, G.S. (2013) A preliminary sub-basin scale evaluation framework of site suitability for onshore aquifer-based CO2 storage in China. International Journal of Greenhouse Gas Control 12, 231-246 White V, Allam R, Miller E (2006) Purification of Oxyfuel-Derived CO2 for Sequestration or EOR. Elsevier Science Ltd. 8th International Conference on. Greenhouse Gas Control. Technologies. June 19-22, 2006. Trondheim, Norway, Volume 1 of 4. White, V., P. Armstrong, and K. Fogash (2009) Oxygen supply for oxyfuel CO2 capture. in IEA 1st Oxyfuel Combustion Conference, Radisson Hotel, Cottbus, Germany 2009. White V, Murciano L T, David S, David C (2010) Purification of oxyfuel-derived CO2. International Journal of Greenhouse Gas Control, 2010, 4(2): 137-142. Xie Z (2011) http://www.gov.cn/jrzg/2011-12/08/content_2014352.htm (2013-08-11) Xiong, J, Zhao,H and Liu Z, Zheng C, Chen, M (2008) Techno-Economic Evaluationof O2/CO2 Recycle Combustion System and MEA Scrubbing System. Basedon Thermoeconomic. Journal of Engineering Thermophysics. 10.3321/j.issn:0253-231X.2008.10.002 Xiong J, Zhao H, Liu Z, Zheng C (2009) O2/CO2 economics based on thermal cycle combustion system and MEA adsorption system technology-Economic EvaluationofEngineeringThermophysics, 2008, 29(10): 1625-1629 Xiong J, Zhao H B, Zheng C G, Liu Z H, Zeng L D, Liu H (2009) An economic feasibility study of O2/CO2 recycle combustion technology based on existing coal-fired power plants in China. Fuel 2009; 88(6): 1135-1142 Xiong J, Zhao H B, Zheng C G (2011) Exergy Analysis of a 600 MWe Oxy-combustion Pulverized-Coal-Fired Power Plant. Energy Fuels, 2011, 25: 3854-3864. Xiong J, Zhao H B, Zheng C G (2011) Techno-economic evaluation of oxy-combustion coal-fired power plants. Chin. Sci. Bull., 2011, 56: 3333-3345. Xiong, J., Zhao, H., Zheng, C. (2011) Simulation optimization and exergy analysis of a cryogenic air separation. Cryogenics 3 (181), 39-43 Xiong J, Zhao H B, Zheng C G (2012) Thermo-economic cost analysis of a 600 MWe oxy-combustion pulverized-coal-fired power plant. International Journal of Greenhouse Gas Control, 2012, 9: 469-483. Xiong J, Zhao H B, Zhang C, Zheng C G, Luh P B (2012) Thermoeconomic operation

optimization of a coal-fired power plant. Energy, 2012, 42: 486-496 Yan W, Mi C (2010) 300 MW oxyfuelboiler Economic Analysis. Journal of Power Engineering, 2010, (30)3: 184-191 Yang A, Cui Y (2013) Global Coal Risk Assessment. World Resources Institute available at http://www.wri.org/publication/global-coal-risk-assessment (2013-08-11) ZERO (2013) Canada: General policy CCS and Climate change. Available from: http://www.zeroco2.no/projects/countries/canada Zheng Y F, Li H T, Wu R J, (2010) Impact of technology advances on China’s CO2emission reduction. Chinese Sci Bull, 2010, 55, doi: 10.1007/s11434-010-3241-1 Zheng C (2011) Greenhouse effect and its control counter measures, China Electric Power Press, Beijing. Science and Technology Ministry of Social Development Division, China carbon capture,utilization and storage(CCUS)Technical Progress Report, 2011 Zhou W, Zhao C S, Duan L B, Liu D Y, Chen X P (2011) CFD modeling of oxy-coal combustion in circulating fluidized bed. International Journal of Greenhouse Gas Control, 2011, 5: 1489-1497


















