
44th CIRP Conference on Manufacturing Systems - TU … · 44th CIRP Conference on Manufacturing...
18
44 th CIRP Conference on Manufacturing Systems MANUFACTURING SYSTEMS ENGINEERING UNIVERSITY OF WISCONSIN-MADISON Program May 31–June 3, 2011 Madison, WI, USA
Transcript of 44th CIRP Conference on Manufacturing Systems - TU … · 44th CIRP Conference on Manufacturing...

44th CIRP Conference on Manufacturing Systems
MANUFACTURING SYSTEMS ENGINEERINGUNIVERSITY OF WISCONSIN-MADISON
Program
May 31–June 3, 2011Madison, WI, USA
Friday, June 3, 2011
1163
Knowledge Management
Coffee B
reak, Atrium
, ME
BuildingKnowledge
Management
Box Lunch &
Tours, ME
Building
1156
Manufacturing Processes - II
ManufacturingProcesses - II
1153
Dynamics of Manufacturing Systems - II
Dynamics ofManufacturingSystems - II
1106
Maintenance Logistics
MaintenancLogistics
Thursday, June 2, 2011
1163
Production Planning
Coffee B
reak, Atrium
, ME
Building
ProductionPlanning
Lunch Break, U
nion South
Production Planning
Coffee B
reak, Atrium
, ME
Building
Banquet, P
yle Center 1156
Manufacturing Processes - I
ManufacturingProcesses - I
Manufacturing Processes - I
Manufacturing Processes - I
1153
Dynamics of Manufacturing
Systems - I
Dynamics ofManufacturing
Systems - I
Design of Manufacturing Systems - II
Design of Manufacturing Systems - II
1152
Optimization ofManufacturingSystems - II
Optimization ofManufacturingSystems - II
Nanomanufac-turing & Nano-
production
Nanomanufac-turing & Nano-
production
1106
Production Networks
ProductionNetworks
Production Networks
Production Networks
Program
“At a G
lance”
Wednesday, June 1, 2011
1163
Registration, A
trium, M
E B
uilding
Plenary S
ession, 1800, Engineering H
all
Coffee B
reak, Atrium
, ME
Building
ServiceEngineering
Lunch Break, U
nion South
ServiceEngineering
Coffee B
reak, Atrium
, ME
Building
ServiceEngineering
1156
Adv. Polymer & Composites Engineering
Adv. Polymer & Composites Engineering
Adv. Polymer & Composites Engineering
1153
Design of Manufacturing
Systems - I
Design of Manufacturing
Systems - I
Design of Manufacturing
Systems - I
1152
Optimization of Manufacturing
Systems - I
Optimization of Manufacturing
Systems - I
Optimization of Manufacturing
Systems - I
1106
Sustainable Manufacturing
Sustainable Manufacturing
Sustainable Manufacturing
Room
8:30 - 9:00
9:00 - 9:30
9:30 - 10:00
10:00 - 10:30
10:30 - 11:00
11:00 - 11:00
11:30 - 12:00
12:00 - 12:30
12:30 - 2:00
2:00 - 2:30
2:30 - 3:00
3:00 - 3:30
3:30 - 4:00
4:00 - 4:30
4:30 - 5:00
5:00 - 5:30
6:30 - 9:00
44th C
IRP C
onference on M
anufacturing Systems
1-3 June 2011
Madison, W
isconsin, US
A
46777 PC Cover_mp.indd 1

i
WelcomeFrom Neil A. Duffie, Conference Chair
Welcome to the University of Wisconsin-Madison and the 44th CIRP Confer-ence on Manufacturing Systems. This conference has a long history of bringing together researchers from the wide field of manufacturing systems engineering, and we are delighted to be hosting it this year in Madison.
The conference provides an unparalleled international forum for researchers to discuss the state of the art and innovation in the field of manufacturing produc-tion and logistics, and to disseminate their recent advances and ideas in this area. Today, the “New World” of manufacturing is truly global, and other “New Worlds” of cyber, micro/nano and bio technologies are being developed in exciting manufacturing research programs with the view of their integration into new products and manufacturing systems that will change the future as dramatically as laptops and smart phones have changed the present. Such futuristic thinking is addressed in the conference proceedings by techni-cal papers from authors of some 22 nationalities on topics ranging from production networks to service engineering to nanomanufacturing. The conference site, which surrounds the beautiful atrium of the newly remodeled Mechanical Engineering Building on the University of Wisconsin-Madison campus, will host formal presentations on these topics and will foster informal discussions and relationship-building between international participants.
The Organizing Committee would like to express its gratitude to the members of the International Program Committee for their insight and professionalism in reviewing proposed papers and providing priceless advice to the Organizing Committee and the authors. We would like to thank our sponsors and College of Engineering for their support and encouragement and, finally, we would like to thank you for participating! We are sure that you will find the conference intellectually stimulating and professionally productive, and we are sure that you will find that the City of Madison and its great University live up to their international reputation for scholarship, business, sports, nightlife and the arts.
Professor Neil A. Duffie, Chair44th CIRP Conference on Manufacturing SystemsDepartment of Mechanical EngineeringUniversity of Wisconsin-Madison

ii
Prof. E. AbeleProf. L. AltingProf. C. AnderssonProf. J. AurichProf. H. BleyProf. K. BouzakisProf. P. ButalaProf. G. ByrneProf. J. CaoProf. G. ChryssolourisDr. C. ConstantinescuProf. P. CunhaDr. D. D’AddonaProf. B. DenkenaProf. J. DuflouProf. H. ElMaraghy
Prof. E. FrazzonProf. R. GaoProf. P. GuProf. C. HerrmannProf. J. JawahirProf. F. JovaneProf. H. KarimiProf. F. KimuraProf. A. KjellbergDr. P. KuhlangProf. G. LanzaProf. S. LiangProf. L. LaperriereProf. T. LienProf. H. LoeddingProf. E. Lutters
Prof. V. MajstorovichProf. K. MatyasProf. H. MeierProf. M. MitsuishiProf. L. MonostoriProf. D. MourtzisProf. A. NeeProf. P. NyhuisProf. G. PutnikProf. K. RajurkarProf. R. RoyProf. M. SantochiProf. B. Scholz-ReiterProf. J. SchuetzeProf. G. SeligerProf. W. Sihn
Prof. A. SlugaProf. S. SmithProf. J. SutherlandProf. R. TetiProf. S. TichkiewitchProf. K. TrachtProf. M. TsengProf. K. UedaProf. H. Van BrusselProf. F. Van HoutenProf. J. VanczaProf. E. WestkaemperProf. H-.P. WiendahlProf. R. WilhelmProf. K. WindtProf. M. Zaeh
International Program Committee
Conference Planning Services
Hosting Departments
Chairs:Prof. Neil A. Duffie
Prof. Marvin F. DeVries (honorary)
Co-Chairs:Prof. Ananth Krishnamurthy
Prof. Jingshan Li Prof. Xiaochun Li
Prof. Tim A. OsswaldProf. Frank E. Pfefferkorn
Prof. Leyuan ShiProf. Dharmaraj Veeramani
Prof. Shiyu Zhou
Patti ThompsonConference Planning Services Manager
Deborah CurryConference Planning Services Specialist
Angela ChoppRegistrations Supervisor
Christopher Sholke
Tammy Blankenheim
University of Wisconsin-Extention
Mechanical, Industrial & Systems EngineeringCollege of EngineeringUniversity of Wisconsin-Madison
Committees

iii
Table of Contents
Conference Program
Welcome Reception at the Wisconsin Institutes for DiscoveryTuesday, May 31, 2011: 6:00 PM-8:00 PM
Plenary SessionWednesday, June 1, 2011: 9:00 AM-10:30 AM
Dean Paul S. PeercyProf. Fred van HoutenProf. Lih-Sheng “Tom” Turng
Sustainable Manufacturing Wednesday, June 1, 2011: 11:00 AM-5:30 PM
11:00 AM Material Flow Cost Accounting – Proposals for Improving the Evaluation of Monetary Effects of Resource Saving Process Designs .................................................................1Ronny Sygulla, Annett Bierer, Uwe Goetze
11:30 AM Visualization of Environmental Impacts for Manufacturing Processes using Virtual Reality ..................................................................................................................................1Christoph Herrmann, Andre Zein, Wessel W. Wits, Fred J.A.M. Van Houten
12:00 PM Data Requirements and Representation for Simulation of Energy Consumption in Production Systems ..........................................................................................................................2Anders Skoogh, Bjorn Johansson, Lars Hanson
2:00 PM A Systematic Approach to Resource-Efficient Process Planning for Low-Carbon Manufacturing ...........................................................................................................2Xiangqian Shi, Horst Meier
2:30 PM A Lean Sustainable Production Assessment Tool ..........................................................................2Glenn W. Kuriger, Yue Huang, F. Frank Chen
3:00 PM A Model for Sustainability Assessment of Manufacturing System Reuse: Case Study in a Developing Country ..............................................................................................2A. Ziout, Waguih ElMaraghy, S. Altarazi
4:00 PM Polymer Water as Optimal Cutting Fluid: Analysis of Environmental Advantages .................3Andre Zein, Gerlind Oehlschlaeger, Christoph Herrmann
4:30 PM Demand Driven Recycling in Value Creation Cycles ....................................................................3Steffen Heyer, Guenther Seliger
5:00 PM CSM-Hotel – A new Manufacturing Concept for Small and Medium Enterprises ...................3Hasse Tapani Nylund, Ville Toivonen, Kai Salminen, Reijo Tuokko
Design of Manufacturing Systems - I Wednesday, June 1, 2011: 11:00 AM-5:30 PM
11:00 AM Design Metaphors for physically based Virtual Commissioning .................................................3Gunther Reinhart, Frederic-Felix Lacour
11:30 AM Virtual validation of material provisioning in assembly in the automotive industry ................4Karl-Josef Wack, Thomas Baer, Steffen Strassburger
iv
12:00 PM Design of Mixed Model Assembly Lines – Simulation based Planning Support ........................4Philipp Halubek, Christoph Herrmann
2:00 PM Risk assessment of hybrid manufacturing technologies for ramp-up projects ..........................4Bastian Nau, Andreas Roderburg, Fritz Klocke, Hong Seok Park
2:30 PM Lifecycle-based Technology Planning and Assessment of Machine Tools within the Aviation Industry .............................................................................................................................4Berend Denkena, Mark Eikoetter
3:00 PM The critical role of design information for improved equipment supplier integration during production system design ................................................................................5Jessica Bruch, Monica Bellgran
4:00 PM Flexibility Consideration in the Design of Manufacturing Systems: An industrial case study...................................................................................................................5Dimitris Mourtzis, Kosmas Alexopoulos, George Chryssolouris
4:30 PM Noise Investigation in Manufacturing ............................................................................................5Xiang Yang, Simon Schroeder, Martin Bertram, Tim Biedert, Hans Hagen, Jan C. Aurich
5:00 PM A Framework for Enabling Flexibility Quantification in Modern Manufacturing System Design Approaches ..............................................................................................................5George Michalos, Sotiris Makris, Nikolaos Papakostas, George Chryssolouris
Service Engineering Wednesday, June 1, 2011: 11:00 AM-5:30 PM
11:00 AM A proposal for service design support system using knowledge from Web resources ...............6Yasuyuki Kitai, Kazuhiro Oki, Koji Kimita, Kentaro Watanabe, Ryosuke Chiba, Yoshiki Shimomura
11:30 AM Adopting the Manufacturing Service Bus in a Service-based Product Lifecycle Management Architecture ...............................................................................................................6Stefan Silcher, Jorge Minguez, Bernhard Mitschang
12:00 PM Providing Coordination and Goal Definition in Product-Service Systems through Service-oriented Computing ...........................................................................................................6Jorge Minguez, David Baureis, Donald Neumann
2:00 PM Simulation Modelling for Availability Contracts ..........................................................................6Sarocha Phumbua, Benny Tjahjono
2:30 PM Development of Product-Service Systems in the Fuzzy Front End of Innovation .....................7David Baureis, Lena Wagner, Joachim Warschat
3:00 PM Qualification of global Tool Monitoring via virtual Platforms ....................................................7Guenther Schuh, Jens Arnoscht, Magdalena Voelker
4:00 PM Game Theoretic Modeling and Multiagent Simulation of Membership-type Services .............7Nariaki Nishino, Kousuke Fujita, Kanji Ueda
4:30 PM Contents Parameter Design using Multi-Objective Particle Swarm Optimization for Service Improvement .........................................................................................7Ryosuke Chiba, Fumiya Akasaka, Takeshi Tateyama, Kentaro Watanabe, Yoshiki Shimomura
5:00 PM Towards Intelligent Manufacturing: Equipping SOA-based Manufacturing Architectures with advanced SLM Services ..................................................................................8Jorge Minguez, Stefan Silcher, Bernhard Mitschang, Engelbert Westkaemper

v
Advanced Polymer and Composites Engineering Wednesday, June 1, 2011: 11:00 AM-5:00 PM
11:00 AM Polymer Powders for Selective Laser Sintering – Production and Characterization ................8Dominik Rietzel, William Aquite, Dietmar Drummer, Tim Osswald
11:30 AM Manufacturing Polymer Micropellets and Powders using Rayleigh Disturbances ...................8William Aquite, Martin Launhardt, Tim Osswald
12:00 PM Roller imprinting of optical film with continuous ball-shape micro-lens arrays using a seamless roller mold ............................................................................................................8Yung-Chun Lee, Wen-Hui Lee, Hong-Wei Chen, Fei-Bin Hsiao
2:00 PM High Precision Plastic Parts for Optical Applications by Compression Induced Solidification (CIS) ............................................................................................................9Natalie Rudolph, Tim Osswald
2:30 PM Artificial neural network approach for injection mould cost estimation ....................................9Zsolt Janos Viharos, Balazs Miko
3:00 PM Development of short fiber-reinforced plastic front side panels for weight-reduced automobiles ............................................................................................................9Xuan-Phuong Dang, Hong Seok Park, Andreas Roderburg, Bastian Nau
4:00 PM Experimental Investigation Into the Effects of Fountain Flow on Fiber-Matrix Separation in Fiber Reinforced Injection Molded Parts ..............................................................9Hashim Al-Zain, Tim Osswald
4:30 PM Influence of Expansion Injection Moulding (EIM) upon Part Properties ................................10Dietmar Drummer, Karoline Vetter
Optimization of Manufacturing Systems - I Wednesday, June 1, 2011: 11:00 AM-5:30 PM
11:00 AM Analysis of Quality Improvability and Bottleneck Transitions in Flexible Manufacturing Systems: A System-theoretic Approach .............................................................10Junwen Wang, Jingshan Li, Jorge Arinez, Stephan Biller
11:30 AM Incorporating Contract Decision to Supply Chain Optimization..............................................10Sisi Yin, Tatsushi Nishi
12:00 PM Solution of Polynomial Equation Arising in Evaluation of Two-Machine, One Buffer Multiple Parallel or Serial Failure Problems ..........................................................10Alireza Fazlirad, Theodor Freiheit
2:00 PM Performance Analysis of Unit-load Transfer Systems in Multi-Tier Warehouses with Autonomous Vehicles .............................................................................................................11Debjit Roy, Ananth Krishnamurhty
2:30 PM Dynamic Optimization of Manufacturing Systems to Minimize Life Cycle Costs ..................11Gisela Lanza, Steven Peters
3:00 PM Co-Analysing Situations and Production Control Rules in a Large-Scale Manufacturing Environment ........................................................................................................11Botond Kadar, Andras Pfeiffer, Laszlo Monostori, Zoltan Ven, Gergely Popovics
vi
4:00 PM Quality analysis of an Algorithmic Design Solution for a Reconfigurable Manufacturing System...................................................................................................................11Aamer Ahmed Baqai, Jean-Yves Dantan, Ali Siadat, Patrick Martin
4:30 PM Change Drivers and Adaptation of Automotive Manufacturing ...............................................12Carina Loeffler, Engelbert Westkaemper, Karl Unger
5:00 PM Model-Based Enterprise for Manufacturing ...............................................................................12Simon Frechette
Production Networks Thursday, June 2, 2011: 8:30 AM-4:30 PM
8:30 AM Modeling of Communication Processes in Collaborative Production Networks .....................12Jens Schuetze, Heiko Baum, Michael Krause, Egon Mueller
9:00 AM Modeling and Simulation of Quality Control Strategies in Value-Added-Networks under Consideration of Individual Target Systems and Product Characteristics using Software Agents ..............................................................................................................................12Johannes Book, Gisela Lanza
9:30 AM Economic Optimization and Assessment for Sustainable Product and Closed-loop Supply Chain Design ......................................................................................................................13Haritha Metta, Fazleena Badurdeen
10:30 AM Synchronous Method and Engineering Tool for the Strategic Factory Planning and the Network Planning ....................................................................................................................13Omar Abdul Rahman, Jens Michael Jaeger, Carmen Constantinescu
11:00 AM A Sustainability-Based Approach to Supplier Selection, Quantity Allocation and Risk Reduction in Global Supply Chains ....................................................................................13Vivek Kumar Dubey, Dharmaraj Veeramani
11:30 AM Source Selection for Spare Part Supply .......................................................................................13Kirsten Tracht, Michael Mederer, Daniel Schneider
12:00 PM Towards Ubiquitous Manufacturing Systems: ICT Infrastructure for a Global Manufacturing Network ................................................................................................................14Rok Vrabic, Gasper Skulj, Alojzij Sluga, Peter Butala
2:00 PM Identification of constitutive characteristics for configuring adaptable logistics chains .........14Wilfried Sihn, Markus Florian, Henrik Gommel
2:30 PM Considerations on a contemporary Flexibility Approach ..........................................................14Herwig Winkler, Gottfried Seebacher
3:00 PM An Approach to Negotiation-Based Alignment of Manufacturing and Transportation Systems along Global Production Networks .....................................................14Bernd Scholz-Reiter, Christoph Schwindt, Enzo Morosini Frazzon, Thomas Makuschewitz
4:00 PM A Reference Model for Sustainable and Collaborative Supply Chain of small series production in Textile, Clothing and Footwear Industry ..................................................15Rosanna Fornasiero, Emanuele Carpanzano, Valentina Franchini
vii
Dynamics of Manufacturing Systems - I Thursday, June 2, 2011: 8:30 AM-12:30 PM
8:30 AM A Control-based Modeling Approach to Changeable Manufacturing ......................................15Peter Nyhuis, Hoda ElMaraghy, Ahmed Azab, Julia Pachow-Frauenhofer
9:00 AM Modeling the Control System Infrastructure for Autonomous Logistics Processes ................15Bernd Scholz-Reiter, Steffen Sowade, Daniel Rippel
9:30 AM Dynamic manufacturing costs - Describing the dynamic behaviour of downtimes from a cost perspective ..................................................................................................................16Mathias Jonsson, Per Gabrielson, Carin Andersson, Jan-Eric Stahl
10:30 AM Flow control in production logistic networks ..............................................................................16Till Becker, Moritz Beber, Katja Windt, Marc-Thorsten Huett
11:00 AM Simulation as a tool in Self Adaptive Control for Flexible Assembly Systems .........................16Azrul Azwan, Abdul Rahman, Guenther Seliger
11:30 AM Application of Learning Pallets in hybrid Flow- Open Shop Scheduling; using Artificial Intelligence ............................................................................................................16Afshin Mehrsai, Bernd Scholz-Reiter
12:00 PM Design and implementation of distributed and adaptive control solutions for Reconfigurable Manufacturing Systems ......................................................................................17Anna Valente, Emanuele Carpanzano, Alessandro Brusaferri
Production Planning Thursday, June 2, 2011: 8:30 AM-3:30 PM
8:30 AM Production Structure Calendar – A Strategic Planning Tool .....................................................17Gunther Reinhart, Johannes Pohl
9:00 AM Analysing and Planning of Engineering Changes in Manufacturing Systems .........................17Rene Christian Malak, Xiang Yang, Jan C. Aurich
9:30 AM Systematic Procedure for Leveling of Low Volume and High Mix Production .......................17Fabian Bohnen, Matthias Buhl, Jochen Deuse
10:30 AM Classification of interdependent planning restrictions and their various impacts on long-, mid- and short term planning of high variety production ...............................................18Stefan Auer, Lothar Maerz, Hansjoerg Tutsch, Wilfried Sihn
11:00 AM Efficient preparation of digital production validation ................................................................18Karl-Josef Wack, Franz Otto, Martin Manns, Steffen Strassburger
11:30 AM Production Scheduling with Social Contract Based Approach for Real-Virtual Fusion Manufacturing System ......................................................................................................18Yi Qian, Nobutada Fujii, Toshiya Kaihara, Susumu Fujii, Toyohiro Umeda
12:00 PM Managing Production Performance with Overall Equipment Efficiency (OEE) - Implementation Issues and Common Pitfalls................................................................18Carin Andersson, Monica Bellgran
2:00 PM Extracting process time information from large-scale noisy manufacturing event logs .........19David Karnok, Laszlo Monostori

viii
2:30 PM Automatic recognition of manufacturing processes on the basis of technical drawings .........19Stefan Punz, Peter Hehenberger, Ira Shanker, Klaus Zeman
3:00 PM Fundamental approach to standardize the application of Value Stream Mapping .................19Peter Kuhlang
Manufacturing Processes - I Thursday, June 2, 2011: 8:30 AM-5:00 PM
8:30 AM A Hybrid Approach to Defect Diagnosis in Rotary Machines ...................................................19Jinjiang Wang, Robert X. Gao, Ruqiang Yan
9:00 AM Event-Driven Sensing for Energy Efficient Manufacturing System and Process Monitoring ........................................................................................................................20Timothy Kurp, Robert X. Gao, Sripati Sah
9:30 AM A Proposal of BPMN Extensions for the Manufacturing Domain .............................................20Sema Zor, Frank Leymann, David Schumm
10:30 AM Development of a Novel Superfinishing Apparatus for Controlled Texturing of Functional Surfaces ........................................................................................................................20Lanny Kirkhorn, Kenneth Frogner, Tord Cedell, Mats Andersson, Jan-Eric Stahl
11:00 AM Surface Topography Characteristics for Improving Drug Adhesion in Laser Textured Stents ...............................................................................................................................20Michelle Kay Buehler, Pal Molian
11:30 AM Model Guided Pulsed Laser Micro Polishing of H13 Tool Steel ................................................21Madhu Vadali, Chao Ma, Neil Duffie, Xiaochun Li, Frank Pfefferkorn
12:00 PM Effect of Fluid Medium on Laser Machining of Polycrystalline Cubic Boron Nitride Tool ...21Ammar Melaibari, Pal Molian, Pranav Shrotriya
2:00 PM Industrial heating using energy efficient induction technology .................................................21Kenneth Frogner, Mats Andersson, Tord Cedell, Leif Svensson, Peter Jeppsson, Jan-Eric Stahl
2:30 PM Combination of Speed Stroke Grinding and High Speed Grinding with Regard to Sustainability ..............................................................................................................................21Barbara Sabine Linke, Michael Duscha, Fritz Klocke, David Dornfeld
3:00 PM A pre-stress die design method for cold backward extrusion by FE analysis...........................22Chin Tarn Kwan, Chun Chin Wang
4:00 PM The Effects of Cold and Cryogenic Treatments on the Machinability of Beryllium-Copper Alloy in Electro Discharge Machining .........................................................22Yakub Yildiz, Murali Meenakshi Sundaram, Kamlakar Rajurkar, Muammer Nalbant
4:30 PM Manufacturing Analysis of Hybrid Energy Manufacturing Processes and Application to the Copper Chemical Mechanical Planarization/Polishing Process ................22Chao-Chang Chen, Chi-Hsiang Hsieh
Optimization of Manufacturing Systems - II Thursday, June 2, 2011: 8:30 AM-12:00 PM
8:30 AM System Properties of Multi-product Systems with Setup Times and Finite Buffers ................22Wei Feng, Li Zheng, Na Li

ix
9:00 AM An ASP Approach to Adaptive Setup Planning and Merging for Available Machines ............23Lihui Wang
9:30 AM Impact of Product Variety on Performance of Multi-product Batch Production Systems ........................................................................................................................23Divya Seethapathy, Ananth Krishnamurthy
10:30 AM A Mathematical Optimization Model to Generate Post-series Production Strategies.............23Yvonne Finke, Jochen Deuse
11:00 AM Effect of Quality of Advance Demand Information in Kanban Controlled Manufacturing Systems .................................................................................................................23Deng Ge, Ananth Krishnamurthy
11:30 AM Operation-Dependent Maintenance Scheduling in Flexible Manufacturing Systems .............24Merve Celen, Dragan Djurdjanovic
Design of Manufacturing Systems - II Thursday, June 2, 2011: 2:00 PM-5:30 PM
2:00 PM Flexible Connection of Product and Manufacturing Worlds: Concept, Approach and Implementation .......................................................................................................................24Carmen Constantinescu, Andreas Kluth
2:30 PM Complexity Mitigation in Mixed-model Assembly Systems Using Product Variant Differentiation...................................................................................................................24He Wang, Hui Wang, Jack Hu
3:00 PM A Framework Supporting Concurrent ‘Product Family and Manufacturing System’ Synthesis Decision Making ..............................................................................................24Emmanuel Francalanza, Jonathan Borg, Carmen Constantinescu
4:00 PM Products’ Features Dependency Inference using Bayesian Networks for New Product Design ...............................................................................................................................25Mohmmad Hanafy, Hoda A. ElMaraghy
4:30 PM Product cost estimation during design phase ..............................................................................25Dimitris Mourtzis, Konstantinos Efthymiou, Nikolaos Papakostas
5:00 PM A comprehensive survey on vehicle crash and road safety devices manufacturing .................25Witold Pawlus, Hamid Reza Karimi, Kjell Robbersmyr
Nanomanufacturing & Nanoproduction Thursday, June 2, 2011: 2:00 PM-5:30 PM
2:00 PM Integrated Nanomanufacturing and Nanoinformatics ...............................................................25Qiang Huang
2:30 PM Polymer Nanomanufacturing of Micro/Nanofluidic Chips for Drug/Gene Delivery Applications .....................................................................................................................26Lei Li, Yun Wu, Xi Zhao, Keliang Gao, Pouyan Boukany, Allen Y. Yi, L. James Lee
3:00 PM PARALLEL High-Speed PLASMONIC Nano-lithography .......................................................26Cheng Sun
4:00 PM A Novel Mechanical Nanomanufacturing Technique: Nanomilling ..........................................26Bulent Arda Gozen, Burak Ozdoganlar

x
4:30 PM Towards Real-time Detection of Incipient Surface Variations in Ultra-Precision Machining Process .........................................................................................................................26Satish Bukkapatnam, Prahalad Rao, Omer Beyca, James Kong, Ranga Komanduri
5:00 PM A Comparative Study on Clustering Indices for Distribution of Nanoparticles in Metal Matrix Nanocomposites ......................................................................................................27Qiang Zhou, Li Zeng, Michael De Cicco, Xiaochun Li, Shiyu Zhou
Conference BanquetThursday, June 2, 2011: 6:30 PM-9:00 PM
Maintenance Logistics Friday, June 3, 2011: 8:30 AM-12:30 PM
8:30 AM Integrated planning and control of maintenance and production .............................................27Berend Denkena, Stefan Kroening, Peter Bluemel
9:00 AM Maintenance as an integrated optimization criterion in development life cycles ....................27Leo A.M. Van Dongen, Eric Lutters, Fred J.A.M. Van Houten
9:30 AM Knowledge Platform as a New Tool for Maintenance .................................................................27Sebastian Wenzel, Gerhard Bandow
10:30 AM Modeling and Analysis of Maintenance Costs .............................................................................28Carin Andersson, Mathias Jonsson, Jan-Eric Stahl
11:00 AM Process Model for a Utilization-Based Maintenance of Logistics Systems ...............................28Sebastian Wenzel, Gerhard Bandow, Ka-Yu Man
11:30 AM Simulation of the Maintenance Process in an Aircraft Engine Maintenance Company .........28Christoph Remenyi, Stephan Staudacher, Nicole Holzheimer, Stephan Schulz
12:00 PM State of the Art of Simulation Applications in Maintenance Systems .......................................28Abdullah Alabdulkarim, Peter D. Ball, Ashutosh Tiwari
Dynamics of Manufacturing Systems - II Friday, June 3, 2011: 8:30 AM-12:00 PM
8:30 AM Exploring the Dynamics of Volume Flexibility ............................................................................29Amir Arafa, Waguih ElMaraghy
9:00 AM Mastering Volatile Demands in Car Manufacturing ..................................................................29Lars Weyand, Helmut Bley
9:30 AM Analyzing and Improving the Schedule Reliability of Industrial Companies ..........................29Hermann Loedding, Arif Kuyumcu
10:30 AM Dynamics of Autonomously-Acting Parts and Work Systems in Production and Assembly ..................................................................................................................................29Oliver Jeken, Neil Duffie, Katja Windt, Henning Rekersbrink
11:00 AM Combined Periodical and Reactive Control in Multi-item Production-inventory System ....30Henri Tokola, Esko Niemi
11:30 AM Bio-inspired capacity control for production networks with autonomous work systems .......30Bernd Scholz-Reiter, Hamid Reza Karimi, Neil Duffie, Thomas Jagalski

xi
Knowledge Management Friday, June 3, 2011: 8:30 AM-12:00 PM
8:30 AM Organizational capability management for improving performance of global production networks ......................................................................................................................30Alain Bernard, Philippe Rauffet, Catherine Da Cunha
9:00 AM Managing a Company´s Know-how-Strategy in Global Production Networks by a Strategic Portfolio ..................................................................................................................30Philipp Kuske, Eberhard Abele
9:30 AM A Knowledge Management Approach for the Integration of Manufacturing and Logistics in Global Production Networks ....................................................................................31Enzo Morosini Frazzon, Sergio Adriano Loureiro, Orlando Fontes Lima Jr., Bernd Scholz-Reiter
10:30 AM Configuration of Factories and Technical Processes: Which Role Plays Knowledge Modelling? ..................................................................................................................31Martin Landherr, Carmen Constantinescu
11:00 AM Employee Orientation as Basic Requirement for the Sustainable Success of Lean Production Systems ..............................................................................................................31Sven Schulze, Uwe Dombrowski, Tim Mielke
11:30 AM Adaptive information technology in manufacturing ..................................................................31Olaf Sauer, Juergen Jasperneite
12:00 PM Guidelines for Human-based Implementation of Lean Production ..........................................32Yilmaz Uygun, Stephan Ulrich Wagner
Manufacturing Processes - II Friday, June 3, 2011: 8:30 AM-12:00 PM
8:30 AM Analysis and Improvement of the Wear Behaviour of Contaminated Ball Screws .................32Tuerker Yagmur, Christian Brecher
9:00 AM Machining of Ti-6Al-4V Super alloy with Using High Pressure Jet Assisted Cooling .............32Oguz Colak, Ahmet Cini, Lokman Yunlu, Cahit Kurbanoglu
9:30 AM Study of Minimum Quantity Cooling (MQC) on the tool temperature in milling operations ...........................................................................................................................32Christophe Diakodimitris, Patrick Hendrick, Youssef Ragy Iskandar
10:30 AM Micro Process Planning for an Actual Machine Tool with Updatable Machining Database ..33Shinji Igari, Fumiki Tanaka, Masahiko Onosato
11:00 AM A CAM-integrated Virtual Manufacturing System for Complex Milling Processes ...............33Wolfram Lohse
11:30 AM Pre-tensioning fixture development for machining of thin-walled components .......................33Jiayuan He, Yan Wang, Nabil Gindy

Classification of interdependent planning restrictions and their various impacts on long-, mid- and short term planning of high variety production
S. Auer1, L. März
2, H. Tutsch
3, W. Sihn
1,
1 Fraunhofer Austria Research GmbH, Division Production and Logistics Management, Vienna, Austria
2 LOM Innovation GmbH & Co KG, Lindau (Lake Constance), Germany
3 flexis AG, Stuttgart, Germany
Abstract Long- and mid-term sales and operations planning and mid- to short-term production planning for vehicle production are done mainly with cascading planning processes. The problem of cascading planning is that the different planning processes are often badly aligned and lack of backward feedback; e.g. long-term plans do not reflect important restrictions of subsequent levels caused by available resources or supplier capacities. To avoid extensive costly troubleshooting and in order to ensure a feasible production program this paper will classify planning restrictions and their originators. Further it will define connections between single planning tasks and the conversion of restrictions from one planning horizon to another. Keywords Planning, Sequencing, Restriction
1 INTRODUCTION
Recent industry and research projects in the automotive and other industrial sectors show the use of various systems for planning in sales, purchasing, supply chain and production. These systems are often poorly synchronized and in extreme cases incompatible, frequently resulting in a “planning cacophony”. The reasons for this are different requirements concerning scope, functionalities, planning horizons, spheres of influence and organisational structures that have evolved over time.
None of the currently available planning systems (for short-term planning with sequencing capabilities based on the bill of materials) supports harmonised planning throughout the different levels. Commonly, sales planning is carried out by the sales department, whereas the production planning process is done by the production or logistics units. Responsibility for supply chain planning is situated between sales and production planning, due to the problem that the selection of and negotiations with suppliers require forecasts of production output at a time, when only sales plans on a high product hierarchy exist. To identify the required volumes of parts and material, detailed information about car configurations and demands per part number are essential. The described organisational separation seems understandable, because the different departments are planning on different levels of abstraction, i.e. sales is planning on the level of car volumes and probabilities of attributes in order to meet market requirements, production planning is dealing with planning objects as real customer orders with specific car configurations and their links to the bill of material to optimally utilise capacities. This separation and the lack of integrated systems cause friction along the planning cascade. The tools used in such planning processes allow the implementation of known restrictions into the planning model. However, only serious constraints are recognized. The detection of less prominent impediments happens by chance or depends on the experience of the planner. If, for example, sales overstates the expected number of vehicles to be sold, the internal or external capacities have to be adapted in order to enable the production. Currently, such a change has to be escalated manually over all subsequent
hierarchical planning levels, which is a protracted and fault-prone process. The reason for this is the resulting complexity and the fact, that most of the planning solutions for the long- and medium-term are not able to handle the data volume generated by the explosion of the bill of material. The development of an integrated planning tool that harmonises the different planning tasks is subject of an ongoing research project called HarmoPlan, where the authors are engaged in. Therefore this paper will classify the originators of planning constraints and will show an approach how to make the constraints available for each planning task along the planning cascade.
2 PLANNING PROCESS FOR SEQUENCED HIGH
VARIETY PRODUCTION
The industrial production can be described as a process of transforming production factors to products. The production factors distinguish factors for planning purposes and fundamental factors. The part of interest within the factors for planning purposes is the planning that sets it apart to controlling and organisation. The fundamental factors consist of consumables (material) and potential factors (equipment, workforce).
dispositive
factors
fundamental
factors
consumablespotential
factors
derivative
factors
planning equipmentmaterial workforce
productstransformation
processes
production
factors
Figure 1: Production factors [1]

The optimized time and function synchronization of production factors to produce cost-effective finished goods, is elementary important for the success of a company. The production factors have to ensure the fulfilment of the market requirements in an economic way. The market requirements are the result of product specifications, linked with information of amount of products and time schedules (orders).
This subject encompasses synchronized production lines where orders are planned in a sequence. Synchronized flow production is a flow-oriented production system where parts are being moved by means of a transportation system (usually an assembly line) through the production stations arranged in sequence, in which the machining time is restricted by a cycle time [2]. The project focuses on the planning of the final assembly in vehicle and vehicle component plants where variant flow production with low automation and high labor intensity exists [3].
The planning cascade of a synchronized production line is shown schematically in figure 2. It becomes evident, that the production factors have to be taken into account in different aggregation, depending on the planning horizon, starting from rough estimations to the physical transformation process (manufacturing, assembly).
An important task of planning is to fit the market requirements with actually disposable production factors – in long- and mid-term planning the restrictive capacities for the production are fixed. The boundaries of the production factors are expressed by context-related restrictions. From the beginning, the charges and restrictions have to be adjusted to avoid severe conflicts like unsolvable bottlenecks or inefficient under-utilization of the production factors.
The initial point of the planning cascade is the definition, which brands the company want to produce. Normally, the decisions are based on market analysis. The brand strategy will lead to an annual and budget planning with sales forecast as a result. This planning is a rolling
forecast and the planning period is up to seven to ten years.
In the next step, the sales planning precises models by main criteria like motorization, auto body, gear drive etc. and allocates possible production sites to models and production volumes. At this stage, the determination of a production site is governed by the location-related costs and local conditions for existing or planned production sites and suppliers.
Sales prognosis, installation rates, and monthly production and sales quantities serve as input for production program planning. Restrictions which have to be taken into account are minimum line load resulting from the model mix problem (provision for the production factor resources), the capacity of plants with regard to annual working hours (workforce), technical solutions in the line (equipment) and potential bottlenecks on the supplier side (material).
Production program planning is usually continuous. The allocation of orders to week or day periods or to shifts is also called slotting. In this planning step the production programme is split up into daily or weekly order pools. At this point usually planned or real customer orders have been placed. Sometimes, the orders within the daily or weekly order pools are not fully specified dummy orders. Their specification level includes only items as engine type or number of axles for truck assemblies. If a real order is based by a customer, an eligible dummy order is replaced and hence will turn into a fully specified customer order [4].
Continuous planning can be added to slotting until the sequence is fixed, which balances the orders based on capacity and material criteria. Individual orders can thereby be moved to a period different from the initial planned production period by taking into account other detailed restrictions. This shifting, which results from an adjustment, is also called balancing. Fixing the order sequence assigns a decided production cycle to each order from the order pool [5].
Sites
Suppliers
Factories
Staff capacities
Quantity quotas
Brands
Models
Options
Annual planning
Budget planning
Sales planning
Production plan
generation
Specifications
Brand
strategy
Sales
projection
Model mix Labour cost
Line capacityRestrictions
Location-related costs
Local conditions
Sales
forecast
Sales plan
Order pools
Market / ProductPlanning purposes
factors
Fundamental factors
(material, equipment, workforce)
SequencingLine
Line staffRestrictions
Process
Sequence
Staff
Resources
Parts listAvailibility
Model mix
Figure 2: Planning tasks and interrelationship with fundamental factors, product and market
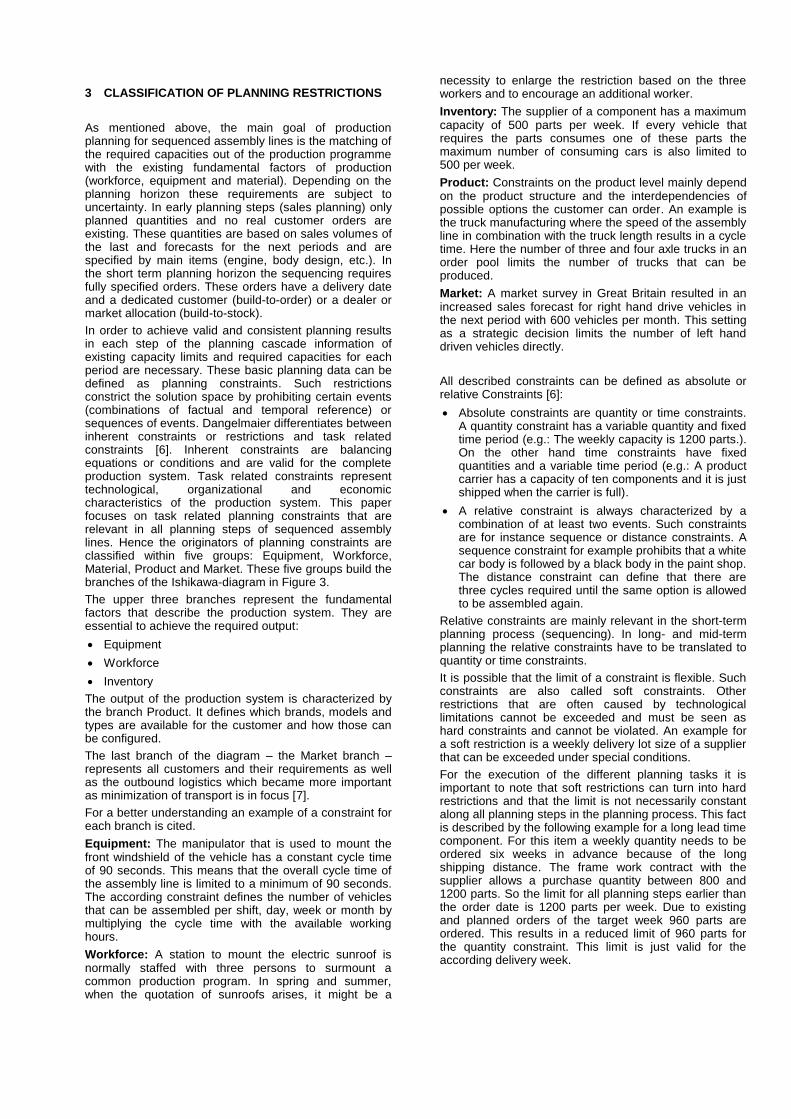
3 CLASSIFICATION OF PLANNING RESTRICTIONS
As mentioned above, the main goal of production planning for sequenced assembly lines is the matching of the required capacities out of the production programme with the existing fundamental factors of production (workforce, equipment and material). Depending on the planning horizon these requirements are subject to uncertainty. In early planning steps (sales planning) only planned quantities and no real customer orders are existing. These quantities are based on sales volumes of the last and forecasts for the next periods and are specified by main items (engine, body design, etc.). In the short term planning horizon the sequencing requires fully specified orders. These orders have a delivery date and a dedicated customer (build-to-order) or a dealer or market allocation (build-to-stock).
In order to achieve valid and consistent planning results in each step of the planning cascade information of existing capacity limits and required capacities for each period are necessary. These basic planning data can be defined as planning constraints. Such restrictions constrict the solution space by prohibiting certain events (combinations of factual and temporal reference) or sequences of events. Dangelmaier differentiates between inherent constraints or restrictions and task related constraints [6]. Inherent constraints are balancing equations or conditions and are valid for the complete production system. Task related constraints represent technological, organizational and economic characteristics of the production system. This paper focuses on task related planning constraints that are relevant in all planning steps of sequenced assembly lines. Hence the originators of planning constraints are classified within five groups: Equipment, Workforce, Material, Product and Market. These five groups build the branches of the Ishikawa-diagram in Figure 3.
The upper three branches represent the fundamental factors that describe the production system. They are essential to achieve the required output:
Equipment
Workforce
Inventory
The output of the production system is characterized by the branch Product. It defines which brands, models and types are available for the customer and how those can be configured.
The last branch of the diagram – the Market branch – represents all customers and their requirements as well as the outbound logistics which became more important as minimization of transport is in focus [7].
For a better understanding an example of a constraint for each branch is cited.
Equipment: The manipulator that is used to mount the front windshield of the vehicle has a constant cycle time of 90 seconds. This means that the overall cycle time of the assembly line is limited to a minimum of 90 seconds. The according constraint defines the number of vehicles that can be assembled per shift, day, week or month by multiplying the cycle time with the available working hours.
Workforce: A station to mount the electric sunroof is normally staffed with three persons to surmount a common production program. In spring and summer, when the quotation of sunroofs arises, it might be a
necessity to enlarge the restriction based on the three workers and to encourage an additional worker.
Inventory: The supplier of a component has a maximum capacity of 500 parts per week. If every vehicle that requires the parts consumes one of these parts the maximum number of consuming cars is also limited to 500 per week.
Product: Constraints on the product level mainly depend on the product structure and the interdependencies of possible options the customer can order. An example is the truck manufacturing where the speed of the assembly line in combination with the truck length results in a cycle time. Here the number of three and four axle trucks in an order pool limits the number of trucks that can be produced.
Market: A market survey in Great Britain resulted in an increased sales forecast for right hand drive vehicles in the next period with 600 vehicles per month. This setting as a strategic decision limits the number of left hand driven vehicles directly.
All described constraints can be defined as absolute or relative Constraints [6]:
Absolute constraints are quantity or time constraints. A quantity constraint has a variable quantity and fixed time period (e.g.: The weekly capacity is 1200 parts.). On the other hand time constraints have fixed quantities and a variable time period (e.g.: A product carrier has a capacity of ten components and it is just shipped when the carrier is full).
A relative constraint is always characterized by a combination of at least two events. Such constraints are for instance sequence or distance constraints. A sequence constraint for example prohibits that a white car body is followed by a black body in the paint shop. The distance constraint can define that there are three cycles required until the same option is allowed to be assembled again.
Relative constraints are mainly relevant in the short-term planning process (sequencing). In long- and mid-term planning the relative constraints have to be translated to quantity or time constraints.
It is possible that the limit of a constraint is flexible. Such constraints are also called soft constraints. Other restrictions that are often caused by technological limitations cannot be exceeded and must be seen as hard constraints and cannot be violated. An example for a soft restriction is a weekly delivery lot size of a supplier that can be exceeded under special conditions.
For the execution of the different planning tasks it is important to note that soft restrictions can turn into hard restrictions and that the limit is not necessarily constant along all planning steps in the planning process. This fact is described by the following example for a long lead time component. For this item a weekly quantity needs to be ordered six weeks in advance because of the long shipping distance. The frame work contract with the supplier allows a purchase quantity between 800 and 1200 parts. So the limit for all planning steps earlier than the order date is 1200 parts per week. Due to existing and planned orders of the target week 960 parts are ordered. This results in a reduced limit of 960 parts for the quantity constraint. This limit is just valid for the according delivery week.

Equipment Workforce Inventory
Product Market
Staff Level
Qualifications
Frame Contracts
Inbound Logistics
Max. Quantities
Sales Forecasts
Customer Requirements
Outbound Logistics
Product Structure
Options
Option Interdependencies
Cycle Times
Working Hours
Quantities
Availability
Planning
Constraints
Layout
Work Area
Model Mix
Figure 3: Originators of planning constraints
Product structure
The generic planning model for the automotive industry described above was derived matching current theoretical thinking with practices of the European automotive industry (OEMs of passenger cars and trucks). In this model, the different planning tasks are allocated to different planning levels (e.g. strategic, tactical and operational) and horizons (e.g. short-term, mid-term, long-term). The different planning tasks have to deal with various planning objects such as numbers of vehicles per type or model in sales planning. For a shorter planning horizon the level of detail needs to be in-creased and therefore other planning objects are relevant [4]. All these planning objects are mapped in the product structure that is explained in the following figure.
Type
Model USA Model Germany Model GB
Engine
1.8 R4
Engine
3.0 V6
Engine
2.0 Diesel
Body Design
Convertible
Body Design
Sedan
Body Design
Station Wagon
Options:
Colour,
Radio/GPS
Headlight
Seats
...
Options:
Colour,
Radio/GPS
Headlight
Seats
...
Options:
Colour,
Radio/GPS
Headlight
Seats
...
Figure 4: Example for a product structure [8]
Using this product structure each possible car configuration for the overall type of vehicle can be defined. In order to determine the material requirements
at a time where no or not enough real customer orders exist every branch in the product structure has a dedicated percentage distribution. In combination with the planned amount of vehicles for a defined period and coding rules that describe the interdependencies of the different options the material requirements can be determined [9]. Here a coding rule example for the part number “heavy battery” is described. The following options that can be selected by the customer influence the installation of a heavy battery:
Option start-stop (O1)
Option independent vehicle heater (O2)
Option high-level audio and video system (O3)
A heavy battery is required if a start-stop system or (˅) the combination of vehicle heater and (˄) high-level entertainment system are ordered. Below you can see the notation of the rule:
O1 ˅ (O2 ˄ O3) (1)
For each part number in the bill of materials such a rule based installation logic is existing. Another possibility for a bill of material is a hierarchic BOM, where every single product is documented singularly but completely.
After all expected material requirements are calculated they need to be aligned with the existing capacities. Therefore all the identified constraints need to be mapped according to the described product structure. On one hand a constraint can affect a single part number and the combined rule. On the other hand it is possible that a constraint needs to be associated to another level of the product structure (e.g. body design level).
4 APPROACH
As mentioned before the goal of the research project is to define and develop a planning system that supports harmonized planning throughout the different levels. This approach has to take into account the shifting responsibilities and different levels of abstraction along the planning cascade (e.g. sales is planning on the level of car volumes in order to meet market requirements, production planning is dealing with planning objects as specific car configurations or bills of material to optimally utilise production capacities). Another reason is the resulting complexity of the planning problem for a tool that covers all planning processes form long-, mid- to short-term planning. Therefore the presented approach
should show a realizable solution to convert planning constraints for consideration in each planning task.
As every single planning step is dealing with various input data depending on the planning horizon the planned quantities are presented as monthly, weekly and daily volumes or order pools in long- and mid-term or as order sequences in short-term planning. In order to align the existing capacities with the customer requirements and to identify bottlenecks as early as possible constraints need to be available for each planning step and in each required configuration. Therefore the constraints caused by the earlier described originators are stored within the so called constraint manager. The manager collects the constraints and stores them in a standardized format. It is important that the reason for each constraint is traced within the database. When a planning task has to be executed a filter posts just the relevant planning constraints out of the constraint manager. If a constraint cannot be fulfilled the planner needs to identify the reason so that he can set possible countermeasures to widen the bottleneck – or to solve the problem by a re-planning considering the constraints. The following figure shows the concept of the planning workflow that will be covered within one planning tool.
Required Fundamental Planning Factors
Sales FilterSequencing
Filter
Program
Planning Filter
Equipment Workforce Inventory
Product Market
Constraint Manager
Sales Planning
Program Planning SequencingFrozen Zone
Vehicles, Config.,
Sequence
Planned Amount of vehicles and
Configurations splittet in order pools
Identification of reasons for violated constraints
Forward information flow
Figure 5: Planning approach
The functionality of the approach will be described in the following simple example:
Two different vehicle types (type A and B) are assembled on the same assembly line. The monthly capacity (4 working weeks, 20 working days) of the assembly line is 1600 vehicles. This allows weekly order pools of 400 vehicles and a daily output of 80 vehicles. The example demonstrates how one constraint that is related to one single part number (Part01) is projected to different planning horizons and tasks. Part01 has one dedicated relative distance constraint with a technological reason in the station where the part is assembled. This constraint says that just every fourth vehicle is allowed to contain Part01, e.g. an engine with intensive mounting time.
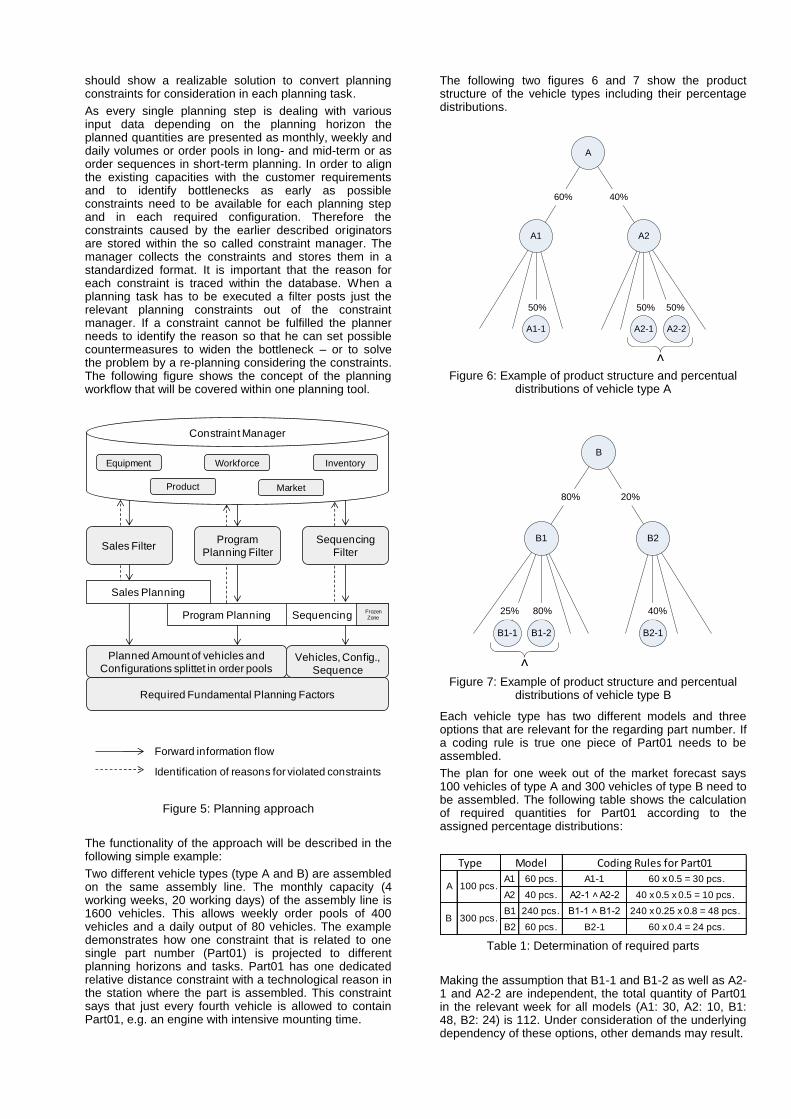
The following two figures 6 and 7 show the product structure of the vehicle types including their percentage distributions.
50% 50% 50%
A
A2-2A2-1A1-1
A1 A2
60% 40%
˄
Figure 6: Example of product structure and percentual distributions of vehicle type A
B
B1-1 B1-2 B2-1
80% 20%
25% 80% 40%
B2B1
˄
Figure 7: Example of product structure and percentual distributions of vehicle type B
Each vehicle type has two different models and three options that are relevant for the regarding part number. If a coding rule is true one piece of Part01 needs to be assembled.
The plan for one week out of the market forecast says 100 vehicles of type A and 300 vehicles of type B need to be assembled. The following table shows the calculation of required quantities for Part01 according to the assigned percentage distributions:
A1 60 pcs. A1-1 60 x 0.5 = 30 pcs.
A2 40 pcs. A2-1 ˄ A2-2 40 x 0.5 x 0.5 = 10 pcs.
B1 240 pcs. B1-1 ˄ B1-2 240 x 0.25 x 0.8 = 48 pcs.
B2 60 pcs. B2-1 60 x 0.4 = 24 pcs.
Coding Rules for Part01
A
B
100 pcs.
300 pcs.
Type Model
Table 1: Determination of required parts
Making the assumption that B1-1 and B1-2 as well as A2-1 and A2-2 are independent, the total quantity of Part01 in the relevant week for all models (A1: 30, A2: 10, B1: 48, B2: 24) is 112. Under consideration of the underlying dependency of these options, other demands may result.

If A2-1 is 50% and A2-2 is 50%, that (A2-1 ˄ A2-2) can be between 0% (mutually exclusive options) and 50% (interdependent options).
Now this calculated amount needs to be matched with constraints regarding Part01. The relative distance constraint cannot directly be applied to the sales planning horizon and needs to be translated to a quantity constraint. The reason is that the relative distance constraint can just be used for planning the order sequence what is the task of the sequencing step. In this example sales planning is not dealing with order sequences but with order pools on a weekly basis.
The translation of the relative distance constraint that says every fourth vehicle is allowed to contain Part01 into a daily quantity constraint means that out of the 80 possible vehicles per day just 20 can contain the part. If there are five working days per week the maximum weekly quantity is 100 parts.
The result of a comparison of planned (112 pcs.) and actual data (max. 100 pcs.) shows a gap of 12 vehicles that cannot be equipped with Part01. The planner has now the possibility to identify the reason for the constraint and try to set actions that solves the bottleneck. On the other side the impact on the production program can be detected. And maybe the distributors can be forced to promote other options so that the bottleneck doesn’t occur.
5 SUMMARY AND CONCLUSION
To reach the goal of a harmonized planning process and to annihilate the planning cascade from long- and mid-term to short-term planning all relevant constraints have to be available for each planning task in the required dimension.
In order to collect all required factors that influence the available and required capacity their originators can be classified in five groups:
Equipment
Workforce
Inventory
Product
Market
Planning restrictions out of each group can be defined as absolute or relative constraints. In order to assure the availability of constraints for each planning task they are stored in an overall constraint manager in a standardized format.
This article is an important fragment of the overall goal in the research project on harmonized planning in sequenced production lines. The realization of an integrated planning tool can reveal following potentials in the planning process:
A harmonized planning process that eliminates friction losses between the different departments
One common data set and elimination of redundancies
Early detection of bottlenecks and a possibility of referencing to the reason resulting in a reduction of expensive troubleshooting
Validation of the production program in each planning horizon and task
The constraints build on common language for planning personnel out of different departments
Detection of the bottleneck-provoking objects in the product structure to take adequate measures in a re-planning
Currently the system specifications and the conceptual design of the planning tool are in operation. For an extensive testing phase and in order to secure the viability of the planning approach an experimental setup of the solution is envisaged. Therefore, contacts to possible industrial partners have been established.
6 REFERENCES
[1] Gutenberg, E., 1983, Grundlagen der Betriebs-wirtschaftslehre, Springer
[2] Kis, T., 2004, On the complexity of the car sequencing problem. Operations Research Letters, 32/4: 331-335
[3] Boysen, N., Fliedner, M., Scholl, A., 2009, Sequencing mixed-model assembly lines: Survey, classification and model critique, European Journal of Operational Research, 1922: 349-373
[4] März, L., Tutsch, H., Auer, S., Sihn, W., 2010, Integrated Production Program and Human Resource Allocation Planning of Sequenced Production Lines with Simulated Assessment, Advanced Manufacturing and Sustainable Logistics, 408-419
[5] Auer, S., Winterer, T., Mayrhofer, W., März, L., Sihn, W., 2010, Integration of Personnel and Production Programme Planning in the Automotive Industry, Sihn, W., Kuhlang, P., Proceedings: Sustainable Production and Logistics in Global Production Networks, NWV, 900-908
[6] Dangelmaier, W., 2009, Theorie der Produktions-planung und Steuerung, Springer
[7] Bong, H-B., 2002, The Lean Concept or how to adopt production system philosophies to vehicle logistics, Survey on Vehicle Logistics, ECG – The Association of European Vehicle Logistics, Brussels, 321-324
[8] Wagenitz, A., 2007, Modellierungsmethode zur Auftragsabwicklung in der Automobilindustrie, Düsseldorf
[9] Sinz, C., 2003, Verifikation regelbasierter Konfig-urationssysteme. Fakultät für Informations- und Kognitionswissenschaften der Eberhard-Karls-Universität, Tübingen









![CIRP Journal of Manufacturing Science and Technology · 2020-06-04 · manufacturing systems [14]. The variable energy supplied to a machine tool was monitored by measuring the input](https://static.fdocuments.in/doc/165x107/5fa104f040a57e2067116035/cirp-journal-of-manufacturing-science-and-technology-2020-06-04-manufacturing.jpg)








