#2C Chromatography Systems
38
LOGO Chromatography systems By Assoc. Prof. Dr. Maizirwan Mel © Azmir 2008
-
Upload
syed-shah-areeb-hussain -
Category
Documents
-
view
220 -
download
0
Transcript of #2C Chromatography Systems

8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 1/38
LOGO
Chromatography systemsBy Assoc. Prof. Dr. Maizirwan Mel
© Azmir 2008
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 2/38
Contents
• Engineering aspects of scale-up
•Process considerations
•Scale up of adsorption process
•Scale of Partition Chromatography
•Equipment•General requirements
•Chromatography columns
•Pumps
•Detectors
•Valves, Piping, and Vessels
• Automated Chromatography Systems
•Design: Liquid Handling Unit
•Design: Data Handling Unit
•Operation
•Installation, Commissioning, and Validation
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 3/38
Introduction
The purity requirements for recombinant proteins intended for human
therapeutic applications are extremely high
Modern analytical methods have the sensitivity to detect impurities present at
a concentration of only a few parts per million (ppm)
Chromatography is one of the few techniques that can achieve both the high
resolution and the high capacity needed to generate large quantities of highly
purified product
However even high resolution chromatography is unable to achieve the
required purity in a single operation, and therefore several chromatographicsteps in succession are usually required
Each step utilizing different aspects of the product’s chemistry (for example,
molecular charge, size, or hydrophobicity) to meet the purity required for
pharmaceutical applications
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 4/38
Engineering aspects of scale up
Process Considerations:
The ideal purification process for economic scale up involves only a small number of
integrated chromatography steps that utilize aqueous buffers and do not require organic
solvents
The process should be designed to operate with step changes of buffer composition
instead of continuous concentration gradients and should not require the collection of
numerous fractions across a product elution peak
The buffer used should not support bacterial growth and the chromatographic matrices
should be compatible with clean in place (CIP) solutions to allow efficient sanitization and
decontamination
The matrices should be able to withstand high flow rates and pressures of several bar in
order to reduce purification cycle times
In addition, the purification process as a whole, including buffer makeup, column packing
and testing, in process sampling, etc. should ideally fit comfortably into five eight-hour
shifts
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 5/38
Process Considerations (contd.)
Affinity chromatography is among the easiest of chromatographic procedures to
scale up and automate
It has very high specificity and relative insensitivity to operating conditions such
as flow rate and product concentration
For more difficult purifications, (for example, where product and impurities have
very similar chemical properties), high pressure or high performance liquid
chromatography (HPLC) is used
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 6/38
HPLC is generally used to describe chromatography on matrices composed
of rigid, small particles (5-25 µm diameter) having a narrow particle size
distribution
Advantage of HPLC:
It can achieve extremely high resolution, enabling chemically similar molecules to be separated from each other in a single unit operation
Disadvantage of HPLC:
a. It require expensive chromatography equipment
b. It require expensive matrices that need specialized column packingprocedures
c. When HPLC used with reverse phase column, it will require organic solvents
that can irreversibly denature many proteins and with expensive handling
procedures
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 7/38
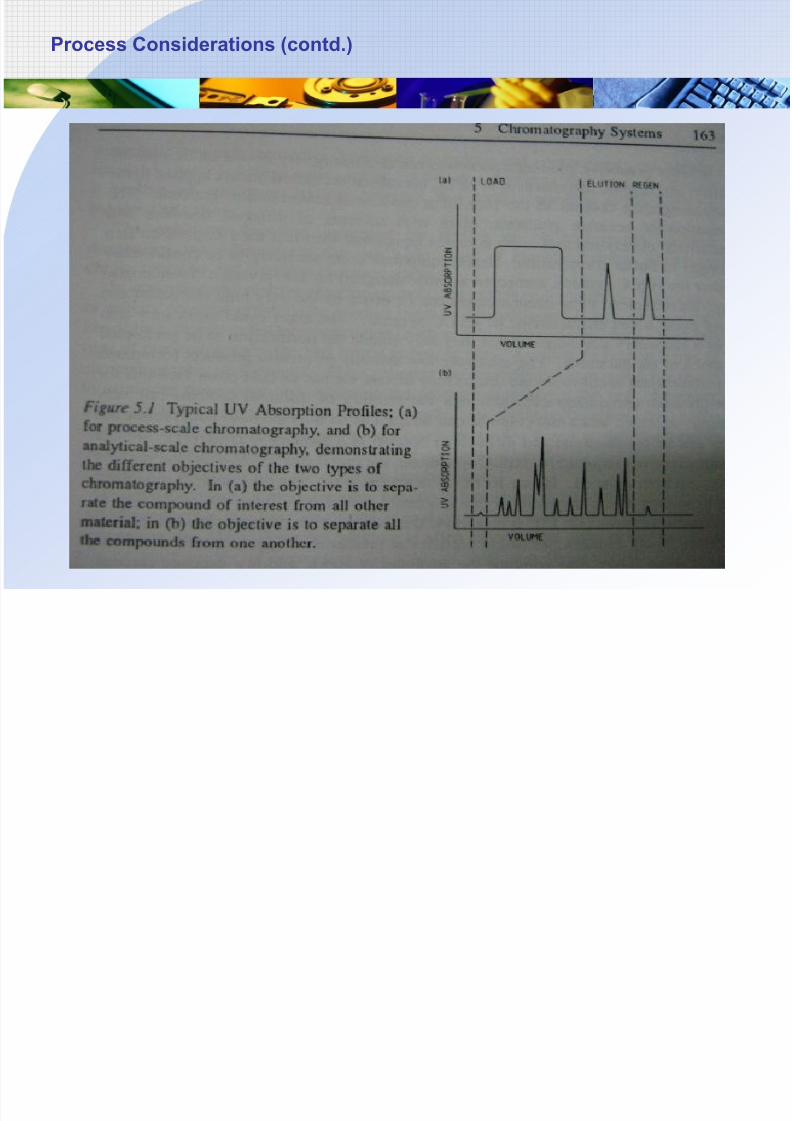
Process Considerations (contd.)
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 8/38
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 9/38
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 10/38
Engineering aspects of scale up
Scale up of Adsorption Processes
The overall aim of scaling up a purification procedure is to increase the rate of production in
the most economical manner
The column sizes required in the manufacturing operation are generally set by the scale of
upstream operations and by any subdivision of one batch of product into successivepurification styles
The stability of the product at the intermediate stages of purification process affects any
subdivision of one batch into cycles and therefore influences column sizes. Thus in practice
the first chromatography step in a purification sequence is often performed as quickly as
possible in one cycle on a relatively large column so that any proteolytic enzymes and other
deleterious impurities and contaminants are rapidly removed
The guidelines that are suggested for scaling up chromatographic column dimensions are
different for adsorption chromatography and partition chromatography
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 11/38
Scale up of Adsorption Processes (contd.)
Suggested Guidelines for Scale-Up:
• Use exactly the same grade of chemicals and the same gel
• Keep the ratio of sample volume to column volume constant
• Maintained the same linear flow rate
• Keep the bed height constant, and vary the bed diameter only
• For gradient elution, maintain the same ratio of total gradient volume tocolumn volume
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 12/38
Scale up of Adsorption Processes (contd.)
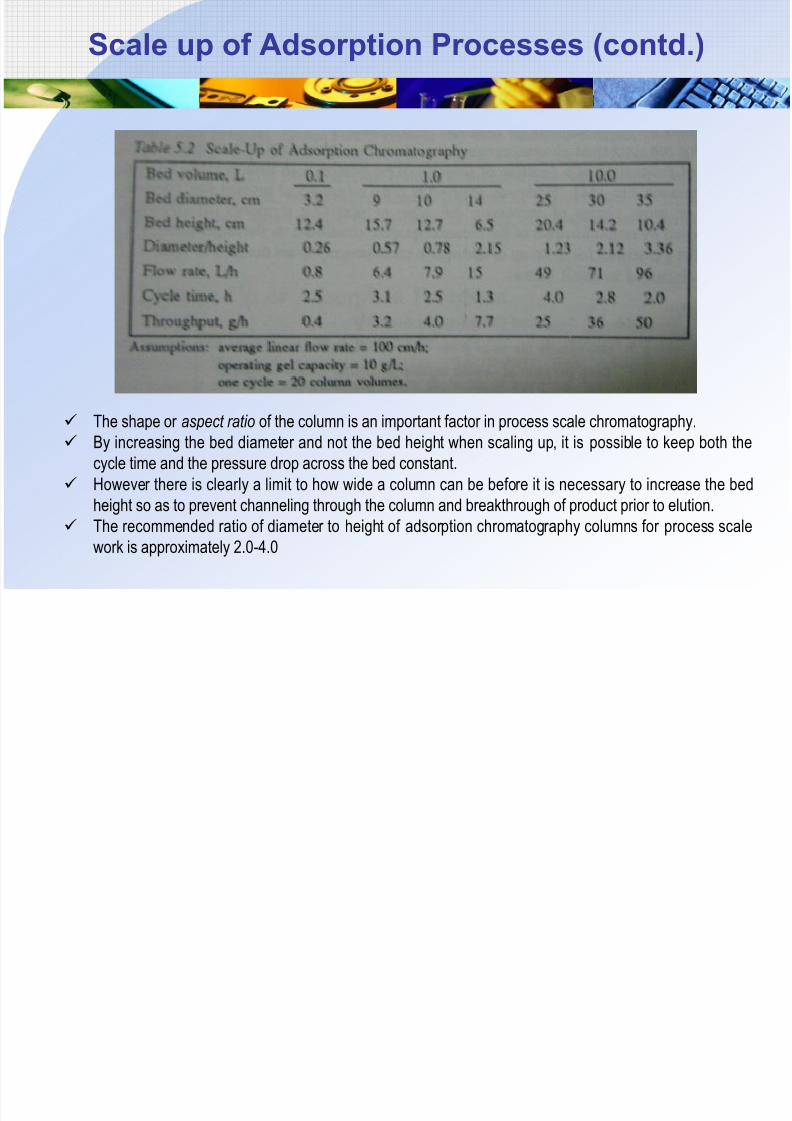
The shape or aspect ratio of the column is an important factor in process scale chromatography. By increasing the bed diameter and not the bed height when scaling up, it is possible to keep both the
cycle time and the pressure drop across the bed constant.
However there is clearly a limit to how wide a column can be before it is necessary to increase the bed
height so as to prevent channeling through the column and breakthrough of product prior to elution.
The recommended ratio of diameter to height of adsorption chromatography columns for process scale
work is approximately 2.0-4.0
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 13/38
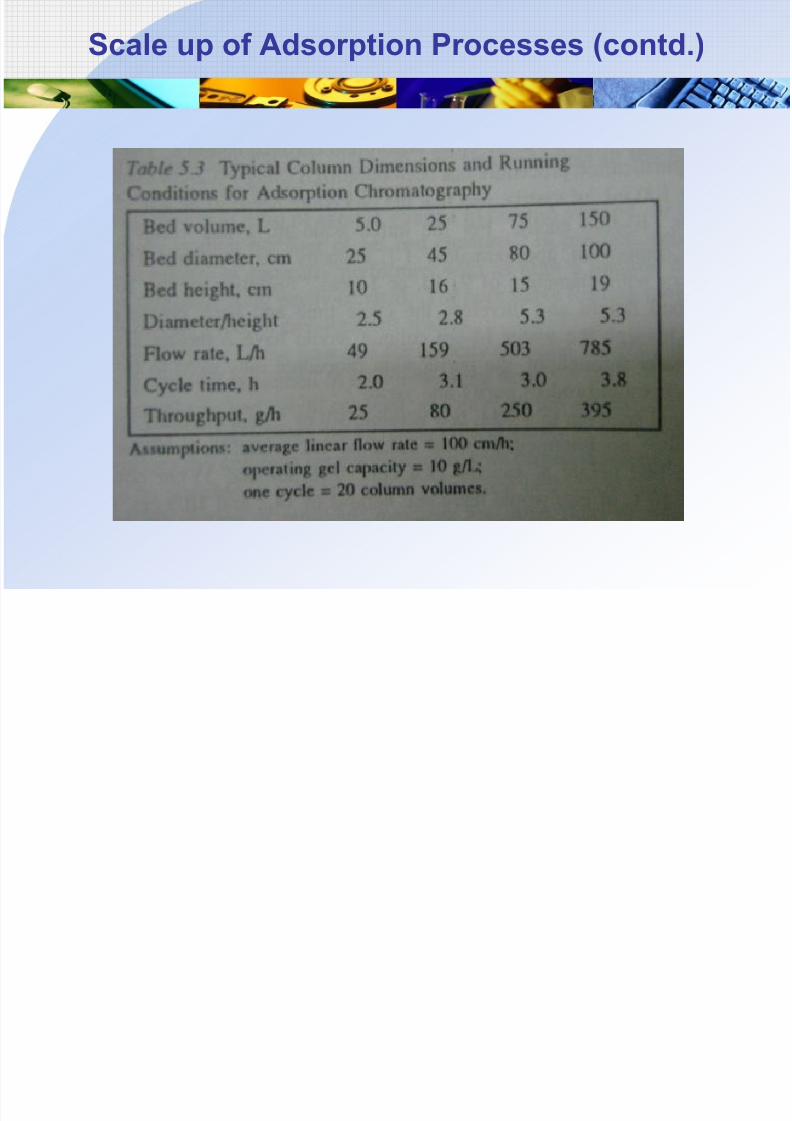
Scale up of Adsorption Processes (contd.)
Table5.3
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 14/38
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 15/38
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 16/38
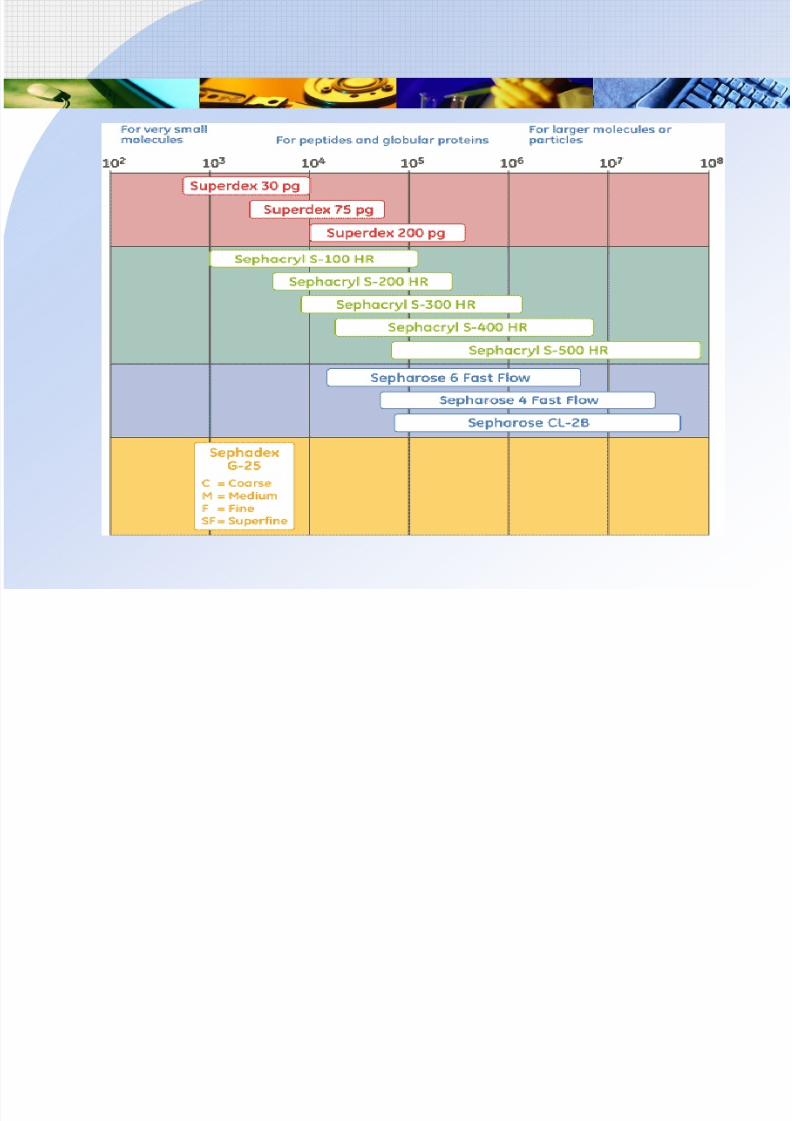
Scale up of Partition Chromatography
Gel filtration chromatography is a inherently a low capacity purification technique that is notwell suited to industrial scale use
Many matrices produced for gel filtration are mechanically weak and can compress when
packed in large columns
However, gel filtration is often used as a final stage in many purification schemes to remove
trace amounts of impurities and self aggregates of the product, and to buffer exchange the
sample into the final formulation buffer
In gel filtration, resolution is a function of: The column length approximately one meter when using modern gels that have some rigidity
The ratio of the sample volume to the column volume typically around 5% when gel filtration
is used on a process scale for protein purifications The linear flow velocity lower than adsorption chromatography and lead to much longer
cycle times
The sample concentration protein conc. is usually is keep as high as possible to provide
high throughput typically 10-50 g/L
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 17/38
Scale up of Partition Chromatography (contd.)
•The guidelines for scaling up gel filtration unit operations are broadly similar
to those for adsorption chromatography, but careful attention to detail is
required since a large number of factors can affect the separation obtained
•Process optimization studies need to be done to determine the highest
protein concentration, linear flow velocities, and ratios of sample volume tocolumn volume that can be used without a detrimental effect on the required
solution when the process is operated with bed heights of approximately 60-
100 cm.
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 18/38
Equipment
General requirements:There are four fundamental requirements that are common to all items of equipment:1. The materials of construction must be compatible with the proposed buffers, solvents and cleaning solutions.
Gaskets, plastics, and so forth should not leach any plasticizers or other chemical into the product stream, and
stainless steels need to be of appropriate grade if chaotropic chemicals, high conc. of salt, or solutions of low pH
are used in the cleaning or running buffers
2. The equipments must be designed to allow hygienic operation. Internal surfaces should be smooth and highlypolished to minimize bacterial adhesion and corrosion. Wherever possible, threaded connections should be
avoided, since bacteria and other deposits can accumulate in the threads
3. The equipment must function reproducibly in order to produce a quality product with no batch-to-batch variability.
Pumps, for example, should be able to maintain their set flow rate irrespective of back pressure, and monitors
should have stable outputs without drift of the signal. Where chromatography gels are reused, product qualityand safety should be independent of gel cycle number within the known limits
4. Reliability is of central importance because, with high value compounds, a single batch of product can have a
greater value than the equipment used for its purification. All instrumentation must be serviced and calibrated
regularly; all electronic equipment should be immune from electrical noise, and should be able to tolerate high
levels of condensation. Critical pieces of equipment such as pumps and UV absorption detectors also need to
have extensive alarm functions to safely shut down the system if a failure occurs
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 19/38
Chromatography columns
The column itself must be able to withstand the operating pressures without flexing. The end plates need to becarefully designed and constructed to produce uniform laminar flow across the entire width of the gel bed (Figure
5.2).
The volume of the flow distribution chamber within the end plate should be as small as possible in order to
reduce zone spreading.
If the end plate incorporates multiple inlets, then these need to be of a sanitary design and must prevent the
formation of air locks.
The end connections need to be robust and one should avoid the use of plastic compression-type connections .
The seals should contain no potentially contaminating substances such as oils or hydraulic fluids.
For low pressure chromatography, glass or acrylic columns are frequently specified.
In high pressure applications, columns are generally constructed of 316L stainless steel.
Chromatography gel should be able to withstand high flow rates without compression, and should not swell or
shrink with changes in buffer pH, ionic strength, and chemical composition.
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 20/38
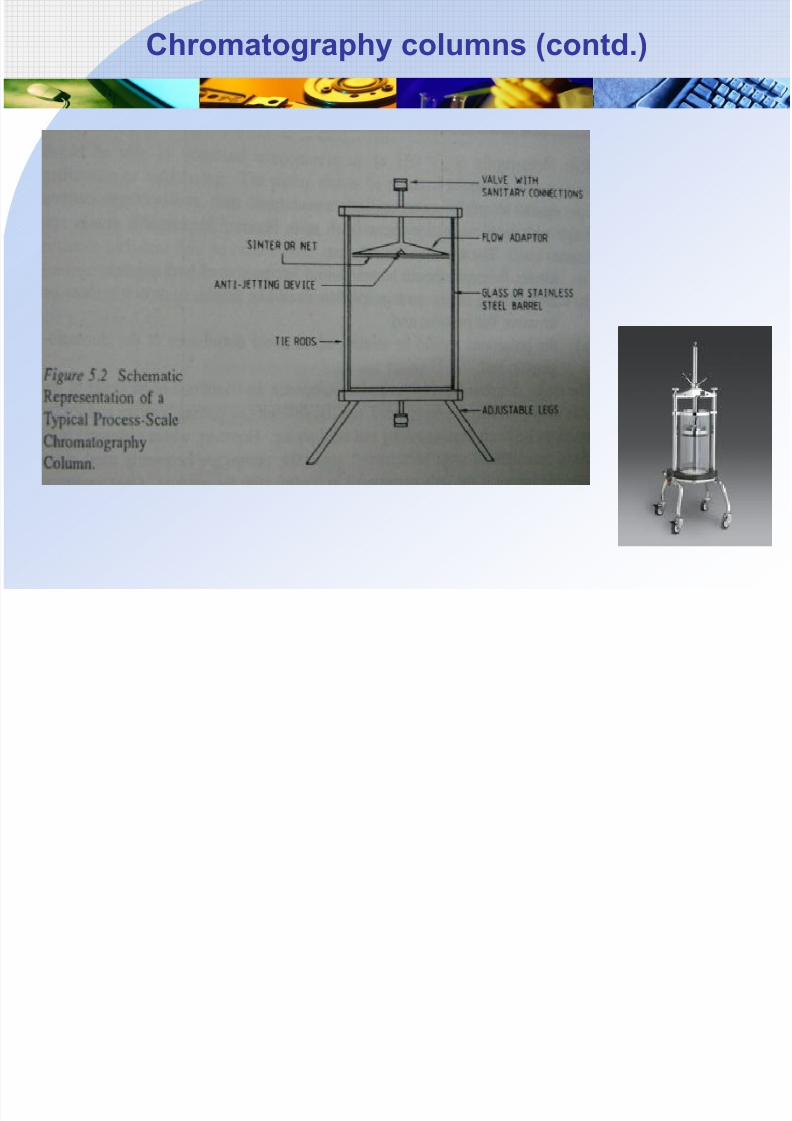
Chromatography columns (contd.)
Figure 5.2

8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 21/38

8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 22/38
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 23/38
Pumps
Pumps should be of the positive-displacement type, such as diaphragm pumps
The key requirements are:
The set flow rate should be maintained irrespective of back pressure
The handling of the protein solution should be gentle, so as not to shear or
denature the protein; and The pulsations should be minimized, to avoid disturbance of the chromatographic
bed
Major disadvantage of peristaltic pumps are the likelihood of breakage of the
flexible tubing used in the pump head
However when extremely high levels of containment are required peristaltic
pumps are frequently used Gear pumps or cog-wheel-type pumps are not recommended for sensitive
proteins
HPLC pumps must be able to deliver low flow rates at high pressures
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 24/38
Detectors
Three types of detectors are used to monitor and control the progress of purificationprocedures:
1. pH detector
2. conductivity detector
3. UV absorption detector
• The requirements for all detectors are that they should not cause significant back
pressures, should not give rise to dilution or back mixing of the product stream,
and should not be the source contaminants
• Due to high protein concentrations that are frequently encountered in process-
scale operations, UV detectors need to have short optical path lengths so as toensure the detector is operating in its linear range
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 25/38
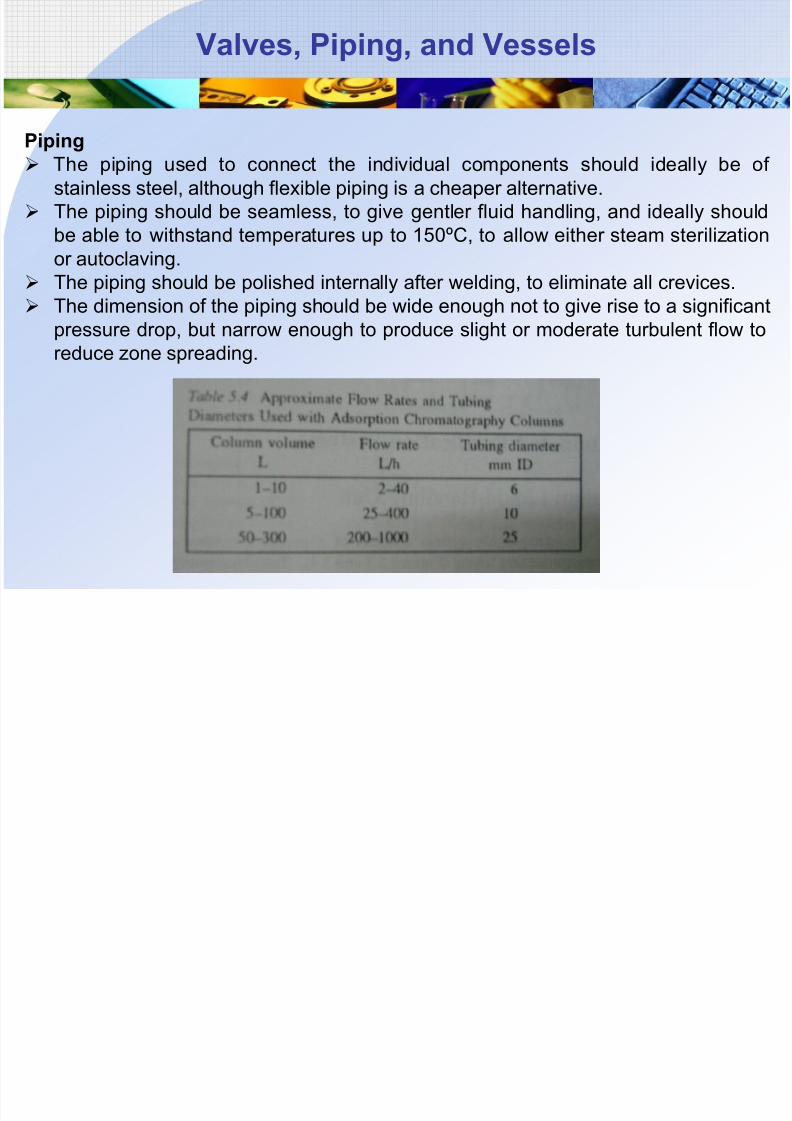
Valves, Piping, and Vessels
Piping The piping used to connect the individual components should ideally be of
stainless steel, although flexible piping is a cheaper alternative.
The piping should be seamless, to give gentler fluid handling, and ideally should
be able to withstand temperatures up to 150ºC, to allow either steam sterilization
or autoclaving.
The piping should be polished internally after welding, to eliminate all crevices. The dimension of the piping should be wide enough not to give rise to a significant
pressure drop, but narrow enough to produce slight or moderate turbulent flow to
reduce zone spreading.
Table 5.4
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 26/38
Valves, Piping, and Vessels (contd.)
Valves
Valves used to direct the process fluids must completely seal to prevent contamination and
must be easy to clean.
A feedback mechanism with an alarm function should be incorporated, to relay information
of the actual valve position to the controller.
Ball valves should be avoided if possible, as the hollow balls cannot be flushed clean when
is closed, because the trapped fluid is not accessible to the cleaning medium.
Where the operating pressures allow, weir type diaphragm valves should be used, as they
are relatively easy to clean.
In high pressure systems, diaphragm vales are not suitable because can cause leakage
Ball pumps is the best alternative but must paid special attention on cleaning regimes
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 27/38
Valves, Piping, and Vessels (contd.)
Vessels
Variety of vessels are required in order to operate a chromatography system, such as buffer
makeup tanks, supply tanks, and receiver tanks
For small volumes (less than 20L), use polypropylene vessels which are convenient,
compatible with most process streams, and relatively easy to clean and sterilize
For larger volumes, stainless steel tanks are used (example: 316L) : relatively resistant to
corrosion
Reflective finishes with 200 grit or finer are expensive to produce but reduce the risk of
contamination, easier cleaning and sterilization
For liquids that are not compatible with 316L, other alloys or fluoroplastic or glass lined
tanks are required
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 28/38
Automated Purification Systems
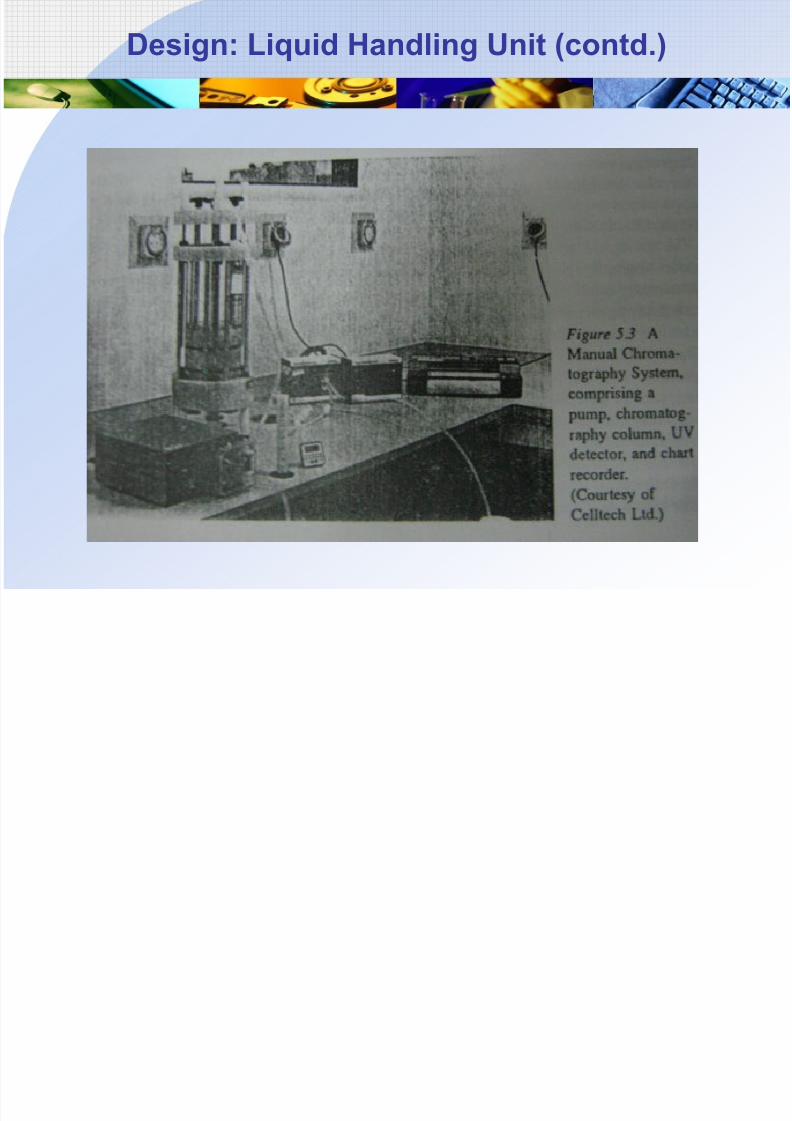
Design: Liquid Handling Unit The simples chromatographic system consist of a pump, a column, a detector, vessels, and
interconnecting tubing.
These components form the core of any purification system, but complete large-scale
system differ in at least two important respects:
a. Additional components and mechanisms are incorporated to improve product safety
and ensure fail-safe operation; and
b. Automation is used to increase reproducibility and decrease the need for manual
intervention
Automation not only reduces labor costs and increase throughput by allowing 24-h
operation but also enables quality to be built into the product by reducing process variability
The additional components incorporated into production-scale systems are used to ensure
that air does not get into the system (air sensors and bubble traps), that pressure does not
build up in the system (pressure detectors), and that it operates in as sterile manner as
possible
More additional components: programmable controller, automatic valves, CIP facilities
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 29/38
Design: Liquid Handling Unit (contd.)
Gambar 5.4
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 30/38
Design: Liquid Handling Unit (contd.)
Gambar 5.4
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 31/38
Design: Liquid Handling Unit (contd.)
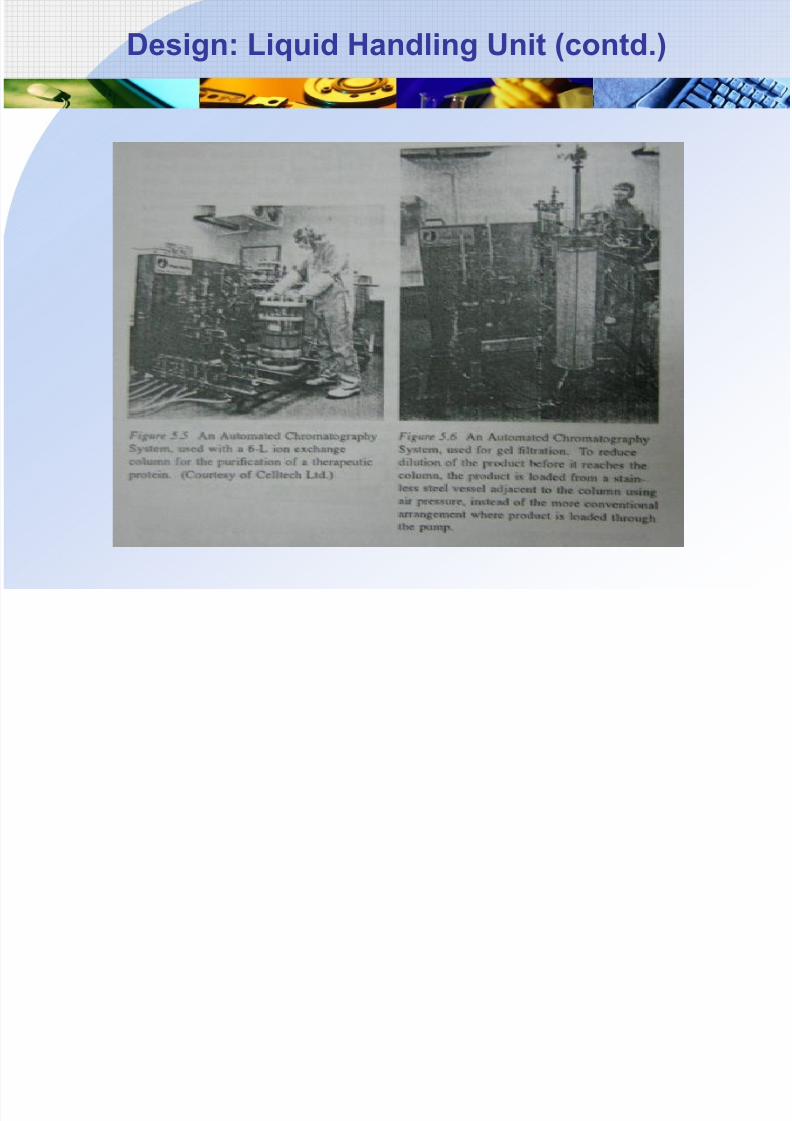
Gambar 5.5 and 5.6
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 32/38
Design: Liquid Handling Unit (contd.)
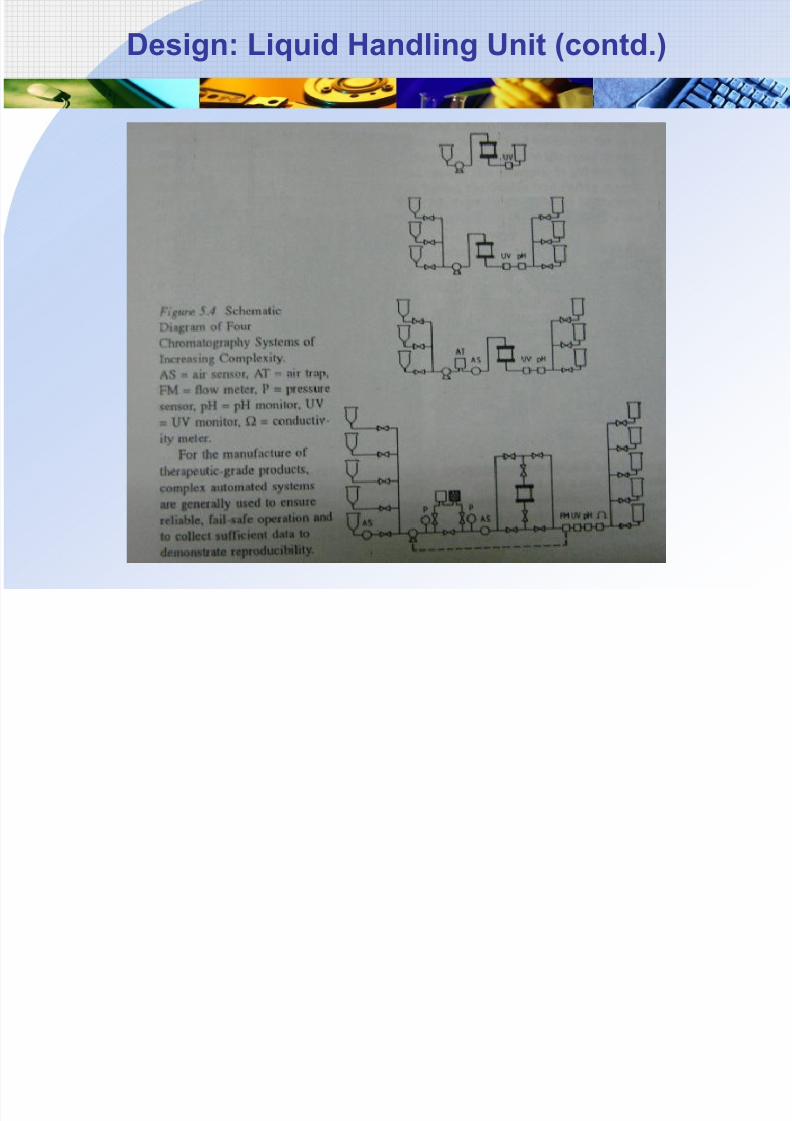
Figure 5.4 shows a range of systems of increasing complexity
Process scale systems have a number of buffer tanks and collection tanks
connected to the purification systems via either two or three way valves
Automatic solenoid or pneumatic valves allow application of various buffers in
sequence without manual intervention
Air sensor is used on the sample inlet line so as to allow loading of the entire
sample volume onto the column
A bubble trap located immediately prior to the column serves not only to
eliminate air that may have entered the system but also as a pulse dampener
When designing layout of piping, engineer should minimize (or preferably)
completely eliminate dead legs, to ensure that he system can be fully drained
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 33/38
Design: Data Handling Unit
• It is important to consider carefully the requirements of the software and to specifythe simplest system that can meet operational requirements (best to have simple
system)
• The following features can be useful in automated purification systems:
a. The data handling unit should be remote from the wet liquid handling unit, ideally at roomtemperature and in a dry environment
b. The software should record the continuous outputs from al the monitors and detectors
c. The software should be able to integrate the output from the UV monitor to give an estimate
of the quantity of UV absorbing material in each fraction
d. Key parameters (such as UV absorption) should be displayed n real time to inform the
operator the progress of the run
e. A real time mimic of the fluid path showing valves status should be available
f. The system should be able to distinguish between warnings (such as low fluid level in the
bubble trap) and alarms (such as incorrect valve position)
g. The system should always be fail-safe
h. The software should enable the monitor outputs from a run to be overlaid and compared
with a previous run recalled from the system’s memory
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 34/38
Design: Data Handling Unit (contd.)
i. Access to the program should be restricted (for example, by password) j. The facility for manual intervention should be available to supervisors, but all such
interventions should be recorded
k. After each run the systems should print out a record of all the events and monitor outputs
associated with that run for inclusion in the batch records. Estimated volumes and
quantities of UV absorbing material in each fraction, and any manual interventions, alarm
overrides, etc., should also be printed out
l. The automated system should be able to communicate with other computer basedsystems
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 35/38
Operation
The operation of automated systems requires more than just the connection of sample/buffer tanks and the initiation of purification program
A sequence operations similar to the operation of fermentors must be performed
The purification system and the gel must be cleaned before and after each purification run
Sodium hydroxide solutions are frequently used to clean and store both equipment and gels
Once the purification system has been cleaned and sanitized, new filters must be installed
and their integrity tested, the system primed and checked for leaks, and detectors tested
and calibrated The column needs to be packed and the quality of the packing testes by means of HETP
(height equivalent to a theoretical plate)
Column packing procedure depends on the physical properties of the gel/matrix, but in all
cases the overall aim is to achieve a uniform packing of the gel throughout the column
without the introduction of air into the system
This generally requires the gel to be slurried and poured into the column in one operation The slurry should be thoroughly mixed and ideally degassed to ensure homogeneity and to
remove any air pockets that may be trapped
The gel should then be packed under pressure either by pumping buffer through the
column or by applying gas pressure
An HETP test is used to examine the efficiency of the column packing procedure, and is
particularly important in gel filtration applications

8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 36/38
Operation (contd.)
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 37/38
Installation, Commissioning, and Validation
Once purification equipment has been designed and constructed, it needs to be tested to
ensure that it operates consistently and reproducibly within the limits required by the
process
Process validation is a requirement of the Current Good Manufacturing Practices (CGMPs)
for pharmaceuticals
The validation of entire pharmaceutical manufacturing process requires validation of all the
individual equipments of that process, including analytical procedures, equipments,facilities, etc.
Equipment validation is generally divided into a number of phases through life cycle
approach: a prequalification phase involving the specification and design of the equipment,
installation qualification (IQ), operational qualification (OQ), process qualification, and
ongoing evaluation
Installation qualification (IQ) has been defined as “documented verification that all key
aspects of the installations adhere to manufacturer’s recommendations, appropriatecodes, and approved design intentions”
Models and serial numbers must be listed and checked to verify that all equipment in the
plant corresponds to the actual equipment specified
Materials of construction (for example, gaskets, seals) and pipe material certificates should
be checked to ensure that they conform to the appropriate grade of materials
Installation Commissioning and Validation
8/10/2019 #2C Chromatography Systems
http://slidepdf.com/reader/full/2c-chromatography-systems 38/38
Installation, Commissioning, and Validation
(contd.)
Operational qualification (OQ) is “documented verification that the system or subsystemperforms as intended throughout all specified operating ranges”
OQ requires protocols to be written before studies are initiated, detailing the scope of the
investigation and the tests to be performed
The protocols should specify acceptable ranges for the measured parameters with clear
pass/fail limits
Particular attention must be paid to the safety and alarm systems, to verify that they trip
when the present levels are reached and that the system fails safe as intended All alarms must be shown to cause the expected effects on the system as specified in the
functional specification, and not cause any unintended actions to occur during shutdown or
while the system recovers to restart its operation
For example air should be deliberately introduced into the system to ensure that the bubble
trap prevents air from reaching the column
Standard Operating Procedures (SOPs) also need to be written to enable the operators touse the equipment correctly
The instructions must be clear and unambiguous
When alarm functions are incorporated into the system, the instructions must state what
action to be taken and by whom