![PROFESSIONALLICENSUREDIVISION[645] - Iowa · IAC7/15/20 ProfessionalLicensure[645] Analysis,p.1 PROFESSIONALLICENSUREDIVISION[645] CreatedwithintheDepartmentofPublicHealth[641]by1986IowaActs,chapter1245.](https://static.fdocuments.in/doc/165x107/5fb17f7e62dc7652f16191eb/professionallicensuredivision645-iowa-iac71520-professionallicensure645.jpg)
259-645-1-SM
8
48 Ingeniería de Recursos Naturales y del Ambiente, Volumen 1, No. 2 - Edición No. 2 Facultad de Ingeniería «EIDENAR» Selección de tecnologías apro- piadas para la producción de etanol carburante Grupo de Investigación en Procesos Químicos, Catalíticos y Biotecnológicos. Universidad Nacional de Colombia sede Manizales-Colombia [email protected] Carlos Ariel Cardona Alzate, Ph. D. Profesor Asistente Departamento de Ingeniería Química, Universidad Nacional de Colombia sede Manizales, Colombia María Isabel Montoya Rodríguez Estudiante Ingeniería Química Universidad Nacional de Colombia sede Manizales, Colombia Julián Andrés Quintero Suárez Estudiante Ingeniería Química Universidad Nacional de Colombia sede Manizales, Colombia * Recibido : Noviembre 2004 * Aceptado: Diciembre 2004 _________________________ RESUMEN En el presente artículo se analizan las diferentes tecnologías para la producción de etanol carburante a partir de tres tipos de materia prima: material con alto contenido en azúcares, material amiláceo y biomasa lignocelulósica. De los dos primeros se seleccionaron la caña de azúcar y el maíz dado su importancia agronómica en Colombia. Para el análisis, las tecno- logías se agrupan según la etapa del proceso a la que pertenecen: pretratamiento de la materia prima, fer- mentación, separación y deshidratación, y tratamien- to de efluentes. Posteriormente se evalúan cualitativamente las difentes tecnologias con una metodología de indicadores económicos, tecnológi- cos y ambientales, que permite resaltar ventajas y desventajas de cada una respecto a las demás y esbozar el mejor esquema de proceso para las dos materias primas seleccionadas, de acuerdo a los resultados de la evaluación. PALABRAS CLAVES Etanol carburante, material con alto contenido en azúcares, material amiláceo, biomasa lignocelulósica, hidrólisis, fermentación, deshidratación de etanol. Generated by Foxit PDF Creator © Foxit Software http://www.foxitsoftware.com For evaluation only.
-
Upload
nadie-ninguno -
Category
Documents
-
view
217 -
download
4
description
d
Transcript of 259-645-1-SM
-
48 Ingeniera de Recursos Naturales y del Ambiente, Volumen 1, No. 2 - Edicin No. 2Facultad de Ingeniera EIDENAR
Seleccin de tecnologas apro-piadas para la produccin de
etanol carburante
Grupo de Investigacin en Procesos Qumicos, Catalticos y
Biotecnolgicos. Universidad Nacional de Colombia sede
Manizales-Colombia
Carlos Ariel Cardona Alzate, Ph. D.Profesor AsistenteDepartamento de Ingeniera Qumica,Universidad Nacional de Colombiasede Manizales, Colombia
Mara Isabel Montoya RodrguezEstudiante Ingeniera QumicaUniversidad Nacional de Colombiasede Manizales, Colombia
Julin Andrs Quintero SurezEstudiante Ingeniera QumicaUniversidad Nacional de Colombiasede Manizales, Colombia
* Recibido : Noviembre 2004
* Aceptado: Diciembre 2004
_________________________
RESUMEN
En el presente artculo se analizan las diferentestecnologas para la produccin de etanol carburante apartir de tres tipos de materia prima: material con altocontenido en azcares, material amilceo y biomasalignocelulsica. De los dos primeros se seleccionaronla caa de azcar y el maz dado su importanciaagronmica en Colombia. Para el anlisis, las tecno-logas se agrupan segn la etapa del proceso a la quepertenecen: pretratamiento de la materia prima, fer-mentacin, separacin y deshidratacin, y tratamien-to de efluentes. Posteriormente se evalancualitativamente las difentes tecnologias con unametodologa de indicadores econmicos, tecnolgi-cos y ambientales, que permite resaltar ventajas ydesventajas de cada una respecto a las dems yesbozar el mejor esquema de proceso para las dosmaterias primas seleccionadas, de acuerdo a losresultados de la evaluacin.
PALABRAS CLAVES
Etanol carburante, material con alto contenido enazcares, material amilceo, biomasa lignocelulsica,hidrlisis, fermentacin, deshidratacin de etanol.
Generated by Foxit PDF Creator Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.
-
Ingeniera de Recursos Naturales y del Ambiente, Volumen 1, No. 2 - Edicin No. 2 49Facultad de Ingeniera EIDENAR
Seleccin de tecnologas apropiadas para la produccin de etanol carburante
1.INTRODUCCION
En las pocas ms crticas de la economa mundial losgobiernos incentivaron el uso de etanol tanto enmezclas como puro, con miras a garantizar el suminis-tro de combustible, la incertidumbre entonces en losprecios del petrleo llev en los aos setentas a quealgunos pases, especialmente Brasil, emprendieranprogramas nacionales de sustitucin parcial de lagasolina por fuentes energticas renovables. En laactualidad no solamente se ve el etanol como unasalida a las crisis econmicas si no tambin como unasolucin ecolgica al gran impacto ambiental genera-do por los combustibles derivados del petrleo. Sinembargo, la tendencia mundial no slo se enfoca en ladisminucin del impacto ambiental con la sustitucinde un producto por otro, sino que tambin se direccionahacia el diseo del proceso.
Durante este tiempo la tecnologa de produccin deetanol ha mejorado, pero an as el nico incentivo quelo hace comercialmente viable es el subsidio deimpuestos por parte de los gobiernos ya que loscombustibles fsiles exhiben un menor precio. Es porello que diversas entidades a nivel mundial como elCIEMAT en Espaa, el Oak Ridge National Laboratory
(ORNL) y el National Renewable Energy Laboratory(NREL), pertenecientes al U.S Department of Energyen Estados Unidos, lideran programas para el desarro-llo tecnolgico y de la materia prima.
En Colombia la ley 693 de 2001 del Ministerio de Minasy Energa estipula el uso de alcoholes como oxigenantesde la gasolina para el ao 2005 en centros urbanos dems de 500.000 habitantes. Esta normativa es la basefundamental de una industria alcoholqumica de mag-nitudes considerables y que se ver incrementada anms en el futuro prximo si se aumentan los niveles demezclado y/o por el crecimiento demogrfico. Estarazn es la que motiva la evaluacin de las tecnologasexistentes para la produccin de etanol, el anlisis delpotencial agronmico colombiano para la caa deazcar y el maz y la seleccin cualitativa de losmejores esquemas de proceso a partir de estas dosmaterias primas como base para posteriores estu-dios.
2. MATERIAS PRIMAS
Actualmente el etanol se obtiene por fermentacin delos azcares presentes en la biomasa, para utilizarlocomo combustible y como materia prima qumica. Lamateria vegetal usada en la produccin de etanolpuede clasificarse en: amilcea, alto contenido enazcares y lignocelulsica.
Material con alto contenido en azcares: Alto conteni-do en mono y disacridos: sacarosa, glucosa, fructosay maltosa, caa de azcar y remolacha, principalmen-te.
Material Amilceo: Alto contenido en almidn: cerea-les (maz, soya, etc), papa y yuca, principalmente.
Material lignocelulsico: Los azcares provienen de ladegradacin de lignocelulosa, hemicelulosa y celulo-sa: corteza de rboles, residuos orgnicos, bagazo,papel, etc.
Aunque el material lignocelulsico es abundante yeconmico, su procesamiento no es an rentable,pero se considera como la mejor alternativa hacia unfuturo prximo, cuando nuevos avances tecnolgicospermitan mejorar el rendimiento y, por ende, loscostos de produccin.
A nivel mundial los principales productores de etanolcarburante son Brasil (a partir de caa de azcar) yEstados Unidos (a partir de maz) con produccionesanuales de 15 billones de litros y 7,5 billones de litros,respectivamente (Cardenas, 2004). En Colombia seproducen 7525.000 l/ao(Uyazan y Gil, 2003) deetanol a partir de melazas, subproducto de la industriaazucarera, pero no se usa como carburante. Tambinexiste la posibilidad de utilizar otras materias primascomo el maz y la caa de azcar, que cuentan con565.000 y 435.000 Ha sembradas respectivamente,
ABSTRACT
* Estudiantes ltimo semestre, de Ingeniera Qumica ** Profesor Asistente, Departamento de Ingeniera QumiCA,Grupo de Investigacin en Procesos Qumicos, Catalticos yBiotecnolgicos. Universidad Nacional de Colombia sede Manizales.Carrera 27 No. 64-60, Of. F-505. Manizales, Colombia.E-mail:[email protected]
The present article analyzes different technologies forthe production of ethanol fuel from three different typesof raw material: material with high content of sugar,amylase material and lignocelluloses biomass. Forthe first two, sugar cane and corn were selected giventhe importance of the analysis for Colombia.Technologies are classified according to the stage ofthe process they belong to: pretreatment of raw mate-rial, fermentation, separation and dehydration, andtreatment of effluents. Subsequently, a qualitativeevaluation is made with a methodology based oneconomic, technologic and environmental indicators.This makes it possible to focus on advantages anddisadvantages of each material with respect to theothers. A process scheme is then established for thebest two materials selected according to the results.
KEY WORDS
Ethanol fuel. Sugar high-content material. Amylasematerial. Lignocelluloses biomass. Hydrolysis.Fermentation. Ethanol dehydration.
Generated by Foxit PDF Creator Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.
-
50 Ingeniera de Recursos Naturales y del Ambiente, Volumen 1, No. 2 - Edicin No. 2Facultad de Ingeniera EIDENAR
Carlos Ariel Cardona Alzate, Ph. D.,Mara Isabel Montoya Rodrguez, Julin Andrs Quintero Surez.
para consumo alimenticio. Los rendimientos en pro-medio de los cultivos por hectrea son 2,1 ton de mazy 84,13 ton de caa de azcar (FAOSTAT, 2004), yhacia etanol de 460,6 l/ton de maz (Madson yMonceaux., 2001) y 75 l/ton de caa de azcar(Naranjo, 1993). Para cumplir con la ley 693 se estimaque para el ao 2006 habra que producir 1500.000 l/da.(Polana, 2004)), por lo que es necesario hacer unprimer ejercicio de cuantificacin de la materia primay nuevas reas a sembrar, con el fin de realizar unavaloracin econmica del producto a partir de estasfuentes.
3. PRODUCCION DE ETANOL
El bioetanol se puede considerar como el producto dela transformacin de la energa solar a travs de unabiomasa, llamada en algunos casos cultivobioenergtico, que es utilizada como fuente de lasmaterias primas para las reacciones bioqumicas quegeneran dicho biocombustible. De esta manera lospasos bsicos de la conversin de biomasa a bioetanolson:1. Produccin de biomasa, resulta de la conversin
de dixido de carbono de la atmsfera en materiaorgnica por medio de la fotosntesis (transforma-cin de la energa solar).
2. Pretratamiento de la biomasa, consiste en suconversin hacia sustancias adecuadas para lafermentacin (azcares fermentables). Este pasoconstituye la mayor diferencia entre los procesosdisponibles para la produccin de bioetanol, ya quevara de acuerdo con la naturaleza del materialusado.
3. Fermentacin, consiste en una secuencia de reac-ciones donde se libera energa y se obtiene etanoly dixido de carbono a partir de azcares por mediode la accin de un biocatalizador (microorganismoscomo levaduras y bacterias).
4. Separacin, procesamiento del producto de lafermentacin para la obtencin de etanol gradocarburante y otros subproductos; generalmenteeste paso utiliza como operacin de separacin ladestilacin.
A estas etapas bsicas para la produccin de etanolcarburante debe adicionarse una ltima de tratamientode residuos, tema que slo hasta hoy ha ganado unaverdadera importancia con las tendencias mundialesde produccin limpia.
3.1 Pretratamiento
Consiste en el acondicionamiento de la materia primaluego de su recepcin, y su hidrlisis. Para materialcon alto contenido en azcares las tecnologas aplica-das son la extraccin y clarificacin del jugo cuando separte de la biomasa sin procesar o una simple dilucinen el caso de mieles y melazas. Ya que los azcares
fermentables estn directamente disponibles en estetipo de material, no es necesaria una etapa de hidrlisis.
El material amilceo, particularmente el maz, requie-re una molienda en seco para proporcionar un tamaoapropiado para la hidrlisis; cuando adems se sepa-ran la fibra, el gluten, el germen, el almidn y el aceite,el proceso se conoce como molienda en hmedo. Enla molienda en seco, todos los nutrientes (protena,grasa, minerales y vitaminas) quedan dentro del proce-so y pueden ser concentrados al final de ste enprotena para alimento animal, ms conocidos comogranos secos de destilacin con solubles (DDGS). EnNorte Amrica, la tecnologa que ms se ha desarro-llado y la ms utilizada es la molienda en seco, queaunque genera subproductos de menor valor agregadoque la molienda en hmedo, tiene un mayor rendimien-to, menor costo de capital, menor requerimiento ener-gtico y menor consumo de agua (Madson y Monceaux,2001).
La hidrlisis de las cadenas de amilosa y amilopectinadel almidn a mono y disacridos se lleva a cabomediante procesos cidos o enzimticos. Los prime-ros fueron ampliamente usados hasta los aos 60cuando se dio la inmersin de las enzimas en estecampo. Son muchas las ventajas obtenidas con elproceso enzimtico y es por ello que hoy son la opcintcnica ms adecuada en la hidrlisis de almidn.Entre dichas ventajas estn: mayor especificidad en eltipo de productos obtenidos, menores requerimientosenergticos, eliminacin de subproductos de oxida-cin, rendimientos superiores al 95%, menores tiem-pos de reaccin y posibilidad de acoplarse con lafermentacin (Garca , 1998).
El acondicionamiento de la biomasa lignocelulsicaconsta de un fraccionamiento y un tratamiento concido diluido, explosin a vapor amonlisis paradegradar la hemicelulosa y hacer ms accesible lacelulosa a las enzimas. La explosin a vapor semuestra como la tecnologa ms llamativa para esteacondicionamiento, sobretodo por su amigabilidadambiental; sin embargo, una pequea restriccin seencuentra en su nivel de desarrollo. Existen principal-mente tres tecnologas sobre las que se soporta lahidrlisis de lignocelulosa: hidrlisis cida concentra-da, cida diluida y enzimtica. La primera y la segundapresentan problemas medioambientales asociados ala generacin de un alto volumen de efluentes cidos,adems de la corrosin y la necesidad de recuperar elcido, vindose as la hidrlisis enzimtica como lamejor opcin, que aunque posee una baja eficiencia yun costo elevado, puede acoplarse con la fermenta-cin disminuyendo el nmero de equipos y evitando lainhibicin de la enzima.
3.2 Fermentacin
Los microorganismos utilizados aqu dependen princi-palmente del tipo de azcares disponibles para latransformacin, tales como sacarosa, glucosa, fruc-
Generated by Foxit PDF Creator Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.
-
Ingeniera de Recursos Naturales y del Ambiente, Volumen 1, No. 2 - Edicin No. 2 51Facultad de Ingeniera EIDENAR
Rendimiento MP (ton/Ha*ao)
Rendimiento Etanol
(l/Ha*ao)
Costo MP ($/Ha*ao)*
Costo Etanol ($MP/l)
Materia Prima
Tiempo de
Cosecha (meses) Prom. Mx. Prom Mx. Prom Mx. Prom Mx.
Caa 13 77,63 113,54 5822,25 8515,5 3`725.016 4`328.412 639,8 508,3 Maz 4 6,3 16,5 2901,78 7599,9 4291.287 5162.043 1478,8 679,2
MP: Materia prima *Caa de azcar, Servicio de anlisis estadstico CENICAA 2003; Maz, FENALCE 2002
Tabla 1. Indicadores Econmicos y Productivos para la Caa de Azcar y el Maz
Molienda en
Hmedo (2,0)
Molienda en Seco
(1,2)
SSF con Amilasas
(1,30)
F. Simple (1,22)
F. con Pervap (2,10)
F. con Membranas
(2,40)
(b) Materia Prima
Maz
Fermentacin
Separacin
Lagunas (1,96)
Filtros de Goteo (1,74)
UASB (1,58)
Lodos Activados
(2,22)
Concent. e Incineracin
(1,56)
Tratamiento de efluentes
Produccin de DDGS
(1,54)
E. Fluido supercrticos
(1,94)
Vaco (1.84)
Azeotrpica (2,10)
Extractiva (2,36)
Tamices Moleculares
(1,12)
Salina (1,78)
Pervap. (1,62)
E. Fluido supercrticos
(1,94)
Extraccin y Clarificacin
(1,33)
F. Simple (1,22)
F. con Pervap. (2,10)
F. con Membranas
(2,40)
Vaco (1,84)
Lagunas (1,96)
Azeotrpica (2,10)
Extractiva (2,36)
Tamices Moleculares
(1,12)
Salina (1,78)
Pervap. (1,62)
Filtros de goteo (1,74)
UASB (1,58)
Lodos Activados
(2,22)
Concentracin e Incineracin
(1,56)
(a)
Materia Prima
Caa de azcar
Fermentacin
Separacin
Tratamiento de efluentes
Acondicionamiento
Acondicionamiento
Seleccin de tecnologas apropiadas para la produccin de etanol carburante
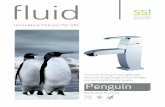
Figura 1. Esquemas para la produccin de etanol carburante a partir de (a) Caa de Azcar y (b) Maz
tuosa, maltosa, xilosa, galactosa, arabinosa y mez-clas de stos dependiendo del tipo de materia primautilizada. Hoy, el 95% del alcohol mundial obtenido porfermentacin se produce a partir de hexosas medianteSaccharomyces Cerevisiae. Las bacterias Zymomonasmobilis que transforman la glucosa en etanol con unrendimiento del 5 al 10 % mayor que la mayora de laslevaduras son hoy objeto de estudio(Garca,1998),(Mielenz, 2001); aunque sus desventajas seencuentran en su baja tolerancia al alcohol y supequeo tamao, que hace difcil su separacin.
La fermentacin puede llevarse a cabo de tres modos:lotes, lotes alimentados o en continuo. Dentro deestos modos los reactores por lotes siguen siendo latecnologa de fermentacin ms utilizada 9(Gregg ySaddler, 1995), aunque particularmente en Brasil losque mayor aplicacin han encontrado son los de lotesalimentados (Echegaray, 2000) gracias a que constos se logran altos rendimientos al incrementar
progresivamente la concentracin de levadura.
La integracin de la fermentacin con la hidrlisis paramateriales amilceos y lignocelulsicos, sacarificaciny fermentacin simultneas (SSF), ha sido el mejora-miento ms importante hecho a esta etapa. Estenuevo esquema de proceso reduce el nmero dereactores, el requerimiento energtico, el requerimien-to de enzimas el tiempo de reaccin y evita el problemade inhibicin de las enzimas, ya que en l los azcaresproducidos son fermentados inmediatamente a etanol.Una variante del SSF consiste el la introduccin de lacofermentacin de pentosas para el caso de materiallignocelulsico, conocida como sacarificacin,cofermentacion y fermentacin simultneas (SSCF);y aunque para este tipo de material esta tecnologaofrece la mejor opcin se ve limitada por el desarrollode microorganismos para la fermentacin de pentosas.
Uno de los mayores problemas de la fermentacin es
Generated by Foxit PDF Creator Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.
-
52 Ingeniera de Recursos Naturales y del Ambiente, Volumen 1, No. 2 - Edicin No. 2Facultad de Ingeniera EIDENAR
Carlos Ariel Cardona Alzate, Ph. D.,Mara Isabel Montoya Rodrguez, Julin Andrs Quintero Surez.
la inhibicin del microorganismo por producto, a lo cualse han propuesto varias soluciones como la fermenta-cin extractiva, la destilacin con membranas y lapervaporacin (Gryta, 2001), (Dennis, 2000) que aco-pladas a la fermentacin permiten mantener una altaproductividad. Sin embargo, estas tecnologas an seencuentran en proceso de desarrollo.
3.3 Separacin y Deshidratacin
Esta etapa consiste en la concentracin del caldoproveniente de la fermentacin mediante una destila-cin convencional, generalmente en dos fases, paraobtener una mezcla cercana a la azeotrpica (89,4 %molar de etanol). Para su deshidratacin, esta mezcladebe ser tratada mediante operaciones de separacinno convencionales: destilacin a vaco, destilacinazeotrpica, desti lacin extractiva, tamicesmoleculares, extraccin con fluidos supercrticos yprocesos hbridos.
Para la destilacin azeotrpica de la mezcla etanol-agua se han usado agentes como benceno, pentano,ciclohexano y dietil-eter (Uyazan y Gil, 2003). Sinembargo, su alto costo de capital, sus altos requeri-mientos energticos, su gran sensibilidad a impure-zas en la alimentacin y el uso de qumicos txicoscomo el benceno, han causado su eliminacin en lasplantas modernas de etanol y su reemplazo en las yaexistentes.
La destilacin extractiva se lleva a cabo adicionandouna sustancia no voltil y de alto punto de ebullicin(llamada solvente) que modifica la volatilidad relativadel componente deseado, facilitando de esta manerasu separacin como producto de cima. Los agentes deseparacin pueden ser lquidos como glicoles, glice-rol, furfural, etilenglicol y tolueno, o slidos como salessolubles (NaCl, KCl, CCl
2, KI) (Pinto, 2000). En ambos
casos se incurre en altos costos de capital y en unaetapa adicional de recuperacin de solvente, perocontrario a la destilacin con sales, la destilacin conagentes lquidos presenta un elevado consumo ener-gtico, lo que la coloca en desventaja con las demstecnologas. Sin embargo, la corrosin en los equipos,la poca madurez tecnolgica y problemas en la recu-peracin y purificacin de la sal, hacen que esteproceso no sea an considerado para una aplicacina nivel industrial.
En la destilacin a vaco el producto de la destilacinsimple es llevado a una columna que opera a vaco(menos de 6 KPa); sin embargo, para obtener unproducto de alta pureza es necesario utilizar columnasde deshidratacin con un gran nmero de etapas y conaltas relaciones de reflujo, incurrindose as en altoscostos de capital y consumos energticos tan gran-des que no lo hacen viable a nivel industrial (Uyazan yGil, 2003).
El uso de los tamices moleculares en la deshidrata-
cin se da gracias a que las molculas de agua puedenser adsorbidas sobre la superficie interna de los porosdel tamiz. Este proceso puede realizarse para mez-clas etanol-agua, tanto en fase vapor como en faselquida, siendo necesario regenerar el tamiz por mediode un gas caliente, lo que provoca un rpido deteriorode ste. Su integracin con la tecnologa PSA (pressureswing, vacuum purge adsorption), donde se alterna laoperacin de las columnas (mientras una opera produ-ciendo etanol anhidro, la otra es regenerada con elreciclo de una porcin de etanol anhidro sobrecalentadoy presiones de vaco), logra prolongar el tiempo de vidamedia del tamiz por varios aos (Madson y Monceaux,2001). Esta tecnologa es actualmente una de las msutilizadas a nivel industrial debido a un bajo consumoenergtico, a eliminacin de prdidas inherentes aluso de sustancias qumicas, la amigabilidad ambien-tal, al amplio desarrollo, la operacin inerte, la simpli-cidad yla fcil automatizacin.
La combinacin de procesos tiene como fin mejorar laeficiencia del proceso y reducir los costos. Para ladeshidratacin de etanol los procesos hbridos son lastecnologas ms prometedoras, especialmente el sis-tema destilacin-pervaporacin (Szitkai, 2002). Suuso a nivel industrial con este fin no es an viable, dadosu bajo grado de desarrollo y posibles problemas conla operacin y vida de las membranas.
La extraccin con fluidos supercrticos o cercanos asu punto crtico ha sido propuesta como una tecnolo-ga de bajos requerimientos energticos para la sepa-racin de mezclas azeotrpicas acuosas. Para larecuperacin de etanol se han probado solventescomo el CO
2 pero debido a que el etanol obtenido sta
deshidratado solo parcialmente, se ha propuesto eluso de hidrocarburos ligeros (propano, propileno) comosolventes supercrticos para esta separacin (Gros ,1998). Esta tecnologa se encuentra an en desarrollo.
3.4 Tratamiento de Efluentes
Entre los efluentes lquidos deben diferenciarse lasaguas de proceso, no tan contaminantes, de losfondos de la primera columna de destilacin queposeen una alta carga orgnica y adems se producenen una proporcin de 12 a 15 litros por cada litro dealcohol (TPI, 1998). Esto debido a que es ms factibleeconmicamente tratar por separado las dos corrien-tes que remover la carga orgnica resultante de lamezcla (Merrick & Company, 1998).
Para el tratamiento de las aguas de proceso seprefieren sistemas de bajo costo aunque no sean dealta eficiencia, como los biotecnolgicos, entre estosse encuentran las lagunas de tratamiento, los filtros degoteo, los reactores UASB (Up-flow anaerobic sludgebalnket) y los lodos activados, de los cuales la mejoropcin en cuanto a aspectos de eficiencia, consumoenergtico y costos es el reactor UASB.Para los fondos de la primera columna de destilacin
Generated by Foxit PDF Creator Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.
-
Ingeniera de Recursos Naturales y del Ambiente, Volumen 1, No. 2 - Edicin No. 2 53Facultad de Ingeniera EIDENAR
Seleccin de tecnologas apropiadas para la produccin de etanol carburante
de un proceso a partir de caa de azcar, conocidoscomo vinazas, se han propuesto varias solucionestales como recirculacin y re-uso, aplicacin directacomo fertilizante en irrigacin de cultivos, concentra-cin e incineracin y tratamientos biotecnolgicos,slo que en este ltimo caso para lograr un sistemaeficiente y efectivo econmicamente se debe acoplarel sistema UASB (de bajo requerimiento energtico)con el de lodos activados, y an as no se lograalcanzar la remocin de BOD (demanda biolgica deoxgeno) requerida (EPI, 1998). La recirculacin y elre-uso contribuyen con la disminucin del volumen devinazas, pero la acumulacin de sustancias inhibidorasha hecho que contine en investigacin. La disposi-cin de las vinazas como fertilizante parece ser lasolucin ms adecuada, sin embargo se ve limitadapor el alto volumen, la posible contaminacin de lasaguas subterrneas y consideraciones agronmicasen su aplicacin. La concentracin e incineracin esuno de los mtodos ms usados para dar solucin algran potencial de contaminacin que existe en lasvinazas, aunque sus costos de capital, operacin ymantenimiento sean altos.
En la produccin de etanol a partir de maz el trata-miento para este efluente depende del tipo de molien-da empleado. En el caso de molienda en hmedo,donde los componentes del grano se aslan al inicio delproceso, el tratamiento es similar al de las vinazas.Para los procesos con molienda en seco las demsfracciones no convertidas (Gulati et al., 1996), debenser recuperadas de los fondos de la columna deagotamiento mediante centrifugacin, obtenindoseuna torta hmeda conocida como granos secos dedestilacin (DDG).
Cuando los DDG son combinados con solublesconcentrados (jarabe proveniente de la evaporacindel lquido remanente en la centrifugacin) se obtienenlos DDGS, que son la forma ms comercial de estesubproducto.
Para la biomasa lignocelulsica se pueden usar lasmismas tecnologas que para el tratamiento de vinazas,a excepcin de la irrigacin de cultivos. En las publi-caciones e investigaciones ms recientes (Wooley ,1999), (Kaylen, 2000), (McAloon, 2000), se hace usode la concentracin e incineracin como el tratamientoadecuado para los efluentes de la destilacin.
4. RESULTADOS
Despus de analizar las posibilidades agroeconmicasde la caa de azcar y del maz en nuestro pas y hacerlos clculos correspondientes se obtuvo la tabla 1.
Dado que la caa de azcar tiene una menor contribu-cin en el costo del etanol, sta es la ms apropiadaen Colombia para producir el etanol carburante. As,para producir 1500.000 l/da seran necesarias 51.435
Ha con un rendimiento de 113,54 ton/ao, el cual sepresenta en la zona geogrfica del valle del ro Cauca.
De acuerdo con las tecnologas revisadas para cadaetapa del proceso y las ventajas y desventajas ex-puestas para cada una, se aplic una metodologa deevaluacin cualitativa donde se tuvieron en cuenta lossiguientes criterios: madurez tecnolgica, costos decapital, consumo energtico, eficiencia, deterioro deequipos, facilidad de automatizacin y control, gene-racin de residuos y coproductos aprovechables, ge-neracin de corrientes diluidas, impactos ambientalesdirectos, uso y recuperacin de sustancias diferentesa la materia prima principal, especificidad hacia elproducto deseado y posibilidad de recirculacin.
La integracin de estos criterios en un indicador paracada tecnologa se logra asignando valores de 1, 2 o3, donde 1 corresponde a la mejor calificacin deacuerdo con el criterio, seguidos de su ponderacin enla que se otorga un 80% de importancia a los aspectoseconmicos, que corresponden a los siete primeroscriterios, y un 20% a los ambientales (Chen y Wen,2002). As, por ejemplo en la separacin el mejorindicador de acuerdo a con estos criterios es 1,12correspondiente a los tamices moleculares. De igualforma se hizo para todas las tecnologas, de acuerdocon la etapa y la materia prima, pudindose formar lamejor configuracin de proceso segn estos resulta-dos. El esquema seleccionado, las posibilidades tec-nolgicas para cada materia prima y los valoresponderados de la evaluacin cualitativa se presentanen la figura 1.
5. CONCLUSIONES
Para las materias primas amilceas y con alto conte-nido en azcares, el proceso de produccin de etanolse encuentra ampliamente desarrollado, siendo elcosto de la materia prima el principal factor de varia-cin en los costos de produccin. El proceso a partirde biomasa lignocelulsica no es viable econmica-mente a escala industrial dado sus bajos rendimien-tos, a pesar de que esta materia prima sea la msbarata, por esto no se contempl la configuracin deun esquema de proceso a partir de esta materia prima.
Para Colombia los mejores rendimientos en la produc-cin de etanol, entre el maz y la caa de azcar comomaterias primas, los presenta esta ltima, implicandoun menor costo ($508,3 pesos) en la produccin deetanol.
Con el mtodo de anlisis aplicado se han logradoestablecer dos esquemas de proceso para la produc-cin de etanol carburante a partir de maz y caa.Estos esquemas concuerdan con las tecnologas y/odiagramas propuestos por otros autores (Madson yMonceaux, 2001),(McAloon, 2000), (Cala et al. 2003),y complementan los resultados presentados por (Car-
Generated by Foxit PDF Creator Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.
-
54 Ingeniera de Recursos Naturales y del Ambiente, Volumen 1, No. 2 - Edicin No. 2Facultad de Ingeniera EIDENAR
Carlos Ariel Cardona Alzate, Ph. D.,Mara Isabel Montoya Rodrguez, Julin Andrs Quintero Surez.
dona y Sanchez, 2004). Esta metodologa implic eluso de criterios cualitativos de seleccin, entre los quese incluyen aspectos econmicos, ambientales ytecnolgicos; el paso a seguir corresponde a la simu-lacin de los esquemas establecidos para realizar laevaluacin econmica y ambiental integrada, quepermitir confirmar los resultados obtenidos.
6. AGRADECIMIENTO
A Colciencias y a la Universidad Nacional sedeManizales a travs de la direccin de investigacionesDIMA, por la financiacin de la investigacin Produc-cin de biodiesel a partir de aceites de palma y dehiguerilla por un proceso de reaccin separacincatalizado por enzimas inmovilizadas.
7. REFERENCIAS BIBLIOGRFICAS
CALA H.2003, David F. Bioetanol por Fermentacindel Jugo de Caa de Azucar y Melazas comoAditivo Oxigenante de la Gasolina. Corporacinpara el Desarrollo Industrial de la Biotecnologa yProduccin Limpia. . Disponible en: http://www.corpodib.com
CARDENAS G., J. 2004.I Seminario Internacional deAlcoholes Carburantes. El Programa de AlcoholesCarburantes en Colombia. Medelln Junio 10 .
CARDONA, C.A., SNCHEZ, O.J.2004 Analysis ofintegrated flowsheets for biotechnological productionof fuel ethanol. Seccin: Industrial application andoptimal design, PRES 2004. 16th InternationalCongress of Chemical and Process Engineering.Praga, Repblica Checa: CHISA 2004, 22-26 Agosto.
CHEN, Hui; WEN, Ya; WATERS, M. D.; SHONNARD,D. R. 2002 Design Guidance for ChemicalProcesses Using Environmental and EconomicAssessments. Indunstrial Engineering ChemicalResearch, Vol. 41, No. 18, .
DENNIS J., O.2000 et al. Ethanol Production byContinuous FermentationPervaporation: A
ECHEGARAY, O.F2000 et al. Fed-batch culture ofSacchoromyces Cerevisiae in Sugar-caneBlackstrap Molasses: Invertase Activity of IntactCells in Ethanol Fermentation. Biomass andBioenergy Vol 19 39-50.
ETPI, The Sugar Sector Environmental Report,Environmental Technology Program for industry.1998 Disponible en:http://www.cpp.org.pk/etpirpt/SugarSectorReport.pdf
FAOSTAT database. Food and AgriculturalOrganization of the United Nations, Disponible enhttp://www.fao.org.
GARCIA, M.; QUINTERO, R.1998; LOPEZ, A.Biotecnologa Alimentaria. Editorial LIMUSA S.A..
GREGG, D.; SADDLER, J. N.1995 Bioconversion of
Lignocellulosic Residue to Ethanol: ProcessFlowsheet Development. Biomass and Bioenergy.Vol 9, No 1-5 287-302
GROS, H.P. 1998et al. Near-critical Separation ofAqueous Azeotropic Mixtures: Process Synthesisand Optimization. Journal of Supercritical Fluids 1269-84
GRYTA M. 2001, The Fermentation Process Integratedwith Membrane Distillation. Separation andPurification Technology 24 283296
GULATI, M. 1996 et al. Assessment of EthanolProduction Options for Corn Products. BioresourceTechnology 58 253-264
KAYLEN, M. 2000 Economic feasibility of producingethanol from lignocellulosic feedstocks. BioresourceTechnology 72 19-32
MADSON, P.W.; MONCEAUX, D.A..2001 Fuel EthanolProduction. KATZEN International, Inc., Cincinnati,Ohio, USA.
MCALOON, A.; IBSEN, 2000 Kelly et al. Determiningthe Cost of Producing Ethanol from Corn Starchand Lignocellulosic Feedstocks. NationalRenewable Energy Laboratory (RNEL), 1617 ColeBoulevard Golden, Colorado 80401-3393. October NREL/TP-580-28893
MERRICK & COMPANY. Wastewater TreatmentOptions for the Biomass-To-Ethanol Process; Fi-nal Report, NREL Subcontract AXE-8-18020-01,Aurora, CO, 10/20/98.
MIELENZ, J. R.2001; Ethanol Production fromBiomass: Technology and Commercialization Sta-tus Current Opinion in Microbiology , 4:324329
NARANJO H., N. Proyecto de Factibi l idadAgroeconmica para la Produccin de Caa conDestino a la Industria Licorera de Caldas. Goberna-cin de Caldas, Manizales 1993.
PINTO, R.T.2000 et al. Saline Extractive DistillationProcess for Ethanol Purification. Computers andChemical Engineering 24 1689-1694
POLANIA C., 2004, Orlando. I Seminario Internacionalde Alcoholes Carburantes. Alcohol Carburante.Medelln Junio 10 .
Preliminary Economic Analysis. Journal of MembraneScience 166 105111.
SZITKAI, Z. 2002 et al. Optimization of Hybrid EthanolDehydration Systems. Chemical Engineering andProcessing 41 631646
UYAZAN, A. M.; GIL, I. D.2003 Simulacin de laDeshidratacin de Etanol Azeotrpico por Destila-cin Extractiva. Tesis Universidad Nacional deColombia, Bogot .
WOOLEY, R.; MAJDESKI, H 1999 et al. LignocellulosicBiomass to Ethanol Process Design and EconomicsUtilizing Co-Current Dilute Acid Prehydrolysis andEnzymatic Hydrolysis Current and FuturisticScenarios. National Renewable Energy Laboratory(RNEL), 1617 Cole Boulevard Golden, Colorado80401-3393. July NREL/TP-580-26157
Generated by Foxit PDF Creator Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.
-
Ingeniera de Recursos Naturales y del Ambiente, Volumen 1, No. 2 - Edicin No. 2 55Facultad de Ingeniera EIDENAR
Carlos Ariel Cardona Alzate. In-geniero Qumico de la AcademiaEstatal de Ingeniera Qumica Finade Mosc. M.Sc. en IngenieraQumica de Sntesis Orgnica dela citada academia, 1995. Ph.D.en Ingeniera Qumica de la citadaacademia, 2001. Director Grupo
de investigacin en Procesos Qumicos Catalticos yBiotecnolgicos. Trabaja como profesor asistente enla Universidad Nacional de Colombia sede Manizales.Carrera 27 No. 64-60, Of. F-505. Tel.: 8810000 Ext.417. Manizales, Colombia. [email protected].
Julin Andrs Quintero Surez.Estudiante ltimo semestre de In-geniera Qumica. Lnea deProfundizacin en Procesos Qu-micos Catalt icos yBiotecnolgicos. Perteneciente algrupo de investigacin en Proce-sos Qumicos Catalt icos yBiotecnolgicos de la Universidad
Nacional de Colombia sede Manizales. Carrera 27 No.64-60. Tel.: 8810000. Manizales, [email protected].
AUTORES
Mara Isabel MontoyaRodrguez. Estudiante ltimo se-mestre de Ingeniera Qumica. L-nea de Profundizacin en Proce-sos Qumicos Catalt icos yBiotecnolgicos. Perteneciente algrupo de investigacin en Proce-sos Qumicos Catalt icos yBiotecnolgicos de la Universidad Nacional de Colom-bia sede Manizales. Carrera 27 No. 64-60. Tel.:8810000. Manizales, [email protected]
Seleccin de tecnologas apropiadas para la produccin de etanol carburante
Generated by Foxit PDF Creator Foxit Softwarehttp://www.foxitsoftware.com For evaluation only.