
2567, 986-10
65
Technical valuation of Wood Gasification AP-2567 Research Projeot 986-10 Final Report, August 1982 EPRI AP 2567 DE82 905493 Prepared by t SYNTHETIC FUELS ASSOCIATES, INC. TWO Palo Alto Square, Suite 52B Palo Alto, California 94304 Principal Investigator . E. D. Oliver .... •,. 4. Prepared for . Electric Power Research Institute 3412 Hillview Avenue Pa lo Alt o, Californ ia 94 30 4 DI STmBU[ 10 N F 111S ~ClII~F.~ S IJlil.IMl~ EPRI Project Manager S. M. Kohan Engineering and Econom ic Evaluations Program Advanced Power System s Division
Transcript of 2567, 986-10
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 1/65
Technical valuation of W oo d Gasification
A P - 2 5 6 7R e s e a r c h P r o j e o t 9 86 -1 0
Final Repor t , August 1982
EPRI AP 2567
DE82 9 0 5 4 9 3
Prepared by
t
SYNTHETIC FUELS ASSOCIATES, INC.TWO Palo Al to Square, Sui te 52B
Palo Al to, Cal iforn ia 943 04
Principal Investigator .E. D. O liv er ....
• , .
4 .
Prepared for .
E lec t r i c Power Research Ins t i tu te
3412 Hi l lv iew AvenuePa lo Alt o, Ca liforn ia 94 30 4 DISTmBU[10N F 111S~ClII~F.~ S IJlil.IMl~
EPRI Pro jec t Ma nager
S. M. Kohan
Engineer ing and Econom ic Evaluat ions ProgramAdvanced P ower Sys tem s D iv is ion
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 2/65
A B S T R A C T
Gasifica tion of bionmss (wood, wood waste, agrlcultural residues, etc.) is an
often-discuss ed option that may permit utilities to obtain a portion of their fuel
requirements from renewable resources. However, the technical state of this
option is unc lear at present, and this Study was initiated to provide documented
performa nce information of commercial 51omass gaslfiers to the electric utility
industry
Biomass gasification was to be assessed in terms of operability and technical
performa nce by investigating installed commercial gaslfiers. Only one gaslfier
instal lation , the Omnifuel Easif ler at Hearst, Ontario met the criter ia selected
to iden tify commercial installations able to provide operating data for
enginee ring analysis. AlthouEh the data contained saps and inconsistencies, a
reasonably consistent picture of Easlfier operation was derived. The 8aslfier was
observed ~o be responsive to controls, but no long-term operating and maintenance
data were available. Thus, blomass gasification is an emerging tech nol osy wit h
potential applications, but the technical performance of large-scale 8as fiefs is
not yet fully defined.
iii
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 3/65
EPRI PERSPE TIVE
P R O J E C T D E S C R I P T I O N
T h i s f i n a l r e p o r t u n d e r RP 9 8 6 - I0 , T e c h n i c a l E v a l u a t i o n o f W o o d G a s i f i c a t i o n ,
p r e s e n t s a n a n a l y s i s o f t h e e a r l y c o m m e r c i a l p e r f o r m a n c e o f t h e O m n i f u e l b i o m a s s
g a s l f i e r i n s t a l l e d t the Levesque Plywood plant at Hesrst~ Outario~ Canada
Omulfuel Gas ifi cat ion Systems Ltd . the ~echnology developer and li ce ns or provided
f i e l d d a t a f o r t h e t e c h n ic a l a n a l y s i s a n d h o s t e d a vi s i t b y t h e p r o j e c t t e a m ~ e m b e r s
t o t h e p l a n t s i t e .
The Omulfuel ins ta l la t ion is a s ln Ele - t r a ln f lu i d bed a tmospher ic pressure a i r -
b l o w n g a s l f i e r f e e d l n g m i l l r e s i d u e s g e n e r a t e d a t the p l a n t . I t i s d e s i g n e d t o f e e d
1 5 6 s h o r t t o n s p e r d a y o f a 2 7 X m o i s t u r e c o n t e n t f e e d s t o c k va t -F i nE i n s i z e f r o m
2 - i n c h c h i p s t o s a n d e r d u s t .
A s a r e s u l t o f p a s t a n d o n E o l n E P R I s t u d i e s e . g. j E P II I F i n a l R e p o r t A P - 2 3 2 0 , S m a l l
S y s t e m G e n e r a t i o n R e q u i r em e n t s : F u e l s a n d T e c h n o l o g i e s ; E P R I S p e c l a l R e p o r t
A P - 1 7 1 3 - S R , E l e c t r i c U t i l l t 7 S o l a r E n e r g y A c t i v i t i e s : 1 9 8 0 S u r v e y ) ~ a s m a l l b u t
g r o w i n g i n t e r e s t i n b l o m a s s g a s i f i c a t i o n o n t h e p a r t o f s om e U. S . e l e c t r i c u t i l i t i e sw a s p e r c e i v e d . T h e f i r st s t ep w a s t o d e f i n e t h e st a t e o f t he a r t o f b l o m a s s g a s i -
f i c a t i o n° F r e d C. H a r t A s s o c i a t e s , I n c . , R P 9 8 6 J S ) i s p r e p a r i n g a w o r l d w l d e s t a t e -
o f - t h e - a r t r e v i e w o f b l o m s s s g a s i f i e a t l o n ~ e m p h a s i z i n g c o m m e r c i a l a p p l l c a t ~ o u s i n
N o r t h A m e r i c a . U s i n g p r e l i m i n a r y i n f o r m a t i o n g r oi n t h ei r s t u d y a n d a p p l y i n E a se r ie s
o F a g r e e d u p o n s c r e e n l n E c r i t e r i as S y n t h e t i c F u e l s A s s e z l a t e s S F A ~ r e c o m m e n d e d a n d
E P R I a g r e e d t h a t t h e O m n l f u e l g a s l f i e r w o u l d b e a b l e t o f ur n i s h t h e m o s t c o m p l e t e
informat ion base for a technical g aei f le r performance analy sis .
PROJECT O~ECTIVE
A prin cipa l ob ject i ve of th is s tudy is to provide the ut i l i ty ind ust ry with docu-
mented tech uie al performance informat ion for a blomass gasi£1er used i n a co~n erclal
s e t t i n g . F i e l d d a t a f r o m t h e b i o m a s s g a s l f l e r w e r e t o b e a n a l y z e d f r o m a c h e mi c a l
eng ine eri ng pers pec tiv e and comments were to be prepared on the adequacy and re ll a-
bi l l ty of the data base .
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 4/65
PROJECT RESULT S
The key find ings of this stu dy are as follows:
As is oft en the case where f ie l d data are concerned, SFA observedseveral gaps or iuconslstencles iu the data provided by Omnifue l.
C o u s e q u e n t l y , s e v e r a l a s nu m p t i o ns h a d t o b e m a d e i n th e c o u r s e o f t h eana lys is , and the ca lcul a ted performance res ul t s could not be com-ple te ly confirmed by d irec t exper imenta l measurements .
R e g a r d i n g p e r f o r m a n c e m e as u r e s u s i n g a 5 m o i s t u r e c o nt e nt w o o d y
feedstock, the following were calcu lated usin g the best set of
a s s u m p R i o n s :
- -Carbon Convers ion
- -Ca s l f l e r The rmal Ef f ic ienc y
9 7 . 4 Z
1. Zucludlug sen61ble heat in gas stream from60°F (base) to 1390°F (ga sl f ie r ex i t tamperature) 86.6
2. Exclud ing sensible heat 75.2~
Gasifier heat loss was calculated to be about 11~ of the energy inputand appears high.
The ana lyses p re sen ted in t h i s r epo r t r ep r esen t a snapsho t o f the co .~ e rc l a l pe r f o r -
mance of one type of biomass gas if ler in the la te- 1981 t ime fra me. .T he on- s l te
indus t r i a l app l lca t lou o f the gas i~ ie r may be a t t r ac t i ve in tha t gas i f i ca t ion s imu l -
taneously so lve s a waste dis posa l problem, pr ovi des a clean energy form tha~. can
substitute for conventi onal oil and gas fuels at the lumbermill, and incurs no feed-
s t oc k t r a n s p o r t a t i o n c o s t s .
Thls blomass ga sl fi er appaars to sa ti sf ac to ri ly operate iu the comnercial set ti ug
for which it was designed . Reflecting on the assumption s and limitations of the
analysesj the data and calcula ted results are judge d to lie in the 85 to 90 con-
fidence range . Three pos si bl e tec hni cal drawbacks 0£ thi s in£ormatlon 5ram a
ut i l i ty per spe ct i ve are : 1) the absence of long -ter m opera t ing and maintenance
h is t o r ie s th i s wou ld b e t rue of any b lomass sas lf l er today) , 2) the absence o£
load-followi ng iuformatl on, and (3) the absen ce of information rela ted to change s in
gaslfler perfo rmanc e as feed quality and mois ture content change. Futu re EPRI
studies may address these issues.
Stephen M. Kohan, Project ManagerAdvanced Paver Systems Division
v i
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 5/65
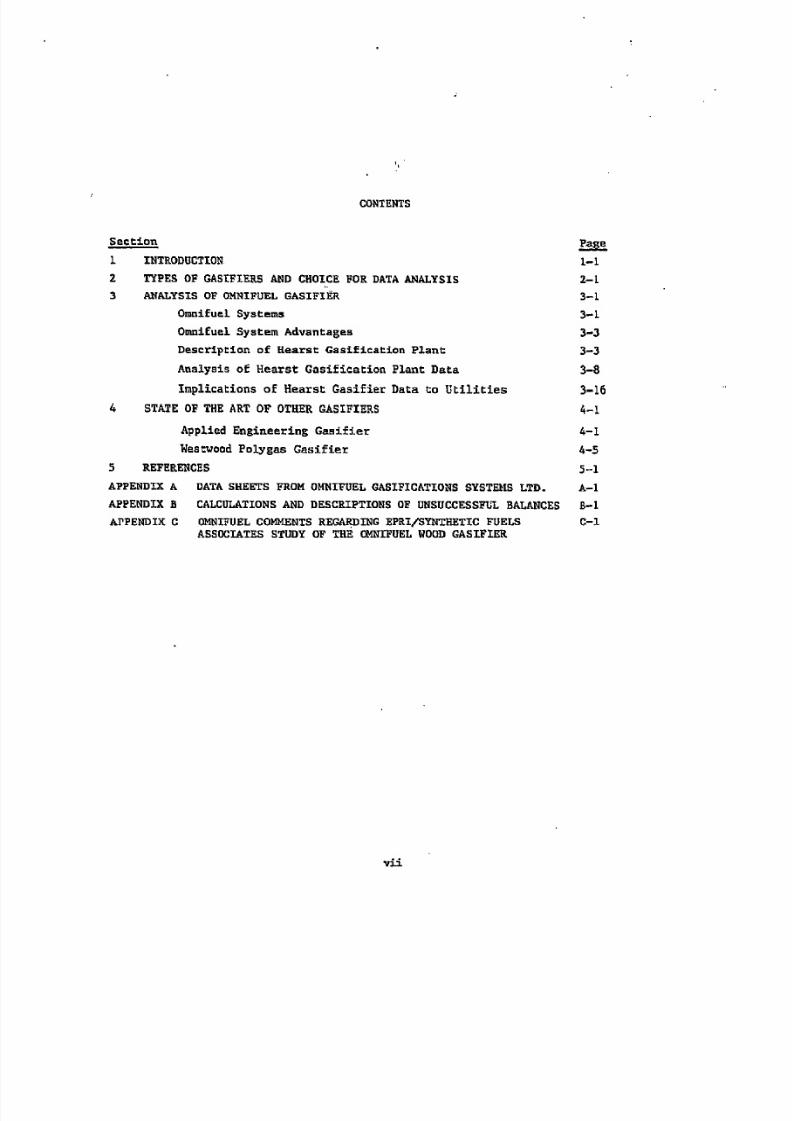
CONTENTS
se t i o n
1 [NTEODUCTION I-i
2 T Y P E S O F G A S E P I E R S A N D C H O I C E P O E D A T A A N A L Y S I S 2 - I
3 A N A L Y S I S O F O M N I F U E L G A S I F I E R 3 -i
O m n i f u e l S y s t e m s 3 - i
O m n i ~ u e l S y s t e m A d v a n t a g e s 3 - 3
D e s c r l p t l o n o f H e a r s u G a s i f i c a t i o n P l a n t 3 - 3
A n a l y s i s o f H e a r s t G a s i f i c a t i o n P l a n t D a t a 3 - 8
I m p l i c a t i o n s o f H e a r s t G a s l f i e r D a t a ~ U t i l i t i e s 3 - 1 6
4 S T A T E O F T H E A R T O F O T H E R G A S I F I E K S 4 - I
A p p l i e d E n g i n e a r i n E G a s i f i e r 4 - 1
W e s ~ w o o d P o l y E a s G a s i f i a r 4 - 5
5 R E F E R E N C E S 5 I
A P P E N D I X A D A T A S H E E T S P R O M O M N I ~ U E L G A S I F I C A T I O N S S Y S T E M S L T D . A - 1
A P P E N D I X B CALCULAT IONS AND DESCR IPTIO NS OF UNSUCCESSPS~L BALANCES B-I
A P P E N D I X C O M N I F U EL C O M M E N T S R E G A R D I N G E P R I / S Y N T H E T I C F U E L S C - I
A S S O C I A T E S S T U D Y O F T H E O M NI F U E L W O O D G A S I F I E R
vii
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 6/65
4 j
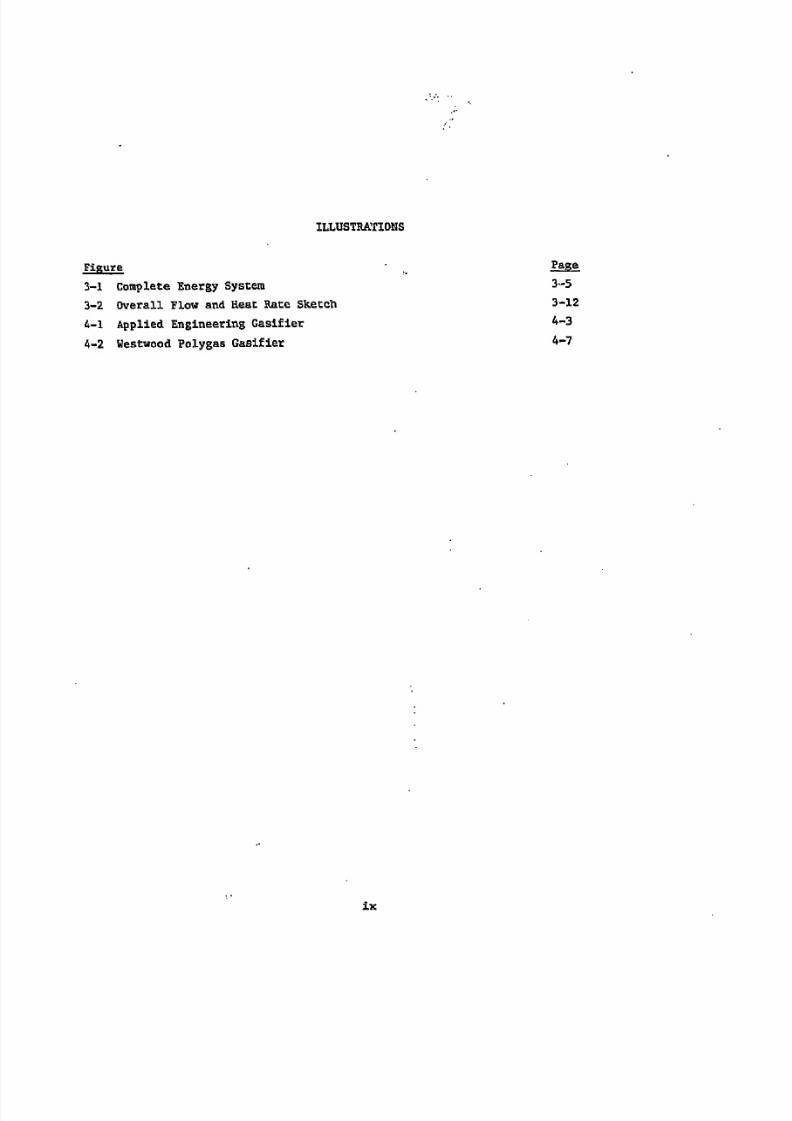
~LLUST ~ ONS
3 1 Complete Eners y System
3 2 Overall F low and Heat Ra~e Sketch
~ I Applied Ensineerlng Gaslfler
~ 2 West~ood olysas Gasifler
3 5
3 12
4 3
4 7
i x
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 7/65
Tabl...._~e
3-I
3-2
3-3
3-4
3-5
3-6
4-i
4-2
B-I
B 2
B-3
B-4
B-5
B 6
B 7
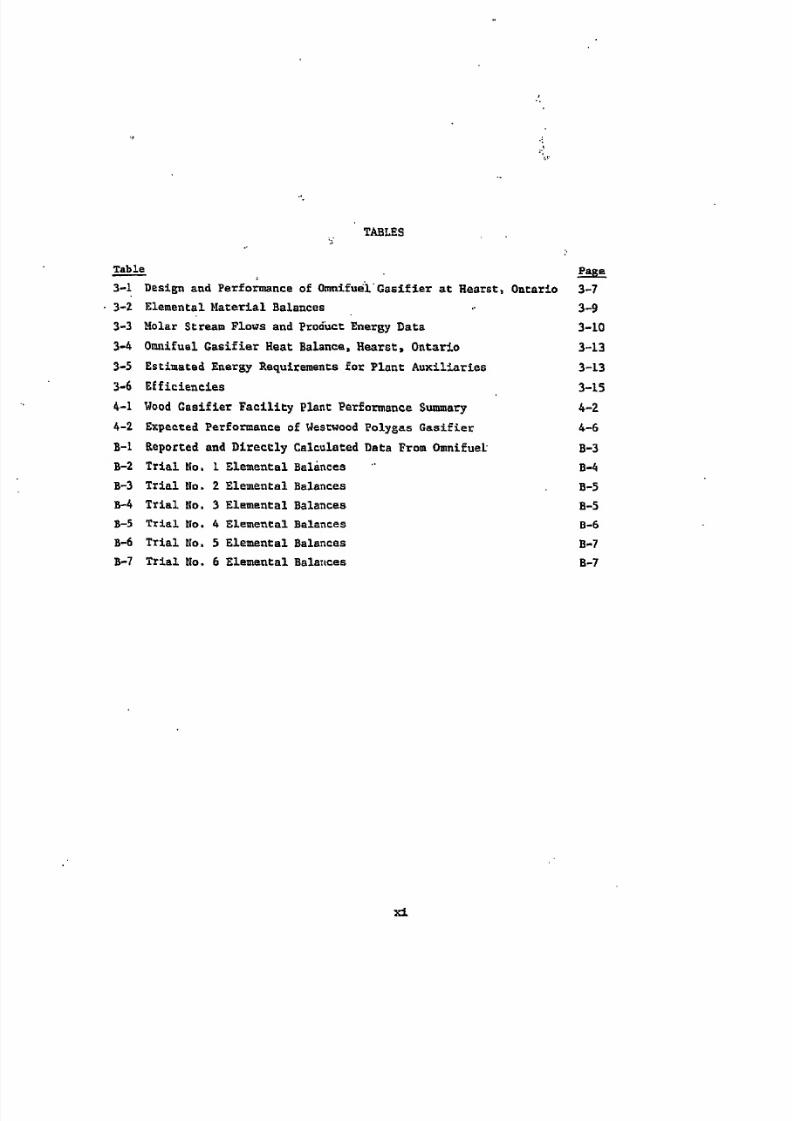
T BLES
Design and Performanc e of Omn lfu eiG asl fle r at Hearst Ontario 3-7
Elemental Materi al Balances 3-9
Molar Stream Flows and Product Enersy Data 3-10
0 mi£uel Gasifier Heat Balance Hearst~ Ontario 3-13
Estimated Enersy Requirements for Plant Auxiliaries 3-13
Efficiancies 3-15
ood Casifier Facility Plant Performance Summary 4-2
Expected Performanc e of Wcstwood Polygas Gasifier 4-6
Reported and Directly Calculated Data Prom Omnifue~ B-3
Trial No. I Elem ental Balances B-4
Trial No. 2 Elem enta l Balances B-5
Trial No. 3 Eleme ntal Balances B-5
Trial No. 4 Elem enta l Balances B-6
Trial No. 5 Elem enta l Balances B-7
Trial No. 6 Elem enta l Balances B-7
x l
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 8/65
S U ~ A R Y
B A C K G R O U N D
I n t e r e s t i n r e n e w a b l e s o u r c e s o f e n e r g y h a s i n c r e a s e d i n r e c e n t y e a r s a s a
p o s s i b l e a l t e r n a t i v e t o i n c r e a s i n g l y e x p e n s i v e c o n v e n t i o n a l f u e l s s u c h a s c oa l,
o i l a n d g a s . W o o d en d w o o d w a s t e s a r e r e n e w a b l e s o u r c e s t h a t a r e i n e x p e n s iv e i n
s o m e l o c a t i o n s . A l t h o u g h w o o d a n d w o o d w a s t e s c a n b e b u r n e d i n f a c i l i t l e s
d e s i g n e d f o r t h e i r u s e , t h e y c a n n o t b e u s e d d l r e e t l y i n m o s t e x i s t i n g s y s t e m s
d e s i g n e d f o r o i l o r n a t u r a l g a s . H o w e v e r , g a s l f i e a t l o n o f t h e s e m a : e r i a l s c a n
p r o v i d e a c o m b u s t i b l e g a s t h a t c a n b e b u r n e d ~ n e : ci st i ng f a c i l i t i e s d e s i g n e d f O r
e l l o r g a s w i t h r e l a t i v e l y m i n o r m o d i f i c a t l o n s . I n n e w f a c i l i t i e s , s i m p l i c i t y
w o u l d g e n e r a l l y f a v o r d ir e c t c o m b u s t i o n o v e r g a s i fi c a t i o n f o l l o w e d b y c o m b u s t i o n
o f t h e g as . H o w e v e r, s p e c i f i c e o m p a r l s o n s c o u ld f a v o r w o o d g a s i f i c a t i o n e v e n i n
n e w f a c i l i t i e s .
S m a l l w o o d g a s i f i e r s h a v e b e e n w i d e l y u s e d i n t h e p a s t , b u t u t i l i t y a p p l i c a t i o n s
h a v e b e a n m i n i m a l . D e t a i l e d p e r f o r m a n c e i n f o r m a t i o n i s l a r g e l y n o n - e x l s t e n t i n
= h e l i t e r a t u r e . E P R I u n d e r t o o k t h e p r e s e n t s t u dy ~o a t t e m p t t o d o c u m e n t t h e
~ e c h n l c a l p e r f o T m a n e e o f e x i s t i n g a v a i l a b l e w o o d g a s i f i e r s , b e c a u s e o f a p e r c e i v e d
s m a l l b u t g r o w i n g i n t e r e s t i n b i o m a s s g a s i f i c a t i o n b y s o m e U. S . e l e c t T i c u t i l i t y
c o m p a n i e s .
T h e m e t h o d u s e d t o d e t e r m i n e f e a s i b i l i t y o f t h e g a s i f i c a t i o n o p t i o n e n t a i l e d t w o
p r i n c i p a l s t e p s . F i r s t, c r i t e r i a w a r e e s t a b l i s h e d t o d e t e r m i n e i f a g a s i f i e r w e r e
i n c o m m e r c i a l o p e r a t i o n a n d c a p a b l e o f p r o v i d i n ~ e n g i n e e r i n g d a t a o n i t s
p e r f o r m a n c e . B y t h i s a p p r o a c h , o n l y o n e t y p e o f g a s i f i e r w a s i d e n t i f i e d a s b e i n g
s u i t ab l e , f o r e n g l n e e r l n ~ a n a l y s i s , b u t t w o o t h e r B a s l f l e r s j u s t i f i e d
s t a t e - o f - t h e - a r t r e vi ew . S e c o n d , d a t a w e r e a c q u i r e d f r o m t h e i d e n t i fi e d g a s i f l e r
l i c e n s o r a n d a n a l y z e d to d e t e r m i n e t h e r e l i a b i l i t y o f t h e d a t a a n d t h e p e r f o r m a n c e
of the gaslfiar,
S-1
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 9/65
T Y P E S O F G A S Z F I E R$ A N D S E L E C T I O N C R I T E R I A
The princi pal criteria leading to the selection of these gasifier s for analysis
and revi ew were that a unit be Installed in an industrla ~ setting, intend ed for
c o m m e r c i a l u s e , a n d p o t e n t i a l l y a v a i l a b l e f o r f u r t h e r t e s t i n g a n d f o r l l c e n s l n g o f
new units, prefera bly with perfo rmance guarantees. Two years of ezperl enee were
desir ed bu t not found in any ex istin B units.
T h e g a s i f i e r s t u d i e d m o s t e x t e n s i v e l y i n th i s p r o j e c t i s l i c e a s e d b y O m n i f u e l
O a s l f l c a ~ i o n S y s t e m s L i m i t ed o f T or ch , o , O n t ar i o , C a n a d a ( h e r e i n c a l l a d O m n l f u e l ) .
~ o o d - ~ y p a f u e l is i n J e c u e d i n t o a b e d o f i n e r t s a n d f l u i d i z e d b y c o m b u s t i o n a i r
insuffic ient Eor complete combustlon. Comhusni ble gas leaves from the top of the
b e d , a l o n ~ w t k ~ h u r a i n e d a s h. C o m b u s t i b l e c o m p o n e n t s i n t h e g a s i n c l u d e c a r b o n
monoxide, hydrogen, methane, and hydrocarb on gases, but va~y litt le condensable
t a r a n d o il . T h e 0 m n lf u e l g e s i f l e r a t t h e L e v e s q u e P l y w o o d C o m p a n y p l a n t i n
Hearst, 0n~arlo, r ated at 80 mil lio n Btu/hr input, wa s chosen for data analysis In
this r e p o r t .
The s econd type of gasifier is the fixe d-bed updraft gasifier. Such a g a s i f i e r
opera~e s in countercu rrent flow; woo d is fed at the top and air through a grate at
t h e b o t u o m . A s h is r e m o v e d f r o m t h e b o t t o m ~ n d f u e l g a s f r o m t h e t o p. B e c a u s e
the gas is cooled by the enterlag wood, the gas contains nars and oils in addition
t o t h e c o m p o n e n t s f o u n d i n g a s f r o ~ f l u i d i z e d b e d g a si f le r s. T h e f i l e d - b e d
gasif ler is not suitable £or sander dust, the type of wood waste used I n the
0malf uel gaslfler test. The most c ommercia lly advanced fix~d-hed t~pe of 8aslfiez
i n N o r t h A m e r i c a a p p e a r s t o b e o n e l i c e n s e d b y A p p l i e d E n g i n e e r i n g C o m p a n y o f
0rangebur gp South Carolina, One unit is installed at the Nort hwest Regional
Hospit al in Rome, Georgla$ b ut it is not instrument ed to provide engineer ing data,
A m o r e a d v a n c e d u n i t w i t h i n s t r u m e n t a t i o n i s b e i n g i n s t a l l e ~ a n d t e s t e d b y F l o r i d a
Power Corpora tion at the Suwannee Power Station; this unit wil l be a prim e
c a n d i d a t e i f s t u d i e s s u c h a s t h l s o n e a r e u n d e r t a k e n i n t he f u t u r e . L a r g e
f i x e d - b e d g a s l f l e r s h a v e a l s o b e e n i n s ~ a l l e d b y W e s t w o o d P o l y g a s L t d. o f
Vancouve r, British Columbia. These are develop mental unlts not fully commercial
n o r i n s t r u m e n t e d f o r d a t a c o l l e c t i o n .
The th ird type of gaaifier is the travelllng-sra te 8asi~ier, offe red by Forest
Fuels, Inc. of ~tsrlborough, New Hampshire. Wood is carried by a tra velling grate
and is gasifi ed by a cross flow of air. These gaslflers are close- couple d to
p a c k a s e b o i l e r s . T h e y a r e n o t i n s t r u m e n t e d f o r d a t a c o ll e ct i on . A l t h o u g h s e v er a l
have been installed, Insuf£1clent informati on was available to warra nt inclusion
i n t h i s r e p o r t .
S 2
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 10/65
F I N D T N G S
T h e O m n i f u e l g a s i f i c a t i o n s y s t e m a t H e a r s t g a s i f i e s p l a n t w a s t e s t o s u p pl y f u e l
g a s t o h e a t a h o t o l l s y s t e m u s e d f o r p l a n t he a t r e q ui r e m e n t s . T h e s y s t e m
includes pneumatic wood collectors, storage silos, 8aslfi er and auxiliaries, an
800 ft pipeline distri butio n system, burners, and a flare stack. The gasifier is
approximat ely 12 ft 0D by 40 ft high. Air is ~ompressed, he ated by exchange, and
injected into the gasifie r below a grld that supports the fluidized bed of sand.
Feed is injected into, the bed, whic h operates at about 1400 F. Fuel gas leaves
from the top and is cooled by exchan ge but is kept abov e about 800 F to preve nt
condensat ion of any tars and oils that it may contain. Design cundltlo ns are for
13,000 ib~h feed of 27Z mois ture (wet basis) varyin g in ~article size from 2 in
chips to sander dust.
Omnlfu el provided test data that included fuel and ash rates and compositions, dry
fuel gas composition, and an estimate of water vapor co ntent of the fuel gas . The
a i r r a t e a n d c o m p o s i t i o n a n d g a s r a t e w e r e n o t r ep o r t e d . T h e r e p o r t e d d r y f u e l
gas percenta ges did not add up to i00~. To define the performance of the
g a s l f ie r , i t w a s t h e r e f o r e n e c e s s a r y t o m a k e a s s u m p t i o n s a n d c h e c k t h e i r
p l a u s i b i l i t y b y t r i a l - a n d - e r r o r c a l cu l a t i o ns . T h e s e c a l c u l a t i o n s a r e f u l l y
documented in the report; only the most plausible ~esu lts and conclusions are
summarized here.
T h e t r i a l c a l cu l a t i o n s e v e n t u a l l y g a v e a m a t e r i a l b a l a n c e a t a 5 s h o r t t u n p e r
h o u r f e ed r a t e w h i c h w a s d e e m e d m o s t p l a u s i b l e b e o a u s e o f c l o s u r e u f e l e m e n t a l
balanc es with in about 5 for important elements. Unfortun ately, the results
c a n n o t b e c o n f i r m e d b e c a u s e O m n i f u e l d i d n o t r e p o r t a i r o r f ue l g a s r at e s. T h e
f o l l o w i n g t a b l e s u m m a r i z e s p e r f o r m a n c e b a s e d o n t h i s m a t e r i a l b a l a n c e a n d b e a t
balances,
S 3
: : . .
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 11/65
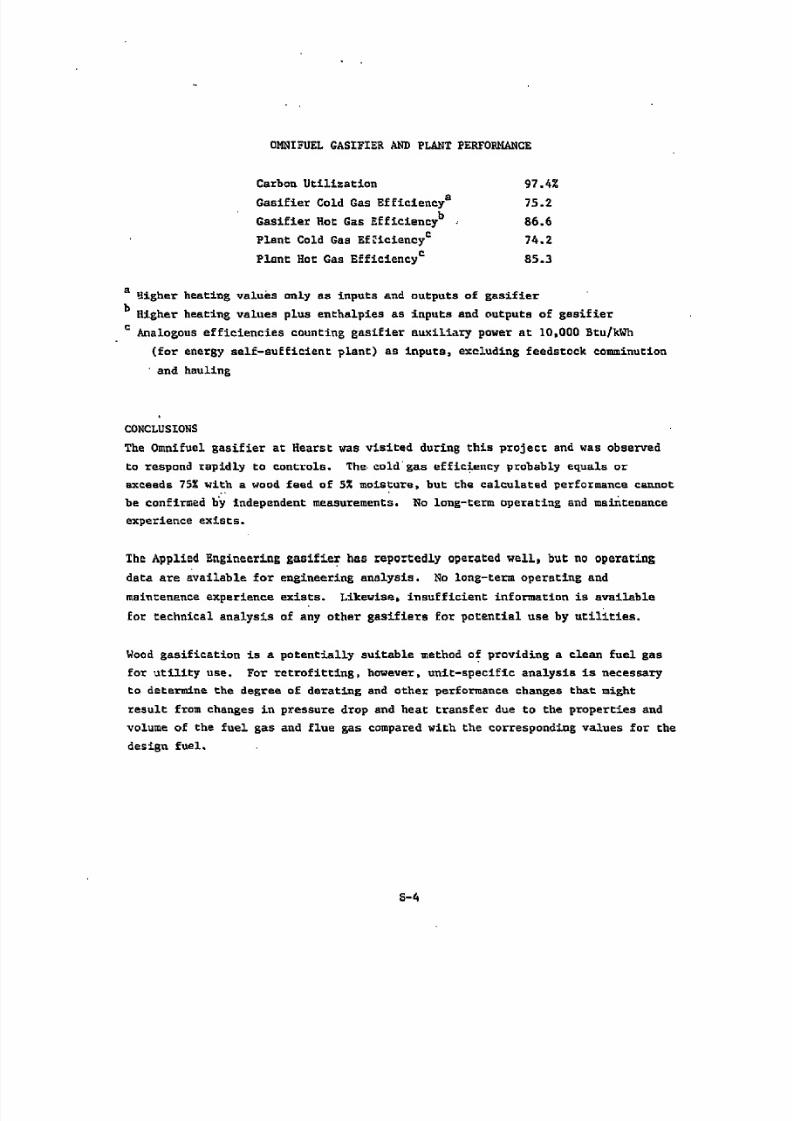
OMNIFUEL GASI¥IER AND PLANT PERFORMANCE
Carbon Utilization 97.4Z
GaaiEier Cold Gas Efflcieney 75.2
Gasifier ot Gas E~ficlsncy 86.6
Plant Cold Gas Ef~Iolaney 74.2
Plant Hot Gas Efficlency e 85.3
a 81gher heating values only as inputs and o utputs of gaslfier
bHigher heatln values plus enthalpies as inputs and outputs of gasifler
c Analogous effl cien cies counting gasifler auxiliary power at I0,000 Btu/ kWh
for energy self-suE~iciant plant) as inputs, exeludin feeds tock eomminutlon
and hauling
CONCLUSIONS
The Omni~ucl ga sifier at Hearst was visited during this project and was observed
to respond rapidly to controls. The col dg as efficiency probably equals or
exceeds 75Z wlth a wood feed of 5Z molsture, but the calculated performance cannot
be confirmed b~ independent measurements. No long-term opera ting and maint enanc e
experience exists.
The Applied Enginee rlng 8aslfier has reportedly operated well, but no op~ratlng
data are available for engineering analysis. No long-term opere tinE end
maint enanc e expe rien ce exists. Likewise, insufficient infor matio n is available
fo~ technlcal analysls of any oth er gaslflers Eor potential use b y utillties.
Wood gasification is a potentially suitable meth od of providing a clean fuel gas
for utility use. For rQtroflttlng, however, unlt- speclflc analysis is necessary
to determine the degr ee of derat ing and other performance changes that might
result fr om changes in pressure dr op and heat transfer due to the prope rties and
volume of the fuel gas and flue gas compared with the corresponding values for the
design fuel.
S-4
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 12/65
Section 1
INTRODUCTION
Price incr eases in conve ntion al fossil fuels such as coal, oil, and natural gas have
rekindle d interest in renew able energy sources. ~ood is a renewable resource, and a
p o s s i b l e s o u r c e o f c l e a n f u e l g a s. A l t h o u g h s m a l l w o o d g a s i f i e r s h a v e b e e n w i d e l y
u s e d i n t h e p a s t , u t i l i t y a p p l i c a t i o n s h a v e b e e n m i n i m al . A p r i u e i p a l o b j e c t i v e o E
t h i s pr o ~ e c t i s t o p r o v i d e t h e u t i l i t y i n d u s t r y w i t h d o c u m e n t e d t e c h n i c a l
p e r f o r m a n c e i n f o r m a t i o n f o r e o ~ e r e l a l - s c a l e b l o m a s s g a s i f i e r s i n c l u d i n g a n
i n d i c a t i o n o f t h e a d e q ua c y a n d r e l i a b i l i t y o f t h e f l e l d d a t a u s e d i n t h e a n al y s i s .
T h e a p p r o a c h t o d e t e r m l n i u g t h e c o m m e r c i a l a v a i l a b i l i t y o f a p a r t i c u l a r w o o d
gaslfie r was to investig ate installed gasifiers opera ting in commercial settings, as
opposed tO development proj ect s and to eva luat e the l r tec hni cal per formance. The
t e c h n i c a l e v a l u a c l ou s i n c l u d e h e a t a n d m a t e r i a l b a l a n c e s , d e t e r m l n a t l o , o f
gasiflc atlon efficiaucies, and discussions of the apparent techni cal state of
d e v e l o p m e n t o f t h e g a s i f i er . H o w e v e r , w o o d 8 a s i f l c a t i o n e c o n g m i c s i s o u t s i d e t h e
scope of the project.
A rev ie~ o f h i s to r i ca l deve lopment s i s n ecessa ry to under s t and the cu r r en t s t a tus
aud potential of wood gaslfie rs in the energy picture, About a century ago. woo d
was the most ex tensively used fuel in the U.S. befo re alter native fossil fuels
coal. oil~ gas) became readil y available. Early in this century, the discovery,
development, and distribution of large reserves of ell and gas generally made other
f u e l s u n c o m p e t i ti v e . C o n v e n i e n c e a n d c os t s b o t h f a v o r e d o i l a nd ga s . I n r e c e n t
yearsD large increases in ell and 8as prices have made wood c ompetitive again in
s o m e c a se s } e s p e c l a l l y w h e r e w o o d w a s t e s o r n o n c o m m e r c i a l t i m b e r a r e a va i la b le .
H o w e v e r , e x l s t l n g e q u i p m e n t d e s i g n e d t o b u r n o i l o r g a s i s n o t g e n e r a l ly c a p a b l e o f
directly burn ing wood, Thereforem s ystems capable of converting wood to a
c o m b u s t l b l e g a s c o m p a t l b l e w i t h o i l / g a s - d e s i g n e d eq u i p m e n t s u c h a s m a y b e o w n e d b y
a small utility) are of interest. These systems are the subject of this report.
~, 1-i
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 13/65
For new installations wood can be used as the euergy source for either gasification
followed by comb ustion of the 8as or by direct combusti on of wood in a boiler or
furnace. Thus another option can be considered for new units.
Wood can also he 8asified with oxygen and steam to make a sy nthesis gas for the
production of liquid fuels. The requi rements for synthesis gas diff er from those
for fuel gas and the choice of gasifle r may differ. No co me rcl al -s ca le
oxyeen-blown wood gaslflezs are believ ed to exist at present althou gh
demonstration units have been proposed.
Section 2 of this report discusses dlffereut ~ypss of gaslfl ers and the rationale
~or the choice of the Omnlfuel gaslfler for data analysls. Sectio n 3 presents the
data analysis. Section 4 brief ly discusses the state of the art of other gaslflers.
Se~tlon 5 lists references.
I-2
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 14/65
Section 2
TYPES OF GASI IERS AND CHOICE F0 H DATA ANALYSIS
Wood gasifiers require a reaction chamber for the partial oxidation of wood with
air or oxyge n and perha ps steam. As opposed to direct combustion, the gaseous
products are poisonou s ~Id flammable~ and leakage must be prevented. To meet
these basic requirements, ~ n y eonfIguratlone have been proposed.
Most gasifiers contact air with what is usually called a fixed b e d of wood,
althou gh the wood slow ly descends as it is consumed. The air may flow up
(couatec-current) or down (cocurrent). The differe nces in operation are
fundamental, lu upflow, the fuel gas is cooled by the incoml n feed befo re it
leaves the gasifler. The materL als of constr uctlou in the outlet p i p i n g therefore
face a mode rate environment. The heat transferred to the woo d and heat recov ery
from the ash improve the thermal efficiency of the gasification. However ,
condens able pyroly sis products are carried out with the gas. Unless removed b y
scrubbing or other means, these tars and oils may foul or corrode downs trea m
piping and equipment and create a pollution control problem. The Westwood Polygas
and Applie d Englne erln gaslfiers are of the upfl ow type.
Xn downflow Easlflera, the hot gas loaves from the same region as the hot ash. An
advanta ge of the system, whi ch is most impo rtant in the production of synthesis
8as, is the near elimlns tiou of eord ensabl e liquids by reactions in the bed of hot
char and ash. Less development effort has been applie d to downflow gssifiers than
to upfl ow 8aslfiers.
~ n f l u i d £ z e d b e d 8 a s i f i a r s w oo d i s f e d t o a f l u i d i z e d b e d o f i n e r t s o l i d s
s u p p o r t e d b y a n u p £ 1 ow i u g s t r e a m o f a i r o r o x y g e n a n d p e r h a p s s t e a m . A f l u i d i x e d
b e d i s v i o l e n t l y m i x e d a n d n e a r l y u n i f o r m i n t e m p e r a t u r e . B e c a u se t h e f l u i d b e d
c a n o p e r a t e a t e l e v a t e d t e m p e r a t u r e s c o n d e n s a b l e l i q u X d s o f t h e k i n d f o rm e d b y
f i x e d - b e d g a s i f i e r s a r e c r a c k e d a n d n e a r l y e l S m £ u a t e d £r om t h e p r o d u c t g a s . A t
l e a s t o n e f l ~ i d i z e d b e d g a s i f i e r h a s b e e n i n s t a l l e d f o r c o n u u e r c i a l u s e - t h e
O m u i f u e l g a s i f i e r i n H e a r s t O n t a r i o .
2-I
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 15/65
A f o u r t h t y p e o f g a s l f l e r u s e s a t r a v e l li n g g r a t e t o c a r r y w o o d a c r o s s a n
u p f l o w l n s ~ r e a m o f a i r. F o r e s t F u e l s g a s l f t e r s a r e o f u h i s t~ /p e, a n d s e v e r a l
have been sold.
O t h e r g a s i f l e r s us e h o r i z o n t a l o r i n c l i n e d f l o w , o f t e n a s s is t e d b y a n a u g e r o r
tumbling action, 8ometi mes gasific ation is combine d with pyrolysis. Thes e
g a s l f i e r s p os e p e n t e n t i a l l y s e r i o u s m e c h a n i c a l p r o b l e m s s u c h a s ab r as l on ; n o
information is avail able te indicate that such proble ms have bee n sol,Jed to permi ~
r o u t i n e c o m m e r c ia l u s e . S o m e g a s l f i e r s u s e a s ~ a g e d c o m b i n a t l o n o f g a s l f l c a t i o n
methods.
Z c w a s a g r e e d a t t h e o n s e t 0£ this study that represe ntati ve data for E?K l
p u r p o s e s w ou l d b e r ~ q u e s = e d f r o m p l a n t s w i t h t h e f o l l o w i n g d e s l r a h l e f e a t u r e s :
• r e c e n t s u s t a i n e d g a s l f i e r o p e r a t i o n f o r a t l e a s t t w o y e a r s ~ n a
coemercial setting, a n d prospects for the continuing use of th g a s i f l e r
i n t h i s s e t t l n g
J the general absence o f p o t e nt i a l l y h i g h - m a i n t e n a n c e i t e m s
u s e o f a w o o d - t y p e f e e d s t o c k ( m u n i c i p a l s o l i d w a s t e i s n o t c o n s i d e r e d )
• gasifiers of this type offered for sale, prefera bly with perfo rmanc e
guarantees.
~n ~his context, connnerelal operat ion means ope rati on in an industria l sett ing not
p r i m a r i l y f o r d e v e l o p me n t . T h e p e r i o d o f t w o y e a r s w a s c h o s e n t o s h o w a n a p p a r e n t
c o m m l c m e u t b y t h e o w n e r t o u s e t h e E a a i ~ i e r i n t h e c o n d u c t ~ f h i s n o r m a l b u s i n e s s .
Althou gh large scale is desirable, no min imum size was set, Additiona lly, a ny
practica l gaslfier t ype was to be included.
A s u d s y i n th i s p r o j e c t a n d m e r e e ~ t e u s i ~ e i n v e s t i g a t i o n b y F r e d C. ~ a r t
Associ ates under a compan ion EPRI contract (RP 986-9) indic ated that no gasifier
extant completely satisfied all these c=ite=ia. The Omnifuel gasifler at the
Levesqu e Plywood plant in Hearst, Ontario came the closest, having been operated
commercially only a few months instead of two y~ars. t w a s r e p o r t e d l y t h e o n l y
p l a n t w i t h a n i n s t a l l e d d a t a l o g g i n g s y s t e m c a p a b l e o f p r o v i d i n g h e a t a n d m a t e r i a l
b a l a n c e d a ta . T h e f u e l g a s i s u s e d i n th e p r o d u c t l o n o f p l y w o o d a n d p a r t i c l e
b o a r d .
One commercia l- sca le Applied Engineer ing f ixed- bed gas if i er Is . in s ta l l ed and
anot her is under consc rucci on. The one in st al le d in Rome Georgia is a 25
m i l l i o n B t u / h ( o ut p ut ) d e m o n s t r a t io n u n i t p r o v i d i n g f u e l g a s f o r r a i s i n g s t e a m f o r
2-2
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 16/65
the Northwest Caorgla Regional Hospital. Mechanical problems were solved an this
unit. It is understood that only fuel input and steam output are measured to
characterize performance, and operating heat and material balance iDformatlon is
unavailable. A second generation Applied Engineering gasifier is nearing
start-up at the Florida Power Corporati on Suwannee generating station near Lake
City, Florida; it will provide a por tion of the fuel for a natural-gas-fired
boiler. The Lake City gasifier will have.a measuring and metering system designed
to interface with =he rest of the plant and will 5e a prime eandldate for data
analys is if a future project of thi s type is undertaken.
Forest Fuels, Inc. has supplied several small gasifiers that use predrled wood
chips or wast es as feedstocks. Thes e units r e installed principally in the
Northeast. Six sizes with ratings from 1.6 to 17.5 million Btu/h o u t p u t are
offered. The fu el is supported on a travell ing grate through whic h air rises.
The units are close-coupled to package boilers. Boiler pressure controls $rata
speed, an d the temperature at the gasifi ar outlet controls ~ha fan. These units
are not instrumented to provide oper ational hear and material balance data.
Westwood Polygas Ltd. has a I0 ft diameter demonstration gasifier at Chasm,
British Columbia at the Ainsworth Lumber Company sawmill. It has operated
sporadically, supplying gas to a kiln and in one period operating continuously for
two weeks. Busine ss conditions have limited its use, and it is not instrumented
t gather heat an d materlal balance data.
From these considerations, the Omnl fuel 8as lfier was chosen for detail ed analysis
and the Applled Engineering and West~ood Polygas gaslfiers o r state-of-the-art
review. Litt le informatio n was avail able about the Forest Fuels gasifier;
however, it is reviewed in the compani on report by Fred C. Har t Associates.
2-3
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 17/65
S e e u l o n 3
A N A L Y S I S O F 0 M N I F U E L G A S I F I E R
O F ~ I P U E L S Y S T E M S
O m n i f u e l o f f e r s c o m p l e t e s y s t e m d e s i g n s i n f o u r g e n e r a l a r e a s I ):
e F u e l d r y i n g , s t o r ag e j a n d d e l i v e r y to t h e 8 a s i f i e r
• T h e p r o p r i e t a r y O m n i f u e l g a s i f i c a t i o n s y s t e m
• P i p e l i n e d i s t r i b u t i o n s y s t e m
• G a s u t i l i z a t i o n
F u e l d r y i n g ~ s n o t n e e d e d i n m o s t e a s e s . S t o r a g e a n d d e l i v e r y d e p e n d o n t he
s u p p l y o f f u e l a n d t h e d em a n d f o r g a s f r o m t h e g a s i fl e r . T h e O m n i f u e l
g a s i f i c a t i o n s y s t e m c o n s i s t s o f s e v e r a l c o m p o n e n ts :
• o od f e e d e r s y s t e m
s F l u i d i z i n g a i r o r o x y g e n b l o w e r t h e H e a r s t s y s t e m u s e s a ~x ; u s e o f
o x y g e n m a y n e c e s s i t a t e s t e a m i n j e c t i o n )
• S t a r t - u p b u r n e r
• A s h h a n d l i n a n d e m i s s i o n c o n t r o l
• A i r p r e h e a t e r
• X n s ~ r u m e n t a t l o n
h e w oo d f e e d e r s y s t e m i n c l u d e s a p a t e n t e d s e a l i n g d e v i c e t o p r e v e n t t h e e s c a p e o f
8 a s a n d p e r m i t o p e r a t i o n u n d e r p r e s s u r e . T h u s o n l y a f o r c e d - d r a f t s i r b l o w e r i s
r e q u i r e d f o r e l f - b l o w n g a s i f i c a t i o n . I f t h e f e e d e r s y s t e m w e r e n o t s e a l e d , a n
i n d u c e d - d r a f t f a n w o u l d b e r e q u i r e d t o o p e r a t e o n a h o t d u s t y g a s o f g r e a t e r
v o l u m e t h a n t h e v o l u m e o f a i r t o a f o r c e d - d r a f t f an . S i m p l i c i t y a n d l o w p ~ w e r
r e q u i r e m e n t s r e s u l t f r o m t he u s e o f t h e f e e d s e a l.
F o r c o l d s t a r t u p , a s t a r t up b u r n e r i s p r o v i d e d t o h ea t t h e g a s i f i e r a n d t h e
c o n t a i n e d b e d o f i n er t s a nd b e f o r e w o o d c a n b e g a s i f i e d p a r t i a l l y b u r n e d ) i n t h e
b e d . O i l o r n a u u r a l 8 a s m a y b e b u r n e d f o r t h i s p u r p os e . T h e b a d l o s e s h e a t
s l o w l y w h e n s h u t d o w n h e c a u s e o f i n s l o w t h e r m a l c o n d u c t i v i t y a n d b e c a u s e t h e
g a s l f l e r i s i n s u l a t e d . G a s i f i c a t i o n c a n b e r e s t a r t e d r a p i d l y i n a h o t b e d w l t h o u t
use of aunciliary fuel.
3-I
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 18/65
Cyoloue separauors have bee n used to remove part icula tes from the gas. Thes e have
been adequate to meet em issio n regulations at Hearst. Cuber applications may
require more complete removal. Current plans call for cls anl nEt he gas in a wet
scrubber for te sting in a diesel engine.
If desirable, a n air prehe ater can be instal led to heat the ~luidizin~ air by
exchanging heat with the hot 8as f~om the gasifier. Air preheating has sev eral
advantages: it impr oves the thermal efficiency by re coverln heat that may
otherwise be wasted, it cools the product gas so that materials of cons truct ion
are subjected to less se vere conditions, an d it imp rov es the quality of the
product ga s. This qua lity improvement results fro m a reduction in the heat
release necessary to maint ain heat balance at the bed temperature uhat is requ ired
to achieve a desired d egre e of carbon converslon. Tha t is, preheating the air
reduces the amount of heat required to raise the temperat ure of the reactants t o
the bed temperature. If the Incomlag alz is cold, a portion of ~he nec ess ary heat
may be supplied by burning carbon monoxide to carbon dioxide and hydrogen to
waterj ~hleh reduces uhe heatlng value of the prod uc~ gas. These advantages, of
course, result in increas ed capital and maintena nce costs attributable to the
preheat~r that would be the subject of tradeoff studies for specific projects.
The typical Omnifuel sy stem is instrumented to permit automatic operatio n wit hout
continuous supervision. A control panel displays major operating paramete rs and
facllitatee start up and shutdown. Acco~dlng to Omn ifue l literature, if a
hazardous condition arises when the gaslfler is unattended, the system will shut
down the gasifier and switch from wood to auxiliar y fuel automatically to mai nta in
production.
h e p i p e l i n e d i s t r i b u t i o n s y s te m i s kept a s s h o r t a s p o s s i b l e t o c o n s e rv e s e n s i b l e
heat of the gas. The g as is kept hot also to prev ent condensation of liquid
by-products. Dual -~ue l burne rs are used. Wet woo d produces a low-Btu gas that
may require an auxiliary fuel pilot flame to mai nta in combustion when such gas is
burned
Omnifuel systems usa feed of lees than 2 in size wi th no minimum size. Accor ding
to Omnlfuel literat ure ~ , turndown is typically 2~I, but proprietary design
modifications can increase iE to 5:1. Feeds of up to 50X water can be processed,
but increased water content decreases the heat ing val ue of the wet gas.
3-2
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 19/65
O M N I F D E L S Y S TE M A D V A N T A G E S
C o n v e r s i o n e f f i c i e nc y s a i d t o e x c e e d 9 8 % c a r b o n u t i l i z a t i o n i s s o m e t e st s i s
e l a i m e d ( 97 .f i% w a s c a l c u l a t e d f o r u h e t es t a n a l y z e d h e r e i n ) . S i n c e t he a s h a n d
u n b u r n e d c a r b o n l e a v e t h e b e d b y e n = r a i n m e nR , c o a r s e p a r t i c l e s s t a y i n th e b e d
u n t i l n e a r l y c on s u m ed . C o n c e p t u a l l y , t he s m a l l p a r t i c l e s i z e o f t h e f e e d m a k e s
p o s s i b l e h i g h e r s p e c i f i c c a p a c i t y ( ma s s o f f e e d t o g a s l f i e r p e r h o u r p e r u n i t
c r o s s ~ e c ti on ) t h a n f i x e d b a d g a s i f l e r s , a l t h o u g h n o c o m p a r a t i v e d a t a s an b e
cited.
T h e h e a t c ap ac it y o ~ t h e b e d m a t e r l a l ( p r i m a ri l y sa n d ) p r o v i d e s a " t h e r m a l
f l y w h e e l " t h at h e l p s t h e g a s i f i c a t i o n p r o c ee d s m o o t h l y w i t h o u t t e m p e r at u r e
e x c u r s i o n s . K s p r e v i o u s l y d i s c u s s e d , it a l s o f a c i l i t a t e s h o t st ar tu p . T h e h i g h
d e g r e e o f m i x i n g i n a d e n s e - p h a s e f l u i d l ze d b e d p r o m o t e s u n i f o r m i t y o f t e m p e r a t u r e
and composition.
O m n i f u e l c l a im s l o w m a i n t e n a n c e f o r i t s s ys te m , b u t n o l o n g - t e r m e x p e ri e n c e i s
a v a i l a b l e . B e s i de s p r o v i d i n g f u e l g a s, t h e O m n l f u e l s y s t e m c a n b e u s e d t o
d i s p o s e o f w a s t e s t h a t a r e s u i t a b l e f o r f e e d s t o c k w h i l e s i m u l t a n e o u s l y r e d u c i n g
the amount of oil or gas necessary to supply plant heat requirements.
T h e g a s p r o d u c e d c a n b e b u r n e d w i t h l e s s e x c e s s a i r t h a n i s n o r m a l l y u s e d i n
b u r n i n g w o o d . A c c o r d i n g t o O m n l f u e l l i t e r a t u re , a d i a b a t i c f l a m e t e m p e r a t u r e s o f
a b o u t 3 0 0 0 F c an b e a t t a i n e d w l n h h o t f u e l g a s . T h i s i s i m p o r t a n t i n s o m e
applle atlons such as for llme k ilns and radlanu boi ler s (I__).
A s w i t h a n y l o w - B t u g a s , t h e r e q u i r e m e nt s o f s p e c i f i c a p p i c a t i o n s m u s t b e
c o n s i d e r e d. S om e a p p l i c a t i o n s m a y r e q u i r e m o r e c o m p l e t e p a r t l c u l a t e r e m o v a l ,
r e m o v a l o f s ul fu r c o m p o u n d s ( ~2 S , C OS ) , o r d e r a t i n o f e x i s t i n g e q u i p m e n t d e s i g n e d
f o r f i r i n g o i l o r g a s b e c a u s e o f t h e i n cr e a s e d f l u e g a s v o l u m e f r o m t h e d i l u e n t s
in the Omnifuel gas.
D E S C R I P T I O N O F H E A R ST G A S I ? I C A T I O N P L A N T
T h e H e a r s t G a s i f i c a t i o n P l a n t w a s i n s t a ll e d i n 1 9 8 1 a t t h e L e v e s q u e P l y w o o d
C o m p a n y v e n e e r a n d p a r t i c l e b o a r d p l a n t in H e a r s t , O n t a r i o . I ~ w a s i n s t a l l e d f o r
t h e t w i n p u r p o se s o f d i s p o s l n E o f p l a n t w a s t e s a n d r e d u c i n g t h e e x pe n s e o f b u r n i n g
n a t u r a l g a s u s e d t o h e a t a h o u o l l s y s t e m u s e d f o r p l a n t h e a t r e q u l r em e n ~ s .
3-3
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 20/65
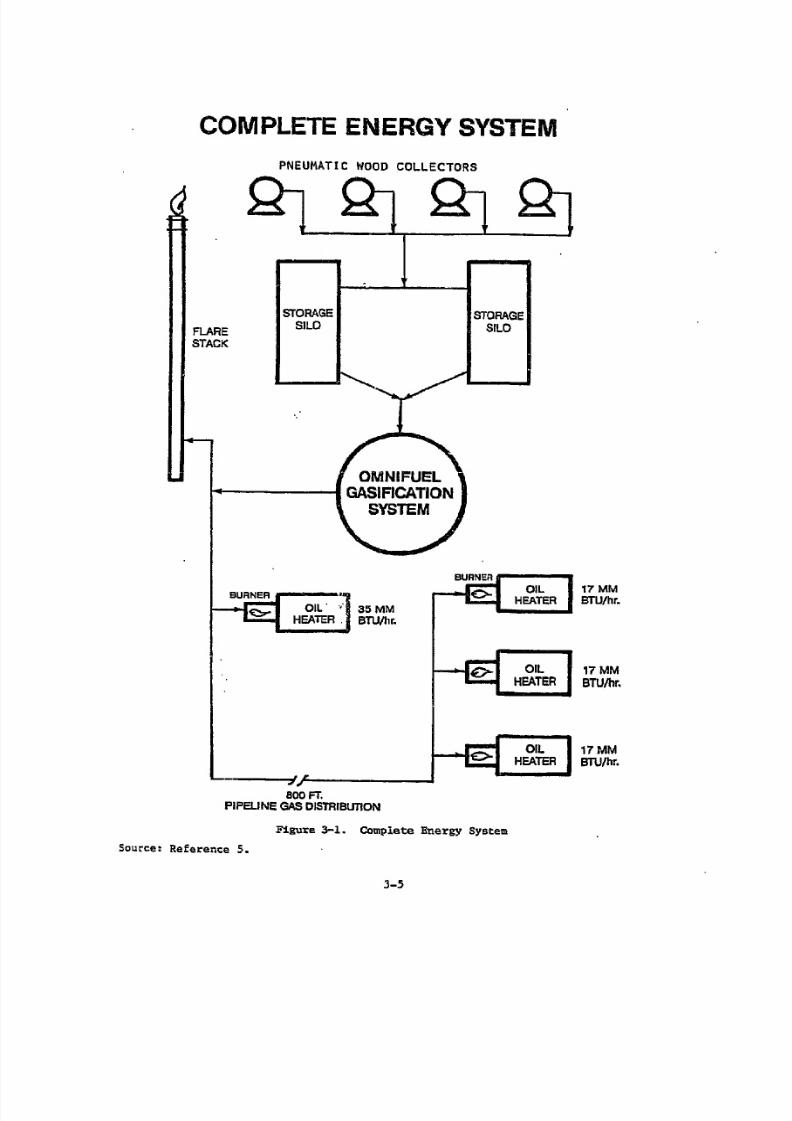
T h e e q u i p m e n t r e q u i r e d f o r w o o d c o l l e c t i o n , g a s i f ic a t i o n, a n d H a s u s e i n c l u d e t h e
f o l l o w i n g , a s s h o w n i n F i g u r e 3 -I :
• P n e u m a t l c woo c o l l e c t o r s
• S t o r a g e s i l o s
G a s i f i c a t i o n s y s t e m
• P i p e l i n e d i s t r i b u ti o n s y s t e m ( 8 0 0 f e e t)
e B u r n e r s
• F l a r e s t a c k
W o o d w a s t e i s c o l l e c t e d f r o m s e v e r a l o p e r a t i o n s a n d is p n e u m a t i c a l l y c o n v e y e d t o
t w o s t o r a s e s i l o s a b o u t 2 6 f t O D x 6 0 f t h i g h . T h e w o o d w a s t e i s w i t h d r a w n f r o m
t h e s i l o s a n d f e d i n t o t h e f e e d i n j e c t o r , w h i c h f o r c e s th e f e e d i n t o t h e f l u l d i z e d
b s d i n t h e g a s l f i e r . T h e f l u ld i z e d b e d c o n t a i n s i n e r t s a n d, as h , a n d u n c o n v e r t e d
w o o d w a s t e . T h e s a n d i m p r ov e s t h e t h e r m a l e n d d y n a m i c s t a b i l l t y o f t h e b e d . T h e
b a d i s m a i n t a i n e d i n t h e f lu l d i z e d s t a t e b y a i r e n t e r in g t h r o u g h a p r o p r i e t a r yd i s t r i b u t o r n e a r t h e b o t t o m o f t h e g a s i f i e r v e s se l . T h e a ir i s c o m p r e s s e d b y a
b l o w e r a n d p r e h e a t e d t o 7 00 - 8 00 F b y e x c h a n g e w i t h p r o d uc t ga s b e f o r e e n t e r i n g
t h e v e s s e l b e l o w t h e d i s t r i b u t or . A c h a r a c t e r i s t l c o f f l u l d I z e d b e d s i s t h a t t h e
b e d i s w e l l m i x e d a n d o f r el a t i v el y u n i f o r m t e m p er a t u r e, i n t h i s c a s e i n t h e
~ e I E h b o r h o o d o f 1 4 00 F . A i r r e a c ts w i t h t h e w o o d w a s t e , f o r m i n g a c o m b u s t l b l e
g a s, w h i c h e n t r a i n s t h e as h a n d a s m a l l a m o u n t o f d e g r a d e d s a n d, a n d l e a v e s t h e
t o p o f t h e v e s s e l u n d e r a s m a ll p o s i t i v e p r e s s u r e .
T h e u s e o f a d e n s e i n e r t b e d m a t e r i a l s u c h a m s a n d c r e a t e s a b e d t h a c p r o v i d e s ' : ~
b u o y a n c y f o r w o o d p a r t i c l e s s o t h a t f l u l d l z a t l o n i s l e s s s e n s i t i v e t o v a r i a t i o n s -~. '
i n s i z e a n d d e n s i t y of woo p a r t l e l e s i n t h e f e e ds t o ck . F u r t h e r m o r e , t h e
t u r b u l e n c e o f t h e s a n d be d p r o m o te s h e a t a n d m a s s t r a n s f e r a n d a b r a d e s t h e w oo d ,
t h u s i n c r e a s i n g t h e g a s i f i c at i o n r a t e . F i n a l l y , t h e b e a t c a p a c i t y o f t h e s a n d
h e p s m a i n t a i n s t e a d y t e m pe r a t ur e s i n t h e be d . I n e r t m a t e r i a l s a r e u s e d i n o t h e r
r e a c t 0 r s , s u c h a s i n t h e m u l t i - s o l l d f l u i d i z e d b e d c c m b u s t o r ( M S - P B C ) (--2) n d t he
s o l i d s c i r c u l a t l e u b o i l e r (3 ) u s e d t o b u r n c o a l.
T h e h o t g a s p a s s e s t h zo u ~: h t w o c yc l o n e s e p a r a t o r s i n s e r i es . T h e p a r t i c u l a t e s a r e
r e m o v e d f r o m t h e s y s t e m b y a s c r e w c o n v e y o r t o a c o v e r e d b o x . T h e g a s l e a v i n g t h e
s e c o n d c y c l o n e p r e h e a t s t h e i n c om i n g a i r i n t h e a f o r e m e n t i o ne d h e a t e x c h a n g e r a n d
t h e n a u t e r s t h e d i s t r i b u t i o n p i p e l i n e . T h e g a s i s c o o l e d t o 9 0 0 t o I 0 0 0 ° F i n t h e
h e a t e x c h a n g e r a n d i s ke p t a b o v e 8 0 0 ~ i n t h e p i p e l in e t o p r e v e n t c o n d e n s a t i o n .
P a r t o f t h e g a s i s b u r n e d i n a n o i l h e a t e r n e a r b y | t h e h o t e l l i s u s e d b y " th e
p a r t l c l e b o a r d p l a n t . T h e r e s t of t h e g a s i s p i p e d o v e r 80 0 f e e t t o o t h e r e l l
h a a t s r s .
3 - ~
~. .
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 21/65
O M P L E T E E N E R G Y S Y ST EM
kREkCK
PNEUMATIC NOO D COLLECTORS
STORAGESILO
O I L 3 5 M MH E A T E R B T U / h r .
STORAGESILO
j j
8 0 0 F T
PIPELINE GAS DISTRIBUTION
S o u r ce : R e E e r e n ce 5 .
O IL 17 MMH E A T E R B T U / h r .
~-------] O IL | 17 M MBTU/hr.
. __ _ ~ ~ 1 7 M M; BTU/hr.
~ g u r e 3 1. omplete Energy System
3 - 5
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 22/65
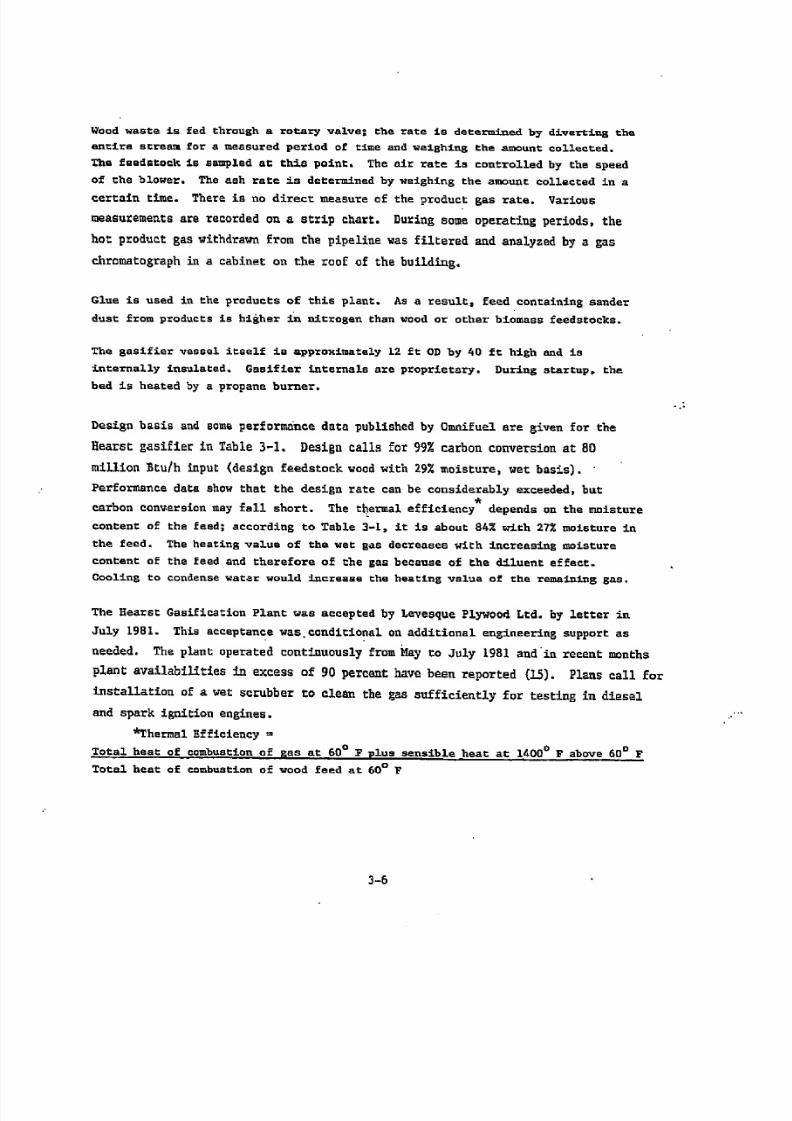
W o o d w a s t e i s f e d t h r o u g h a r o t a r y v a l v e ; t h e r a t e i s d e t e r m i n e d b y d l v e r n i n g t h e
o n = I r e s t r e a m f o r a m e a s u r e d p e r i o d o E ~ I me a n d ~ e l g h l n g t h e a m o u n t c o l l e c t e d .
T h e f e e d s t o c k is s a m p l e d at t h i s p o i n t . T h e a ir r a t e i s c o n t r o l l e d b y t h e s p e e d
o f ~ h a b l o w e r . T h e as h r a t e i s d e t e r m i n e d b y w e i g h i n g t h e a m o u n t c o l l e c t e d i n ac e r t a i n t im e. T h e r e is n o d i r e c t m e a s u r e o f t h e p r o d u c t g a s r a t a . V a r i o u s
m e a s u r e m e n t s a r e r e c o r d e d o n a s t r i p c h ar t. D u r i n g s o m e o p e r a t i n g p er i o d s , t h e
h o t p r o d u c t E a s w i t h d r a w n f r o m t h e p i p e l i n e w a s f i l t e r e d a n d a n a l y z e d b y a g a s
c h r o m a t o g r a p h i n a c a b i n e t o n t h e r o o f o f ~ h e b u i l d i n g ,
G l u e i s u s e d i n t h e p r o d u c t s o f t h i s p l a n t. A s a r e s u l t , f e e d c o n t a i n i n g s a n d e r
d u s t f r o m p r o d u c t s i s h i ~ h e r i n n i t r o g e n t h a n w o o d o r o t h e r b l o m a s s f e e d s t o ck s .
T h e g a s l f i e r v e s s e l i t s e l f l e a p p r o x i m a t e l y L 2 f t O D b y 4 0 f t h i g h a n d i s
i n t e r n a l l y in s u l at e d . G a s i f l e r I n t e r n a l s a r e p r o p r l a t a r y . D u r i n g e t a r tu p , t h e
b e d i s h e a t e d b y a p r o p a n e b u r n e r .
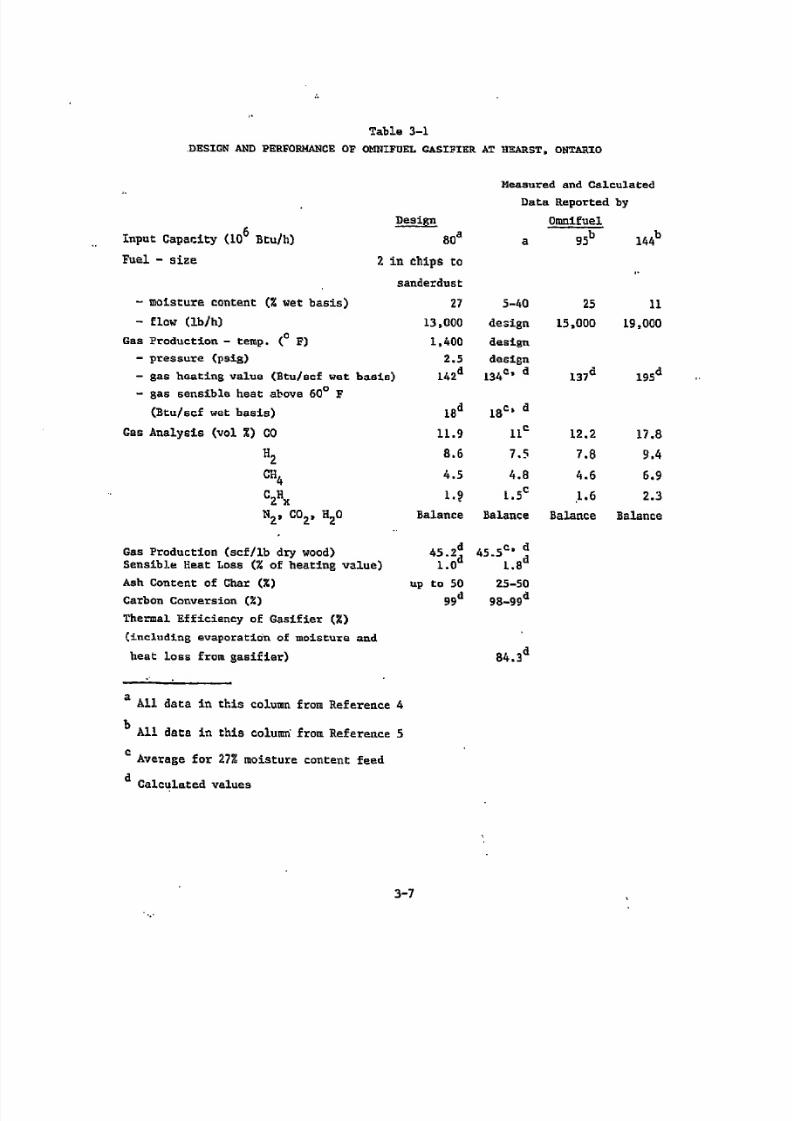
D e s i g n b a s i s a n d so m e p e r f o r n m n c e d a t a p u b l i s h e d b y O m n i f u e l a r e g i v e n f o r t h e
H e a r s t g a s i f i e r i n T a b l e 3 - I , e s i g n c a l l s f o r 9 9 c a r b o n c o n v e r s i o n at 8 0
m i l l i o n B ~ u / h i np ut ( d e s i g n f e e d s t o c k w o o d w i t h 2 9 m o i s t u r e , w e t b a s i s ) .
P e r f o r m a n c e d a t a s h o w t h a t t h e d e s i g n r a t e c a n b e c o n s i d e r a b l y e x c e e d e d, b u t
c a r b o n c o n v e r s i o n m a y f a l l s h o r t . T h e t h e rm a l e f f i c i e n c y d e p e n d s o n t h e m o i s t u r e
c o n t e n t o f t h e f e ed ; a c c o r d i n g t o T a b l e 3- [, i t i s a b o u t 8 4 w i t h 2 7 m o i s t u r e i n
t h e f ee d . T h e h e a t i n v a l u e o f t h e w e t g a s d e c r e a s e s w i t h i n c r e a s i n g m o i s t u r ec o n t e n t o f t h e f e ed a n d t h e r e f o r e o f t h e g a s b e c a u s e o f t h e d i l u e n t e f f e c t.
C o o l i n g t o c o n d e n se w a t e r w o u l d i n c r e a s e t h e h e a t i n g v a l u e o f t h e r e m a i n i n g g as .
The Hearst Gas ifi cat ion Pl ant was accepted by Levesque Plywood Ltd by le tt er in
J u l y 1 9 8 1 . T h is a c c e p ta n c e w a s c o n d i t l o n a l o n a d d i t i o n a l e n g i n ee r i n g s up p or t a s
n e e d e d . T h e p l an t o p e r a t e d c o n t i n u o u s l y f r o m M a y t o J u l y 1 9 8 1 a n d i n r e c e n t m o n t h s
p l a n t a v a i l a b i i ~ t l e s i n e x c e s s o f 9 0 p e rc e n t h a v e b e e n r e p o r t e d ( 1 5 ) . P l a n s c a l l f o r
i n s t a l l a t i o n o f a w e t s c r u b b e r t o c l e a n t h e g as s u f f i c i e n t l y f o r t e s t i n g i n d i e s e l
a n d s p a r k i g n l t i o n e n g i n e s .
* T h e r m a l B f f i o l e n c y =
.ToEal heat oE combustion of Bas at 60 F plus sen sible heat at I~000 F above 600 F
T o t a l h e a t o £ c o m b u s t i on o f w o o d f e e d a t 6 0 F
. . ' '
3-6
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 23/65
Table 3-1
D E S I G N A N D P E R F OR M A N CE O F O M N Z F U E L G A SZ F K E R A T H EA R S T, O N T A R IO
M e a s u r e d a n d C a l cu l a t e dD a t a R e p o r t e d b y
O m n l f u e l
a 95 b 144nput Capaci ty (10 6 B~u/h) 80
Fuel - size 2 in chips to
sanderdust
- mol s~u re content (Z wet basis) 27 5-40 25 11
flo w (ib/h) 13,000 des ign 15,000 19,000
Gas Prod ucti on - temp. (o p) 1,400 design
pres sure (psis) 2.5 design
gas heat ing value (Btu/sof wet basis) L42 L34 c, d 137d 195
gas sensible heat above 60 F
(Btu/scf wet basis) 18 d 18 c, d
Gas Anal ysis (vol ) CO 11.9 11 1 2 2 1 7 8
H2 8 6 7 5 7 8 9 4
CH 4.5 4.8 4.6 6.9
C2H I.~ t.5 .1.6 2.3
N2. CO , H20 Balanc e Balance Balance Balance
Gas Productio n (scf/ib dry wood)
S e n s i b l e H e a t L o s s ( o f h e a t i n 8 v a l u e )
Ash Cont ent of Char (g)
Carbon Conversi on (Z)
Thermal EfEiciency of Gasifier (Z)
[ i n c l u di n g e v a p o r a t i d n o f m o i s t u r e a n d
heat loss from gasifler)
45.2~ 45.5 c, d
1.0 1.8
up to 50 25-50
99 98.994
a A l l d a t a i n t h is c o l u m n f r o m R e f e r e n c e 4
bA l l d a t a i n ~ h i s c o l u m n ' f r o m R e f e r e n c e 5
c A v e r a g e f o r 2 7 m o i s t u r e c o n t e nt feed
d C a l c u l a t e d v a l u e s
8 4 3 d
3-7
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 24/65
ANALYSIS OF HEARST GASIFICATION PLANT DATA
This seotlon presents estimates of the performa nces and efflciencles of the Hearst
Gasification Plant. Thes e conclusions are documented in Appendi x B by the
analysis and descri ptions of various trials that unsucces sfully t t e m p t t o
rationalize discrepancies and 8ape in the data. As noted below~ the calculate d
thermal efficienc y of about 75 is believe d to be within 5 of the t r u e value.
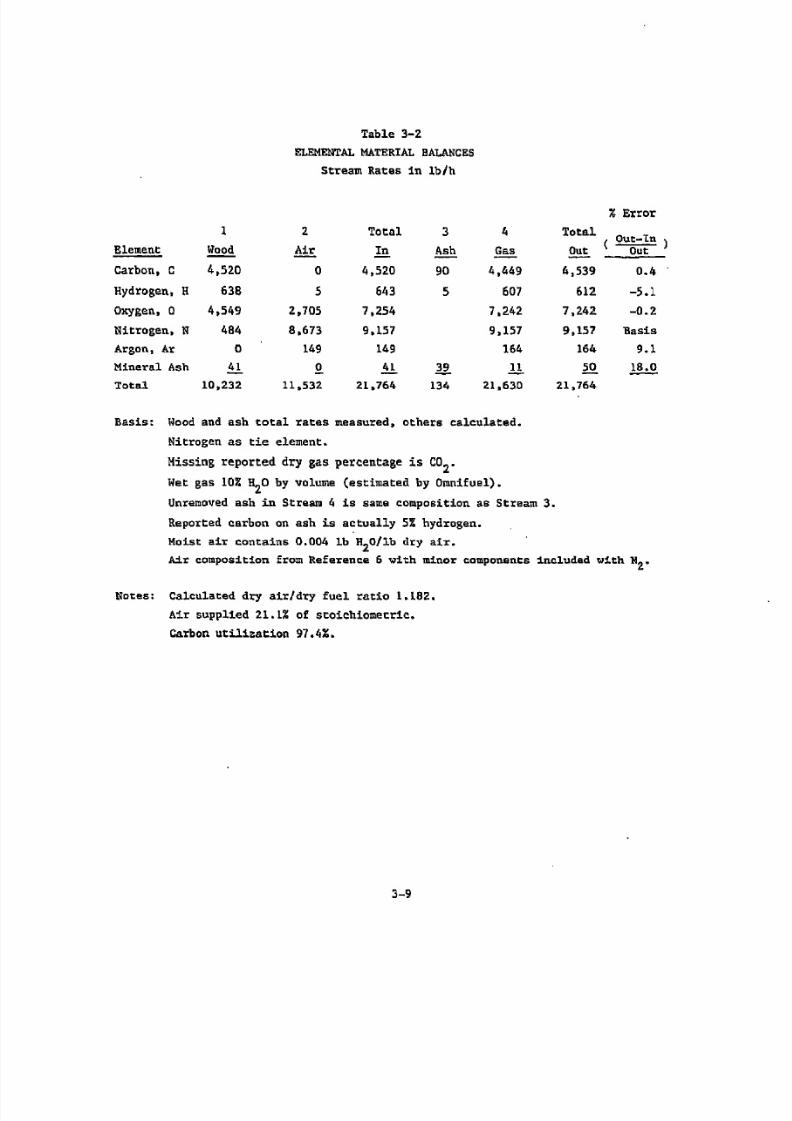
Table 3-2 gives the elementa l materia l balances fez the most succes sful trial
based-on minimum root mean square of percentage error in closure for all elements
and a thermal efficiency that is reasonable in compar ison with co al gasification
thermal efficlencies for low-moist,re coal and wit h anticipated hea{ losses.
Closure is less than one half percent for nitrogen, oxygen, and tarbelL. As
elsewhere noted, T able 3-2 re quires several assumptions, since neither air rate
nor gas rate was reported. The most serious error is about 5 for hydrogen,
althouKh this amounts to only 31 ib/h. ArKon and mlneral ash are both inert and
low in amount, so the errors are not important. The indicated carbon utiliza tion
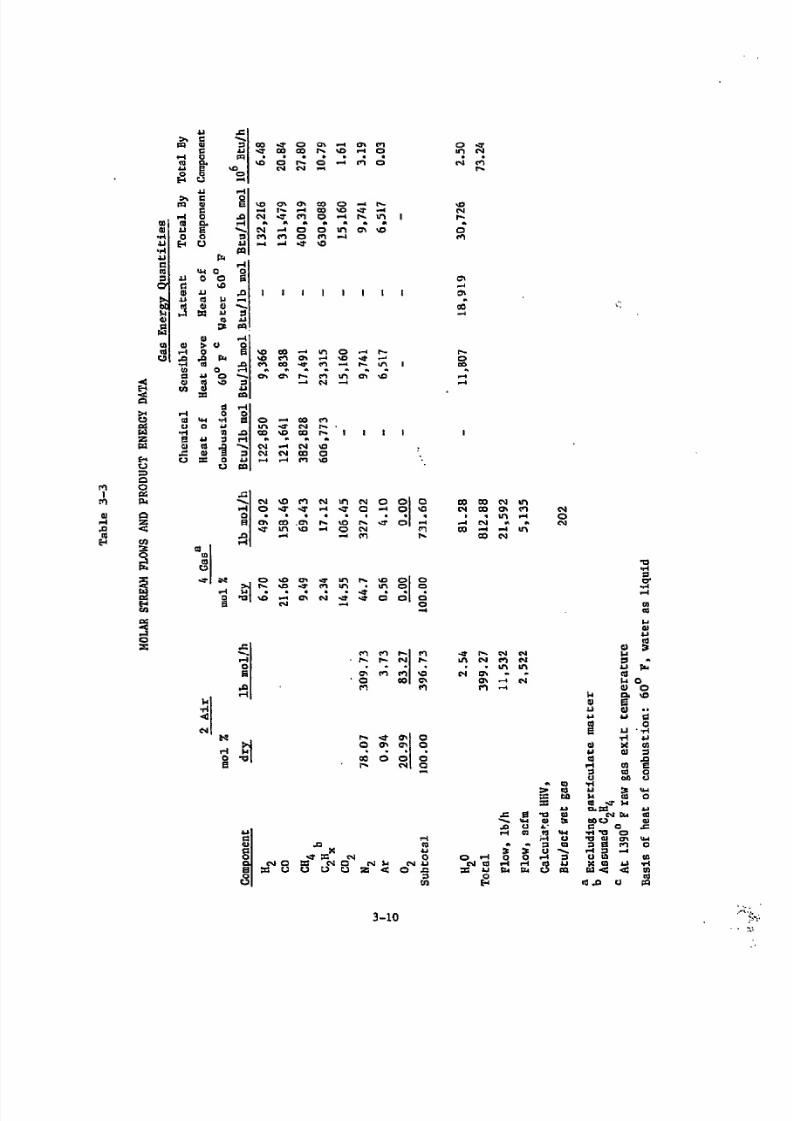
is 97.4 , somewhat less than the design value of 99 . Table 3-3 gives molar rates
of air and gas streams on a partlculate-free basis, as well as other properties
and heat quantities. The higher heating value of 202 Btu~scf wet gas is
relatively high and results fro m the high concent rations of methan e and ethylene,
which in turn are the re sult of rel atively low operati ng temperatures.
Condensables were not reported by Omnlfual but should be expected to accompany the
high hydroc arbon concentrations. Omnifuel states that eondensables are typically
0. i by weight of gas. Hydrocar bon fol~mation is desirable when producin g fuel
gas; it not only increases the heatln value but also the thermal efficiency
because formation is exothermic and less combustio n with oxygen is necessary to
attain the operatin g temperature. C and heavier hydrocar bons are assumed to be
ethyle ne as in 0mnlfue l practice; n o analysis was reported.
3-8
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 25/65
Blement
C a r b o n , C
Rydrogeu, H
Oxygen, 0
N i t r o g e n , R
A r g o n , A r
M i n e r a l A s h
T o t a l
B a s i s :
Notes=
T a b l e 3 - 2
E L E M E N T A L M A T E R I A L B A L A N C E S
S t r e a m R a t e s I n l b h
E r r o r
1 2 T o t a l 3 4 T o t a l
Wo od Ai__~r In As h Ga s Out ( Ou t- In ). . . OUt
4 , 5 2 0 0 4 , 5 2 0 9 0 4 ~ 4 4 9 4 , 5 3 9 0 . 4
6 3 8 5 6 4 3 5 6 0 7 6 1 2 - 5 . 1
4 , 5 4 9 2 , 7 0 5 7 , 2 5 4 7 , 2 4 2 7 , 2 4 2 - 0 . 2
4 8 4 8 , 6 7 3 9 , 1 5 7 9 , 1 5 7 9 , 1 5 7 B a s i s
0 149 149 164 164 9. 1
4_1 o_ 33 9 1 _
5 o 18._~0
10,232 11,532 21,764 134 21,63n 21,764
W o o d a n d a s h t o t a l r a t e s m e a s u r e d , o t h e r s c a l c u l a t e d .
N i t r o g e n a s t i e e l e m e n t .
M i s s i n 8 r e p o r t e d d r y g a s p e r c e n t a g e i s C 0 2 .
W e t gas 10 H20 by volume (e st im ate d by Om ntfue l) .
U n r e m o v e d ash i n Stream 4 i s s a m e c o m p o s i t i o n a s S t r e a m 3 .
R e p o r t e d c a r b o n o n a s h i s a c t u a l l y 5 h y d r o g e n .
M o i s t a i r c o n t a i n s 0 . 0 0 4 i b H 2 0 / I h d r y a i r.
A l r c o m p o s i t i o n f r o m R e f e r e n c e 6 w i t h m i n o r c o m p o n e n t s i n c l u d e d w i t h N 2 .
Calculated dry a i r /d~ fuel ra t i o 1 .182.
Air suppl ied 21.1 of s to ichl omet r te .
Carbon ut il iz at io n 97.4 .
3 - 9
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 26/65
c
c~
Q
~ ~ 1
I I I I I I I I
i l~ ~ ~ ~ 1 1 1 1
1¢ D ( D
r - , ¢ :
3 1 0
O l
, .- I
~- . 4
' o
wca
G
~a
. ~ ~ . c ~l ( ~ i - i
r l ~ a ) 0
r J ~ U
, u
0 m
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 27/65
Condensables may be desirable if h o t raw gas can be burne d because they increase
the heating value. However, they pose operating and pollution dlfficulnles when
they condense, wh ether by cooli ng or by sc rubbln8 the gas,
These aaalys~s report no sulfur. Woods commonly contain up t o a few tenths of a
percent o f sulfur.
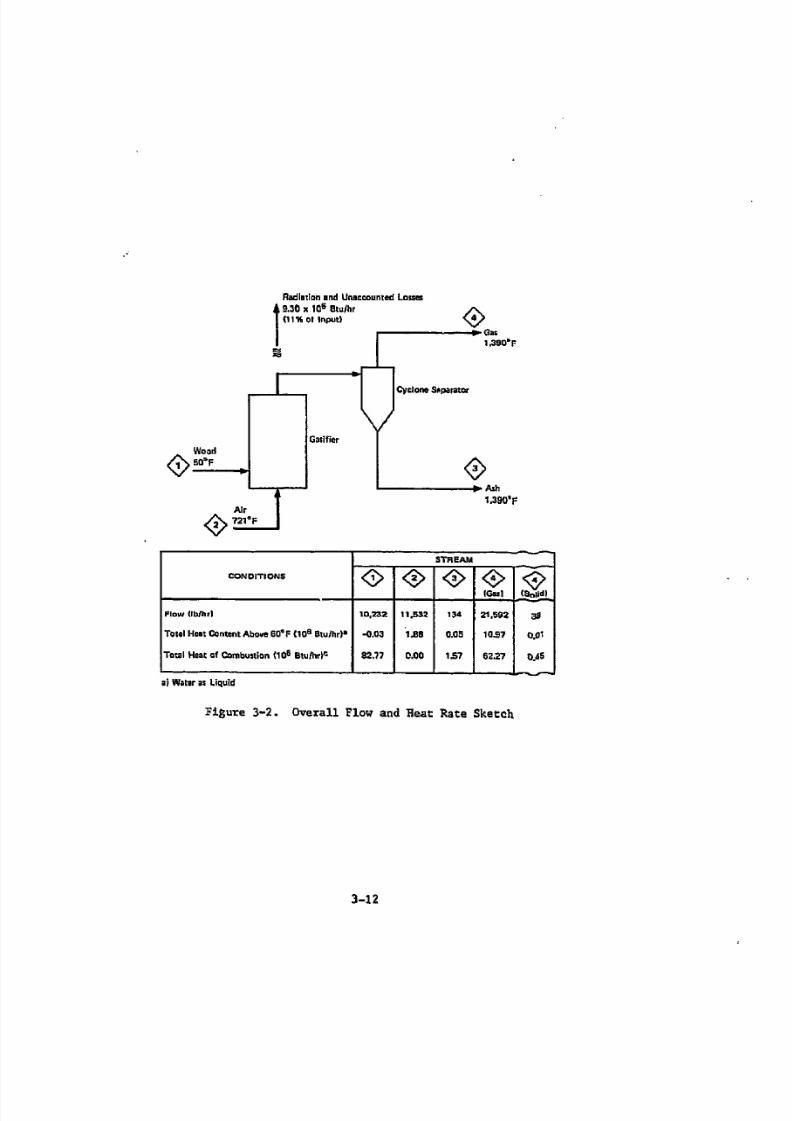
Flgu~e 3-2 is a sketch showing overal l flows and heat rates for the gaslfler. The
air and product gas ra t es are cal cul a te d as descr ibed above not obta ined f rom
Omntfuel . The heat ra tes are to t a l enth alpi os ref err ed to 60 ° F wit hwa te r as
liquid, and highe r heating values. Altho ugh the l a t a n t heat o£ water i s not
general ly av ailabl o for recovery, the ~nth~Ip~/ definit ion is consi stent wit h the
use of higher heating values. Radiation and unaccounted losses are calculated as
II.0X, which ie hiEher then would he expected from a wall-insulated system.
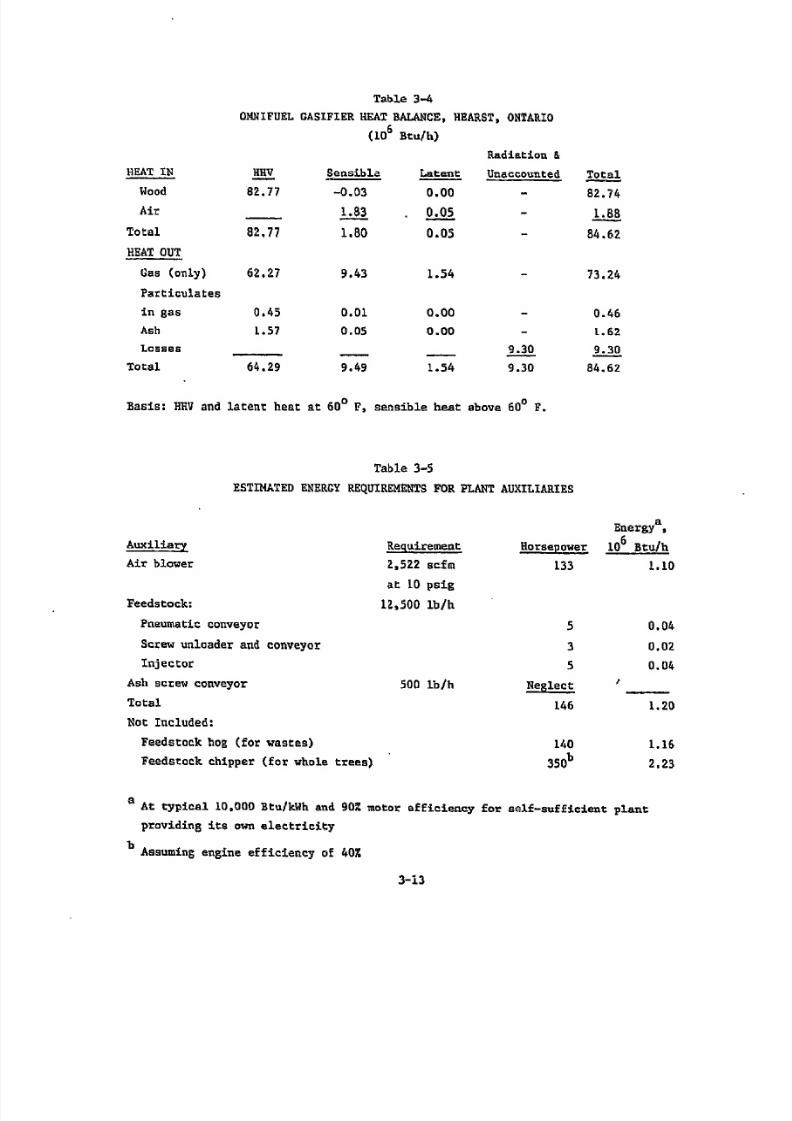
Table 3-4 gives the heat balanc e in more detail. The heat balan ce is summarized
as follows:
Inpu t LO Btu/h
Wood 82. 7 97. 8Z
Air 1.9 2.2
Tota l 84.6 I00.0
Output, 106 Btu /h
Ash 1.6 1.9%
Gas and entrained
particulat es 73.7 87.1
o s s 9.__ 3 LI.___O0
T o t a l 84.6 I00.0
Basis: 60 F referenc e temperature, water as liquid
Table 3-5 g i v e s S y n t h e t i c Fuels Associates (SFA) estimates oE energy requirements
for auxiliaries. These ware net supplled by 0malfuel but are given as the
prospecti ve requirements in a define d situation, namely, approp riatel y sized wood
or wood waste at the plant site, excluding delivery and disposal energy, and
product gas available at 3 psi8, assuming environmental regulations a re met
withou t further treatment. This is a conserv ative case for a plant
self-suf ficient in energy, providin g electricity at i0,000 Btu/kWh. The energy
for chipping wo od is also shown.
3-11
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 28/65
Radiationand UnaccountedLosses9.30 x 106 Bt=/hr(11% Of inp ut)
~ Cyclone5nparazor
Wood I ] Gas lfier
: Ga=1,390"F
IhAsh
Ai r
CONDITIONS
Flow (Ib/hr)
Tota l HeatContentAbove60qF (10e B tu lhr)
Tota l Heatof Combust ion 106 Btu/hrP
1,390'F
10,232 11.532
-0.03 '1.98
82.77 0.00
STREAM
134
0.05
1.57
(Gu
21,592
10.97
62,27
~ o l i d l
aS
o.01
o.a5
a) W ater as Liquid
igure 3 2 . Ove ra l l l o w and ~ea~ Ra~e Sketch
3 - 1 2
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 29/65
T a b l e 3 - 4
O M N I F U E L G A S I F Z E R H E A T B A LA N C E , H E A R S T , O N T A R I O
(I06 Btu/h)
R a d i a t i o n &
H E A T I N H H V S e n s i b l e L a t e n u U n a c c o u n t e d T o ta l1
W o o d 8 2 . 7 7 - 0 . 0 3 0 . 0 0 - 8 2 . 7 4
A i ~ t . 8 _ _ 0 . 0_ _ AS - t . 8 _ _
T o t a l 8 2 . 7 7 1 . 8 0 0 . 0 5 8 4 . 6 2
H E A T O U T
Gas (only) 62.27 9.43 1.54 - 73.24
P a r t i c u l a t e s
i n g a s 0 . 4 5 0 . 0 l 0 . 0 0 - 0 , 4 6
A s h L . 57 0 . 0 5 O . O O - 1 . 6 2
L o ss e s - - - - 9 . 3 0 9 . 3 0
To ta l 64.29 9.49 1.54 9.30 84.62
B a s i s : H B V an d l a t e n t h e a t a t 6 0 F , s e n s i b l e h e a t a b o v e 60 F .
T a b l e 3 - 5
E S T I M A T E D E N E R G Y R E Q U I R E M E N T S F O R P L A N T A U X I L I A R I E S
A u x i l i a r y
A i r b l o w e r
F e e d s t o c k :
P n e u m a t i c conveyor
S c r e w u n l c a d e r a n d c o n v e y o r
Znjec to r
A s h s c r e w c o n v e yo r
T o t a l
N o t I n c l u d e d :
F e e d s t o c k h o g ( f o r w a s t e s )
F e e d s t o c k c h i p p e r ( f o r w h o l e t r e e s )
R e q a i r e m e n t H o r s e p o w e r
2 , 5 2 2 s c f m 1 3 3
a t I 0 p s i g
1 2 , 5 0 0 l b / h
5 0 0 t b / h
E n e r g y ,
10 6 B t u l h
1 . 1 0
5 0.04
3 0.02
5 0 04
146 1.20
140 1.16
3 5 0 2 . 2 5
A t t ~ p l e a l i 0 , 0 0 0 B t u l k W h a n d 9 0 m o t o r e £ f i c i e n c y f o r s e l f - s u f £ 1 c l e nt p l a n t
p r o v i d l n 8 i t s o w n e l e c t r l c l t y
A s s u m l n e n g l n e e f f i c i e n c y o f ~ 0 X
3 - 1 3
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 30/65
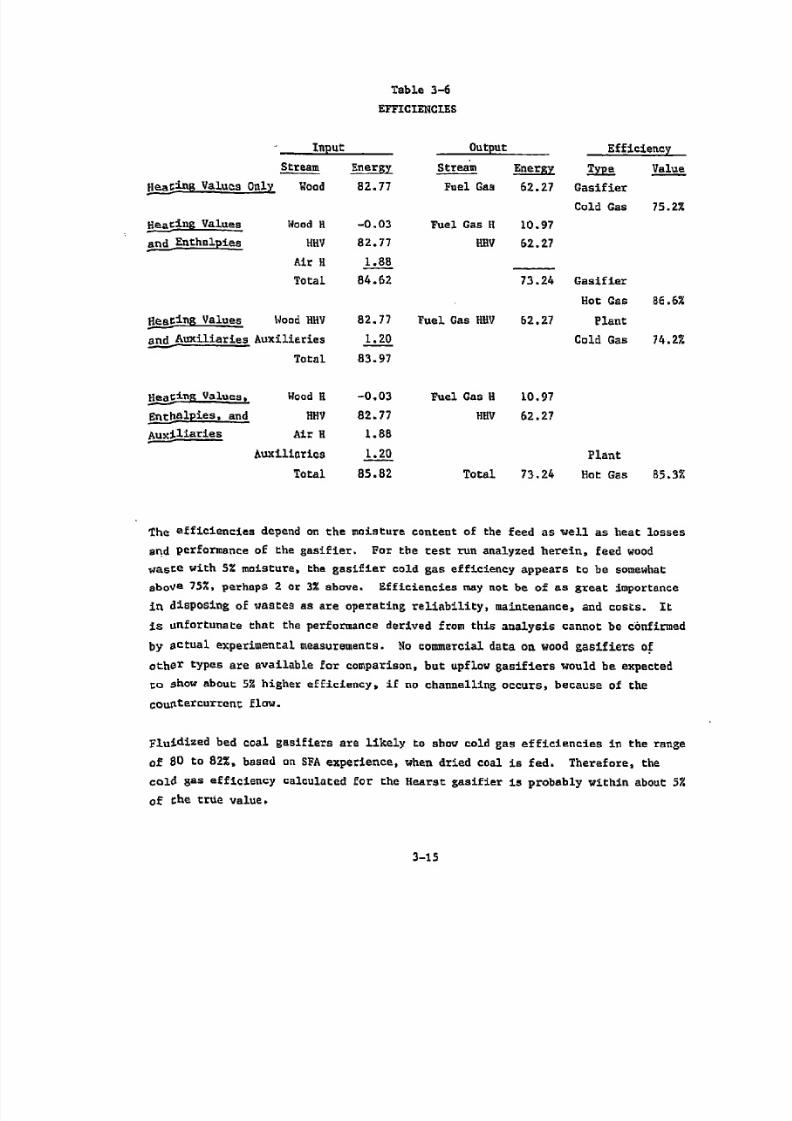
Table 3-6 gives the derivation of several effleleneies as defined. The gaslfler
cold gas efficiency, 75.2~, le simply t he ratio of the total heat of combustion of
the fuel gas ~o the total heat of c ombus tion of the feed. i.e.,
(Gas A H . Btullb) (Iblh ~as)cold gas efficiency = (Fe ed~ H~, Btu/ib) lblh feed)
in which ~ H = higher heatin 8 value.e
The fuel gas contains a small amount of entrained particulates containing char;
the heating value of the char is not included in the efficiency calculations
because of two factors. First, the particulates may have to be removed for
enviro nment al reasons. Second, the char is difficult ~o bur n completely. The
heating value of the entrained char at the exit from the gasifier amounts to 0.bZ
of the heat input.
The gaslfiev hot gas efficiency, 86.6~, is based on both he ating values and
enthal pies abov e 60 F (water as liquid) of the fuel gas and the input streams
(wood and air). As in all cases, the entrained particulat e matter is excluded.
Analo gous cold gas and hot gas efficiency, 74.2 and 85.3 , a re also calculated
wit h the energy rela ted to plant auxi liarie s counted as input.
As pre vio usl y ment ioned the rad ia t ion and unaccounted los ses seem highe r than
-ouldbe expected, meaning calcul ated efficlencies are probably somewhat lower
than actual. One reason is probably the relatlvely poor closure of the hydrogen
material balance. ~f arbitrary adjustments were made to the output to close the
hydrogen, carbon, and oxygen balances, the increase in heatin g value would
increase the calculated efflcleucies by I.gz of the heating value of the wood.
Similarly, assuming the fuel gas contained 0.1X by weigh~ o~ condensables with a
heating valu e of 20,000 Btu/ib it would be equivalent to 0.5~ of the input.
Besides errors in elemental balances and compositions, errors in measured feed
rates, produ ct rates, temperatures, heats of combustion, and speci fic heats may
lead to errors i n the calculat ed heat losses (heat in minu s heat out). However,
in this analysis no ob~ectlve standard can be applied to the results as In the
case of the elemental balances,
3-16
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 31/65
T a b l e 3 - 6
EFFICIENCIES
H ea~ing Values n l y
Input
Stream Energy
Wood 82.77
Output Efficiency
St re am E n e _ ~ T ~ Valu.=._~e
Fuel Gas 62.27 Oasifie rCold Gas 75.2
HeaclnE Values
a d E n t h e l p i e s
W oo d H - 0 . 0 3
HHV 82 . 77
Air H 1.88
Total 84.62
Fuel Gas H 10.97
R V 62.27
73.24 Gasifler
Hot Gas 86.6
Fuel Gas ~IV 62.27 Plant
Cold Gas 74.2
Hea=_ing Values Wood RHV
and A uxiliarie s Auxilieries
To~al
8 2 . 7 7
1.20
83.97
H e a c i n ~ V a l u e s W ood H - 0 . 0 3 F u e l G as U 1 0 . 9 7
E n t h a l p i e s a n d HHV 8 2 . 7 7 HHV 6 2 . 2 7
Au_uxxillarles Ai r H 1. 88
Auxiliaries 1.20
To=al 85.82 Total 73.24
Plant
Hot Gas 85.3
The eEficiencies depend on the moisture content o£ the feed as wel l as heat losses
end performance of the gasifier. For the test run analyzed herein, feed wood
w a s t e w l t 5Z moisture, Rhe gasi fler cold gas efficiency appe ars to be somewhat
abov e 75X, perhaps 2 or 3 above. Efficiencies may not be of as great importance
in disposing of wastes as are operating reliability, ma intenance, and costs. It
is u nfortunate that the performance derived from this analysis cannot be COnfirmed
by actual experimental measurements. No commercial data on wood g aslfiers of
othe r types are available for comparison, but upflow gasifiers would be expected
to ~ho w about 5~ highe r efficiency, if no channelling occurs, bec aus e of the
Cou~tercurrent flow.
Fluldi zed b ed coal gasifiers are likely to show cold gas efficie ncies in the range
of 80 to 82 , based on SFA experience, wh en dried coal is fed. Theref ore, the
cold gas efficiency calculated for the Hearst gasifier is probably w ithin about 5
oE ~he true value.
3-15
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 32/65
The balance of this trial ha s one aRparent discrepa ncy in that the calcula ted
equilibrium constant for the CO shift reactlon is 0.405, much lower than wo uld be
expected (the.~modynami= equi libri um about 1.2 an the operat ing temper atur e of
about 1400 P):
(mol H2) Cmol C02)= K = 0.405
(mol H20) (mol C0)
The cause of the low val ue has not been deter mined. However rea cti ons approach
equi lib rium at ra te s dependent on the reacciv~uy of the eompoueuts the
temperature, and the presence of catalysts. Comp osit ions may deviate from
equilibrium because nhe mechanism of the reaction results in a non-equilibrium
mixture which does not have time to equilibrate. The temper ture of the Omnlfuel
8aslfler and absence of ~f ec ti ve catalysts m y result in reaction rates too low
to approach equillbri~m: ~A~so~ a~component such as H2 0 may bypass the react ion
zone. Of coursa~ all the data are subjec t to error: the concentrations, the
temperature, the equili briu m constant. The calcu late d K corresponds to a
temperature above 2100 F, more than 700 P abov e the measured temperature. The
approach to equi libr ium is commonly expressed as the difference between the
measured temperature and the temperature corre spond ing to the equilibrium
constant. The diff eren ce hera is unusually large.
IMPLICATIONS OF HE ARS T GASIFXER DATA TO L~ILI TIES
Some implications to utilities can be derived f rom the data for the Hearst
gaslfler. Gaslfiers may provide all the fuel to small units or a portion of the
fuel to large units. Appl icat ions to small un it s are considered first.
Small oil-fired or gas-fired boilers could be retrofitted to burn fuel gas derived
from wood. Such retrofitt ing would in some cases permi = substitutin~ wast e or
low-cost wood for expen sive oil or gas. (Gas is exp ected to increase in price as
price controls are removed.) The Hearst gasifie r was observed to start up quicklywhen hot. Cold startup and load-followlng abil ity can only be inferred from
claims by Omnlfuel at this point. Furthermore, no long-term malntenanca or
operating experlen=e is available. Costs of retr ofit ting burners suitable for
low-Btu gas are expected to be minor; the pri ncip al capital costs would be for the
3-16
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 33/65
gasifier, wood or woo ~ was=e handling, and possibly emiss ion controls, in a plant
area tha~ may lark adequate spaco. Howe ver, subscancla l deratlng of capaoIEy may
be required in some c~see, as dlSeu ssed below. Consequen tly, if a utility is
heavil y dependent on ~oits no be converted, deratin of exis ting equipment could
be a serious dlsadvantsge of a wood 8aslfier produci ng low-Bin gas.
The most likely need for d~ratln g relates to the volume of flue gas and perhaps
she heat transfer capacity. Some package boilers have a large excess of flue gas
handling capacity and say requ ite no darating. However, some Investigators
suggest severe der ati ~; an experimental and theoretical study for EPA suggests 25
to 35 derating of hS.Eh-gtu gas capacity even for a [50 Btu/scf gas when burned in
equipment designed for biBh- Btu gas (7--). This study, whi ch focuses mostly on coa l
gasification for large power plants, concludes that the maj or concerns of
retrofitting are the loa d factor, heat trausfer control, pressure d rop, and
depeudabillty.. . : .
~ •
An experimental and nheore~ leal stud y sponsored by EPRl.cons iderad t h e following
factors for low- and medlum -Btu gases: flame stability, flame length, flame
emissivity, pollutan~ emls~ions, detailed tempera ture profiles, and. calculated
changes in heat transfer in radiant and convection section of a boiler (8).
Briefly, flame stability wa s es ~abllshed for all coal-der ived gases studied, flame
length was usually la~s than for natural gas, emissivity did not v a r y radically,
adiabatic flame temperatures were n o t gr~atly affect ed for medlum -Btu gases, bu t:
were much lower for io~-Btu gases, and p r o j e c t e d NO emissions correlated withadiabatic flame temperatures. 8eat transfer was reduced in the re@lent section by
lower flame temperatures, hu t iocreased in the convecti on sectlon by Increased gas'
flow, pssing control ~ ob le ms for a s~eampower plant.
The increased flue gas vo lume from low-B~u gas is a matt er of simple arithmetic
and stolehiometzy (~, ~ . Dows to about 300 Btu/scf, whi ch is in the
neighborhood of the h~gtlng v al~ea of hydrogen and carbon monoxide, the effect is
small. Heating value s lowe r than this imply that the fuel gas contains dilueuts,
and the flue gas volume rises sharply as the heati ng value decreases. Air
preheatsr and convection pass draft losses increase, exit temperature Increases,
a n d efficiency falls off, c o m p a r e d with design values.
3-17
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 34/65
S i n c e t h e e f f e c t s ar e r e l a t i v e l y m i n o r a t h e a t i n g v a lu e s o f 3 0 0 B t u / s c f o r a b o v e
( m e d l u m - B t u g a s) t h e p o s s l b i l i t y o f p r o d u c i ~ s u c h a 8 a s b y w o o d g a s i f i c a t i o n ~ m y
b e c o n s i d e r e d . T h i s w o u l d r e q u i r e g a s i f i c a t i o n w i t h o x y B e n r a t h e r t h a n w l t h a i r.
A l t h o u g h t h e c o s t o f c l e a n ed c o a l - d e r i v e d m e d i u m - B t u g a s i s o f t e n c o mp a ra b le w i t h
~ h e c o r r e s p o n d i n g i o w - B t u g a s, i o w - B t u g a s f r o m w o o d w o u l d p r o b a b l y c o st
appr ecia bly less than. ediu m-Bi n gas, bec ause little or no gas c leanin g is
required. .Wood is low in sulfur content , but sulfur remov al ma y b e necessary at
s o m e i n s ta l l a t i o n s , d e p e n d i n g o n t h e w o o d a n d t he r e g u l a t io n s . P a r t i c u l a t e
remo val 8rearer than achievable by cyc lone separators may be required, If so, an
oil- fire d unit (industrial or utili ty) w ith an electrostatic prec ipita tor (ESP)
i n s t a l l e d m i g h t b e a f a vo r a b l e l o c a t i o n f o r a w o o d g a s if i e r r e t r o f i t . A f ew
oil- fire d un its have ESPs, but they are no t cost, n.
T h e a b o v e - c l t e d s t ud i es c o n c e r n g a s e s w h o s e h e a t i n g v a l u e s a r e r e d u c e d b y the
p r e s e n c e o £ d i lu e n t s t ha t a r e m a i n l y n i t r o g e n a n d c a r b o n d i o x i d e . T h a O m n if u e l
g a s l f l e r p r o d uc e s g a s f r o m w o o d o r w s o d w a s n e ~ >
' water . Since.~t~:i~.~'.~Slrablc...and ften ,.fe ~. '~;
g a s i f l e r w i t h o u t f i r s t c o n d e n s i ~ $ t h e ~ e ~ e r i
h e a t i n g v a l u e ~ b y t h e p r e s e n c e : L ~ w a t e r v a p o~ i
s e n s i b l e h e a t o f t h e gas pr ob ab ly ma ke s flame.. .....
n~a~ ~, : ~g .amo unts o f
~'~. ~..hot f r o m t h e
.-. 9e re du ce d in
. i b m .n o t e d t h
:ty eas ler to ~cta in and
r a i s e s t h e f l a m e t e m p e r a t u r e s r b u t t h e w a t e r v a p o r a f f e c t s t h e r e s u l t s b e c a u s e i t s
speci fic hea t is 8rearer than the sp ecifi c h~;.t.,of nitroeen. Thi s tends t O lower
f l a m e t e m p e ra t u r e S . T h u s s p e c i f i c a n a l y s i s w o u l d b e r e q u i r e d t o d e t e r mi u e th e
effec ts of heat transfer'and draf t losses i n the light of sy ste m capabilities.
0he option, of course, is to pre dry the wood or wood wast e to impro ve the gas
quality. Gasi£ier efficiencies are also increased if the feed is dried. The
t r a d e o f f w o u l d b e b et w e e n i n c r e a s e d c a p i t a l a n d o p e r a t i n g c o s t s f o r t h e f e ed d r y e r
o n t h e o n e h a n d a n d t h e v a l u e o f i n c r e a s e d e f f i c i e n c y a nd o p e r a b i l i t y o n t h e o t h e r
hand.
Woo d ga slfle rs may also be used to provide a small part of the fuel for a large
boiler , a s in the'Florida Power Cor poration , Suwannee plant, iu areas where cheap
w o o d o r w o o d w a s t e is available. A small proportion of such gas might not require
deraE ing or significant changes o ther t han for the low-Btu 8as bur ner system.F e e d s t o c k a v a i l a b i l i t y i s t o o l i m i t e d t o s u p p l y a l l t h e f u e l t o l a r e e u n it s .
3 1 8
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 35/65
B e c a u s e o f t h e c a p i t a l c o s t o f t h 8 a s i f i e r s y s t e m , g a s i f i c a t i on w o u l d b e m o s t
f a v o r ab l e f o r b a s e - l o a d p l a n t s o r i n s t e a d y - l o a d o p e r a t i o n s u p p l y i n g p a r t o f t h e
f u e l t o a l a r g e u n i t . T h e p r o s p e c t s f o r u s e o f g a s i f i c a t i o n d e d i c a t e d t o s i m p l e
c y c l e 8 a s t u r b i n e s a r e p o o r , b e c a u s e sa s t u r b i n e s r e q u i r e v e r y l o w p a r t i c u l a t e
l o a d l n ~ s a n d u e u a l l y o p e r a t e o n l y f o r p e a k l o a d s .
I f wo o d o r w o o d w a s t e i s c o n s i d e r e d as a r e p l a c e m e n t o r s u p p l e m e n t a l f u e l , o t h e r
o p t i o n s m a y b e c o n s i d e r e d : d i r e c t c o m b u s t i o n C e s p e c l a l l y f o r a n e w u n i t o r u s e i n
a c o a l - £ 1 r e d b o i l e r , i f f e a s i b l e.
T o s u m m a r iz e , u t i l i t i e s m a y c o n s id e r w o o d E a s l f l e r s a s s o u r ce s o f al l t h e f u e l f o r
s m e l l u n i t s o r a p o r t i o n o f t h e f u e l f o r l a r g e u n i t s . T h e l a t t e r a p p e a r s t o p o s e
e l e ss d l f f l c u l n r e t r o f i t p r o b le m .
3 19
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 36/65
Section 4
STATE OF THE AR T OF OTHER C~ SIFIERS
APPLI ED ENGIUSERING GASIF IER
Overview of Status and Operahillt
Alth ough its capabilities an d performan ce are not curre ntly publicly documented,
the Applied Englnearin8 up draft 8asifier may Be considered in applications that
can use a low-energy gas and where wood is cheap. Accord ing to telephone
discussi ons with Applied Engin eerln personnel, a unit rated at 15 million Btu/h
output ha s operated sporadi cally for a year and reliably for s everal months in an
unatte nded mode (i.e., witho ut an engineering crew in attendance). The average
output has not been reported. The unit was designed to operate on green whole
tree chips. Capacities to 35 mill ion Btu/h output (ho t gas) are offered.
Performance guarantees are not stated b u t can be negotiated. However, n o
l o n g - t e r m m a i n t e n a n c e e x p e r i e n c e e . g . , tw o y e a r s o r m o r e ) e x i s t s a t t h e t i m e o f
w r i t i n t h i s report.
Addit ional information to document the capabilities and per forman ce of this
gaslfi er should become availa ble in 1982 from the new Florld a Power Corporation
unit, which is belng:inst rumented to provide data in an ele ctric utility setting.
Appli ed Engineering i s current ly de veloping a second gener atio n gasifier with a
single train capacity Of 50 m~llion Btu/h output and is also workin g on
manifo lding several reactors.
• D e s c r i p t i o n o f I n s t a l l a t i o n s
D a t a r e l a t e d t o t h e R om e, G e o r g i a un i t d e s i g n e d a n d m a n u f a c t u r e d b y A p p l i e d
E n g i n e e r i n g C om pa ny o f O r a n s e S u r s , S o u t h C a z o l i n a , a r e g i v e n i u T a b l e 4 - 1 . A
sket ch of the unit is given in Figure 4 -I . Besides internals to promote uniform
flow of fuel and gases, the syste m design requires atte ntion to the following:
• t h e f e e d i n g system
m a s h r e m o v a l
m s t e a m i n j e c t i o n
• transportation gas
• a burner system capable of burning tars and oils along with gas
4-i
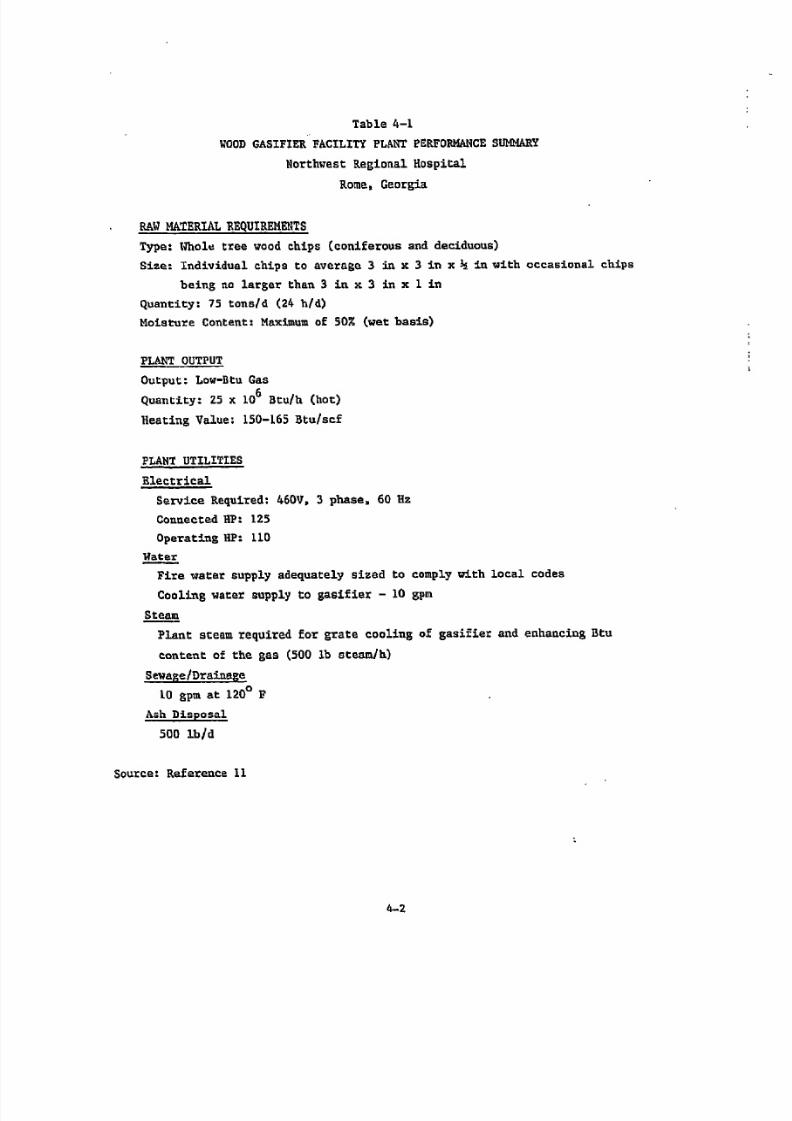
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 37/65
Table 4-I
W O O D G A S I P I E R F A C l L I T Y P L A N T P E R F O R M A N C E S U M M A R Y
N o r t h w e s t R e g i o n a l H o s p i t a l
R o m e , G e o r g i a
~ w ~ ¢ S a ~ ~ QU~RSM~NTS
Type: ~holu tr ee wood chips co ni fe ro us and deciduous)
Size: Indivi dual chips to averag e 3 in x 3 in x ~ in with o ccasi onal chips
bei ng no lar ger than 3 in x 3 in x 1 in
Q u a n t i t y : 75 t o n s / d (24 h / d
Mois ture Content: Max imum of 50~ (wet basis)
P L A N T O U T P U T
O u t p u t : L o w - B t u G a sQuanti ny: 25 x 106 Btu/h (hot)
H e a ~ i n g Value: 150-165 Btu/scf
P L A N T U T I L I T I E S
E l e c t r i c a l
Serv ice Required: 460V, 3 phase, 60 Hz
Connec ted HP: 125
Oper atiug KP: 110
W a t e r
F i r e w a t e r s u p p l y a d e q u a te l y s i z e d t o c o m p l y w i t h l o c a l c o d e s
C o o l i n g w a t e r s u p p l y t o gasifler - I0 gpm
S t e a m
P l a n t s t e a m r e q u i r e d f o r g r a t e c o o l i n g o f g a s i f l e r a n d e n h a n c i n g B t u
content of the gas (500 15 steam/h)
Sewa~e/Dralna~e,
[0 gpm at 120 F
A s h D i s p o s a l
5 0 0 l b / d
S o u r ce : R e f e r e n ce 1 1
4-2
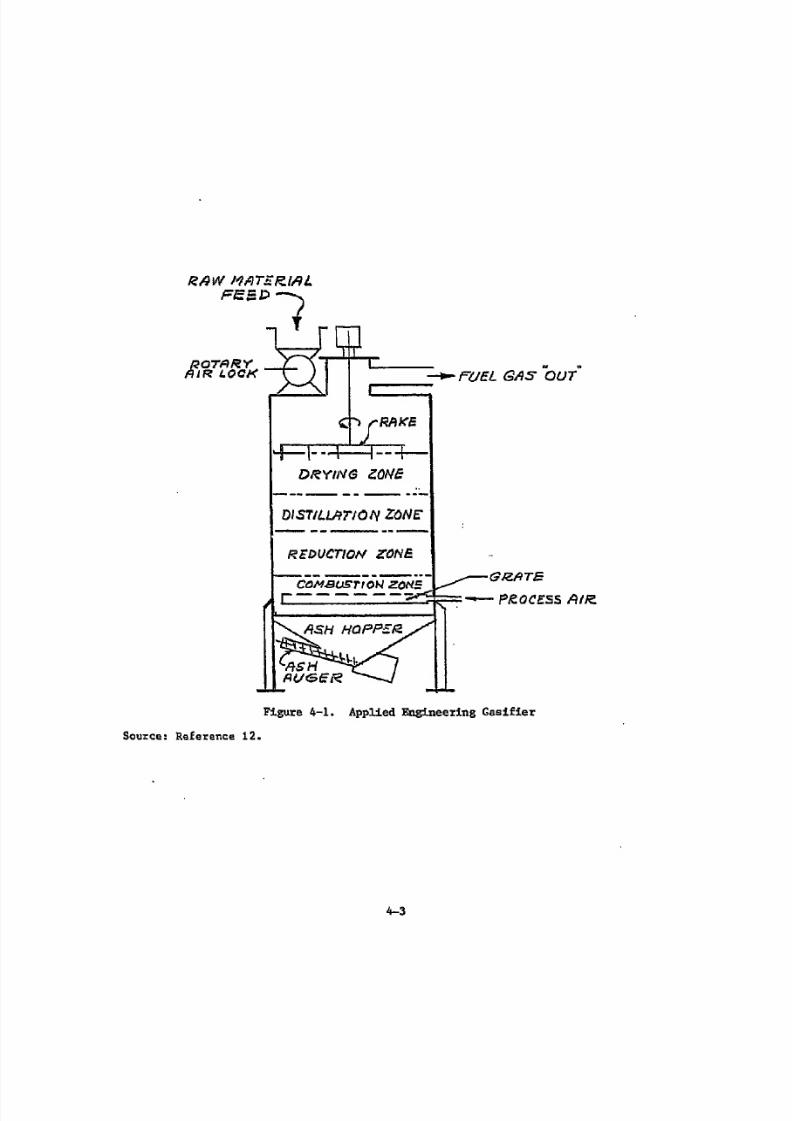
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 38/65
R L O C K
I
4 - - I - - - 4 - - ~ - - - - t
DRYI.sV~ EOHE.
DI3TI LLRTIOI V ZONE
REDUCTIOA; ~ON =
c o M ' 3 ~ ,< ;. z o o =
I i
F l g u r a 4 1 .
- - ~ F U E L G , S O U T
- ' - - ~ PICOCES5 ,,q/P-.
m
Applied EnEinee~:in Cas¢f ler
Scu=cez Re£eCence 12.
~ 3
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 39/65
A r o t a r y v a l v e m e t e r s f u e l i n t o t h e r e a c t o r v e s s e l a n d a l s o s e a l s a g a i n s t l e a k a ge .
A r a k e s y s t e m c o n t i n u o u s l y s t i r s t h e t o p l a y e r o f c h i p s t o p r e v e n t c h a n n e l l l n g .
T h e g r a t e i s a ~ t l v a t e d t o d u m p a s h i n t o t h e a s h h o p p e r w h e n t h e t e m p e r a t u r e I n ~ h e
r e g i o n o f t h e g r a t e f a l l s a p r o p r i e t a r y p r e s e t a m o u n t , i n d i c a t i n a d e e p b e d o f
a sh . A l t h o u g h n o t s h o w n o n F i g u r e 4 - [ , s t e a m i s i n j e c t e d b e l o w t h e g r a t e ( 0 .1 6
l h / l b d r y fe ed ) t o c o o l t h e g r a t e a n d i n c r e a s e t h e h e a t i n g v a l u e o f t h e g a s b y t h e
s t e a m c a r b o n r e a c t i o n . ( M o i s t u r e i n t h e f e e d i s e v a p o r a t e d at t h e t o p a n d c a n n o t
r e a c t w i t h c a r b o n i n a n u p f l o w g a s l f i e r . )
I f p o s s i b l e, f u e l g a s s h o u l d b e t r a n s p o r t e d t o b u r n e r s w i t h o u t c o n d e n s i n g ~ a r s a n d
o il s. H o w e v e r , a l i q u i d c o l l e c t i o n t a n k i s p r o v i d e d t o p r e v e n t s l u g s o f l i q u i d s
f r o m e n t e r l n 8 t h e g a s bu r n e r . T h e c o l l e c t e d l i q u i d s a r e p u m p e d s e p a r a t e l y t o t h e
d u a l - f u e l b u r n e r a n d a t o m i z e d , a c h i e v i n g c o m p l e t e c o m b u s t i o n i n t h e f u e l g a s
flame
T h e R o m e , G e o r g i a u n i t i s r e t E o f l t t e d t o o n e of t h r e e 1 9 , 0 0 0 I b / h t y p e O
w a t e r t u b e b o il e r s, w h i c h s u p p l i e s h e a ti n g a n d c ~ i i n g n e e d s o f t h e N o r t h w e s t
G e o r g i a E e g l o n a l , ~ s p i ta l . P r o j e c t s p e c i f i c a t i o n s r e q u i r e d t h a t t h e u n i t b e
o p e r a t i o n a l o n g r e e n w o o d ( 5 0 % m o i s t u r e ) a t l e a s t 3 , 0 0 0 h o u r s a y e a r . T h e f u e l i s
t r u c k e d I n f r o m n o r t h e r n G e o r g i a l o g g i n g s i t e s i n s t a n d a r d c h i p v a n s . T h e f u e l i s
p r e d o m i n a n t l y 2 i n c h b y 2 i n c h c h i p s w i t h s o m e p l n a n e e d l es , l e a v es , t w i g s, a n d
b a r k. T h e t y p i c a l molsnur content is 40 to 50%, and the heati u val ue is 4,000
t 5,000 Btu/ib.
T h e c h i p s a r e d u m p e d i n t o a l l v e b o t t o m p i t a n d a r e c o n v e y e d t o a s t o r a g e s i l o o f
3 . 5 d a y s c a p a c i t y. T h e s i l o h a s a b o t t o m u n l o a d e r t h a t f e e d s a r e c l a i m c o n v e y o r
t h a t i n t u r n f e e d s t h e r o t a r y S e e d v a l v e .
T h e c y l i n d r i c a l ~ a s l f l e r v e s s e l i s i n s u l a t e d w i t h f i r e b r i c k e n c l o s e d i n a c a r b o n
s t e e l s h el l ~ T h e d i m e n s i o n s a r e n o t g i v e n f o r t h i s u n i t , b u t a p h o t o g r a p h g i v e s
an idea of ~he siz e (13__). The me tal a round the grate is water cooled.
N o d e t a i l e d d e s c c i p t l o u o ~ t h e L a k e C i ty , F l o r i d a g a s i f i e r i s a v a i l a b l e , b u t t h e
8 a s i f l e r i t s e l f i s u n d e r s t o o d t o b e b a s i c a l l y s l m i l a r t o t h e R o m e g a s i f l e r .
~n i t s development program Applied Engineer ing ins ta l led and tes ted a pro to type
g a s l f l e r . T h e d i m e n s i o n s a r e g i v e n as 6 f ee t d i a m e t e r b y t l f e e t hi g h .
O z - l g l n a l l y w o o d p e l l e t s r a t h e r t h a n c h i p s w e r e f e d t h r o u g h a l o c k s y s t e m . T h e b e d
w a s s u p p o r t e d b y a c a s t i r o n g r a t e . T h e g a s w a s e i t h e r b u r n e d i n a 5 0 h p
4 - 4
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 40/65
Cleaver -Brooks firetube boil er or flared. Later in developmen t, whole tree woo d
chips were gasified, and different methods of f e e d i n g c h i p s a n d r e m o v l n E a s h w e r e
tested.
C o s t s
Altho ugh econ omics is not the subject of this report, It is wor th noting that the.
c o s t o f a 2 5 m i 1 1 1 o n B t u / h s y s t e m i s e s t i m at e d b y t h e d e v e l o p e r a s 6 , 0 0 0 , 0 00 I n
1981 dollars (12).
W E S T W 0 0 D P O L Y G A S G A S I F I E R
Overview .of Sta tus and O p e r a b i l i t y
T h e W e s t w o o d P o l y g a s g a s i f i e r a p p e a r s ; o h e a s l ig h t l y e a r l i e r s t a t e o f
developm ent than the Appl ied Engineering updraft gasifler. In 1981, the gasifier
was o perated 63 days main ly in June, July, September, and October at less than
half the design rats on woo d chip feed, ending wit h a two- week continuous run.
R e l i a b l e o p e r a t i o n o n s a w m i l l w a s t e w a s n o t d em o n s t r a te d , e v e n a t a l o w f r a c t i o n
of expected capacity of 20 to 30 mill ion Btu/h. Seventy -three operating days were
a c h i e v e d i n 1 98 0 . D e v e l o p m e n t h a s l a g g e d b e c a u s e o f l a b o r s t r i k e s a nd l o w d e m a n d
f o r f o r e s t pr o du c ts ; t h e p r o j e c t 8 a s i s u s e d t o f ir e a d r y i n g k i l n i n a s a w m i l l .
The plant was indef initely shut down in late 1981. SFA feels that the low
specific capacity (42 lh wood/ hr ft cross section) of the gasifier places it at a
competitiv e disadvanta ge until this factor is improved; however, the cost may not
be c o m p l e t e l y d e f i n e d by this factor. .
Descr ip t ion o f Installations
E x p e c t e d p e r f o r m a n c e d a t a ~ r e d l c t e d f o r t h e A i n s w o r t h L u m b e r p l a n t a r e g i v e n i n
Table 4-2, Figure 4-2 is a sketch of the gssifier, two of whic h are installed at
Ainsworth. The gasification plant consists of the gaslfiers, fuel handling, gas
cleaning, water and c o n d e n s a t e h a n d li n g , a i r a n d s t e a m s u p p l y , g a s f l a r i n g , a n d
instrumentation. A typical cold start-up time is said to be four hours.
The ga si fi er reac tor shown in PiEure 4-2 i s a double- wall ed ve ss el I0 ft OD x 20
f t h igh . The bot tom per t i~ re f rac t o ry - l ine d . An inver t ed con ica l s t a i n les s
I I Is te el l i ner and hydraul ic ram azchbreakers are ins t a l l ed to overcome br id ging
4-5
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 41/65
p r ob l em s , T h e c o n i c a l h e a r t h h a s a r o t a t i n g u p p er pa r t a n d s t a t i o n a r y l o w e r
part, Steam and air are injected through a single llne to a d~strih utor at the
b o tt o m. A s h i s w i t h d r a w n t h r o u g h h y d r a u l i c g a t e v a l v e s f o r m a n u a l d i s p o sa l . F u e lis fed through an alrlock into a fuel dispersion cone, and product gas leaves at
th top.
K feed conveyor carries feed to the airlock. The product gas is cleaned by cooled
condensate in a wet cyclone. A scru bber is provided at A. nsworth but has not been
o p e r a t e d y e S. O p e r a t i n g p r o b l e m s h a v e i n c l u d e d p l u m i n g o f c o n d e n s a t e d r a i n s b y
c h a r a n d u n c o n v e r t e d f u e l c a r r i e d o v e r b y t h e g a s .
Reportedly, the atmosph eric pressure g a s i f i e r w a s d e s i g n e d f o r a s p a c e v e l o c i t y o f
2 . 5 h I o f s a w m i l l w a s t e w i t h a n e x p e c t e d m a x i m u m o u t p u t c a p a c i t y o f 2 0 t o 3 0
m i l l l o n B t u / h ( 2 0 m i l l l o n g i v e n i n T a b l e 4 - 2 ) . T h e h e a t i n g v a l u e f o r t h e f e e d
r a t e g i v e n i n T a b l e 4 - 2 a p pe a r s t o b e i n s u f f i c i e n t t o p r o v i d e 2 0 m i l l i o n B t u / h
output~
(900 0 __Btu ax ) (40 x 2000 x 0. 65 i dr y wood) - 19.5 x 106 Bt~__,/~ np ut
ib 24 h~: hr
T a b l e 4 - 2
E X P E C T E D P E R ~ 0 R M A N C E O F N E S T N O O D P O L Y G A S G A S I F I E R
Gas Composition: N 2 44.5
CO 9.0
H2 1 8 0
C O 2 8 . 0
lllum lnant s 0.5
T o t a l I00.0
Gas calorifi c value: 150
M a x i m u m 2 c a s t o r output : 20
Fuel requirement
(35X moistu re chips) :
vol X o f d r y g a s
s t u / s c f s . 9 M J / N ~ )
x 106 Bt ulh (21,000 M J/h)
40 tons/d (36 tonnes/d)
Note: Fuel shoul d be siz ed to 4 i n CLO0 ram minus, and shoul d have a mo is tu re
c o n t e n t o £ 25 t o 5 0X ( w e t b a s i s ) . P a r t i c l e s i z e a n d m o i s t u r e c o n t e n t s h o u l d
b e e v e n l y d i s t r i bu t e d .
a W e s t w o o d P o l y g a s e s t i m a t esb
T e r m o f t e n u s e d f o r u n s a t u r a t e d h y d r o c a r b o n s
Source: Reference 4
4-6
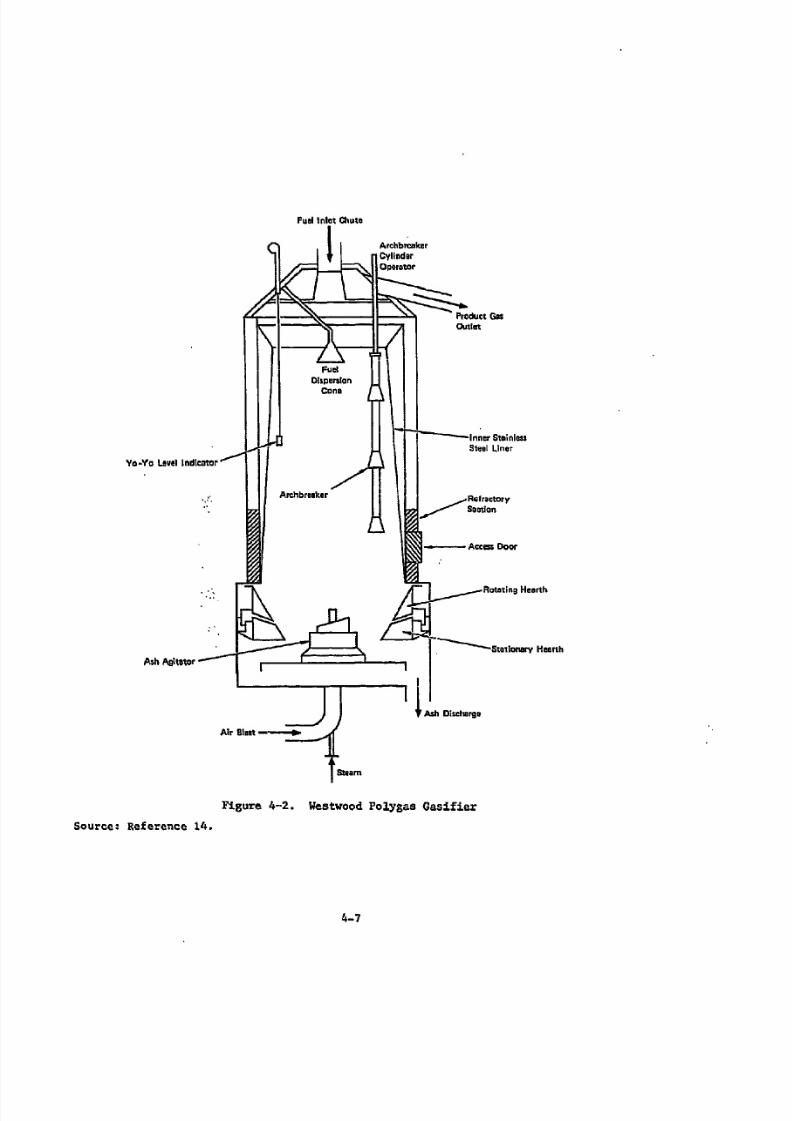
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 42/65
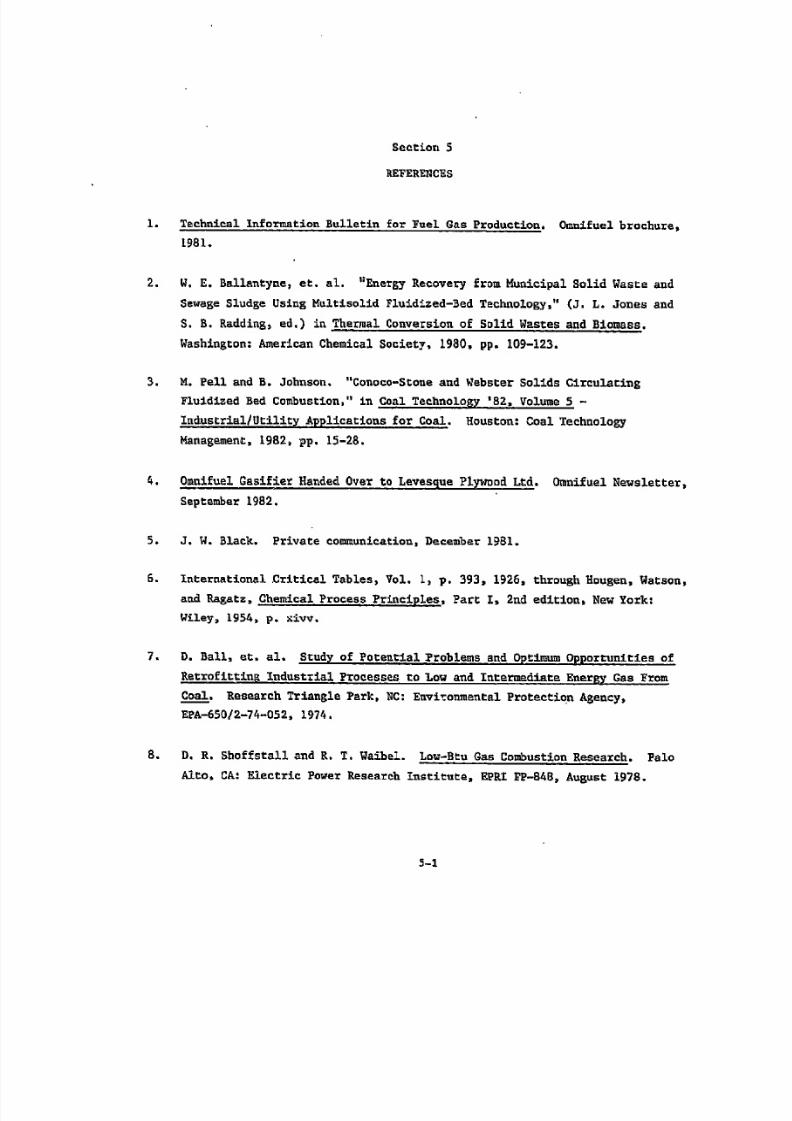
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 43/65
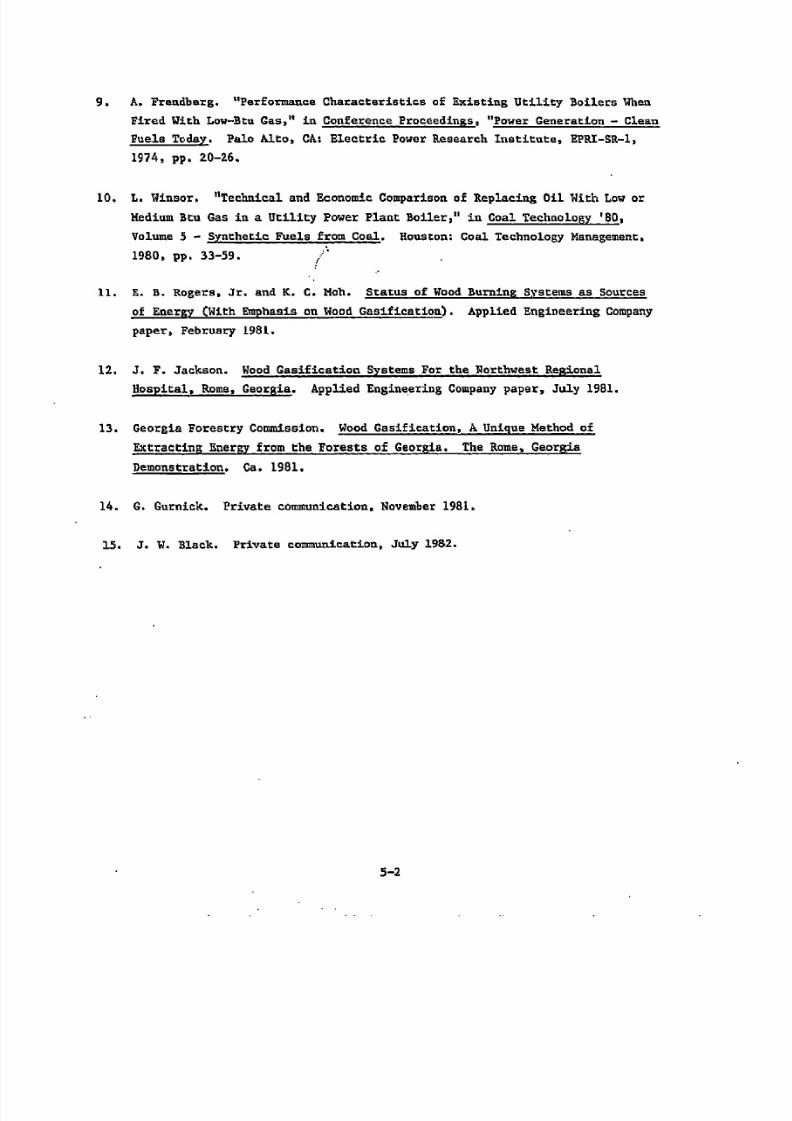
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 44/65
A . F r e n d b e r s . P e r f o r m a n c e C h a r a c t e r i s t i c s o f E x l s t i n 8 U t i l i t y B o i l e r s W h e n
F i r e d W i t h L o w - B t u G a s , i n C o n f e r e n c e P r oc e ed l n~ s , P o w e r G e n e r a t i o n - C l e a n
Puels T~day. Palo Alto, CA: Elec tric Power Resea rch Institute, EPRI-SR-I~
1974 pp. 20-26.
I 0 . L . W ± n s o r , T e c h n i c a l a n d E c o n o m i c C o m p a r i s o n o f E e p l a c i n g O i l W i t h L o w o r
M e d i u m B t u G a s i n a U t i l i t y P o w e r P l a n t B oi l er , i n C o a l T e c h n o l o g y ' 8 0,
Volu me 5 - Syntheti c Fuel s fro m Coal. Houston Coal Tech nolog y Management,
1980, pp. 33-59. /
II. E. B. RoEers, Jr. and K. C. Mob. Status of Wood Burnl nE S.Ystems as Sources
of Energ ~ (With Emphas is on Woo d Gasification). Appli ed EngiD eerin g Company
paper, February 1981.
12. 3 F 3 a c k s o n . W o o d G a s i f i c a e i o n S y s t e m s F o r t h e N o r t h w e s t R e g i o n a l
H o s p i t a l , R o m e, G e o r g i a. A p p l i e d E n s i n e e r i n g C o m p a n y p a p e r , J u l y 19 8 1.
13. G e o r g l a F o r e s t r y C o m m i s s i o n . W o o d G as i fi c at i on , A U n i q u e M e t h o d o f
E x t r a o t i n ~ E n e r g y f r o m t he F o r e s t s o f G e or g ia . T h e R o m e , G e o r g i a
Demons tratio n. Ca, 1981.
1 4. G . G u r n l c k . P r i v a t e c o m m u n i c a t i o n , N o v e ~ e r 1 9 8 1.
3_5. J. W. Black. Pri vat e co ~u ni ca ti on Jul y3 982
5-2
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 45/65
DATA SHEETS
A p p e n d i x A
FEOM OMNTFUEL GASIFICATIONS SYSTEMS LTDo
Received Janua ry 28, 1982)
Question naire developed by Synthet ic Fue ls Associates, ~ne. under Phas e I of
EPRI Research Project 986 10.
A - 1
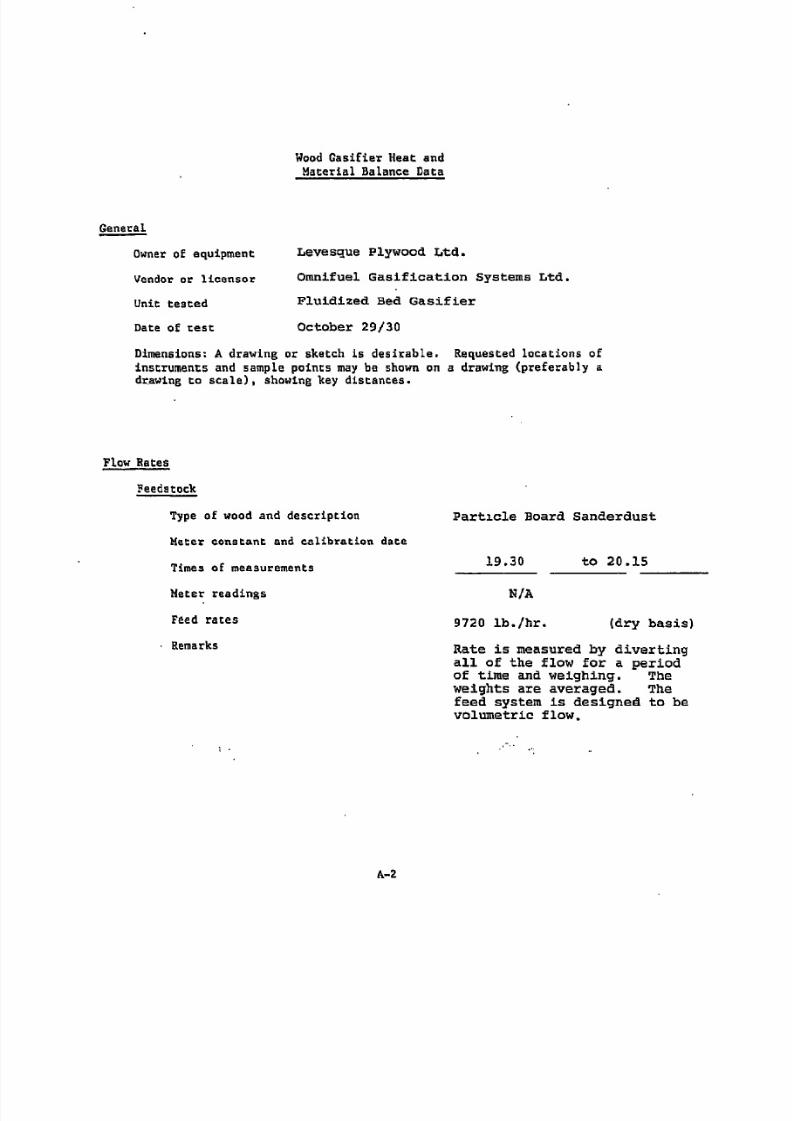
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 46/65
Wood Ga si f i er Heat and
Mater ia l a lance Data
General
Owner oE equipment
Vendor or licensor
Unit tested
Date of test
L e v e s q u e P l y w o o d L t d .
O m n i f u e l G a s i f i c a t i o n S y s t e m s L t d.
F l u i d iz e d B e d G a s i f i e r
O c t o b e r 2 9 / 3 0
Dimensions: A drawing or sketch Is de si ra bl e. Requested loc at io ns of
inscrumen~s and sample poi nt s may be shown on a drawing pr ef er ab ly a
drawing to sca le ), showing key dista nces,
Flow Rates
Feedstock
Type of wood and description
Meter constant and cal ibrat ion date
Times of measurements
Meter readings
Feed rates
Remarks
P a r t l c l e B o a r d S a n d e r d u s t
1 9 . 3 0 t o 2 0 . 1 5
N A
9720 lb./hr. dry basis)
R a t e i s m e a s u r e d b y d i v e r t i n g
a l l o f t h e f l o w f o r a p e r i o do f t i m e a n d w e i g h i n g . T h e
w e i g h t s a r e a v e r a g e d . T h e
f e e d s y s t e m is d e s i g n e d t o be
v o l u m e t r i c f l o w .
' - . %
A-2
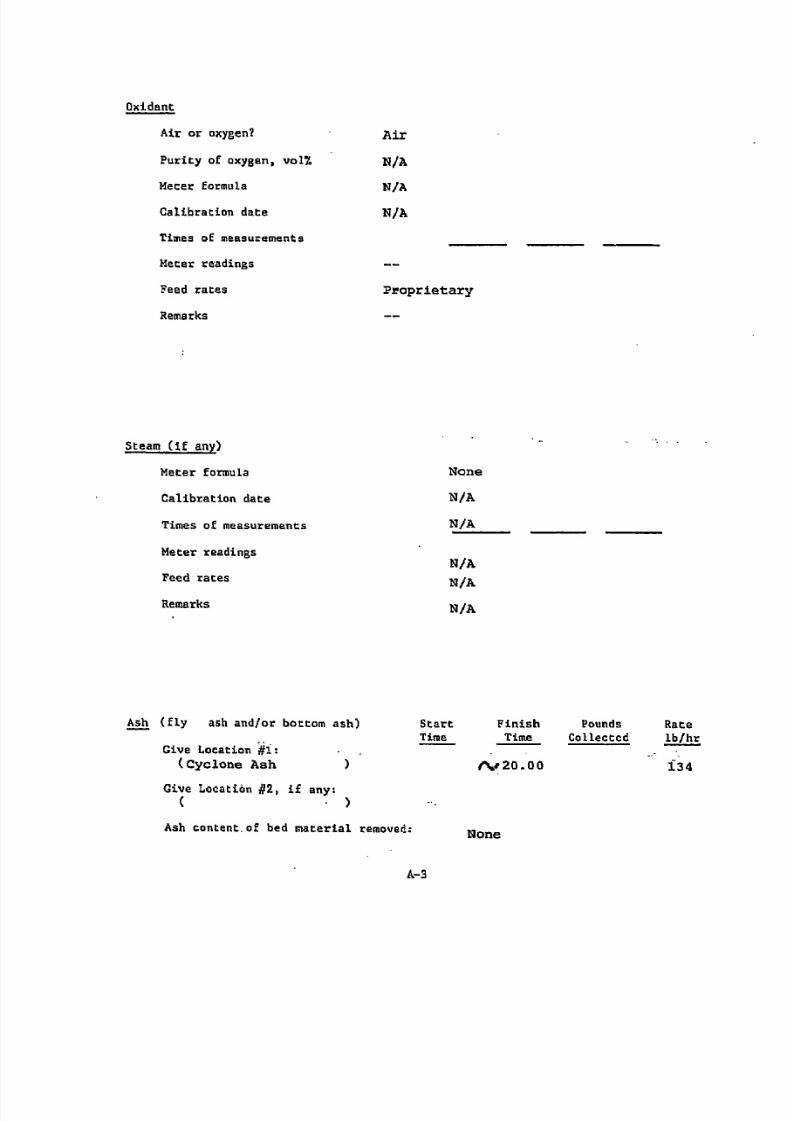
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 47/65
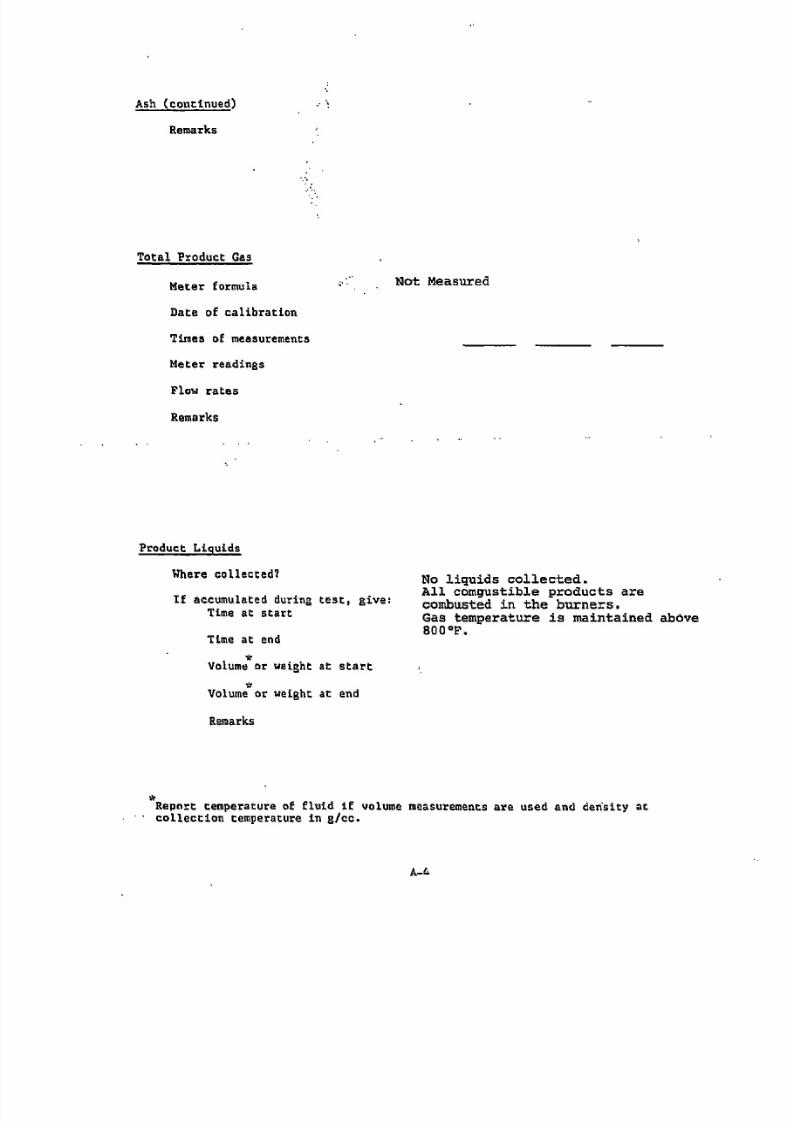
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 48/65
Ash (coutlnued)
Remarks
" :
. .
Total r o d u c t Gas
Meter formula
Date o f calibration
Times o ~ measurements
Meter r e a d i n E s
Flow rates
Remarks
N o t M e a s u r e d
P r o d u c t L i q u i d s
W h e r e c o l l e c t e d ?
I f a c c u m u l a t e d d u r i n g t e s t , g i v e :
T i m e a t s t a r t
T i m e a t e n d
Volume or w e i g h t at start
Volume or weigh t a t end
Remarks
N o l iq u i d s c o l l e c t e d .A l l c o mg u s t i b l e p r o d u c t s a r e
c o m b u s t e d i n t h e b u r n e r s .
G a s t e m p e r a t u r e i s m a i n t a i n e d a b o v e
8 0 0 o F .
R e p o r t u e m p e r a c u r a o f f l u i d i f v o l um e m e a s u r e m e n t s a r e u s e d a n d d e n s i t 7 a tc o ~ l e c t i o n t e m p e r a t u r e i n g / c o .
A-~
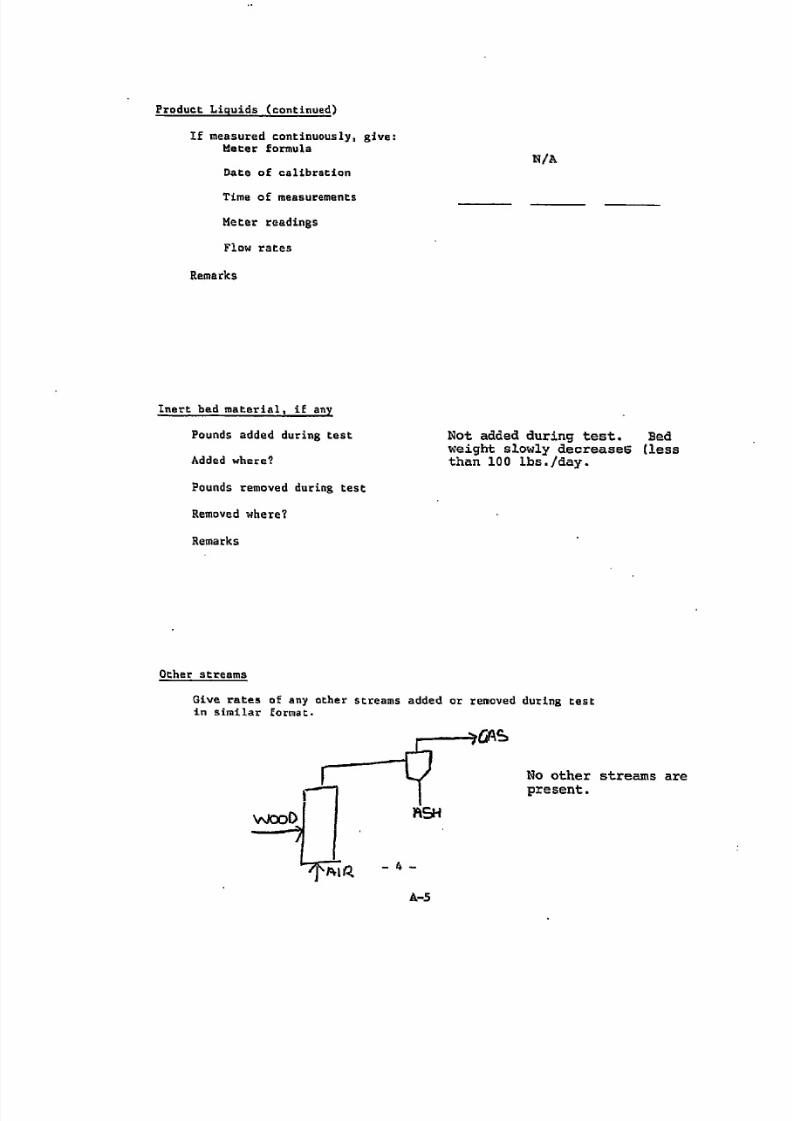
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 49/65
Product Liqui ds continued)
If measured contlnuously3 g iveMeter formula
Date of calibration
T i m e o f m e a s u r e m en t s
M e t e r r e a d i n g s
F l o w r a t e s
R e m a r k s
N A
Inert bed material, if any
Pounds a dded during test
A d d e d w h e r e ?
Pounds removed during test
R e m o v e d w h e r e ?
R e m a r k s
N o t a d d e d d u r i n g t e s t . B e d
w e i g h t s l o w l y d e c r e a s e e { l es s
t h a n 1 0 0 l b s . / d a y .
Other s t r e a m s
Give r ates of any other streams ad ded or removed durinE test
in similar ~ormat.
4
N o o t h e r s t r e a m s a re
p r e s e n t .
A - 5
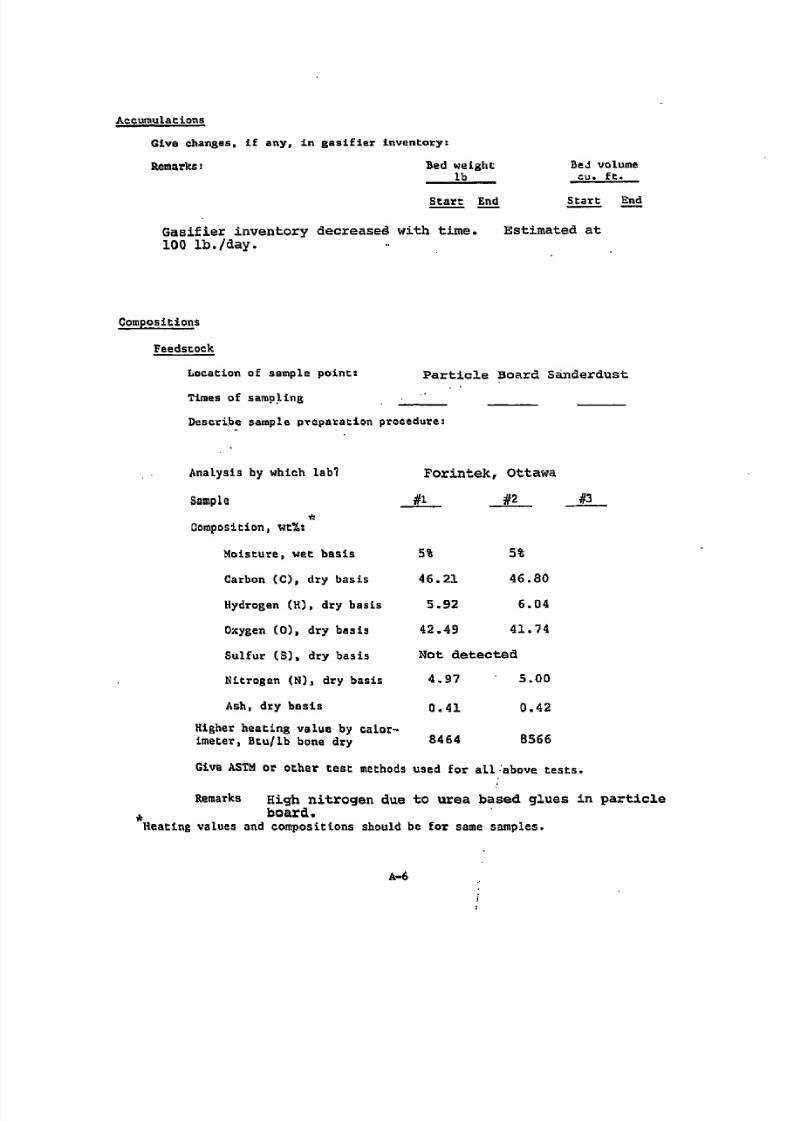
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 50/65
Accumulations
Give changes, iF any , in gasi£1er inventory:
Remarks: Bed we ig ht
lb
Star~ End
G a s i f i e r i n v e n t o r y d e c r e a s e ~ w i t h t im e .
1 0 0 l b . / d a y .
Be~ volumecu. ft°
SCarf End
E s t i m a t e d a t
Compositions
Feedstock
L oc at io n o f s am pl e p oi nt : P a r t i c l e B o a r d S a n d e r d u s t
Times of sampllng
Describe sample pr~pa~a~ion procedure:
Analysls by which lab~
Sample
Composit lon WC :
Moisture, wet b a s i s
Carbon (C): dry basis
Hydrogen (H~, dry basis
Oxygen ( 0 ) , dry basis
Sulfur ( S) , dry basis
Nitrogen (N ), dry b s i s
Ash, dry basis
Higher heating value by calor-imeter, Btu/ib bone dry
F o r i n t e k , O t t a w a
1 2
5 5
4 6 . 2 1 4 6 . 8 0
5 . 9 2 6 . 0 4
4 2 . 4 9 4 1 . 7 4
N o t d e t e c t e d
4 . 9 7 5 . 0 0
0 . 4 1 0 . 4 2
8 4 6 4 8 5 6 6
Give ASTM or ot her te st methods used f or al l . above te st s.
R e ma rk s H i g h n i t r o g e n d u e t o u r e a b a s e d g l u e s i n p a r t i c l e
, b o a r d .
HeaCin E values and compositions sho uld be for same samples.
A 6
J
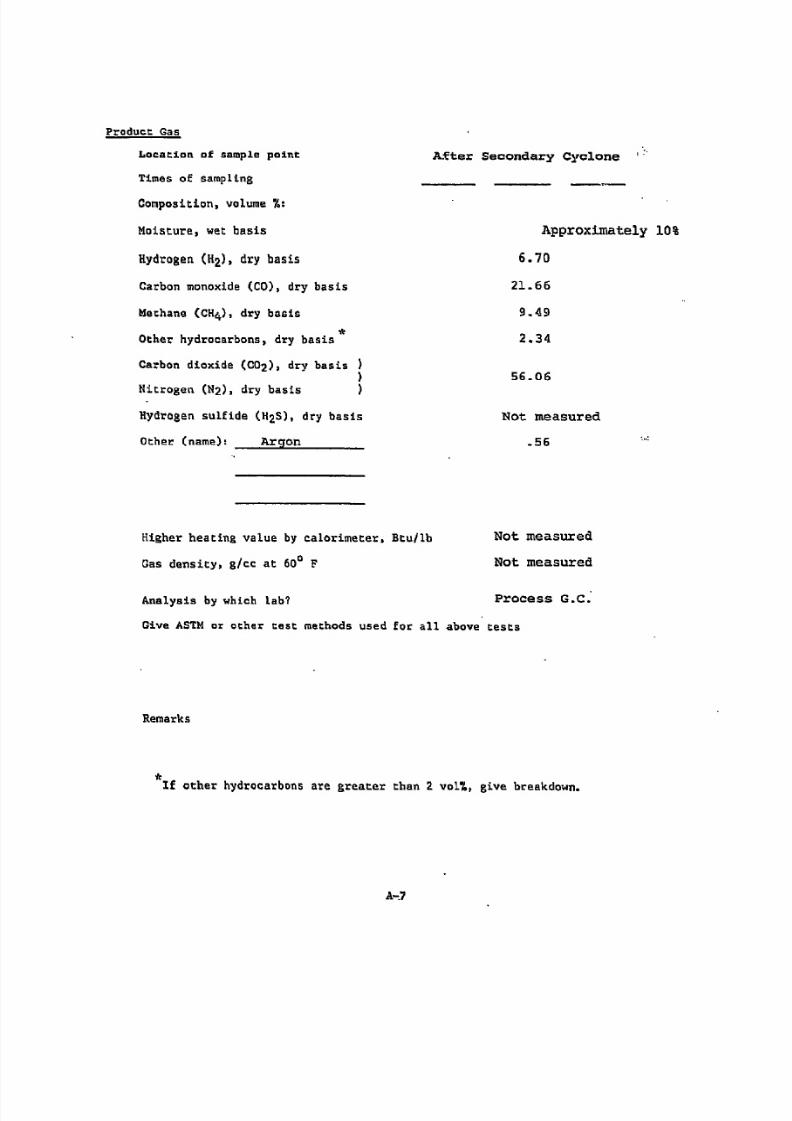
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 51/65
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 52/65
P~oduc~ Lio~tds
L o c a t i o n o E s am p le p o i n t
TLmes o~ sampLin~
W a t e r , w t ~ , wec b a s i s
Composi=£on~ we , dry bas~s
Carbon (C)
Hydrogen (H)
Oxysen (0 )
S u l f u r S )
N i t r o g e n ( N )
Ash
X i g b e r h e a t i n g v a l u e b y c a l o r i m e t e r ,B tu / lb b o n e d ~y o~I
L i q u i d d e n s i t y , d r y , 6 0° F , g / cc
Liquid dens£~y a~ sampling temperature
Tempera tu re o f sampl ins~ OF
A n a l y s t s b y w h i c h l a b ?
N A
Give ASTH o r o ch e r C e sc me th od s u se d f o r a b o ve t e s t s :
Remarks~
¢
I f p ro d u c t l iquid se p a ra te s ~n~o two phases repo~c the fo lLowl .ngd a ca f o r e a ch p h a se se p a ra te ly ,
A-8
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 53/65
Ash
Location of sample poinCs:
1 (e.g., bottom ash)
2 (e.g., Ely a s h )
Times of samptlng
Sampte
Carbon con~an~, wtZ dry basis
Ash eompos£tion, w~%, dry basis
SiO
A[203
Fe203
CaO
MgO
N a 2 0
K 2 0
A s h f r o m C y c l O n e s
Z 2 Z 2
7 1
2 9
Analysls by which lab?
Give ASTH or ocher cest method used for a11 above tests:
Remarks:
A-9
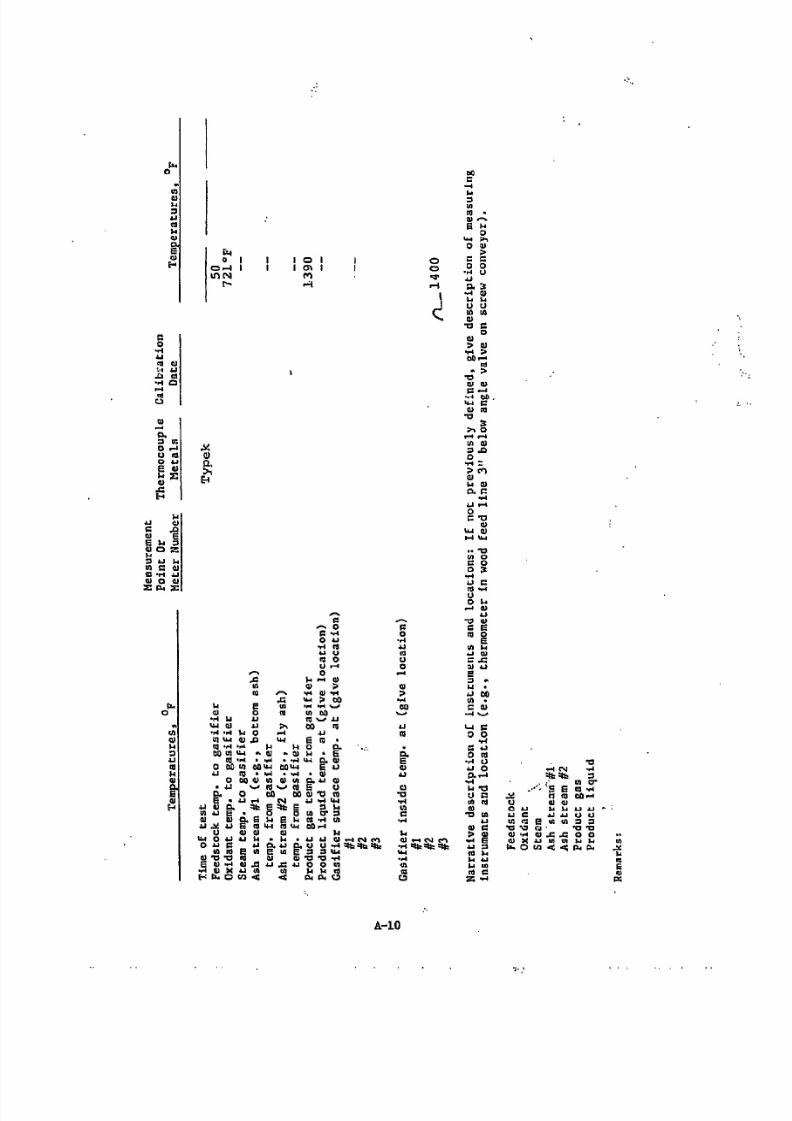
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 54/65
: - .
ql
g
°O
0E
I~ 0
D
4 . 1
m
U
O
A
O- ,,4
OO
CO
E
4.)
CJO
* H
t~
o~,.4
q 4
m
0
0• 4 r~,~J U
0O r ~
• - 0
, ~ . , 4 ~ 0 . - 4 4 J
~ ~ ~
~ - ~ r 4 f v l
A IO
-4
°
D
O
O O* H U
U Um
O
~ m
¢.
0
i,.4 ~t.i
~ 0
U
d ~
= Em 0
]
M *
II1
0 0
D m
,~ 0
~ m~J
4 E
m ~
M m
O du ] .8 ~ ~u ~J~ J C ~ J ~ J U u
t =l ~ ( ' j , 0 1 : 3~ * , . q ~ J . s :; .J C : O 0
m
' .
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 55/65
o
, I t b l
* . .4 .H, , - t m mm ~ ~ ue ~ , H
e n * n l a
I J ~
O.I ,~1 .,-IE m m - o
E
cs,
0
r~u
0r - I
0
°H
U
qJ
° ~
~ 0
~J
m
m
0
>
la
0
L~
0
~Jm •U ~o u
• J 0 ,'~
Ul 1-4 m
UU 10
, H
m m
U l t~ OO l a ~ :S
e - i
~ v.,,, .Ln
J
~ m ~u
mE
A - 1 1
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 56/65
Entrainment
Particulates in product gas m y be determined by is ok in et ic samplingT h i s d a t a i s d e s i r a b l e b u t n o t e s s e n t i a l . I f r e p o r t e d s i v e m e th o d u s e d .Show l o c a t i o n of measurement.
Auxiliary Ener~7 Requizements
Time of test
Feed sto ck conveyo r power kW
Forced dr af t fan power kW
Induced drafc fan pow erj kW
Feedstock drier du=y , million Btu/hr
Oxidant preheater d uty , million Btulhr
E n t r a i n m e n t
I s o k i n e t i c s a m p l i n g - E n v i r o n m e n t C a n a d a S t a n d a rd R e f e r e n c e M e t h o d s
f o r S o u r c e T e s t i n g ; M e a s u r e m e n t of E m i s s i o n s o f P a r t i c u l a t e s f r o m
S t a t i o n a r y S o u r c e s E P S - I - AP - 7 4 - 1 .
P a r t l c u l a t e l o a d i n g i n O i l ~ e a t e r s t a c k . 15 g r a n / s c f a t 1 2 % C O 2
C o n t a i n i n g 4 4 % c a r b o n
. : . •
A-12
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 57/65
'
Appendix B
CALCULATIONS AND DESCRIPTIONS OF UNSUCCESSFUL BALANCES
This appendix gives derivation and documentation of the results and discussion of
she rejected trials. Gaps existed in the reported experimental data so that
analysis was not straightforward. OmniEuel was requested ~o fill out a data fo rm
to the extent possible; the Omaifusl reply is give n in Appendix A. The principal
gaps in the data include the air rate (considered proprietary), the gas ~ate (not
measured), and the heating value of the gas,
The pr l nei pel unce r ta int ies in reported data are t hat the dry gas percentage
comp ositi ons add up to 96.81 vol rather than 100~ (indicating that 3.19 vol of
the gas is missing) and that the water vapor con tent is uncertain because of
experlmen tal difficulties in its measurement. Furthermore, the sampling valv e to
th~ gas chromatograph reportedly leaked during the analysis because of corrosion.
The corros ion was ca used by a small amount of conde nsable matter, estimated as
0 . ~ by weight of the gas but not reported.
The data reported permit calc ulating heat and materi al balances, provided
assumptions are made concerning the inconsistent and unc er ta ~ compositions. A
valid material balance must close with respect to both total mass snd the mass of
each element. The element argon can be used to relate dry gas rate to air rate,
since argon comes only from air. An assumption on the water vapor concentrat ion
and balances usin carbon or nitrogen can then be use d to establish the rates of
all the streams. This method is the most direct, but the small concentr ations of
arBon in air and in the product gas may resul t in large percentage errors.
Complete nitrogen analyses are available for £~ed, ai~, and dry gas, so these data
and an assumption on the uncertain water vapor concentration also permlt
calculation of the unkn own flou rates. (Origlnally nitrogen and carbon dioxide
were reported aggregated, but a breakdown was obtain ed by telephone.)
The assumption used to force the dry gas compositio n to add up to 100 is qu it e
important in making the elemental balances close alon g with total mass balances.
In early trials the composition ~as normalized, an d several water vapor
B 1
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 58/65
concen tratio ns were tried. Than the missin g 3.[9 was ass umed to be nitrogen.
All these trials gave poor elementa l balances and probably optimistic thermal
efficlencies. The seventh trial gave good elemental closures through a nitrogen
balance. This trial assume d that the missing 3.19~ was ca rbon dioxide, a nd that
the wat er vap or concent ration was that reported by Omnifuel. In addition, the
calculated thermal efficiency was reasonable, but probably low, as previously
discussed
The followi ng tables show the devel opmen t of the final results. Table B-I gives
the data that were measured or could be calculated directly from Omnlfuel
measure ments. Only the wood waste and ash had both flow rates and compositions
measured. Two analyses were~available for wood waste ; these were averaged.
The ~irst trial entailed several steps. Table B-I shows that Omnifuel personnel
gave only an estimate of the moisture content of the gas beca use their analyzer
was giving trouble. Therefore, adjustment of water vapor concentration was
allow able if necessar y to close balances . Furthermore, the dry gas composition
did not add up to 100 . To Ealn an inltl al estimate of the fuel gas composition,
the dry gas composition was normalized, end moisture was taken as the value
estim ated by Omnifuel. A literat ure value was used for dry air composition (6)
and 0.04 ib H20/15 dry air was assumed consistent with the cool temperatures at
the plan t location. The n three weight ratios were calcula ted from the
compositio ns, namely, the ratio of dry woo d to carbon, the ratio of dry air to
argon, a nd the ratio of carbon to argon in the fuel gas. Comb inin 8 these ratios
gave the weight ratio of air to wood, which was multiplied by the wood rata to get
the air rate.
The particul ate loading in the fuel gas was found by estimaulug the total flow of
flue 8as after complete combustion and applying the measu red figure of 0.15
gralu/ scf to it. The carbo n on ash was lower at this point t han in the fuel gas,
so the mineral ash flow rate was calculated in the flue gas and assumed to be the
same in the fuel gas . Carbon on particulate in the fuel gas was calculated from
the ash analysis. The particulate flow smounts to a small correction, and these
estimates were used for all the trials, except that th e refinement of assumin
carbon on particulate was 5 hydrogen was made in later trials.
B 2
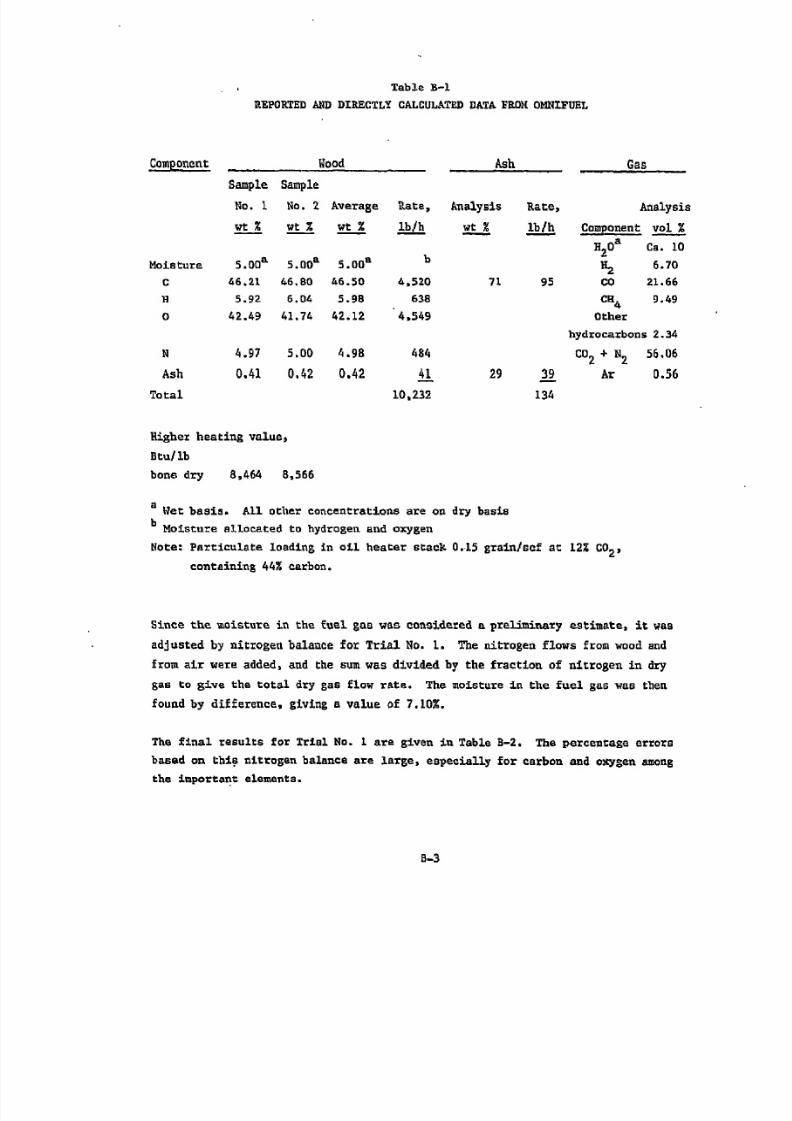
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 59/65
Table B I
R E P O RT E D A N D D Z R E C T L Y C A L C U~ k T E D D A T A F R O H O M N Z F U E L
Component Wood Ash Gas
Sample Sample
No. 1 No. 2
wt Z wt
Moi stu re 5.0Q a 5.00 a
C 46.21 46,80
H 5.92 6.04
O 42.49 41,74
Average Rate, Analysis
wtZ ib/h wt__~g
5.00 b
6.50 4,520 71
5.98 638
42.12 4,549
N 4 . 9 7 5.00 4.98 4 8 4
Ash 0.41 0,~2 0.42 41
T o t a l 10,232
2 9
R a ?.e,
l b _ _ A
95
39
134
Analysis
Component vol Z
H20 a Ca. i0
H2 6 . 7 0
CO 21.66
CH4 9.49
Other
hydrocarbons 2.34
Co 2 + N2 56,06
A r 0.56
Higher h e a t i n g value,
Btu/Ib
b o n e d r y 8 4 6 4 8 5 6 6
a
Wet basis. All other concentrations are on dry basisb
Moistu re allocated to hydrogen and oxygen
Note: Particulate loading in oll heater stack 0.15 grain/scf at 12Z CO ,
containing 44 carbon.
Since the moisture i n the ~uel gas was considered a preliminary estimate, it was
adjusted by nitrogen balance for Trial No. i. The nitrogen flow s from wood and
from air were addedl and the sum was divided by the fraction of nltro sen in dry
gas to 8ir e the total dry 8as ~low rata. The moisture in the fuel gas was then
found by difference, Eivlng a val ue of 7.10Z.
T h e f i n a l r e s u l t s f o r T r £ a l N o . 1 a r e g i v e n i n T a b l e B - 2 . T h e p e r c e n t a g e e r r o r s
b a a e d o n t h i e n i t r o g e n b a l a n c e a r e l a r g e e s p e c i a l l y f o r c a r b o n a n d o x y g e n a mo ng
t h e i m p o r t a n ~ e l e m e n t s .
B 3
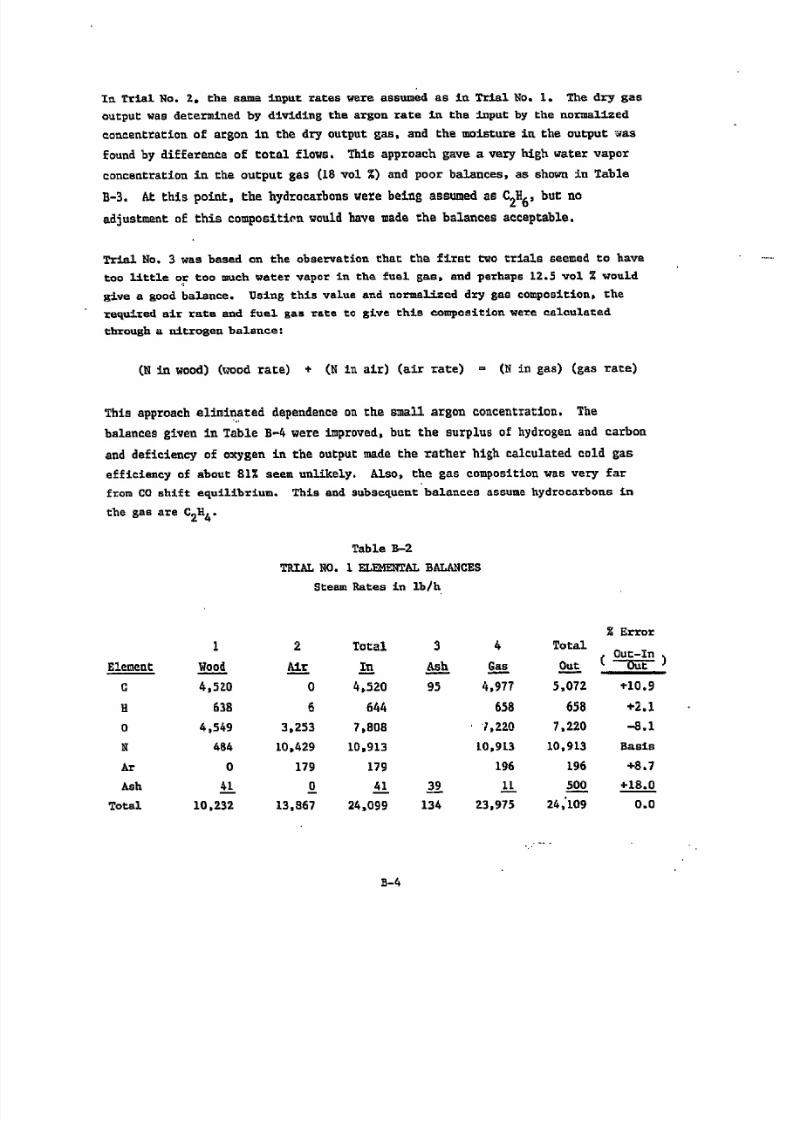
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 60/65
In Trial No. 2, the sam~ inpu¢ rates were assu med as im Trial No. I. The dry ga s
output was determined by dividing the argon rate In the input by the normalized
concentration of arg on in the dry output gas, an d the moisture in the output was
found by difference of total flows. This approach gave a very hig hw at ar vap or
concentration in the output 8as (18 vol ) and poor balances, as shown in Table
B-3. At this point, th e hydrocarbons were being assum ed as C2H6, but no
adjustment o f this com posi tien would have made the bala nces acceptable.
Trial No. 3 was bas ed on the observation that the first two trials seemed to have
too little or too much water vapor in the fuel gas, and perhaps 12.5 vol wo uld
give a good balance. Usi ng this value and noz~aal/zed dry 8as composition, the
raqulrad air rate and fuel gas rate to give this c o m p o s ~ t i o n wets calculated
through a nitrogen balance:
N in wood) wood rat e) + N in ai r) ai r ra te ) = N n gas) gas rat e)
T h i s a p p ro a c h e l ~ J n i n a t e d d e p en d e nc e o n t h e s m a l l a r g o n c o n c e n t r a t i o n . T h e
balances given in Table B-4 were improved, but t he surplus of hydrogen and c arbon
and deficiency of oxyg en in the output m a d e the rather hi gh calculated cold gas
efficiency of about 81 seem unlikely. Also, the gas eomposltlon was very far
from CO shift equilibrium. This and subsequent bala nces assume hydroca rbons in
the gas are C2~H .
TableS-2
TRIAL NO. I ELEMENTAL BALKNCES
Steam Rates in Ib /h
I 2 Total 3
Zl em eu t Woo.__ _d A i r I u A s h
0 4,520 0 4,520 95
H 638 6 644
0 4 , 5 4 9 3 , 2 5 3 7 , 8 0 8
N 484 10 ,429 10,913
Ar 0 179 179A s h 4 _ o 4 _ 9
Total 1 0 , 2 3 2 1 3 , 8 6 7 2 4 , 0 9 9 1 3 4
4
Ga_..s
4,977
658
7,220
t 0 , 9 L 3
19611
2 3 , 9 7 5
Total
Out
5,072
658
7 2 2 0
1 0 , 9 1 3
19650...XO
24 109
. . . - - •
Z Error
Ou=-In
+10.9
+2.1
-8 .1
B a s i s
+ 8 . 7+18.0
0.0
B-4
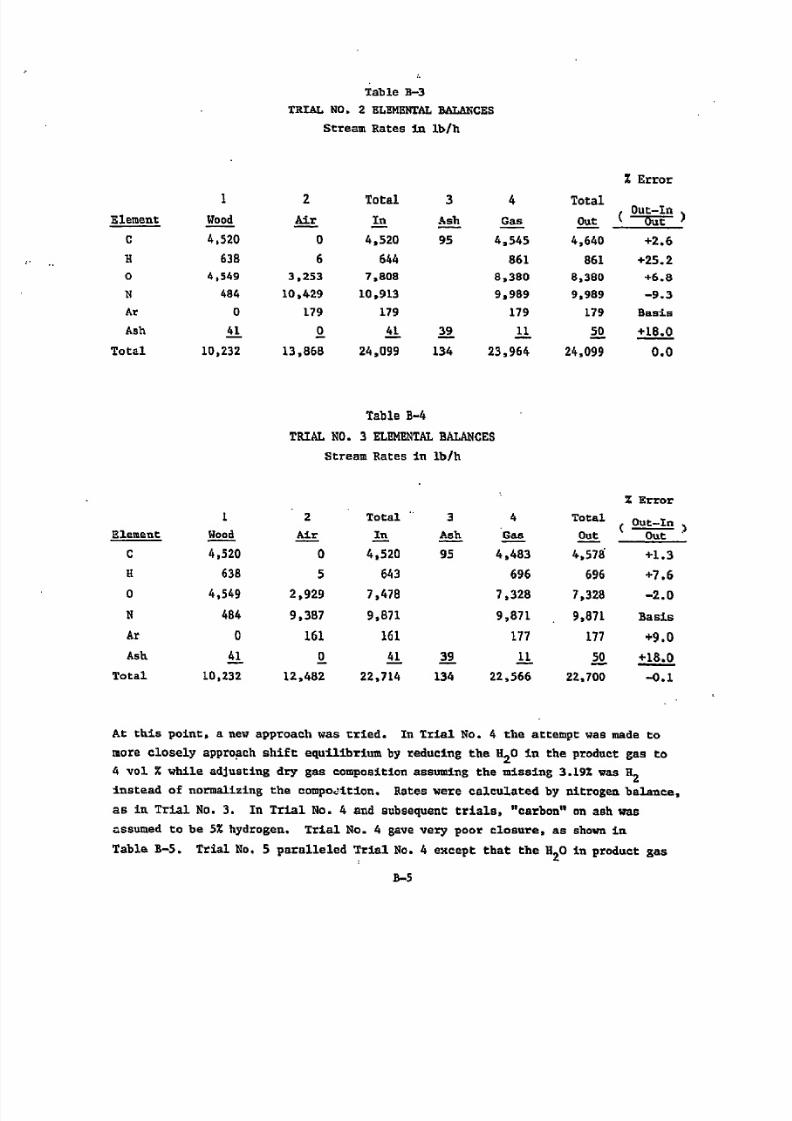
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 61/65
T a b l e B - 3
TRI AL NO. 2 ELEMENTAL BAL ANCE S
Stre am Rates :In ib/h
i 2 Total 3
E l e m e n t W o o d A i r I n A s h
C 4,520 0 4,520 95
638 6 644
o 4,549 3,253 7,808
N 484 I0,429 10,913
Ar 0 179 179
A s h 41 0 41. 3_99
Tota l I0,232 13,868 24,099 134
Z E r r o r
4 T o t a l0 u t - l n
Gas Out ( ~ )
4 , 5 4 5 4,640 2.6
861 861 +25. 2
8,380 8,380 6.8
9,989 9,989 9 . 3
179 179 B a s i s
I _ 5 o + 1 8 ._ _ _ 00
23,964 24,099 0 .0
T a b l e B-4
TRI AL NO. 3 ELEMENTAL BALA NCE
S t r e a m Rates in Ib /h
Z Error
I 2 T o t a l 3 4 T o t a Z O u t - l n
E l e m e n t W o od A i r ~ n A s h G a s O u t ( O u t
C 4,520 0 4,520 95 4,483 4,578 +L.3
H 638 5 643 696 696 +7.6
0 4,549 2,92 9 7,478 7,328 7,328 -2.0
N 484 9,387 9,871 9,871 9,871 Basis
Ar 0 161 161 177 177 9.0
A s h 4 __ 1 O 4 1 - 3 _ _9 l _ 5 _ _0 + 1 8 ._ _O 0
Tota l 10,232 12,482 22,714 134 22,566 22,700 -0.i
At thi s poln=, e new approach was trie d. In Tr ia l No. 4 the a~emp= was made to
more c lo sel y approach shif t equ i l i br i um by reducing the S20 in the product gas to
4 vo l % whi le ad jus tin g dry gas c omposition assuming the mis sin g 3.192 was H2
ins tea d of normaliz ing the compo~:it ion. Rates were cal cul a te d by ni t roge n bala nce,
as in Tr ia l No. 3. In Tr ia l No. 4 and subsequent tr ia ls , carbo n on ash~ras
assumed to be 5% hydrogen. Tr ia l No. 4 gave ~ery poo r c lo su re , as shown in
T a b l e B - 5 . T r i a l N o . 5 p a r a l l e l e d T r i a l No . 4 e x c e p t t h a t t h e H 2 0 i n p r o d u c t g a s
B-5
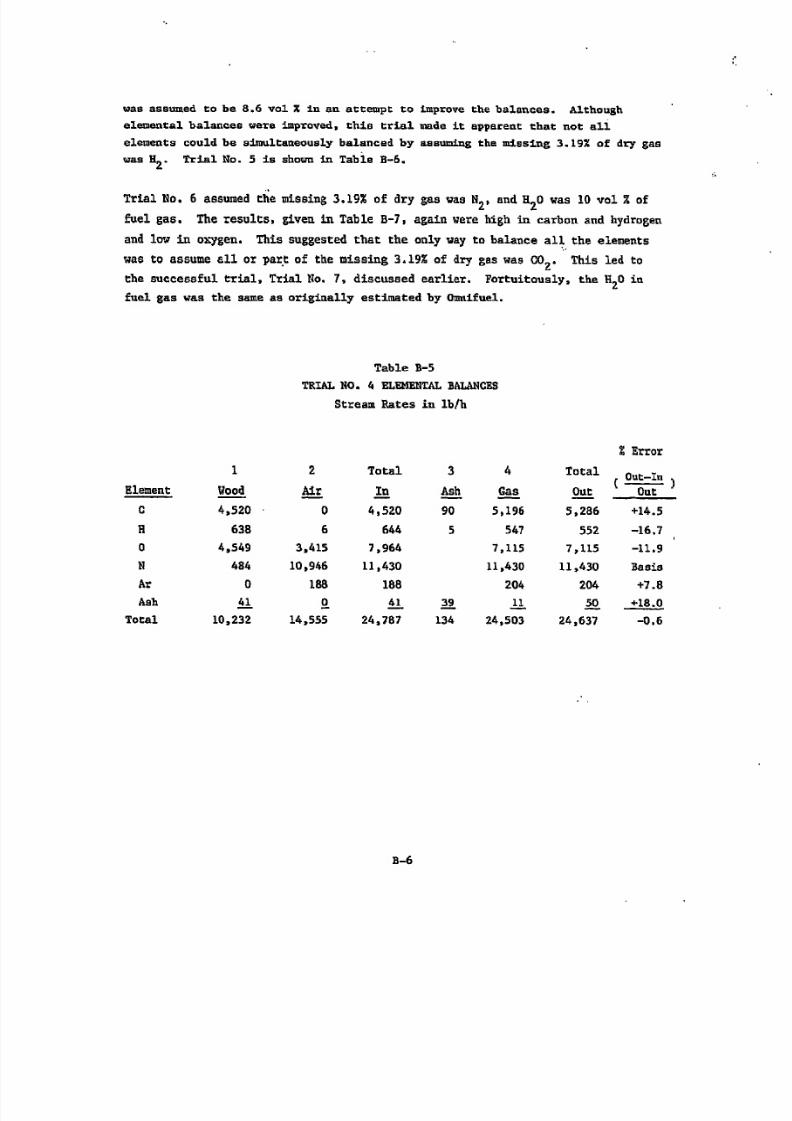
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 62/65
was assumed to be 8.6 vol ~ in an attempt to improve the balances. Althous h
elemental balances ware improved, this tr la lm ad e it apparent Uhat noC all
elements c ould be simultaneously bala nced b y assumlnE the miss ing 3.19X of dry 8as
was H 2. Tria l No. 5 is sho~n in Table B-5.
Trial No. 6 assumed the mlssiu~ 3.19Z of d ry gas was N , and H20 was I0 vol ~ of
fuel 8as, The results, given in Table B-7, ag ai ~w er e high in carb on and hydrogen
and ic~ in oxygen. This sugEested that the on ly ~a y to balanc e all the elements
was to ass ume al l or part of the missln 8 3.19~ of dry gas was CO . This led to
the succe ssful trial, Trial 50. 7, discu ssed earlier. Fortuitously, the ~20 in
fuel Eas wa s the same as oriEinally estima ted by Omnifuel.
T a b l e B - 5
T R ~ A L N O . 4 ELEMEN TAL BALANCES
Stream Rat es in lb/h
1 2 Total 3
Element W oo___dd A. .._/.r I n n As___hh
C 4,520 0 4,520 90
H 638 6 644 5
0 4,549 3,415 7,964
N 484 10,946 11,430
Ar 0 188 188
A s h 41 0 41 3 9
Total 10,232 14,555 24,787 134
Z Error
4 Total Out-l.
CGas Out Out
5,195 5,28 6 14.5
547 552 -16.7
7,115 7,115 -11.9
11,430 1 1,430 Basis
204 204 7.8
ii 50 18.O
24,503 24,637 -0.6
B-6
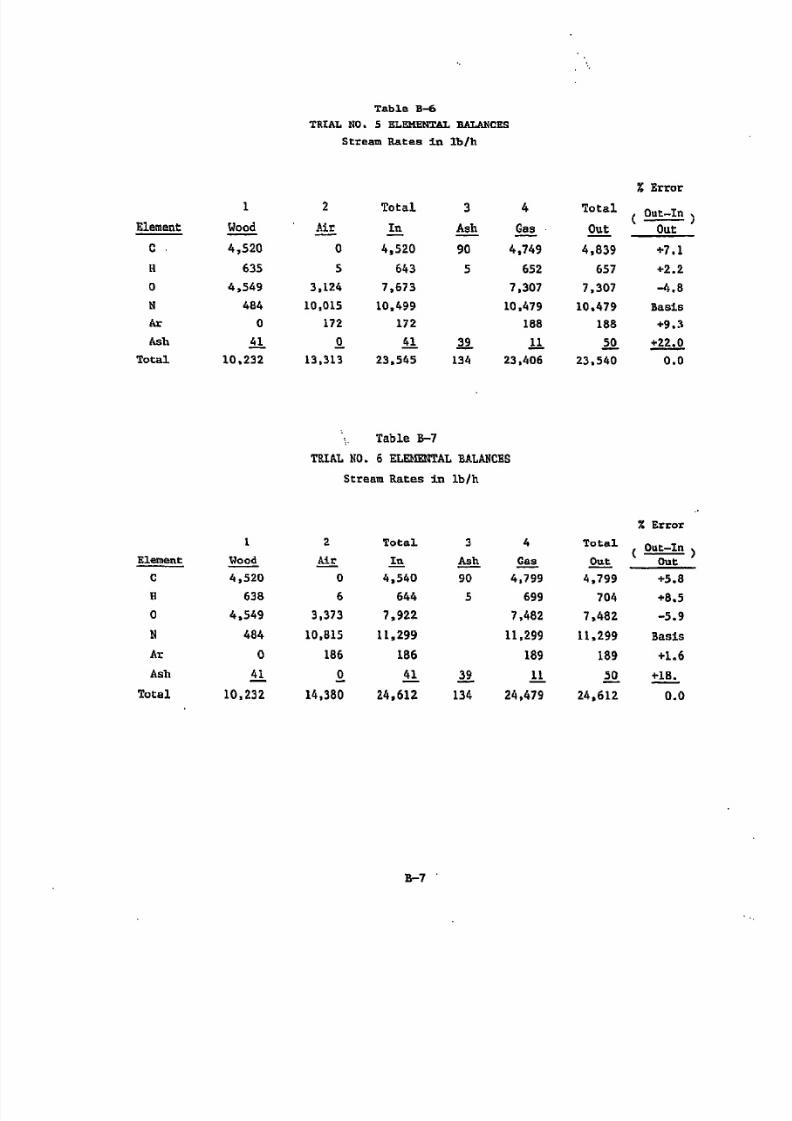
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 63/65
T a b l e B - 6
T R Z A L N O , 5 E L E M E N T A L B A L A N C E S
S t r e a m R a t e s i n I b / h
I 2 T o t a l 3
E l e m e nt W o o d A i r I n A s h
C . 4 , 5 2 0 0 4 , 5 2 0 9 0
B 635 5 643 5
0 4 , 5 4 9 3,124 7 , 6 7 3
N 484 1 0 , 0 1 5 1 0 , 4 9 9
Ar 0 172 172
~ h 4 _ k _ 4 1 3 9
T o t a l 1 0 , 2 3 2 1 3 , 3 1 3 2 3 , 5 4 5 1 3 4
E r r o r
4 T o t a l ( O u ~ - Z n
G a s . O u t O u t
4 , 7 4 9 4 , 8 3 9 + 7 . 1
652 657 +2 .2
7 , 3 0 7 7 , 3 0 7 - 4 . 8
1 0 , 4 7 9 1 0 , 4 7 9 B a s i s
188 188 9 . 3
I ~ 5 o 22 ._ . . .~o
2 3 4 0 6 z 3 . 5 4 o o . o
T a b l e B - 7
T R I A L N O . 6 E L E 2 ~ E ~ A L BALANCES
S t r e a m R a t e s i n i b / h
1 2 T o t a l 3
E l e m e nt W o o d A ~ I n A s h
C 4 , 5 2 0 0 4 , 5 4 0 90
H 638 6 644 5
0 4 , 5 4 9 3,373 7 , 9 2 2
N 484 I 0 , 8 1 5 I I , 2 9 9
Ar 0 186 186
A s h 4 ~ _ 4 ~ 3 ~
T o ~ a l 1 0 , 2 3 2 1 4 , 3 8 0 2 4 , 6 1 2 1 3 4
E r r o r
4 T o t a l O u ~ -I n
Oa.._.~s O u t O u t4 , 7 9 9 4 , 7 9 9 + 5 , 8
699 704 +8 .5
7 , 4 8 2 7 , 4 8 2 - 5 . 9
1 1 , 2 9 9 1 1 , 2 9 9 B a s i s
189 189 1.6
11 5 0 +18 .
2 4 , 4 7 9 2 4 , 6 1 2 0 . 0
B - 7
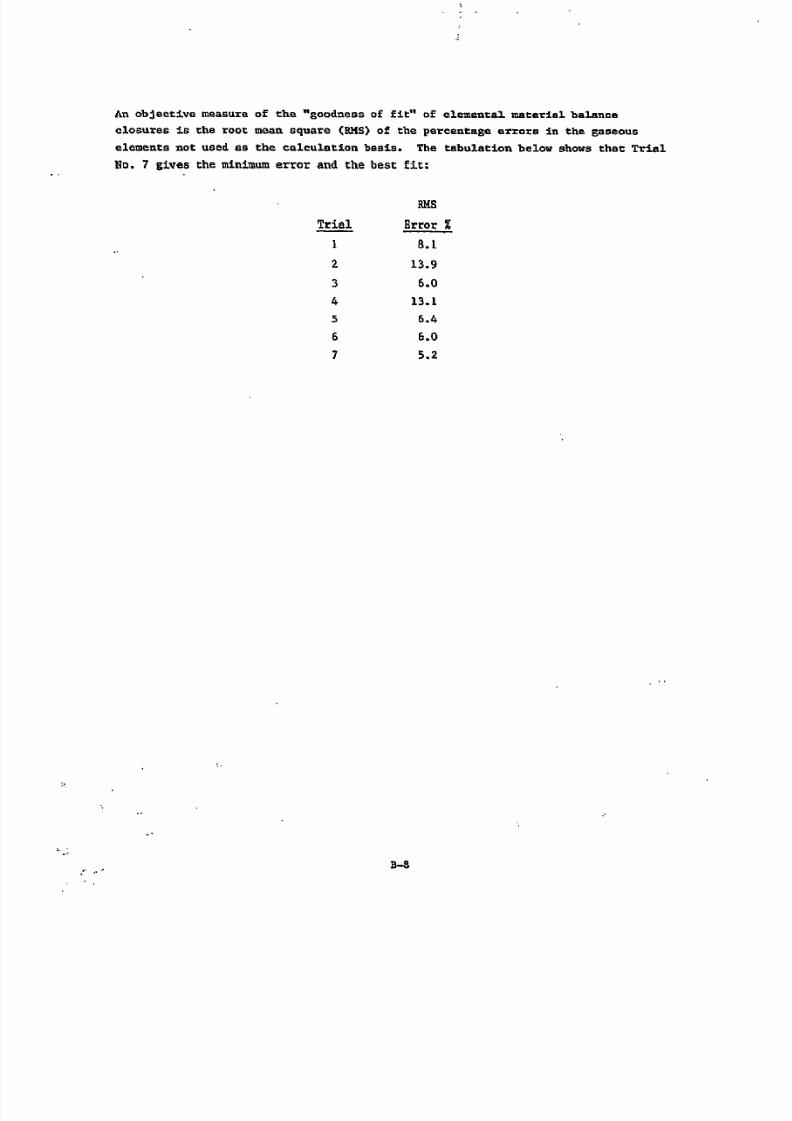
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 64/65
A n o b ~ e c t l v e m e a s u r e o f t h e ~ o o d n e s s o f f l t 'I o f e l e m e n t a l m a ~ e r l e l b a l a n c e
c l o s u r e s i s th e r o o t m e a n s q u a r e ( R MS ) o f t he p e r c a n t a E e e r r o r s i n t h e E a s e o u s
e l e m e n t s n o t u s e d a s t h e c a l c u l a t i o n b a s i s. T h e t a b u l a t i o n b e l o w s h o w s t h a t T r i a l
N o . 7 E l v e s U h a m i n i m u m e r r o r a n d t h e b e s t fi t :
T r i a l B r r o r Z
I 8 . [
2 1 3 . 9
3 6 . 0
4 13 .1
5 6 . 4
6 6 . 0
7 5 2
°
B 8
8/13/2019 2567, 986-10
http://slidepdf.com/reader/full/2567-986-10 65/65
ppendix C
O M ~ I~ U E L C ~ E N T S R E G A R D I N G E PR I / SY N ~ HE ~ I C F U E L S A S S O C I A TE S
STUDY OF THE O M N I F U E L W O O D G A S l F I E R
We have review ed the draft report on the Omnlfuel Easlfler by S y n t h e t i c F u e l s
A s s o c i a t e s a n d w e c o ns i d e r th e In f o r m a t io n s u p p li e d b y O ~ f u e l t o h a v e b ee n
p r e s e n t e d ~ n a v e r y o b J e e t l v e m a n n e r .
l~ere is a su88estlon in the report th at ~he energy eEflelencle s appear to be low.
W e c o n c u r x~ I th t h is c o~ u en t . B a s e d o n s o m e a d d i t io n a l d a t a w h l e h w e p o s s e s s ~ w e
belleve th e hot 8as flow to be low by abo ut 7 percent. When this is converted to
e n e r g y a v a i l a b le i n t h e ga s t h e H H V h e a t o u t b e c o m e s 6 6. 6 3 M M B t u / h r i n s t e a d o f
6 2 .2 7 M M B t u / h r w i t h c o r r e s p o n d i n g i n c r e a s e s i n s e n s i b l e an d l a t e n t he a t. A s a
r e s u l t t h e c o l d g as e f f i c i e n c y i n c r e a s e s f r o m 7 5 . 2 p e r c e n t t o 8 0 . 5 p e r c e n t a n d
the hot 8as efficiency from 86.6 percent to 92.6 percent.
W e a l s o w i s h t o a c k n o w l e d g e t h e f a c t t h at m u c h o f t h e i n f o r m a t i o n p r o v i de d b y
0mnlfuel resulted fro m a grant by the Mini stry of Energy Ontario.
J o h n B l a c k
O n m l f u e l
~ o ~ i


















