Lean Tools for The Rest of the Enterprise - ASQ Baltimore 0502
Upload
arek-rajtarCategory
view
332download
0description

Toolbox
Quexx International Ltd.
1

LEAN Toolbox
Quexx International Ltd.
2
Definitions
is a
systematic approach
of eliminating waste
so every step adds value
for the Customer.
is a part of TOYOTA WAY.
It is a production system based on the philosophy of the complete elimination
of all waste from all aspects of product creation in pursuit of
the most efficient production method.
"The key to the Toyota Way and what makes Toyota stand out is not any of the individual elements. What is important is having all the elements together as a system.
It must be practiced every day in a very consistent manner —not in spurts." Taiichi Ohno

LEAN Toolbox
Quexx International Ltd.
3
Toyota's 14 Management Principles of Lean Manufacturing* 1. Base your management decisions a long-term philosophy, even at the expense of
short-term financial goals.
2. Create continuous process flow.
3. Use pull systems to avoid overproduction.
4. Level out workload.
5. Get quality right the first time.
6. Standardization for continuous improvement and employee empowerment.
7. Use visual controls, so no problems are hidden.
8. Use only reliable, thoroughly tested technology - serves your people and process.
9. Grow leaders who thoroughly understand the work done by your company.
10. Develop exceptional people and teams
who follow your company's philosophy.
11. Respect your extended network of suppliers and
partners by challenging them and helping them improve.
12. Go see for yourself in order to understand the situation.
13. Make decisions slowly by considering all options;
implement them rapidly.
14. Become a lean organization through
relentless reflection and continuous improvement. *Jeffery Liker‘ "The Toyota Way"
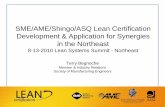
14 Principles
Heijunka Standard Work Kaizen
Stability
Jidoka Stop process and fix problems Separate people from machines
Continuous Flow Takt Time Pull System
Just-in-Time
Highest Quality – Lowest Cost – Shortest L/T

LEAN Toolbox
Quexx International Ltd.
4
Five core beliefs and values shared by all Toyota team members who, at every level, are expected to apply these values in their daily work and relations with others: Genchi Genbutsu - go to the source to find the facts to make correct decisions, build consensus and achieve goals. Kaizen - continually improve. No process can ever be declared perfect, there is always room for improvement. Challenge – embrace challenge, maintain a long-term vision and meet all challenges with the courage and creativity needed to realise that vision. Teamwork - stimulate personal and professional growth, sharing opportunities for development and maximising individual and team performance Respect - respects others, make every effort to understand others, accept responsibility and do your best to build mutual trust.
The TOYOTA WAY – Core Values

7 Supplier
Integration
LEAN Toolbox
Quexx International Ltd.
5
Process ( ) <> Time ( )
LEAN
Focus
LEAN
Tools
and
Techniques
WEEKS Current
Value Stream
Future
Value Stream
Process
Value
Stream
Mapping 4
Muda
7 Wastes
Customer
Focus
6 Poka-yoke
Mistake
Proofing
Process
Cycle
Takt
Pitch
8 5S
Workplace
Organization
3 Kaizen
Continuous
Improvement
11 SPC
14 A3 Report
Process
Metrics
10 JIT
Kanban
DAYS
7 PDCA
15 Gemba
Go & See
Management
1 Strategic
Planning
13 Heijunka
Process
Levelling 5 7 Tools
Process
Flow
2 LEAN
Design
12 Andon
Visual
Controls
9 Jidoka
Autonomation

LEAN Toolbox
Quexx International Ltd.
6
Hoshin – Kanri Management-by-Policy HOSHIN
POINTING DIRECTION
KANRI
PLANNING
CONTROL
MANAGEMENT
LONG-TERM POLICY
VISION
TARGET AND MEANS
HOSHIN KANRI
MANAGEMENT BY POLICY
MANAGEMENT BY TARGETS AND MEANS
MANAGEMENT BY POLICY DEPLOYMENT
STRATEGY - define approach
which will support strategic objectives
OBJECTIVES - define measurable
parameters for key strategic areas
MEASURES – establish metrics of
performance necessary to achieve objectives

LEAN Toolbox
Quexx International Ltd.
7
MBP – Key Elements
BUSINESS DEFINITION
VISION
MISSION
THEME
OBJECTIVES
MEASURES
STRATEGY
SHORT-TERM PLAN
MID-TERM PLAN
LONG-TERM PLAN
DIRECTION
STRATEGY
PLANNING
ACTION

LEAN Toolbox
Quexx International Ltd.
8
PCP - Process Control Plan
HOWS Design
Features
HO
W –
De
sig
n F
ea
ture
#
1
HO
W –
De
sig
n F
ea
ture
#
2
HO
W –
De
sig
n F
ea
ture
#
3
HO
W –
De
sig
n F
ea
ture
#
4
HO
W –
De
sig
n F
ea
ture
#
5
HO
W –
De
sig
n F
ea
ture
#
6
HO
W –
De
sig
n F
ea
ture
#
7
HO
W –
De
sig
n F
ea
ture
#
8
HO
W –
De
sig
n F
ea
ture
#
9

LEAN Toolbox
Quexx International Ltd.
9
3P Definition … a part of LEAN Design. It includes: - QFD - design reviews at each stage - post-start up and post-mortem - cross-functional team approach - de-bugging of design and systems
3P Basics multiple alternatives for each process step evaluated against defined criteria, e.g., takt time, cost. LEAN design principles followed
Design – 3P (Production Preparation Process)
Stage 1: Design
Planning
Stage 3: Design
Verification
Stage 4: Design
Validation
Design
Review Stage 2: Design
and
Development
Design
Transfer
Design
Input
Design
Output
Design
Process
Design
Changes
Product
Customer
Needs
Design
Records
Design
Plan
Design
Research

LEAN Toolbox
Quexx International Ltd.
10
Definition: Kaizen = uninterrupted, ongoing incremental improvement
Key focus areas: people are the most important assets involve everybody gather and analyze quantitative evidence identify opportunities consider risks and benefits gradually eliminate waste keep improving
Kaizen - Principles
Go and See Gemba Mgmt Customer Focus
New Product Devel’t TQC
Employee Empowerment 5S Workplace and Discipline
Standardization JIT and Kanban Automation / Autonomation Error-proofing Productivity Improvement TPM
Kaizen

LEAN Toolbox
Quexx International Ltd.
11
Muda = Waste MUDA: Muda = waste, doesn't add value or is unproductive
Transport (moving products that are not actually required to perform the processing) Inventory (components, WiP and finished product not being processed) Motion (people or equipment moving or walking more than is required to perform the processing) Waiting (waiting for the next production step) Overproduction (production ahead of demand) Overprocessing (resulting from poor tool or product design creating activity) Defects (the effort involved in inspecting for and fixing defects)
TIMWOOD Other forms of Waste: Unused or underutilized human skills Missed customer demand, requirements or expectations

LEAN Toolbox
Quexx International Ltd.
12
MURA:
Mura = Unevenness (inconsistency, irregularity) Happens sometimes Happens some places Happens to some people Happens only in some conditions One OK; the other NOT
Mura = Unevenness
Solutions: Just In Time (the right part, the right time, the right amount) First-In-First-0ut Kanban “pull system” Heijunka – process leveling Multi-process handling Buffers Defects must be quickly identified and corrected.

LEAN Toolbox
Quexx International Ltd.
13
Muri = Unreasonableness
Muri = effect of poor organization (work, workplace, logistics, etc.): - pushing a person (or a machine, often beyond limits) - carrying (too) heavy weights - moving things around too much, too often - dangerous, unreasonable or annoying tasks - forcing work significantly faster than usual
MURI: Muri = overburden, unreasonableness, absurdity
obstructed work flow illogical directions non-repeatable operations or process steps irrational methods or decisions unjustified/unreasonable takt time endurance allowed for a process

LEAN Toolbox
Quexx International Ltd.
14
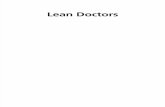
7 Tools of Quality INFO FROM FIELD
REGISTRATION
ESTABLISH PRIORITY
REPORT REPORT SUMMARY TO MANA
GEMENT
TO TO SQA QC/QA
INVESTIGATION
SUCCESSFUL
UNSUCCESSFUL
REQUEST MORE
FIELD
INFORMATION
ESTABLISH
COUNTERMEASURE
ACTION
ISSUE BULLETIN
ADVISE DISTRIB.
MEETING
INVESTIGATION
REPORTING
ACTION
MONITORING
FILE ADVISE RESULT
MONITOR EFFECT IN THE FIELD
REQUEST
INVESTIGATION BY THE
SUPPLIER
SUPPLIER
ADMINISTRATION
INPUT:
Product
info.
Technical
Report
File - history
Dealer Visit
Service
Customer
Evaluation
Warranty
Sales
Returns
Other
FIELD
REPORT
PROCEDURE
DEALER
CHARTS:
* organization
* process
* procedure
* information
* activity
FLOW
Legend:
FILE
HIGH LOW
REPORT
EXAMPLES
Dimension
Frequency
-
-
- -
-
-
- - - -
- -
-
-
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
- - - -
- -
- -
-
- - -
- -
- -
- - -
-
- -
- -
- - -
-
- - - -
- - - -
- - - -
-
- - -
-
- -
-
-
- -
-
-
-
-
-
1 2 3 8
10
19
10 16
22 10
7 5 4 2 1 1
a b c d e f g h i j k l m n o p
Production process
distribution
Defective item
check
Scars
Cracks
Total:
Incomplete
Distorted
Damaged
Flows
Burrs
Indentations
Broken
Foreign matter
Overheated
3
6
1
4
12
6
2
12
3
0
2
Item location
check sheet
x x
x
x x
x x x x
x
x
x
x x
x
x x x x
x
x
x x
x FOREIGN PARTICLE IN GLASS
AIR BUBBLE
SCRATCHES
Pareto Checksheet
CaE or Fishbone Scatter
Histogram
Control Charts (P, Pn, C, U, X/R)
Flowchart
MEN
METHOD
MACHINE
MATERIAL
ENVIRON.
Illumin.
Humidity
IND.TRAINING
SPC TRAINING
ON-THE-JOB TR.
SKILLS
QUALIFICAT.
TEAMWORK
PROCESS MGM'T
WRITTEN
UP-DATED
ADEQUATE
VISIBLE
KNOWN
VERIFIED
POLIMERS
PLASTICISER
FILLERS
ADDITIVES SEPARATORS
CLEANSERS
CATHALYSTS
RESINS
EXPERIMENTAL
ROUTINE
SCALE
MIXER
EXTRUDER
CUTTER
ABSENTEEISM
INVOLVEMENT PRODUCT
5
10
15
20
25
30
2
5
9
23
17
12
7
4
1
0.01 0.02
0.03 0.04
0.05 0.06
0.07 0.08
0.09 0.10
Freq.
mm.
Concentricity Part: Pin
Operation:Final machining
Part No.: 608 2445 - A
Audit performed by:A.R.
Date:12.06.92
Batch No.236/92 Batch quantity:1250 Sample quantity:79
1 2 3 4 5 6 7 8 9 10
11 12
13 14
15 16
17 18
19 20
21 22
23 24
25 SUB-GROUP
5
10
15
20
%
UCL/LCL
POINT
6.48
13.56 UCL
CL
pn
x
y
X
Y
I II
III IV

LEAN Toolbox
Quexx International Ltd.
15
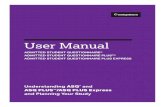
7 Tools – Application
Rubber volume swell
Test performed in 80C temp.
0
2
4
6
8
10
12
14
16
0 1 2 3 4 5 6 7 8 9
Exposure [days]
V
o
l
u
m
e
s
w
e
l
l
[
%
]
A B C D
Legend:
likely use
most likely use
"Quality is fitness
for purpose" -
select graph for
your specific
application
being guided by
the above
QUALITY PROCESS
Problem identification
Problem investigation
Cause Identification
Select Countermeasure
Action Plan Develop't
Process Monitoring
Countermeasure follow-up
Quality verification
Quality Engineering
Quality Performance
Quality Assurance
Supplier Quality Assurance.
Quality Experiments
Quality Costs
Reliability
Durability
F
l
o
w
C
h a
r t
s
Brainstorming
C
h e
c
k
S
h
e t
s
P
a r
e
t
o
D i
a
g r
a m
C
E
D
i a
g
r
a
m
H i
s
t
o
g
r a
m
R
u
n
C h a
r
t
C
o n
t
r
o
l
C
h a
r
t
S
c a t
t e
r
D i
a
g
r m
P
i
e
G r
a
p h
L
i
n e
G
r
a p
h
Quality Planning
Quality Reporting
Quality Audits
O
t
h
e r
G
r
a
p h
s
FMEA
G
R
A
P
H
S
Graphs
Most
Frequently
Used
in
Quality-related
Applications
Proc.Analysis/Productivity

LEAN Toolbox
Quexx International Ltd.
16
Definition: Making it easy (possible) to do it right, and difficult (impossible) to do it wrong.
Key strategies: Awareness: Expecting mistakes, communicating the potential, and planning the design of the product or process to detect and/or prevent it.
Detection: Allow the mistake to happen but provide some means of detecting it and alerting someone so that it is fixed before sending it to our customer.
Prevention: Do not allow the possibility for the mistake to occur in the first place.
Poka-Yoke -Error-proofing

LEAN Toolbox
Quexx International Ltd.
17
PDCA <> DMAIC
DMAIC (methodology)
DEFINE
MEASURE
ANALYSE
IMPROVE
CONTROL

LEAN Toolbox
Quexx International Ltd.
18
Example: Implementation Procedure Research - develop examples and cases (PLAN) Organize the team (PLAN) Develop a plan and budget (PLAN) Announce the start of the program (DO) Training and educate participants (DO) Define deadline and make commitment (DO) Monitor and evaluate the results (CHECK) Find opportunities and correct (ACTION)
PDCA = Plan-Do-Check-Act
…assist and prevent occurrence
Plan (Mgmt)
…apply plan and action items
Plan for improvement,
define objectives and req’d action
Check (worker, inspector,
Mgmt)
Action (Mgmt)
Do (worker)
A
P
C
D
… if improvement “works” and is effective
PDCA

LEAN Toolbox
Quexx International Ltd.
19
5s – Workplace Organization
1S - SEIRI ORGANIZATION
No mess… everything in the right place
2S - SEITON NEATNESS
Practical layout… encourages productivity and safety 5S - SHITSUKE DISCIPLINE
Follow 5S practices… check effectiveness, perform audits
3S - SEISO CLEANING
Clean workplace… improved work environment 4S - SEIKETSU STANDARDIZATION
Making it right… the first time and every time

LEAN Toolbox
Quexx International Ltd.
20
5S – Workplace Standardization
PURPOSE/APPLICATION: HELPS TO UNDERSTAND THE PROCESS
EDUCATES ABOUT PROCESS STEPS
IDENTIFIES STEPS/ACTIVITIES WHICH ARE:
* MISSING * MISPLACED
* UNNECESSARY
* EXCESSIVE
HELPS TO MAINTAIN FOCUS
IDENTIFIES ERRORS (PROCESS / LAYOUT)
SHORTENS FAMILIARISATION
CONCISE INSTRUCTIONS , DO’s and DON’Ts
1
2
3
4
5 6 7
8
9
10
11
12 13
14 15
16 CONVEYOR CONVEYOR
STATION 15 Operator movement sequence
BOX BOX
SHELVING SHELVING PRESS
THIS IS A RECOMMENDED SEQUENCE - Try to improve it!
FLOW CHARTS or FLOW DIAGRAMS
(diagrams that show the step-by-step sequence of actions/activities in a process)

LEAN Toolbox
Quexx International Ltd.
21
Definition: A process which combines automatic action (stop, alert, adjust – a Quality Control function) of the machine with human interaction / intervention (Quality Assurance function).
Autonomation:
identifies defects
eliminates overproduction
triggers investigation
prevents re-occurrence
Steps: Detect
Stop
Correct
Identify the root cause
Define and implement a countermeasure.
Verify effectiveness
Maintain or correct further
Jidoka - Autonomation
JIDOKA
Machine detects problem and communicates it.
Cause of the problem is identified and removed.
Line stopped.
Normal process/workflow affected.
Standard process / workflow is modified.

LEAN Toolbox
Quexx International Ltd.
22
Definition: is a “pull” scheduling system that helps determine what to produce, when to produce it, and how much to produce.
6 Rules of Kanban: Do not send defective products to the subsequent process The subsequent process comes to withdraw only what is needed Produce only the exact quantity withdrawn by the subsequent process Level the production Fine tune Kanban Rationalize the process
JIT - Kanban
Production Instruction Kanban Parts Retrieval Kanban
A A A A
A A A A A A
A A A
A A A A A A
A A A
A A A A A A
A A A
A A A A A A
A A A A A
A
A A
A
A
A
A
A
JIT - Kanban
Proceeding Process
Next Process

Definition: “… the application of statistical methods to the monitoring and control of a process to ensure that it produces as much conforming product as possible with the least possible waste.”
Steps: Understand the process
Identify the cause of variation
Eliminate special causes
LEAN Toolbox
Quexx International Ltd.
23
SPC – Statistical Process Control
USL
UCL
LCL
LSL
R -
PROCESS NOT IN CONTROL FOR RANGES (POINTS TOO CLOSE TO THE -/R)
USL
UCL
LCL
LSL
R -
PROCESS NOT IN CONTROL FOR RANGES (LONG RUN UP)
USL
UCL
LCL
LSL
R -
PROCESS NOT IN CONTROL FOR RANGES (LONG RUNS ABOVE AND BELOW -/R)
USL
UCL
LCL
LSL
R -
PROCESS NOT IN CONTROL FOR RANGES (POINTS BEYOND CONTROL LIMITS)
USL
UCL
LCL
LSL
R -
PROCESS IN CONTROL FOR RANGES

LEAN Toolbox
Quexx International Ltd.
24
Actual: Designated location/position Defined quantity/maximum inventory Distinguished differences Specified form / format
Analog:
Color Shape Contour Symbol Characters Number Graph Lights/Illumination Sound Touch Smell Taste.
Andon – Visual Control Definition: means, devices, or mechanisms designed to manage or control our operations (process) sand serve the following purposes: make the problems, abnormalities, or deviation from standards visible to everyone allow corrective action can be taken immediately display the operating or progress status in a easy to see format. provide instruction convey information provide immediate feedback
24

LEAN Toolbox
Quexx International Ltd.
25
Definition: a technique for reducing the waste caused by process unevenness (mura) and increase of the production efficiency by producing goods at a stable and constant rate, to allow further processing to be subsequently carried out at a constant and predictable rate.
Key: Demand Levelling
Production Levelling
SMED
Levelling by Volume
Levelling by Product
EPEC
Inventory proportional to the variability of demand
Optimum between batch size, demand and process change
Levelling - Heijunka
Mixed Production - Traditional
Monday
Wednesday
Tuesday
Thursday
Friday
A A A A A A A A A A A A A A A A A A A A
A A A A A A A A A A
B B B
B B
B
B B B
B B B B B B
B B B
C C C C C C C
Monday
Wednesday
Tuesday
Thursday
Friday
B B B B B B B
B B A A A C B B A A A C
B B A A A C B B A A A C
B B A A A C B B A A A C
B B A A A C B B A A A C
B B A A A C B B A A A C
Mixed Production - TPS

LEAN Toolbox
Quexx International Ltd.
26
1 – Identify a problem
2 – Research and understand it
3 – Perform root cause analysis
4 – Establish countermeasure(s)
5 – Propose an implementation plan
6 – Define follow up plan and outcomes
7 – Discuss
8 – Endorse
9 – Implement
10 – Follow and evaluate
A3 – Tataki Dai How Does it work

LEAN Toolbox
Quexx International Ltd.
27
Definition: Genchi Genbutsu – "go and see" requires that in order to truly understand a situation one needs to go to 'gemba' or, the “real place” - where work is done. - a key management problem-solving technique - the shopfloor problems needs to be understood and solved at the shopfloor. - the management need to frequent the place where real value is actually created.
Guidelines: Reports distance us from reality Management responsibility is to “know” Management is expected to lead improvement efforts Hands-on experience is irreplaceable “Management by wandering around” Gemba decisions given priority Three “reals”:
1 - real Gemba (shopfloor) 2 - real Gembutsu (product) 3 - real Jujitsu (facts)
Gemba

LEAN Toolbox
Quexx International Ltd.
28
What’s next?
5W+H
SUGGESTION SCHEMES
MOTIVATION
TEAMWORK
COMMUNCATION
HANSEI (self-reflection)
JISHU-KANRI (autonomous
groups)
KAIZEN-TEIAN (business
improvement)
KAMISHIBAI (visual
communication of 5S)
NEMAWASHI (consensus)
QUALITY CIRCLES
SUPPLIER INTEGRATION
YOKOTEN (best practices)
LEAN Accounting
LEAN Construction
LEAN Distribution
LEAN Procurement
LEAN Government
LEAN Healthcare
LEAN IT
LEAN Jobshop
LEAN Laboratory
LEAN Office
LEAN Procurement
LEAN Software
LEAN ….
?

Quexx International Ltd.
Ph: 1 778 628 6807 E-mail: [email protected] Web: www.quexx.com
29
LEAN Toolbox