201 Carpet Construction 3 11 to 3 14 - Shaw Industries...
31
5/2/2011 Welcome to this course on carpet construction. This hour is one of six CEU courses about Carpet Specification Basics developed by the Carpet and Rug Institute, the national trade association for the carpet industry. The other courses cover other aspects of carpet manufacturing: Fibers and Yarns, Dye Methods, Secondary Backing and Treatments, Carpet Specification and Carpet Test Methods. Note to Presenters: Regular typeface – script Italics typeface – suggested activities or additional information FYI Suggested Demo Materials: Tufted and woven products Tufting needle and primary backing Unbacked tufted carpet Yarn A 1/8 gauge product and a 5/64 gauge product of similar yarn size Several different products demonstrating different gauges, pile heights, 1 constructions, etc.
Transcript of 201 Carpet Construction 3 11 to 3 14 - Shaw Industries...
5/2/2011
Welcome to this course on carpet construction. This hour is one of six CEU courses about Carpet Specification Basics developed by the Carpet and Rug Institute, the national trade association for the carpet industry. The other courses cover other aspects of carpet manufacturing: Fibers and Yarns, Dye Methods, Secondary Backing and Treatments, Carpet Specification and Carpet Test Methods.
Note to Presenters:
Regular typeface – script
Italics typeface – suggested activities or additional information FYI
Suggested Demo Materials:
Tufted and woven products
Tufting needle and primary backing
Unbacked tufted carpet
Yarn
A 1/8 gauge product and a 5/64 gauge product of similar yarn size
Several different products demonstrating different gauges, pile heights,
1
constructions, etc.

5/2/2011
Note to Presenters: AIA approved this for 5 years, so it does not expire until 2013. Now, they only approve them for 3 years, so it will be resubmitted when it’s close to expiration and we will send you the new course #, IF it changes.
2

5/2/2011
Our course objectives include learning about the following areas of information:
Methods of carpet construction, focusing mostly on tufting since that is the primary construction type used today.
Carpet constructions – such as loop, cut or cut loop
Components of carpet construction – such as stitch rate and denier size
Processes that comprise the tufting process.
We’ll close with a question and answer time.
3

5/2/2011
Commercial and residential carpet products are manufactured using the same processes. The differences in carpet construction are based on the end use of the carpet. That end use determines the technical elements of how the fabric is manufactured, the fibers used, and the weight and density of the product.
Shown here are two typical profiles of carpet, a loop product and a cut pile product. Both of these types are used in both residential and commercial products. Later we’ll look at the different constructions more closely.
Photos above
Top left – residential cut pile
Top right – commercial cut pile (printed hospitality carpet)
Bottom left – Commercial loop pile – school library
Bottom right – Residential loop - Berber
4

5/2/2011
(Optional Background info) The development of the broadloom tufting machine (meaning 12’ across and not an old fashioned pass machine that just tufted a few inches at a time back and forth) occurred in the early 1950s. At the same time synthetic fiber was introduced and these two things together transformed the American carpet industry from a low-volume production of woven luxury products to mass production of popularly priced goods.
These are the different kinds of carpet construction. Here are their characteristics.
Rephrase points from slide about the characteristics of each type.
We are going to be focusing on Tufting today because that is how approximately 93% of the carpet is manufactured. But first we will briefly discuss other the other types of constructiontypes of construction.
5

5/2/2011
Weaving
While there are several types of weaving and several types of looms, there are basic similarities to all. In general, woven carpet is formed by the interweaving of warp and weft yarns. The two main type of weaving are Axminster and Wilton.
Optional Information
The warp yarns are wound from parallel or heavy beams that unwind slowly as weaving progresses. The face yarns of woven carpet are also pre-dyed yarns that are normally fed into the loom from a yarn creel. The warp yarns run through a heddle, a series of vertical wires, each having an eye in the center through which the yarn is threaded. The heddle controls the action of the warp yarns. The wires are mounted on two frames that rise alternately to form a space or shed.
The face of the carpet is formed with warp yarns moving into the loom from yarn creelsThe face of the carpet is formed with warp yarns moving into the loom from yarn creels. These pile yarns are looped over wires that lie at right angles to the warp yarns that are then bound with a yarn known as the weft, which is shot through the shed with a shuttle or other means. When a cut pile carpet is desired, wires with a knife blade at one end are used.
Woven and Knitted account for 3.39% of the value of factory shipments.
6

5/2/2011
Axminster carpet, which is used in both residential and commercial markets, derives its name from the town of Axminster, England, where originally rugs were knotted in wool since the 18th century. The name remained as a generic term after the arrival of power looms over the 19th century. Today, "Axminster carpets" are still produced in the town of Axminster and still known all over the world as English carpets. They are also manufactured and available worldwide from U.S., China, Poland, Belgium, South Africa, etc.
What matters most today is not where but how Axminster carpet and rugs are made: theyWhat matters most today is not where but how Axminster carpet and rugs are made: they are cut pile only and can be 27” to 15 ft. in width. There are two major types of Axminster machines: the gripper and the spool. If rugs are being manufactured, usually they are designed as a mirror image. Half the rug is woven and then the rotation is reversed and the second half of the rug is completed.
Optional technical information:
A gripper machine runs from a creel and is limited to 16 colors. The yarns are fed into the loomA gripper machine runs from a creel and is limited to 16 colors. The yarns are fed into the loom frames from a creel located at the back of the loom. Pattern information is fed to the loom through a Jacquard mechanism, which controls individual grippers that plant the yarn tuft into the rug at the same time the warp and filling yarns are being fed. In a gripper look, the tufts are cut just before they are fed into the rug. This machine can weave a virtually unlimited number of patterns; however, the number of colors is limited to the colors contained on the loom creed.
In a spool machine, the tufts are cut after they are fed through the machine. A spool Axminster normally uses 30 colors, although it has the capability to use up to 50 colors. This type machine incorporates a cotton foundation and wool or nylon pile with a woven through-the-back construction th t l l d li t th f l f h d k ttithat closely duplicates the feel of hand-knotting.
7

5/2/2011
The name "Wilton carpets" is comes from the town, Wilton, England where they t d t th d f th 17th t d th l t f th 18thwere created, at the end of the 17th century and over the early part of the 18th
century after French Huguenots carpet weavers moved to England.
Wilton carpet is typically 13 ft. wide; however, it can be woven in widths from 27” up to 15’ wide. For manufacturing rugs, it’s a faster process because of the ability to make 2 rugs at a time. Normally, there are 8 colors in a Wilton, although it is possible to have 10 – 12 colors. possible to have 10 12 colors.
Wilton looms are similar to Axminster gripper looms in that the yarns are fed into the loom from a creel. These looms use a Jacquard mechanism to feed pattern and color placement into the loom. Unlike Axminster looms though, the yarns on a Wilton loom run the complete length of the rug. Colors that are not called for on the surface are carried under the pile yarns until they are needed.
The construction can be cut, loop or a cut and loop pile and in manufacturing, there is the ability to weave a variety of patterns and sizes without changing the creels.
8

5/2/2011
FYI: Paraphrase only if audience is interested (since it’s a small percentage of the market.)
KnittingKnitting
Knitted carpet is used mainly for rugs and for some commercial loop construction. A carpet knitting machine, known as a double needle bar knitter, has a row arrangement of hundreds of latch needles that move up and down in conjunction with yarn guide bars. Yarn guide tubes are attached to a guide bar that passes the yarns between and about the needles, thus laying down the pile face yarns and weft backing yarns. Separate sets of guide bars control each of the yarns – knitting, backing and face yarns. Additional bars may be used for color and design variety. (Note: knitted statistics are included with the woven on slide 5.)
Note: Needlepunched and fusion bonded carpet account for 3 36% of the value of factory shipmentsNote: Needlepunched and fusion bonded carpet account for 3.36% of the value of factory shipments.
Needlepunching
In the needlepunching process, several webs of staple fibers are superimposed to create a thick, loose batting. The batting is then tacked, or lightly needled, to reduce its thickness before it is fed into the machine. As the batting is fed into the machine, it passes between two plates. The stationary lower plate contains many holes, while the upper plate, or headboard, contains several rows of barbed needles. The batting passes between the plates and the headboard moves up and down, passing the barbed needles through the fibers. As the needles pass through the fibers, they carry fiber ends from the top of the batting to the bottom, and when they are
ithd i Th dl d t dl th h th b tti it th h th hiwithdrawn, vice versa. The needles are passed repeatedly through the batting as it moves through the machine to form the carpet. This process is often used for automotive, entryway mats and marine carpet.
Fusion Bonding
Fusion bonded carpet is produced by implanting the pile yarn directly into a liquid polymer, usually PVC, which fastens it directly to backing. This results in very little buried yarn as compared to other processes. The yarns can be closely packed, producing very high densities suitable for high-use areas. This process is used most frequently to produce carpet to be cut into carpet tiles or modules. Fusion bonded carpet is a cut pile product, made by a two-back process, slicing apart two simultaneously made carpets that are mirror images.
9
y p , g p y p g
If possible, show examples or photos of products that are knitted, fusion bonded and/or needlepunched.

5/2/2011
Tufting is the most prevalent method for carpet production. This method involves the feeding of yarns through sophisticated tufting machines. The machines are equipped with up to 2000 needles that insert the yarns into a primary backing fabric which is fed through the machine simultaneously with the yarns. As the yarns are pushed through the backing, devices called “loopers” catch them to form loops and/or cut the fibers.
Tufting has become highly specialized by using a wide variety of patterning devices. Many of these devices are computer controlled and achieve tremendous textural flexibility by incorporating varying colors, surface textures, using various types of yarns, etc. Through zigzag movement called stepping, needle bars and individually controlled needles greatly enhance patterns, creating a multitude of patterning possibilities or graphics pattern.
Other tufting styles include loop over loop, loop over cut (LOC), level loop pile, multi-level loop pile, plush, saxony, frieze, and cut and loop pile. Custom tufting is available for specially designed carpet orders.
Show a piece of tufted carpet as compared to another construction.
10
p p p

5/2/2011
The term broadloom is a term of measurement, referring to any carpet made 54 inches or wider, as distinguished from narrow widths of 27 or 36 inches. The term does not define any particular quality, construction, or style, and usually refers to 12, 13’6 -foot or 15 foot widths. Considering the uses of broadloom, approximately 68% of this type carpet is used residentially, while 32% is used in the commercial market.
11

5/2/2011
Residential use broadloom flooring products are typically concentrated in these areas. Percentages are calculated based on wholesale dollar amount.
Replacement Carpet accounts for 54% of all residential wholesale carpet sold.
Carpet installed because of a move accounts for 16%.
Carpet installed by a builder in new housing is 17%.
Carpet installed in multifamily housing is 12%.
Carpet used for manufactured housing is 1%.
12

5/2/2011
Broadloom commercial carpet statistics include wholesale dollars sales into these market segments:
Office/Corporate 38%
Hospitality 11%
Healthcare 17%
Education 13%
Retail 10%
Governmental/Institutional 11%
13

5/2/2011
Carpet tile, like broadloom, is manufactured using the same basic tufting process which is described in the following slides; however, the carpet will be cut into modules of various sizes, such as 18” x 18”, 24” x 24”, ” 36” x 36” or other sizes as determined by the manufacturer.
Although some of the major trade press in the U.S. carpet industry do not providecarpet tile statistics, it is estimated that in 2009 carpet tile accounted for approximately $1 billion in sales.
14

5/2/2011
Tufting is the process of creating textiles, especially carpet, on specialized multi-
needle sewing machines. The needles push yarn through a primary backing fabric,
where a loop holds the yarn in place to form a tuft as the needle is removed.
Here are some key steps in the tufting process:
1. Yarn comes from cones on creel racks (or from big spools called beams) into the machine.
2. The primary backing feeds into the machine.
3. Yarn and primary backing come together in the machine (full shot of machine)
If you have access to a video clip of carpet manufacturing, please show it here.
15

5/2/2011
Tufting is the process of creating textiles, especially carpet, on specialized multi-
needle sewing machines. The needles push yarn through a primary backing fabric,
where a loop holds the yarn in place to form a tuft as the needle is removed.
Here are the remaining key steps in the tufting process:
4. Yarn is fed through needles on a needle bar of a tufting machine. Needles repeatedly penetrate or tuft into the primary backing.
5. The tufted carpet is mended and inspected.
6. Carpet is rolled onto large rolls for the next step (whether it’s to be dyed or to be backed.)
16
5/2/2011
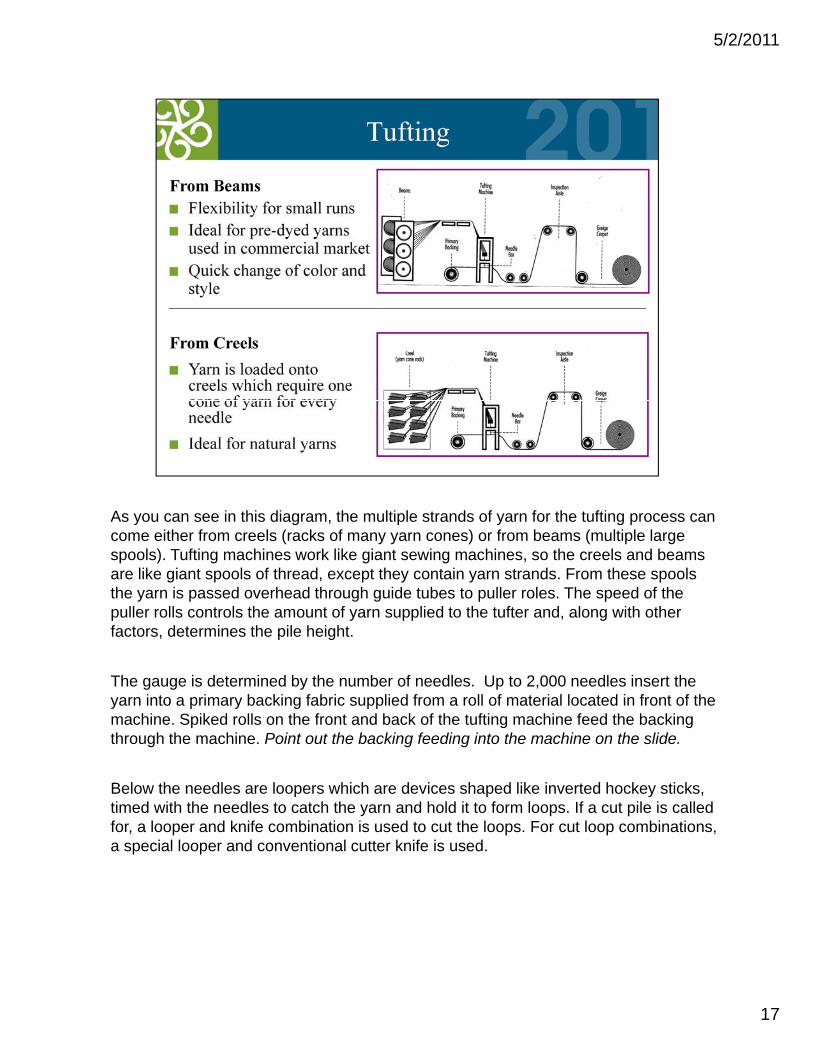
As you can see in this diagram, the multiple strands of yarn for the tufting process can come either from creels (racks of many yarn cones) or from beams (multiple large spools). Tufting machines work like giant sewing machines, so the creels and beams are like giant spools of thread, except they contain yarn strands. From these spools the yarn is passed overhead through guide tubes to puller roles. The speed of the puller rolls controls the amount of yarn supplied to the tufter and, along with other factors, determines the pile height.
The gauge is determined by the number of needles. Up to 2,000 needles insert the yarn into a primary backing fabric supplied from a roll of material located in front of the machine. Spiked rolls on the front and back of the tufting machine feed the backing through the machine. Point out the backing feeding into the machine on the slide.
Below the needles are loopers which are devices shaped like inverted hockey sticks, timed with the needles to catch the yarn and hold it to form loops. If a cut pile is called for, a looper and knife combination is used to cut the loops. For cut loop combinations, a special looper and conventional cutter knife is used.
17

5/2/2011
Advances in tufting machinery continue to occur and with each advancement comes new patterning technology. This is the most sophisticated patterning technology in the market today. By using variable speeds and different size rollers, more and more patterning capabilities are possible with this computer driven technology.
18
5/2/2011
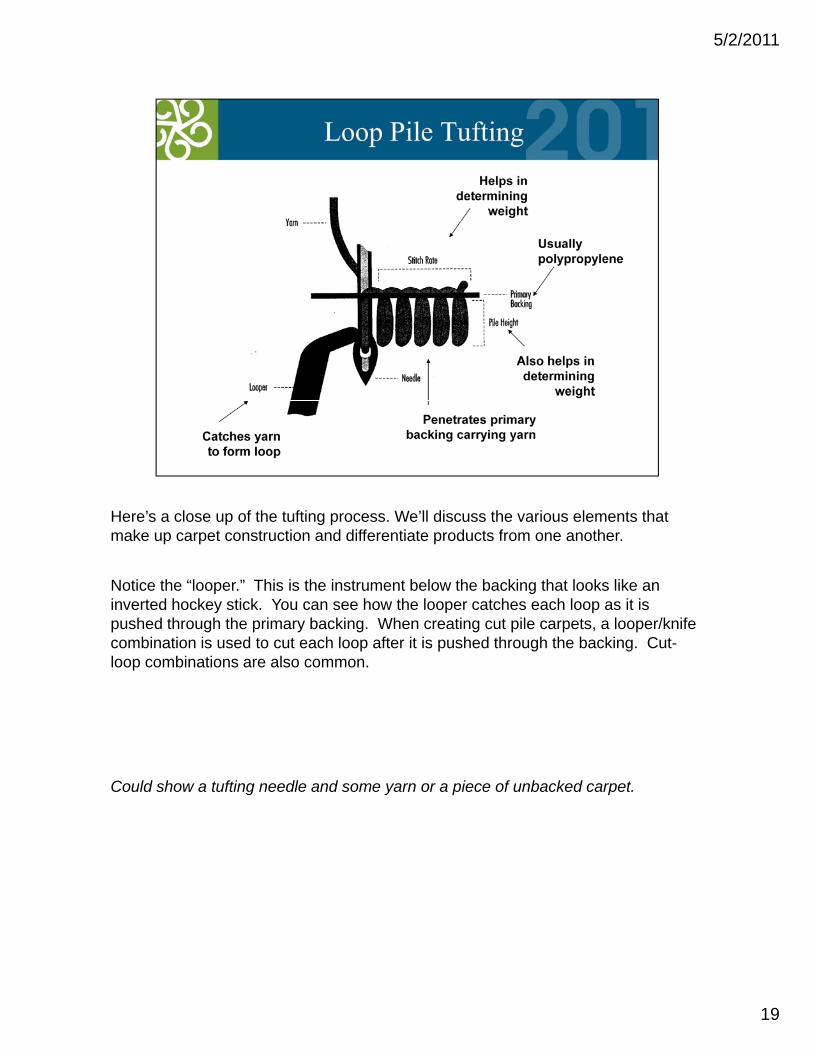
Here’s a close up of the tufting process. We’ll discuss the various elements that make up carpet construction and differentiate products from one another.
Notice the “looper.” This is the instrument below the backing that looks like an inverted hockey stick. You can see how the looper catches each loop as it is pushed through the primary backing. When creating cut pile carpets, a looper/knife combination is used to cut each loop after it is pushed through the backing. Cut-loop combinations are also common.
Could show a tufting needle and some yarn or a piece of unbacked carpet.
19
5/2/2011
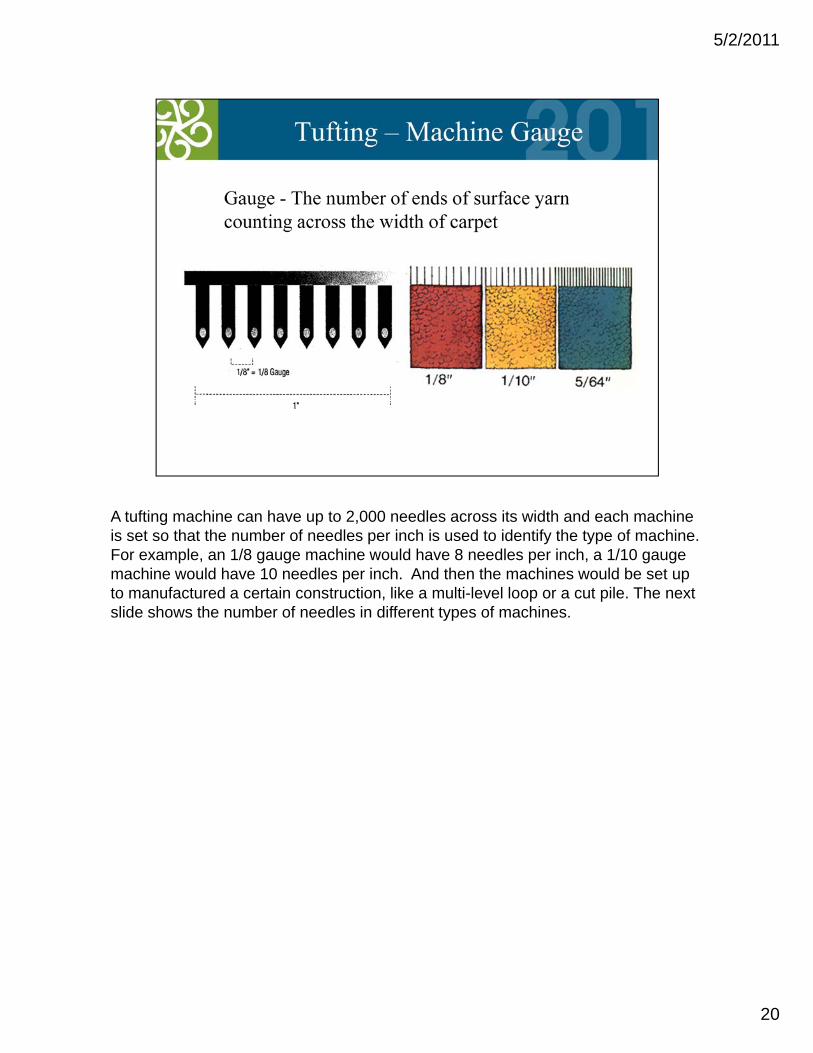
A tufting machine can have up to 2,000 needles across its width and each machine is set so that the number of needles per inch is used to identify the type of machine. For example, an 1/8 gauge machine would have 8 needles per inch, a 1/10 gauge machine would have 10 needles per inch. And then the machines would be set up to manufactured a certain construction, like a multi-level loop or a cut pile. The next slide shows the number of needles in different types of machines.
20

5/2/2011
Simple mathematics are used to determine gauge: Divide top numerator into bottom denominator, i.e., 5 into 32 = 6.4 needles/inch. Note then from this chart that a 5/64 gauge machine has more needles across the width and that the needles will be closer together. The needle configuration and the yarn size together will determine how dense the fabric is.
The most common residential gauges are 1/4 1/8 and 5/32 gauge and therefore theThe most common residential gauges are 1/4, 1/8 and 5/32 gauge and therefore the yarns can be larger, which makes for a dense, plush feel in cut pile products. Commercial products are more likely to be 1/10, 1/12 or 5/64 gauge which means the surface yarns that are tufted into the background will be smaller in size since, for example, in 1/12 gauge product there will be 12 yarn ends per inch as opposed to 4 yarn ends per inch on a 1/4 gauge residential product. The gauge used for commercial machines creates dense carpet, which when combined with other elements like twist and pile height, allow it to perform under high traffic conditions.
If possible, show an 1/8 gauge product and a 5/64 gauge product of similar yarn size.
21
.

5/2/2011
If we were to look at the side profile of a piece of carpet, we could determine the type of construction, whether it’s loop, cut and loop, or cut pile, etc.
These are the three basic carpet constructions. Other kinds of constructions are variations of these three.
The tufting process creates various constructions of carpet as identified below:
Loop Pile After the needle is withdrawn from the primary backing the looperLoop Pile – After the needle is withdrawn from the primary backing, the looper rocks back and leaves a loop.
Cut Pile – A knife is attached to the looper and after the needle is withdrawn, the knife cuts a loop against the sharpened edge of the hook.
Cut and Loop – Achieved by having separate cutting and looping systems under the machine, or using spring loaded hooks to crate the cut pile portion.
Review points on slide.
22
5/2/2011
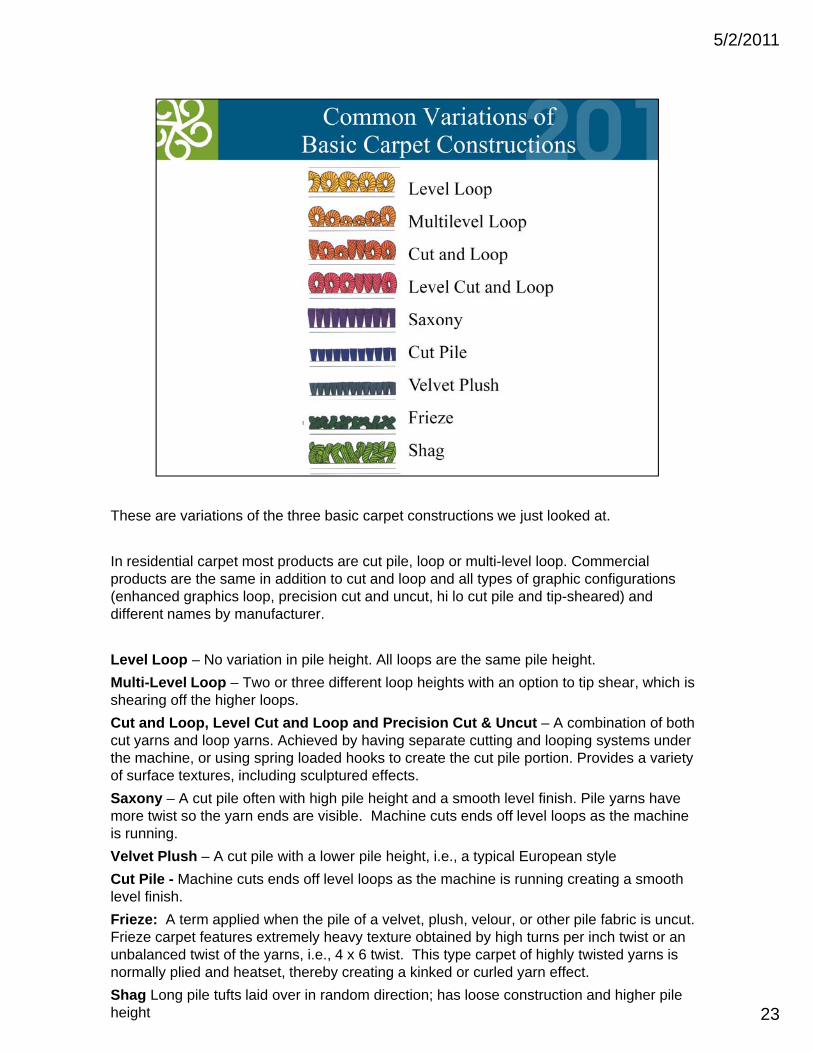
These are variations of the three basic carpet constructions we just looked at.
In residential carpet most products are cut pile, loop or multi-level loop. Commercial products are the same in addition to cut and loop and all types of graphic configurations (enhanced graphics loop, precision cut and uncut, hi lo cut pile and tip-sheared) and different names by manufacturer.
Level Loop – No variation in pile height. All loops are the same pile height.
Multi-Level Loop – Two or three different loop heights with an option to tip shear, which is shearing off the higher loops.
Cut and Loop, Level Cut and Loop and Precision Cut & Uncut – A combination of both cut yarns and loop yarns. Achieved by having separate cutting and looping systems under the machine, or using spring loaded hooks to create the cut pile portion. Provides a variety of surface textures including sculptured effectsof surface textures, including sculptured effects.
Saxony – A cut pile often with high pile height and a smooth level finish. Pile yarns have more twist so the yarn ends are visible. Machine cuts ends off level loops as the machine is running.
Velvet Plush – A cut pile with a lower pile height, i.e., a typical European style
Cut Pile - Machine cuts ends off level loops as the machine is running creating a smooth level finish.
23
Frieze: A term applied when the pile of a velvet, plush, velour, or other pile fabric is uncut. Frieze carpet features extremely heavy texture obtained by high turns per inch twist or an unbalanced twist of the yarns, i.e., 4 x 6 twist. This type carpet of highly twisted yarns is normally plied and heatset, thereby creating a kinked or curled yarn effect.
Shag Long pile tufts laid over in random direction; has loose construction and higher pile height
5/2/2011
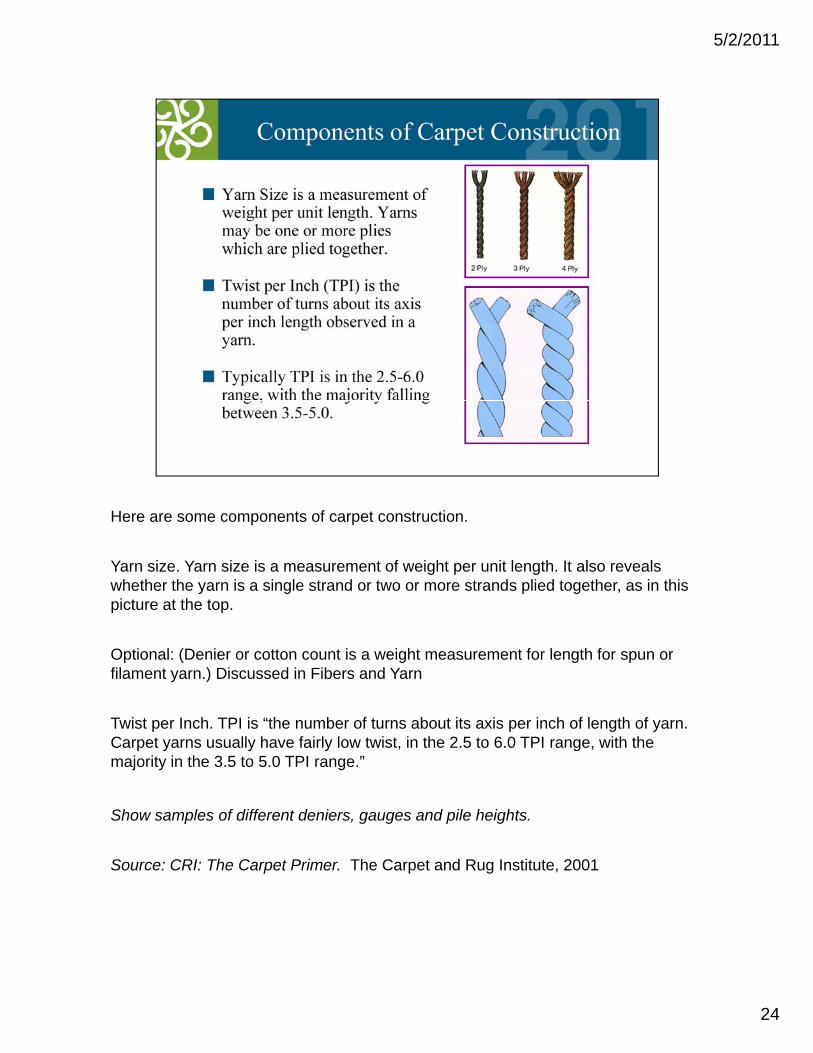
Here are some components of carpet construction.
Yarn size. Yarn size is a measurement of weight per unit length. It also reveals whether the yarn is a single strand or two or more strands plied together, as in this picture at the top.
Optional: (Denier or cotton count is a weight measurement for length for spun orOptional: (Denier or cotton count is a weight measurement for length for spun or filament yarn.) Discussed in Fibers and Yarn
Twist per Inch. TPI is “the number of turns about its axis per inch of length of yarn. Carpet yarns usually have fairly low twist, in the 2.5 to 6.0 TPI range, with the majority in the 3.5 to 5.0 TPI range.”
Show samples of different deniers, gauges and pile heights.
Source: CRI: The Carpet Primer. The Carpet and Rug Institute, 2001
24

5/2/2011
Stitch rate is often expressed as stitches per inch. This number indicates the number of stitches that a machine tufts per inch. The stitch rate can be changed by changing the speed that the primary backing is fed through the machine.
For a given gauge, the three most important elements of the construction that affect the pile yarn weight are stitches per inch, yarn size and pile height.
25

5/2/2011
Pile height measures the distance from the primary backing to the top of the pile. Remember that the primary backing is hard to see in this picture because it is thin. This measurement does not include the secondary backing, which is the thick layer at the bottom.
Note: Pile height is not the same as pile thickness.
Pile height can be changed by adjusting the feed rate of the yarn and by raising orPile height can be changed by adjusting the feed rate of the yarn and by raising or lowering the bedplate. Moving the bedplate varies the distance between the hooks and the primary backing.
Pile height is specified in order to conform with performance requirements and end use. For example, a lower pile height may be more suitable for a high traffic area.
26

5/2/2011
Whether the carpet will be tufted as a broadloom style (12’ or 15’), as 6 foot goods or as a carpet tile depends upon the end use for the product.
While residential carpet is normally broadloom, commercial carpet may be broadloom, 6 foot goods or carpet tiles depending on the specification required for the specific type of installation.
27
5/2/2011
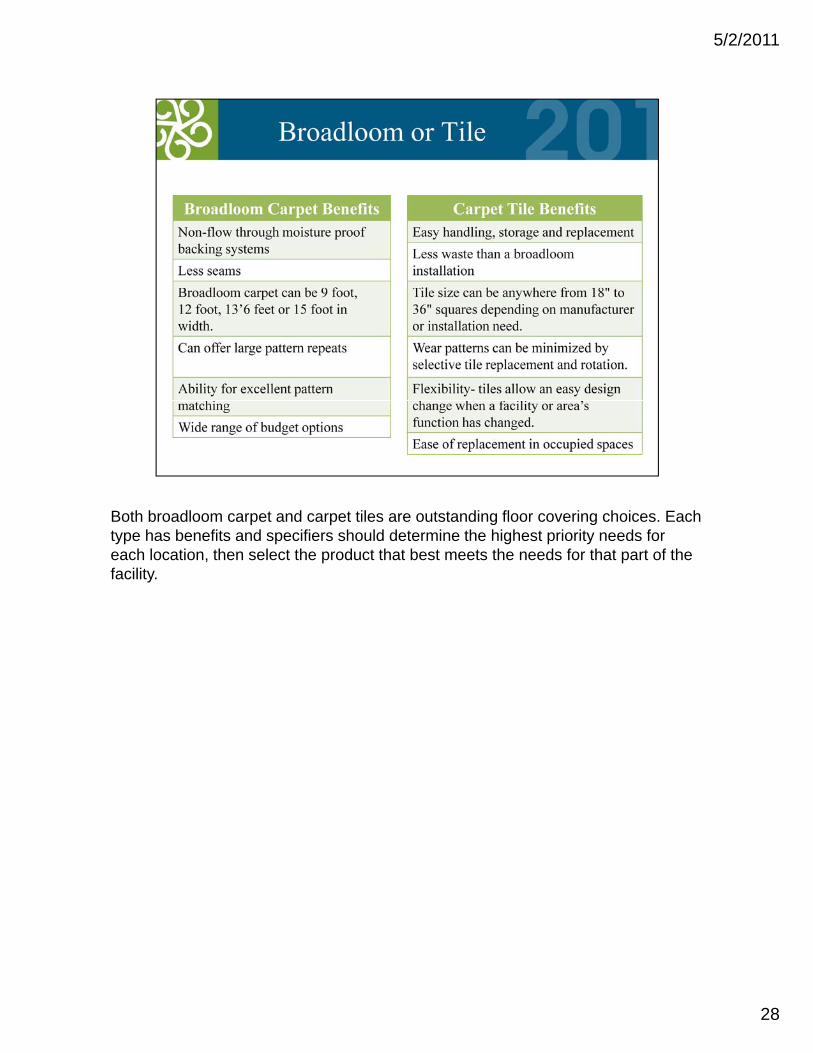
Both broadloom carpet and carpet tiles are outstanding floor covering choices. Each type has benefits and specifiers should determine the highest priority needs for each location, then select the product that best meets the needs for that part of the facility.
28

5/2/2011
Thank you for participating in this CEU course. We’ve addressed these topics and now have time for questions and answers. What questions do you have?
Solicit questions, then close by passing out required forms.
29

5/2/2011
30

5/2/2011
31





![UNITED STATES ENVIRONMENTAL PROTECTION … · CARPET- [CLEANER] [CLEANING] - ... Frieze (carpet) Saxony (carpet) Plush (carpet) ... For best results removing tough stains use ...](https://static.fdocuments.in/doc/165x107/5ad777487f8b9a9d5c8c1b4c/united-states-environmental-protection-cleaner-cleaning-frieze-carpet.jpg)