2003 12 Tin Whiskers

of 5
Transcript of 2003 12 Tin Whiskers
-
7/28/2019 2003 12 Tin Whiskers
1/5
EFSOT (Next Generation Environ-ment-Friendly Soldering Technolo-
gy) Root Cause of Tin Whisker
Growth
P. Oberndorff, Philips CFT, The Netherlands;
1.1 Root Causes of Whisker Growth [18]
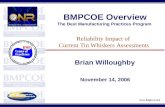
Whisker formation with lead free plating is aknown phenomenon. Whiskers are single crys-tals, protruding from electroplated layers, origi-nating from diffusion under the influence of com-pressive stress. Figure 1 gives an example of awhisker.Long whiskers can have influence on quality ofelectronic devices as those can cause short cir-
cuits. It is therefore important to understand theroot cause of whisker growth.
Figure 1: Example of a whisker showing striations along the length of the whisker[18]
Knowledge of the growth mechanism of whiskerscan be used to develop a whisker test. Until now,no standardized test is available for industry [18].
It is generally accepted that whiskers form be-cause of compressive stress in the plating layer.Collected data on Cu based lead-frames supporta hypothesis that the formation of irregularCu6Sn5 intermetallics generate these compres-sive stresses. It can be calculated that the irregu-lar growth of this intermetallic can introduce 58%additional volume in the plating layer, showingthat the existence of compressive stress is plau-sible.
This Cu6Sn5 is irregular after storage at lowertemperatures, because at these temperaturesgrain boundary diffusion predominates over bulk
diffusion. At higher temperatures, bulk diffusioncauses a homogeneous Cu6Sn5 layer, resultingin less stress. This also explains the observationthat whiskers grow fastest at ambient tempera-ture [28],[30],[31],[32].
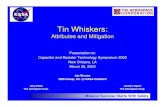
Figure 2 presents a cross-sectional view, show-ing irregular growth of the Cu6Sn5 intermetallic
in the grain boundaries of the columnar matte Sndeposit due to grain boundary diffusion at lowertemperatures.
Figure2
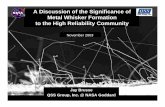
By selectively etching away the Sn, the morphol-ogy of the intermetallic can be shown, seeand .Figure 5
Figure 5
shows the intermetallic structure after the sam-ple had been stored for 6 months at room tem-perature and subsequently the Sn had beenetched away. Here it can be seen that the inter-metallic grows predominantly at the grainboundaries, while almost no intermetallic growsin the centre.
Figure 3: Individual grains of Sn in a cross-
section of a C19400 substrate plated
with ~12 m Sn with irregular inter-metallic at the grain boundaries.
(the marker depicts 15 m) [18]
If one compares the morphology of the intermet-allic after 1 h at 150 oC and subsequent etchingas in with the one shown in ,it isobvious that the intermetallic is much more regu-lar at higher temperatures than at ambient. Thisis because at higher temperatures (> ~75oC), thepredominating bulk diffusion forms a homogene-ous Cu3Sn/Cu6Sn5 layer. This regular layer formsa diffusion barrier against further irregular growthof the Cu6Sn5 at lower temperatures. A further
beneficial effect of a high temperature treatmentis recrystallization of the Sn and annealing of al-
Figure 4
-
7/28/2019 2003 12 Tin Whiskers
2/5
ready present stress. Therefore, a post baketreatment of 1h at 150 oC is introduced in severalfactories of component manufacturers to reducewhisker growth. The above mentioned theoryholds for Cu based leadframe materials. Forother materials such as FeNi42 whisker growth iscaused by the mismatch of the coefficient ofthermal expansion (CTE) of the leadframe mate-
rial and the Sn plating. Therefore, whisker forma-tion can be observed in these samples predomi-nantly after temperature cycling.
Figure 5: Surface view of the intermetallic after1 hour at 150 oC and subsequent selec-
tive etching of Sn [18]
.2 Development of Lead-free Fine Pitch
FSOT Europe develops a robust, easy to use
ing to the re-
d to check
CU-Ni-Au
n-Sn
rst case)
4Solder Paste [29]
Elead-free fine pitch solder paste. The solderpaste shall meet the requirements of the auto-motive electronics as well as that of the con-sumer electronics industry thus covering a broadrange of widely different requirements.
A test board was designed accord
A quantitative explanation of the results will re-quire a whisker model that recognizes more thanthe dominant effects. Finite element stress mod-eling, starting with the dedicated material prop-erty set, will support refinement and verificationof the hypothesis. The goal is that this, ultimately,will result in an industry-wide accepted acceler-ated test for whisker growth.
quirements of the project partners.All the functional tests were performeand ensure good printing behavior, tack proper-ties, electrical reliability, and wettability on differ-ent finishes:
Cu-Immersio
Cu-immersion Ag
Cu-OSP
AgPt ink
Copper (wo
Surface
isolation
resistancepattern
Print capabilitypattern
Solder ballingtest pattern
Reflow behavior
test pattern
Solder paste
wetting test pattern
Components with large heat sink pad
Fine pitchcomponents
Surface
isolation
resistance
pattern
Print capability
pattern
Solder balling
test pattern
Reflow behavior
test pattern
Solder paste
wetting test pattern
Components with large heat sink pad
Fine pitch
components
Figure 4: Surface view of the intermetallic after
storage at room temperature for 6months and subsequent selectiveetching of Sn [18]
Figure 6: Test board for solder development
[29]
he stencil thickness was 100 and 150m (elec-
he printing properties of the solder paste EF-
he test board was soldered with different reflow
Ttroformed), on FR4 and on ceramic base materi-als. The printing properties of the solder pasteEFSOT 001 fully match the requirements.
TSOT 001 fully match the requirements.
Tprofiles. The soldering results were good for alljoints besides the small 0201 components. Withlong preheated profiles and 75 s over liquidus
-
7/28/2019 2003 12 Tin Whiskers
3/5
temperature of the solder paste, the results werenot satisfying.The next develoevelopment step focused on this tem-
st Requirements [29]
Copper mirror IPC TM 650 (2.3.32) pass
pment step focused on this tem-
st Requirements [29]
Copper mirror IPC TM 650 (2.3.32) pass
The new solder paste EFSOT 002 was solderedwith different reflow temperature profiles and ex-hibited high resistance to long and high, non-linear thermal profiles as described above. In thenext step, partners will conduct reliability testswith the solder paste EFSOT 002.
The new solder paste EFSOT 002 was solderedwith different reflow temperature profiles and ex-hibited high resistance to long and high, non-linear thermal profiles as described above. In thenext step, partners will conduct reliability testswith the solder paste EFSOT 002.
perature profile. The protection of the activatorswas improved, keeping all the other specifica-tions and properties.
Table 1: Functional Te
perature profile. The protection of the activatorswas improved, keeping all the other specifica-tions and properties.
Table 1: Functional Te
Chromate paper IPC TM 650 (2.3.33) pass
Solder balling test PROMOSOL (PR 01801) Pass ( < or = 8)
Cold and Hot slump PROMOSOL (PR 10030) 0,4 (minimal pitch without bridging)
Tack time test PROMOSOL (PR 10024) 1,4g/mm2 after 16 h
Wetting test PROMOSOL (PR 10007) Class 2 ( 1 to 3)
Printing definition PHILIPS Class 3 - 4
For ratio speed/pressure 80/6
Smearing behaviour PHILIPS Class 4 with a linear profile
Rolling behaviour during printing or
stencil life
PROMOSOL >1000 printing i.e. no problem of evolution on stencil >
24h
Rolling behaviour during printing or
stencil life
PROMOSOL TEST >20h i.e. no problem of evolution
Abandon time PROMOSOL 2 hours for 0.4 pitch
Voids test To determine
Copper corrosion IPC TM 650 (2.6.15) pass
Surface insulation resistance and
electro-migration
IPC TM 650 (2.6.3.3) > 10.8
ohms pass
Electro-migration Bellecore test BELLECORE GR 78
Stencil cleaning PROMOSOL
With electroformed stencil
Using an environmental approved solvent and water base
Miss print cleaning PROMOSOL
Test pattern IPC B 36
Using an environmental approved solvent and water base
No residue and no microball
PCB cleaning after reflow PROMOSOL
Test pattern IPC B 36
Using an environmental approved solvent and water base
No residue Ionic contamination
SIR > 100 M
FONCTIONNAL TEST According to (test method) Criteria
Figure 15: Printing results [29]
Figure 16: EFSOT 001 (left) and EFSOT 002t
]
1.2 Reliability Testing of Lead-free Solder
he possible reliability and strength of solder
or standard lead-containing solders we have a
Joints [23]
Tjoints is mainly determined by the creeping char-acteristics. A permanent pull or shear force willinevitably lead to the fracturing of solder joints.Fortunately, most stresses in soft solder jointsare induced by thermal expansion and are relax-ing in a short time. But the changing tempera-tures and stresses initiate fatigue processes andcracks which leads to defects and fracturing.
F
(right) solder paste with long preheaand long reflow zone over 217 C [29
lot of experience to correlate thermo-mechanicaldata with practical results, not so for lead-free so-lutions. The available lead free solder alloys havevery different thermo-mechanical and agingproperties. For many applications, especially forelevated operating temperatures (e.g. automotiveelectronics) are these limitations very important.Beside standard reliability tests like thermal cy-cling of test boards, some special investigationsof creeping properties of solder joints should helpto find best correlation between measured dataand test board failures. With the result of this in-
-
7/28/2019 2003 12 Tin Whiskers
4/5
vestigation it will be possible to fill in relevantfields in a map of practical solutions and to rec-ommend or disqualify materials and design rulesfor different applications.
Thermo-mechanical and aging properties of
solder alloys - Sn Pb Ag2, Sn Ag4 Cu0.5;
;
nd
x
2 References
] DIEGNER, B. : Exzerpt of Fakten und Ar-
t-
-
[2] Inter-
[3] nd US sol-
[4] cling
[5] tmar, Fraunhofer IZM: Vergleich
[6] se secondary and pri-mary (copper) smelters: Interviewed by Ot-
[7]
b-site
y
ne 2003
w May 25,
[10] -
ZM, Berlin, Germany; Suga, Tada-
-
y,
[11]ing Technology; an IMS pro-
d
[12] ee
, February
[13]ownloads/EU_roadmap_2003_ver2
[14]
ity Report 2000, 2001 and 2002
s/
[15]
partment of Applied Earth Sciences, Delft
s
[16]
h Sciences, Delft
-
[17] d
ohstoffwirtschaftliche
Lnderstudien, Heft XXVII, Bundesrepublik
joints are influenced by the interaction of the sol-ders with component and board metallization.
Especially the growth of intermetallic phases andthe diffusion of metal from solder to base mate-rial and vice versa can create cracks and holes.A special measuring method for creeping proper-ties of solder joints will be enhanced within thisEFSOT project, to analyze the influences of sol-der joints dimensions, surface metallization andpretreatment for lead free solder joints. For theinvestigation it was necessary to do a typical se-lection with following parameters:
surfaces - Cu/OSP, Imm.Sn, Imm.Ag, ENIG
dimensions - two different sizes;
temperatures RT, 85C, 120C a
ageing - as soldered; 16h/155C; 50040/125C
[1
gumente zum Thema Bleiverbot in der Elek
ronikindustrie, Zentralverband der Elektro-
technik- und Elektronikindustrie (ZVEI); Sta
tus March 1999 and July/August 2001
Hasegawa et al., Senju Metals, Japan:
views Oct. 2000 and Nov. 2002
Sales data from 8 big European a
der manufacturers covering about 50 % of
the world market, last quarter of 2002
Altendorf, Peter, Fraunhofer IZM: Recy
von Lotabfllen; Interviews with recyclersand electronics manufacturers, 2003; not
published
Deubzer, O
von Umweltbelastungen durch Reflowlt- un
Leitklebeprozesse als Beispiel fr Verbin-
dungstechniken in der Elektronikindustrie;
Diplomarbeit an der TU Berlin, Fachgebiet
Abfallwirtschaft, angefertigt am Fraunhofer
IZM, Februar 1997.
European and Japane
mar Deubzer, October 2000 and June to Oc-
tober 2003
IPC, association connecting electronics in-
dustries, we
[8] German Electronic recyclers, interviewed b
Otmar Deubzer, Ju
[9] Segsa: Spree Hybrid & Kommunikations-
technik GmbH, Berlin: Intervie
2002
Deubzer, Otmar; Griese, Hansjrg; Fraun
hofer I
tomo, The University of Tokyo, Japan: Lead
free Soldering Future Aspects of Toxicit
Energy and Resource Consumption; Pro-
ceedings of Eco-Design Conference 2001,
Tokyo, Japan
EFSOT: Next Generation Environment-Friendly Solder
ject with participation of Japan, Korea an
the European Union (see www.efsot-
europe.info and www.ims.org)
Soldertec: Second European Lead-Fr
Soldering Roadmap, SolderTec
2003, http://download.lead-
free.org/downloads/EU_roadmap_2003_ver2
_lab.pdf
http://download.lead-free.org/d
_lab.pdf
United States Geological Survey, Mineral
Commod
(http://minerals.usgs.gov/minerals/pubs/mc
)
Verhoef, E.V.; Reuter, M.A.; Scholte, A.,
De
University of Technology: Keeping the Score
of Lead in Electronics; The Minerals, Metal
& Materials Society, 2003
Verhoef, E.V.; Reuter, M.A.; Scholte, A.,
Department of Applied Eart
University of Technology; Dijkema, P. J.,
Department of Technology, Policy and Man
agement, Delft University of Technology: A
Dynamic Model of Metal Production and
Waste Management
Bundesanstalt fr Geowissenschaften un
Ressourcen (BGR): R
http://www.efsot-europe.info/http://www.efsot-europe.info/http://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://minerals.usgs.gov/minerals/pubs/mcs/http://minerals.usgs.gov/minerals/pubs/mcs/http://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://download.lead-free.org/downloads/EU_roadmap_2003_ver2_lab.pdfhttp://www.efsot-europe.info/http://www.efsot-europe.info/ -
7/28/2019 2003 12 Tin Whiskers
5/5
Deutschland, Rohstoffsituation, Hannover
2002
Pascal Oberndorff, Philips CFT, Eindhoven,
The Netherlands, EFSOT Europe;
pasca
[18]
[20] SOT Japan;
[21] EFSOT Japan;
[22] FSOT Japan;
[23] ermany,
izm.fraunhofer.de
[19] Otmar Deubzer, TU Berlin, EFSOT Europe;
Tsuyoshi Yamamoto, Fujitsu, EF
H. Satoh, Tohoku University,
Norihiro Itsubo, AIST, E
Mathias Nowottnick, TU Berlin, G
EFSOT Europe;
mathias.nowottnick@
[email protected][24] Tadashi Takemoto, Osaka University,
EFSOT Japan; ta
u.ac.jp
[25] Iigo Cacho, Rafael Miguel, Fundacin
Gaiker, Spain; c
[26] arri, INDUMETAL RECYCLING,
Luis Iras
Spain, EFSOT Europe;
[27] Irina Stobbe, TU Berlin, EFSOT Europe; Ir
i-
[28] etit, L. Tin
roc. 53. ECTC
[29]
Dittes, M; Oberndorff, P; PWhisker Formation Results, Test Methods
and Countermeasures, P
2003, New Orleans, pp 822-826
Anne Marie Lagt, Avantec, France;
[email protected], Jacob Kle
Paul Evers, Philips CFT, The Net
rk,
herlands;
lzburg,
[30] .;
gy
[31] t-
. International Conference on Lead-Free
[32]
on, IPC/JEDEC
e
[33] -
Peter Wilczek, AB Mikroelektronik, Sa
Austria; Didier Caban, Thomson, France
Oberndorff, P; Dittes, M; Petit, L; Chen, C.C
Klerk, J; Kluizenaar, E.E de Tin Whiskers on
Lead-Free Platings Proc. SEMI Technolo
Symposium, Advanced Packaging
Technologies II, August 2003,Singapore, pp
51-55
Oberndorff, P; Dittes, M; Petit, L. Interme
allic Formation in Relation to Tin Whiskers
Proc
Electronics 2003, Brussels
Dittes, M.; Oberndorff, P.; Crema, P.;
Schroeder, V. The Effect of Temperature
Cycling on Whisker Formati
4th Internation Conference on Lead-fre
Electronic Components and Assembly, Oc-
tober 2003, Frankfurt Germany
International Manufacturing Systems Web
site, www.IMS.org
mailto:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]:[email protected]