2 es granted depend exclusively on contractual agreements
12
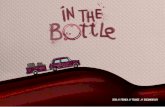
Macchi S.p.A. - 21040 Venegono Inferiore (VA) Italy - via Papa Paolo VI, 5 - Tel. +39 0331 827.717 - Fax. +39 0331 827.750 email: [email protected] - www.macchi.it Rev.001-09/02 Most films produced using a cast film extrusion process must be trimmed to eliminate the edges where the gauge consistency is poor. These trims make up a huge percentage of the materials used and must be recovered to lower raw material costs due to scrap. The exception to this is in 5 and 7 layer film production where many of the raw materials used are not recoverable due to incompatibility. Trims are suctioned off of the line and ground down to usable size. The “fluff” that is produced is transported to a lateral extruder/injector that compacts and introduces the fluff in the screw of the main extruder (in case of coextrusion, it is usually the central extruder). Other systems used for the recovery of trims are available as an alternative to this one. Extruder diameter range Feed block dies Production capacity range Film gauge range Winding speed maximum TECHNICAL SHEET 55 - 160 mm 30:1 l/d 1 to 7 layers automatic with ids 200 – 1600 kg/h 10 – 300 micron 200 m/min - pp 500 m/min - stretch 2.2 – 6.3 in 30:1 l/d 440 – 3520 lb/h 0.4 – 12 mils 656 ft/min – pp 1640 ft/min - stretch The content of this catalogue is for informative purposes only. All data concerning technical specifications and production rates granted depend exclusively on contractual agreements. 2 1 3 4 5 Soundproof box for trims suction and grinding 1 Main extruder section 2 Extruder/injector fluff screw 3 Antistatic hopper for fluff 4 Cylinder cooling device 5 Screw cooling device Schematic of fluff extruder/injector
Transcript of 2 es granted depend exclusively on contractual agreements

Macchi S.p.A. - 21040 Venegono Inferiore (VA) Italy - via Papa Paolo VI, 5 - Tel. +39 0331 827.717 - Fax. +39 0331 827.750email: [email protected] - www.macchi.it
Rev
.001
-09/
02
Most films produced using a cast filmextrusion process must be trimmed toeliminate the edges where the gaugeconsistency is poor. These trims makeup a huge percentage of the materialsused and must be recovered to lowerraw material costs due to scrap. Theexception to this is in 5 and 7 layer filmproduction where many of the rawmaterials used are not recoverabledue to incompatibility.
Trims are suctioned off of the line andground down to usable size. The “fluff”that is produced is transported to alateral extruder/injector that compactsand introduces the fluff in the screw ofthe main extruder (in case ofcoextrusion, it is usually the centralextruder).
Other systems used for the recovery oftrims are available as an alternative tothis one.
Extruder diameter range
Feed block dies
Production capacity range
Film gauge range
Winding speed maximum
TECHNICAL SHEET
55 - 160 mm 30:1 l/d
1 to 7 layers automatic with ids
200 – 1600 kg/h
10 – 300 micron
200 m/min - pp 500 m/min - stretch
2.2 – 6.3 in 30:1 l/d
440 – 3520 lb/h
0.4 – 12 mils
656 ft/min – pp 1640 ft/min - stretch
The
con
tent
of
this
cat
alog
ue is
for
info
rmat
ive
purp
oses
onl
y. A
ll da
ta c
once
rnin
g te
chni
cal s
peci
ficat
ions
and
pro
duct
ion
rate
s gr
ante
d de
pend
exc
lusi
vely
on
cont
ract
ual a
gree
men
ts.
2
1
3
4
5
Soundproof box for trims suction and grinding
1 Main extruder section
2 Extruder/injector fluff screw
3 Antistatic hopper for fluff
4 Cylinder cooling device
5 Screw cooling device
Schematic of fluff extruder/injector

FLEXIBLE CAST EXTRUSION LINESPRODUCED IN MODULAR, COMPATIBLE GROUPS


• PA/EVOH/PET/PS for the productionof barrier film for food packaging andpharmaceutical/medical packaging
Macchi offers a broad array of completecast film production lines starting with oursmallest, a monolayer 800mm wide line.Macchi then “runs the gamut” all the wayup to 5 and 7 layer lines for theproduction of barrier films. One of ourmost common configurations is for theproduction of 3-layer stretch filmreaching output levels of over 1000 kg/hrat a width of 2000mm.
Macchi has applied a modular concept tothe design and manufacture of itsCAST flex® extrusion lines. The Macchiengineering department thought ofeverything when setting out to offer acast film equipment product. Thisattention to detail can be seen in allaspects of the line which include themanufacturing, transporting, installation,daily use, and maintenance of the line.Many safety features have also beenintegrated into the line.
Macchi implemented a “plug and play”mentality when designing the cast filmlines. Each line is made up of modulargroups, with each group manufacturedas a separate, independent unit.However, each modular group has beendesigned to interface mechanically andelectrically with other modules.
The production of cast film offers twomain advantages over the production ofblown film:
• Clearer films with optimal opticalfeatures
• Greater output levels of the line at thesame width and thickness
Macchi has developed its cast filmextrusion lines with the same level ofquality, durability, and engineeringexpertise that have been applied to theproduction of our blown film extrusionsystems since 1965. Many of thecomponents chosen to be integrated intoour cast film systems have been widelytested and functionality proven in thefield. The most recent advances intechnology have been integrated intoevery area of our cast film systems suchas the extruders, flat dies, chill rolls andspecial winders necessary to handlehigh speeds.
By applying our experiences andsuccesses in blown film to the cast filmmarket, we have discovered synergies inthe area of production that give Macchi acompetitive advantage.
By using components common to bothextrusion processes, we allow foressentially two main advantages:
• Greater reliability and durability of thecomponents and consequently of theentire extrusion lines
• Optimization of spare parts both inavailability as well as cost savings.
Raw materials that have beensuccessfully processed on Macchi castfilm lines include the following:
• Polypropylene (PP) for food packaging/ industrial sector / lamination
• LLDPE and Metallocenes for theproduction of stretch film

12
11
9 8
10 7 6 16
3 1 2
14 17 17A
13
12A
4
5
13 Edge trim grinder with suction14 Fluff filtering system15 Lateral extruder/injector for fluff16 Electrical control room in container17/17a Group of water pumps with chiller
1 Extruders group on platform2 Gravimetric system3 Screenchanger4 Feed block5 Flat die6 Chill roll7 Thickness meter8 Line oscillator9 Corona treatment10 Pull calander (with corona treatment)11 Winder12 Easy Load automatic handling system 12a Roll extraction platform

A
15
View of thickness meter and corona treatment group
The basic structure supporting thecoextrusion group is a container.Inside this insulated container are theelectronic components which areeasily connectable to the motors andheating groups positioned above.
The coextrusion group is assembledon a custom platform, which is an ideafirst promoted by Macchi to its blownfilm customers. This idea has been acomplete success in the marketplaceas customers throughout the worldhave praised the compact, practicaldesign and ease of installation that theplatform promotes.
An additional platform has beencarefully designed to allow theoperator to reach easily and in totalsafety the suction system filters.
The trim suction system and chiller areusually installed away from theextrusion area in order to obtain themost ideal technical yield and topromote a clean working environment.
The control system is easy to use andgrants the operator total control ofevery aspect of the production linefrom the main console.
Macchi sales and engineeringdepartments will work together todetermine an ideal layout of your newcast film extrusion system based uponyour space availability and otherconsiderations.
Macchi has selected only the best,high-tech electric and mechaniccomponents incorporating the mosttechnologically advanced products forthe manufacture of its cast film lines.Special care has been taken to makesure that our lines offer a high level ofboth durability and reliability. Safety ofoperators and low noise levels havealso been a focus of our design efforts.

The Plastex® series of extruders offerthe following features:
• Special bimetallic extrusion cylinder
• Multipurpose barrier screw forrunning both PE and PP
• Infrared heating systems can offer upto 20% energy savings versusstandard heater bands
• A/C motors are virtually maintenance-free and can be controlled usinginnovative technology for thereduction of THD (optional)
The filtering units are hydraulic andcompact in order to reduce thestagnation of the material, dangerousfor the gels and to facilitate theproduction change.
The connections allowing for polymertransport from the screen changer tothe extrusion head have extremelysmooth surfaces and are designed tooptimize melt flow.
View of automatic flat die Group of extruders with screenchangers
Drawing of flat die with encapsulation
Detail of “Internal Declining System” (IDS)
Please note that the extrusion headsand relative feed blocks are notmanufactured by Macchi.More information about the companiesthat manufacture these importantcomponents can be supplied uponrequest.
The feed blocks facilitate the meetingof up to 7 layers as the melt flow makesits way towards the extrusion die head.
The dies are equipped with flexible lipsfor better automatic control of the outletgap and consequently of the films finalgauge consistency.
The system used to control width of thefilm coming through the die is theInternal Deckling System. This systemoptimizes the useful width of the filmbeing produced which reduces wasteby keeping trims at a minimum andcontrolling tolerances which, if allowedto loosen, could lead to increasedscrap. This device has been extremelyuseful in the production of PP film.
phot
o C
loer
enph
oto
Clo
eren

1
2 3 4
5 6
View of chill roll
Double section suction knife
1 Chill roll - main2 Chill roll - secondary3 Suction knife (vacuum box)4 Air knife (optional)5 Cleaning cylinder6 Chill roll height adjustment device
The chill rolls are available in differentdimensions in relation to the width andto the production capacity of the line.
The main chill roll can have an externaldiameter of 800 mm, 1000 mm, or 1200mm to offer adequate capacity ofcooling surfaces. In addition, a secondchill roll can be fitted for cooling theother side of the film. For thicker films,this second chill roll is a necessity.
The purpose of a cleaning roll is tokeep the chill roll surface free from thewaxes that can be deposited during theextrusion process.
Particular care has been given to thedesign of the cooling water circulationsystem and the related pumping circuit.This system is fundamental in obtaininggood gauge tolerances and consistentsurface temperatures.
The addition of a suction knife and anair knife to the cast film line will bedetermined by need. The regulation ofthe positions of these blades and theassociated air capacity are automatedand controlled by the main PC.
phot
o C
loer
en

View of winder with easy load® system
A good winder is crucial to theprofitability and overall operation of aparticular cast film extrusion line. Toachieve maximum potential, a cast filmline must be equipped with a winderthat can handle high output rates whilestill producing high quality rolls.
Macchi realised a broad range ofwinders for cast lines based on theconcept of surface winding that canalso work in non-contact with gap.This allows to solve many problems
related to :• Stability of the winding process during
the production of stretch films up to ashigh as 500 m/min.
• The task of keeping good tensioncontrol during the production ofunstable films such as PP.
A range of devices are available whichcan enhance the flexibility of our castwinders, making them suitable for avariety of applications and filmproduction configurations.
These include shaft accelerators,motorized spread rollers, and filmtension controls with the latest digitaltechnology.
Adding an automatic winding shaftloading system to a cast film line shouldbe considered when producing endproducts like stretch films. In thisparticular caes, reel changes couldoccur as frequently as 10 times perhour. To reduce the number ofemployees needed to perform these

changes as well as to reducevulnerability to possible injuries sufferedwhile loading heavy shafts into place,many companies have opted to installan automatic shaft loading system.
Macchi has developed the Easy Load®system for automatic shaft handlingthat can be incorporated into both blownand cast film extrusion lines. Thissystem is controlled by an inverter thatcontrols the acceleration anddeceleration to optimize the shaftchange frequency.
A hydraulic, motorized platformtransports the reel to the external part ofthe winder. A PC specifically controls allof the functions and cycling settings ofthis system.
Detail of easy load® handling system
Winder with special cylinder for gap winding
123
1 Self-centering pneumatic shaft 2 Blocking system3 Breaking system
Schematic of roll supporting arm

This solution reduces the risk of linestoppage due to problems with internalelectronic boards.
A version of Easy Control Plus® hasbeen specifically designed for castlines. This particular solution allows foreasy daily interface of the operator withthe extrusion system: easy start-up and
View of extrusion group with electrical cabinet in front
All electronic devices have beeninstalled inside of a custom container.This solution offers:
• Optimization of the spaces necessaryfor the control devices
• More efficient air circulation amongthe devices which allows for intendedoperation. The design offsets the heatdissipated from the power inverter
• Many components now hidden out ofview to provide cleaner look as well asprotection from outside environment
Macchi has engineered this controlsystem based upon the “sharedelectronics” principle and centralised intheEasy Control Plus®supervisionsystem.

stop of the line and constant control ofproduct quality.
Special software has been written byMacchi and integrated into theEasy Control Plus system whichallows for accurate data detection atline start-up, easy start-up of the line atlow speed for film passage, andprogressive ramping of speed with justone command. This while synchronizingoperation of the entire cast film line.
Gravimetric dosing system and loaders
Thickness meter screen page Screen pages of easy control® plus system menu