19963-MS Design and Development of High-Strength, Sour Serv

of 9
Transcript of 19963-MS Design and Development of High-Strength, Sour Serv
-
7/24/2019 19963-MS Design and Development of High-Strength, Sour Serv
1/9
IADCYSPE
lADC/SPE 19963
Design and Development of High-Strength, Sour Service Drillpipe
R.M. Shivers ill, Texaco U.S..; J.B. Greer, Greer Engineering Co.; and J.E. Smith, Hughes Tool Co.
SPEMembers
copyright 1SS0, lADC/SPE Drlllng Conference.
This paper wee prepared for preeenta ion at the l= IAIXXSFE Orill lngConference held in Houston,Texas, February 27-March 2, 19S0.
This paper wae eeleeted for preeentatlonby an IADCLSPEProgram Commlttea followingreview of informatkrncontained in an abstract submittedby the author(a). Ccni6 lt of the
papar, as presented, have notbeenreviewedby the Society ofPetrolaum
EnQlnOSrar
the InternationalAaeociatlonof DrillingContrectoraand are sub)ectto correctionEyIhe author(a).
Tka material, se presented, does notneceeaarilyreflect any positionofthe IAN or SPE, itsofficers,or mombefe. Papers presentedat IALWSPE meetings are aubjeotto publketkm
reviewby EditorialCommltteea of the IADO and SPE. Permissionto copy Is restricted to an abstract of notmore
than300
words. Illustralionemay notbe capbd. The abstract should
mtein correpkuouaaCkrWb8dQMSntofW@reandby*m * PSPWiaPfeeented.WritepufJf~t~ MWVSQSJIE. p-o.
SOX. R~~~I ~ ~ C T I~ ~
Abntraat
The Norphlet is generally sour across
the entire Mississippi -Alabama-Florida
Drillpipe for deep, sour, highly
region.
Well tests in Alabama State
deviated,
abnormally pressured Norphlet
Waters, show ii2Sconcentrations up to 8.8
wells in the Mobile Bay Area requires
z401epercent.
Concentrations in wells
tensile and torsional strength in excess of
drilled in Federal waters are much
conventionalAPI Grade X-95 drillpipe with
lower--
generally less than 1.0 Mole
NC50 tool joints.
It was decided to
percent.
construct a drillstring from 105,000 psi
[724 MPa] minimum yield strength steels
The first two prospects to be drilled
with optimum chemical composition for
required directional wells under shipping
welding, toughness, and resistance to H2S
fairways in OCS waters in Mobile Blooks 872
exposure.
Design load requirements led to
and 869.
The initial exploratorywells for
the selection of a tool joint with a
these leases would require horizontal
secondary torque shoulder. Quality displacementsof 2,800
ft
and 6,000 ft [850
assurance testing indicated that an SSC
m and 1830 m], respectively.
Torque and
resistant, Grade CG-105 grade drillpipe is
feasible to manufacture.
drag analysis indicated that conventional
API Grade X-95 drill pipe would not have
adequate strength to drill either of these
two wells with an acceptabledesign factor.
Introduction
Some operators have overcome the
Commercial gas reserves have been
discovered
in Mobile
torque and drag problems introduced by
Bay
and
the
ultra deep
~irectional drilling by using
surrounding
offshore
areas
in the API Spec 5D , S-135 drillpipe; however,
ultradeep, sour,
abnormally pressured
this violates generally accepte
-$ i:~stry
Norphlet Sandstone.
Production intervals
practice for H S drilling.
+
was
in the Mobile Bay Area range from 20,000
decided to cons ruct a drillstring from
feet to 25,000 feet [6100 m to 7600 m] in
105,000 psi [724 MPaJ minimum yield
depth necessitating a high strength
drillstring suitable for directional
strength steels with optimum chemical
composition for welding, toughness and
drr::ing with possible exposure to sour
resistanceto
H2S exposure~ termed
CG-105.
All of Texacols leasehold in the Lower
Drill String Design
Mobile Bay area lies in the federal waters,
rig. 1.
The Norphlet lies between 21,000
ZZ9U 2iUUR?XK~
and 23,000 ft [6400 and 7000 m] on the
Texaco leases.
Several of these leases are
Drillstrixt:torque and drag analYsis
crossed by shipping fairways necessitating
was conducte~ &sing a computer program
directionaldrilling to exploit reserves.
developed by &he Joint Industry Drilling
Engineering Association Extended Reach
----------------------------
Drilling Program.
The program calculates
Referencesand illustrationsat end of paper
torque aiuidrag as the product of the
..
4s1
-
7/24/2019 19963-MS Design and Development of High-Strength, Sour Serv
2/9
2
DESIGN AND DEVEIA2PMENT
OF
HIGH STRENGTH, SOEA SERVICE DRILL PIPE
IADC/SPE1
Laterdl force of the drill string against
Fig. 3. This tool joint has the same thre
the borehole, drill string diameter, and a
form as the 5-1/2 in. [14 cm] Full Hol
friction factor.
Actual torque and drag
It features a secondary torque shoulder
data from two offset directionalwells were
the pin nose to increase torsiona
history matched to determine friction
capacity.
When the joint is Whandtightw
factor vulues.
Torque and drag versus
gap of 0.009w+/-0.003w[0.23am +/-0.08 m
horizontaldisplacementwere calculated for
both steel and aluminum drillstring in
exists between the secondary shoulder
the pin and the mating sesondary should
both oil and water base muds.
in the box.
The gap closes when the
joint
Apparent friction factors derived from
is made-up power tight, and rotationa
friction between the secondary shoulde
offset
directionalwells drilled with water
boosts the torsional yield
of
th
base mud were unexpectedlyhigh.
Friction
connection.
The connection performance
factors for drag ranged up to 0.80 and
for
torque up to 0.62.
sensitive to the handtight gap clearanc
These friction facto:us
but Eor all cases, it satis2ies th
include escalation to account for miilor
drillstringdesign criteria.
wellbore undulations.
Both oil base mud and aluminum
Nickel electroplatingwas selected a
drillpipe substantially lower predicted
the primary anti-gallingprotectionfor t
connection based on experience.
torque and drag.
Only t
The use of these two
box member was nickel platel because nick
options would have eliminatedthe need for
special steel drillpipe.
on nickel will gall unless one member
Howover, this
hardened.
option was rejected because of concern
regarding the ability of aluminum drillpipe
to retain its strength in the 400F [204C]
The largest high torque connecto
BHST drilling environment. The practical
previously used was an HT-50 (4-1/2
equivalent);
limit for steel drillpipe in water base mud
therefore,a test program w
conducted to confirm performanceproperti
appeared to be 6,000 ft [1830 m] horizontal
displacementand this was adequate to drill
of the HT-55 before beginning productio
the two initial exploratorywells.
lwo prototypeconnectionswere manufactu
representing the maximum and IniniIRumg
range 0.006- 0.012 in. [0.15- 0.30
mm
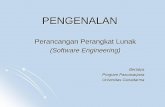
rig.
2 Giiows
that the practical
tensile limit (80% yield) on new 5~0,25.6
The connections were strain gaged
[12.7 cm 38.1 kg/ra],X-95 drillpipe is
critical stress areas on the ID and O
Makeup tests were conducted to determine
exceeded with only 2000 ft [600 m]
displacement.
Torque and drag for the
optimum maJceup torqus of 40,000 ft-lbs (
200 N-m).
6,000 ft [1800 m] displacement were
The made up
connections we
loaded in a test frame to monitor t
estimated at 40,000 ft-lb [54 200 N-m]
drilling torque and 800,000 pounds [3 559
effects of combined tension, torsion~a
000 N] pickup load.
bending loads at ambient temperature
a
The design criteria
300F [149C]. A summary of the te
called for drill pipe capable
of
handling
these loads with minimum tensile SF = 1.25
results are shown in Tsble 1.
and torsional SF = 1.5 under combined
loadingconditions.
Strain gage testing showed tha
yielding is not a limitin~ ~~ctor f
JZUIR$UU fZ@D
expected service loads.
Notationa
displacementtransducerswere used to che
5 for tool joint
tandard API equations
for relative movement between the box a
tensile and torsional strength do not
pins.
These showed that the limitin
factor on tool joint performance w
account for combined tension and torsion
load effects.
Special equations were used
additional makeup at 300F (149C) und
combined tensile and torsion loading.
ri
in the tool joint design to account for
combined load effects.6
4 shows the threshold torque for additio
makeup as a function of tension.
Fishing considerations limited the
maximum tool joint O.D. to 7.5 in. [19 cm]
in the 9.5 in. [24
cm]
drift drilling
Drillpipe Metallurgy
liner.
The largest API tool joints that
fit within this dimension were the 5-1/2
The Texaco CG-105 drillpipe
in. [14 cm]_Full Hole and 6-5/8 in. [17 cm]
specification was formulated alo
Regular.
Neither of these connections
traditional high quality OCTG pi
satisfied criteria for combined load design
manufacturing principles to meet t
followingobjectives:
and manufacturingease.
1.
U221- ~evelo~ment
Achieve good SSC resistance in t
105,000 psi [724 Mpa] minimum yie
Because the API 5-1/2 in. [14 cm] Full
strength 5-1/5~$[14 cm] internal-exte
upset pipe.
Hole and 6-5/8 in. [17 cm] connections did
not meet the design criterial
a high
2.
torsio al strength tool joint, named the
Achieve tool joint toughness and S
HT-55,
Y
resistance comparable to the pip
was considered as an alternative,
considering the additional thickness
---
432
-
7/24/2019 19963-MS Design and Development of High-Strength, Sour Serv
3/9
IADWSPE 19963
ROBERT M. SHIVERS, III, J. 8RXSON GREER AND JACKIE
E.
SMITH
the tool joint.
While both the tubes and the tool
joints have a minimum yield strength
of
3.
Achieve good weldability, hardness
105,000 psi [724 MPa], the weldnent i
COntrOl, improved toughness and SSC designed for a minimum yield of R0,000 ps
resistance in the pipe to tool joint
[552 HPa]. This was to insure that maximu
weldment. hardness in the weld
area did
not
xcee
Rockwell C 30
in
spite of the fact that
~~
minimum and maximum hardness and yield
strengthranges in welds are much
wider
an
The nominal dimensions, Table 2, for
more difficult to control than in the tube
the tubes, tube-upsets and tool joints are and tool joints. The enlarged cross
important factors in selecting chemical
sectional area of the weld upset more tha
compositions suitable for subsequent heat
compensates for the reduced yield strength
treatment processes. The cross-sectionfor
the tool joint is mere than four times as
~~~ U@Ul
large, and the ID area available for
quenching is decreased compared to the
Tensile specimens were removed from
tube. The quench and tempered tube and its
the t~bes, tool joints, HAZ, and wald line
upset must be spin-friction or inertia
of production pipe and tested for sulfid
welded to the tool joint.
This composite-
stress cracking
-
7/24/2019 19963-MS Design and Development of High-Strength, Sour Serv
4/9
4
.
DESIGN AND DEVELOPMENTOF HIGH STRENGTH, SO~ SERVICE DRILL PIPE
XADC/SPE 199
A eidp benefit of &he 5--1/2in. [14
cm] drill pipe waE.its ability to run the
long, heavy (8,500 ft, 500,000 lb) [2590m,
2 224 000 N] drilling liners required in
the casing program.
summary
Metallurgical
specifications,
manufacturing procedures and quality
control resulted in a drillstring with
relativelylow hardness, high toughness and
Ssc resistance .for
its
strength.
Experience has shown that G-105 drillpfpe
typically lies in the 25-35 Rockwell C
hardness range as compared to an HRC 22-30
range obtained with this string. This
improvementis due to the restrictedyield
etrength range of the CG-105 drillpipe,
105,000-120,000psi [724-827MPa] in tubes
and 110,000-130,000 psi [758-896 MPa] in
tool joints, and also to the higher yield
to tensile strength ratio associated with
fully transforming and high tempering
temperature,chromium-molybdenumsteels.
Weldability of the upset tubes to the
tool joints was excellent with no problems
being experienced during manufacture.
Transverse Charpy V impact tests of the
wel< line were above 50 ft-lbs [68 N-m].
Typ.tally, impact energies are below 25
ft-lbs [34 N-m] for drillstring pipe to
tool joint weldments.
The measured impact
energies of the tubes, tool joints and
weldments were all well in excess of the
critical toughness needed to prevent
brittle fracture according the criteria of
API Spec 5CT12 Grade Q-125.
Sulfide stress cracking tests taken as
a quality
assurance
measure showed that the
heavy wall composite drillpipe structure
had SSC resistancewhich approachedthat of
sour environment production tubulars,
despite the 105,000 psi minimum yield
strength of the tubes and tool joints.
Analysis of threshold stresses
on a cross
sectional area basis indicated that the
design of the CG-105 drillpipe was balanced
frora an SSC as well as a mechanical
perspective.
Reported13 SSC thresholdstress values
for G-105 drillpipe and tool joints lie in
the 30-45 percent of yield stress range,
while threshold SSC values for x-135
drillpipeare in the 10-20 percent
of
yield
strength stress range. Threshold SSC
stresses for the CG-105 drillpipe were
above 80 percent of the minimum yield
strength for the pipe body and above 50
percent for the tool joint and weld areas.
Impact-tension prototype tests
also
confirmed
the viability of
the
manufacturing process and toughness of the
drillpipe assembly. The pipe suffered
significant damage after being used on the
first well, but damage was greatly reduced
on the second well through better pipe
handling practices.
.- .
Conolusioas
A special 5-1/2ti[14 cm] O.D. x 0.550H
and 0.750 [0.?7
cm x 1 9 cm] wall
thickness drillstring was designed and
manufacturedthat:
1.
Provides sulfide stress cracking
resistance superior to X-95 drillpipe
despite increased wall thickness and
minimum yield strength,
2. Can handle torque and drag up to
40,000 ft-lbs [54 200 N-m] rotation and
;~O&,000 pounds [3 559 000 N] pick up
3*
Performs well under simulateddropped
impact :.oading,and
4.
Provides a means to safely run long
heavy, drilling and production liners.
1.
API Specification 5D, Specificatio
for Drillpipe, First Edition, March 15,
1988,N American Petroleum Institute,211 N.
Ervay, suite 1700, Dallas, Texas 75201.
2.
H. M. Rollins, Drill-StemFailures Du
to
H S,w
The Oil and Gas Journal, 1966,
82-8
z.
3*
L. P. Grizzaffi and B. M. Thompson,
HDrilling and Testing of Deep Wells With
High H2S
concentration in southern
Missisaippi,npresented at the API Divisio
of Production Spring Meeting of the
Southern District, 1970.
4. W. L. Kirk,
C:DeepMississippi Drillin
Practices, 1$
Journal of
Petroleum
Technology,June, 1972, 633-642.
5*
API Recommended Practice RP 7G,
llReco~endedpractice for Drill Stem
DeSigII
and Operating Limits, American Petroleu
Institute,
211 N. Ervay, Suite 1700,
Dallas, Texas 75201.
6.
l fannesmann-Roehenwerke,
llLoa
Diagrams--DrillPipe and Tool Joints, Jul
1985 Edition, 11-14.
7. HT-55 is a proprietary tool joint
product designation of Hughes Tool Company
5425 Polk Street, Houston,Texas 77252.
8.
P. J. Grc::ner,D. L. Sponseller and W
w. Cias, wDevelopment of Higher-Strengt
HzS-ResistantSteels
for Oil Field Applica
tlons,llclimax Molybdenum Co.~ November
1973.
9.
A
lkeda, S. Nagata, T. Tsumura, Y
Nara and M Kowaka, Development of Hig
Strength Oil Country Tubular Goods Highl
Resistant to Sulfide Stress Corrosion
Cracking,~ Sumitomo Metal Industries,
4a4
-
7/24/2019 19963-MS Design and Development of High-Strength, Sour Serv
5/9
IADC/SPE 19963
ROBERT M. SHIVERS, III,
J. BRISON GREER
AND JACKIE E. SMITH
5
presented to the APX ProductionDepartment
13
M. Watkins and G.
A.
Vaughn, Effects
Symposiumon Tubular Goods, June, 1977.
of
H2S Partial Pressure on the Sulfide
Stress Cracking Resistance of Steel,
10.
J. Brison Greer and W. E. Holland, Materials Performance,January 1986, 44-48.
@Iiigh-StxengthHeavy-Wall Casing for Deep,
Sour Gas Wells,w JPT, December 1981, 2389-
S1 Metric
Conversion
Faotors
2397.
nile x 1.609*3
E+OO = m
1
X
3.048
11. NACE Standard TM-01-77,
Testing
of
ft
X
2.831 685 ;-ii ~ ;3
Metals
for Resistance to Sulfide Stress F (F-32~/l.8 =Oc
Cracking at Ambient Temperatures, NACE,
in. x 2.54
E+OO = OM
Houston, Texas 1977.
lbm x 4.535 924 E-01 = kg
lbf
X
4.448 222 E+OO = N
12* API Specification 5CT, ISpecification
ft-lbf x 1.355 818 E+OO = N-m
for Casing
and
Tubing, First Edition,March
psi x 6.894 757 E+OO = kPa
15, 1988,U American Petroleum Institute,
PPG
X
1.198 264 E-01 =
g/cm3
211 N. Ervayt SUite 1700, Dallas, Texas
75201.
*Conversion i.~toris exact.
Table 19
Suxmary of Test Results
for the HT-55 Tool Joint.
Torsional Yield
at O lbs. Tension:
80,000-100,000ft-lbs.
Tensile Yield at
O ft-lbs. Torque: 2,200,000 lbs.
40,000 ft-lbs. Torque:
1,800,000 lbs.
Bending Yield at
600,000 lbs. Tension:
2,200,000 ft-lbs.
Table 2.
Nominal DrillpipeDimensions.
Inside Outside Wall
Diameter Diameter Thickness
Description
inches
inches
inches
*************************************************************
5.5 x 0.550$Tube
4.400
5.500
0.550
5.51 x 0.750$1Tube
4.000 5.500
0.750
Tube Upset-As Forged
3.188 5.938
1.375
Tube Upset-MachinedAfter Welding 3.250 5.750 1.250
Tool Joint-As Forged
2.850
7.628
2.416
Tool Joint-MachinedAfter Welding 3.250
7*500
2.125
~able 3.
Chemical Compositionsfor
Table 4.
Specificationand Average Au-
Tubes and Tool Joints
Quenched Hardness of Drillpipeand Tool Joints.
Percent by Weight
Rockwell C Hardness
*******************
**********************
Element Tube
Tool Joint Description
I.D. M.W. O.D. Var.
----------- -----
----------
-----------------------------------------
Carbon
0.29
O*3O
Specification
---44 minimum--- N.A.
Manganese
0.92 1*O3
-----------------------------------------
Chromium 0.97 1.44 0.550W Drill Pipe 49.3 47.7 47*3 1.9
Molybdenum
0.68
0.82
0.750t~Drill Pipe 49.3 47.6 47.4 L.9
columbium
0.023 0.03
Tc>l Joint 49.4 50.3 49.3 1.0
Sulfur
0.001
0.003
Phosphorous 0.007
0.010
Calcium 0.003
0.003
Hydrogen
0.0001
Degassed
Silicon
0.30
0.34
Aluminum
0.023
0.027
Soron --
0.0001
Nickel
O*O2
0.06
Copper O*O2
0.05
.*.
-
7/24/2019 19963-MS Design and Development of High-Strength, Sour Serv
6/9
Sf 9963
m h s
specificationand Average Q&T
Hardness of Drillpipe and Tool Joints.
Rockwell C Hardness
***********************
Description
I.D. M.W.
O.D. Var.
------------------------------------------
Specification
---28 maxim~---
4 max
-------------------------------------------
0.550 Drill Pipe
26.8 27.0 26.8 0.3
0.750$Drill Pipe
26.0 26.1 25.0 1.3
------------------------------------------
specification
---30 maximum--- 5 max
------------------------------------------
Tool Joint
29.5 29.7 29.2 1.0
Table 6.
Qualificationand Production
Tool Joint to Pipe Weldment Hardness.
Maximum hardness HRC 29.
Rockwell C Hardness, HRC
************************************
Tool TJ
Weld Weld Pipe Pipe
Description
Joint HAZ Line Line HAZ
Upset
------------.---~-----------------------------------
Qualification
28.2 24.5 25.4 23.6 19.6 23.0
0.550 Weldment 30.2 27.3 28.4 26.6 18.7
22.4
0.75081Weldment 27.4 24.2 25.3 23.0
16.4 21.2
Tablo 7.
Specification
and TransverseCharpy V
and Measured Tensile
Impact Properties.
Yield Tensile
Impact
Strength Strength Energy
Upsat mlbo8
psi
psi
ft-lbs
-----------------------------------------------
Spec. Min.
105,000
115,000
25
Spec. Max.
120,000
------------------------------------------------
0.55011Drillpipe
110,900
124,900
136
0.7501Drillpipe
110,600
122,800
136
T@Ol J0int8
-------------------------------------------------
Spec. Min. 110,000
120,000
30
Spec. Max.
130,000
------------------------------------------------
Tool Joint
118,300
135,000
61.3
------------------------------------------------
Wmld Area
------------------------- ------------------------
Spec. Min.
80,000
90,000
16
Spec. Max.
120.000
-----------------------------------------------
Qualification
95,150 110,000
69
o.550H Weldment
91,100 108,150
56
0.750$ Weldment
84,500 102,600
53
436
-
7/24/2019 19963-MS Design and Development of High-Strength, Sour Serv
7/9
.
TExAg
AREA
LEASE
TE)CAC() FULL
INTEREST
g TExACo PARTIAL
INTEREST
SAFETY FAIRWAY
. . . .,,.
.,
FIGURE f
1000
Maw
PICK UP LOAD VS
- Soo
100
ktORIZONTAL DNPLA~MENT
~
700 -
M872
@ 22 )00 WD
* 600
2
~ 000 +
@
g 400 -
/: o:
d
I
/
10%7sNsloN
TORQIJE w
5,
5.W,
X95
mPLAOEt4ENT
10ol- 4s ~ A*C6
o
,
1 ,
,
a
1
1
. .
-MAKE-UP SHOULDER
-BOX COUNTERBORE SEC
PIN BASE
hAST ENGAGED THREAD
TION
THREADS
.PtN HOSE
bii60ibARY SHOULDER
.1
FIGURE ?
m
-
7/24/2019 19963-MS Design and Development of High-Strength, Sour Serv
8/9
SW 19963
79112, 1142110
Ids=
WJGHE MT 55 TOOL JOINT
OPERATIONAL LOAD ENVELOPE
1000.0 )
1
TttnssHOLO TORQUE
~edltlonat mske-up (300 F o.o12 WP)
000.0
THRESHOLDTORQUE
G
~
8ddltlonal make-up (300 F 0.006 g-p)
I
S 600.0
2
0
~ 400.0
z
Lu
b
00 0
I
I
0.0
.0
TORQUE,
(ft =kips)
FIGURE 4
100
90
10
0
17
v
18
1 ~,
1
Pi@
P14u
WL
WL
TJ W
NACETEslum
PIPE AND TOOL JOW
w
. -- .-.:
.
. .
. - .. *
-
7/24/2019 19963-MS Design and Development of High-Strength, Sour Serv
9/9
100
90
NACE lEslMm w
WELD
AREA
.
u
- .. 09-
. m
. . 4mw
lEMcowEmz
.
l-+-t-
t
1~
I I
I
I I
10
0
TEST
u
PIPE
HAZ
WELDLINE
&&&
TOOLJOINTHAZ g m
1
I
1 1
I 1
i II
.
10
100
1000
I
.-
LOG
TIME (HOURS)
FIGURE7