1989 Nowicki Contact Stiffness
13
Int, J. M ach. Too ls Ma nufac t. Vol. 29, No. 4~ pp.589-600, 1989. 0890-6955/8953.00 + .00 Printed in Great Britain Pergam on Press pie CONTROL OF CONTACT STIFFNESS IN MACHINE PARTS B. NOWICKI* and M. CICHOWICZ* (Received 18 January 1989) Abstract--Rigidity is one of the main factors decisive for the quality of machine tools, measuring instruments and many other devices. One of the principal deformation components of a machine element is contact deformation due to surface roughness. The contact rigidity can be controlled by selecting appropriate working methods and parameters, influencing directly the surface roughness characteristics. It is for this reason that many theoretical and experimental works have been devoted to the problem mentioned. As a result of the first load being applied the surface roughness undergoes elastic-plastic deformation, which has not yet been described by any consistent theory. During unloading and subsequent loading processes the deformed asperities remain elastic (if there are no tangential displacements). However, as a result of no data being available as regards the stereometric features (3-D) of roughness and their changes due to plastic deformation, the theoretical results are charged with considerable errors. In engineering problems the value of a contact deformation may be computed making use of statistical relations based on roughness models of various degrees of complication. These relations are established on the basis of the results of some tests of the surfaces of elements machined by the same methods and made of the same materials as the elements to be analysed. These methods enable us to evaluate contact deformations with an accuracy which is much better than that of the theoretical methods. Another method for ensuring the required rigidity of manufactured objects is by direct measurement of contact deformation in the course of the manufacturing process, for which a special apparatus is required. The devices which have been designed for the measurement of contact deformations of a surface enable such measurement by using a check surface of high hardness and low roughness as compared with those of the parts considered. b~v E 0 F , ~ G HB, HRB, H R C J K K i q A q r R T RMAX p R~, R mu~, R~, R~k, R,, R~, S,,, t~, HSC NOMENCLATURE total contact deformation subscripts--pl, sp: plastic and elastic deformations subscripts---l, 2: deformations for the first and second load cycles parameters of bearing ratio curve: t, = b.e v Young's elasticity modulus subscripts---l, 2: for two contacting materials Poisson's ratio subscripts---l, 2: for two contacting materials equivalent Young's modulus: 1/0 = (1 - p,~)/EI + (1 - ~.~)/E2 relative approach: ¢ = a/Rm~x Fischer's number slope of the bearing ratio curve subscripts---20, 50: for an approach of 20% and 50%. G2~ = dt2o/da, G~o = dts~/da hardness contact rigidity subscripts--l, 2: for the first and second load cycles superscripts---', ": for loading and unloading profile solidity factor constant depending on v--equation (8) load per nominal area of contact profile slope profile peak curvature radius coefficient of multiple correlation T-Student's number three dimensional roughness height standard roughness parameters *Politechnika Warszawska, Warszawa, AI. Niepodlegl'o~ci 222 p. 161, Poland. 58 9
Transcript of 1989 Nowicki Contact Stiffness

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 1/12
Int , J. M ach. Too ls Ma nufac t . Vol . 29, No. 4~ pp.589-600, 1989. 0890-6955/8953.00 + .00
Pr i n t e d i n Gre a t Br i ta i n Pe rga m on Pre ss p i e
C O N T R O L O F C O N T A C T S T IF F N ES S IN M A C H I N E P A R T S
B . N O W I C K I * a n d M . C I CH O W I C Z *
( R e c e i v e d 18 J a n u a r y 1989)
A b s t r ac t - -R ig id i t y i s one o f t he m a in f ac to r s dec i s i ve fo r t he qua l i t y o f m ach ine t oo l s , m easu r ing i n s t rum en t sand m any o the r dev i ce s . O ne o f t he p r i nc ipa l de fo rm a t ion com ponen t s o f a m ach ine e l em en t i s con t ac tde fo rm a t ion du e t o su r f ace roughnes s . Th e con t ac t r i g id it y can be con t ro l l ed by s e lec t i ng app rop r i a t e w ork ingmethods and parameters , inf luencing di rect ly the surface roughness character is t ics . I t i s for th is reason thatm any t heo re t i ca l and expe r im en ta l w orks have been devo t ed t o t he p rob l em m en t ioned . A s a r e su l t o f t hef ir st l oad be ing app l i ed t he su r f ace roughnes s u nde rgoes e l a s t i c -p l a s t i c de fo rm a t ion , w h ich has no t ye t bee ndesc r ibed by any cons i s t en t t heo ry . D ur ing un load ing and subsequen t l oad ing p roces se s t he de fo rm edaspe r i t ie s r em a in e l a s t ic ( i f t he r e a r e no t angen t i a l d i sp l acem en t s ) . H o w ev e r , a s a r e su lt o f no da t a be ing
ava i l ab l e a s rega rds t he s t e r eom e t r i c f ea tu r e s (3 -D ) o f r oughnes s and t he i r changes due t o p l a st i c de fo rm a t ion ,t he t heo re t i ca l r e su l t s a r e cha rged w i th cons ide rab l e e r ro r s . I n eng inee r ing p rob l em s t he va lue o f a con t ac tde fo rm a t ion m ay be com pu ted m ak ing use o f s t a ti s ti c a l r e l a t ions based on roughnes s m ode l s o f va r i ousdeg rees o f com pl i ca t i on . These r e l a t i ons a r e e s t ab l i shed on t he bas i s o f t he r e su l t s o f som e t e s t s o f t hesu r f aces o f e l em en t s m ach ined by t he s am e m e thods and m ade o f t he s am e m a te r i a l s a s t he e l em en t s t o beana lysed . These m e thods enab l e u s t o eva lua t e con t ac t de fo rm a t ions w i th an accu racy w h ich i s m uch be t t e rt han t ha t o f t he t heo re t i ca l m e thods . A n o the r m e th od fo r ensu r ing the r equ i r ed r i g id i ty o f m anufac tu redob j ec t s i s by d i r ec t m easu rem en t o f con t ac t de fo rm a t ion i n t he cou r se o f t he m anufac tu r i ng p roces s , f o rw h ich a spec i a l appa ra tus i s r equ i r ed . T he dev i ce s w h ich have been des igned fo r t he m easu rem en t o f con t ac tde fo rm a t ions o f a su r f ace enab l e such m easu rem en t by us ing a check su r f ace o f h igh ha rdnes s and l owroughnes s a s com p ared w i th those o f t he pa r t s cons ide red .
b ~ v
E
0
F , ~G
H B , H R B ,H R C
J
KK iqA qr
RT
R M A X p
R~, R mu~, R~,R~k, R, , R~ ,
S, , , t~ , HSC
N O M E N C L A T U R E
to t a l con t ac t de fo rm a t ionsubsc r ip t s - -p l , sp : p l a s t ic and e l a s t ic de fo rm a t ionssubscr ipts- - - l , 2 : deformat ions for the f i rs t and second load cyclespa ram e te r s o f bea r ing r a t i o cu rve : t , = b . e vY oung ' s e l a s t i c i t y m odu lussubscr ipts- - - l , 2 : for two contact ing mater ia lsPoisson ' s ra t iosubscr ipts- - - l , 2 : for two contact ing mater ia lsequ iva l en t Y oung ' s m odu lus : 1 /0 = (1 - p,~)/EI + (1 - ~.~)/E2r e l a t i ve app roach : ¢ = a/Rm~xFi sche r ' s num bers lope o f t he bea r ing r a t i o cu rve
subscr ipts- - -20, 50: for an approa ch o f 20% and 50% . G2~ = dt2o/da, G~o = dts~/da
ha rdnes s
contact r ig idi tysubscr ipts- - l , 2 : for the f i rs t and second load cyclessuperscr ipts- - - ' , " : for loading and unloadingprof i le sol id i ty fac torc o n s t a n t d e p e n d i n g o n v - - e q u a t i o n ( 8 )l oad pe r nom ina l a r ea o f con t ac tprof i le s lopep ro f i l e peak cu rva tu re r ad iuscoe f f i c ien t o f m u l t i p l e co r r e l a t i on
T - S t u d e n t ' s n u m b e rth r ee d im ens iona l r oughnes s he igh ts t anda rd roughnes s pa ram e te r s
*Pol i tech nika W arszawsk a, Warsza wa, AI . N iepodlegl'o~ci 222 p . 161, Poland.
58 9

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 2/12
590 B. NOWICKIand M. CICHOWICZ
INTRODUCTION
AMONG other assumptions which are made for the design of a machine, there is that
of a definite contact rigidity, which must be achieved by choice of an appropriate
material, form and dimensions of the machine elements to be designed and appropriate
surface finish, the deformation of its elements and the contact deformation of their
surfaces. In most cases the overall deformation can be computed with an accuracy
sufficient for the engineering practice. However, it constitutes a small proportion of
the total deformation. Contact deformation is the sum of the elastic deformation of
surface waviness, form errors and the elastic, plastic or combined elastic-plastic defor-
mation of asperities. It usually constitutes 50-95% of the total deformation of a machine
and is usually decisive for the overall rigidity. The values of the contact deformation
of the waviness and the form errors can be evaluated on the grounds of the Hertz theory.
However, essential difficulties arise due to the fact that their form and dimensions are
not known beforehand. Thus, every surface must be measured in order to determine
the type of the form error, its height, curvature radius, etc. as well as the height and
the length of the wave. It is only in rare cases that these errors have repeated forms
and dimensions typical, for instance, of a definite machine-object -tool system for whichthe values measured on a surface may be expected to be met on any other surface
machined under the same conditions. Under fixed machining conditions the type of
surface roughness is reproducible as are the values of the roughness parameters. The
geometrical microstructure of the surface, that is the lay, their height, spacing, profile
slope, etc. can, under certain conditions, be controlled in the course of the production
process by selecting suitable machining methods and parameters and, possibly, by
changing those parameters in the course of the production process if the required values
of the roughness parameters have not been attained. The possibility of controlling the
production process to ensure the required roughness and its repeatability for other
machined elements was one of the causes of intense research work being initiated in
order to devise methods for computing contact deformations of rough surfaces. Theroughness summits may undergo elastic, plastic or combined elastic-plastic deformation,
depending on their geometry and the load applied. By the term "elastic-plastic defor-
mation" we mean a state in which some roughness summits or their fragments undergo
plastic deformations, the deformation of the remaining summits being elastic.
METHODS FOR COMPUTING CONTACT DEFORMATION OF A ROUGH SURFACE
The computat ion methods of contact deformations are based on a number of simplify-
ing assumptions concerning the model of the surface and the properties of the material
of the superficial layer. If the plastic model of deformation is used, it is assumed that
the pressure is equal to the H B hardness of the material and the value of the real
contact area can be determined directly from the bearing ratio of the profile. In thiscase, the differences in height between particular roughness summits and profile peaks
are rejected. These differences are essential [7] and range from several score % to
300%.
It is also assumed that the properties of the superficial layer are the same as those
of the core and the material is not work hardened. Under such assumptions the value
of the real contact area per unit area is
q (1)t p = l i b "
Assuming that the bearing ratio is described, for small approach values by theequation
tp = b. C (2)

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 3/12
C o n t r o l o f C on t a c t S t i f fne s s 591
w h e r e b a n d v a r e t h e p a r a m e t e r s o f t h e b e a r i n g r a t i o c u r v e a n d e is t h e r e l a t iv e
a p p r o a c h ( e = a/Rm~x), t h e v a l u e o f t h e c o n t a c t d e f o r m a t i o n is
a \b. HB] Rmax' (3)
For typ ica l su r f aces , equa t ion (3 ) i s u sed in i t s s im pl i f i ed fo rm [10]
a = 4 . 1 R a ~ . (4 )
I n m o d e l c o n t a c t s , f o r w h i ch i t is a s s u m e d t h a t t h e d e f o r m a t i o n o f th e s u m m i t s is
e l a s t ic , t h e s p h e r i c a l f o r m o f a s u m m i t ( w h i c h i s d e s c r i b e d b y i ts r a d i u s r ) i s m o s t
f r e q u e n t l y u s e d . T h e a s p e r it i e s a n d t h e p h y s ic a l p r o p e r t i e s o f b o t h m a t e r i a l s a r e a s c r i b e d
t o a s in g l e s u r fa c e , t e r m e d t h e e q u i v a l e n t s u r f a c e , th e p a r a m e t e r s o f w h i c h r e s u lt f r o m
t h e p r o p e r t i e s o f b o t h s u r f a c e s . T h a t i s
r l r 2r - (5)
r 1 + r 2
R a = R a , + R a 2 ( 6 )
1 - ~ I 1 - ~ 2
0 - E1 + E2 (7)
M a k i n g t h e a b o v e a s s u m p t i o n s , w i t h t h e a d d i t i o n a l a s s u m p t i o n t h a t t h e r o u g h n e s s
d i s t r ib u t i o n i s d e s c r i b e d b y t h e e q u a t i o n o f t h e b e a r i n g r a t i o o f t h e p r o f i le , D e m k i n
[ 1] , K o m b a t o w [ 13 ] a n d M i c h i n [5 ] d e r i v e d a n u m b e r o f re l a t io n s f o r t h e r e l a t i v e v a l u e so f c o n t a ct d e f o r m a t i o n ( e = a/Rmax), t h e m o s t c o n v e n i e n t f o r c o m p u t a t i o n h a v i n g t h e
fo rm
= / 2 ~ r q O { r 1½/2/(2v+ )
w h e r e g l is a c o n s t a n t d e p e n d i n g o n v . M a k i n g s o m e a d d i t i o n a l s i m p li f yi n g a ss u m p t i o n s
a n d i n t r o d u c i n g t h e m e a n v a l u e s o f b a n d v , t h is r e l a ti o n c a n b e r e d u c e d t o
= 4 .5 R~ 8 q O . 4 rO.2 00 .4. (9 )
S o m e t h e o r e t i c a l m e t h o d s b a s e d o n t h e G a u s s , W e i b u l l a n d e x p o n e n t i a l d i s t r i b u t i o n s
o f r o u g h n e s s s u m m i t s a s w e l l a s t h e d e n s i t i e s a n d t h e c u r v a t u r e r a d i i o f r o u g h n e s s
s u m m i t s h a v e b e e n d e v e l o p e d b y N a y k o , B u s h , G i b s o n , O d e n , M a r ti n s a n d o th e r s .
S i n c e n o a p p a r a t u s f o r m e a s u r i n g t h e q u a n t i t i e s i n v o l v e d i s a v a i l a b l e , t h e u s e o f t h e s e
m e t h o d s f o r e n g i n e e r i n g p u r p o s e s i s a s y e t l i m i t e d .
A m o n g o t h e r n u m e r ic a l m e t h o d s f o r d e t er m i n in g t h e c o n t a c t d e fo r m a t i o n s o f r o u g h
s u r f a c e s , t h e m e t h o d o f T s u k a d a a n d A n n o [ 1 1, 1 2] y i e l d s r e s u lt s w h i c h b e s t a p p r o a c h
t h e m e a s u r e d d a t a . I t i s b a s e d o n s o m e s t a t i s t i c a l r e l a t i o n s b e t w e e n t h e p a r a m e t e r s
d e s c r i b i n g t h e r o u g h n e s s f e a t u r e s i n d i r e c t i o n s p a r a l l e l a n d n o r m a l t o t h e l a y a n d o n
t h e a s s u m p t i o n t h a t t h e p e a k d i s t ri b u t i o n o f t h e p r o f il e o b e y s , f o r a s m a l l a p p r o a c h ,
t h e W e i b u l l l a w . T h e f a c t t h a t t h e r o u g h n e s s s u m m i t s o f a s u r f a c e a r e h i g h e r t h a n t h ep ro f i l e peak s RMAX P = (2.5 --3.2 ) Ra i s a l so t aken in to con s idera t ion . T h e r esu l t s o f
c o m p u t a t i o n h a v e b e e n v e r i f i e d b y t h e a u t h o r s f o r s m a ll l o a d s o n l y ( q < 0 . 03 HB), th e
a g r e e m e n t w i t h t h e e x p e r i m e n t a l r e s u l t s b e i n g f o u n d t o b e g o o d . I t h a s b e e n s h o w n b y

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 4/12
5 9 2 B . N o w l c ~ l a n d M . C l c n o w i c z
t e n t a t i v e e x p e r i m e n t a l v e r if i c a ti o n o f t h e a b o v e r e l a t io n s t h a t t h e d i f f e r e n c e s b e t w e e n
t h e m e a s u r e d a n d c o m p u t e d v a l u e s a m o u n t , f o r s t e e l s u r f a c e s m a c h i n e d b y t y p i c a l
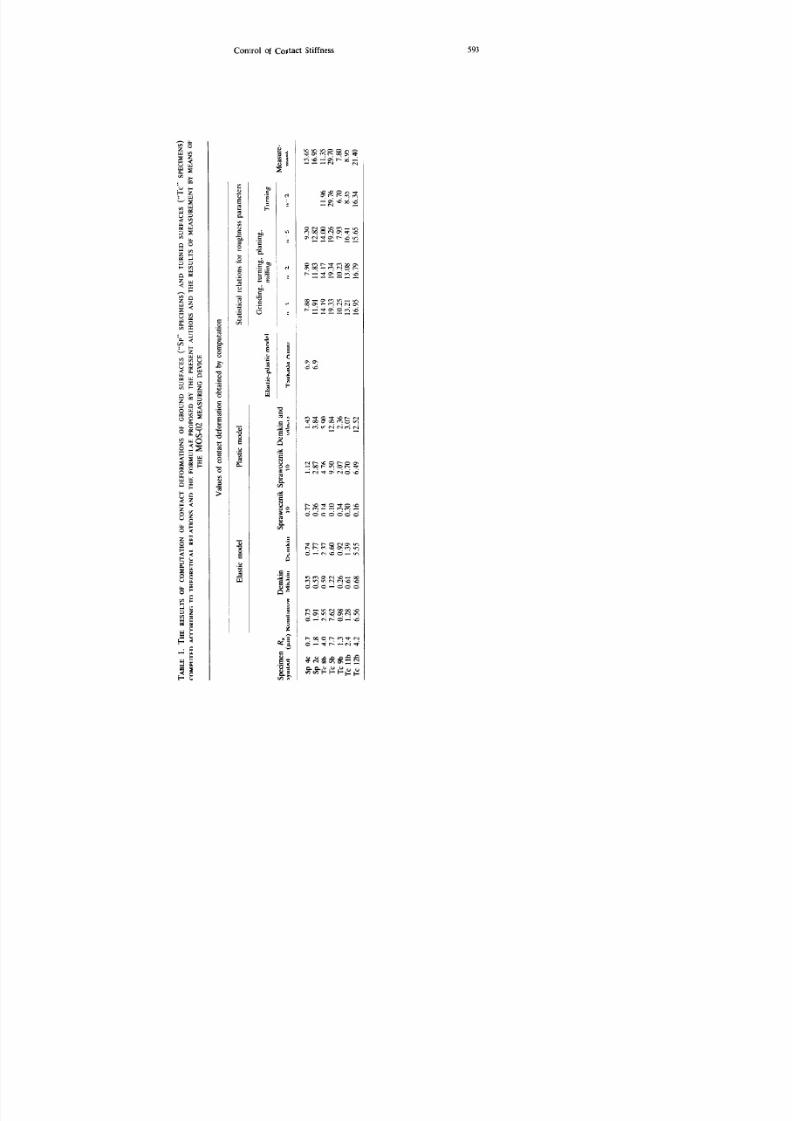
m e t h o d s , t o a b o u t 5 0 - s e v e r a l h u n d r e d % ( T a b l e 1 ) . T h e v a l u e s o f t h e r e a l d e fo r -
m a t i o n s , b o t h e l a s t i c a n d p l a s t i c , a r e u s u a l l y g r e a t e r t h a n t h e t h e o r e t i c a l v a l u e s . I t
m a y b e s u p p o s e d t h a t o n e o f t h e m a i n c a u s e s o f t h is f a c t is th a t t h e p r o f i le c h a r a c t er i st i c s
such as the he igh t o f the aspe r i t i e s , the bear ing r a t io an d the cu rv a tu re r ad i i o f thes u m m i t s a r e , i n m o s t o f th e w o r k s s tu d i e d ( e x c e p t t ha t o f T s u k a d a a n d A n n o ) a s c r ib e d
d i r e c t l y t o t h e 3 - D s u r f a c e r o u g h n e s s , a l t h o u g h m a n y e x p e r i m e n t a l [ 7 ] a n d t h e o r e t i c a l
w o r k s [ 1 2 ] s h o w t h a t t h e r e a r e e s s e n t i a l d i f f e r e n c e s b e t w e e n t h e m .
A t t h e p r e s e n t s t a g e o f k n o w l e d g e o f t h e s u rf a c e r o u g h n e s s p r o b l e m a n d w i t h t h e
e x i s t i n g m e a s u r e m e n t m e t h o d s , t h e r e a r e n o a d e q u a t e d a t a f o r c o n s t r u c t i n g m o d e l s o f
s u r f a c e r o u g h n e s s e n a b l i n g u s t o o b t a i n a c c u r a t e t h e o r e t i c a l r e s u l t s . T h i s w a s o n e o f
t h e r e a s o n s f o r i ni ti a ti n g w o r k t o c o n s t r u c t d e v i c e s f o r r a p i d m e a s u r e m e n t o f c o n t a c t
d e f o r m a t i o n s o f s u r f a c e s o f m a c h i n e e l e m e n t s a n d t o e s t a b l i s h s t a t i s t i c a l r e l a t i o n s
b e t w e e n t h e r o u g h n e s s p a r a m e t e r s a n d t h e c o n t a c t d e f o r m a t i o n .
D E V I C E S F O R M E A S U R I N G C O N T A C T D E F O R M A T I O N S O F R O U G H S U R F A C E S
B y a n a l y s i n g t h e m e t h o d s o f c o n t r o l o f t h e c o n t a c t r i g i d i t y o f a r o u g h s u r f a c e i t w a s
f o u n d t h a t , i n s t e a d o f m e a s u r i n g t h e h a r d n e s s a n d t h e r o u g h n e s s o f a s u r fa c e , t h e
r e s u l t s b e i n g u s e d f o r c o m p u t i n g t h e c o n t a c t d e f o r m a t i o n , i t i s p r e f e r a b l e t o m e a s u r e
t h e m d i r e c t ly w i t h m u c h h i g h e r a c c u r a c y , i f a p p r o p r i a t e i n s t r u m e n t s a r e a v a i l ab l e .
T h e s e i n s t r u m e n t s s h o u l d e n a b l e u s t o m e a s u r e a n d o b t a i n t h e c o n t a c t r ig i d it y re q u i r e d
f o r th e p r o d u c t i o n , r e s e a r c h o r d e v e l o p m e n t o f p r o t o t y p e m a c h i n e s o r m a c h i n e e l e m e n t s
o r , i n c a s e o f a n y c h a n g e o f m a t e ri a l s , t h e i r s t a t e o r m a c h i n i n g p r o c e s s e s .
T h e m e a s u r i n g d e v i c e s w h i c h h a v e b e e n d e s i g n e d a t t h e I n s t i tu t e o f M e c h a n i c a l
P r o d u c t i o n M e t h o d s , W a r s a w T e c h n i c a l U n i v e r s i t y c a n b e u s e d i n a l a b o r a t o r y f o r
m e a s u r i n g c o n t a c t d e f o r m a t i o n s o f t h e s u r f a c e s o f m a c h i n e p a r t s , t h e d i m e n s i o n s o f
w h i c h m a k e i t p o s s i b l e f o r t h e m t o b e m o u n t e d o n a B r i n e l l p r e s s o r d i r e c t l y o n t h e
s u r f a c e o f a l a rg e m a c h i n e p a r t d u r i n g p r o d u c t i o n . S i n c e d i r e c t m e a s u r e m e n t o f c o n t a c t
d e f o r m a t i o n s b e t w e e n l a r g e e l e m e n t s i s d i f f i c u l t , t h e u s u a l p r o c e d u r e i s t o m e a s u r e t h e
d e f o r m a t i o n o f th e r o u g h s u r f ra c e t e s t e d i n c o n t a c t w i t h t h e c o n t r o l s u r fa c e o f a ch e c k i n g
e l e m e n t m a d e o f si n t e r e d c a r b i d e a n d c h a r a c t e r i z e d b y h i gh v a l u e s o f E a n d HRC a n d
v e r y l o w ro u g h n e s s . P r e l i m i n a r y t e s t s o f t h e p r o t o t y p e i n s t r u m e n t s s h o w e d t h a t t h e
e s s e n t ia l p r o b l e m s d e c i s iv e f o r t h e c o r r e c t n e s s o f m e a s u r e m e n t a r e t h o s e o f e n s u ri n g
a c c u r a t e p o s i t i o n i n g o f t h e w o r k i n g h e a d ( a x ia l , w i th r e f e r e n c e t o t h e l o a d i n g s y s t e m )
and very good con tac t w i th the su r f ace t es ted . T he pos s ib i l i ty o f sm al l l a te r a l d i sp lace-
m e n t s o f t h e u p p e r p a r t o f t h e w o r k i n g h e a d i n t h e c o u r s e o f m o u n t i n g o n t h e s u r f a c e
t e s t e d w a s e n s u r e d t o f a c i li t a te i t s c o n t a c t w i t h t h e r o u g h n e s s s u m m i t s l o c a t e d a t v a r i o u s
he igh t s .
T h e t w o v a r i e t i e s o f m e a s u r i n g d e v i c e s w h i c h h a v e s o f a r b e e n b u i l t a r e t h e M O S -0 2 l a b o r a t o r y d e v i c e m o u n t e d o n a B r i n e l l p r e s s a n d u s e d f o r m e a s u r i n g c o n t a c t
d e f o r m a t i o n [ 3] a n d t h e M O S - 0 2 p n e u m a t i c i n s t r u m e n t f o r si m i la r m e a s u r i n g o p e r a t i o n s
p e r f o r m e d o n t h e s u r f a c e s o f l a r g e m a c h i n e p a r t s . T h e r e a r e f o u r o p e r a t io n a l s y s t e m s
which can be d i s t ingu i shed in the M OS -02 dev ice (F ig . 1 ): ( a ) a load ing sys tem inc lud ing
a p i s ton (3 ) and a ba l l coup l ing (4 ) [4] ; (b ) a load m easur ing sys tem cons i s t ing o f a
d y n a m o m e t e r ( 5 ) a n d a l o a d t r a n s d u c e r o f i n d u c t a n c e o r st r ai n g a u g e t y p e ( 8 ) s u s p e n d e d
o n a l e v e r s y s t e m ( 6 , 7 ) ; ( c ) a d e f o r m a t i o n m e a s u r i n g s y s t e m , i . e . a m e a s u r i n g h e a d
(10) w i th an induc t ive t r ansd uce r o f d i sp lacem en t (9 ) and a con t ro l in se r t (11 ) ; and (d )
a pos i t ion ing sys tem wi th a s e t o f cam s (13 , 15 ) and a gu id ing s leev e (12 ) fo r the
m e a s u r i n g h e a d ( 1 0 ). T h e i n s t r u m e n t i s m o u n t e d o n t h e p i s t o n o f a B r i n el l p re s s .
D u r i n g o p e r a t i o n o f t h e p r e s s , t h e p i s t o n ( 3 ) m o v e s d o w n w a r d s u n t il i t t o u c h e s t h eu p p e r e l e m e n t o f t h e s p h e r i c a l j o i n t . F r o m t h a t t i m e f o r t h t h e l o a d i n c r e as e s a n d i s
t r a n s m i t t e d f r o m t h e p i s t o n ( 3 ) th r o u g h t h e b a l l c o u p l i n g ( 4) , t h e d y n a m o m e t e r ( 5 ) a n d
the s lee ve o f the m easur ing head (10 ) to the in se r t (11 ) , wh ich i s in con tac t w i th the
s u r f a c e t e s t e d .
8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 5/12
T
1T
RU
OCOMPUTATION
OF CONTACT
DOMAOOG
SUA
(
SPECIMENS) AND
TURNED
SUA
(T
SME
CMPU
A
NTT
CR
OAND
THE FORMULAE
PROPOSED BY
HE PRESENT
UTHORS
AND
THE RESULTS
F
EASUREMENT
BY
EANS
OF
THE MO0MEASURIN
G
DEVICE
Vuocadomooanbcmao
Eacm
Pacm
Sacraofoo
pme
Gnntunnpan
Eacpacm
mn
Tnn
Sm
R
Dmn
SwkSwkDmna
Me
sm
(pmKmowMicnDmn
IO
1
oh
T
A
n
I=
I=
i=
m
s407
07
03
07
07
11
14
69
78
79
93
16
S218
I9
05
17
03
28
38
69
I9
I8
18
19
T840
25
05
23
01
47
59
11
17
10
I9
13
T577
76
12
66
01
95
18
13
13
12
27
27
T9
13
09
02
09
03
20
23
12
12
79
67
78
Tb24
12
06
I 3
03
07
30
12
10
14
83
89
T1
42
65
06
55
01
64
15
19
17
16
13
24

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 6/12
5 94 B . N o w l c r t a n d M . C t c n o w l c z
FI G . 1 . T he M O S- 02 l a bo r a t o r y de v i c e f o r m e a s u r i ng c on t a c t de f o r m a t i ons .
A x i a l a p p l i c a t i o n o f t h e f o r c e i s e n s u r e d b y a s y s t e m o f p r e l i m i n a r y p o s i ti o n i n g w h i c h
e n a b l e s t h e m e a s u r i n g h e a d t o b e s e t o n t h e s u r f a c e t e s t e d s o t h a t i t s a x i s c o i n c i d e se x a c t l y w it h t h e l i n e o f a c t i o n o f t h e p i s t o n . T h e c a m s m o u n t e d o n t h e s h a f t ( 1 4 )
d i s p l a c e t h e m e a s u r i n g h e a d ( 1 0 ) a n d t h e d y n a m o m e t e r ( 5 ) i n th e v e r t ic a l d i re c t i o n a n d
c o n t r o l t h e p r e l i m i n a r y p o s i t i o n i n g s y s t e m o f t h e m e a s u r i n g h e a d . T h e f l oa t in g b a l l
c o u p l i n g ( 4 ) e n s u r e s t h a t t h e m o m e n t s o f t h e f o r c e s a r e e l i m i n a t e d a n d t h e l o a d o n t h e
m e a s u r i n g h e a d ( 1 0 ) a c ts in t h e a x i a l d ir e c t io n . T h e v a l u e o f th e l o a d i s m e a s u r e d
i n d i re c t l y b y m e a s u r i n g t h e d e f l e c ti o n o f t h e d y n a m o m e t e r ( 5 ) b y m e a n s o f t h e i n d u c t i v e
d i s p l a c e m e n t t r a n s d u c e r ( 8 ) a t ta c h e d t o t h e s e t o f le v e r s (6 , 7 ) , o r a se t o f s t ra i n g a u g e s
g l u e d t o t h e d y n a m o m e t e r ( 5) . T h e d e f o r m a t i o n i s m e a s u r e d b y m e a n s o f th e m e a s u r i n g
hea d (10 ) by p res s ing the f ron ta l su r f ace o f the co n t ro l in se r t (11 ) aga ins t the su r f ace
t o b e t e s t e d . T h i s d e f o r m a t i o n i s e q u a l t o t h e d i s p l a c e m e n t o f t h e f ro n t a l s u r f a c e o f
t h e c o n t r o l i n s e r t w i th r e f e r e n c e t o t h e u n d e f o r m e d p a r t o f t h e s u r f a c e , w h i c h is t o u c h e db y t h e t i p o f t h e i n d u c t i v e t r a n s d u c e r ( 9 ).
T h e f o r m o f t h e m e a s u r i n g h e a d ( 1 0 ) e n a b l e s t h e c o n t r o l i n s e r t ( 11 ) to b e e x c h a n g e d ,
a l lo w i n g e l e m e n t s o f v a r i o u s m a t e r i a l s a n d v a r i o u s h e i g h ts o f r o u g h n e s s t o b e u s e d .
T h i s a l so e n a b l e s t h e m e a s u r e m e n t o f t h e c o n t a c t d e f o r m a t i o n s o f t w o r o u g h s u r f r a c es .
T h e m a x i m u m l o a d w h i c h c a n b e a p p l i e d i s 1 5 , 0 0 0 N o r 2 0 0 0 M P a , w h i c h e n a b l e s t h e
m e a s u r e m e n t o f t h e c o n t a c t d e f o r m a t i o n s o f s u r f a c e s o f r o u g h n e s s R a / > 0 . 2 Ix m a n d a
h a r d n e s s u p t o 6 0 HRC. T h e a c c u ra c y o f th e m e a s u r e m e n t o f fo r c e s is a b o u t 0 . 1 % a n d
tha t o f con tac t de fo rm at ion s i s - - -0 . 05 I~m . T he overa l l d im e ns ions o f the dev ice a re
H x b x a = 2 7 0 x 1 60 x 8 5 m m .
Severa l yea r s o f t e s ts and use o f the dev ices ju s t desc r ibed have conf i rm ed fu l ly the i r
use fu lnes s . Owing to a l l the m easur ing sys tem s be ing un i ted in a s ing le as sem bly and
the pos s ib i l i ty o f in s ta l l a t ion on a Br ine l l p res s , i t i s pos s ib le to ca r ry ou t m easu rem en ts
o f c o n t a c t d e f o r m a t i o n s i n p r a c ti c a ll y a n y l a b o r a t o r y . I n v e s t ig a t i o n s c o n d u c t e d u s i n g
t h e s e d e v i c e s s h o w e d t h a t t h e d i s p e r s i o n o f t h e c o n t a c t d e f o r m a t i o n s o f a r o u g h s u r f a c e
i s m u c h l o w e r t h a n t h a t o f th e r o u g h n e s s o r h a r d n e s s ( T a b l e 2 ) , n u m e r o u s r e p e t i t io n s
8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 7/12
Contro l of Contac t Stiffness 595
TABLE 2. DISPERSION OF MEASURED VALUES OF THE ROUGHNESS PARAMETERS AND THE CONTACT DEFORMATION
AND RIGIDITYOF A GROUND SURFACE ON THE BASIS OF THE RESULTS OF NINE MEASUREMENTS
R , , R c . . x Sm
X (o-m) (0,m) (l/ ram ) Aqa a~p ap] j ' f '
HRB (o-m) (o-m) (o-m) (Pa/o-m) (Pa/o-m)
Xm,,,-Xm,, 0.11 2.41 33.15 0.!1 4.0 0.7 0.4 0.5 4.64 10.645( 0.78 6.99 58.91 0.19 76.0 7.8 6.5 1.3 30.47 39.80
o'x 0.013 0.239 3.906 0.001 0.412 0.071 0.048 0.053 0.440 1.300
O-x/X. 10 ~ 16.1 34.3 66.3 6.9 5.4 9.1 7.3 42.2 14.4 32.7
o f t h e m e a s u r e m e n t t h u s b e i n g u n n e c e s s a r y . A s in g le m e a s u r e m e n t is s u f fi c ie n t f o r
r o u t i n e i n s p e c t i o n a n d t h r e e m e a s u r e m e n t s f o r r e s e a r c h p u r p o s e s .
T h e a = f ( q ) c h a r a c t e ri s t ic m a k e s i t p o s s i b l e to e s t i m a t e t h e e l a st ic p r o p e r t i e s o f t h e
su r faces in con tac t , wh ich i s es s en t ia l fo r m any app l ica t ions .
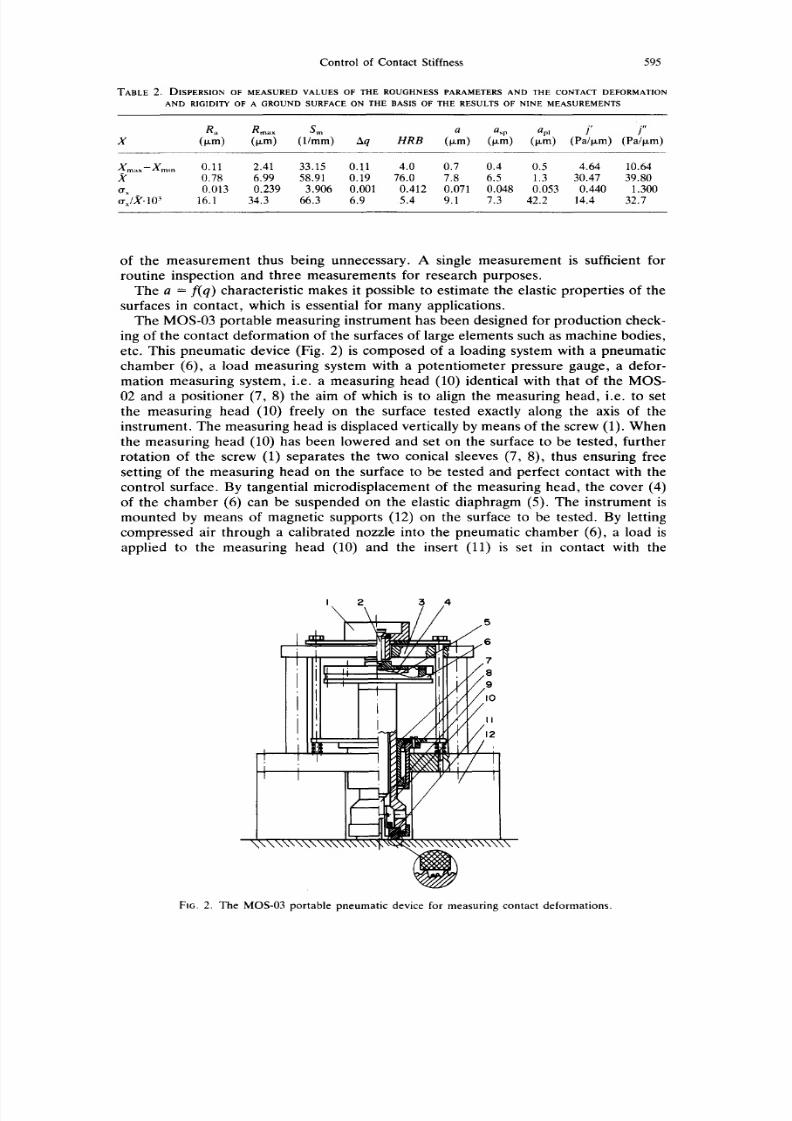
T h e M O S - 0 3 p o r t a b l e m e a s u r i n g i n s t r u m e n t h a s b e e n d e s i g n e d f o r p r o d u c t i o n c h e c k -
i n g o f t h e c o n t a c t d e f o r m a t i o n o f th e s u r f a c e s o f l a r g e e l e m e n t s s u c h a s m a c h i n e b o d i e s ,e t c . T h i s p n e u m a t i c d e v i c e ( F ig . 2 ) is c o m p o s e d o f a l o a d in g s y s t e m w i t h a p n e u m a t i c
c h a m b e r ( 6 ) , a l o a d m e a s u r i n g s y s t e m w i t h a p o t e n t i o m e t e r p r e s s u r e g a u g e , a d e f o r -
m a t i o n m e a s u r i n g s y s t e m , i .e . a m e a s u r i n g h e a d ( 1 0 ) i d e n ti c a l w i th t h a t o f t h e M O S -
02 and a pos i t io ner (7 , 8 ) the a im o f wh ich is to a l ign the m e asur ing head , i . e . to s e t
t h e m e a s u r i n g h e a d ( 1 0 ) f r e e l y o n t h e s u r f a c e t e s t e d e x a c t l y a l o n g t h e a x i s o f t h e
i n s t ru m e n t . T h e m e a s u r i n g h e a d i s d i s p l a c e d v er t ic a l ly b y m e a n s o f th e s c r e w ( 1 ). W h e n
t h e m e a s u r i n g h e a d ( 1 0 ) h a s b e e n l o w e r e d a n d s e t o n t h e s u r f a c e t o b e t e s t e d , f u r t h e r
r o t a t i o n o f t h e s c r e w ( 1 ) s e p a r a t e s t h e t w o c o n i c a l sl e e v e s (7 , 8 ) , th u s e n s u r i n g f r e e
s e t ti n g o f t h e m e a s u r i n g h e a d o n t h e s u r f a c e t o b e t e s t e d a n d p e r f e c t c o n t a c t w i th t h e
c o n t r o l s u r f a c e. B y t a n g e n ti a l m i c r o d i s p l a c e m e n t o f th e m e a s u r i n g h e a d , t h e c o v e r ( 4)
o f th e c h a m b e r ( 6 ) c a n b e s u s p e n d e d o n t h e e l a s ti c d i a p h r a g m ( 5 ). T h e i n s t r u m e n t i s
m o u n t e d b y m e a n s o f m a g n e t i c s u p p o r t s ( 1 2 ) o n t h e s u r f a c e t o b e t e s t e d . B y l e t t i n g
c o m p r e s s e d a i r t h r o u g h a c a l i b r a t e d n o z z l e i n t o t h e p n e u m a t i c c h a m b e r ( 6 ) , a l o a d i s
app l ied to the m easur ing head (10 ) and the in se r t (11 ) i s s e t in con tac t w i th the
I 2 3 4
FIG. 2. The MOS-03 portable pne umati c device for measuring contact deform ations .

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 8/12
596 B. Nowlcgl and M. CICHOWICZ
surface to be tested. The load is measured directly by measuring the pressure with a
potentiometer pressure gauge. The procedure of measurement of the deformation is
the same as with the measuring instrument MOS-02, the unified measuring head (10)
being used. Similarly to the MOS-02 measuring instrument, signals from the inductive
displacement transducer can be directed to an X Y recorder, thus obtaining a diagram
of contact de format ion as a function of the load. This instrument is fed with compressedair at 0.5 MPa. The use of magnetic supports to mount the instrument means that the
load which can be applied to the measuring head is limited to 1000 N. I t is possible,
however, to use stronger magnetic supports or reduce the working area of the control
element. This would enable us to raise the pressure to q = 140 MPa. The ins truments
described above have been used with success for detailed studies of the relation between
the roughness parameters and the contact rigidity, thus confirming their usefulness for
research purposes. In the case of the MOS-02 instrument which can be installed on a
Brinell press, the dimensions of the part to be tested are limited by the small dimensions
of the Brinell press. The pneumatic instrument MOS-03 can be used for measurement
on the surface of a machine part of any size. It is necessary, however, that the surface
should be plane and horizontal and the material should be ferromagnetic. Thus, the
range of application of the measurement instruments just described is seen to be large
and includes devices such as machine tools, measuring instruments, heavy engines, etc.
MOS measurement instruments can also be used for production inspection during the
manufacturing process and tests of prototype machines and for material tests and
production methods of machine elements. The reliable structure and rapidity of
measurement enable us to perform statistical analyses, for which a large number of
experiments is necessary.
Some experiments were performed for specimens made of 45 and 1H13 steel surfaces
machined by grinding, planing, turning and milling. After machining, the specimens
were subjected to annealing in a vacuum in order to make uniform the mechanical
properties of the core and the superficial layer. The roughness of the surface was
measured by means of a Talysurf 5 profilometer. The parameters determined were Ra,Rp, R . . . A q , S m H S C , Rsk, t2o and tso. In the second stage of the investigation the
slope of the bearing ratio curve was computed additionally (for an approach of 20%
and 50%): G2o and Gso (G2o = dtEo/da for a = 0.2 Rmax); as well as the coefficient K
of the profile, K = Rv/Rmax . This coefficient determines the relative position of the
mean line with reference to the extreme points of the profile and constitutes a generalized
measure of its load carrying capacity. The parameters of the bearing ratio curve (b, v)
are not included in the set of roughness parameters. They are characterized by high
dispersion and are not used, in general, in countries other than the Soviet Union. This
results from the fact that the coordinate system in which they are determined is attached
to the highest summit of the profile, the location of which has a random character. The
radii of rounding of the summits are measured in an indirect manner. The computationmethods of these radii are charged with considerable errors and enable us to determine
the radius of the profile peak only, not the highest summits of the surface in the
stereometric sense, i.e. those which are in contact with the opposite surface. The contact
deformations were measured with reference to a control surface, i.e. the surface, very
carefully machined, of a ring made of sintered carbide. For each surface the character-
istic of deformation was determined as a function of the approach (Fig. 3) and, knowing
this, the total (a), plastic ( a p l ) and elastic ( asp ) deformations for the first and second
load cycles and the six coefficients of contact rigidity (Fig. 3) were determined. In the
first stage of computation the coefficients of correlation of all the 12 parameters
describing the deformation (a~, apll, asp1, a2, apl2, a s p 2 ) and the contact rigidities (j~, j~,
J~, ]'2, J~, J~) were determined as well as the roughness parameters Ra, Rp, R . . . . Aq,
S m , R s k , H S C . The computation was performed by means of programs of stepwise
multiple regression from the library CDC and some standard procedures. Table 3
contains the matrix of correlation factors between these parameters and the parameters

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 9/12
C o n t r o l o f C o n t a c t S t i f fne s s 597
o (F ,m) a~ 2"
, :: : _ _. i .
D0 8 0 g O I 0 0 180 190 2 00
I 0 0 M P aCl~ /J.m
I0 M P o
2 0 0 M P a0 2 ~ mI 0 M P a
a~ /~m
I0 M P au
az /~m
q ( M P a )
FiG . 3. D e f o r m a t i o n a s a f unc t i on o f l oa d . D i a g r a m o f p r oc e s s i ng o f m e a s u r e m e n t r e s u l ts .
of the bear in g ra t io o f the p rof i le t20, t so , G20, Gso, and the coeff ic ient K an d HB, whi c h
a r e i n t r o d u c e d a d d i t i o n a l l y i n s u b s e q u e n t s t a g e s .
The pa ra me t e r s s e l e c t e d on t he ba s i s o f a n a na l ys i s o f t he c oe f f i c ie n t s o f c o r re l a t i on
b e t w e e n t h e p a r a m e t e r s d e s c r ib i n g t h e c o n t a c t d e f o r m a t i o n a n d t h e r i g id i ty , t o e v a l u a t e
t hose p rope r t i e s a re a 2 , a sp2 , a p l 2 , J 2 a n d j~ . I n s u b s e q u e n t s t a g e s th e o b j e c t s o f c o m p u -
t a t i on w e re t he e qua t i ons o f r e gre s s ion , mu l t ip l e c or re l a t i on c oe f f i c i e n ts R , F i sc he r ' s
a nd S t ude n t ' s t e s ts a nd t he s t a nda rd de v i a t i ons o f func t i ons .
By a na l ys i ng t he c omput a t i on re su l t s i t wa s found t ha t t he oc c ur re nc e , i n t he s e t o fi nde pe n de n t va r i a b l e s , o f suc h da t a a s Ra , Rp , Rma x , Sm a nd HSC w i t h m a r k e d
c o r r e l a ti o n s b e t w e e n t h e m , r e s u lt s in t h e e q u a t i o n s o f r eg r e s si o n o b t a i n e d b e i n g s u c h
t h a t o n l y s o m e o f t h e f e a t u r e s o f t h e p r o f i l e ( r e p r e s e n t e d b y a f e w p a r a m e t e r s ) a r e
i nvo l ve d a nd t he va l ue s o f t he c oe f f i c i e n t o f mul t i p l e c or re l a t i on a nd F i sc he r ' s a nd
S t ud e n t ' s n um be rs a re l ow. I t i s i n t e re s ti ng t o ob se rve t ha t t he va l ue o f t he c oe f f i c ie n t
o f c or re l a t i on be t we e n t he l e ve l l i ng de p t h o f p ro f i l e Rp a nd t he c on t a c t de forma t i on
w a s f o u n d t o b e h i g h e r t h a n t h o s e f o r t h e r em a i n i n g h e i g h t p a r a m e t e r s o f ro u g h n e s s .
I n t h e s e c o n d s t a g e o f c o m p u t a t i o n ( T a b l e 4 ) th e i n d e p e n d e n t v a r i ab l e s w e r e R a , Sm
a nd Aq, t he p a ra m e t e r s o f t he be a r i ng ra t i o we re t2o a nd t so , a nd t h e ha rdn e s s HB w as
i n t rod uc e d a dd i t i ona l l y ( t he re b e i ng d i f f e re nc e s i n ha rdne s s d e sp i t e t he a nne a l ing
proc e s s ) . O n t he ba s i s o f t he r e su l ts ob t a i ne d i t wa s found t ha t t he pa ra me t e r tso ha st h e w e a k e s t l i n k s w i t h t h e d e f o r m a t i o n s , t h e r e f o r e i t w a s r e m o v e d f r o m t h e a n a l y s i s .
I n t h e s u b s e q u e n t s t a g e o f c o m p u t a t i o n t h e p a r a m e t e r ts o w a s r e p l a c e d b y t h e q u a n t i t ie s
G2o a nd Gso whi c h de sc r i be t he s l ope s o f t he c urve o f t he be a r i ng ra t i o a nd t he
c oe f f i c i e n t o f t he p ro f i l e K . F rom t he a na l ys i s ma de , i t fo l l ows t ha t t he e qua t i on s
ob t a i ne d fo r suc h da t a a re s t il l va gue a nd t he va l ue s o f R , F a nd T a re l ow.
In t he l a st s t a ge o f t he c o mp ut a t i on t he va r i a b l e s we re Ra , Aq , S~ , G 2o , K a nd HB.
The c ha ra c t e r o f t he r e l a t i ons ob t a i n e d is s i mi la r t o tha t o f t he t he ore t i c a l r e l a t ions .
The va l ue s o f the de for ma t i on s a nd t he c on t a c t r ig i d i ty a re func t i ons o f t he fo l l owi ng
s t a n d a r d r o u g h p a r a m e t e r s .
(1 ) The me a n de v i a t i on o f t he p ro f i l e f rom t he mi dd l e l i ne Ra , d i r e c t l y r e l a t e d t o
g m a x •
(2 ) The s l ope o f t he p ro f i l e Aq , whi c h is a me a sure o f t he i nc re a se i n e l e me nt a ry
a re a s o f c on t a c t a s a r e su l t o f a va r i a t i on i n t he l oa d .
(3 ) T he m e a n spa c i ng Sm, whi c h is a me a sure o f t he de ns i t y o f rough ne ss sum mi t s .

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 10/12
T
3
T
M
XO
C
O
C
CE
FO
T
C
DO
M
O
PA
M
A
T
SU
A
R
4
S
A
N
V
M)
a
a
]
]
1
a2
a
a
]2
J~
.~
Ra
R
R
A
Sm
R
k
HSC G2
Gs
t2
tg
HB
K
a
08
02
09
05
00
08
08
01
08
02
00
05
05
05
01
05
01
05
01
0
2
01
01
01
-
a
00
08
03
02
07
09
01
07
00
02
08
08
08
03
07
03
07
00
02
00
00
03
a~
02
07
09
05
00
09
05
08
08
04
05
05
04
02
02
02
04
02
02
00
07
-
J
05
00
08
08
01
08
02
00
05
05
05
01
05
01
05
01
01
01
01
01
-
j~
07
08
04
07
08
09
07
00
00
00
03
01
00
01
02
02
02
00
06
IT
03
01
09
03
08
09
06
06
06
06
03
03
03
04
02
01
00
08
a
08
04
09
05
03
03
03
03
00
04
01
04
02
00
02
00
01
02
a
01
08
0
4
01
07
08
08
02
07
03
07
00
01
00
00
02
04
a
04
08
09
05
05
05
05
03
03
03
04
03
02
00
07
02
/2
05
03
03
03
03
00
04
01
04
02
00
02
00
01
02
j~
08
02
03
03
04
00
01
08
03
03
02
00
08
-
/~
05
05
05
06
02
03
03
03
03
01
00
09
02
R
09
09
05
08
03
08
02
01
01
01
06
03
Rp
09
05
07
04
07
03
02
01
00
06
R
05
07
03
07
02
02
01
00
06
A
00
03
00
03
03
00
00
07
04
Sm
01
09
00
00
01
02
02
01
R
01
05
02
00
00
02
HSC
00
00
02
03
02
G
04
01
00
03
03
G
01
03
02
t2
04
01
t
05
o ,-t
ca.
, o N

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 11/12

8/4/2019 1989 Nowicki Contact Stiffness
http://slidepdf.com/reader/full/1989-nowicki-contact-stiffness 12/12
6 0 0 B . N o w l c K I a n d M . C t c r ~ o w l c z
r e l a t i o n s m a y b e u s e d . T h e y a r e m u c h l e s s g e n e r a l t h a n t h e t h e o r e t i c a l r e l a t i o n s a n d
r e q u i r e m u c h t e d i o u s w o r k t o b e d o n e , b u t t h e y e n s u r e , f o r d e f in i te v a ri a b il it y r a n g e s
o f th e r o u g h n e s s p a r a m e t e r s a n d t h e m a t e r i a l p r o p e r t ie s , a n a c c u r a c y o f c o m p u t a t i o n
w h i c h is m u c h h i g h e r t h a n t h a t o f t h e t h e o r e t i c a l r e la t io n s . T h e a i m o f t h e r e s e a r c h
w a s t o d e t e r m i n e s t a ti s ti c al r e l a t i o n s f o r c o m p u t i n g t h e c o n t a c t d e f o r m a t i o n s o f s u r fa c e s
fo r typ ica l s t ee l s and to def ine the d i r ec t ions fo r se l ec t ing roughness paramete r s , wh ichs h o u l d b e t a k e n i n t o c o n s i d e r a t i o n i n a s t u d y o f r e l a t i o n s o f s u c h a t y p e .
I N F E R E N C E S
(1 ) Suf f i c ien t con tac t r ig id i ty , wh ich i s one o f the f ac to r s dec i s ive fo r the qua l i ty o f
a m a c h i n e , c a n b e e n s u r e d b y u s i n g a c c u r a t e c o m p u t a t i o n a n d m e a s u r e m e n t
m e t h o d s .
( 2 ) T h e r e s u l t s o f t h e o r e t i c a l d e t e r m i n a t i o n o f c o n t a c t d e f o r m a t i o n s o f a r o u g h
s u r f a c e a r e u s u a l ly c h a r g e d w i t h c o n s i d e r a b l e e r r o r s .
(3 ) S ta ti s t ica l re l a t ions m ake i t poss ib l e to com pute con tac t de fo rm at ion s wi th an
a c c u r a c y w h i c h is h i g h e r t h a n t h a t a t t a i n a b l e t h e o r e t i c a l ly . H o w e v e r , t h e i r d e t e r -
m i n a t i o n r e q u i r e s c o n s i d e r a b l e l a b o u r .( 4) T h e p a r a m e t e r s w h i c h h a v e t h e s t r o n g e s t i n f lu e n c e o n t h e c o n t a c t r ig i d it y a re
Ra , S in , K , G2o and the l ike .
( 5) T h e d e g r e e t o w h i c h t h e r i g id i ty r e q u i r e m e n t s f o r a m a c h i n e a r e s a t is f ie d c a n b e
i n c r e a s e d c o n s i d e r a b l y b y u s i ng s p e c i a l d e v ic e s f o r m e a s u r i n g t h e c o n t a c t r i g i d it y
o f r o u g h s u r f a c e s .
R E F E R E N C E S
[1] N . DEMI~IN, Kontaktirowanie szerochowatych pow ierchnostej . N a u k a , M o s k v a ( 1 9 7 0 ) .[2 ] K . JOHNSOn, Contact Mechanics. C a m b r i d g e U n i v e r s i t y P r e s s , L o n d o n ( 19 8 5) .[ 3 ] M . O C H O W l C Z a n d B . N O W l C K I , A d e v i c e f o r m e a s u r i n g c o n t a c t r i g i d i t y , P a t e n t P . 24 3 2 6 9.[ 4 ] B . N O W l C K I, A d e v i c e f o r a p p l y i n g a n o r m a l l o a d , P a t e n t P . 2 4 3 27 0 .[5 ] N . MICnIN , Wnesznee trenie twerdych t~ N a u k a , M o s k v a ( 1 9 7 7 ) .
[ 6 ] B . N o w l c r a , Zag ad. Eksploatac]i Maszyn z . 3 (5S) , 245 (1983) .[ 7] B . N o w I c I o , P r a c e n a u k o w e , P o l i t e c h n ik a W a r s z a w s k a , Mechanika z.70. (1980).[ 8 ] J . O D E N a n d J . M A R T IN S ,Computer Meth. appl. Mech. Engng 52, 527 (1985).[9] T. THOMAS,Rough Surfaces. L o n g m a n , L o n d o n ( 1 9 8 2 ) .
[ 1 0 ] Trenie iznasziwanie i smazka, Spraw. M a s z i n o s t r o j e n i e , M o s k v a ( 1 9 7 8 ) .[11] T. TSUKADAa n d Y . A N N O , 1st , 2nd , 3rd Report Bullet in of the ISM E 15, 982 (1972).[12] T. TSUKADAa n d Y . A N N O , 1st , 2nd , 3rd B ulletin of the ISM E 17, 376 (1974).[13] V. KOMBAI:OV,Ocenka tribotechniczeskich swojstw kontaktiryjuszczich powierchnostej. N a u k a , M o s k v a
(1983).[14] Z . LEW lN and D . RESZETOV,Kontaktnaja zestkost maszin. M a s z i n o s t r o j e n i j e , M o s k v a ( 1 9 7 1 ) .