1987AUGUST Impact of R&M 2000 on MCAIR Integrated · PDF file364...
5
362 IEEE TRANSACTIONS ON RELIABILITY, VOL. R-36, NO. 3, 1987 AUGUST The Impact of R&M 2000 on MCAIR Integrated Logistic Support A. R. Morse Figure 1. R&M 2000 Objectives McDonnell Aircraft Company, St. Louis H. W. Fannin Major Impact McDonnell Aircraft Company, St. Louis Objective USAF Contractor 1. Direction and Goals 2. Organization and Training 5 Key Words - Maintainability, supportability, reduced 3. Planning downtime, itga4. Accountability and Feedback 5. Communication and Motivation 6. Industry Commitment o Reader Aids - _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ Purpose: Explain an approach to achieving the goals of R&M 2000 Special math needed for explanations: None Figure 2. Operational Support Goals Special math needed to use results: None Results useful to: Design, reliability and maintainability 1. Improve Reaciness by Increasing Availability (Warfighting) engineers; Logisticians, Managers 2. Improve Dependability by Increasing Mission Completion Success 3. Decrease Total Maintenance Manpower Abstract - This paper deals with the McDonnell Aircraft 4. Decrease Costs (MCAIR) approach to achieving the objectives of R&M 2000. 5. Improve Mobility The "Direction and Goals", Objective 1, and "Industry Commit- ment", Objective 6, are primarily addressed as they have the most 2.1 Increased Availability/Dependability impact on industry. Independent Research and Development (IRAD) efforts for R&M Design Approaches and Supportability The first and second operational goals mean fewer show how an aircraft support system can be operated to increase mpb availability at reduced cost and manpower requirements. matnten even mprvearlabilTy) and faser R&M 2000 establishes the foundation of supportability by restoration (improved maintainability). This is the essence applying R&M principles in balance with performance, cost, and of the Air Force commitment to supportability and is also schedule in the design process. Proper consideration of the in- the area in which the contractor has the greatest potential tegrated logistics support elements throughout this application for improvement through the product design. has resulted in the highest levels of supportability possible. High Historically, contractors have emphasized R&M im- supportability is essential to achieving the customer goal of in- provement for avionic equipment. The results of this em- creased warfighting capability at an affordable cost. phasis are, of course, improved reliability, on-board diagnostics, and rapid removal and replacement capabili- 1. INTRODUCTION ty. Figure 3 shows the results. Avionics, while having over 40 percent of the failures, contributes less than 20 percent In 1984 September the US Air Force (USAF) issued a of the downtime on the F-15C/D. policy memorandum which emphasized the need to in- crease the reliability (R) and maintainability (M) of weapon systems [1]. Early in 1985, the R&M 2000 Action Hyd/Elec/Mech Avionics HydJElec/Mech 34% Plan was released to institutionalize the USAF commit- 32% 43% 36% 3 ] ment to improving R&M and ensuring that they be con- 9tructure Populsin Pu sidered equally wilth cost, schedule, and performance [2]. Six objectives are stated in the R&M 2000 Action Plan and the specific actions required to accomplish each are Failures Maintenance identified. Figure 1 summarizes the six objectives and in- 16 \ MMH/FH dicates the major party affected, USAF or contractor. HydElec/Mech rul This paper primarily addresses the impact of objec- 14 tives I and 6 on the contractor. While the other objectives have some impact on the contractor, their primary em- phasis is within the Air Force. Dwtm 2. OBJECTIVE ONE: DIRECTION AND GOALS Fig. 3. F-15C/D Reliability and Maintenance Distribution The primary action required by this objective is the im- Figure 3 also shows that it is the hydraulic/electrical! plementation of a program that relates R&M improvement mechanical subsystems that cause most of the downtime to the five operational support goals shown in figure 2. Each on the F-i5. Review of other fighter aircraft statistics pro- of these goals is reviewed in the following paragraphs. vides almost identical results. To respond to Operational 001 8-9529/87/0800-0362$01 .00©(C 1987 IEEE
Transcript of 1987AUGUST Impact of R&M 2000 on MCAIR Integrated · PDF file364...

362 IEEE TRANSACTIONS ON RELIABILITY, VOL. R-36, NO. 3, 1987 AUGUST
The Impact of R&M 2000 on MCAIR Integrated Logistic Support
A. R. Morse Figure 1. R&M 2000 ObjectivesMcDonnell Aircraft Company, St. Louis
H. W. Fannin Major ImpactMcDonnell Aircraft Company, St. Louis Objective USAF Contractor
1. Direction and Goals2. Organization and Training 5
Key Words - Maintainability, supportability, reduced 3. Planningdowntime, itga4. Accountability and Feedback
5. Communication and Motivation6. Industry Commitment o
Reader Aids - _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Purpose: Explain an approach to achieving the goals of R&M 2000Special math needed for explanations: None Figure 2. Operational Support GoalsSpecial math needed to use results: NoneResults useful to: Design, reliability and maintainability 1. Improve Reaciness by Increasing Availability (Warfighting)
engineers; Logisticians, Managers 2. Improve Dependability by Increasing Mission Completion Success3. Decrease Total Maintenance Manpower
Abstract - This paper deals with the McDonnell Aircraft 4. Decrease Costs(MCAIR) approach to achieving the objectives of R&M 2000. 5. Improve MobilityThe "Direction and Goals", Objective 1, and "Industry Commit-ment", Objective 6, are primarily addressed as they have the most 2.1 Increased Availability/Dependabilityimpact on industry. Independent Research and Development(IRAD) efforts for R&M Design Approaches and Supportability The first and second operational goals mean fewershow how an aircraft support system can be operated to increase mpbavailability at reduced cost and manpower requirements. matnten even mprvearlabilTy) and faser
R&M 2000 establishes the foundation of supportability by restoration (improved maintainability). This is the essenceapplying R&M principles in balance with performance, cost, and of the Air Force commitment to supportability and is alsoschedule in the design process. Proper consideration of the in- the area in which the contractor has the greatest potentialtegrated logistics support elements throughout this application for improvement through the product design.has resulted in the highest levels of supportability possible. High Historically, contractors have emphasized R&M im-supportability is essential to achieving the customer goal of in- provement for avionic equipment. The results of this em-creased warfighting capability at an affordable cost. phasis are, of course, improved reliability, on-board
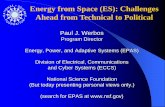
diagnostics, and rapid removal and replacement capabili-1. INTRODUCTION ty. Figure 3 shows the results. Avionics, while having over
40 percent of the failures, contributes less than 20 percentIn 1984 September the US Air Force (USAF) issued a of the downtime on the F-15C/D.
policy memorandum which emphasized the need to in-crease the reliability (R) and maintainability (M) ofweapon systems [1]. Early in 1985, the R&M 2000 Action Hyd/Elec/Mech Avionics HydJElec/Mech 34%Plan was released to institutionalize the USAF commit- 32% 43% 36% 3]ment to improving R&M and ensuring that they be con- 9tructure Populsin Pusidered equally wilth cost, schedule, and performance [2].
Six objectives are stated in the R&M 2000 Action Planand the specific actions required to accomplish each are Failures Maintenanceidentified. Figure 1 summarizes the six objectives and in- 16 \ MMH/FHdicates the major party affected, USAF or contractor. HydElec/Mech rul
This paper primarily addresses the impact of objec- 14
tives I and 6 on the contractor. While the other objectiveshave some impact on the contractor, their primary em-phasis is within the Air Force. Dwtm
2. OBJECTIVE ONE: DIRECTION AND GOALS Fig. 3. F-15C/D Reliability and Maintenance DistributionThe primary action required by this objective is the im- Figure 3 also shows that it is the hydraulic/electrical!
plementation of a program that relates R&M improvement mechanical subsystems that cause most of the downtimeto the five operational support goals shown in figure 2. Each on the F-i5. Review of other fighter aircraft statistics pro-of these goals is reviewed in the following paragraphs. vides almost identical results. To respond to Operational
0018-9529/87/0800-0362$01 .00©(C 1987 IEEE

MORSE /FANNIN: THE IMPACT OF R&M 2000 ON MCAIR INTEGRATED LOGISTIC SUPPORT 363
Support Goal #1, emphasis on these subsystems must be and appreciably reduce downtime and improve depend-increased to reduce the downtime associated with their ability.repair. MCAIR has an Independent Research andDevelopment (IRAD) underway to determine the 2.2 Decreased Total Maintenance Manpowerdowntime reduction possible through R&M improvementof fuel, hydraulic, landing gear, and secondary power sub- MCAIR has a dedicated Independence Research andsystems. A technique has been developed for use by the Development activity underway relative to Operationaldesigner to evaluate the relationship between R&M. The Support Goal #3, decreased maintenance manpower. Thismethod also allows the designer, together with R&M activity, called "Consolidation of Air Force Specialties",engineers, to assess the impact of design improvement is developing a structured program aimed at the systematicalternatives. Figure 4 is an example of this approach for a reducation of total maintenance manpower. There arefuel system. Reliability is shown as maintenance actions .
maitaiabiityas ownimeperthree primary factors that warrant consolidation of Airper 1000 flight hours, andmaintainabilityasdowntimeper Force Specialties.maintenance action in clock hours. Times of constantdowntime per flight hour of 1.0, 0.5, and 0.1 are shown forreference. A fuel-system baseline-value slightly over 1.0 1. The diminishing work force projected to occur inDT/FH can be improved to less than 0.1 by incrementally the next decade.applying the design improvements shown. 2. The competitive demands of the US Department of
Defense and industry for the employment of this5Dr \ l\ diminishing work force.
lll | tlnalks Baseoine 3. The state of technology projected in the next40 decade that will reduce the intensive technical requirementsI No placed on aircraft maintenance personnel.A::ess FOM No No / DT/Fh=
30 \ S rews)Iowing-Entny-Deluel D/_Maintenance DDigosti~c
Action Per ncDIG Gaoing/Fiow/Disrlay Collectively, these three factors create the necessity to ob-1.00DFH 201 DIGICC. CHXlnenoniro | tain the most from the available work force.20/ ~~~~~~~~~~~HGInennosnat
Eng Feed Line DT/FH=0.5 The projected demographics of the work force of the1h I 1990s is the catalyst that generated this IRAD. Air Force
] z:~ ' DT/FH=G./FI1 and industrial planners are studying methods to retain cur-Most Reliable Equipment -
00 4 8 12 16 G2 rent mission and weapons system supportability with lessDDOWntimoe/MA.-hr 24 28 32 personnel. With proper planning and analyses this will be
Fig. 4. R&M Design Approach - Fuel System possible.In the analysis of personnel capabilities it must be
This approach enables the R&M engineers to communicate understood that technology may neither change humanwith the designer in easily understood terms. Estimates of potential nor accelerate human development. Technology
can, however, project and amplify human potential. Tocost can be overlaid for each of the design features. These t an tage oer ging hn pogrammedcosts, in turn, can be compared to the improvement inoperation and support costs gained. The improvement in for future aircraft, it is necessary not only that the con-
Downtime per Flight Hour is readily converted to improv- solidation of Air Force specialties be considered to reduceed availability, manpower dependency, but that the impact of technology
Calendar year 1985 AF66-1 data (D056T) for the on personnel performance at the task level be appraised.F-15C/D show that the ratio of type 6 to type 1 failures is MCAIR studies indicate that an approximate 37 per-1.4. For each real failure event (type 1), 1.4 non-failure cent reduction of aircraft maintenance specialties underevents (type 6) require support resource expenditure and current specialty structure can be realized. This equates toreduce dependability (Operational Support Goal #2). almost 50 fewer maintenance organizational level person-Many (perhaps one-third) of the type 6 events are false nel for an F-15 squadron. Concepts to measure specialtyremovals (a component believed failed at organizational consolidation have been developed. The consolidation oflevel which is not failed). specialties also provides increased productivity in that
The coming generation of hardware will incorporate more people are working more of the time.sophisticated diagnostic capabilities that will virtually The plans for the coming years' research are to ac-eliminate false removals. System diagnostic programs complish in-depth analyses to take advantage of newfeaturing expert-knowledge based algorithms will be in- technology and other IRADs resulting in identification ofcluded on board new aircraft. Non-avionic subsystems further manpower savings. Consistent with this, it is plan-such as hydraulics, fuel, and electrical power will be con- ned to isolate the individual characteristics of the futuretrolled by digital computers. This computer control will work force that may require changes in Air Force and in-facilitate diagnostic capabilities comparable to avionics dustrial training concepts.

364 IEEE TRANSACTIONS ON RELIABILITY, VOL. R-36, NO. 3, 1987 AUGUST
2.3 Decreased Cost USAF R&M 2000 initiatives. Figure 6 shows the organiza-tional structure of this team and the disciplines represented.
Decreased costs, Goal #4, must be addressed in termsnot only of purchase price, but also of the cost and quality F-15E Requires Lessof operations and support (O&S). The R&M 2000 em- Support Equipment
MES Microwave Integratedphasis on cost increases the contractor's need to reduce the antennacost in both of these areas in order to maintain a com-
petitive position.MCAIR continues to invest heavily in upgrading its TDisplay
manufacturing facility to reduce costs. Work process i F-15E AIScenters are being established that collocate people and ne W Calmachines required to produce finished assemblies from -0-- * reued Testand Fiximeraw stock and/or subassemblies and parts. This stream-e*lines material handling, cross-trains personnel to perform 4 *IcaseS Survivablta wider range of tasks, and instills ownership of the pro- K * Sduct in the workers, providing higher quality and lower F-15CID AIS Decrease Mobility Requirementscosts. A structured Cycle Inventory Reduction (CIR) pro-
2
gram has been underway for over a year to work towardjust-in-time inventory availability to further reduce cost. Fig. 5. Intermediate Level Avionic Support Equipment
Manufacturing technology improvements are continu-ally being incorporated. These include robotics applica- Vice President Vice Presidenttions to insure uniformity of parts that are less labor inten- Aircraft Engineering Product Supportsive, and laser measurement and cutting tools for com-posites to increase speed and quality. MCAIR has recentlydeveloped a material technology referred to as Superplastic SupportabilityFormed/-Diffusion Bonded (SPF/DB) titanium structure.This SPF/DB structure has been incorporated in the * Avionics Engineeringengine bay of the F-15E. Because it is stronger and requires * Operational Analysisone-third fewer fasteners, both reduced costs and im- * Design Engineering*Maintainability/LSAproved R&M are achieved with the SPF/DB. . Logistics Engineering
The increased emphasis on improved R&M will mean * Reliabilityfewer spares and maintenance personnel required. In- * Integrated Logistics Supportcreased on-board diagnostics will result in important * Contractsreductions in technical publications and personnel training Fig. 6. Supportability Teamrequirements. The future looks bright for reduced costs.
The team consists of mid-level management personnel2.4 Improved Mobility under a director and is chartered to examine issues and
develop courses of action to improve the supportability ofThe fifth operational support goal, improve mobility, current and future products. One major achievement of
has increased the emphasis on compressing personnel and this team has been the identification of fighter aircraftspares requirements, which were addressed earlier. The downtime drivers and the methodology to present the rela-compression of Support Equipment (SE) offers large pay- tionship between R (unscheduled maintenance events) andback for improved mobility. In addition to on-board M (downtime per maintenance action) of these drivers. Adiagnostics activities, MCAIR has developed an interim Supportability Awareness Training Program (SATP) issolution to reducing avionic intermediate shop (AIS) re- also underway. This training is a 2-part program, initiallyquirements. A Mobile Electronic Test Set (METS) has aimed at advanced program designers, and is conducted inbeen developed for the F-15E which eliminates two of the three half-day sessions. The first session consists of hands-six original AIS stations. The METS, depicted in figure 5, on F-15 maintenance while wearing Chemical-Biological-is man-portable and reduces the number of C-14IBs re- Radiological (CBR) warfare gear. The second and thirdquired to deploy an F-15E squadron's support equipment sessions are in the classroom and cover reliability, main-from 5.5 to 3.5, a 40 percent improvement, tainability, integrated logistics support, ground support
equipment, life-cycle cost, and analysis. MCAIR is getting
3. INDUSTRYCOMMITMENT excellent response from designers who have received this3. INDUSTRYCOMMITMENT training and high praise from senior level Air Force of-
R&M Objective #6, Industry Commitment, has had a ficials. Figure 7 summarizes the program. The MCAIRmajor impact at MCAIR. In 1985 September, an Interdivi- commitment to Supportability issues is shown in Researchsional Supportability Team was formed to address the and Development (R&D) efforts where over one-half of all

MORSE/FANNIN: THE IMPACTOF R&M 2000ON MCAIR INTEGRATED LOGISTIC SUPPORT 365
* Started 3 Sept 1986
* 4 Hours Hands-On in CBR Gear
* 8 Hours Classroom- Reliability - GSE- Maintainability - ILS- Analysis - LCC
* Prioritize Scheduling ofPersonnel Assigned to AdvancedPrograms Payoff
o Increase Warfightinge Increase Survivability- Increase Mobility
5 Decrease Manpower5 Decrease Cost
Fig. 7 Supportability Awareness Training
projects relate to supportability improvement, as shown in Consolidation of Career Specialties to reduce man-figure 8. power requirements by combining specialties to improve
productivityIndependent Research and Development (IRAD) * Compression of support equipment to minimize
* 121 Projects sizes, shapes, amount, etc. of support equipment so the* 68 Supportability Related airlift structure can be reduced
* Modularity of hydromechanical components on theContract Research and Development (CRAD) aircraft to make maintenance easier and parts standardized
* 77 Pr*et Improved on-board fault finding and technical dataprojects to more quickly find and fix the fault with minimum false* 36 Supportability Related removals
Fig. 8. Half of MCAIR R&D is Supportability Related * Computerized tech orders to achieve a paperlesstechnical data system.
Of 121 IRAD projects in progress at MCAIR, 68 are Thirty-six of 72 MCAIR Contract Research and Devel-supportability related. Some samples of research related to opment Programs are related to supportability. Some ofsupportability are investigations of integral fuel-tank these are:technology, digital fuel-system control, and electrical con-nector and wiring improvements. In addition to Computerized Fault Reporting is providing thetechnology development IRADs, other IRADs having capability of integrating supply, maintenance control, ex-direct supportability impact are in progress. Among these peditors, technical data, and the maintenance technician inprograms are: an automated network providing more rapid aircraft repairs.
* Turnaround and Reconfiguration Simulation is* On and Off Aircraft Maintenance studies to develop modeling an F-15E in a Theater Air Base Vulnerability (TAB
level-of-repair design criteria for Computer Aided Design VEE) shelter to provide automated graphic evaluation of air-* Aircraft Battle Damage Repair to enhance repairabil- craft servicing and munitions loading tasks in a constrained
ity and sustain sortie generation in a combat environment environment.

366 IEEE TRANSACTIONS ON RELIABILITY, VOL. R-36, NO. 3, 1987 AUGUST
* Unified Database evaluation is assisting the Air REFERENCESForce in development of their standardized LSA (logisticFuppore inadevelopmetdofatheir standardizedyLSA(logistic [1] Charles. A. Gabriel, Verne Orr, "Reliability and maintainability ofsupport analysis) documentation system. Air Force weapon systems - Action Plan", Department of the Air
* Digital Aircraft Battle Damage Assessment is in- Force, 1984 Feb. {1}tegrating contractor product digital data definition, com- [2] United States Air Force, "Reliability and Maintainability Actionmunications, and damage assessment engineering person- Plan, R&M 2000", 1985 Feb. (1}nel at manufacturing, field and depot levels to provide ex-pedited damage assessment and repair of fielded aircraft. 20330-5130USAb
As part of the company quality and productivityenhancement, MCAIR is making a major commitment to AUTHORSprovide improved integration of internal and external com- A. R. Morse; McDonnell Aircraft Company; Box 516; St. Louis,puter databases. The supportability portion of this effort is Missouri 63166 USA.CALS (Computer Aided Logistic Support). This effort A. R. Morse (BSIE, Washington University, St. Louis) has over 25has, as its objective, an integrated automation environ- years' experience in the supportability field at McDonnell Aircraft and ishas,as its objective, an integrated automation environ-
Manager of Product Assurance on the Advanced Tactical Fighter Pro-ment wherein customer, MCAIR, and supplier engineer- gram. He served on the interdivisional Supportability Team. This teaming, manufacturing, and logistics databases are tied was established about one year ago and is chartered to define the coursetogether in a common network. The potential for cost and of action required to achieve the level of supportability improvement intime savings by the elimination of islands of automation, MCAIR products demanded today. Prior to this assignment, Ray was
associated with the F-15 Eagle program beginning in 1968 and served asreduction of redundant databases, automated update of the Supportability Manager for the F-15E Dual Role Fighter during con-common data elements, improvement in data quality, and ceptual development.the elimination of delays due to data handling, make this a H. W. Fannin; McDonnell Aircraft Company; Box 516; St. Louis,major productivity goal for MCAIR. Missouri 63166 USA.
H. W. Fannin (BSME, University of Kentucky; MSME, Universityof Missouri, Rolla) has been with McDonnell Douglas for 23 years, eigh-
CONCLUSION teen of which have been in Maintainability. For the past five years, he hassupervised maintainability teams on the F/A-18 aircraft in all phases, eg,
R&M 2000 establishes the foundation for improving problem solving, data systems, data analysis, and field evaluation. Thethe supportability of military weapon systems. Contractors past year, Homer has been in Advanced Design looking at new R, M, andhave been challenged to balance supportability issues with S designs for aircraft for the next century. His prior experience includes
assignments as a propulsion engineer, specializing in fuel system and inletcost, schedule, and other performance cratera. The.analysis.dedicated team approach described in this paper provides ameans to increase supportability emphasis, implement Manuscript TR87-129 received 1986 December 8; revised 1987 Januarycultural improvements, and provide an orderly business 20; revised 1986 June 6.transition to accomplish the R&M 2000 goals. IEEE Log Number 16088 4 TR >
1988 Annual Reliability and Maintainability Symposium 1988Plan now to attend. January 26-28 Los Angeles, California USA
For further information, write to the Managing Editor. Sponsor members will receive more information in the mail.

![arXiv:1411.2654v2 [cond-mat.mes-hall] 13 Nov 2014 · Fig. 1 (b) showsthe profile of relative strain e r, with e 0 = 0:1% and d = 220nm. The colour legend is scaled to highlight the](https://static.fdocuments.in/doc/165x107/5ed7783ff1b9d05583265626/arxiv14112654v2-cond-matmes-hall-13-nov-2014-fig-1-b-showsthe-proile-of.jpg)