Milling.qxd 17/03/04 9:38 Page 1 MILLING - silmax.it shell and side end mills ... How to achieve...
26
MILLING Think efficiency , Think HSS
Transcript of Milling.qxd 17/03/04 9:38 Page 1 MILLING - silmax.it shell and side end mills ... How to achieve...

MILLING
T h i n k e f f i c i e n c y , T h i n k H S S
Milling.qxd 17/03/04 9:38 Page 1

MILLING
MILLING TOOLS2 Zoom on a milling cutter
3 Which HSS for maximum efficiency?
4 Coatings for the best performance
5 Vocabulary
6 Choose the right design
7 Select an edge profile
8 Special edge profiles
9 The right number of teeth
10 Different helix angles
11 Popular end designs
12 Dimensions and tolerances
13 Clamping end mills with a shank
14 Clamping shell and side end mills
MILLING PROCESS15 The basics of milling
16 Operating modes of end mills
17 Operating modes of other milling cutters
18 Conventional vs. climb milling
19 Typical cutting speeds
20 How to achieve high metal removal rates
21 Cooling and chip removal
22 Problem solving
23 How to monitor wear
24 What chips have to say
25 Useful milling formulae
1
SU
MM
AR
Y
Milling.qxd 17/03/04 9:45 Page 2

ZOOM ON A MILLING CUTTER2
Coating Cutting edge profiles: N, NR, NRF, …
End types: square, corner chamfer, ballnose, …
Number of teeth:from 1 to 10
Helix angles: 25°, 40°, 50°, etc.
Dimensions
Tool material
Shank types: Weldon,plain, Clarkson, …
Milling.qxd 15/03/04 10:44 Page 1

WHICH HSS FOR MAXIMUM EFFICIENCY?
• Seldom used formilling cutters
• Basic choice • The most populargrade
• For high cuttingspeeds
• For highproductivity
• High performancein roughing
• Long tool life
• Best suited fornickel alloys ortitanium alloys
• Suitable for drymachining
• High performancein finishing, butalso in roughing
• High cuttingspeeds
• Long tool life
• Suitable for drymachining
TOOL MAKER’S TIP
Attain the highest
performance with HSS-PM
3
HSS HSS-E5% cobalt
HSS-E8% cobalt
HSS-PM(powder metallurgy)
HSS-E-PM(powder metallurgy)
Milling.qxd 15/03/04 10:44 Page 2

COATINGS FOR THE BEST PERFORMANCE
• Conventional, generalpurpose coating
• Reduces friction
• Good abrasion-wearresistance
• Multi-purpose coating,especially for roughingend mills
• High abrasion-wearresistance
• Available as mono- ormultilayer
• Recommended forcontruction steels(Rm<1000 Mpa)
• High performancecoating for a wide rangeof cutting parameters
• 2x to 6x longer tool lifethan with conventionalcoatings
• Reduced heating of thetool
• Multilayered,nanostructured oralloyed versions offereven better performance
• Suitable for drymachining
• Reduces friction
• Limited temperatureresistance
• Recommended foraluminium alloys, copperand non metallicmaterials
TOOL MAKER’S TIP
For maximum coating efficiency,prefer a HSS -PM
substrate
4
TiNGold
TiCNGrey-violet
TiAlN or TiAlCN
Black-violet
MoS2, WC-C
Milling.qxd 15/03/04 10:44 Page 3

VOCABULARY5
A MILLING CUTTERAROUND THE WORLD
French: une fraise
German: ein Fräser
Italian: una fresa
Japanese:…
Spanish: una fresa
Length of cut
Mill
diam
eter
Radial primaryrelief angle
Radial primary relief width
Land width
Overall length
Shank
Hack taper
End cutting edgeconcavity angle
Axial rakeangle
Endteeth
Axial primary relief angle
Axial secondary clearance angle
Radial secondaryclearance angle
Chip room
Cutting face
Radial rake angle
Flute
Axial primaryrelief width
End gash
Helix angle
Sha
nkdi
amet
er
Milling.qxd 15/03/04 10:44 Page 4

CHOOSE THE RIGHT DESIGN
Solid end mill
For small tool diameters (1 to 32 mm or up to 63 mm)+ For complex geometries
(3D surfaces) : pocket,radius, axial plunging,etc.
+ For modern machiningcenters
+ For both roughing andfinishing operations
End mill with HSSIndexable inserts
For large tool diameters (10 to 160 mm)
+ Sharper edge and morepositive cutting anglethan carbide inserts
+ Suitable when carbideinserts fail, especially instainless steels
+ No resharpening needed(throw-away inserts)
Solid shell end mill
Mounted on an arbor.
For large tool diameters (32 to 100 mm).
+ Very productive inroughing operations
- Fragile body (due to thelarge clamping hole)
- Only for operationwithout center cut
Side and face millingcutters
Mounted on an arbor.
+ Possible to pile upseveral cutters forprecise large slots
+ Good torquetransmission
- Accurate tolerance of theclamping hole necessaryto avoid out-of-true
TOOL MAKER’S TIP
HSS inserts arerecommended when
carbide inserts fail
6
Milling.qxd 15/03/04 10:44 Page 5

SELECT AN EDGE PROFILE
TOOL MAKER’S TIP
Chip breakers areessential to increasethe depth of cut anddecrease the power
and cutting forces
7
• Rounded chip breakers• Normal pitch• For roughing and deep
slotting• Lower surface quality
Ra > 6.3• For steels, cast iron
• For all materials• Universal profile• Most used profile
• Rounded chip breakers• Fine pitch• For roughing-finishing
• For hard materials• Short chips• Excellent surface quality
Surface of a workpiece after roughing
• For non ferrous• Excellent surface quality
NRNormal round
HR
NNormal
H
W
ROUGHING PROFILES FINISHING PROFILES
WORKPIECECoarse Pitch
Large chip
END MILL
Feed
per
rev
olut
ion
Milling.qxd 15/03/04 10:44 Page 6

SPECIAL EDGE PROFILES
TOOL MAKER’S TIP
Thanks to theproperties of HSS,tool producers candesign proprietary
cutting edge profilesto solve specific
machining problems
8
• For non ferrous
• For roughing-finishing
• Normal pitch
• For roughing-finishing
• Flat chip breakers
• Flat chip breakers
• Normal pitch
• For roughing/finishing
ROUGHING - FINISHING PROFILES
WR
NFNormal flat
HFS
Milling.qxd 15/03/04 10:44 Page 7

THE RIGHT NUMBER OF TEETH
2 teeth
• Large chip room andsmall web diameter
• Good results in roughingand in slot milling
• Also used for plungingand drilling in aluminiumalloys and materials withlong chips
3 teeth
• The most universalmilling tool
• Excellent choice for slotmilling and “ramping” inferrous materials andheat resistant alloys
4 teeth
• Universal geometry, usedfor side and face millingand peripheral milling
• High tool rigidity due tothe large web diameter
• Lower chip removal ratein slot milling than with a3-tooth endmill
5 teeth and more
• Mainly for finishing -good surface finish
• Allow a high feed rate
• Soft cut because there isalways a tooth in theworkpiece material
• Also for roughing withtool diameters > 20 mm
TOOL MAKER’S TIP
Prefer a 2 teeth cutter for soft
materials. Prefer a 4 teeth cutter for
difficult-to-machinematerials
9
Milling.qxd 15/03/04 10:44 Page 8

DIFFERENT HELIX ANGLES
For roughing andfinishing in largediameters
+ Used in steel and castiron and for all materialswhen large tooldiameters are required
+ Low axial cutting force(interesting in large tooldiameters)
- Not for deep slot millingdue to radial chipremoval
- Shocks due todiscontinuous contactbetween the tool and theworkpiece
Basic choice forroughing and finishingin all materials
+ Universal use, with agood balance of cuttingforces
- Not always the mostproductive
For roughing andfinishing of nonferrous alloys
+ High depth of cut inferrous alloys whencombined with a smallnumber of teeth.
+ Constant tooth contactwith the workpiece
- Fragile corners
- High axial cutting forcesin roughing operationswith large diameter tools
For finishing ofhardened materials
+ Very good surfacequality and highproductivity, whencombined with a largenumber of teeth
- Fragile corner if nocorner chamfer or cornerradius exists
TOOL MAKER’S TIP
Select the helix angle according to
the workpiecematerial and the
type of operation (roughing / finishing)
10
UNDER 25°
25 TO 35°
40 TO 50°
ABOVE 50°
Milling.qxd 15/03/04 10:44 Page 9

POPULAR END DESIGNS
Gen. mechanics
• True square angle
• Fragile corner
Gen. mechanics
• Resistant corners
• Good cutting inroughing operations
• Suitable for coatedtools
Aeronautics
• Typical use:roughing 3D parts
• High cornerresistance
• Suitable for coatedtools
Moulds and dies
• Finishing 3D parts
• Zero cutting speedat center: badsurface quality insoft materials
Gen. mechanics
• Used to roundcorners
• Fragile corner
DID YOU KNOW?
The toughness ofHSS prolongs
the tool life of square end mills
11
Long tool life Long tool life
SQUARE CORNER CHAMFER CORNER RADIUS BALL NOSE CORNER ROUNDING
Milling.qxd 15/03/04 10:44 Page 10

DIMENSIONS AND TOLERANCES
Four typical tool lengths (ISO 1641/1)
The cutting length defines the depth which can bemachined in one pass.
For highest performance, especially in roughing, use theshortest cutters and work as close to the machine headas possible.
Diameter
Tolerances on shank diameter (h6) are very tight (needfor accuracy in milling operations).
Tolerances on cutting diameter depend on the type ofoperation (roughing, finishing, slotting), and oninternational or tool-maker standards.
DID YOU KNOW?
The tolerances ofHSS end mills are
identical to thetolerances of carbide
endmills
12
Extra short
Short (standard)
Long
Extra long
Milling.qxd 15/03/04 10:44 Page 11

CLAMPING END MILLS WITH A SHANK
Basic choice
+ Choice of one or twoclamping flats
+ Simple clamping,without tuning of thecutting length
+ Good capacity of torquetransmission in roughing
- Large tool holder
- Out-of-balance problemsat high speeds due tothe screw
Good choice for very smalltool diameters
+ Adjustable tool length
+ Suitable for precisionclamping or shrink fitting
+ No unbalance at highrotating speeds (no flat,no screw)
- Low torque transmissionwhen clamped with acollet
- Not for roughing if tooldiameters > 12 mm.
Former basic choice
- Low torsion rigidity
- No possible adjustmentof the overhang length inthe tool holder
Former basic choice
+ Good coaxiality (conicalassembly)
+ Moderately large toolholder allows use indifficult-to-access cases
- Limited torquetransmission
- Tool length too long forroughing
TOOL MAKER’S TIP
For longer tool lifeand improved
tolerances, HSSmilling cutters can be
shrink fitted !
13
Weldon shank Plain shank Clarkson shank Morse taper shank
Milling.qxd 15/03/04 10:44 Page 12

CLAMPING SHELL AND SIDE END MILLS
With tenon
For both face milling and surfacecutters
+ Good torque transmission
With keyway
For side milling cutters
+ Good torque transmission
+ Permits « piling-up » of severaltools
Plain
The economical choice
+ Adapted to thin tools
+ Careful clamping prevents the toolfrom sliding on the tool holder
14
Milling.qxd 15/03/04 10:44 Page 13

THE BASICS OF MILLING
Milling is a machining operation with interrupted cut.
The cutting edge moves circularly, producing a chip ofvarying thickness.
At each turn, the tooth goes in and out of theworkpiece material.
Combined with variable chip thickness, this alternatemotion leads to a continuous variation of cutting forcesand produces shocks.
Milling ischaracterized by an
interrupted cut and avariable chip
thickness
15
Milling.qxd 15/03/04 10:44 Page 14

OPERATING MODES OF END MILLS
Side milling Face milling Side and face milling Slot milling
Plunging Diagonal plunging Pocketing Helical interpolation
16
Milling.qxd 15/03/04 10:44 Page 15

OPERATING MODES OF OTHER MILLING CUTTERS
T-slot cutter Woodruff cutter Side and face cutters
Angular cutter Angular cutter Corner-rounding cutter
17
Milling.qxd 15/03/04 10:44 Page 16

CONVENTIONAL VS. CLIMB MILLING
Conventional milling
The width of the chip starts at zero and increases to amaximum at the end of the cut.
+ Used only when the machine tool lacks rigidity or worksloosely (old milling machine, low quality machine, wornmachine)
- Tendency to push workpiece away (Tool edge slidesinstead of cutting, causing high friction between toolflank face and material)
Climb milling
The tooth meets the work at the top of the cut,producing the thickest part of the chip first.
+ Efficient cutting
+ Long and reliable tool life
+ Better surface finish, especially with stainless steels,aluminium or titanium alloys
- Risk of tool breakage, due to sudden machinebacklash when the machine lacks rigidity
TOOL MAKER’S TIP
Thanks to anextremely sharp
edge, HSS millingcutters can mill back
and forwardefficiently.
No unproductive time !
18
Milling.qxd 15/03/04 10:44 Page 17

TYPICAL CUTTING SPEEDS19
Milling.qxd 15/03/04 10:44 Page 18

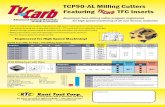
HOW TO ACHIEVE HIGH METAL REMOVAL RATES
TOOL MAKER’S TIP
Always increase the feed before the
speed
• The metal removal rate depends on two parameters, feed (fz) and speed (N): Q = ap x ae x N x zu x fz / 1000
• For high productivity in milling, increase the feed before increasing the speed, especially in roughing operations.
• A minimum feed is also necessary. When the feed is too low, the milling cutter no longer cuts but tears off the material.
20
SUCCESS STORIES High metal removal rates in…
Operation • Roughing with a 4-tooth coated tool Ø 16 mm, ap 24 mm, ae 8 mm
Cutting data • N 1350 tr/min, vc 68 m/min, fz 0.1 mm (100% higher than with acarbide tool)
Metal removal rate • Q 103.7 cm3/min
ConstructionSteel
(Rm 700 N/mm2)
Aluminium
(<6% Si)
Operation • Slot milling with a 3-tooth coated tool Ø 6 mm, ap 6 mm, ae 6 mm
Cutting data • N 15650 tr/min, vc 295 m/min, fz 03 mm
Metal removal rate • Q 50.8 cm3/min (30% higher than with a carbide tool)
Inconel 718
Operation • Roughing with a 6-tooth HSS-PM 8%Co + TiCN tool Ø 32 mm, ap 30 mm, ae 8 mm
Cutting data • vc 5 m/min, fz 0.16 mm (double than with a carbide tool)
Benefits • Q 11.5 cm3/min (same as carbide) and longer tool life: 2.1 m vs. 0.45 m for carbide
Milling.qxd 15/03/04 10:44 Page 19

COOLING AND CHIP REMOVAL
Cutting fluids in milling
• Usual cutting fluids: soluble oil, or oil. Soluble oils withadditives significantly increase the tool life of HSSmilling cutters
• Cutting fluids are essential when non-coated tools areused, especially in slot milling where the contact timebetween the tool and material is important
The coolant should be carefully oriented :
• When the tool enters the workpiece, for efficientcooling during the milling operation
• When the tool comes out of the workpiece, toevacuate chips and calories properly
DID YOU KNOW?
Thermal shockscaused by cooling
problems? Only HSS resists!
21
NO YES
SUCCESS STORY Dry milling with a HSS cutter !
Operation • Roughing with a HSS-PM 8% Co + Ti2CN tool ap 12 mm, ae 8 mmin tool steel 40CrMnMo7
Cutting data • vc 45 m/min, fz 0.03 mmBenefits Compared with wet machining:
• Reduction of the specific cutting energy (56.8 vs. 46.6 W/cm3/min)• Tool life only slightly modified (7 m vs. 8.1 m)• Potential for an increase in feed and productivity
Tool steel
(Rm 1040 N/mm2)
Dry milling
• HSS milling cutters can also be used either withminimum quantity lubricant or dry
• TiAlN coatings, a real thermal barrier, also allow highproductivity dry milling with HSS milling cutters
Milling.qxd 15/03/04 10:44 Page 20

PROBLEM SOLVING22
Milling.qxd 15/03/04 10:44 Page 21

HOW TO MONITOR WEAR
• Normal wearpattern
• If too high, decreasefirst the cuttingspeed (vc) then thewidth of cut (ae)
• Increase thecoolant flow
• Use HSS-PM
• To be limited
• Decrease thecutting speed (vc)
• Use a coated tooland a 8% Co HSSmaterial
• Theck coolant flow
• To be avoided
• Decrease first thefeed (fz) andsecond the depthof cut (ap)
• Use a toughermaterial (HSS-PM)
• To be avoided
• Decrease first thecutting speed (vc),then the feed (fz)and third (ae)
• Use a coated tooland a 8% Co HSSmaterial
• Increase thecoolant flow
• Use a coated tool
• To be limited
• Increase thecutting speed (vc)and/or the feed (fz)
• Increase theeffective cuttingangle
• Increase thecoolant flow
• Use a low frictioncoating
TOOL MAKER’S TIP
In milling, carefulmonitoring of corner
wear prolongs toollife.
23
Flank wear Crater wear Chipping Deformation Built-up edge
Milling.qxd 15/03/04 10:44 Page 22

WHAT CHIPS HAVE TO SAY
Shape of chips
A milling chip has a spiral shape.
The extremity lying inside the spiral is formed when theedge enters the workpiece.
In conventional milling, this extremity will be the thickest.
Due to the interrupted cut, the chip length is limited tothe length of the arc of the cut in the material.
Chip control
Control the milling operation by measuring and observingthe chip:
• The width depends on the depth of cut: the longestchip is obtained in slot milling operations.
• The length depends on the width of cut and the tooldiameter; the larger the tool diameter, the longer the chip.
• The thickness depends on the milling mode and isproportional to its calculated thickness.
• Milling chips should be regular.
• Milling chips should present an homogeneous color.
• When a coolant is used, there should be no trace ofthermal effects on the chip.
How to avoid problems ?
It is important that chips not remain in the cutting area.
If chips are irregular, if there are needle chips, or if chipshave several colors, this means that the cutting data isnot well chosen, that the cooling is not efficient, that thereare vibrations or that the tool cutting edges are worn.
DID YOU KNOW?
Careful observationof milling chips
provides valuableinformation!
24
Milling.qxd 15/03/04 10:44 Page 23

USEFUL MILLING FORMULAE25
Symbol Unit Name Formulae
Vc m/min Surface cutting speed
N mm/rev Revolution per minute
Vf mm/min Feed per minute
fZ mm/tooth Feed per tooth
Q cm3/cm Chip volume
hm mm Average chip thickness
hmax mm Maximum chip thickness
V1=NZ fz
Vc= πDN1000
N= 1000V cπD
Q= aaae NZfz1000
√aeD
fz
fz= VfNZ
Symbol Unit Name
D mm Tool diameter
T mm Machining time
Z No. of teeth
ap mm Depth of cut
ae mm Width of cut
Milling.qxd 15/03/04 10:44 Page 24