11 Automata program · Curso Virtual: Electricidad industrial Módulo 2. Tema 11 Autómatas...
47
-
Upload
nguyenthuan -
Category
Documents
-
view
243 -
download
2
Transcript of 11 Automata program · Curso Virtual: Electricidad industrial Módulo 2. Tema 11 Autómatas...


Capítulo 11Autómatas programables
dispositivos de seguridad y fiabilidadiniciación a la programación
1. Introducción . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 2. Variables en los autómatas programables . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 3. Sensores y actuadores conectados a un autómata programable . . . . . . . . . . . . . . . . . . . . . . . . . 7 4. Programación de autómatas . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 5. Lenguaje en lista de instrucciones . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12 6. Lenguaje en esquema de contactos . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13 7. Instrucciones de programación . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14 8. Ciclo de programa . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15 9. El autómata TSX17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1610. Descripción del micro-autómata TSX17 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1611. Descripción detallada del SIMATIC S7-200 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 1 de 45
Capítulo 11
Autómatas programables
dispositivos de seguridad y fiabilidad
iniciación a la programación
1. INTRODUCCIÓN.
La mayoría de procesos existentes en la industria pertenecen al tipo de procesosdiscontinuos o procesos discretos y para su control pueden emplearse sistemascomerciales basados en microprocesadores. Los más empleados son los autómatasprogramables (PLC´s); el esquema básico de un autómata programable estárepresentado en la figura 1
Figura 1 ESQUEMA BÁSICO DE UN AUTÓMATA PROGRAMABLE

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 2 de 45
Un autómata programable es un equipo electrónico, basado en un microprocesadoro microcontrolador, que tiene generalmente una configuración modular, puedeprogramarse en lenguaje no informático y está diseñado paracontrolar en tiempo realy en ambiente industrial procesos que presentan una evolución secuencial.
El sistema formado por el proceso y el autómata que se encarga de controlarlo estárepresentado en la figura 2.
Figura 2 SITUACIÓN DEL AUTÓMATA EN EL PROCESO
El programa de usuario recibe las informaciones del proceso y de los estadosanteriores; de acuerdo con el algoritmo que tiene implementado los procesa y determinalas acciones que el autómata ha de tomar sobre aquél. Las señales que reciben losactuadores se denominan variables externas de salida, las señales que suministranlos sensores reciben el nombre de variables externas de entrada.
El autómata hace la misión de un sistema de control programado.
2. VARIABLES EN LOS AUTÓMATAS PROGRAMABLES.
Las variables en los autómatas se pueden dividir en dos grandes grupos:
variables externas y
variables internas.
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 3 de 45
Variables externas
Las variables externas de entrada pueden ser de dos tipos:
Variables todo/nada.- Como por ejemplo la señal recibida de un final decarrera (micro) o la señal que activa un regulador electroneumático paradesplazar un cilindro. Los autómatas programables trabajan con lógica positiva,así por ejemplo, la señal procedente de un pulsador será tomada como “1”cuando esté pulsado, y como “0” cuando no. Los módulos de entrada/salidatodo/nada permiten trabajar con señales de tensión alterna o continua en lasgamas existentes en la industria, siendo las más comunes 230 V ca, 24 V ca y24 V cc.
Variables analógicas.- Como por ejemplo la señal proporcionada por untermómetro o la tensión de consigna que se suministra a un variador develocidad. Las señales de este tipo con las que trabaja un autómataprogramable son, tensión 0 - 10 V o intensidad de 4 - 20 mA. Los módulos deentradas/salidas discretizan estas señales empleando generalmenteconvertidores de 8 bits.
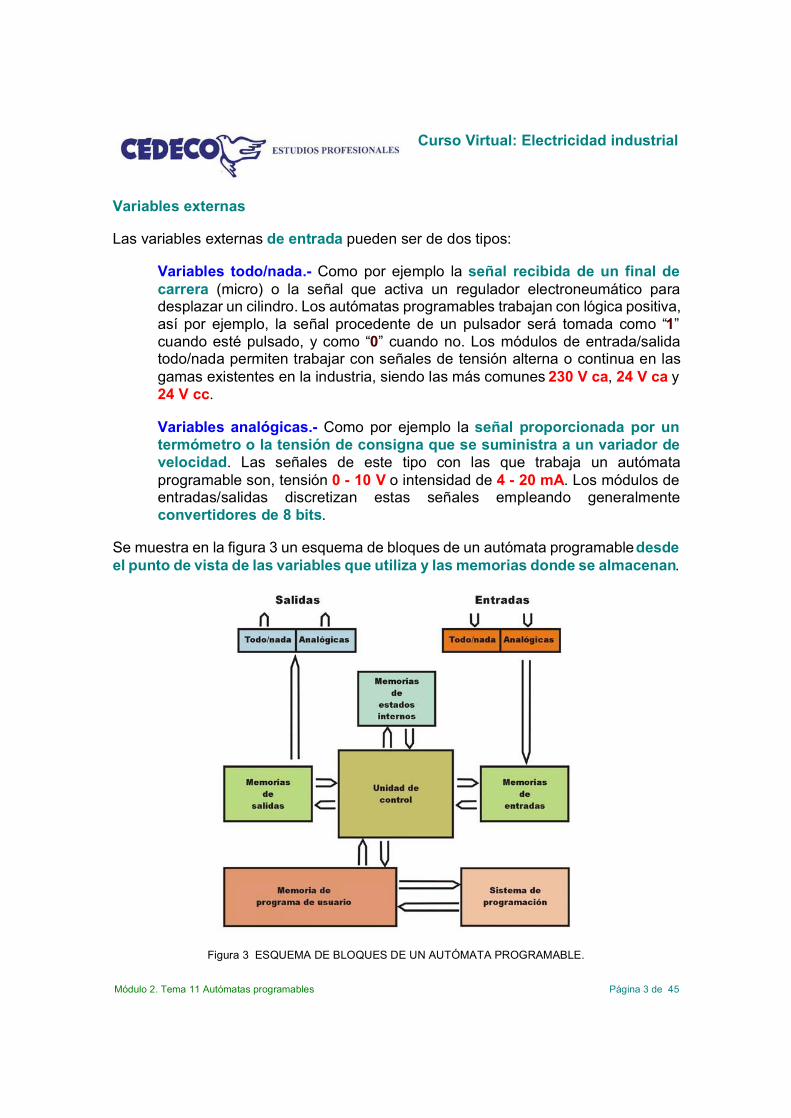
Se muestra en la figura 3 un esquema de bloques de un autómata programable desdeel punto de vista de las variables que utiliza y las memorias donde se almacenan.
Figura 3 ESQUEMA DE BLOQUES DE UN AUTÓMATA PROGRAMABLE.
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 4 de 45
Una característica propia de los autómatas programables es, que tienen asignados doszonas de memoria independientes para variables externas. Una para las variablesde entrada, y otras para las de salida. Estas zonas de memoria, a su vez, puedenalmacenar datos de bit cuando la variable es del tipo todo/nada o datos de bytecuando la variable es de tipo analógico. También, en función del tipo de variablesque lleven asociadas a las instrucciones cargadas en el programa de usuario, puedenser direccionadas como bit o como byte; si la variable es todo/nada el direccionadoes bit a bit; si la variable es de tipo analógica la posición direccionada tendrá unbyte.
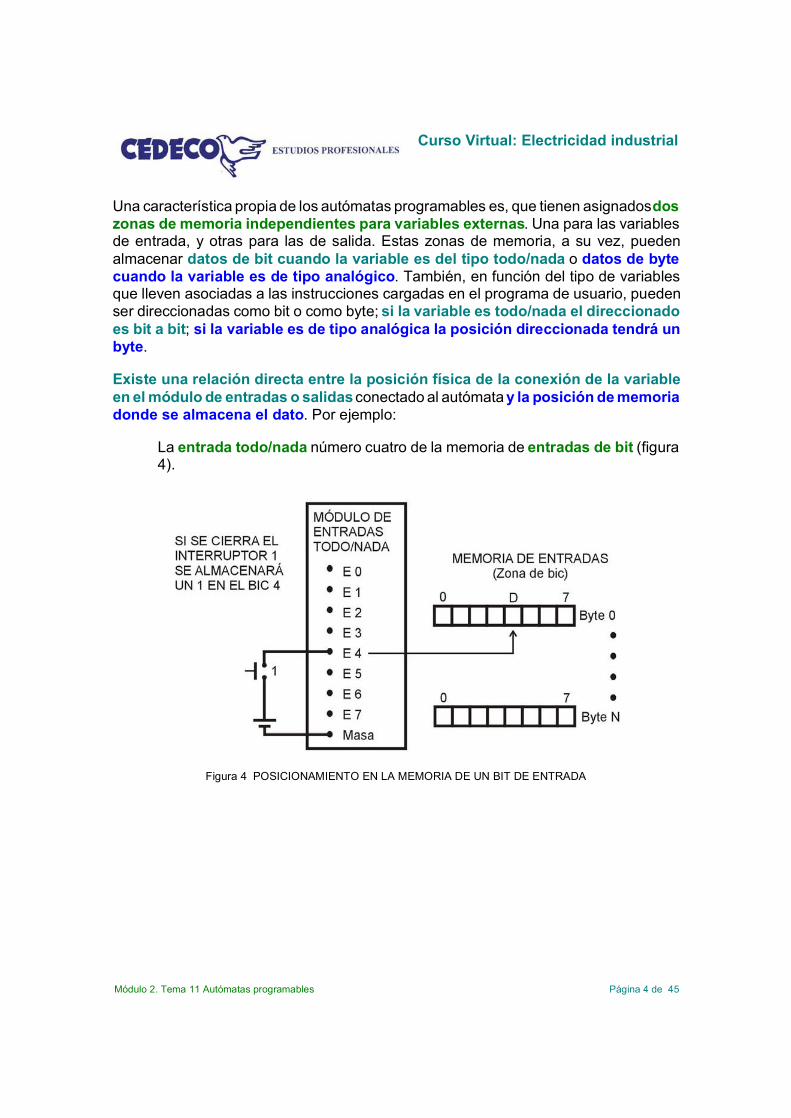
Existe una relación directa entre la posición física de la conexión de la variableen el módulo de entradas o salidas conectado al autómata y la posición de memoriadonde se almacena el dato. Por ejemplo:
La entrada todo/nada número cuatro de la memoria de entradas de bit (figura4).
Figura 4 POSICIONAMIENTO EN LA MEMORIA DE UN BIT DE ENTRADA
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 5 de 45
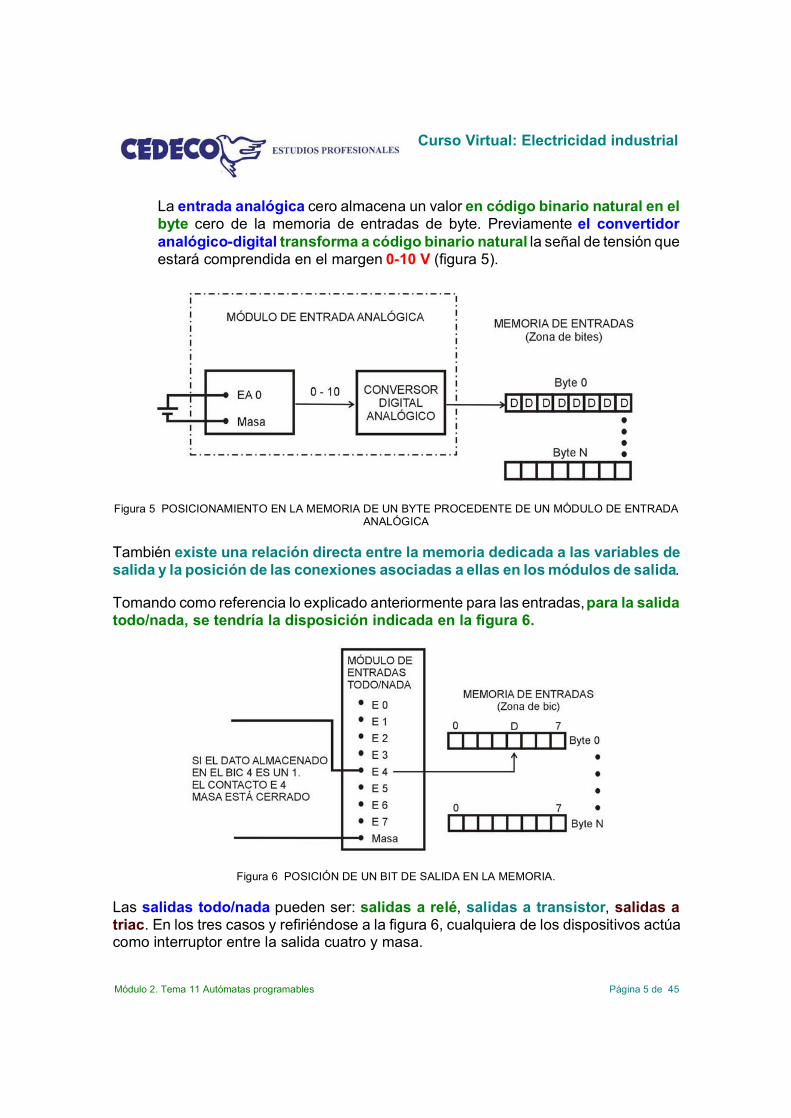
La entrada analógica cero almacena un valor en código binario natural en elbyte cero de la memoria de entradas de byte. Previamente el convertidoranalógico-digital transforma a código binario natural la señal de tensión queestará comprendida en el margen 0-10 V (figura 5).
Figura 5 POSICIONAMIENTO EN LA MEMORIA DE UN BYTE PROCEDENTE DE UN MÓDULO DE ENTRADAANALÓGICA
También existe una relación directa entre la memoria dedicada a las variables desalida y la posición de las conexiones asociadas a ellas en los módulos de salida.
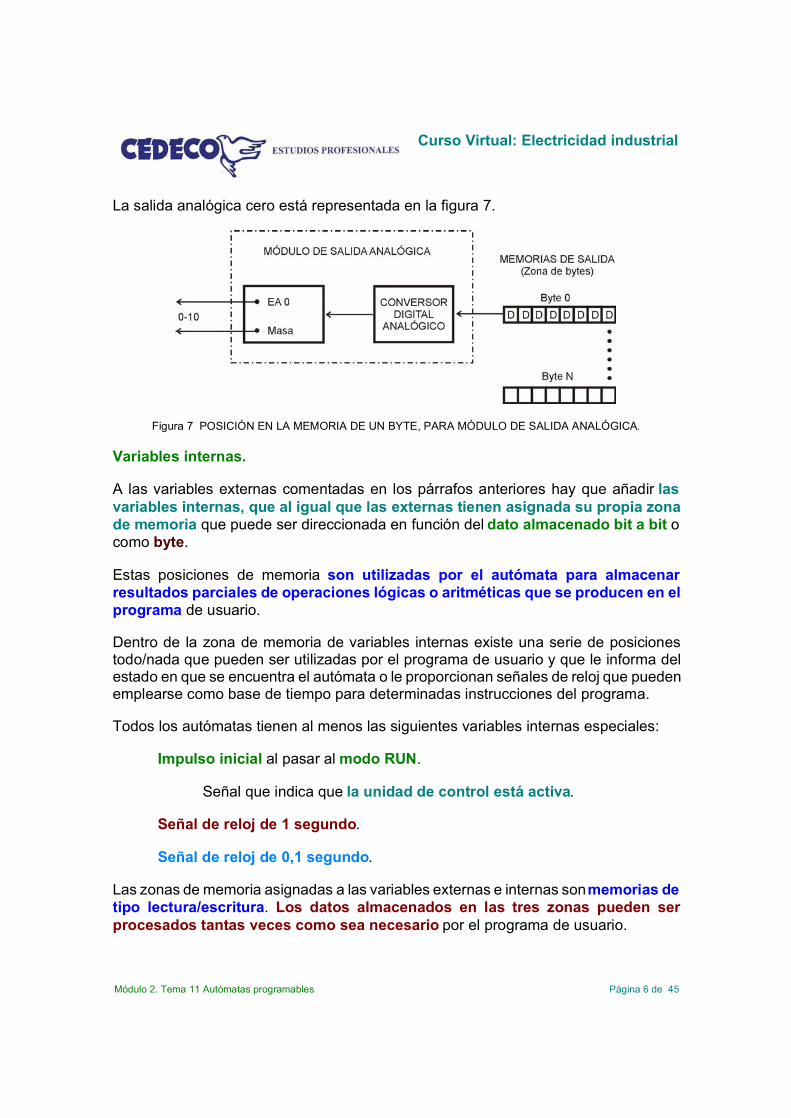
Tomando como referencia lo explicado anteriormente para las entradas, para la salidatodo/nada, se tendría la disposición indicada en la figura 6.
Figura 6 POSICIÓN DE UN BIT DE SALIDA EN LA MEMORIA.
Las salidas todo/nada pueden ser: salidas a relé, salidas a transistor, salidas atriac. En los tres casos y refiriéndose a la figura 6, cualquiera de los dispositivos actúacomo interruptor entre la salida cuatro y masa.
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 6 de 45
La salida analógica cero está representada en la figura 7.
Figura 7 POSICIÓN EN LA MEMORIA DE UN BYTE, PARA MÓDULO DE SALIDA ANALÓGICA.
Variables internas.
A las variables externas comentadas en los párrafos anteriores hay que añadir lasvariables internas, que al igual que las externas tienen asignada su propia zonade memoria que puede ser direccionada en función del dato almacenado bit a bit ocomo byte.
Estas posiciones de memoria son utilizadas por el autómata para almacenarresultados parciales de operaciones lógicas o aritméticas que se producen en elprograma de usuario.
Dentro de la zona de memoria de variables internas existe una serie de posicionestodo/nada que pueden ser utilizadas por el programa de usuario y que le informa delestado en que se encuentra el autómata o le proporcionan señales de reloj que puedenemplearse como base de tiempo para determinadas instrucciones del programa.
Todos los autómatas tienen al menos las siguientes variables internas especiales:
Impulso inicial al pasar al modo RUN.
Señal que indica que la unidad de control está activa.
Señal de reloj de 1 segundo.
Señal de reloj de 0,1 segundo.
Las zonas de memoria asignadas a las variables externas e internas son memorias detipo lectura/escritura. Los datos almacenados en las tres zonas pueden serprocesados tantas veces como sea necesario por el programa de usuario.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 7 de 45
3. SENSORES Y ACTUADORES CONECTADOS A UN AUTÓMATAPROGRAMABLE.
En la figura 4, se mostraba cómo un interruptor conectado a la entrada cuatro delmódulo de entrada todo/nada, puede controlar una variable de entrada. Cualquiersensor que presente dos estados, conectado-desconectado, puede controlar unaentrada todo/nada de un autómata independientemente de como sea accionadoeste sensor; puede ser: interruptor o pulsador accionado de forma mecánica o manual;contactos auxiliares activados por la bobina del contactor; contactos auxiliares de reléstérmicos; relés tipo Reed, colocados sobre las camisas de los cilindros neumáticos yactivados por el émbolo magnético del cilindro; finales de carrera activados pordesplazamiento de piezas móviles, etc.
Figura 8 DETECTORES DE TRES HILOS, CORRIENTE CONTINUA
En la industria también se emplean otros tipos de sensores o detectores como losrepresentados en figura 8 y 9. Estos sensores a su vez tienen dos tipos de salidasnormalizadas: PNP o NPN.
Figura 9 VISTAS DE DISTINTOS TIPOS DE DETECTORES

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 8 de 45
La forma de conectarlos a los módulos de entrada todo/nada se indica en la figura 10;obsérvese que la conexión del tipo NPN requiere un módulo de entrada con el positivode alimentación conectado a masa.
Figura 10 MÓDULOS DE ENTRADAS POSITIVAS Y NEGATIVAS
Las salidas todo/nada del autómata se comportan como interruptores que controlanla activación/desactivación de los actuadores a ella conectados, como por ejemplo, uncontactor que controla a un motor de c.a. o la bobina que controla el regulador de uncilindro neumático. El dispositivo que actúa como interruptor puede ser:
Un contacto libre de potencial, cuando se emplea salida a relé (figura 11). Eneste tipo de salidas la tensión empleada para alimentar al actuador puede seralterna o continua y la potencia a controlar estará limitada por la intensidad depaso que soporte el contacto libre de potencial.
Figura 11 MODULO DE SALIDAS TODO/NADA A RELÉ.
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 9 de 45
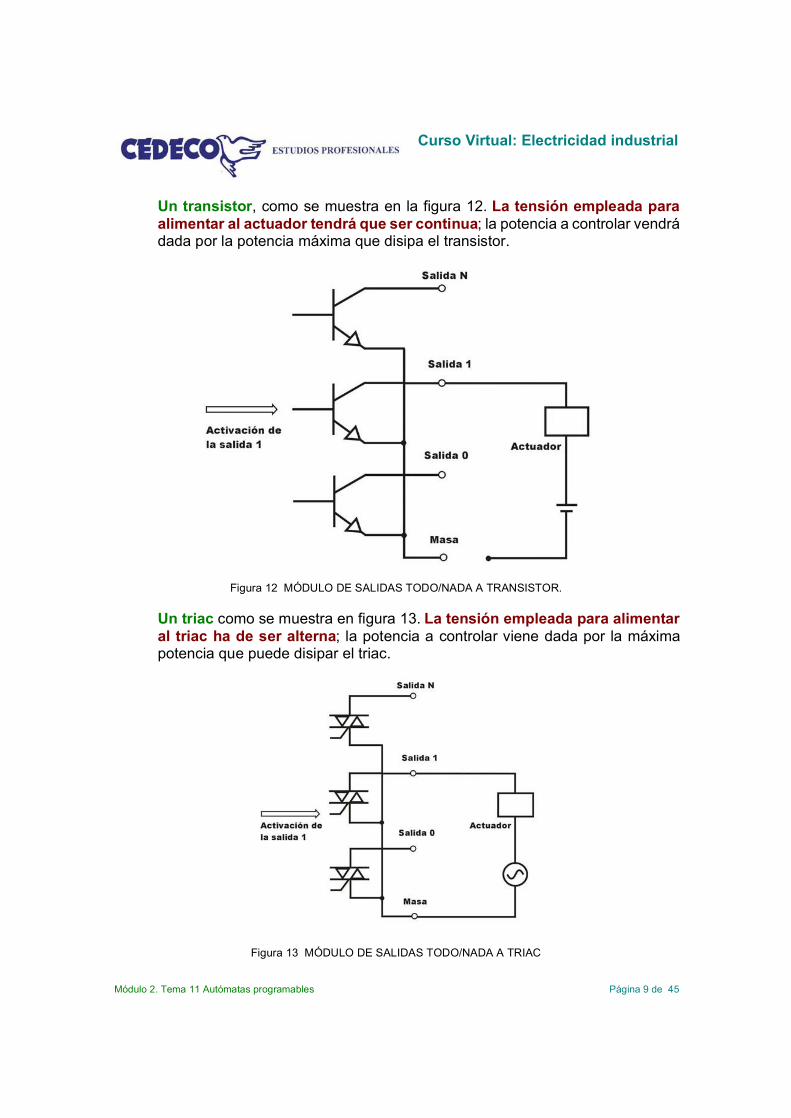
Un transistor, como se muestra en la figura 12. La tensión empleada paraalimentar al actuador tendrá que ser continua; la potencia a controlar vendrádada por la potencia máxima que disipa el transistor.
Figura 12 MÓDULO DE SALIDAS TODO/NADA A TRANSISTOR.
Un triac como se muestra en figura 13. La tensión empleada para alimentaral triac ha de ser alterna; la potencia a controlar viene dada por la máximapotencia que puede disipar el triac.
Figura 13 MÓDULO DE SALIDAS TODO/NADA A TRIAC

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 10 de 45
Dependiendo del fabricante del autómata, se poden encontrar para salidas todo/nadala disposición indicada en las figuras 11, 12 y 13; o bien, salidas, donde no existe unterminal común para todos los dispositivos que actúan como interruptores, disponiendocada uno de ellos de dos salidas independientes, entre los que conectarán en serie latensión de alimentación y el actuador. Esta última disposición permite que cada uno delos dispositivos pueda estar controlado por una tensión independiente.
Las entradas analógicas del autómata, como se ha comentado anteriormente, son dedos tipos: entradas de corriente que trabajan con intensidades comprendidas entre 4y 20 mA, o entradas de tensión que trabajan con tensiones comprendidas entre 0 y 10V. Por tanto, para medir una magnitud analógica (figura 14), es necesario utilizaralguno de los diferentes tipos de transductores existentes en el mercado, que da unaseñal de tensión o corriente proporcional a la magnitud a medir y comprendida en elmargen de 4-20 mA o 0-10 V.
Figura 14 CONEXIÓN DE UNA ENTRADA ANALÓGICA AL AUTÓMATA.
Las salidas analógicas del autómata también son de dos tipos: tensión o corriente, portanto: el actuador que se pretende controlar con ellas (figura 15), tendrá que disponerde una entrada de tensión o corriente que permita una señal de entrada comprendidaentre 0-10 V o 4-20 mA.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 11 de 45
Figura 15 CONEXIÓN DE SALIDA ANALÓGICA DEL AUTÓMATA
4. PROGRAMACIÓN DE AUTÓMATAS.
El sistema de programación, programadora u ordenador compatible permite,mediante las instrucciones del autómata, confeccionar el programa de usuario;posteriormente se transfiere a la memoria de programa de usuario. Una memoriatípica permite almacenar como mínimo hasta mil instrucciones con datos de bit, y esde tipo lectura/escritura, permitiendo la modificación del programa tantas veces comosea necesario; tiene una batería tampón para mantener el programa si falla latensión de alimentación, o cartuchos de memoria EPROM.
La programación de un autómata consiste en el establecimiento de una sucesiónordenada de instrucciones que están disponibles en el sistema de programacióny que resuelven el control sobre un proceso determinado. No existe unadescripción única para cada lenguaje, sino que cada fabricante utiliza unadenominación particular para las diferentes instrucciones y una configuracióntambién particular para representar las distintas variables externas o internas.
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 12 de 45
No obstante, los lenguajes de programación más empleados en la actualidad,pueden incluirse en alguno de los dos grupos siguientes:
Lenguaje en lista de instrucciones.
Lenguaje en esquema de contactos.
5. LENGUAJE EN LISTA DE INSTRUCCIONES.
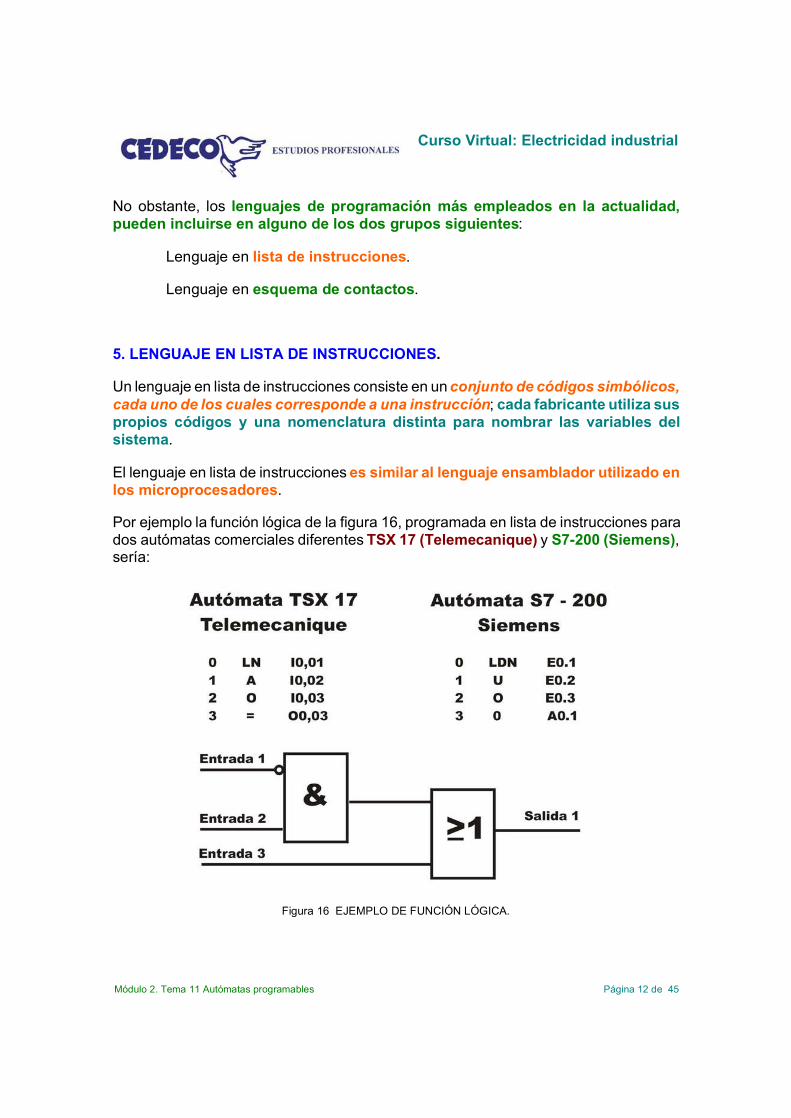
Un lenguaje en lista de instrucciones consiste en un conjunto de códigos simbólicos,cada uno de los cuales corresponde a una instrucción; cada fabricante utiliza suspropios códigos y una nomenclatura distinta para nombrar las variables delsistema.
El lenguaje en lista de instrucciones es similar al lenguaje ensamblador utilizado enlos microprocesadores.
Por ejemplo la función lógica de la figura 16, programada en lista de instrucciones parados autómatas comerciales diferentes TSX 17 (Telemecanique) y S7-200 (Siemens),sería:
Figura 16 EJEMPLO DE FUNCIÓN LÓGICA.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 13 de 45
6. LENGUAJE EN ESQUEMA DE CONTACTOS.
Es un lenguaje gráfico, derivado del lenguaje de relés, que mediante símbolosrepresenta contactos, solenoide, etc. Su principal ventaja es que los símbolosbásicos (figura 17), están normalizados según norma NEMA y son empleados portodos los fabricantes. Los símbolos básicos empleados son:
Figura 17 SÍMBOLOS BÁSICOS USADOS EN LOS ESQUEMAS DE CONTACTOS.
Los elementos básicos que configuran la función, se representan entre dos líneasverticales que simbolizan las líneas de alimentación.
La función de la figura 16 quedaría, empleando el lenguaje de relés, como se muestraen la figura 18.
Figura 18 EJEMPLO REPRESENTADO EN ESQUEMA DE CONTACTOS.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 14 de 45
Para las funciones lógicas más complejas (módulos de programación) comotemporizadores, contadores, registros de desplazamiento, etc., se emplea el formatode bloques. Estos no están normalizados, aunque guardan una gran similitudentre sí para distintos fabricantes y resultan mucho más expresivos que si se utilizapara el mismo fin el lenguaje en lista de instrucciones.
El lenguaje de contactos necesita sistemas de programación relativamentecomplejos, que visualicen varias líneas de programa en pantalla. Si sólo se dispone deun sistema básico, se puede programar teóricamente en esquema de contactos yposteriormente transcribirlo a lista de instrucciones.
7. INSTRUCCIONES DE PROGRAMACIÓN.
De lo expuesto anteriormente, se deduce que el autómata programable, es un sistemacon lenguajes de programación e instrucciones muy especializados y orientados a laautomatización. Una descripción de las distintas instrucciones que soporta unautómata programable, los lenguajes en los que se puede programar y lanomenclaturas asignadas a las variables que intervienen en la instrucción,pueden obtenerse del manual del autómata a utilizar que edita el fabricante.
No obstante, para tener una idea resumida de las instrucciones existentes en unautómata programable. Las instrucciones más comunes, que pueden encontrarse enautómata de gama media, se puede clasificar en:
Instrucciones lógicas.- Funciones lógicas básica AND, OR, NOT, XOR, SET,RESET.
Instrucciones de módulos de programación.- Temporizadores, contadores,registros de desplazamiento, programadores cíclicos, comparadores, etc.
Instrucciones de control.- Control de marcha, condiciones de rearranque,forzado de activación de etapas, inhibición de salidas, saltoscondicionales.
Instrucciones matemáticas.- Suma, resta, multiplicación, división(normalmente el bus de datos de los microprocesadores empleados es de 8bits; el valor máximo con el que pueden operar es de 256 en decimal y noadmiten números negativos).
Instrucciones de comparación.- Comparación de bits o de byte, funcionesde igualdad y mayor que en los contadores y temporizadores.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 15 de 45
Instrucciones de traslación.- Traslación de datos entre posiciones dememoria, desde la memoria a consigna de módulos de programación.
Instrucciones de conversión de códigos.- Los datos de bytes puedenpresentarse en decimal o en BCD.
8. CICLO DE PROGRAMA.
Básicamente todos los autómatas tienen dos modos de funcionamiento (figura 19).Elprimero de ellos STOP (PROGRAM en otros autómatas), permite programar ytransferir el programa de usuario desde el sistema de programación utilizado alautómata; el segundo modo (RUN) permite al autómata controlar el proceso,realizando de forma continua el ciclo de programa de usuario.
Un autómata típico puede leer mil instrucciones de programa en 6 ms y emplea de5 a 10 ms en leer y actualizar las variables; por tanto, puede emplearse para controlarprocesos relativamente rápidos. La suma del tiempo de programa más el tiempo deactualizado y lectura de variables proporciona el tiempo de ciclo, para que puedarealizarse el control sobre un proceso será necesario que se cumpla:
Figura 19 CICLOS DE PROGRAMA DE UN AUTÓMATA

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 16 de 45
9. EL AUTÓMATA TSX 17.
Este autómata de la gama TSX 17 es de la marca comercial Telemacanique. Es unmicro-autómata compacto con posibilidad de módulos de extensión y que permite laprogramación en lista de instrucciones de los lenguajes Booleano (basado en elálgebra binaria de Boole). Dispone de una memoria RAM de 24 koctetos (2.973 líneasde programa).
Figura 20 AUTÓMATA PROGRAMABLE TELEMECANIQUE MODELO TSX 17
10. DESCRIPCIÓN DEL MICRO-AUTÓMATA TSX 17.
En la figura 20, puede verse el aspecto externo del micro-autómata TSX 17-20, del quea continuación se da una descripción detallada de cada una de sus partes:
1. Alimentación 110 a 240 V ca en acometida.
2. Alimentación para captadores a 24 V cc. 250 mA, incorporada en el autómata.
3. Toma terminal de programación de la unidad central.
4. Display de visualización de estados. Los auto-test efectuadospermanentemente por los autómatas de base da una información visualizada enla cara frontal por 4 pilotos (figura 21).

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 17 de 45
Figura 21 DISPLAY DE VISUALIZACIÓN DE LOS ESTADOS DEL AUTÓMATA.
5. Situación de la batería tampón (duración de dos años).
6. Alojamiento para cartucho de memoria EEPROM, que mantiene el programade usuario permanentemente 24 o 8 K octeto (similar a figura 24).
7. Entradas a 24 V cc aisladas.
8. Salidas a relé.
9. Panel de visualizados del estado de las entradas y salidas (figura 22).
Figura 22 VISUALIZACIÓN DEL PANEL DE E/S

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 18 de 45
10. Conector (9 puntos) para extensión del bus de entrada/salida (E/S).
11. Bornero desenchufable con tornillos protegidos.
12. Entradas rápidas de 24 V cc.
13. Conector para entradas de contaje y puesta a cero (5 - 24 V cc) delcontador/temporizador rápido (contador 2 KHz).
14. Alojamiento para cartucho de lenguaje superior (figura 23).
Figura 23 Memoria extraible de lenguaje superior
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 19 de 45
Entradas/salidas específicas.
En el autómata de base TSX 17, la entrada I0,00 y la salida O0,00 se puedenprogramar cada una, con una función específica, a través del modo de configuración.
Entrada RUN/STOP: I0,00
Normal: Funcionamiento idéntico al de cualquier otra entrada todo/nada delautómata.
Run/Stop (R/S):
• En estado “1” esta entrada pone el autómata en RUN.
• En estado “0” esta entrada pone el autómata en STOP.
La entrada física de mando STOP tiene prioridad sobre el mando RUN de unterminal conectado al autómata.
Salida SECU: O0,00
Normal: Funcionamiento idéntico a cualquier otra salida todo/nada del autómatabase.
Secu:
S En estado “1” cuando el autómata está en RUN y sin defecto.
S En estado “0” si el autómata está en STOP o en RUN con presencia dedefecto.
La salida O0,00 se utiliza en los circuitos en seguridad externos al autómata.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 20 de 45
Lectura de los pilotos de la cara frontal del autómata.
Los defectos que se manifiestan en los pilotos de la cara frontal del autómata (figura 21)tienen distinto origen. En el cuadro 1 se puede ver las causas probables de estos fallosy la forma de corregirlos.
CUADRO 1.- DEFECTOS INDICADOS POR LOS PILOTOS DE LA CARA FRONTAL DEL AUTÓMATA.
Memorización del programa y de los datos.
El programa de usuario y los datos están contenidos en la memoria RAM del autómata.Esta memoria tiene una autonomía de 1 hora. Para alcanzar una autonomía de 2años, hay que poner una pila tampón.
El programa usuario puede transferirse a una memoria EEPROM, memoria permanente(Figura 23). Esta memoria no es obligatoria pero sí aconsejable. Con ella se evita elriesgo de alteraciones del programa escrito en memoria RAM en el caso dedefecto en la pila o en la red de alimentación.
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 21 de 45
A la puesta en tensión, el autómata verifica la conformidad de los programas RAM yEEPROM. En caso de no conformidad, el programa contenido en la memoriaEEPROM es automáticamente transferido a la RAM.
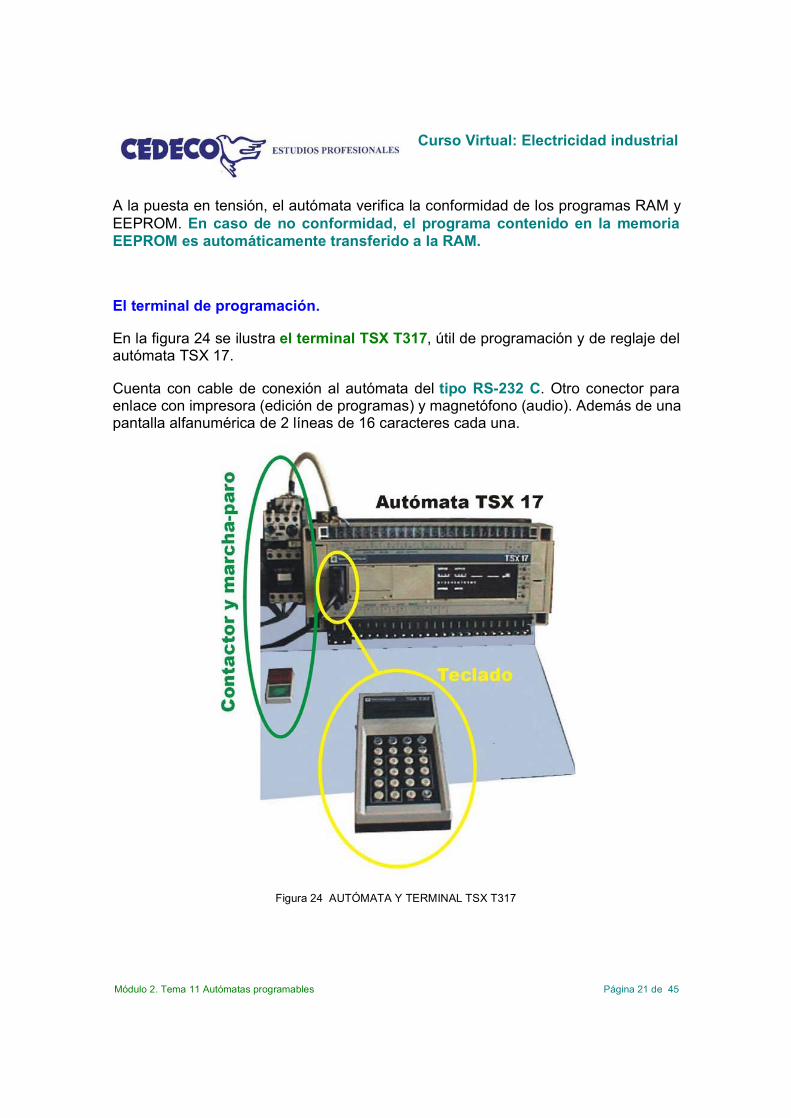
El terminal de programación.
En la figura 24 se ilustra el terminal TSX T317, útil de programación y de reglaje delautómata TSX 17.
Cuenta con cable de conexión al autómata del tipo RS-232 C. Otro conector paraenlace con impresora (edición de programas) y magnetófono (audio). Además de unapantalla alfanumérica de 2 líneas de 16 caracteres cada una.
Figura 24 AUTÓMATA Y TERMINAL TSX T317

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 22 de 45
Las cinco teclas superiores de color azul (figura 25) son multifunciones, dinámicas ocódigos de operaciones según el contenido de la línea inferior de la pantalla.
Figura 25 TECLAS DE CÓDIGOS DE OPERACIONES
Teclas de códigos de operaciones: Estas teclas aparecen en la figura 25.
1ª acción: marcado interior.
2ª acción: primer marcado superior (equivalente a Shift+tecla).
3ª acción: segundo marcado superior si existe.
Teclas de operandos y numéricas: Estas teclas se pueden ver en la figura 26. Hayque seleccionar el tipo de operando y su número después del código de operación.
1ª acción: acceso directo al operando (marcado superior). Para el segundomarcado si existe, asociar Shift con la tecla.
2ª acción (y otras): marcado inferior de la tecla (valor numérico).
La tecla FUN está inutilizada.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 23 de 45
Figura 26 TECLAS DE OPERANDO Y NUMÉRICAS DE LA TSX T317.
Teclas específicas: En la figura 27 pueden verse estas teclas.
Enter: valida el contenido intermitente de la pantalla, confirma una función,lectura del elemento siguiente (línea o función).
Clear: abandono de la función.
Quit: abandono del modo.
Figura 27 TECLAS ESPECÍFICAS
Clear y Quit tienen varias funciones, en algún caso será necesario utilizarlas con latecla Shift. La tecla CB está inutilizada.
NOTA: En algunos terminales de programación, las teclas azules S y R, pueden aparecer comoSET y RST respectivamente.
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 24 de 45
11. DESCRIPCIÓN DETALLADA DEL SIMATIC S7-200 (Siemens)
La gama S7-200 es una familia de pequeños y compactos micro-autómatasprogramables y de módulos de extensión que pueden utilizarse para toda una variedadde aplicaciones de programación.
Este PLC tiene 8 entradas (24 V cc) y 6 salidas a relé, pudiendo ampliarse hasta untotal de 30 E/S.
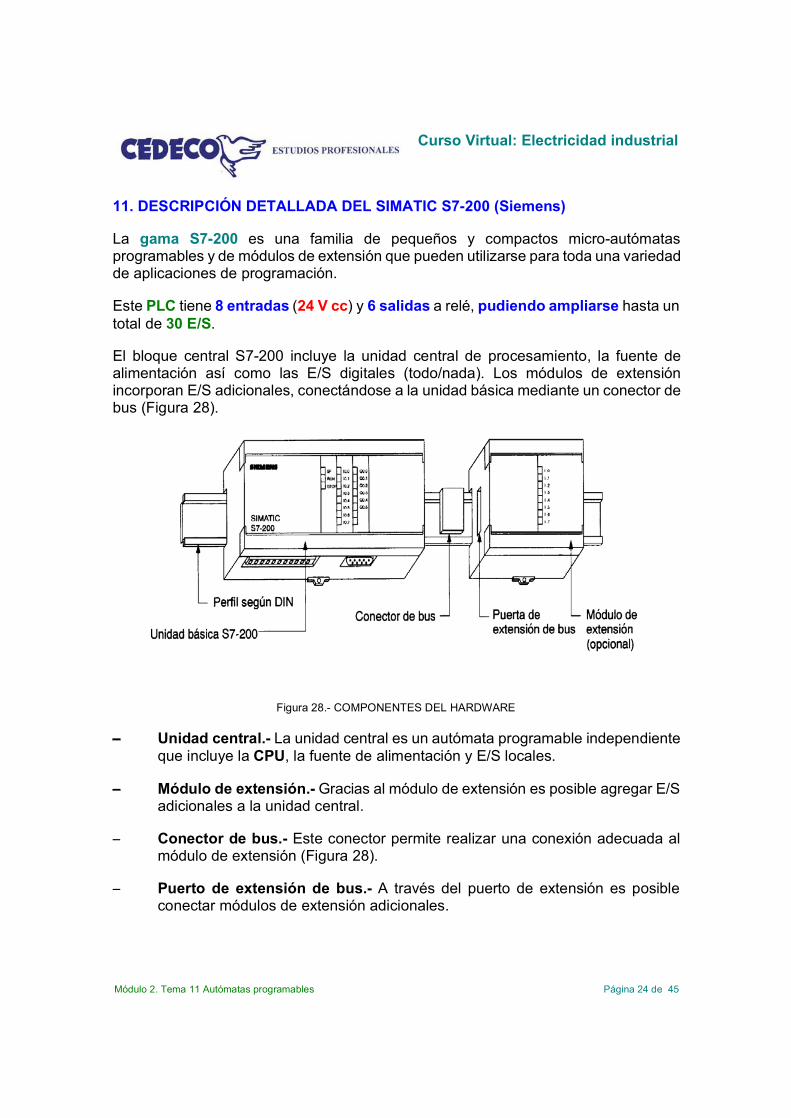
El bloque central S7-200 incluye la unidad central de procesamiento, la fuente dealimentación así como las E/S digitales (todo/nada). Los módulos de extensiónincorporan E/S adicionales, conectándose a la unidad básica mediante un conector debus (Figura 28).
Figura 28.- COMPONENTES DEL HARDWARE
Unidad central.- La unidad central es un autómata programable independienteque incluye la CPU, la fuente de alimentación y E/S locales.
Módulo de extensión.- Gracias al módulo de extensión es posible agregar E/Sadicionales a la unidad central.
S Conector de bus.- Este conector permite realizar una conexión adecuada almódulo de extensión (Figura 28).
S Puerto de extensión de bus.- A través del puerto de extensión es posibleconectar módulos de extensión adicionales.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 25 de 45
S Gancho de retención.- El gancho de retención permite montar el S7-200 sobreun perfil estándar (DIN EN 50 022), según se aprecia en la figura 11-30. Elgancho de retención se abre para permitir el montaje y se cierra para fijar launidad al perfil.
S Conector de cableado de campo.- El cableado de las E/S, así como laalimentación de la unidad y la alimentación cc para sensores que vanconectados a los conectores de cableado de campo.
Figura 29 COMPONENTES ADICIONALES DEL HARDWARE
- LEDs indicadores de estado.- En la tabla 2 se ven los cinco tipos diferentes deLEDs indicadores del estado del PLC. Dichos indicadores describen tanto elestado actual de la unidad central como de las E/S.
LED Descripción
SF (rojo) Indica error en sistema. Se enciende si el autómata ha incurrido enerror grave.
RUN (verde) Indica que está ejecutando el programa
STOP (amarillo) Indica que está en Stop y que se ha interrumpido la ejecución delprograma
IX.X (verde) Indica el estado actual de la entrada
QX.X (verde) Indica el estado actual de la salidaTabla 2 LENS INDICADORES DE ESTADO DEL SIMATIC S7200

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 26 de 45
- Puerto de comunicación.- Este PLC utiliza un conector subminiatura de 9 pines(Figura 30), al cual se conecta el cable de programación que une al ordenadorpersonal con el autómata; o el cable de la programadora de mano.
Figura 30 ASIGNACIÓN DE PINES DEL PUERTO DE COMUNICACIÓN.
Selector de modo.- Mediante el selector de modo es posible seleccionar elmodo de operación del autómata programable. En la tabla 3 se describen losmodos. En la figura 31 se puede observar la ubicación del selector.
Posición delinterruptor
Descripción
RUN Ejecuta el programa. El S7-200 puede abandonar el modo RUN ycolocarse en modo STOP o en una condición de error, aun cuando elinterruptor esté en posición RUN. Los LEDs de estado indican el modoactual
STOP En STOP el autómata detiene la ejecución del programa. El autómatadebe estar en modo STOP para poder editar el programa o para cargarun nuevo programa
TERM En esta posición, la unidad de programación puede controlar lastransiciones entre RUN y STOP
TABLA 3.- POSICIONES DEL SELECTOR DE MODO DEL SIMATIC S7-200

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 27 de 45
Potenciómetro analógico.- Mediante el potenciómetro analógico es posibleajustar variables a las que el programa puede acceder para poderlas usar. Elpotenciómetro está situado bajo la tapa protectora según muestra la figura 31.El potenciómetro puede girarse mediante un destornillador pequeño 270 gradoscomo máximo.
Figura 31 UBICACIÓN DEL SELECTOR DE MODO Y DEL POTENCIÓMETRO ANALÓGICO (BAJO LA TAPAPROTECTORA).
Almacenamiento en memoria.- Este PLC no requiere mantenimiento alguno.Esto significa que el programa y los diversos parámetros prefijados, tales comocontraseña, número de estación y algunos datos están almacenadospermanentemente. Cierta cantidad de memoria de variables está asimismoalmacenada permanentemente. Gracias a un condensador de alta capacidad, esposible guardar todos los datos remanentes del usuario (50 horasaproximadamente).
El S7-200 incluye un eficiente juego de instrucciones. A continuación se resumen lasamplias posibilidades de programación:
- Lógica de Boole (contactos y bobinas).
- Operaciones lógicas de palabras.
- Desplazar y rotar palabras y bits.
- Transferir, preasignar y buscar datos.
- Operaciones aritméticas (cuatro funciones) y de comparación.
- Diversas conversiones de formatos (por ejemplo de binario a BCD).
- Direccionamiento indirecto.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 28 de 45
- Bucles FOR/NEXT.
- Llamadas a subrutinas.
- Gran variedad de temporizadores y contadores.
S Operaciones rápidas (contadores e interrupciones).
S Ejecutar protocolos definidos por el usuario (modo Freeport).
S Funciones de verificación, incluyendo la posibilidad de forzar E/S y bits internosde memoria.
El S7-200 puede programarse utilizando una de las herramientas siguientes:
- Terminal de programación de mano (PG 702). Solo permite la programaciónen lenguaje lista de instrucciones (AWL).
- Software de programación STEP 7-Micro/DOS, utilizando ordenadorespersonales. Este paquete de programación permite programar el S7-200 en loslenguajes de programación esquema de contactos (KOP) o lista deinstrucciones (AWL).
Características del PLC.
Este autómata programables (S7-200 CPU 212) tiene las siguientes características:
S 512 palabras de memoria de programa (almacenadas en memoria no volátilde lectura/escritura).
S 512 palabras de memoria de datos (100 de las cuales pueden almacenarse enmemoria no volátil de lectura/escritura).
S 8 entradas digitales y 6 salidas digitales integradas en la unidad central.
S Ampliable a dos módulos de extensión de E/S adicionales (incluyendomódulos analógicos).
S Un total de 30 E/S digitales posibles (restringido por los módulos de extensión).
S 64 temporizadores (dos temporizadores de resolución de 1ms, ochotemporizadores de 10ms y 54 de 100ms).

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 29 de 45
S 64 contadores combinables discrecionalmente para contar adelante/atrás.
S 128 marcas internas (las primeras marcas pueden almacenarse en EEPROMtras cada desconexión).
S 386 marcas especiales.
S Cuatro operaciones aritméticas.
S Capacidad de interrupción:
* Interrupciones de transmisión y emisión para protocolos definidos por elusuario (= comunicación de programación libre).
* 1 entrada de interrupción hardware en flancos crecientes o decrecientes.
* 1 interrupción temporizada.
* 1 contador rápido con 2 kHz de entrada de reloj.
S Ejecución rápida de instrucciones (1,3 µs por instrucción).
S Memoria de datos respaldada por el condensador de alta capacidad 50 horas(no requiere pila).
S Sistema de seguridad a 3 niveles de contraseña.
S 1 potenciómetro analógico incorporado.
Áreas de memoria.
La memoria del autómata programable está dividida en tres áreas:
- Memoria de programa.
- Memoria de datos.
- Memoria de parámetros.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 30 de 45
Memoria de programa.
La memoria de programa contiene las operaciones de esquema de contactos (KOP)o de lista de instrucciones (AWL) que ejecuta el autómata programable para laaplicación deseada. El programa también está almacenado en memoria no volátil(memoria de lectura/escritura). Es decir, que el programa no se pierde ni en caso deinterrumpirse la alimentación del autómata programable (desconectado y luegoconectado), puesto que la unidad de memoria mantiene su contenido sin aplicar ningúntipo de alimentación (pilas incluidas). Por consiguiente, el PLC no necesitamantenimiento.
Figura 32 MEMORIA DEL S7-200.
Memoria de datos.
La memoria de datos es el área de trabajo a la que accede el programa deaplicación (también denominado programa de usuario). La memoria de datos contienedirecciones para cálculos, almacenamiento temporal de resultados intermedios yconstantes utilizadas para recetas y otros parámetros de control fijos. El área de datoscontiene además elementos especiales y objetos tales como temporizadorescontadores y contadores rápidos, así como E/S analógicas.
Una parte de este área está almacenada en una memoria no volátil de lectura/escritura,por lo que no se pierden en caso de que se corte la alimentación. Así, las constantesy otras informaciones pueden alimentarse ilimitadamente en la memoria no volátil. Estamemoria tiene las mismas características que la memoria de programa.
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 31 de 45
Otra parte de la memoria de datos se encuentra en la memoria RAM. El contenido dela RAM se mantiene por un tiempo limitado incluso después de desconectar el autómataprogramable gracias al condensador de alta capacidad.
Memoria de parámetros.
La memoria de parámetros permite almacenar determinados parámetrosconfigurables, tales como contraseñas, dirección de estaciones e informaciones sobrelas áreas remanentes. El contenido de este área está almacenado en una memoria novolátil que tiene las mismas características que la memoria de programa.
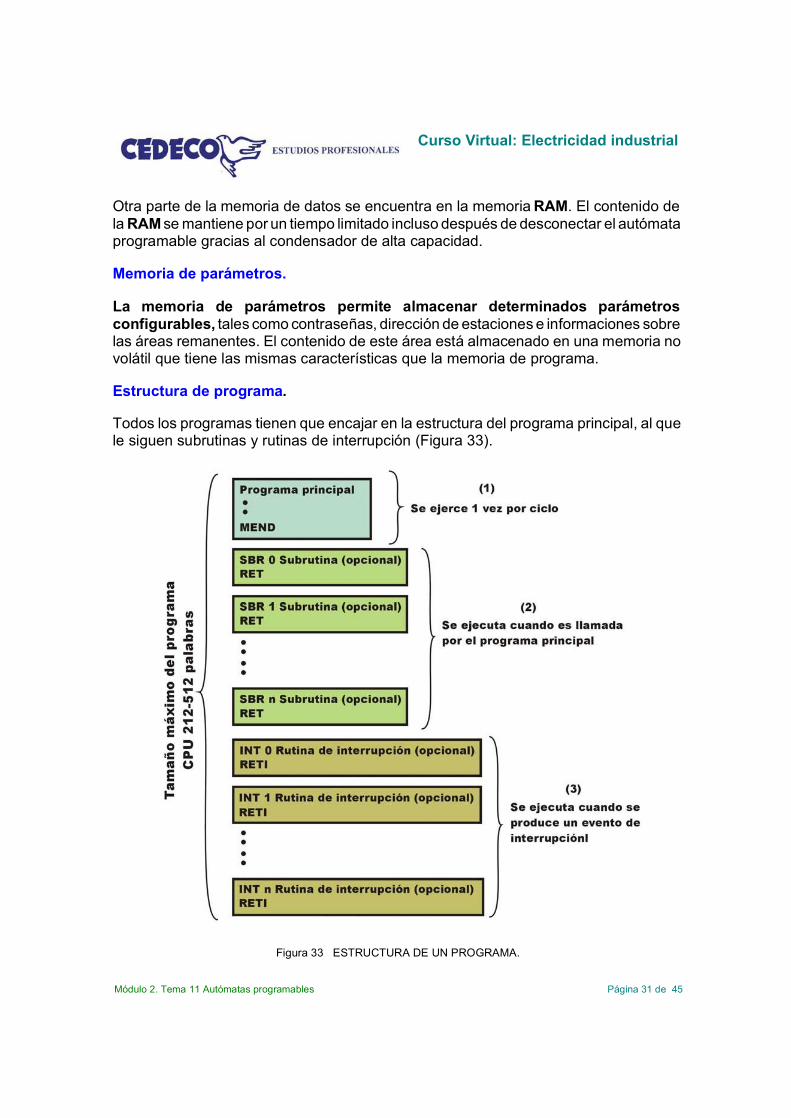
Estructura de programa.
Todos los programas tienen que encajar en la estructura del programa principal, al quele siguen subrutinas y rutinas de interrupción (Figura 33).
Figura 33 ESTRUCTURA DE UN PROGRAMA.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 32 de 45
S El programa principal se termina con la instrucción MEND (finalizar programa).Véase (1) en la figura 33.
S Las subrutinas son parte opcional del programa. Para poder usar subrutinas enlos programas tiene que añadirse al final del programa principal, donde seencuentra la instrucción MEND. Véase (2) en la figura 33.
S Las rutinas de interrupción también son opcionales. Para poder utilizarlas hay queañadirlas al final del programa principal, detrás de la instrucción MEND. Véase(3) en la figura 33.
Agrupando al final del programa principal todas las subrutinas, seguida de todas lasinterrupciones, se obtiene un programa bien estructurado que resulta fácil de leer ycomprender. Las interrupciones y las subrutinas pueden mezclarse a voluntad. (Figura33).
Autómatas Siemens

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 33 de 45
El programa representado en la figura 34 muestra cómo programar una interrupcióntemporizada. Las interrupciones temporizadas se utilizan para leer el valor de unaentrada analógica. El intervalo de muestreo de la entrada analógica es de 100 ms.
Figura 34 PROGRAMACIÓN DE UNA INTERRUPCIÓN TEMPORIZADA PARA LEER EL VALOR DE UNAENTRADA ANALÓGICA.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 34 de 45
Modos de operación del S7-200.
El PLC dispone de dos modos de operación: STOP y RUN. El modo de operación seelige cambiando la posición del selector STOP/TERM/RUN (ver figura 31). Si elselector se encuentra en posición TERM entonces se puede cambiar el modo deoperación desde la unidad de programación, enviando un mensaje al autómata para quecambie de modo. El autómata pasa al estado STOP cuando el selector se encuentra enla posición STOP o TERM y se le aplica tensión. El modo RUN se activa cuando elselector se encuentra en la posición RUN y se le aplica tensión.
Para cargar el programa en la memoria de programa hay que pasar el autómata al modoSTOP. En modo STOP se pueden realizar las siguientes operaciones:
S Cargar el programa en la memoria del autómata programable.
S Visualizar una parte de la memoria del usuario (memoria de variables). Lamemoria de variables (memoria V) es parte de la memoria RAM y se puedeacceder a la misma para operaciones de lectura/escritura.
S Cargar datos en la memoria de variables.
S Configurar el autómata programable.
Para ejecutar el programa hay que pasar el autómata a modo RUN. En modo RUN:
- El autómata programable ejecuta el programa de usuario.
S El programa no se puede cargar en el autómata programable.
Ciclo de programa.
El programa se ejecuta cíclicamente. Un ciclo abarca las tareas siguientes:
S Leer entradas.
S Ejecutar el programa de usuario.
S Procesar peticiones de comunicación.
S Ejecutar tareas internas de diagnóstico.
S Escribir las salidas.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 35 de 45
Figura 35 CICLO DE PROGRAMA.
Estas operaciones se ejecutan periódicamente en orden secuencial. Además seprocesan las interrupciones de usuario habilitadas, según su prioridad y en el orden enque van apareciendo. El tratamiento de interrupciones se ejecutan de forma asíncronaal ciclo y en el orden en que ocurren los eventos. La figura 35 muestra los distintospasos de un ciclo.
El autómata programable gestiona el ciclo y activa las tareas en el orden en que debende ser ejecutadas.
Leer entradas.
Al principio del ciclo se leen los valores actuales de las entradas y luego se escriben enla imagen de proceso (parte de la memoria de datos).
Se dispone de 8 entradas (E0,0 a E0,7) y 6 salidas (A0,0 a A0,5). Sólo se utilizan seisde los ocho bits del primer byte de salida. Los bytes E3 a E7 y A3 a A7 no se puedenemplear como entradas y salidas físicas, pero pueden servir de marcas internas. Delmismo modo se puede usar como marca interna cualquier bit de los módulos deextensión que no se utilice.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 36 de 45
En la tabla 4 puede verse un ejemplo de numeración de E/S digitales y analógicas.
Módulo 0 Módulo 1
CPU 212 8 In 8 OutE0.0 A0.0 E1.0 A1.0E0.1 A0.1 E1.1 A1.1E0.2 A0.2 E1.2 A1.2E0.3 A0.3 E1.3 A1.3E0.4 A0.4 E1.4 A1.4E0.5 A0.5 E1.5 A1.5E0.6 E1.6 A1.6E0.7 E1.7 A1.7
Imagen de proceso de E/S que puede utilizarse como marcas internas (bit M):A0.6 E2.0 A2.0A0.7 . .
. .
.E7.7 A7.7
TABLA 4 EJEMPLO DE NUMERACIÓN DE E/S.
Ejecutar el programa de usuario.
El PLC ejecuta el programa desde la primera operación hasta la última (= finalizarprograma).
El control directo de las E/S permite acceder directamente a las E/S mientras se ejecutael programa o la rutina de interrupción.
En caso de emplear interrupciones, los programas asociados a los eventos deinterrupción se almacenan como parte del programa principal. Sin embargo, las rutinasde interrupción no se ejecutan como parte del ciclo sino cuando ocurre el evento (encualquier lugar del programa).
Procesar mensajes.
Durante esta fase del ciclo, el autómata programable procesa los mensajes que recibepor el puerto de comunicación.
Ejecutar diagnósticos internos.
El diagnóstico interno comprueba periódicamente el buen funcionamiento del autómataprogramable, la memoria de programa y el estado de los módulos de E/S.
Escribir salidas.
Al final del ciclo se escriben los valores de imagen de proceso de las salidas en losmódulos de salida.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 37 de 45
El autómata programable no actualiza automáticamente las E/S analógicas durante elciclo. El acceso a estas E/S pueden hacerse directamente desde el programa. El PLCno dispone de imagen de proceso de E/S analógicas.
Memoria de datos del S7-200.
La memoria de datos del S7-200 se compone de área de datos y de objetos (Fig. 36).
Figura 36 COMPARACIÓN DE LA MEMORIA DE DATOS.
Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 38 de 45
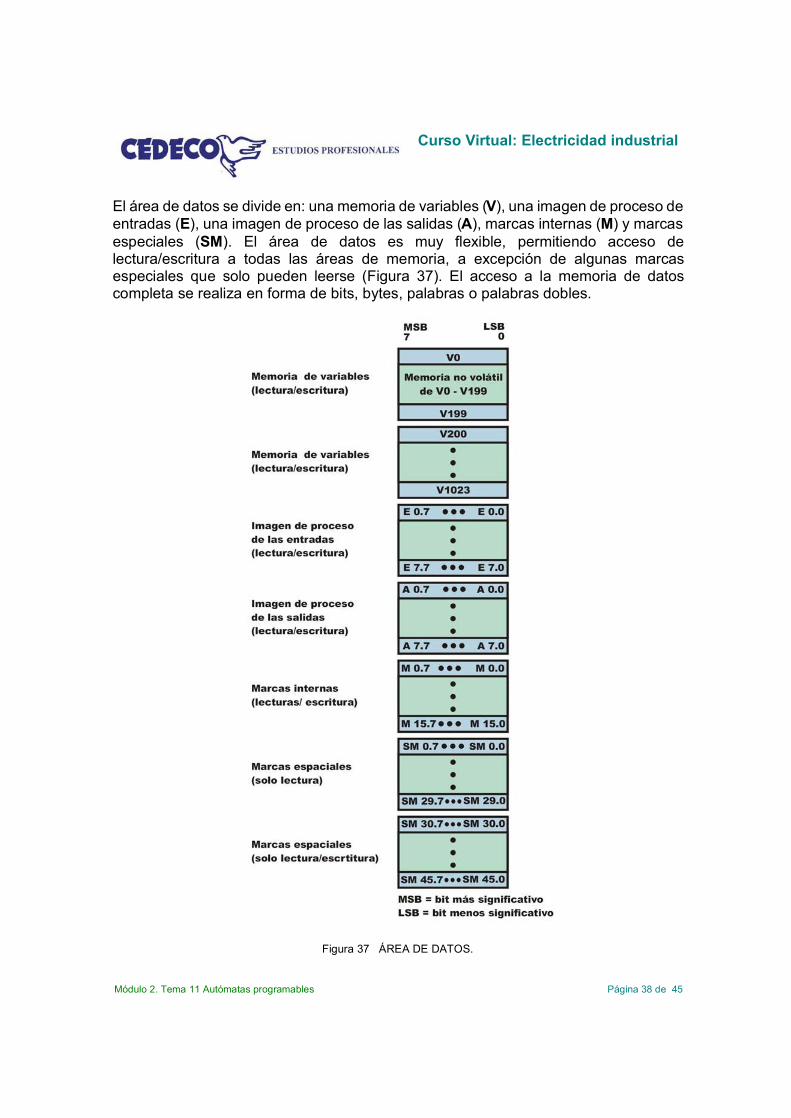
El área de datos se divide en: una memoria de variables (V), una imagen de proceso deentradas (E), una imagen de proceso de las salidas (A), marcas internas (M) y marcasespeciales (SM). El área de datos es muy flexible, permitiendo acceso delectura/escritura a todas las áreas de memoria, a excepción de algunas marcasespeciales que solo pueden leerse (Figura 37). El acceso a la memoria de datoscompleta se realiza en forma de bits, bytes, palabras o palabras dobles.
Figura 37 ÁREA DE DATOS.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 39 de 45
Los objetos son direcciones asignadas a elementos, como puede ser por ejemploel valor de un temporizador. Los objetos abarcan: temporizadores (T), contadores (Z),entradas analógicas (AE), salidas analógicas (AA), acumuladores (ACU) y valoresactuales de los contadores rápidos (HC). El acceso a los objetos está limitado, puestoque solamente se puede a acceder a ellos en función del uso que se les haya previsto.En la figura 37 y 38 se muestran las áreas de datos y objetos respectivamente.
Las E/S analógicas así como los valores de los contadores rápidos (HC) se almacenanpor lo general en elementos (módulos analógicos o contador rápido) más que en lamemoria RAM. La memoria RAM provee espacio para las demás áreas de datos yobjetos.
El condensador de alta capacidad que alimenta la memoria RAM se encarga derespaldar los datos por un tiempo determinado después de desconectar el autómataprogramable y sin necesidad de ningún tipo de mantenimiento adicional.
Figura 38. OBJETOS.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 40 de 45
Se puede definir hasta seis áreas remanentes para elegir las áreas de memoria quedeberán ser respaldadas cuando se interrumpa la alimentación. No todas las áreas dedatos almacenadas en la memoria RAM pueden ser remanentes son V, M, T (T0 a T31)y C. Para más información sobre como definir áreas remanentes, consultar el anexo D(software STEP-7 Micro/DOS).
NOTA: Los bits de temporizadores no son remanentes, y se fijan solamente como resultado dela comparación entre el valor actual y el valor preseleccionado.
Área remanente
Área remanente 0 V0 - V1023
Área remanente 1 No utilizada
Área remanente 2 T0 - T31
Área remanente 3 No utilizada
Área remanente 4 Z0 - Z63
Área remanente 5 M0 - M15Tabla 5.- AJUSTE POR DEFECTO DE ÁREAS REMANENTES
Para definir un área de remanente hay que indicar en la memoria un área de datos “de… a …”. Este área no se borrará al poner el S7-200 en marcha, a condición de que elcondensador haya podido respaldar el contenido de la memoria RAM. En otro caso, seactiva la marca Datos remanentes perdidos (SM 0.2), borrándose las restantes áreasremanentes junto con los datos de usuario no remanentes.
Memoria de variables (V)
La memoria de variables consta de 1.024 bytes de memoria de datos deescritura/lectura. Es posible definir como memoria remanente toda la memoria devariables o una parte cualquiera de la misma. El condensador de alta capacidadconserva las áreas remanentes de la memoria de variables en caso de fallar la tensión.
El área de la memoria de variables que es cargada se denomina DB1. Se puede cargary almacenar el DB1 mediante operaciones de programación. El DB1 empieza siemprepor la dirección V0, y puede abarcar hasta una dirección cualquiera (máxima V1023) dela memoria de variables del PLC. A partir de V0, se copia cierta parte del DB1 (hasta200 bytes) en la EEPROM para su almacenamiento no volátil durante el proceso decarga. El valor de la memoria de variables es cargado por la unidad de programación.Para saber cómo almacenar y cargar el DB1, consultar el software de programación(anexo D).

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 41 de 45
El autómata S7-200 permite guardar en memoria no volátil un valor almacenado enV0-V199, a través del programa de usuario. Es posible depositar en la memoria no volátilEEPROM cualquier valor (byte, palabra o palabra doble) situado entre las direccionesV0-V199. Esta función de almacenamiento se implementa a través de marcas especiales(SM), independientemente si existe el DB1 o no.
Para guardar un valor en memoria no volátil hay que proceder como se explica acontinuación. La figura 39 muestra el formato de SMB 31 y SMW 32.
1º) Cargar la dirección (0 a 199) del valor a almacenar en SMW 32.
2º) Cargar SMB 31 con la orden de almacenar el valor.
3º) Una vez cargada la orden de almacenar el valor, no se podrá modificar el valoren la memoria de variables hasta que no desactivemos la marca SM 31.7,indicando que la operación de memorización a terminado.
El PLC comprueba al final de cada ciclo si se ha emitido una orden de almacenar unvalor en memoria no volátil. En caso afirmativo, se deposita el valor indicado en lamemoria no volátil.
Figura 39 FORMATO DE SMB 31 Y SMW 32.
Si los 6 bits más significativos de SMW 32 no están a cero no se ejecuta la operaciónde memorización. La marca de SMB 31 se pone a cero, SM 4.3 se pone a “1” (marcaError de tiempo de ejecución) y se emite un error de área-tiempo de ejecución (códigode error 94) con el valor de SMW 32 como dirección externa al área.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 42 de 45
Del mismo modo, tampoco se ejecuta la operación de memorización cuando se deseaalmacenar una palabra o una palabra doble y uno de los bytes de este valor no seencuentra en el área de V0 a V199. También en este caso se pone SM 4.3 a “1” y elerror de área-tiempo de ejecución (código de error 91) es emitido con el valor de SMW32 como dirección externa al área.
Puesto que el número de operaciones de memorización que pueden depositarse en lamemoria no volátil es limitado (mín. 100.000, típ. 1.000.000), sólo deberá almacenarsevalores realmente necesarios. De lo contrario puede sobrecargarse la memoria no volátily fallar el autómata programable. Generalmente, las operaciones de memorización seejecutan sólo cuando ocurre ciertos eventos, lo que no suele ocurrir con demasiadafrecuencia.
Por ejemplo, si el tiempo de ciclo del S7-200 fuera de 50 ms y se almacenara un valorsolamente una vez por ciclo, la memoria no volátil se llenaría por completo en 5.000segundos, es decir, en menos de una hora y media (teniendo una vida típica de 50.000segundos, es decir, menos de 14 horas). Por otro lado, si se almacenase dicho valorcada hora, la memoria no volátil podría utilizarse durante 11 años (alcanzando una vidatípica de 114 años).
Si los datos que se desean almacenar ya se encuentran en la EEPROM, entonces nose ejecuta la operación de memorización. La operación de memorización prolongageneralmente el tiempo de ciclo unos 15 a 20 ms.
La operación de memorización puede llamarse programando las direcciones de lasmarcas especiales con la unidad de programación, con un panel de usuario, o bien porprograma.
La función de almacenamiento controlada por el programa de usuario presenta lascaracterísticas siguientes:
S Si no existe el DB1 al ser invocada la función de almacenamiento, no se generael DB1.
S Si existe el DB1 al ser invocada la función de almacenamiento, se sustituye elvalor cargado originalmente en DB1.
S Las áreas no remanentes de la memoria de variables cuyos valores estánalmacenados en la EEPROM se copian en la memoria de variables cada vez quese conecta el autómata.
S Las áreas remanentes de la memoria de variables cuyos valores estánalmacenados en EEPROM se copian en la memoria de variables cada vez quese conecta en autómata, cuando no pueda conservarse el contenido de lamemoria RAM mediante el condensador de alta capacidad.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 43 de 45
Cada vez que se pone en marcha el PLC, comprueba la memoria RAM para saber si losdatos aún son válidos. Si la RAM ha sido respaldada por el condensador de altacapacidad se copia en ésta la parte no remanente de la imagen del DB1 que estáalmacenada en la memoria interna no volátil. Si la RAM no ha sido respaldada, entoncesse copia en ésta una parte del DB1 almacenada en la memoria interna no volátil.
El autómata programable restablece los datos no remanentes del DB1 copiándolos enla RAM al poner el PLC en marcha. También se recuperan otros valores constantes,pero sólo cuando los datos no han sido almacenados (tras un corte de alimentaciónprolongado). Puesto que los datos almacenados en la memoria no volátil se restablecencopiándose en la memoria RAM al poner el autómata en marcha, todos los accesos delprograma a estas direcciones son accesos a la memoria RAM y, por consiguiente, losdatos de estas direcciones se pueden escribir y leer. Los nuevos valores escritos en V0-V199 no se copian en la memoria no volátil, y por tanto se pierden al copiarse elcontenido de la memoria no volátil en la RAM en la siguiente puesta en marcha.
Imagen de proceso de entradas (E) y de salidas (A)
Al comenzar el ciclo, el PLC copia el estado de cada entrada (E) en la imagen delproceso de las entradas (ver figura 9), donde queda almacenado. También en cada cicloescribe los valores de la imagen de proceso de las salidas en las salidas (A). Durantela ejecución del programa, los accesos a las entradas y salidas se efectúangeneralmente a través de la imagen de proceso respectiva, en lugar de accederdirectamente a ellas. El contenido de la imagen de proceso de las salidas se transfierea las salidas después de ejecutarse el programa.
Las imágenes de proceso existen por tres razones:
S El sistema comprueba todas las entradas al comenzar el ciclo. De estemodo se sincronizan y “congelan” los valores de estas entradas mientrasdura la ejecución del programa. Las salidas son actualizadas por laimagen de proceso cuando termina de ejecutarse el programa. Todo estotiene un efecto estabilizador en el sistema.
S El acceso a la imagen de proceso es mucho más rápido de lo que puedeaccederse directamente a las E/S, con lo cual se acelera el tiempo deejecución del programa.
S Las E/S son unidades de bits a las que hay que acceder en formato debits. Sin embargo, la imagen de proceso permite el formato de bits, bytes,palabras o palabras dobles, lo que ofrece flexibilidad adicional.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 44 de 45
Otra ventaja es que las imágenes de proceso son lo suficientemente grandes para poderprocesar el número máximo de E/S. Puesto que un sistema real se compone de E/S, enla imagen de proceso existe siempre un número de direcciones que no se utilizan. Estasdirecciones libres pueden utilizarse como marcas internas adicionales.
El acceso a las E/S se efectúa generalmente a través de las imágenes de proceso. Sinembargo, el control directo de las E/S permite acceder directamente a una E/S concreta.
S El acceso directo a una entrada no modifica la dirección correspondiente en laimagen de proceso de las entradas.
S El acceso directo a las salidas actualiza simultáneamente la direccióncorrespondiente en la imagen de proceso de las salidas.
Marcas internas (M)
Las marcas internas (M) o relés de control proveen espacios para almacenar resultadosintermedios o informaciones de control. Si bien las marcas internas se utilizangeneralmente como marcas, puede accederse a ellas en formato de bit, byte, palabrao palabra doble.
Si se define cómo remanente una dirección en el área de MB0 a MB13, los respectivosvalores son almacenados automáticamente en la EEPROM cada vez que se desconectade la CPU. Cuando vuelve a conectarse ésta, son recuperadas de la EEPROM lasdirecciones definidas.
Marcas especiales (SM)
Las marcas especiales (SM) ponen a disposición una serie de funciones de estado ycontrol que también sirven para cambiar informaciones entre el PLC y el programa.
Las marcas especiales disponen de áreas de solo lectura y de lectura/escritura.
- El área de solo lectura comienza en SM 0 y va hasta SM 29. Estas leensolamente las marcas obteniendo diversas informaciones de estado. Las marcasde solo lectura son actualizadas por el autómata programable.
- El área de lectura/escritura comienza en SM 30 y va hasta SM 45. Puede usarestas marcas para seleccionar y controlar funciones especiales tales comocontadores de alta velocidad, modo Freeport, y salidas de impulsos. También sepueden usar estas marcas para acceder a valores ajustados por el usuario.

Curso Virtual: Electricidad industrial
Módulo 2. Tema 11 Autómatas programables Página 45 de 45
Temporizadores (T)
Los temporizadores son elementos que cuentan intervalos de tiempo. Lostemporizadores del PLC tienen resoluciones (intervalos) de 1, 10, 100 ms. Disponiendode 64 temporizadores. Donde se encuentra: Temporizador de retardo a la conexión(TON) y Temporizador de retardo a la conexión con memoria (TONR).
Contadores (Z)
Los contadores son elementos que cuentan los cambios de “0” a “1” (flanco ascendente)en las entradas de contaje. La CPU dispone de 64 contadores. Hay dos tipos de conteo:Contar adelante (ZV) y Contar adelante/atrás (ZVR).
Entradas y salidas analógicas (AE y AA).
Los módulos analógicos convierten valores reales (tensión, temperatura, presión, etc.)en valores digitales en formato de palabra y viceversa. Los módulos analógicos puedenser de entradas, módulos de salidas, o bien de E/S.
Acumuladores (ACU)
Los acumuladores son elementos de lectura/escritura que se utilizan igual que unamemoria. Se pueden utilizar para transferir parámetros no solo a subrutinas sinocualquier operación o cuadro (box) parametrizable. Cuando un evento de interrupciónprovoca un salto a una rutina de interrupción, el autómata programable almacena losvalores que se encuentran en el acumulador justo antes de la rutina de interrupción. Losvalores se restablecen al finalizar la ejecución de la rutina de interrupción. Losacumuladores se pueden utilizar mientras se ejecuta dicha rutina sin el riesgo de que semodifiquen datos del programa principal. Sin embargo, los acumuladores no permitentransferir parámetros entre el programa principal y una rutina de interrupción.
Contadores rápidos (HC)
Los contadores rápidos cuentan eventos más deprisa de lo que puede explorarlo elautómata. Los contadores rápidos disponen de un valor de contaje entero de 32 bits consigno (también llamado valor actual). En caso de acceder directamente al valor actualde un contador rápido, dicho valor permite un acceso de solo lectura. Para poder escribiren los valores actuales de los contadores rápidos existen funciones especiales.