107 404 952B 01 q2 - WinGD intermediate bearing(s) ... layout calculation“, section “Shaft...
106
Transcript of 107 404 952B 01 q2 - WinGD intermediate bearing(s) ... layout calculation“, section “Shaft...


Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Introduction
Made 14.10.2013 J.Bergande Main Drw. Page
1 / 4 Material ID
PAAD128841 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040460 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table of contents
Table of instructions & guidelines for engine alignment ...................................... 1
Abbreviations ............................................................................................................ 1
1 Introduction ..................................................................................................... 2
Table of instructions & guidelines for engine alignment
List of parts of instructions and guidelines for engine alignment of direct-coupled
Wärtsilä 2-stroke marine propulsion engines provided in design group (DG) 9709,
H-drawing 107.404.952:
Table 1 List of documents for design group 9709 “Engine alignment”
Part # Material ID Sub title Drawing ID
001 PAAD128841 Introduction DAAD040460
002 PAAD128842 Alignment in brief DAAD040461
003 PAAD128843 Bearing arrangement & layout calculation
DAAD040462
004 PAAD128844 Equivalent two-dimensional crankshaft model
DAAD040463
005 PAAD128845 Procedure & measurements at shipyard
DAAD040464
006 PAAD128846 Measurements during normal ship service
DAAD040465
007 PAAD128847 Crankweb deflections - limits DAAD040466
008 PAAD128848 Main bearing loads – recommendations & limits
DAAD040467
009 PAAD128849 Guidelines for measurements DAAD040468
Abbreviations
The following abbreviations are used in this document:
H-drawing main drawing (Wärtsilä drawing set structure)
DG design group (Wärtsilä drawing set structure)
FCV# crankshaft execution variant
FE finite element

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Introduction
Made 14.10.2013 J.Bergande Main Drw. Page
2 / 4 Material ID
PAAD128841 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040460 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
1 Introduction
1.1 Aim of alignment
The purpose of alignment is to meet the following basic demands at all normal ship
service conditions1:
1 All bearings2 need to have a positive static load.
2 All crankweb deflections – engine stopped – need to be within the service limits.
The static bearing loads and the crankweb deflections vary due to the influence of
elastic ship hull bending as well as service forces and temperatures.
In order to ensure that the above mentioned demands are met, the following three
principles have to be considered:
It is crucial that the shaft bearings are arranged at optimum long distances in order
to limit the variations of the static bearing loads and of the crankweb deflections.
The bearing offset changes which are expected to occur between installation condition and any normal ship service condition need to be considered by an appropriate pre-compensation.
A careful levelling of main engine bedplate by means of all jacking screws (or alignment wedges resp.) during installation is crucial for achieving proper static main bearing loads and crankweb deflections.
1.2 Preface
The instructions and guidelines provided in DG9709 “Engine alignment” aim to facilitate
the complete topic of engine alignment from the design stage of shafting arrangement to
the final normal ship’s service operation condition.
The objective is an easy and trouble-free alignment by guiding through this process. The
final goal is a safe and trouble-free propulsion system operation over the complete
ship’s lifetime.
The instruction contains different kinds of information:
general information
guidelines and guidance values, guiding through the alignment process
alignment limits which have to be kept in order to ensure a safe operation of the
propulsion system.
1.3 Validity of instructions and guidelines in DG9709 “Engine alignment”
The instructions and guidelines provided in DG9709 “Engine alignment” are valid for
direct-coupled Wärtsilä two-stroke engines i.e. W-X, RT-flex and RTA type under the
conditions mentioned in the following.
1 Ship draught and trim within normal limits.
2 All shaft line bearings and all engine main bearings.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Introduction
Made 14.10.2013 J.Bergande Main Drw. Page
3 / 4 Material ID
PAAD128841 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040460 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
All data mentioned in this instruction are only valid for standard installations of
the mentioned Wärtsilä two-stroke engines on board of seagoing vessels. The term
standard installations means:
the intermediate bearing(s) is (are) arranged at optimum long shaft bearing
distance(s) as defined in DG9709 - “Engine alignment – Bearing arrangement &
layout calculation“, section “Shaft bearing arrangement / Optimum bearing
distances”.
no additional heavy masses like shaft generators are installed on the propulsion
shaft line.
In case of non-standard installations it is strongly recommended to contact
Wärtsilä. Case-specific guidance values will be defined according to the basic
approach of this instruction. However, even for standard installations it is not possible
to cover all possible installation variants and their characteristics, as there are various
ship designs and an ongoing development.
Therefore, the given guidance values can only provide strong indication whether the
alignment is acceptable or needs to be improved. In some special cases the guidance
values might be exceeded, while the alignment is acceptable, and vice versa. In
case of any doubts, Wärtsilä can provide case-specific support. Wärtsilä case-
specific instructions supersede the general values provided in this document.
All engine type-specific data provided in this instruction are valid for all crankshaft
executions, e.g. FCV1, FCV2, and FCV3.
1.4 Responsibilities
It is the shipyard’s responsibility to guarantee that finally, after ship delivery all bearings
are statically loaded and the crankweb deflections do not exceed the admissible limits (=
aim of alignment, as explained in previous section 1.1 ) under all normal operation
conditions.
The referred main bearing load limits are provided in DG9709 - “Engine alignment
– Main bearing loads – recommendations & limits“, section “Minimum limits for
normal ship service”.
The referred crankweb deflection limits are provided in DG9709 - “Engine
alignment – Crankweb deflections - limits“, section “Limits for crankweb deflection
- ship service”.
Guidelines about how these requirements can be fulfilled are given in DG9709 “Engine
alignment”. However, Wärtsilä does not take any responsibility for the correctness of
these guidance values.
As long as Wärtsilä is not involved as direct contractual partner, Wärtsilä will just provide
technical support and issue comments if requested, e.g. whether an alignment condition
meets Wärtsilä’s expectations or not. Therefore, Wärtsilä only provides guidelines and
proposals for the complete alignment process, but will not specify the exact way of
working, as this remains within shipyard’s responsibility.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Introduction
Made 14.10.2013 J.Bergande Main Drw. Page
4 / 4 Material ID
PAAD128841 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040460 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
1.5 Wärtsilä alignment services
Wärtsilä provides various services concerning the engine and shafting alignment of
direct-coupled two-stroke marine diesel engines. Certain services, e.g. the review of the
shafting arrangement during design stage, are free of charge, whereas other services,
e.g. complete shafting alignment calculations, will be charged to the purchaser, except
when otherwise stipulated.
1.5.1 Wärtsilä’s alignment calculation program “EnDyn”
Wärtsilä offers a special alignment calculation program named “EnDyn” on
request and free of charge to licensees and shipyards installing a Wärtsilä engine.
It is strongly recommended to use the EnDyn calculation program for alignment layout
calculations of Wärtsilä two-stroke diesel engines, as it provides accurate and detailed
results. The program incorporates the full three-dimensional FE based models of all
actual portfolio engines, i.e. W-X, RT-flex and RTA type. Just the correct crankshaft type
needs to be selected as input for the complete crankshaft, incl. running gears and main
bearings.
For additional information, ordering alignment layout calculation, any kind of alignment
review or requesting the EnDyn alignment program3, please contact Wärtsilä, e.g. by
email to: [email protected]. Onsite support for alignment
execution can be ordered from Wärtsilä field service: [email protected] or by
contacting the local Wärtsilä office.
3 It is recommended to ask for EnDyn program up-dates regularly e.g. when starting a new
project. Up-dates take place about every 6 months. Wärtsilä agrees to use this program also for other alignment projects, e.g. four-stroke installations, different engine brands, etc. The program is suitable for such tasks. In connection with Wärtsilä products the full advantage of the program can be utilised as more detailed information can be provided.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Alignment in brief
Made 14.10.2013 J.Bergande Main Drw. Page
1 / 5 Material ID
PAAD128842 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040461 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r c
op
ied
in
an
y w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table of contents
Introduction ............................................................................................................... 1
Abbreviations ............................................................................................................ 1
1 Alignment in brief ............................................................................................ 2
Introduction
The target of alignment is to achieve positive static loads for all bearings (shaft
line bearings and engine main bearings) under all normal ship service conditions,
i.e. ship draught and trim within normal limits.
The propulsion shafts and main engine are directly coupled. Their foundation is an
integrated part of the ship hull. Thus it is exposed to elastic ship hull bending which
varies the offsets of bearings and thus their static loads. Further influences are service
related forces and temperatures.
A basic pre-requisite to ensure a reliable operation of the propulsion machinery is a
design with the propulsion shaft line bearings arranged at suitable distances. Such a
design has well loaded shaft bearings with low static load variations.
The propulsion shaft line and the main engine are installed according to a case specific
alignment layout calculation (ALC) which considers:
the design of propulsion shaft line
the design of the vessel
the influence of ship hull bending
rules and regulations of the governing bodies (e.g. class)
Before chocking and fixation of the main engine, alignment measurements are
performed to proof that the alignment of the propulsion shaft line and the main engine
complies with the referred ALC.
Further alignment measurements until ship delivery may follow, depending on
specifications, rules and regulations, case specific class requirements, etc.
Abbreviations
The following abbreviations are used in this document:
ALC alignment layout calculation
DG design group (Wärtsilä drawing set structure)
mb engine main bearing

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Alignment in brief
Made 14.10.2013 J.Bergande Main Drw. Page
2 / 5 Material ID
PAAD128842 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040461 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r c
op
ied
in
an
y w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
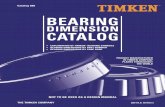
1 Alignment in brief
The required steps for alignment are described below.
Also a flow diagram of the alignment process is provided in figure 1 for reference.
1.1 Project stage
1. Check for appropriate shaft bearing arrangement, optimise if indicated (see
DG9709 - “Engine alignment – Bearing Arrangement & Layout Calculation“ -
section “Shaft bearing arrangement / Optimum bearing distances”).
2. Create the ALC (see DG9709 - “Engine alignment – Bearing Arrangement &
Layout Calculation“ - section “Alignment layout calculation”).
1.2 Before floating of the vessel
3. Finalise the engine assembly according to DG0351 - “Assembly Instruction”. Final
alignment of main engine cannot be started if the engine assembly is not
completed.
From the beginning of re-assembly, level the main engine bedplate carefully by
means of all jacking screws (or alignment wedges resp.).
This is crucial for achieving proper static loads and crankweb deflections.
4. Install the propeller shaft and attach the propeller, incl. nut and cap.
5. Align the propeller shaft in relation to the stern tube.
Make reference measurements – especially in case there is no forward stern tube
bearing, i.e. reference measurements of the vertical and of the lateral propeller
shaft position in relation to forward end of stern tube.
These measurements are crucial to ensure a proper alignment of propeller shaft.
6. Install the stern seals.
7. Secure all shafts and the main engine against movement caused by forces during
launching.
1.3 Afloat condition - before chocking the engine
8. Check alignment of propeller shaft by means of the reference measurements (as
described in step 5) and re-adjust if indicated.
9. Align the intermediate shaft in relation to the propeller shaft by means of the gap & sag
method (see DG9709 - “Engine alignment – Bearing arrangement & layout calculation“ -
section “Shaft and engine alignment by gap and sag method”).
In case of additional intermediate shafts, continue with alignment of the 2nd aft
intermediate shaft in relation to the aft intermediate shaft.
Continue progressively until also the foremost intermediate shaft is aligned.
10. Finally align the main engine in relation to the foremost intermediate shaft flange, also
by means of the gap & sag method at the crank shaft aft end flange.
11. Couple all shafts and main engine and remove all temporary supports and the
jack-down force.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Alignment in brief
Made 14.10.2013 J.Bergande Main Drw. Page
3 / 5 Material ID
PAAD128842 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040461 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r c
op
ied
in
an
y w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
12. Perform alignment measurements before pouring of the main engine‟s resin
chocks. All these measurements need to be made right after each other and
without any intermittent re-adjustment, i.e.:
Measure all crankweb deflections and verify them with DG9709 - “Engine
alignment – Crankweb deflections - Limits“ - section “Limits before
chocking”.
Perform jack-up tests for all shaft bearings (except the inaccessible aft stern
tube bearing) and for the aft three engine main bearings mb #1 to mb #31.
13. The measurement results can be sent to Wärtsilä for review (free of charge).
Wärtsilä will analyse the data and either confirm them if satisfactory – or
advice corrective measures if indicated.
Alternatively the evaluated shaft bearing loads can be verified with calculated
static loads of ALC, cold - stopped condition and with DG9709 - “Engine alignment
– Main bearing loads – recommendations & limits“ - section “Recommended static
main bearing loads before chocking”.
If limits are exceeded or in case of doubt about the correct alignment2, re-adjust
the alignment. If required, check the bedplate bending shape.
1.4 Afloat condition - chocking and fixation
14. Weld the side stoppers in position; but do not fit the side stopper wedges yet.
15. Pour the resin cocks under the engine (see DG9710 - “Engine Seating /
foundation“).
16. Install the chock(s) under the shaft bearing(s).
Alternatively this step could be carried out after the engine is bolted down and
alignment measurements made after chocking have indicated satisfactory results.
17. Bolt down the engine.
18. Install the side stopper wedges.
1.5 Afloat condition - before ship delivery
19. Alignment measurements before ship delivery: Wärtsilä recommends the same
alignment measurements like before chocking, at least for the first vessel of a ship
series.
Verify the measured crankweb deflections with DG9709 - “Engine alignment –
Crankweb deflections - limits“ - section “Limits for commissioning / ship delivery”.
Verify the evaluated main bearing loads with DG9709 - “Engine alignment – Main
bearing loads – recommendations & limits“ - section “Required static main bearing
loads before ship delivery”.
1
In some cases a load measurement for additional main bearings might be required (see DG9709 -“Engine alignment – Main bearing loads – recommendations & limits“ – section “Bearing load measurement”).
2 If needed, please contact Wärtsilä for further support.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Alignment in brief
Made 14.10.2013 J.Bergande Main Drw. Page
4 / 5 Material ID
PAAD128842 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040461 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r c
op
ied
in
an
y w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
1.6 Afloat condition: after ship delivery / normal ship service
20. During normal ship service3 the following checks are required:
The service temperature of propulsion shaft line bearings need to be
monitored.
Inspections need to be done according to maker‟s advice or class
requirements.
Crankweb deflections need to be measured according to intervals listed in
the maintenance manual of the main engine or by class rules - whatever is
stricter.
Crankcase and engine main bearings need to be inspected according to the
maintenance manual of the main engine or by class rules - whatever is
stricter.
In exceptional cases, jack-up tests of main bearings can be required for root cause
analysis of abnormalities which might be related to alignment, e.g. main bearing failure
or extraordinary change of crankweb deflections. Relevant limits for main bearing static
loads are provided in DG9709 -“Engine alignment – Main bearing loads –
recommendations & limits“ – section “Minimum limits for normal ship service”.
1.7 Summary
All bearings need to be loaded under all normal ship service conditions!
Therefore:
Influences on alignment are to be kept as small as possible, e.g. by arranging
propulsion shaft bearings at optimum distances.
Expected changes of bearing offsets from installation to any normal ship service
condition need to be appropriately considered (pre-compensated) in the cold –
stopped condition of relevant ALC according to which the propulsion shafts and
the main engine are aligned during the installation process.
A careful levelling of main engine bedplate by means of all jacking screws (or
alignment wedges resp.) from the beginning of engine re-assembly in the shipyard
until chocking of main engine is crucial for achieving proper static main bearing
loads and crankweb deflections.
Also the completely assembled main engine needs to be supported by the full
number of jacking screws (or alignment wedges resp.) in order to avoid distortion.
3 Ship service means: after ship delivery, ship fully afloat, draught between normal ballast
and maximum draught (so called „scantling‟), normal trim, engine cold-stopped or warm-stopped or hot-stopped.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Alignment in brief
Made 14.10.2013 J.Bergande Main Drw. Page
5 / 5 Material ID
PAAD128842 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040461 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r c
op
ied
in
an
y w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
optimise bearing arrangement
pro
ject
ph
as
e
align propeller, inte mediate shafts r and engine to each other by
gap & sag method and couple*1
do
ck
co
nd
itio
n
*1 according to alignment layout calculation and yard's experiencecwd: crankweb
*2 deflection
sb: shaft bearing*3
mb: engine main bearing*4
it is indicated if the reason for exceeding the limits is not clear*5
if shaft bearings need to be chocked*6
afl
oa
t c
on
dit
ion
:b
efo
re c
ho
ck
ing
th
e e
ng
ine
contact Wärtsiläfor support
not OK
OK
afl
oa
t co
nd
itio
n:
be
fore
sh
ip d
eli
ve
ry
OK
check:- all cwd
*2
*3- sb loads
- mb #1 to #3*4
loads
re-adjustments:measurement of engine
bending shape couldbe helpful - if indicated
*5
not OK
afl
oa
t c
on
dit
ion
:c
ho
ck
ing
an
d f
ixa
tio
n
create alignment layout calculation
install and pre-align propeller shaft with propeller
weld the side stoppers in position
chock the engine and sb *6
bolt down the engine and sb
check:- all cwd
*2
*3- sb loads
- mb #1 to #3*4
loads
alignment success fully - finished
Figure 1: alignment process flow diagram.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 1 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Table of contents
Introduction .............................................................................................................. 1
Abbreviations ........................................................................................................... 1
1 Shaft bearing arrangement / Optimum bearing distances .......................... 2
2 Alignment layout calculation (ALC) .............................................................. 4
Introduction
The main engine and propulsion shafts are directly-coupled and thus form one propulsion shaft line which is supported by numerous bearings. The alignment of these bearings has to meet the following basic demands under all normal ship service conditions:
1 all bearings need to have a positive static load; 2 all crankweb deflections need to be within the service limits.
However the machinery foundation is exposed to elastic ship hull bending which depends on draught and trim and also on sea motion. This varies the bearing offsets and thus their static loads. Further influences are service forces and temperatures. To meet the above mentioned basic demands, the following two principles have to be considered:
It is crucial that the shaft bearings are arranged at optimum long distances in order to limit the effect of the influences which affect the alignment.
The bearing offset changes which are expected to occur between installation condition and any normal ship service condition need to be considered by an appropriate pre-compensation.
Alignment of a direct-coupled marine propulsion plant is based on a ship design specific alignment layout calculation (ALC) which needs to consider:
the design of propulsion shaft line
the design of the vessel
the influence of ship hull bending
rules and regulations of the governing bodies (e.g. class)
Abbreviations
The following abbreviations are used in this document: ALC alignment layout calculation DG design group (Wärtsilä drawing set structure) mb engine main bearing VLCC very large crude carrier

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 2 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
1 Shaft bearing arrangement / Optimum bearing distances As already explained in the introduction, optimum long distances between the shaft line bearings1 are essential. The maximum and minimum shaft bearing distances are related to the bending stiffness of the shaft which in turn depends on the shaft diameter. The upper and lower limits for the shaft bearing distance are as follows:
Too long bearing distances increase the risk of bending vibration (whirling).
Too short bearing distances increase the risk of unloaded or overloaded bearings.
The risk of bending vibration is rather low for direct-coupled propulsion plants driven by W-2S engines - due to the low shaft speed in relation to the large shaft diameters. Anyway, the risk for whirling can be checked by a whirling vibration calculation. However, the risk for unloaded or overloaded shaft bearings due to too short bearing distances is higher. In case of unloaded shaft bearings, the system will be out of its (approved!) design. The following problems may arise out of it:
In case of totally unloaded shaft line bearings, the distance between the remaining loaded bearings may become too long and thus the risk of whirling vibration increases.
In case of a totally unloaded engine main bearing (usually mb #2), the engine is then operated out of design and the risk of main bearing damage2 increases.
An unloaded bearing leads to increased loads for other bearings, which might then become overloaded.
1.1 Guidance for maximum shaft bearing distance The maximum shaft bearing distance can be calculated according to the following guidance formula3 by putting the outer shaft diameter “dshaft” in millimetres, resulting in the maximum bearing distance “xmax” in millimetres:
shaftmax d450x
Formula 1: guidance formula3 for maximum shaft bearing distance
1.2 Wärtsilä recommendation for intermediate shaft bearing distances Wärtsilä recommends to arrange the intermediate shaft bearing(s) at the distance “xactual” in a recommended range of
maxmax %90%65 xxx actual Formula 2: Wärtsilä recommended range for shaft bearing distance
1 Also required by class rules. 2 The risk of main bearing damage is increased for the unloaded bearing itself and also for
other engine main bearings due to increased vibration effects. 3 Formula of GL class. Confirmed by Wärtsilä experience.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 3 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
If the intermediate bearing(s) is (are) arranged at distances outside the above mentioned recommendation (formula 2) 4, then:
the referred installation is not considered as a “standard installation” to which the instructions and guidelines of DG9709 “Engine alignment”5 refer to;
the recommendations6 and requirements7 for static main bearing loads do not apply;
the minimum limits of main bearing load for normal ship service8 have to be granted anyway;
it is strongly recommended to contact Wärtsilä.
Examples: Table 1 below gives an overview of the recommended optimum bearing distances in relation to mean shaft diameters. However, for a detailed layout please apply formula 2.
Table 1 Recommended intermediate bearing distances [m]
Mean shaft diameter min. max.
300 mm 5.1 7.0
400 mm 5.9 8.1
500 mm 6.6 9.0
600 mm 7.2 9.9
700 mm 7.8 10.7
800 mm 8.3 11.4
4 This applies in particular for the distance between the foremost shaft bearing and aftmost
mb #1. 5 See DG9709 - “Engine alignment – Introduction”, section “Validity of instructions and
guidelines in DG9709 “Engine alignment”. 6 See DG9709 - “Static main bearing loads”, sections “Recommended static main bearing
loads for layout calculations of ship new buildings in cold-stopped condition” and “Recommended static main bearing loads before chocking”.
7 See DG9709 - “Static main bearing loads”, section “Required static main bearing loads before ship delivery”.
8 See DG9709 - “Static main bearing loads”, section “Minimum limits for normal ship service”.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 4 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
2 Alignment layout calculation (ALC) The ALC is created for the condition as expected on board of the vessel during final alignment, i.e. from beginning of the final alignment until chocking and fixation of the main engine.
2.1 Final alignment performed at light draught, cold - stopped Alignment in new buildings is usually performed in the empty ship and thus at light draught. The main engine and the propulsion shaft components are at approx. ambient temperatures. This condition is considered as “cold – stopped” condition. Consequently, the static bearing load distribution of the cold - stopped condition in the ALC needs to consider
the ship condition as mentioned above,
the expected changes of bearing offsets after final alignment and fixation of main engine and the shaft bearing(s) up to any normal ship service condition.
Thus not any of the following changes which occur after fixation of shaft bearings and main engine may lead to inadmissible bearing loads, i.e.
neither the elastic ship hull bending from light draught during alignment to maximum draught in service (see section 2.2.1 ),
nor the thermal vertical expansion of engine main bearings from ambient temperature during alignment to 55°C in hot service condition,
nor the maximum propeller forces in service,
nor the bending moments at the engine integrated thrust bearing9.
2.2 Consideration of ship hull bending 2.2.1 Estimation of ship hull bending - based on general experience
Detailed information about ship hull bending to consider in the ALC is usually not available. In such cases general experience about ship hull bending needs to be considered: An increase of ship draught generally leads to a more hogging shape of the engine and shaft line foundation. This causes a downward bent of the propulsion shafts in relation to the crankshaft and a shift of static loads mainly from mb #2 to aftmost mb #1 – and to a limited degree also from mb #310. The more ship hull bending is expected from light draught during alignment to maximum draught in service, the less load on aftmost mb #1 and the more load on mb #2 has to be adjusted11.
9 See section 2.9 regarding calculated zero load for aftmost mb #1 in running conditions. 10 See DG9709 - “Engine alignment – Main bearing loads – recommendations & limits”,
section “Static load distribution for the aft three engine main bearings under consideration of elastic ship hull bending” as well as sub-section “Example for ship hull bending”.
11 See DG9709 - “Engine alignment – Main bearing loads – recommendations & limits”, section “Lower and upper recommended values for aftmost mb #1”.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 5 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
For most ship designs it is expected that the bending of the machinery foundation at maximum draught differs most from the bending at light draught during final alignment. However, the hulls of large and fast container vessels may show the largest difference in bending of the machinery foundation at approx. design draught. The following exemplary ship hull bending can be expected:
VLCC and very large bulk carriers show the most hull bending due to the huge difference between ballast and scantling draught. Static loads just above zero should be adjusted for aftmost mb #1 in cold – stopped condition of the ALC and accordingly during final alignment at light draught.
Large container vessels show a significant hull bending (probably most at approx. service draught), but less than VLCC and very large bulk carriers.
Feeder container vessels, multi-purpose vessels, general cargo vessels show an average hull bending.
Gas tankers have a quite limited hull bending.
Car carriers and livestock carriers have only a very limited hull bending.
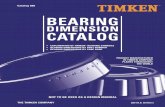
Example for ship hull bending The following figure 1 shows a typical lowering of the propulsion shaft line of an Aframax tanker (100 000 dwt) at increasing draught from light draught at final alignment and chocking and fixation, via ballast draught up to maximum draught (scantling).
Shaft bending lines of an Aframx tankerfrom alignment to maximum draught
-1
1
3
5
7
9
11
13
0 5 10 15 20 25Longitudinal Distance [m]
Verti
cal O
ffset
s [m
m]
Alignment before Chocking(6m)
Ballast Draught (8.5m)
Scantling Draught (15.5m)
main engine
Shaft bending lines of an Aframax tankerfrom alignment to maximum draught
Figure 1: lowering of propulsion shaft due to hull bending (hogging) at increasing draught.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 6 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
The effect on the aft main bearings can be clearly seen in the following magnification of the previous figure.
Figure 2: magnification of shaft line bending due to hull bending at the aft three engine main bearings.
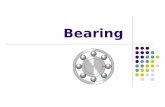
At light draught condition, aftmost mb #1 is very low loaded and in contrast mb #2 is very well loaded. At maximum draught condition the above mentioned static load distribution has inverted. The corresponding calculated main bearing load distribution12 for each of the three conditions are shown in figure 3 below.
Load
mb #1 mb #2 mb #3 mb #1 mb #2 mb #3 mb #1 mb #2 mb #3Before chocking Ballast draught Scandling draught
Figure 3: overview of static main bearing load distribution at different draught conditions. When the ship draught increases, then also the static load on mb #1 increases and in contrast static load on mb #2 decreases13.
12 Further explanations on how to understand this illustration are provided in DG9709 -
“Engine alignment – Guidelines for measurements“ - section “Influence of crank angle on bearing load”.
13 See also DG9709 - “Engine alignment – Main bearing loads – recommendations & limits“ - section “Static load distribution for the aft three engine main bearings under consideration of elastic ship hull bending”. In general, mb #2 is most critical: It must not be unloaded at any draught up to scantling or design draught.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 7 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
2.2.2 Consideration of hull bending data if provided In those cases where data of ship hull bending are provided, the ALC needs to be carried out at least for the following conditions:
alignment condition (new buildings usually at light draught)
ballast draught
design draught
maximum draught
The calculated static main bearing loads for each of the service related draught condition must fulfil the minimum limits required for normal ship service14. However, it is not necessary to consider the recommended bearing loads which are provided by instruction DG9709 - “Engine alignment – Main bearing loads“.
2.3 Bending vibration calculation (whirling) Whirling calculations might be required e.g. by the classification society or other involved parties. Wärtsilä recommends to perform whirling calculations in the following cases:
if bearing distances exceed the normal maximum limit (see section 1.2, formula 2); if very low loaded shaft bearings (less than 15% of design load) have been
calculated in ALC if a shaft generator or shaft motor is installed; if no forward stern tube bearing is installed.
2.4 Calculation basics and definitions Independent of which alignment calculation program is used, the following basics need to be taken into account:
Stiffness of all bearings, i.e. shaft bearings as well as engine main bearings. The stiffness of structure without oil film needs to be considered for each bearing support, since jack-up tests are performed in stopped condition.
Bearing clearance, at least for the engine main bearings, as otherwise a low loaded main bearing might be calculated with negative load in some of the calculated conditions.
The shaft line model used in the calculation program has to provide a realistic picture of the real installation.
If the EnDyn alignment program is used, then also the real shaft bearing load measurement positions should be included, as this allows calculating the expected jack-load curves. A direct comparison between the jack-load curves calculated in the ALC and the curves of plotted bearing load measurement results (so called ‘jack-up tests’) is possible. This is very useful to evaluate the alignment.
14 See DG9709 - “Engine alignment – Main bearing loads“, section “Minimum limits for
normal ship service”

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 8 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
The definitions used in the calculation need to be clear:
The definition of gap & sag, e.g. sag referring either to the centre line or to the top or bottom sides of flanges. This consideration is crucial if the coupling flange pair has different diameters.
The definition of calculation reference line (also called “datum line”). It is defined e.g. either by the centre of stern tube or by the forward and aft stern tube bearing support points, or by the main engine position, etc.
The definition of bearing offsets, e.g. the vertical distance between calculation reference line and the centre line of the unloaded bearing bore with clearance (Wärtsilä default).
2.5 Integrated engine models in Wärtsilä’s alignment program EnDyn It is strongly recommended to use the EnDyn calculation program for ALC of Wärtsilä two-stroke diesel engines, as it provides accurate and detailed results. The program incorporates the full three-dimensional FE based models of all actual portfolio engines, i.e. W-X, RT-flex and RTA type. No further modelling by the user is required, only the correct crankshaft type needs to be selected. Before starting a new project, it should be ensured that the latest release of the EnDyn program is used. The EnDyn calculation program can be ordered by licensees and shipyards free of charge15.
2.6 Calculation for cold – stopped condition This is the calculation which provides the data for final alignment of propulsion shafts and main engine in the ship (see section 2.1 ). At the same condition, also the alignment measurements before chocking and fixation need to be done. Additional conditions which are contained in the ALC are calculated for verifying relevant alignment results.
2.7 Static load distribution of the aft three main bearings As stated in section 2.2.1 , the influence of ship hull bending on the bearing loads due to increasing draught needs to be pre-compensated by adjusting the appropriate bearing load distribution in the ALC and also during the alignment process. Based on general experience it is expected that static load will be transferred mainly from mb #2 to aftmost mb #1 – and to a limited degree also from mb #3. The expected extent of this static load shift depends on the shaft arrangement and on the vessel type, i.e.:
the closer the distance between aftmost mb #1 and the foremost shaft bearing, the more shift of static load is expected;
the bigger the difference between maximum ship draught and the draught during final alignment, the more shift of static load is expected.
15 See DG9709 - “Engine alignment – Introduction”, section “Wärtsilä alignment services”.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 9 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
The higher the expected shift of static loads from mb2 to aftmost mb #1, the lower static load should be adjusted on aftmost mb #1. This is considered by provision of recommended lower and upper values for aftmost mb #116. Figure 4 below gives a general overview on the recommended bearing load17 distribution between mb #1 to mb #3.
AcceptableBeware
Load when Cyl.1 in TDC
Load when measured from aft of bearing
Load when measured from front of bearing
Avoid
GoodAcceptableBeware
ExellentGood
mb2 mb3Aftmostmb1
static main bearing load
Load range within one revolution
static load on aftmost mb1Recommended minimum
static load on aftmost mb2Recommended minimum
Avoid
Figure 4: illustration of recommended static main bearing loads for ALC at “cold - stopped” condition.
The recommended static load distribution for the aft three main bearings of new buildings at light draught can also be expressed according to formula 3:
3#*25.12#1# mbFmbFmbF statstatstat
Formula 3: Recommended static load distribution for ALC at “cold - stopped” condition
16 See DG9709 - “Engine alignment – Main bearing loads – recommendations & limits”,
section “Lower and upper recommended values for aftmost mb #1”. 17 Further information regarding the indicated load range box and the red lines therein is
provided in DG9709 - “Engine alignment – Guidelines for measurements“ - section “Influence by the crank angle in actual measurement position”.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 10 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
2.7.1 Recommended static main bearing loads, alignment layout calculation condition The recommended static load distribution for the aft three main bearings for new buildings are provided as guidance. They refer to the usual condition at final alignment, i.e. the new built ship is floating at light ballast draught and the engine is in cold - stopped condition18. The final alignment process needs to aim for achieving a static load distribution for mb #1 to mb #3 which is very similar to that which is provided by the cold – stopped condition of the ALC. However it is hardly possible to adjust the main bearing static loads exactly according to the referred loads of the ALC for the following reasons: The very close distances among the main bearings in relation to the crankshaft bending stiffness result in a very high sensitivity of static main bearing loads for offset variations. This is indicated by very high so called ‘bearing influence numbers’ 19. Static main bearing load data for design (ALC) are provided in DG9709 - “Engine alignment – Main Bearing Loads – Recommendations & Limits“, section “Recommended static main bearing loads for design of ship new buildings, cold - stopped condition”
2.8 Calculation for hot – stopped condition The ALC for hot - stopped condition considers the thermal rise of the engine main bearings20 and thus provides information about the sensitivity of the shafting system regarding the thermal rise “ hmb” of the engine main bearings. If the changes between the cold and hot condition result in critical - or even in inadmissible bearing loads, then
either the static load distribution in cold – stopped condition needs to be re-adjusted
or the shaft arrangement needs to be checked and optimized as explained in section 1 .
18 For ALC only the cold - stopped condition should comply with the recommended bearing loads. 19 Bearing influence numbers indicate the theoretical change of static bearing loads due to a
change in vertical bearing offset. This information is provided by the ALC. 20 Considering also the thermal rise of the shaft bearings is optional. However, as the
distances between the shaft bearings are quite long, this influence can usually be neglected. Otherwise, the shaft bearing thermal rise has to be considered in the same way as described for the engine main bearings.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 11 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
main engine LO sump
cofferdam
h mb
h fou
nd
foun
datio
nto
p pl
ate main engine
1/2
h TK
hTK
Figure 5: heights for calculating the thermal rise of the engine main bearings.
The thermal rise of main bearing offsets is calculated with formula 4 (dimensions in [mm]) if the case specific height “hfound” according to figure 5 is known:
6refeng
foundmbmb 10tt5.11
Chhh
Formula 4: thermal rise of main bearings considering “hfound” if available.
If “hfound” is not available at the stage of ALC preparation, then the thermal rise of main bearing offsets can be calculated according to formula 5 (dimensions in [mm]):
6refeng
mbmb 10tt5.11
Dhh
Formula 5: thermal rise of main bearings if “hfound.” is un-available.
hmb [mm] common thermal rise of engine main bearings from cold to hot condition
hmb [mm] height between bedplate bottom and crankshaft centre line
hfound [mm] height from the middle of the LO sump tank below main engine to the top plate of the engine foundation
C [–] correction factor21, usually between 0.3 and 0.5: to be applied according to shipyard’s experience with current ship design. If no experience is available, 0.4 should be applied (Wärtsilä default).
D [–] correction factor for simplified calculation of thermal rise: 0.75
teng [°C] engine operating temperature (default: 55°C)
tref [°C] reference temperature during alignment for foundation, shaft bearing supports and engine (default: 20°C)
21 The correction factor considers also the simultaneous hogging of engine due to
temperature differences. This reduces the effect of the common thermal rise of engine main bearings.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 12 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Example for Wärtsilä RT-flex50-D engines: hmb 1088 mm
hfound 1090 mm
C 0.4
tref 20°C
6mb 1020555.114.010901088h
mm35.0hmb
2.9 Calculation for hot - running condition The ALC for the hot - running condition considers the following service-related forces and moments:
the thermal rise of the engine main bearings the maximum axial propeller thrust the maximum bending moment at the propeller due to the propeller thrust
eccentricity the maximum bending moment at the thrust bearing due to the thrust bearing
eccentricity.
This calculation is an important verification of the shaft bearing load distribution which must show acceptable static loads also under the influence of the following service related forces:
The bending moment produced by the propeller thrust eccentricity will mainly shift static bearing load from the aft stern tube bearing to the 2nd aft shaft bearing22. Also some minor changes on the more forward bearings can be seen. In addition the angular misalignment of propeller shaft inside the aft stern tube bearing will change and to a reduced extent also inside the forward stern tube bearing (if exist).
The bending moment produced by the thrust bearing eccentricity at ahead thrust will mainly shift the static load from aftmost mb #1 to mb #2 and mb #3. Depending on its distance to the main engine, also a load reduction on the foremost shaft bearing might be seen23.
The calculated static loads in running condition need to be checked:
The shaft bearings must have positive static loads within the allowable range. Aftmost mb #1 can be unloaded (as per common use in most ALC which
consider the bending moment at the thrust bearing) - but it MUST NOT have a negative static load.
22 Either to the forward stern tube bearing (if exist) or to the (aft) intermediate bearing resp. (if
no forward stern tube bearing is installed). 23 The closer the distance between foremost shaft bearing and main engine, the higher the
static load reduction at the foremost shaft bearing which is caused by the bending moment at thrust bearing at ahead propeller thrust.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Bearing arrangement & layout calculation
Made 14.10.2013 J.Bergande Main Drw. Page 13 / 13
Material ID PAAD128843 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040462 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Mb #2 to foremost mb #(n) must have positive static loads.
It needs to be born in mind that the full propeller thrust can only develop at approx. design draught condition or above. However, the full propeller thrust cannot be developed at light draught condition or at partial propeller immersion. Consequently ALC results which consider the design or maximum propeller thrust and simultaneously refer bearing offsets at ballast draught or partly immersed propeller can only provide a general indication regarding the safety margin of the installation.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Equivalent two - dimensional crankshaft model
Made 14.10.2013 J.Bergande Main Drw. Page
1 / 5 Material ID
PAAD128844 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040463 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny
wa
y n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table of contents
Introduction ............................................................................................................... 1
Abbreviations ............................................................................................................ 1
1 Equivalent two-dimensional crankshaft models .......................................... 2
Introduction
Engine specific equivalent two-dimensional crankshaft models are provided just for
those alignment layout calculations (ALC), which are created with other programs than
Wärtsilä‟s EnDyn calculation program1.
These crankshaft models provide similar static load results only for the aft three
engine main bearings (mb #1 to mb #3) as calculated with the EnDyn integrated
three-dimensional finite element (FE) crankshaft models2 when the aftmost crank
(cylinder #1) is in top dead centre (i.e. at crank angle zero degree position).
This turning position of the crankshaft is considered as the reference condition.
Abbreviations
The following abbreviations are used in this document:
ALC alignment layout calculation
DG design group (Wärtsilä drawing set structure)
FE finite element
mb engine main bearing
mb #(n) foremost engine main bearing
TVC torsional vibration calculation
1 Wärtsilä‟s EnDyn calculation program is provided on order and free of charge to Wärtsilä‟s
licensees and shipyards installing a Wärtsilä engine (see DG9709 - “Engine alignment – Introduction” - section “Wärtsilä alignment services”).
2 The ALC results provided with the EnDyn integrated three-dimensional crankshaft
calculation models are very realistic and thus are considered as reference.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Equivalent two - dimensional crankshaft model
Made 14.10.2013 J.Bergande Main Drw. Page
2 / 5 Material ID
PAAD128844 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040463 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny
wa
y n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
1 Equivalent two-dimensional crankshaft models
The equivalent two-dimensional3 crankshaft model consists of the following elements:
Main coupling flange and thrust shaft.
Cylinders of similar stiffness in the range of the aft three cranks.
Forces to simulate the masses of cranks, running gears, thrust collar and gear
wheel4 5.
Elastic main bearings with clearance.
The relevant engine specific data for the equivalent crankshaft model, as illustrated in
figure 1, is provided by table 1.
FC
FC
no
de
cyl3
no
de
mb
5
no
de
cyl2
no
de
mb
4
hm
b
de
q
no
de
mb
2
no
de
cyl1
no
de
mb
3
FC
no
de
flyw
h
no
de
mb
1
no
de
thru
stb
FT
B
lc lc lc lc lc
Density of crankshaft = 7850 [kg/m3]
dfl
dj
lmb1 ltb lmb2 lc
lfl
mb1 mb2 mb3 mb4 mb5
etb
-T´p
Tp
Figure 1: equivalent two-dimensional crankshaft model.
3 The calculation model elements are composed just on two axes: horizontal (lengths) and
vertical (diameters). 4 Most engines have the gear wheel arranged aft of the cylinders. Just the large bore engines
with higher number of cylinders have the gear wheel arranged between the cylinders and thus have a lower mass at the thrust collar, i.e. lower “FTB” values (see table 1).
5 The sum of all static bearing loads in one crank angle position, e.g. crank angle 0°degree,
refers directly to the masses carried by the bearings. However, the sum of all measured static (main) bearing loads does not directly refer to the related masses, as it is common use to perform jack-up tests at different crank angles (see DG9709 - “Engine alignment – Guidelines for measurements“).

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Equivalent two - dimensional crankshaft model
Made 14.10.2013 J.Bergande Main Drw. Page
3 / 5 Material ID
PAAD128844 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040463 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny
wa
y n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 1 Equivalent two-dimensional crankshaft model data
for Wärtsilä 2-stroke engines
Designation lfl dfl lmb1 dj ltb lmb2 deq lC FTB FC hmb etb*1
Beari
ng
sti
ffn
ess*2
Beari
ng
cle
ara
nce
Engine Type [mm] [mm] [mm] [mm] [mm] [mm] [mm] [mm] [N] [N] [mm] [mm] [N/m] [mm]
W5-8X35 100 695 328 430 277 155 220 306 7926 34192 830 -183 4.0E+09 0.3
W5-8X40 115 816 370 490 325 175 255 350 9359 46454 980 -210 4.0E+09 0.3
W4-8X62 180 1235 564 760 501 356.5 420 553 34590 178415 1360 -322 6.0E+09 0.5
W4-8X72 210 1395 697 880 504 386 470 646 47834 280036 1575 -370 6.0E+09 0.5
W6-9X82 220 1458 810 1020 587.5 350 565 752.5 62509 422890 1800 -317 8.0E+09 0.7
W-X92 - - - - - - - - - - - - - -
5-8 RTA48T-B/T-D 5-8 RT-flex48T-D
125 913 451 585 307.5 196.5 309 417 14960 76390 1085 -188 3.0E+09 0.4
5-6 RTA/RT-flex50/-B/-D 5-6 RT-flex50DF
120 970 436 600 365 211 328 440 16986 96200 1088
-282
4.5E+09 0.4 7-8 RTA/RT-flex50/-B-/D 7-8 RT-flex50DF
-215
5-8 RTA58T-D 5-8 RT-flex58T-D/-E
150 1108 520 706 367.5 237.5 375 503 25418 138341 1300 -228 3.5E+09 0.5
5-8 RTA/RT-flex60C-B 160 1118 550 730 412 235 404 520 30411 146856 1300 -250 5.0E+09 0.5
5-8 RTA68-D 5-8 RT-flex68-D
175 1298 622 828 448 270 441 590 24535 213740 1520 -276 4.0E+09 0.6
6-8 RTA/RT-flex82C 220 1458 810 980 587.5 350 575 752.5
62509 356710 1607 -342 6.0E+09 0.7
9-12 RTA/RT-flex82C 47700
6-9RT-flex82T/T-B 6-8RTA82T/T-B
220 1458 810 1020 587.5 350 565 752.5 62509 422890 1800 -317 8.0E+09 0.7
9RTA82T/T-B 220 1458 810 1020 587.5 350 565 752.5 47700 421610 1800 -317 8.0E+09 0.7
5-7 RTA/RT-flex84T-D 220 1458 870 980 635 365 552 750
59282 350894 1800
-299 6.0E+09 0.7
8-9 RTA/RT-flex84T-D 37818 -317
6-7 RTA/RT-flex96C-B
210 1458 870 990 615 295 620 840
68503
434348 1800
-314
5.0E+09 0.7 8-12 RTA96C-B 8-14 RT-flex96C-B
43743 -342
*1 The minus sign indicates that the propeller thrust reaction force acts below the crankshaft
centre line.
70% of the thrust bearing eccentricity “etb” is effective for the vertical downward offset of
the propeller thrust reaction force when forwarding the vessel. Thus a bending moment is
formed at the forward side of thrust collar by the axial propeller thrust acting in the centre
of the shaft and the propeller thrust reaction force with its vertical downward offset “etb”.
This bending moment lifts the crankshaft aft end flange when forwarding the vessel.
*2 The static bearing stiffness has to be considered correctly.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Equivalent two - dimensional crankshaft model
Made 14.10.2013 J.Bergande Main Drw. Page
4 / 5 Material ID
PAAD128844 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040463 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny
wa
y n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
1.1 Application of the equivalent two-dimensional crankshaft model
It is mandatory to use the full equivalent two-dimensional crankshaft model as
illustrated in figure 1 in combination with the engine specific data provided by table 1;
otherwise the calculation results are not valid!
The model includes the aftmost mb #1 up to mb #5 as well as their elastic supports. The
elasticity of the main bearing supports refers to stopped conditions – i.e. no oil film
is considered. This corresponds to the actual condition during the measurements of
static bearing loads (so called „jack-up tests‟).
Alignment calculations which do not consider the correct elasticity of engine main
bearing supports are wrong and consequently cannot be judged with the Wärtsilä limits
and recommendations.
All elements of the equivalent two-dimensional crankshaft model have the density of
7850kg/m³ for steel as shown on the bottom of the illustration.
The case specific mass of the flywheel6 has to be added at the aft end of the
equivalent two-dimensional crankshaft model.
Alignment calculations based on equivalent two-dimensional crankshaft models provide
similar static load results for the aft three engine main bearings (mb #1 to mb #3) as
calculated with the EnDyn integrated three-dimensional FE crankshaft models when the
aftmost crankpin (cylinder #1) is in top dead centre (i.e. at crank angle zero degree
position). However, the following deviations can be expected between ALC results which
consider the two-dimensional crankshaft models and those which consider the EnDyn
integrated three-dimensional FE crankshaft models:
about 5% for mb #1 and mb #2
about 10% for mb #3 – in some special cases even more.
The static loads calculated for mb #4 and mb #5 are not to be regarded. The
consideration of these bearings is just necessary to get proper results for mb #1 to
mb #3 within the above mentioned accuracy.
Due to the explanations provided in section 1.2, it also would make no sense to enhance
the two-dimensional crankshaft model in order to calculate static loads of additional
main bearings, i.e. mb #4 to foremost mb #(n).
1.2 Restrictions of the equivalent two-dimensional crankshaft model
Real cranks have a three-dimensional geometry and thus an uneven lateral bending
stiffness. This causes varying static main bearing loads when the crankshaft is turned,
i.e. the static main bearing loads also depend on the crank angle (see DG9709 - “Engine
alignment – Guidelines for measurements“ - section “Influence of crank angle on main
bearing load”).
In contrast, equivalent two-dimensional crankshaft models have constant lateral bending
stiffness also in way of the cranks since they consist just of cylinders. Thus equivalent
6 The flywheel size is determined by the case specific torsional vibration calculation (TVC).

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment
Equivalent two - dimensional crankshaft model
Made 14.10.2013 J.Bergande Main Drw. Page
5 / 5 Material ID
PAAD128844 Chkd 18.10.2013 W. Schiffer Design Group
9709
Drawing ID
DAAD040463 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny
wa
y n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
two-dimensional crankshaft models cannot simulate the varying static main
bearing loads at different crank angles.
Consequently alignment calculations which consider two-dimensional crankshaft models
cannot provide the following information:
The static loads of mb #2 to foremost mb #(n) when the crank next to relevant
main bearing is in horizontal exhaust side position7 as per common use during the
measurement of static loads for these main bearings.
Pre-calculation of the curves of plotted jack-up test results.
7 For practical reasons, it is common use to turn the crank next to relevant main bearing into
horizontal exhaust side when performing jack-up tests of mb #2 to foremost mb #(n) (see DG9709 - “Engine alignment – Guidelines for measurements“). In contrast, jack-up tests for shaft bearings and aftmost mb #1 are performed when the aftmost crankpin (cylinder #1) is in top dead centre (i.e. at crank angle (CA) 0 degree position).

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 1 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Table of contents
Introduction .............................................................................................................. 1
Abbreviations ........................................................................................................... 2
1 Alignment at project stage ............................................................................ 3
2 Alignment before floating of the vessel ....................................................... 5
3 Final alignment in floating condition ............................................................ 6
4 Chocking and fixation ................................................................................. 16
5 Alignment checks for commissioning / ship delivery ............................... 18
Introduction
Installation of the propulsion machinery incl. its alignment is shipyard’s responsibility. The main engine and propulsion shafts are directly-coupled and thus form one propulsion shaft line which is supported by numerous bearings. The alignment of these bearings has to meet the following basic demands under all normal ship service conditions1:
All bearings2 need to have a positive static load. All crankweb deflections – engine stopped – need to be within the service limits.
However, the machinery foundation is exposed to elastic ship hull bending which depends on draught and trim and also on sea motion. This varies the bearing offsets and thus their static loads. Further influences are service forces and temperatures. To ensure that the above mentioned demands are met, the following three principles have to be considered:
It is crucial that the shaft bearings are arranged at optimum long distances in order to limit the effect of the influences which affect the static bearing loads and the crankweb deflections.
The bearing offset changes which are expected to occur between installation condition and any normal ship service condition need to be considered by an appropriate pre-compensation in relevant alignment layout calculation (ALC).
A careful levelling of main engine bedplate by means of all jacking screws (or alignment wedges resp.) during installation is crucial for achieving proper static main bearing loads and crankweb deflections.
1 Ship draught and trim within normal limits. 2 All shaft line bearings and all engine main bearings.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 2 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Alignment of a direct-coupled marine propulsion plant is based on a ship design specific alignment layout calculation (ALC) which needs to consider:
the design of propulsion shaft line the design of the vessel the influence of ship hull bending rules and regulations of the governing bodies (e.g. class)
Before chocking and fixation of the main engine, alignment measurements are performed to proof that the alignment of the propulsion shaft line and the main engine complies with the referred ALC. Further alignment measurements until ship delivery may follow, depending on specifications, rules and regulations, case specific class requirements, etc. An overview of the alignment steps is provided by DG9709 - “Engine alignment – In Brief”.
Abbreviations
The following abbreviations are used in this document: ALC alignment layout calculation CPP controllable pitch propeller cyl. cylinder cyl.(n-1) second foremost cylinder DG design group (Wärtsilä drawing set structure) mb engine main bearing PTI power take in (shaft motor) PTO power take off (shaft generator) TV torsional vibration TVC torsional vibration calculation

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 3 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
1 Alignment at project stage
1.1 Check for shaft bearing distances
The shaft bearing arrangement needs to be checked for optimum long distances between the shaft bearings and to the main engine3. They are essential for limiting the influences which affect alignment, such as elastic ship hull bending, service forces and temperatures and also for an easy alignment process. Wärtsilä offers support free of charge by reviewing relevant designs and proposing optimised shaft bearing arrangements if indicated.
1.2 Provision of input data for alignment layout calculation
The information listed below is required for creation of the alignment layout calculation (ALC). It is essential to provide the latest information. Updates of design need to be informed to the calculator immediately in order to ensure that the ALC is based on actual inputs:
1. torsional vibration calculation (TVC), incl. flywheel inertial and mass of front disc (if exist) or TV damper (if exist)
2. general propulsion shaft arrangement (longitudinal section) 3. stern tube assembly (longitudinal section, incl. propeller shaft and propeller) 4. propeller shaft drawing 5. intermediate shaft drawing(s) 6. drawing of aft stern tube bearing bush, incl. overall length, the maximum
permissible mean pressure and effective contact length of bearing bore (or maximum permissible static load), clearance of bearing bore and vertical offset of bearing bore in relation to bush outer diameter and bearing material type
7. drawing of forward stern tube bearing bush (if exist), incl. overall length, the maximum permissible mean pressure and effective contact length of bearing bore (or maximum permissible static load), clearance of bearing bore and vertical offset of bearing bore in relation to bush outer diameter and bearing material type
8. drawing of intermediate bearing(s), incl. the maximum permissible mean pressure and shell length (or maximum permissible static load)
9. propeller drawing, incl. propeller forces at design conditions, key design data like dry-mass, number of blades, outer diameter, mean pitch, expanded area ratio, inertia in air, inertia in water, position of propeller blades route and centre of gravity
3 Also required by class rules.
See also DG9709 - “Engine alignment – Bearing Arrangement & Layout Calculation“ - section “Shaft bearing arrangement / Optimum bearing distances”.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 4 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
10. propeller nut drawing incl. dry-mass 11. propeller cap drawing incl. dry-mass
12. longitudinal positions of hydraulic jacks for measuring the static loads of each intermediate bearing and of the forward stern tube bearing (if exist)
13. longitudinal positions of temporary supports for the intermediate shaft(s) and for the propeller shaft (only for designs without forward stern tube bearing)
14. longitudinal position of the jack-down force at the forward end of propeller shaft when un-coupled (required in most cases)
Depending on the design, further information might be necessary such as
15. drawing of sleeve coupling (if exist), incl. mass and required axial movement for opening/closing of the coupling sleeve
16. drawing of servo shaft for controllable pitch propeller (CPP) (if exist), incl. the mass and longitudinal position of the oil distribution sleeve (or housing) attached on the servo oil shaft
17. drawing of shaft generator (PTO) and/or shaft motor (PTI) (if exist), incl. the longitudinal position and the enhanced diameter onto which the pole shoes of the rotor are mounted and the total mass and inertia of the pole shoes
18. drawing and data of flexible coupling for designs with tunnel gear driven PTO (if exist)
1.2.1 Free end PTO In case of free end PTO, Wärtsilä needs to be involved from the beginning of project phase.
1.3 Provision of Wärtsilä instruction for creation of ALC
We strongly recommend to ensure that those who are in charge for creating the ALC receive all parts of instruction DG9709 - “Engine alignment” from the beginning.
1.4 Checking the alignment layout calculation
The shipyard needs to check the ALC before sending it to classification for approval in order to ensure that
all ALC input data extracted from the drawings and documents listed in section 1.2 need to comply with the final design of components which are purchased by the shipyard;
all ALC results comply with the specifications of relevant components, e.g. slope machining of stern tube bearing bore(s) incl. the calculated angular mis-alignment of propeller shaft inside them, static loads of shaft bearings, bending stress in shafts, positions of temporary supports for un-coupled shafts, positions of hydraulic jacks for measuring the static bearing loads, etc.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 5 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
2 Alignment before floating of the vessel
2.1 Propeller shaft installation
Before floating of the vessel, the propeller shaft incl. propeller nut and cap have to be installed. The propeller shaft needs to be carefully aligned in relation to the long aft stern tube bearing.
2.2 Alignment of propeller shaft
2.2.1 Designs with forward stern tube bearing For designs with a forward stern tube bearing, the alignment of propeller shaft is achieved by ensuring a positive static load at the forward stern tube bearing. For this purpose the ALC indicates if a jack-down force is required at the forward end of the un-coupled propeller shaft or not.
2.2.2 Designs without forward stern tube bearing For designs without a forward stern tube bearing, the un-coupled propeller shaft has to be supported by a temporary support close to its forward end. The longitudinal position of the temporary support has to comply with the referred ALC. The requirement for a jack-down force at the forward end of the un-coupled propeller shaft needs to be checked with the referred ALC.
Alignment in relation to forward end of stern tube
Subsequently the temporary support is adjusted until the propeller shaft is aligned in relation to the forward end of stern tube (or the forward stern seal seat resp. if that is centred to the stern tube), i.e.:
the horizontal position of the propeller shaft is adjusted by equal horizontal clearances between the propeller shaft and the forward end of stern tube (or the forward stern seal seat resp.)
the vertical position in relation to the forward end of stern tube (or the forward stern seal seat resp.) is adjusted according to the ALC.
Reference measurements of propeller shaft position
Reference measurements need to be made in order to prepare the data for re-checking of the proper propeller shaft alignment after the stern seals are mounted and the ship has become afloat. In particular for designs without forward stern tube bearing, these reference measurements are essential to ensure the exact horizontal and the exact vertical position of the propeller shaft in relation to the forward end of stern tube (or the forward stern seal seat resp.).

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 6 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
2.3 Installation of stern seals
After the above mentioned reference measurements have been recorded, the stern seals are installed.
2.4 Securing shafts and main engine before floating of the vessel
Before floating of the vessel, the propeller shaft and intermediate shaft(s) and the main engine have to be firmly secured against possible movement which can be caused by the forces which are acting when the vessel is launched (slipway) or becomes afloat (dry-dock).
3 Final alignment in floating condition
3.1 Basic pre-requisites
The following basic pre-requisites need to be provided before the final alignment of the propulsion shafts and main engine is started:
The manufacturing of the ship hull is completed and the ship’s superstructure is in place. All major welding works of the ship building are completed. The main engine is completely assembled (i.e. its tie rods are fully tightened). The ship is in continuous afloat condition4.
3.2 Ensuring propeller shaft alignment
At first the proper alignment of the propeller shaft in relation to the forward end of stern tube (or the forward stern seal seat resp.) needs to be ensured by repeating the measurements described in section 2.2.2 - re-adjust if indicated. Subsequently the forward flange of the un-coupled propeller shaft5 provides the reference for further alignment of intermediate shafts and main engine.
3.3 Alignment of un-coupled intermediate shaft(s) and main engine by gap and sag
3.3.1 Purpose The purpose of the alignment by gap and sag values of the un-coupled shaft flanges is to adjust the height of bearings in continuous fully afloat condition. Thus the considerable changes of elastic ship hull deflection which occur when the ship becomes afloat are eliminated.
4 It is within the responsibility of the shipyard to carry out the final alignment including
chocking of the engine according to their experience already gained at the dry dock. However, the risk of a possibly required re-chocking has to be born in mind.
5 In case of designs with controllable pitch propeller (CPP), the servo oil shaft is already coupled to the propeller shaft first. Subsequently they are aligned in relation the stern tube bearings. The forward flange of the servo oil shaft is referred to for gap and sag alignment of the (aft) intermediate shaft.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 7 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
3.3.2 Definition of gap and sag
flang
esa
gflangegap
Figure 1: definition of flange gap & sag.
3.3.3 Tolerances for gap and sag If not defined tighter by the referred class rules or ALC, then the following tolerances should be applied between the adjusted gap & sag values and the calculated vertical and the targeted zero horizontal values respectively:
Gap tolerance: ±0.05 mm Sag tolerance: ±0.10 mm
3.3.4 Alignment of un-coupled intermediate shaft(s) At first the intermediate shaft is aligned by gap and sag of its aft flange in relation to the propeller shaft forward flange6. If there are several intermediate shafts, then the aftmost intermediate shaft is aligned first. Subsequently the second aft intermediate shaft is aligned by gap and sag of its aft flange in relation to the forward flange of the aftmost intermediate shaft. This is progressively repeated from aft to forward for each additional intermediate shaft until the gap and sag values at all intermediate shaft aft end flanges comply with the ALC. Each un-coupled shaft is supported by just two supports points, i.e.
either an intermediate bearing if arranged close to one end of the shaft or a temporary support which is arranged close to the opposite end of the shaft.
If the intermediate bearing is located near the middle of relevant shaft, then two temporary supports are required and each of them needs to be arranged near one of the shaft ends7.
6 In case of CPP: in relation to the forward flange of the servo oil shaft which is already
coupled to the propeller shaft. 7 Indirect alignment of intermediate bearing: At first both temporary supports are adjusted
until gap and sag at the aft flange complies with ALC. Then the intermediate bearing is lifted up from the lower side until its bottom shell just touches the intermediate shaft lower side. A positive static load of just 1kN is calculated for this intermediate bearing in un-coupled condition of the ALC.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 8 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
These two support points are adjusted until the gaps and sags at the intermediate shaft aft end flange are adjusted as follows:
If no horizontal gap & sag values are defined by the referred ALC, then the horizontal gap & sag values have to be the same on both sides of the un-coupled flanges8.
The vertical gap & sag values have to comply with the referred ALC.
It is crucial that each of the un-coupled shafts is supported by just two points9. 3.3.5 Alignment of un-coupled main engine
Finally the un-coupled main engine is aligned by careful adjustment of its jacking screws (or alignment wedges resp.)10 until the gaps and sags between the crankshaft aft end flange and the foremost intermediate shaft flange are adjusted as follows:
If no horizontal gap & sag values are defined by the referred ALC, then the horizontal gap & sag values have to be the same on both sides of the un-coupled flanges.
The vertical gap & sag values have to comply with those provided by the referred ALC.
When adjusting the main engine’s jacking screws (or alignment wedges resp.) also the bedplate bending needs to be considered very carefully (see section 3.3.6 )
3.3.6 Bedplate bending Influence of bedplate bending on alignment
The bedplate bending influences the main bearing offsets and thus their static loads and the crankweb deflections. A straight bedplate or a slight and smoothly overall bending of the bedplate – without kinks - is the pre-requisite for achieving proper main bearing loads and crankweb deflections. It is not possible to measure the main bearing offsets directly in the completely assembled engine – but they can be concluded by analysing the crankweb deflection in combination with the bearing load measurement results by means of a reverse calculation e.g. made by Wärtsilä. Due to this analyse, Wärtsilä does not require a measurement of the bedplate bending for alignment approval.
8 Aiming for a straight alignment of the propulsion shaft line in the horizontal plane (top
view). 9 In some cases two shafts are coupled together first and then they are supported also by
just two points. 10 See DG9710-01 – “Tool engine alignment”.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 9 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Bedplate levelling at re-assembly
It is of utmost importance to carefully level the bedplate already at the beginning of engine re-assembly at the shipyard and it is mandatory to use the full number of jacking screws (or alignment wedges resp.) – otherwise distortions of the bedplate are caused which lead to complications and delays in final alignment. Appropriate measurements as listed in DG0351 - “Assembly Instruction” are required to proof the proper levelling of bedplate during re-assembly at the shipyard. However, measuring the crankweb deflections in the so called ‘open bedplate’ condition (just the crankshaft is installed in bedplate – but not the running gear) does not indicate a proper levelling of bedplate at re-assembly.
Bedplate bending of completely assembled engines
After completion of engine re-assembly, a slight sagging or a very slight hogging might be adjusted:
A straight bedplate alignment is in most cases suitable for engines with 6 to 8 cylinders. A slight sagging bedplate alignment might be advisable for engines with 9 or more
cylinders. A very slight hogging bedplate alignment is advisable for engines with 5 and 6
cylinders in case there is a heavy external mass at the forward end of crankshaft.
Influences on bedplate bending after engine fixation
After fixation of engine in the ship, the bedplate bending curve is influenced by service temperature of main engine and the bending shape of the engine foundation:
The increase of ship draught causes an increase of bedplate hogging (or a reduction of bedplate pre-sag resp.).
Also the change from cold to hot condition causes a slightly more hogging of the bedplate (or a slightly less pre-sagging resp.).
Engine pre-sag
As the bedplate bending shape will change to more hogging for hot condition, the engines may be installed with some pre-sag for pre-compensating the expected change. However, as long as all crankweb deflections are within the limits, no special care for engine pre-sag is required. More positive crankweb deflections11 in way of cylinder #2 to second foremost cylinder, measured before chocking, give an indication that the engine is pre-sagged. Experience has shown that more important than pre-sagging is that the bedplate bending is as smooth as possible, i.e. the variation from one main bearing measurement position to the next is as low as possible in relation to the actual sag curve. It is not at all recommended to support the engine only in its four corner positions in order to adjust a pre-sag.
11 Sign definition: _/+\_ _\-/_ (see section 3.5.2 )

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 10 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
This causes irregular engine bending and thus leads to complications and delays in final alignment e.g. a lack of static load at mb #3. It is therefore strongly recommended to have rather less or no pre-sag instead of distorting the bedplate. The engine has to be supported by all jacking screws (or alignment wedges resp.), as indicated on the engine installation drawings.
3.4 Coupling of all shafts and main engine
After all intermediate shafts and the main engine are aligned by gap and sag at their aft end flanges, all flanges will be coupled and all temporary supports and the jack-down force are removed.
3.5 Alignment measurements, before chocking condition
After coupling of all shafts and main engine, a full set of alignment data is measured, recorded and preferably sent to Wärtsilä for review – see section 3.5.4 sub-section “Wärtsilä evaluation – free of charge”. Wärtsilä will analyse the data and either confirm them if satisfactory – or advice corrective measures if indicated. No further adjustments should be made after coupling and prior to the receipt of the evaluation of the alignment measurement results – even if some measurement results are not satisfactory. Such intermittent re-adjustments often cause a very exhausting and time consuming continuation of alignment process. Before chocking and fixation of the main engine, alignment measurements are performed to proof that the alignment of the propulsion shaft line and the main engine complies with the referred ALC.
3.5.1 Constant conditions during alignment measurements The alignment of the propulsion shafts and main engine is very sensitive to slightest changes of ship draught or local temperature differences in foundation. Such influences seriously affect the consistency of alignment measurement results. The more these influences affect the measurement results, the more they may cause misleading results. In order to achieve alignment measurement results with the necessary quality, it is essential to consider the following requirements: At least 8 hours prior to alignment measurements in cold conditions (e.g. before chocking) the following heat sources have to be switched off:
the tank heating in main lubricating oil sump tank the pre-heater of the main lubricating oil separator the tank heating in any other tank in the engine room double bottom
From beginning until completion of a set of alignment measurements (i.e. crankweb deflections and static bearing loads) the following has to be observed:
no changes of ship draught or trim

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 11 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
no ballasting operation no movement of heavy parts like hatch covers, etc. no welding works in vicinity of the propulsion system, etc.
The alignment measurements listed below need to be performed right after each other and without any intermittent re-adjustment:
The crankweb deflections of all cylinders need to be measured. Jack-up tests of all shaft bearings (except the inaccessible aft stern tube bearing) Jack-up tests of aftmost mb #1 to mb #3 Additional jack-up tests for other main bearings would become necessary, if the
maximum deviation indicator for vertical crankweb deflections12 between two adjacent cranks has been exceeded. It can be exceeded between the two foremost cranks if a heavy external load is attached at the crankshaft forward end13. In such a case the static loads for the two foremost main bearings need to be measured. However, if the maximum deviation indicator for vertical crankweb deflections between two adjacent cranks is exceeded in way of cyl.2 to the second foremost cyl.(n-1), then Wärtsilä needs to be contacted.
3.5.2 Recording of alignment measurement results incl. essential additional information Careful recording of alignment measurement results is essential for a reliable analyse of the alignment condition. In addition to the measurement results, also further information about the measurement conditions and the measurement tools need to be included in the records for a clear understanding and a comprehensive judgement of the alignment measurement results. See DG9709 - “Engine alignment – Guidelines for measurements” - sections “Recording of crankweb deflection measurements” and ”Recording of static bearing loads”. Wärtsilä provides data record sheets in Microsoft Excel file format free of charge. See DG9707 - “Engine alignment – record sheets”. Please contact Wärtsilä, e.g. by email to: [email protected] or contact the local Wärtsilä office.
Two variants to designate the crankweb deflection reading positions
The deflection of each crankweb is measured in five turning positions (crank angle) as illustrated in figure 2. There are two variants for designating the so called ‘crankweb deflection reading positions’ (see table 1):
either by the crank pin position (default in WCH documentation) or by the dial gauge position
12 Details see DG9709 - “Engine alignment - Crankweb deflections - limits“ - section -
“Crankweb deflection max. deviation indicator”. 13 E.g. a TV damper or a front disc or a free end PTO gear drive.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 12 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Figure 2: reading positions for crankweb deflections (view from engine aft end)
Table 1 Crankweb deflection reading positions crank pin positions
(default in WCH documentation) dial gauge positions
BDCfps bottom dead centre – fuel pump side TDCexh top dead centre –
exhaust side FPS fuel pump side EXH exhaust side TDC top dead centre BDC bottom dead centre EXH exhaust side FPS fuel pump side
BDCexh bottom dead centre – exhaust side TDCfps top dead centre –
fuel pump side
Two variants of dial gauge indication
There are two variants how the dial gauge indicates varying distances and thus the crankweb deflections:
If the measured distance is reduced and the dial gauge indicates more negative values (or lower positive values resp.), then the reading convention complies with the default in WCH documentation:
(default in WCH documentation)
If the measured distance is reduced and
the dial gauge indicates more positive values (or less negative values resp.), then the reading convention is opposite to the default in WCH documentation. (e.g. Japanese dial gauges):
(opposite to WCH documentation)
crank pin at BDCfps or
dial gauge at TDCexh
crank pin at FPS or
dial gauge at EXH
crank pin at TDC or
dial gauge at BDC
crank pin at EXH or
dial gauge at FPS
crank pin at BDCexh or
dial gauge at TDCfps
measurement sequence with clockwise turning direction measurement sequence with counter-clockwise turning direction

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 13 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
3.5.3 Verification of crankweb deflections Verification by Wärtsilä alignment measurement record file
The information provided in DG9709 - “Engine alignment – Crankweb deflections - Limits”, section “General” and section “Limits before chocking” need to be considered. The crankweb deflection record sheet which is included in the above mentioned Wärtsilä alignment measurement record file (Microsoft Excel file format) includes an automated verification of relevant crankweb deflection limits and max. deviation indicator values, which - if exceeded – would require additional jack-up tests for other main bearings (see section 3.5.1 )12.
Calculation of crankweb deflections for manual verification
If the evaluation of crankweb deflections are not made with the above mentioned Wärtsilä crankweb deflection record sheet (included in the alignment measurement record file), then the vertical and horizontal deflections for each crankweb need to be calculated from the five reading values per crank as shown in table 2, depending if the reading positions refer to crank pin positions or to dial gauge positions:
Table 2 Calculation of vertical and horizontal crankweb deflections
crankweb deflection reading position
crank pin positions (default in WCH documentation) dial gauge positions
vertical deflection 2
fpsexh BDCBDCTDC
2fpsexh TDCTDC
BDC
horizontal deflection EXHFPS FPSEXH
3.5.4 Evaluation of static bearing loads Wärtsilä evaluation – free of charge
We recommend to approach Wärtsilä for evaluation and review of alignment measurement results. This support is offered free of charge to shipyards and it is based on our long-term experience. Wärtsilä evaluates static bearing loads by means of a so called ‘reverse calculations’. It is based on the calculation model of the ALC and processes all alignment measurement results in order to find the static bearing load distribution which fits best to all of the alignment measurement results. If the ALC has not been made by Wärtsilä, then pls. provide the complete ALC to Wärtsilä as early as possible – and definitely before performing alignment measurements:
If the ALC has been created by EnDyn program, ensure that Wärtsilä is in possess of the complete ALC – including the EnDyn input file (file name “*.ndi”).

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 14 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
If the ALC has been created by another program, ensure that Wärtsilä is in possess of the complete ALC – including the complete listing of the calculation model.
Fill-in all measurement results including all additional information into the above mentioned Wärtsilä alignment measurement record file (Microsoft Excel) and transmit it to: [email protected] or to the local Wärtsilä office.
Explanation of jack-up test results
Figure 3: curves of plotted jack-up test results (solid lines) and analyse lines (dashed lines)
The following description refers to the jack-up tests results which are measured during lifting of the shaft, shown in figure 3 in red colour. The jack load mentioned in this description can also be understood as jack pressure. Slope 1: Initially all static load is in the bearing and no load is in the jack. By progressive increase of jack load, the static load of the bearing is progressively transferred to the jack. The slope 1 is rising moderately (low gradient). The bearing follows the lift of the shaft, i.e. there is no bottom clearance and thus no reduction of top clearance.
Slope 4
Analysis line of lifting curve
Lowering curve
Analysis line of lowering curve
Analysis line of average curve
Evaluated jack Load or pressure
Lifting curve
Slope 2
Slope 3
1st break point
2nd break point
3rd break point
Jack load or pressure
Lifting of
shaft
Slope 1

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 15 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
1st break point: The transfer of static load from bearing to jack is completed. The measured lift of shaft is related to bearing support stiffness and bearing load. Slope 2: This part of the plotted jack-up test results is required for evaluation of the bearing load. It needs to be long enough to allow a clear determination of the analyse line direction. Thus it needs to contain quite a number of readings which show the same increase of jack load “ Fjack” resulting in the same increase of lift “ hjournal”, i.e. the same ratio of “ Fjack / hjournal”. The further increase of jack load progressively transfers static load from the 2nd next bearing to the jack. Due to a larger distance (lever) between 2nd next bearing and jack, the slope 2 is rising more steeply (larger gradient). The bearing next to the jack is not in contact with the journal anymore. Thus its bottom clearance increases and its top clearance reduces. 2nd break point: The transfer of static load also from the 2nd next bearing to the jack is completed. Slope 3: The further increase of jack load progressively transfers static load from the 3rd next bearing to the jack. Due to an even more larger distance (lever) between 3rd next bearing and jack, the slope 3 is rising even more steeply (largest gradient). 3rd break point: The shaft touches the upper shell of a bearing. Slope 4: The further increase of jack load “ Fjack” results in a significantly reduced lift of shaft “ hjournal” (if any), i.e. in a much lower gradient of slope 4 for the curve of plotted jack-up test results.
Maximum lifting of shaft during jack-up test
If the inclination of the curve of plotted jack up test results is changed like above the ‘3rd break point’ i.e. a further increase of jack load results in a significantly reduced lifting height, then the shaft touches an upper shell of a bearing and the jack pressure should not be further increased.
Shaft bearing loads
Evaluation of shaft bearing loads can be made manually. Further explanations to the above mentioned are provided in DG9709 - “Engine alignment – Guideline for Measurements”, section “Evaluation of static bearing load measurement results”.
Main bearing loads
Evaluation of main bearing loads is much more challenging due to their close distance in combination with the high bending stiffness of crankshaft and the higher stiffness of main bearing supports compared to the shaft bearings. The most reliable evaluation is based on a reverse calculation – see section 3.5.4 sub-section “Wärtsilä evaluation – free of charge”.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 16 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Evaluations without reverse calculations have an increased risk for errors. The following should be born in mind:
The sum of evaluated static loads should be similar with the sum of relevant static loads in ALC.
The evaluated static loads should be in an approximate relation to the elastic deflection of the bearing (height of 1st break point) and the stiffness of the bearing support.
3.5.5 Verification of evaluated static bearing loads Evaluated shaft bearing loads
The static loads of shaft bearings must comply with the alignment layout calculation. A tolerance according to class rules or according to ALC applies for them – whatever is tighter14. The Wärtsilä evaluation and review of alignment measurement results includes also evaluation of the shaft bearing loads provided for reference only. It lies within the responsibility of the shipyard to check, if the evaluated static loads of the shaft bearings are within specification.
Evaluated main bearing loads
The final alignment process needs to aim for achieving a static load distribution which is very similar to that which is provided by the cold – stopped condition of the ALC. However, it is hardly possible to adjust the main bearing static loads exactly according to the referred loads of the ALC since the very close distance of the main bearings in relation to the crankshaft bending stiffness results in a very high sensitivity of main bearing static loads for offset variations. This is indicated by very high so called ‘bearing influence numbers’ 15. The information provided in DG9709 - “Engine alignment – Main Bearing Loads – Recommendations & Limits”, section “General” and section “Recommended static main bearing loads before chocking” need to be considered.
4 Chocking and fixation
4.1 Welding of main engine side stoppers
Before pouring the main engine resin chocks, the engine side stoppers have to be welded in their final positions16. Attention has to be paid for providing sufficient height for
14 Usually a tolerance range of ±20% is considered. 15 Bearing influence numbers indicate the theoretical change of static bearing loads due to a
change in vertical bearing offset. This information is provided by the ALC. 16 Welding the side stoppers before pouring the main engine resin chocks prevents possible
damage of resin chocks caused by welding heat.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 17 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
each of the side stopper wedges in order to meet the demand for the engine specific minimum vertical overlap. This information is provided in relevant side stopper drawing. The side stopper wedges are fitted after fixation of main engine (see section 4.4 ).
4.2 Chocking
The chocking of the engine has to be prepared as described in DG9710 – “Engine seating/foundation” 17. The epoxy resin material for the chocks has to meet the defined properties as described in DG9710 – “Engine seating / foundation” – detail drawing “Epoxy resin”17. At next the main engine resin chocks can be poured according to the instructions of epoxy resin manufacturer. Finally also the shaft bearings are chocked (e.g. epoxy resin chocks, metal chocks, etc.):
either right after the chocking of the main engine or as a final installation step, after engine fixation and alignment measurements
made after chocking have indicated satisfactory results.
The 2nd variant would allow very limited corrections in case some minor errors have occurred during the engine chocking and fixation process. However, the possible extent of such a correction is rather limited and should not counter-act any accurate working procedure. Especially at designs without forward stern tube bearing, high attention has to be paid to the fact that a realignment of the (aft) intermediate bearing affects also the highly sensitive mis-alignment of the propeller shaft inside the aft stern tube bearing bore as well as its position at the forward stern seal.
4.3 Fixation of main engine
After the hardening of resin chocks is completed, the engine holding-down bolts have to be tightened according to DG9710 – “Engine seating / foundation” – detail drawing “Fitting instruction to engine seating with epoxy resin chocks” 17.
4.4 Installing of side stopper wedges
After chocking and tightening of main engine holding-down bolts the side stopper wedges are installed.
17 This information is also provided by the engine specific Marine Installation Manual (MIM).

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Procedure & measurements at shipyard
Made 14.10.2013 J.Bergande Main Drw. Page 18 / 18
Material ID PAAD128845 Chkd 18.10.2013 W.Schiffer Design Group
9709 Drawing ID DAAD040464 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
5 Alignment checks for commissioning / ship delivery
5.1 Pre-requisites
The draught and trim is within the normal ship operation limits. The measurements can be taken at hot or cold main engine. However, general safety rules incl. the safety advices provided in the Maintenance Manual (MM) have to be strictly observed, e.g. the minimum delay between stopping of main engine and opening of its crankcase doors, the oily surfaces inside the engine, etc. If the measurements are taken at warm or cold engine, then any heat supply to the engine room double bottom has to be out of operation at least 4 hours prior to the measurement, i.e. the heating of the main lubricating oil sump tank below the main engine, the pre-heater of the main lubricating oil separator, etc. Disregarding this aspect can cause inacceptable main bearing load distribution18. The information provided in section 3.5.2 has to be considered for recording of the measurement results.
5.2 Crankweb deflections
Crankweb deflections which are measured at commissioning / ship delivery19 need to comply with the limits provided in DG9709 - “Engine alignment – Crankweb deflections - limits” - section “Limits for commissioning / ship delivery”.
5.3 Requirements for static main bearing loads at approx. ballast draught
For alignment measurements at ship delivery which refer to ballast draught and a trim which is within normal ship operation limits, the static main bearing loads need to comply with the requirements provided in DG9709 - “Engine alignment – Main bearing loads – recommendations & limits” - section “Required static main bearing loads before ship delivery”.
5.4 Limits for static main bearing loads at approx. design draught or maximum draught
For alignment measurements at ship delivery which refer to design draught or maximum draught (so called ‘scantling draught’) and a trim which is within normal ship operation limits, the static main bearing loads need to comply with the limits for normal ship service, provided in DG9709 - “Engine alignment – Main Bearing Loads – Recommendations & Limits”, section “Minimum limits for normal ship service”.
18 Caused by an unequal temperature distribution which leads to an unequal thermal rise of
main bearings. 19 Just before, during or after sea trial, when the ship is afloat and ready for operation.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Measurements during normal ship service
Made 14.10.2013 J.Bergande Main Drw. Page
1 / 2 Material ID
PAAD128846 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040465 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acc
essib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table of contents
Introduction ............................................................................................................... 1
Abbreviations ............................................................................................................ 1
1 Measurements during normal ship service .................................................. 2
Introduction
In normal ship service, proper engine and shaft alignment is surveyed by monitoring
bearing service temperatures1 and performing regular crankweb deflection
measurements.
Abbreviations
The following abbreviations are used in this document:
DG design group (Wärtsilä drawing set structure)
MM Maintenance Manual (Wärtsilä engine documentation)
1 Shaft bearing temperatures are monitored by the ship’s control system. Main bearing
temperatures are monitored by the engine’s alarm and safety system.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Measurements during normal ship service
Made 14.10.2013 J.Bergande Main Drw. Page
2 / 2 Material ID
PAAD128846 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040465 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acc
essib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
1 Measurements during normal ship service
1.1 Regular crankweb deflection measurements
Crankweb deflections should be measured and recorded regularly according to the
intervals defined by the engine specific Maintenance Manual (MM) or by the class rules
– whatever is stricter.
The records of crankweb deflection measurements should be filed for comparison
of future measurements.
For each measurement the requirements and the general information provided in the
following sections of DG9709 - “Engine alignment – Crankweb deflections – limits” need
to be considered:
“Turning direction during crankweb deflection measurement”
“Measurement accuracy”
“Recording of crankweb deflection measurement results incl. essential additional
information”
“Limits for normal ship service”
More detailed information about crankweb deflection measurements is provided in
DG9709 - “Engine alignment – Guidelines for measurements“ - section “Crankweb
deflection (CWD)” as well as in the engine specific Maintenance Manual (MM).
1.2 Additional crankweb deflection measurements
Crankweb deflection measurements in addition to the regular ones mentioned in
section 1.1 are indicated in the following cases:
1) before inspection of main bearing shells
2) right before and right after docking in continuous fully floating condition of the ship,
3) right before and right after welding works in the double bottom of the machinery space,
4) if measured crankweb deflections differ significantly from those which have been
measured previously and at similar conditions (ship draught)2,
5) if the bearing temperature alarm has been triggered2
6) if a bearing wear-down detection3 alarm has been triggered2
7) if white metal debris have been found in the crank case2
8) if cracks have been found in a main bearing girder or in the engine bedplate structure2
1.3 Detailed alignment measurements
In case one of the items 5) to 8) mentioned in section 1.2 apply, then detailed alignment
measurements might become necessary and Wärtsilä should be contacted for support
in advance in order to check in detail which measurements need to be made.
2 It is recommended to contact Wärtsilä.
3 Optional monitoring equipment for main engine.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
1 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table of contents
Introduction ............................................................................................................... 1
Abbreviations ............................................................................................................ 1
1 General ............................................................................................................. 2
2 Limits for testbed ............................................................................................ 3
3 Limits before chocking ................................................................................... 5
4 Limits for commissioning / ship delivery ..................................................... 8
5 Limits for normal ship service ..................................................................... 11
Introduction
The 2nd priority - after “all bearings need to be statically loaded under all conditions” - is
that all crankweb deflections should be within the service limits when the engine
is stopped and the ship is in any normal service condition, i.e.:
the ship draught is between ballast and maximum draught
the ship is at normal trim
the engine is in cold-stopped or hot–stopped condition
According to general engineering practice, the crankweb deflection limits are increasing
from the strictest limits valid for testbed reference measurements, to the limits valid for
normal ship service condition.
Abbreviations
The following abbreviations are used in this document:
DG design group (Wärtsilä drawing set structure)
cyl. cylinder
cyl.1 aftmost cylinder #1
cyl.(n) foremost cylinder
cyl.(n-1) second foremost cylinder
TV damper torsional vibration damper
PTO power take off

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
2 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
1 General
The information provided in this section has to be considered for all crankweb deflection
measurements, i.e. on testbed, before chocking, at commissioning and in normal service.
1.1 Turning direction during crankweb deflection measurement
Wärtsilä recommends the following turning directions:
Counter-clockwise rotation for engines with turning gear on fuel pump side:
e.g. RTA48T-D, RTA58T-D, RT-flex60C-B, RTA68-D, RTA82C, RTA82T/T-B,
RTA/RT-flex84T-D, RTA/RT-flex96C-B
Clockwise rotation for engines with turning gear on exhaust side:
e.g. W-X35, W-X40, W-X62, W-X72, W-X82, W-X92, RT-flex48T-D,
RT-flex50-B/-D, RT-flex82C/T
During a measurement session, the same turning direction has to be used for all cranks,
i.e. either clockwise for all cranks or counter-clockwise for all cranks.
1.2 Measurement accuracy
The dial gauge must be fully functional and with a smoothly sliding rod.
Good experience and great care is essential for measuring crankweb deflections.
The deflection of a crankweb is measured at five angular positions. The first and the last
reading values need to be measured when the dial gauge is very close to the connecting
rod (for details see DG9709 - “Engine alignment – Guideline for measurements”).
Right after reading the fifth deflection value of each crank, the difference between the
first and the fifth crankweb deflection reading value needs to checked. Their difference
should not exceed the engine specific permissible deviation listed in table 1.
If the permissible deviation is exceeded, then the measurement of relevant crank needs
to be repeated – otherwise it might not be possible to judge the measurement results.
Table 1 Permissible deviation
between first and last deflection reading value of a crankweb [mm]
W-X35
W-X40 0.03
W-X62 0.04
W-X72 0.05
W-X82
W-X92 0.06
RT-flex48T-D & RTA48T-D
RT-flex50 / -B / -D & RT-flex50DF
RT-flex58T-D / -E & RTA58T-D
RT-flex60C-B
0.04
RT-flex68-D & RTA68-D 0.05
RT-flex82C & RTA82C
RT-flex82T / T-B & RTA82T / T-B
RT-flex84T-D & RTA84T-D
RT-flex96C-B & RTA96C-B
0.06

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
3 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
1.3 Recording of crankweb deflection measurement results incl. essential additional information
Careful recording of crankweb measurement results is essential for a reliable analyse of
the alignment condition. In addition to the measurement results, also further information
about the measurement conditions and the measurement tools need to be included in
the records for a clear understanding and a comprehensive judgement of the alignment
measurement results.
See DG9709 - “Engine alignment – Guidelines for measurements“ - section “Recording
of crankweb deflection measurements”.
Wärtsilä provides data record sheets in Microsoft Excel file format free of charge. See
DG9707 - “Engine alignment – record sheets“. Please contact Wärtsilä, e.g. by email to:
[email protected] or contact the local Wärtsilä office.
2 Limits for testbed
The crankweb deflections measured on testbed are a binding requirement for engine
approval. They are referred to as a reference for subsequent installation in the ship.
2.1 Validity
The crankweb deflections limits for testbed (see table 2) are valid for
measurements of the completely assembled engine on the testbed, i.e. the flywheel
is installed and the tie rods are correctly tightened according to DG0351 - “Assembly
instructions”. The engine is cold and uncoupled from the connecting shaft to the
water break.
These limits are not valid for any additional optional measurement on the testbed, e.g.
before tightening of the tie rods or with pistons or running gears removed etc.
For the cold engine coupled to the cold water break, the same limits have to be
considered - except for aftmost cyl. 1. Just in this case, the limits for aftmost cyl. 1 are
the same as for cyl. 2 to the second foremost cyl.(n-1).
2.2 WCH case specific limits
If final measurements exceed the limits, then Wärtsilä should be contacted.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
4 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 2 Testbed
crankweb deflection limits [mm]
Reading convention: vertical horizontal
cyl.1 cyl.2 to cyl.(n-1) cyl.(n)
*1
cyl.(n)*2
cyl.1 to cyl.(n)
W-X35 0.11 0.11 0.11 0.06
-0.25 -0.11 -0.27 -0.06
W-X40 0.13 0.13 0.13 0.07
-0.29 -0.13 -0.32 -0.07
W-X62 0.22 0.22 0.22 0.12
-0.51 -0.22 -0.56 -0.12
W-X72 0.32 0.32 0.32 0.17
-0.74 -0.32 -0.82 -0.17
W-X82 0.35 0.35 0.35 0.18
-0.82 -0.35 -0.90 -0.18
W-X92 0.42 0.42 0.42 0.22
-0.98 -0.42 -1.08 -0.22
RT-flex48T-D 0.17 0.17 0.17 0.09
RTA48T-D -0.38 -0.17 -0.42 -0.09
RT-flex50 / -B / -D RT-flex50DF
0.17 0.17 0.17 0.09
-0.38 -0.17 -0.42 -0.09
RT-flex58T-D / -E*3
0.23 0.23 0.23 0.12
RTA58T-D -0.53 -0.23 -0.58 -0.12
RT-flex60C-B 0.22 0.22 0.22 0.11
-0.49 -0.22 -0.54 -0.11
RT-flex68-D 0.23 0.23 0.23 0.12
RTA68-D -0.53 -0.23 -0.58 -0.12
RT-flex82C 0.24 0.24 0.24 0.12
RTA82C -0.55 -0.24 -0.60 -0.12
RT-flex82T / T-B 0.35 0.35 0.35 0.18
RTA82T / T-B -0.82 -0.35 -0.90 -0.18
RT-flex84T-D 0.33 0.33 0.33 0.17
RTA84T-D -0.75 -0.33 -0.83 -0.17
RT-flex96C-B 0.30 0.30 0.30 0.16
RTA96C-B -0.69 -0.30 -0.76 -0.16
*1 For engines without TV damper or front disc or free end PTO.
*2 For engines with TV damper or front disc or free end PTO.
*3 Also valid for RT-flex58T-ER-3.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
5 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
3 Limits before chocking
3.1 Validity
The crankweb deflection limits before chocking (see table 3) are valid for the
completely assembled engine1 on board the new built vessel in continuous fully
floating condition.
The engine is cold and all propulsion shafts and the main engine are coupled. All
temporary supports and all jack-down forces are removed. Any heat supply to the
double bottom inside the engine room has to be out of operation at least 8 hours prior to
the measurement until it is completed, i.e. the heating of the main lubricating oil sump
tank below the main engine, the pre-heater of the main lubricating oil separator, etc.
These limits are not valid for any other measurement, e.g. for measurements with
partly or fully loosened tie rods or with pistons or running gears removed etc.
3.2 Re-alignment after repair
In case of an engine re-alignment on board of vessels which already were in regular
service, values between „before chocking‟ and „ship delivery‟ can be applied. Wärtsilä
should be contacted for assistance.
3.3 Crankweb deflection max. deviation indicator
Huge differences in vertical crankweb deflections of adjacent cranks can indicate
deficiencies such as a lack of static load. For this reason the deviations of vertical
crankweb deflections among adjacent cranks have to be checked carefully:
If a difference in vertical crankweb deflections of adjacent cranks exceeds the
maximum deviation indicator value provided in table 3, then the static loads of the
main bearings in way of relevant cranks need to be measured.
It can be exceeded between the two foremost cranks if a heavy external load, e.g.
a TV damper or a front disc or a free end PTO gear drive is attached at the
crankshaft forward end. In such a case the static loads for the two foremost main
bearings need to be measured.
However, if the maximum deviation indicator for vertical crankweb deflections
between two adjacent cranks is exceeded in way of cyl.2 to the second
foremost cyl.(n-1), then Wärtsilä needs to be contacted.
If the static loads of adjacent main bearings can be accepted, then also the
increased difference in vertical crankweb deflections of adjacent cranks can be
accepted.
The indicator values for the maximum deviation of vertical crankweb deflections
among adjacent cranks should just indicate if the static loads of adjacent main
bearings need to be checked additionally.
The indicator values are no final acceptance criteria.
1 The tie rods are correctly tightened according to DG0351 - "Assembly instructions".

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
6 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
3.4 WCH case specific limits
If final measurements exceed the limits, then Wärtsilä should be contacted.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
7 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 3 Before Chocking – Newbuilding
crankweb deflection limits [mm]
Reading convention: vertical horizontal
cyl.1 cyl.2 to cyl.(n-1) cyl.(n)
*1
cyl.(n)*2
max.
deviation indicator
*3
cyl.1 to cyl.(n)
W-X35 0.20 0.15 0.15
0.13 0.07
-0.15 -0.15 -0.27 -0.07
W-X40 0.24 0.18 0.18
0.15 0.08
-0.18 -0.18 -0.32 -0.08
W-X62 0.40 0.30 0.30
0.25 0.14
-0.30 -0.30 -0.56 -0.14
W-X72 0.59 0.44 0.44
0.36 0.20
-0.44 -0.44 -0.82 -0.20
W-X82 0.64 0.48 0.48
0.39 0.22
-0.48 -0.48 -0.90 -0.22
W-X92 0.77 0.58 0.58
0.47 0.26
-0.58 -0.58 -1.08 -0.26
RT-flex48T-D 0.31 0.23 0.23 0.19
0.11
RTA48T-D -0.23 -0.23 -0.42 -0.11
RT-flex50 / -B / -D RT-flex50DF
0.31 0.23 0.23 0.19
0.11
-0.23 -0.23 -0.42 -0.11
RT-flex58T-D / -E*4
0.42 0.31 0.31 0.26
0.15
RTA58T-D -0.31 -0.31 -0.58 -0.15
RT-flex60C-B 0.39 0.29 0.29
0.24 0.14
-0.29 -0.29 -0.54 -0.14
RT-flex68-D 0.42 0.31 0.31 0.26
0.15
RTA68-D -0.31 -0.31 -0.58 -0.15
RT-flex82C 0.43 0.32 0.32 0.26
0.15
RTA82C -0.32 -0.32 -0.60 -0.15
RT-flex82T 0.64 0.48 0.48 0.39
0.22
RTA82T -0.48 -0.48 -0.90 -0.22
RT-flex84T-D 0.59 0.44 0.44 0.36
0.21
RTA84T-D -0.44 -0.44 -0.83 -0.21
RT-flex96C-B 0.54 0.41 0.41 0.33
0.19
RTA96C-B -0.41 -0.41 -0.76 -0.19
*1 For engines without TV damper or front disc or free end PTO.
*2 For engines with TV damper or front disc or free end PTO.
*3 This value is not a limit for final acceptance, but it is used to indicate if further investigations are required.
*4 Also valid for RT-flex58T-ER-3

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
8 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
4 Limits for commissioning / ship delivery
4.1 Validity
The limits for commissioning / ship delivery (see table 4) are valid for the
completely assembled engine2 which is fully fixed to its foundation on board the
new built vessel which is in continuous fully floating condition at commissioning /
delivery of the ship to the owner, i.e. usually directly before, during or after the sea
trial.
The draught and trim is within the normal ship operation limits.
The engine is stopped.
Depending on the engine temperature condition, any heat supply to the double
bottom inside the engine room has to be out of operation prior to the
measurement until it is completed, i.e. the heating of the main lubricating oil
sump tank below the main engine, the pre-heater of the main lubricating oil
separator, etc.:
- at least 8 hours for measurements at cold conditions
- at least 4 hours for measurements at warm conditions
- at least 1 hour for measurements at hot conditions
The limits for commissioning / ship delivery can be applied for additional
measurements after chocking and fixation of the engine. However, if the ship has not yet
been in operation, then the limits should not be maxed out, as influences by settling
effects and welding stress release in ship hull cannot be predicted exactly.
These limits are not valid for the condition before chocking of a new built ship, or for
measurements with partly or fully loosened tie rods or with pistons or running gears
removed etc.
4.2 Crankweb deflection max. deviation indicator
Huge differences in vertical crankweb deflections of adjacent cranks can indicate
deficiencies such as a lack of static load. For this reason the deviations of vertical
crankweb deflections among adjacent cranks have to be checked carefully:
If a difference in vertical crankweb deflections of adjacent cranks exceeds the
maximum deviation indicator value provided in table 4, then the static loads of the
main bearings in way of relevant crank needs to be measured.
It can be exceeded between the two foremost cranks if a heavy external load, e.g.
a TV damper or a front disc or a free end PTO gear drive is attached at the
crankshaft forward end. In such a case the static loads for the two foremost main
bearings need to be measured.
2 The tie rods are correctly tightened according to DG0351 - "Assembly instructions".

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
9 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
However, if the maximum deviation indicator for vertical crankweb deflections
between two adjacent cranks is exceeded in way of cyl.2 to the second
foremost cyl.(n-1), then Wärtsilä needs to be contacted.
If the static loads of adjacent main bearings can be accepted, then also the
increased difference in vertical crankweb deflections of adjacent cranks can be
accepted.
The indicator values for the maximum deviation of vertical crankweb deflections
among adjacent cranks should just indicate if the static loads of adjacent main
bearings need to be checked additionally.
The indicator values are no final acceptance criteria.
4.3 WCH case specific limits
If final measurements exceed the limits, then Wärtsilä should be contacted.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
10 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 4 Ship Delivery / Commissioning crankweb deflection limits [mm]
Reading convention: vertical horizontal
cyl.1
cyl.2 to cyl.(n-1) cyl.(n)
*1
cyl.(n)*2
max.
deviation indicator
*3
cyl.1 to cyl.(n)
W-X35 0.24 0.18 0.18
0.15 0.09
-0.27 -0.18 -0.27 -0.09
W-X40 0.28 0.21 0.21
0.17 0.10
-0.32 -0.21 -0.32 -0.10
W-X62 0.48 0.36 0.36
0.29 0.17
-0.56 -0.36 -0.56 -0.17
W-X72 0.70 0.53 0.53
0.43 0.24
-0.82 -0.53 -0.82 -0.24
W-X82 0.77 0.58 0.58
0.47 0.26
-0.90 -0.58 -0.90 -0.26
W-X92 0.92 0.69 0.69
0.56 0.32
-1.08 -0.69 -1.08 -0.32
RT-flex48T-D 0.37 0.27 0.27 0.22
0.13
RTA48T-D -0.42 -0.27 -0.42 -0.13
RT-flex50 / -B / -D RT-flex50DF
0.37 0.27 0.27 0.22
0.13
-0.42 -0.27 -0.42 -0.13
RT-flex58T-D / -E*4
0.50 0.37 0.37 0.30
0.17
RTA58T-D -0.58 -0.37 -0.58 -0.17
RT-flex60C-B 0.47 0.35 0.35
0.28 0.16
-0.54 -0.35 -0.54 -0.16
RT-flex68-D 0.50 0.37 0.37 0.30
0.17
RTA68-D -0.58 -0.37 -0.58 -0.17
RT-flex82C 0.52 0.39 0.39 0.32
0.18
RTA82C -0.60 -0.39 -0.60 -0.18
RT-flex82T 0.77 0.58 0.58 0.47
0.26
RTA82T -0.90 -0.58 -0.90 -0.26
RT-flex84T-D 0.71 0.53 0.53 0.43
0.24
RTA84T-D -0.83 -0.53 -0.83 -0.24
RT-flex96C-B 0.65 0.49 0.49 0.40
0.22
RTA96C-B -0.76 -0.49 -0.76 -0.22
*1 For engines without TV damper or front disc or free end PTO.
*2 For engines with TV damper or front disc or free end PTO.
*3 This value is not a limit for final acceptance, but it is used to indicate if further investigations are required.
*4 Also valid for RT-flex58T-ER-3.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
11 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
5 Limits for normal ship service
Normally it is sufficient to measure crankweb deflections regularly according to the
intervals defined by the maintenance manual of the main engine or by the class rules –
whatever is stricter.
Only in case of abnormalities, like significant change of crankweb deflection
measurement results compared to the set of previous measurements, it is
recommended to inspect the crankcase and to measure crankweb deflections more
frequently.
If signs of damage are found or in case of bearing temperature alarms or even bearing
damage, then detailed alignment measurements might become necessary. Wärtsilä
should be contacted for support and to coordinate necessary investigations in advance.
When judging crankweb deflections, it needs to be considered that they are affected by
the influences listed below. Consequently it is recommended to include these influences
in the records:
the forward and aft ship draught
the temperature in the lubricating oil sump tank
the temperature of seawater
the engine temperature
5.1 Validity
The limits for normal ship service (see table 5) are valid for any normal ship service
condition after ship delivery, i.e.:
The ship‟s draught and trim are within the limits for normal operation.
The engine is stopped.
Depending on the engine temperature condition, any heat supply to the double
bottom inside the engine room has to be out of operation prior to the
measurement until it is completed, i.e. the heating of the main lubricating oil sump
tank below the main engine, the pre-heater of the main lubricating oil separator, etc.:
- at least 8 hours for measurements at cold conditions
- at least 4 hours for measurements at warm conditions
- at least 1 hour for measurements at hot conditions
5.2 WCH case specific limits
If final measurements exceed the limits, then Wärtsilä should be contacted.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Crankweb deflection - limits
Made 14.10.2013 J.Bergande Main Drw. Page
12 / 12 Material ID
PAAD128847 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040466 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 5 Normal ship service
crankweb deflection limits [mm]
Reading convention: vertical horizontal
cyl.1
cyl.2 to cyl.(n-1) cyl.(n)
*1
cyl.(n)*2
cyl.1 to cyl.(n)
W-X35 0.27 0.19 0.19 0.09
-0.27 -0.19 -0.27 -0.09
W-X40 0.32 0.23 0.23 0.11
-0.32 -0.23 -0.32 -0.11
W-X62 0.56 0.40 0.40 0.18
-0.56 -0.40 -0.56 -0.18
W-X72 0.82 0.58 0.58 0.27
-0.82 -0.58 -0.82 -0.27
W-X82 0.90 0.64 0.64 0.29
-0.90 -0.64 -0.90 -0.29
W-X92 1.08 0.76 0.76 0.35
-1.08 -0.76 -1.08 -0.35
RT-flex48T-D 0.42 0.30 0.30 0.14
RTA48T-D -0.42 -0.30 -0.42 -0.14
RT-flex50 / -B / -D RT-flex50DF
0.42 0.30 0.30 0.14
-0.42 -0.30 -0.42 -0.14
RT-flex58T-D / -E*3
0.58 0.41 0.41 0.19
RTA58T-D -0.58 -0.41 -0.58 -0.19
RT-flex60C-B 0.54 0.38 0.38 0.18
-0.54 -0.38 -0.54 -0.18
RT-flex68-D 0.58 0.41 0.41 0.19
RTA68-D -0.58 -0.41 -0.58 -0.19
RT-flex82C 0.60 0.43 0.43 0.20
RTA82C -0.60 -0.43 -0.60 -0.20
RT-flex82T 0.90 0.64 0.64 0.29
RTA82T -0.90 -0.64 -0.90 -0.29
RT-flex84T-D 0.83 0.59 0.59 0.27
RTA84T-D -0.83 -0.59 -0.83 -0.27
RT-flex96C-B 0.76 0.54 0.54 0.25
RTA96C-B -0.76 -0.54 -0.76 -0.25
*1 For engines without TV damper or front disc or free end PTO.
*2 For engines with TV damper or front disc or free end PTO.
*3 Also valid for RT-flex58T-ER-3.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 1 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Table of contents
Introduction .............................................................................................................. 1
Abbreviations ........................................................................................................... 2
1 General ........................................................................................................... 3
2 Recommended static main bearing loads for layout calculations of ship new buildings in cold - stopped condition ............................................... 7
3 Recommended static main bearing loads before chocking ....................... 9
4 Required static main bearing loads before ship delivery ......................... 11
5 Minimum limits for normal ship service ..................................................... 13
Introduction
The target of alignment is to achieve positive static loads for all bearings (shaft line bearings and engine main bearings) under all normal ship service conditions, i.e. when the ship draught and the trim are within normal limits. To meet this target, the influence of elastic ship hull bending needs to be adequately considered by adjusting an appropriate static load distribution already at design stage, i.e. in the alignment layout calculation (ALC) and further during engine and shaft line installation (alignment before chocking). Therefore, the following needs to be considered:
The static loads of shaft line bearings need to have sufficient margins against zero load and against overload.
The aft three engine main bearings need to have an appropriate static load distribution which refers to the ship design and the difference between the draught expected during alignment and the maximum service draught (so called ‘scantling draught’).
The main engine needs to be installed straight or smoothly bent to a slight sagging or a very slight hogging by means of the full number of jacking screws (or alignment wedges resp.).
Regular crankweb deflection measurements and verification in service as well as regular inspection of crankcase are required for monitoring of main bearing alignment condition. As soon as all main bearings have a positive static load, no excessive static load can develop on any main bearing. Consequently no maximum limits need to be defined.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 2 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Cranks have a three-dimensional geometry with an uneven bending stiffness. This causes a variation of static main bearings loads which depends on the crank angle (see DG 9709 – “Engine alignment – Guidelines for measurements”). The ALC as well as the installation and the evaluation of alignment measurement results need experience. Wärtsilä offers support based on long-term experience in
assistance for creation of ALCs including recommendations for appropriate case specific static load distribution of main bearings
evaluation and review of alignment measurement results by means of so called ‘reverse calculations’
Abbreviations
The following abbreviations are used in this document: ALC alignment layout calculation cyl. cylinder cyl.1 aftmost cylinder #1 cyl.(n) foremost cylinder cyl.(n-1) second foremost cylinder DG design group (Wärtsilä drawing set structure) mb engine main bearing mb(n) foremost engine main bearing

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 3 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
1 General
1.1 Static load distribution for the aft three engine main bearings under consideration of elastic ship hull bending Elastic ship hull bending affects the alignment. In stopped flat-water conditions, the ship hull bending depends mainly on ship draught and trim and also on temperatures. Consequently the judgement of bearing loads and crankweb deflections need to consider these conditions. Regarding the main engine, mainly the aft three engine main bearings and the deflection of the aftmost crankweb are influenced as shown in table 1 below.
Table 1 Influence of ship draught onto engine alignment
condition machinery foundation
shape
static main bearing loads crankweb deflection
cyl.1 mb #1 mb #2 light ballast draught usual for alignment in new buildings
sagging or
low hogging
reduced
increased _/+\_
design to maximum draught
less sagging or
more hogging
increased
reduced _\-/_
Usually alignment of ship new buildings is performed in the empty ship at light ballast draught. Depending on ship design and the difference between the expected draught during alignment and the maximum draught,
a high static load has to be adjusted on mb #2 and mb #3 and in contrast an adequately low static load has to be adjusted on aftmost mb #1.
1.1.1 Lower and upper recommended values for aftmost mb #1 Lower and upper recommended values for aftmost mb #1 are provided in order to support the adjustment of an appropriate design related1 static load distribution at the aft three engine main bearings during final alignment in afloat condition. These lower and upper values refer to the installation type, however they are not provided as limits or recommended tolerance ranges!
1 Referring to ship design and to propulsion shaft line design and to the difference in draught
during alignment up to maximum draught.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 4 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Lower recommended values for aftmost mb #1: The more of the following influences apply, the lower static load is recommended for aftmost mb #1 in cold – stopped condition at light ballast draught (i.e. during alignment):
large draught increase from alignment to maximum draught, e.g. VLCCs and very large bulk carriers
short distance, i.e. minimum recommended by WCH between foremost shaft bearing and main engine, e.g. WCH minimum recommended distance for shaft bearings
light flywheel
If all three influences apply, then the lower value for aftmost mb #1 is recommended.
Upper recommended values for aftmost mb #1 The more of the following influences apply, the higher static load is recommended for aftmost mb #1 for cold – stopped condition at light ballast draught (i.e. during alignment):
low draught increase from alignment to maximum draught, e.g. gas tankers, roro vessels, car carriers and livestock carriers
large distance, i.e. maximum recommended by WCH between foremost shaft bearing and main engine, e.g. WCH maximum recommended distance for shaft bearings
heavy flywheel
If all three influences apply, then the upper value for aftmost mb #1 load is recommended.
1.2 Re-alignment after repair For engine re-alignment on board of vessels after a period of regular service, the recommended static loads provided for ship new buildings may not apply. For such cases, the static bearing load distribution needs to be adjusted under consideration of the repair and its influence on alignment and the draught condition during re-alignment. Wärtsilä should be contacted for assistance.
1.3 Alignment in partly afloat condition (not recommended) If alignment is performed in partly afloat condition, i.e. when the ship hull touches the ground occasionally or continuously or if the ship floating condition depends on the tide, then the ship hull bending differs from fully floating condition to an unknown degree. Thus WCH is not in a position to provide support for alignment which is performed in partly afloat conditions.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 5 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
1.4 Alignment in dry-dock Alignment in dry-dock lies within the experience of the shipyard. However, WCH has no such experience. Thus WCH is not in a position to provide support to alignment which is performed in dry-dock condition.
1.5 Bearing load measurement The measurement of static bearing loads is usually performed by jack-up tests in fully coupled condition and together with measurements of all crankweb deflections. The measurements listed below are required to proof alignment during installation. It is crucial to perform these measurements right after each other, without intermittent adjustments and without a change of draught or trim.
Crankweb deflections of all cylinders
Jack-up tests of all shaft bearings (except the inaccessible aft stern tube bearing)
Jack-up tests of aftmost mb #1 to mb #3
Additional jack-up tests for other main bearings would become necessary, if the maximum deviation indicator for vertical crankweb deflections2 between two adjacent cranks has been exceeded. It can be exceeded between the two foremost cranks if a heavy external load is attached at the crankshaft forward end, e.g. a TV damper or a front disc or a free end PTO gear drive. In such a case the static loads for the two foremost main bearings need to be measured. However, if the maximum deviation indicator for vertical crankweb deflections between two adjacent cranks is exceeded in way of cyl.2 to the second foremost cyl.(n-1), then Wärtsilä needs to be contacted.
1.5.1 Recording of bearing load measurement results incl. essential additional information Careful recording of bearing load measurement results is essential for a reliable analyse of the alignment condition. In addition to the measurement results, also further information about the measurement conditions and the measurement tools need to be included in the records for a clear understanding and a comprehensive judgement of the alignment measurement results. See DG9709 - “Engine alignment – Guidelines for measurements“ - section “Recording of static bearing loads”. Wärtsilä provides data record sheets in Microsoft Excel file format free of charge. See DG9707 - “Engine alignment – record sheets“. Please contact Wärtsilä, e.g. by email to: [email protected] or contact the local Wärtsilä office.
2 Details see DG9709 - “Engine alignment – Crankweb deflections - limits“ - section -
“Crankweb deflection max. deviation indicator”

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 6 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
1.5.2 Evaluation of measurement results Wärtsilä provides support which is free of charge for the evaluation of jack-up test results by means of so called ‘reverse calculations’. For this purpose also the following information is required:
a full set of crankweb deflection measurements which has been measured directly before or after the jack-up tests;
either the complete ALC or at least all necessary information to create the complete calculation model like used for the ALC3.
1.5.3 Jack correction factors For the evaluation of the shaft bearings’ jack-up test results, the jack correction factors provided by the ALC should be used. For the evaluation of the engine main bearings, the jack correction factors provided by the EnDyn program should be used. However, if the ALC is based just on an equivalent two-dimensional crankshaft model, then the average jack correction factors provided by table 2 should be used for the engine main bearings.
Table 2 Jack correction factors for engine main bearings
Bearing Jack position Dial gauge position Jack
correction factor
aftmost mb #1 below flywheel either on top of flywheel
or on top of crankshaft next to flywheel or on coupling flange next to flywheel
1.5
mb #2 (forward) below aft crank of aft cyl.1
on top of aft crank of aft cyl.1 1*1
mb #3 (aft) below forward crank of aft cyl.1
on top of forward crank of aft cyl.1 1
mb #4 to (n) below crank next to relevant mb
on top of crank next to relevant mb 1
*1: The jack correction factor of mb #2 depends significantly on the static load of aftmost mb #1.
Variation of jack correction factors The jack correction factor depends on
the position of the jack in relation to the bearings and
the actual static load distribution of bearings.
For most bearings the jack correction factor varies only within the negligible range of ±0.1 due to different static load distributions.
3 Details see DG9709 - “Engine alignment – Procedure & measurements at shipyard“ -
section “Evaluation of static bearing loads” – subsection “Wärtsilä evaluation – free of charge”

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 7 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
In contrast the jack correction factor of mb #2 may change significantly, depending on the real static load distribution of mb #1 and mb #2. If the ALC is based on an equivalent two-dimensional crankshaft model, then a jack correction factor of 1 can be used for mb #2. If the ALC is based on an EnDyn integrated three-dimensional crankshaft model, then the specific jack correction factors should be used which are provided for each shaft line bearing and each engine main bearing.
2 Recommended static main bearing loads for layout calculations of ship new buildings in cold - stopped condition
The recommended static main bearing loads for ALC (table 3) are provided for the design of ship new buildings. They are provided only for calculations which consider elastic main bearing supports4 and top clearance in the bearings. Calculations which consider infinitely stiff main bearing supports are misleading and thus not supported by WCH. The recommended static main bearing loads consider the requirements for ship new buildings where the alignment is usually related to the following conditions:
The ship hull is completed and the superstructure is in place, i.e. all major welding works are completed.
The ship is in continuous afloat condition and at light ballast draught. The machinery space has ambient temperatures – including main engine,
intermediate bearing supports and double bottom.
The values are just provided as recommendation and for guidance only. They are not provided as limits. More important than adjusting the main bearing loads exactly according to the ALC results is to achieve a similar static load distribution for the main bearings, as explained in section 1.1 . If the ALC is based on an equivalent two-dimensional crankshaft model5, then the following needs to be considered:
An equivalent two-dimensional crankshaft model cannot consider the varying stiffness of the cranks.
Calculation results for mb #3 show limited deviations.
Calculation results for mb #4 to foremost mb(n) are not realistic.
4 According to the EnDyn integrated crankshaft models or according to the data table for the
equivalent two-dimensional crankshaft model. 5 Details see DG 9709 – “Equivalent two-dimensional crankshaft model”

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 8 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Table 3 Static main bearing loads [kN]
recommended*1 for design (ALC) ship new buildings, cold - stopped condition,
light ballast to ballast draught mb #1 mb #2 mb #3 mb #4 to (n)*3
W-X35 5 - 15 > 25 > 30 > 12
W-X40 7 - 20 > 40 > 40 > 15
W-X62 10 - 75 > 130 > 150 > 40
W-X72 10 - 110 > 160 > 200 > 50
W-X82 10 - 120 > 290 > 280 > 90
W-X92 10 - 120 > 310 > 300 > 90
RT-flex48T-D RTA48T-D 10 - 40 > 65 > 70 > 30
RT-flex50-B / -D RT-flex50DF 10 – 40 > 65 > 75 > 30
RT-flex58T- D / T- E*4, RTA58T-D 10 – 60 > 100 > 110 > 30
RT-flex60C-B 10 – 65 > 120 > 130 > 40
RT-flex68-D RTA68-D 10 – 90 > 160 > 170 > 40
RT-flex82C RTA82C 10 – 130 > 260 > 260 > 90
RT-flex82T / T-B RTA82T / T-B 10 – 120 > 290 > 280 > 90
RT-flex84T-D RTA84T-D 10 – 110 > 290 > 280 > 90
RT-flex96C-B RTA96C-B 10 – 140 > 330 > 330 > 90
*1: The values are recommended and for guidance only. They are not provided as limits (see sections 1 and Error! Reference source not found.). As soon as the minimum recommended static load is provided for each main bearing, no excessive static load can develop on any main bearing.
*3: These minimum values have to be maintained for each crank angle position. *4: Also valid for RT-flex58T-ER-3

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 9 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
3 Recommended static main bearing loads before chocking
In general the static loads provided by the ALC - “cold - stopped” - condition have to be adjusted at alignment before chocking:
For the static loads of the propulsion shaft line bearings, either the tolerance according to class rules or according to ALC applies – whatever is tighter.
Simultaneously the static loads of the aft three engine main bearings need to show a similar static load distribution as provided by the ALC. Due to the very close distances between the main bearings; a tolerance like usually considered for propulsion shaft line bearings (e.g. ±20%) can hardly be applied.
The following requirements have to be met for alignment measurements, which are performed before chocking of main engine:
The ship hull is completed and the superstructure is in place, i.e. all major welding works are completed.
The ship is in continuous afloat condition and at light ballast draught. The machinery space has ambient temperatures – including main engine,
intermediate bearing supports and double bottom. Any heat supply to the double bottom inside the engine room has to be out
of operation at least 8 hours prior to the measurement until it is completed, i.e. the heating of the main lubricating oil sump tank below the main engine, the pre-heater of the main lubricating oil separator, etc.
The given values (table 4) are recommended and guidance only. They are not provided as limits. More important than adjusting the main bearing loads exactly according to the ALC results, is to achieve a similar static load distribution for the main bearings, as explained in section 1.1 . If the ALC is based on an equivalent two-dimensional crankshaft model6, then the following needs to be considered:
An equivalent two-dimensional crankshaft model cannot consider the varying stiffness in way of the cranks.
Calculation results for mb #3 show limited deviations.
Calculation results for mb #4 to foremost mb #(n) must not be considered.
The given values are not valid for alignment measurements which refer to partly afloat or dry-dock condition. For jack correction factors see section 1.5.3 .
6 Details see DG 9709 – “Equivalent two-dimensional crankshaft model”

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 10 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Table 4 Static main bearing loads [kN]
recommended*1 before chocking new buildings, cold - stopped condition,
light ballast to ballast draught mb #1 mb #2 mb #3 mb #4 to n*3 *4
W-X35 5 – 20 > 20 > 15 > 10
W-X40 7 – 25 > 30 > 20 > 15
W-X62 10 – 80 > 110 > 70 > 30
W-X72 10 – 140 > 120 > 80 > 30
W-X82 10 – 130 > 220 > 100 > 40
W-X92 10 – 150 > 220 > 140 > 40
RT-flex48T-D RTA48T-D 10 – 45 > 55 > 35 > 20
RT-flex50-B / -D RT-flex50DF 10 – 45 > 55 > 35 > 20
RT-flex58T-D / T-E*5 RTA58T-D 10 – 70 > 85 > 50 > 20
RT-flex60C-B 10 – 70 > 110 > 60 > 30
RT-flex68-D RTA68-D 10 – 110 > 140 > 70 > 30
RT-flex82C RTA82C 10 – 140 > 200 > 100 > 40
RT-flex82T / T-B RTA82T / T-B 10 – 130 > 220 > 100 > 40
RT-flex84T-D RTA84T-D 10 – 130 > 230 > 120 > 40
RT-flex96C-B RTA96C-B 10 – 170 > 260 > 160 > 40
*1: The values are recommended and for guidance only. They are not provided as limits. The static loads of engine main bearings need to show a similar static load distribution as provided by the ALC (see sections 1 and Error! Reference source not found.). As soon as the minimum recommended static load is provided for each main bearing, no excessive static load can develop on any main bearing.
*3: Usually the static loads of mb #1 to #3 are measured by jack-up tests. Further measurements become required if indicated by the vertical crankweb deflections (see section 1.5 ).
*4: These minimum values have to be maintained at each crank angle position. *5: Also valid for RT-flex58T-ER-3

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 11 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
4 Required static main bearing loads before ship delivery
Alignment measurements which refer to ship delivery (e.g. during or after sea trial) in light ballast or ballast draught need to meet the requirements provided by table 5. The following requirements have to be met for relevant alignment measurements:
The ship is completely built. The alignment measurements are performed in continuous afloat condition and
at light ballast or ballast draught. The main engine is stopped.
Depending on the engine temperature condition, any heat supply to the double bottom inside the engine room has to be out of operation prior to the measurement until it is completed, i.e. the heating of the main lubricating oil sump tank below the main engine, the pre-heater of the main lubricating oil separator, etc.: - at least 8 hours for measurements at cold conditions - at least 4 hours for measurements at warm conditions - at least 1 hour for measurements at hot conditions
The given values (table 5) are provided as requirements for static main bearing loads at ship delivery (e.g. during or after sea trial) in light ballast or ballast draught at normal trim and in cold-stopped or hot-stopped condition. The given values are not valid for alignment measurements which refer to design or maximum ship draught – even if they would have been measured at ship delivery (e.g. during or after sea trial). Alignment measurements which refer to design or maximum ship draught need to meet the “Minimum limits for normal ship service” provided in table 6. The limits “before ship delivery” can be applied also for additional measurements after chocking. However, if the ship has not yet been in operation, then the limit should not be maxed out, as influences by settling effects and welding stress release in ship hull cannot be predicted exactly. These limits are not valid for the condition before chocking and they are not valid for alignment measurements which refer to partly afloat or dry-dock condition. For jack correction factors see section 1.5.3 .

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 12 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Table 5 Static main bearing loads [kN] required*1 before ship delivery new buildings, stopped condition,
light ballast to ballast draught*2 mb #1 mb #2 mb #3 mb #4 to n*4 *5
W-X35 5 – 25 > 15 > 15 > 10
W-X40 7 – 30 > 25 > 20 > 15
W-X62 10 – 100 > 100 > 70 > 30
W-X72 10 – 160 > 100 > 80 > 40
W-X82 10 – 170 > 200 > 100 > 40
W-X92 10 – 180 > 220 > 140 > 40
RT-flex48T-D RTA48T-D 10 – 55 > 45 > 35 > 20
RT-flex50-B / -D RT-flex50DF 10 – 55 > 45 > 35 > 20
RT-flex58T-D / T-E*6 RTA58T-D 10 – 85 > 70 > 50 > 20
RT-flex60C-B 10 – 90 > 90 > 60 > 30
RT-flex68-D RTA68-D 10 – 130 > 120 > 70 > 30
RT-flex82C RTA82C 10 – 180 > 180 > 100 > 40
RT-flex82T / T-B RTA82T / T-B 10 – 170 > 200 > 100 > 40
RT-flex84T-D RTA84T-D 10 – 160 > 210 > 120 > 40
RT-flex96C-B RTA96C-B 10 – 200 > 240 > 160 > 40
*1: The given values are provided as requirements for static main bearing loads measured at ship delivery (e.g. during or after sea trial) in light ballast or ballast draught at normal trim and in cold-stopped or hot-stopped condition. As soon as the minimum required static load is provided for each main bearing, no excessive static load can develop on any main bearing.
*2: Alignment measurements which refer to design or maximum draught need to meet the “Minimum limits for normal ship service” provided in table 6.
*4: Usually the static loads of mb #1 to #3 are measured by jack-up tests. Further measurements become required if indicated by the vertical crankweb deflections (see section 1.5 ).
*5: These minimum values have to be maintained for each crank angle position. *6: Also valid for RT-flex58T-ER-3.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 13 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
5 Minimum limits for normal ship service
The basic requirement that all engine main bearings need to have a positive static load under all normal ship service conditions is met, if
the minimum bearing loads according to table 6 are granted
for each main bearing and under all normal ship service conditions.
The following requirements have to be met for alignment measurements which are performed in normal ship service:
The alignment measurements are performed in continuous afloat condition and at any normal service draught (light ballast to maximum draught) and at normal trim.
The main engine is stopped.
Depending on the engine temperature condition, any heat supply to the double bottom inside the engine room has to be out of operation prior to the measurement until it is completed, i.e. the heating of the main lubricating oil sump tank below the main engine, the pre-heater of the main lubricating oil separator, etc.: - at least 8 hours for measurements at cold conditions - at least 4 hours for measurements at warm conditions - at least 1 hour for measurements at hot conditions.
The given values (table 6) are also valid for alignment measurements which refer to ship delivery at design draught or maximum draught (so called ‘scantling draught’). The given values are not valid for alignment measurements which refer to partly afloat or dry-dock condition. For jack correction factors see section 1.5.3 .

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine Alignment Main bearing loads - recommendations & limits
Made 14.10.2013 J.Bergande Main Drw. Page 14 / 14
Material ID PAAD128848 Chkd 18.10.2013 W. Schiffer Design Group
9709 Drawing ID DAAD040467 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Cop
yrig
ht W
ärts
ilä. A
ll rig
hts
rese
rved
. By
taki
ng p
osse
ssio
n of
the
draw
ing,
the
reci
pien
t rec
ogni
zes
and
hono
rs th
ese
right
s. N
eith
er th
e w
hole
nor
any
par
t of t
his
draw
ing
may
be
used
in a
ny w
ay fo
r con
stru
ctio
n, fa
bric
atio
n, m
arke
ting
or a
ny o
ther
pur
pose
nor
cop
ied
in a
ny w
ay n
or m
ade
acce
ssib
le to
third
par
ties
with
out t
he p
revi
ous
writ
ten
cons
ent o
f Wär
tsilä
.
Table 6 Static main bearing loads [kN]
minimum limits*1 for normal ship service cold or hot - stopped condition,
light ballast to maximum draught mb #1 mb #2 to (n)*2
W-X35 >5 >10
W-X40 >7 >15
W-X62 >10 >20
W-X72 >10 >20
W-X82 >10 >20
W-X92 >10 >20
RT-flex48T-D RTA48T-D >10 >20
RT-flex50-B / -D RT-flex50DF >10 >20
RT-flex58T-D / T-E*3 RTA58T-D >10 >20
RT-flex60C-B >10 >20
RT-flex68-D RTA68-D >10 >20
RT-flex82C RTA82C >10 >20
RT-flex82T / T-B RTA82T / T-B >10 >20
RT-flex84T-D RTA84T-D >10 >20
RT-flex96C-B RTA96C-B >10 >20
*1: These minimum values have to be maintained for each crank angle position. As soon as all main bearings meet the minimum limit required, no excessive static load can develop on any main bearing. Jack-up tests of engine main bearings are only required in case of significant change of crank web deflections or in case of damage. Prior to such measurements, Wärtsilä should be contacted for assistance.
*2: These minimum values have to be maintained for each crank angle position. *3: Also valid for RT-flex58T-ER-3.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
1 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table of contents
Introduction ............................................................................................................... 1
Abbreviations ............................................................................................................ 1
1 Gap and sag of un-coupled flanges .............................................................. 2
2 Crankweb deflection ....................................................................................... 3
2.1 Preparation of crankweb deflection measurements ..................................... 3
2.2 Judgement of crankweb deflection measurement results ............................ 8
2.3 Recording of crankweb deflection measurement results .............................. 9
2.4 Evaluation of vertical and horizontal crankweb deflection .......................... 10
3 Static bearing loads ...................................................................................... 11
3.1 Preparation of static bearing load measurements ...................................... 11
3.2 Measurement of static bearing loads .......................................................... 15
3.3 Recording of static bearing loads ............................................................... 18
3.4 Evaluation of static bearing load measurement results .............................. 19
Introduction
The purpose of this alignment practice guideline is to provide information and guidelines
about the correct measurement, recording, judgement and evaluation of crankweb
deflections and bearing loads. It is based on practical experience and aims to support
the end user in achieving evaluable results.
Abbreviations
The following abbreviations are used in this document:
ALC alignment layout calculation
BDC Bottom dead centre
CA crank angle
DG design group (Wärtsilä drawing set structure)
EXH Exhaust side
FPS Fuel pump side
mb engine main bearing
TDC Top dead centre

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
2 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
1 Gap and sag of un-coupled flanges
This section provides information about measuring of gap and sag values for un-coupled
flanges during the alignment of shafts and main engine. Details about this alignment
procedure are provided in DG9709 - “Engine alignment – Procedure & measurements at
shipyard” - section “Final alignment in floating condition”. The gap & sag data for the
alignment process are provided by the case specific ALC. The gap and sag values
shown in this section are provided as examples only.
Figure 1: measurement of sag by means of a dial gauge
Figure 2: measurement of gap by means of a dial gauge
0.20 mm
0.00 mm
0.20 mm
0.40 mm
SAG
10
00
mm
SAG = (0+0.4) / 2 = 0.20 mm
SAG: The radial offset between two shafts
0.15 mm
0.00 mm
0.15 mm
0.30 mm GAP
10
00
mm
GAP = 0 + 0.3 / 1 = 0.30 mm / m GAP: The angular displacement of the 0000direction of two shafts

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
3 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
2 Crankweb deflection
This section provides guideline for crankweb deflection measurement in addition to the
contents provided by DG9709 - “Engine alignment – crankweb deflections - limits“ and
DG9709 - “Engine alignment – Procedure & measurements at shipyard“.
Good experience and great care is crucial for measuring crankweb deflections.
The safety rules have to be strictly observed.
The engine is stopped and has to be reliably interlocked against starting for
safety reasons until completion of the measurement and after all crank doors
have been completely closed again.
In particular the safety advices provided in the Maintenance Manual (MM), e.g. the
minimum delay between stopping of main engine and opening of crankcase
doors, the oily surfaces inside the engine, etc.
2.1 Preparation of crankweb deflection measurements
2.1.1 Tools for crankweb deflection measurement
The crankshaft deflection gauge which is included in the set of engine tools or a similar
one1 with appropriate length and 1/100 mm scale should be used for the measurement
of crankweb deflection see figure 3.
Figure 3: mechanical dial gauge kit (left), electronical measurement gauge (right)
Preparation of dial gauge
Before using the deflection gauge its functionality needs to be checked carefully:
The indicator sliding rod has to move smoothly and free from any irregular friction
or an abnormally high resistance during movement.
The extension bar needs to be straight and selected in accordance with the engine
specific distance “A” between the opposing crankwebs / main journals (see table 1
and figure 4).
1 Alternatively also an electronic measurement system using an inductive distance sensor as shown in
figure 3 can be used.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
4 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 1
Distance “A” between cranks /
journals *1
[mm]
W-X35 136
W-X40 156
W-X62 234
W-X72 270
W-X82 272
W-X92 320
RTA / RT-flex48T-D 150
RT-flex50 / -B / -D RT-flex50DF
150
RT-flex58T-D / -E RTA58T-D
183
RT-flex60C-B 186
RTA / RT-flex68-D 210
RTA / RT-flex82C 272
RTA / RT-flex82T-B/ -D 272
RTA / RT-flex84T-D 260
RTA / RT-flex96C-B 404
*1 without consideration of punch mark depths
Figure 4: Distance between crankwebs / main journals.
2.1.2 Ambient conditions during crankweb deflection measurement
Switching-off heat sources in foundation
For measurements at cold condition, the following heat sources have to be
switched-off at least 8 hours before the measurement:
the tank heating in main lubricating oil sump tank;
the tank heating in any other tank in the engine room double bottom;
the pre-heater of the main lubricating oil separator.
For measurements at warm conditions, the above mentioned heat sources have to be
switched-off at least 4 hours before the measurements.
For measurements at hot conditions, the above mentioned heat sources have to be
switched-off at least 1 hour before the measurements.
Sea motion
For measurements in afloat conditions, flat water conditions are recommended.
Measurements made at sea motion or heavy swell or even rough sea condition, may
lead to scattered measurement results which might not be evaluable.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
5 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
If such measurement conditions cannot be avoided (e.g. at sea trial), then we
recommend to repeat the measurement as soon as more favorable conditions are
present (e.g. after sea trial) – even if the draught or temperature has changed – and to
include these additional measurements to those with scattered results.
Further influences
During the measurement, the influences onto alignment should be limited as far as possible:
Measurements at covered sky or just after sunrise or at night should be preferred.
Cargo operation or ballasting operation should be avoided.
Measurements at strong sunshine onto one side of ship hull should be avoided.
2.1.3 Engine conditions during crankweb deflection measurement
The electric motor driven turning gear has to be ready for use.
The piston and cylinder liner including all other moving parts should be
lubricated well before the measurement is taken to avoid any abnormal friction
change while turning the crankshaft – in particular after a longer period of engine
stand-still.
The engine is stopped and has to be reliably interlocked against starting.
The main lubricating oil pumps (incl. crosshead pumps, if exist) have to be
stopped as early as possible.
The indicator (test) cocks at all cylinder covers need to be opened.
2.1.4 Measuring crankweb deflections
The crankweb deflection is measured at five angular positions. The first and the last
reading values need to be read when the dial gauge is very close to the connecting
rod (details see figure 6).
A detailed step-by-step description for preparation and performance of reading crankweb
deflections is provided in this section. The steps are indicated by numbered paragraphs.
Safety
Ensure that the safety advices mentioned in section 2 are fully adhered at any
time and that the main engine is stopped and reliably interlocked against starting
until completion of the measurement and after all crank doors have been
completely closed again.
Turning direction during measurement
It is recommended to choose the turning direction based on location of turning gear (see
figure 5):
Counter-clockwise rotation for engines with turning gear on fuel pump side:
e.g. RTA48T-D, RTA58T-D, RT-flex60C-B, RTA68-D, RTA82C, RTA82T/T-B,
RTA/RT-flex84T-D, RTA/RT-flex96C-B.
Clockwise rotation for engines with turning gear on exhaust side:
e.g. W-X35, W-X40, W-X62, W-X72, W-X82, W-X92, RT-flex48T-D, RT-flex50-B/-D,
RT-flex82C/T.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
6 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Figure 5: definition of turning directions (view from aft end)
During a measurement session, the crankweb deflections of all cranks have to be
measured with the same turning direction, i.e.
- either clockwise for all cranks
- or counter-clockwise for all cranks.
All measurements must be read under the same condition, i.e.
- either all are read during turning of the crankshaft
- or all are read at stopped condition.
That means in case all measurements were taken while the crankshaft continued turning,
also the last measurement has to be taken during turning and just before stopping.
Figure 6: reading positions for crankweb deflections (view from aft end)
crank pin at BDCfps or
dial gauge at TDCexh
crank pin at FPS or
dial gauge at EXH
crank pin at TDC or
dial gauge at BDC
crank pin at EXH or
dial gauge at FPS
crank pin at BDCexh or
dial gauge at TDCfps
measurement sequence with clockwise turning direction
measurement sequence with counter-clockwise turning direction
view from engine aft end
turning gear at fuel pump
side
counter-
clockwise turning
turning gear at exhaust side
clockwise
turning

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
7 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Inserting and resetting the dial gauge
High attention needs to be paid for the correct setting of the deflection gauge:
1) Engage the turning gear.
2) Turn the crankshaft at least one revolution in order to ensure that all moving
engine components are free and get properly lubricated and thus reduce the
resistance to a minimum, especially after a longer period of stand-still.
3) Turn relevant crank pin into the bottom dead centre (BDC)2.
4) Then just turn the crankshaft out of the bottom dead centre into the first of the five
reading positions2 using the same turning direction like for all subsequent
measurements, i.e. turn the crank
- either into bottom dead centre – exhaust side for counter-clockwise measurement;
- or into bottom dead centre – fuel pump side for clockwise measurement
This position needs to be as close as possible to the bottom dead centre position so
that the dial gauge can just safely be inserted and turned around its axis (see
step 6).
5) Insert the dial gauge carefully into the round centre punch marks which are stamped
into each of the two opposing main journals of relevant crank as shown in figure 7
and figure 8.
Do not insert the gauge into the crank - journal slip indication marks on the outer
side of the round centre punch marks3.
Figure 7: positions of round centre punch mark dedicated for inserting the crankweb
deflection measurement gauge
2 Turning the crankweb into bottom dead centre completely and then use the turning direction for
measurement to turn the crank into the first of the five reading positions close to the connecting rod is crucial to achieve the required low difference between the first and the fifth reading value – see section 2.2 .
3 The indicated distance (18mm) between the centre punch mark for crankweb deflection gauge and
the crank - journal slip indication marks may differ, depending on engine type and version.
A centre punch mark
for dial gauge
approx. 18mm
Crank Web
Crank Journal

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
8 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Figure 8: dial gauge installed for crankweb deflection measurement
6) Ensure a complete settlement of dial gauge into the round centre punch marks by
numerous turns around its measuring axis until the gauge indicates a steady value.
7) Finally reset the dial gauge to zero.
Reading and noting the crankweb deflections
8) Turn the crankshaft in the chosen turning direction and read and record the
deflection changes when the crank pin reaches relevant reading positions shown
in figure 6.
9) Right after reading the fifth deflection value, check the difference between the first
and the last reading value: It has to comply with the permissible deviation as
explained in section 2.2 . If the permissible deviation is exceeded, then repeat the
complete measurement of the relevant crank. In case of sea motion causing
excessive deviations see section 2.1.2 - subsection “Sea motion”.
10) Repeat steps 3) to 9) for each crank to be measured.
2.2 Judgement of crankweb deflection measurement results
The permissible deviation between the first and the last crankweb deflection reading
value is limited as listed in table 2 for each engine type.
If the permissible deviation is exceeded, then the complete measurement of the relevant
crank needs to be repeated – otherwise it might not be possible to judge the
measurement results.
Possible reasons for exceeding the permissible deviation can be
change of turning direction when turning from the first to the second reading position
incomplete settlement of dial gauge into the centre punch marks
either the first or the last reading position was too far away from bottom dead
centre – see figure 6.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
9 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 2 Permissible deviation
between first and last deflection reading value of a crankweb [mm]
W-X35
W-X40 0.03
W-X62 0.04 W-X72 0.05 W-X82
W-X92 0.06
RT-flex48T-D & RTA48T-D
RT-flex50-B / -D & RT-flex50DF
RT-flex58T-D / -E & RTA58T-D
RT-flex60C-B
0.04
RT-flex68-D & RTA68-D 0.05 RT-flex82C & RTA82C
RT-flex82T & RTA82T
RT-flex84T-D & RTA84T-D
RT-flex96C-B & RTA96C-B
0.06
2.3 Recording of crankweb deflection measurement results
A careful recording of crankweb deflection measurement results is essential for a reliable
analysis of the alignment condition. In addition to the measurement results, also further
information about the measurement conditions and the measurement tools need to be
included in the records for a clear understanding and a comprehensive judgement of the
alignment measurement results.
We recommend using the Wärtsilä data record sheets. They are provided free of
charge in Microsoft Excel file format. See DG9707 - “Engine alignment – record sheets”.
Please contact Wärtsilä, e.g. by email to: [email protected] or
contact the local Wärtsilä office.
2.3.1 Additional information about measurement
General information
date of measurement
engine type, incl. number of cylinders
engine builder and his manufacturing number (refer to name plate at engine)
for ship newbuilding: shipyard name, hull number and IMO number
for ships in service: ship name and IMO number
for ship newbuilding: current engine and shaft installation progress, e.g. before or
after chocking, before or during or after sea trial
for ships in service: operating hours
Information about ship condition
current fore and aft ship draught
approx. temperatures of crankshaft, main lubricating oil and cylinder cooling water

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
10 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Information about reading details
units of crankweb deflection reading values (e.g. 1/100 mm)
turning direction during the measurement, i.e. either “counter-clockwise” or
“clockwise” 4
the referred measurement positions4:
Figure 9: definitions of crankweb deflection reading conventions
The reading convention of the dial gauge4 which is defined as follows:
If the measured distance is reduced and
the dial gauge indicates more negative values (or lower positive values resp.),
then the reading convention complies with the default in WCH
documentation:
(default in WCH documentation)
If the measured distance is reduced and
the dial gauge indicates higher positive values (or less negative values resp.),
then the reading convention is opposite to the default in WCH
documentation. (e.g. Japanese dial gauges)
(opposite to WCH documentation)
2.4 Evaluation of vertical and horizontal crankweb deflection
It is recommended to use Wärtsilä´s recording sheet in DG9707 – “Engine Alignment
Record Sheets”. If evaluation sheets of 3rd party are used or if the readings are
evaluated manually, then the vertical and horizontal deflections for each crankweb are
calculated from the five reading values per crank as shown in table 3, depending on the
reading positions which refer either to crank pin positions or dial gauge position:
4 Record all measurements as read, i.e. in accordance to the actual turning directions, measurement
positions and reading convention. The Wärtsilä´s recording sheet in DG9707 - "Engine Alignment Record Sheets") contain input fields to report also these conditions and reading details.
crank pin position view from engine aft end
(default in WCH documentation)
TDC
BDCfps
EXH FPS
BDCexh
dial gauge position view from engine aft end
TDCexh TDCfps
EXH FPS
BDC

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
11 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 3 Calculation of vertical and horizontal
crankweb deflections
crank pin position readings (default in WCH documentation)
dial gauge position readings
vertical deflection: 2
fpsexh BDCBDCTDC
2
fpsexh TDCTDCBDC
horizontal deflection: EXHFPS FPSEXH
2.4.1 Crankweb deflection max. deviation indicator
If the crankweb deflection measurement refers to ship newbuilding or engine re-
alignment, then the difference of vertical crankweb deflections needs to be checked. If it
exceeds the related maximum deviation indicator5, then additional jack-up tests for other
main bearings become required (see DG9709 – “Crankweb deflection - limits” - section -
“Crankweb deflection max. deviation indicator”).
3 Static bearing loads
This section provides guideline for static bearing load measurement in addition to the contents
provided by DG 9709 - “Engine alignment – Main bearing loads – recommendations & limits“
and DG9709 - “Engine alignment – Procedure & measurements at shipyard”
The measurement of static bearing loads (also called „jack-up test‟) is the common method to
determine actual static bearing loads for engine main bearings, intermediate shaft bearings
and forward stern tube bearing. The data is needed for the verification whether the real static
load distribution meets the requirements which were defined within the layout calculation.
3.1 Preparation of static bearing load measurements
3.1.1 Ambient condition during static bearing load measurement
Switching-off heat sources in foundation
For measurements at cold condition, the following heat sources have to be
switched-off at least 8 hours before the measurement:
the tank heating in main lubricating oil sump tank;
the tank heating in any other tank in the engine room double bottom;
the pre-heater of the main lubricating oil separator.
For measurements at warm conditions, the above mentioned heat sources have to be
switched-off at least 4 hours before the measurements.
5 This usually applies for the two foremost crankweb deflections in case a heavy external mass such
as a TV damper, front disc or free end PTO gear drive is installed. If this applies for other main bearings, i.e. mb #3 to the second foremost, then Wärtsilä needs to be contacted.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
12 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
For measurements at hot conditions, the above mentioned heat sources have to be
switched-off at least 1 hour before the measurements.
Sea motion
For measurements in afloat conditions, flat water conditions are recommended.
Measurements made at sea motion or heavy swell or even rough sea condition, may
lead to scattered measurement results which might not be evaluable.
If such measurement conditions cannot be avoided (e.g. at sea trial), then we
recommend to repeat the measurement as soon as more favorable conditions are
present (e.g. after sea trial) – even if the draught or temperature has changed – and to
include these additional measurements to those with scattered results.
Further influences
During the measurement, the influences onto alignment should be limited as far as possible:
Measurements at covered sky or just after sunrise or at night should be preferred.
Cargo operation or ballasting operation should be avoided.
Measurements at strong sunshine onto one side of ship hull should be avoided.
3.1.2 Engine condition during static bearing load measurement
The electric motor driven turning gear has to be ready for use.
The piston and cylinder liner including all other moving parts should be lubricated
well before the measurement is taken to avoid any abnormal friction change while
turning the crankshaft – in particular after a longer period of engine stand-still.
The engine is stopped and has to be reliably interlocked against starting.
The main lubricating oil pumps (incl. crosshead pumps, if exist) have to be stopped
as early as possible.
The indicator (test) cocks at all cylinder covers need to be opened.
3.1.3 Tools for static bearing load measurement
Appropriate hydraulic jacks which have to be chosen according to the following
criteria:
Jacks for jacking up engine main bearings need to have a sufficient size, whose
engine specific guidance values are provided in table 4.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
13 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 4 Recommended Jack
capacity [ton]
W-X35 25 – 50
W-X40 25 – 50
W-X62 70 – 100
W-X72 100 - 150
W-X82 100 - 150
W-X92 100 - 150
RTA / RT-flex48T-D 50 - 70
RT-flex50 / -B / -D RT-flex50DF
50 - 70
RT-flex58T-D / -E RTA58T-D
70 – 100
RT-flex60C-B 70 – 100
RTA / RT-flex68-D 70 – 100
RTA / RT-flex82C 100 - 150
RTA / RT-flex82T-B/D 100 - 150
RTA / RT-flex84T-D 100 - 150
RTA / RT-flex96C-B 100 - 150
Jacks for jacking up shaft line bearings need to be selected according to the
expected bearing loads which are provided in the alignment layout calculation
for referred condition. As guidance, the jack capacity for jacking up shaft line
bearings is usually about half in size as the jack capacity needed for jacking up
engine main bearings.
It is not recommended to increase the total capacity by operating two jacks in
parallel, side by side below one jack up point, since the results can be hardly
evaluated.
To avoid increased friction by twisting: It has to be avoided, in reference to
figure 10 that the jack‟s plunger is too much extended in the maximum position.
As countermeasure the adjustment of a parallel and even machined steel block
under the jack can be considered.
Figure 10: jack extension

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
14 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
To keep hysteresis small transversal angular misalignment and transversal
parallelism between shaft and bearing shell (figure 11) has to be equalized by
positioning of the jack exactly below the transversal shaft centre as it is shown
in figure 12.
Figure 11: Transversal angular misalignment and transversal parallelism between shaft
and bearing shell
Figure 12: Correct positioning of hyd. jack and measurement gauge exactly above/below
of transversal shaft centre
Hydraulic pressure gauge, range acc. to jack size (fine scale 10, 20 or 25bar), or
electronic load cell.
Hydraulic pump, capacity acc. to jack size.
Adequate hydraulic hoses and stop valves.
Dial gauge (e.g. with 0.01mm scale) with magnetic stand.
Steel plate(s) for distribution of jack load onto tank top (or foundation) below
flywheel.
Lower half of bearing shell
Shaft
Lower half of bearing shell
Shaft
Shaft
Lower half of bearing shell

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
15 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Steel plate between hydraulic jack and flywheel to protect flywheel turning teeth.
Girder (see figure 13) provided for crankweb lifting during lower half main bearing
shell inspection or replacement.
Figure 13: Girder for placing the hydraulic jacks below cranks
3.2 Measurement of static bearing loads
The following description provides a step by step instruction for the systematic
measurement of static bearing loads.
1) Engage the turning gear to the flywheel.
2) Turn the crankshaft at least one revolution in order to ensure that all moving
engine components are free and get properly lubricated and thus reduce the
resistance to a minimum, especially after a longer period of stand-still.
3) Turn the crankshaft to the required position e.g. cyl. 1 at top dead centre for
measuring of mb #1 and shaft line bearings loads or cyl. 1 at exhaust gas side for
measuring of mb #2 and mb #3 load.
4) Disengage the turning gear from the flywheel.
5) Arrange the measurement tools (jacks and dial gauges) according to following
descriptions, referring to figure 14 to figure 17.
Figure 14: Arrangement for jack-up
test with hydraulic jack
and mechanical dial
gauge.
Figure 15: Arrangement for jack-
up test with load cell
and electronic
displacement gauge.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
16 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Figure 16: Jack-up test of aftmost
mb #1
Aft most mb #1 should be jacked
up below the flywheel. A steel
beam or steel plates are required
to distribute the jack load to the
tank top plate. A steel bar
arranged between jack and
flywheel is required to prevent
damage of flywheel turning gear
teeth.
Figure 17: Jack-up test of mb #2
Mb #2 up to foremost mb should be
jacked up below the crankweb next to
the relevant bearing supported by a
girder. The dial gauge to measure the
vertical lifting of the crankshaft in
relation to bearing housing has to be
placed above or at least as close as
possible to the jack with the magnet
stand placed either on top of the mb
cap or on the engine housing.
6) Before taking the measurement, lift up and lower down the shaft at least once and
check the jack and hoses concerning leakages of hydraulic oil during the
arrangement.
7) Lift up the crankshaft at the relevant bearings under consideration of the following
points:
The lifting up of the crankshaft at the relevant bearing should be done steadily
(step by step) and slowly in order to avoid an exceeded hysteresis.
For each step the vertical shaft position (lifting height) and the related jack
pressure has to be recorded. The recorded results are illustrated as jack up curve
in the evaluation sheet.
For the whole jack up test, a pressure range from 10-50 bar should be covered
and include as much as possible measurement points (at least 15), especially for
the lifting height range from 0 to 0.2 mm.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
17 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
In case the bearing load is very low resp. close to zero load it is recommended to
use 3 dial gauges (potentially with a finer calibration) in parallel, i.e. one on the
crankweb housing, two on each side of the adjacent crankwebs, to achieve by
reference measurements evaluable results.
The shaft at the corresponding bearing has to be lifted up as much as possible to
receive evaluable results. The max. lifting height for the main bearings is
restricted by the minimum bearing clearance plus 0,05 mm for taking into
account the elastic deflection. For the min. lifting height refer to table 5 which
provides engine specific guidance values.
The max. lifting height for the shaft line bearings is restricted by the minimum
bearing clearance plus 0,5 mm for taking into account the elastic deflection. For
the clearance of the shaft line bearings refer to the data provided by the bearing
supplier.
To avoid overstretching of bearing tie rods or provoking a deformation of the upper
bearing shell, the lifting up has to be stopped immediately as soon as an irregular
resistance is observed, i.e. the lifting height stagnates although the load increased
significantly.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
18 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Table 5 Recommended minimum lifting
height (mm)
W-X35 0.2
W-X40 0.2
W-X62 0.3
W-X72 0.4
W-X82 0.4
W-X92 0.4
RTA / RT-flex48T-D 0.3
RT-flex50 / -B / -D RT-flex50DF
0.2
RTA / RT-flex58T-D / -E RTA58T-D
0.3
RT-flex60C-B 0.3
RTA / RT-flex68-D 0.3
RTA / RT-flex82C 0.4
RTA / RT-flex82T-B/D 0.4
RTA / RT-flex84T-D 0.4
RTA / RT-flex96C-B 0.4
8) Lower down the crankshaft at the relevant bearings under consideration of the
following points:
The lowering down of the crankshaft at the relevant bearing should be done
steadily (step by step) and slowly in order to avoid exceeded hysteresis.
For each step the vertical shaft position (lifting height) and the related jack
pressure has to be recorded. The recorded results are illustrated as lowering down
curve in the evaluation sheet.
9) Repeat step 3 to 8 for the static load measurement of each bearing.
3.3 Recording of static bearing loads
To make a clear evaluation and to issue a confirmation letter, if the results met the
requirements, the following information are requested by Wärtsilä (if available,
Wärtsilä`s record sheet provided in DG9707 – “Engine Alignment Record Sheets”
should be always used):
Date of measurement
Engine type.
Engine builder and their manufacturing number. (refer to name plate at engine)
Ship name, shipyard and hull number.
Operating hours of the engine

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
19 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Engine and shaft installation progress status, e.g. before/after chocking,
before/during/after sea trial.
Actual fore and aft ship draught
Approx. temperature of crankshaft, lubricating oil and cylinder cooling water.
Scale unit of the measurement devise used for the recording of shaft lifting height.
Scale unit of the measurement devise used for the recording of jack pressure,
respectively jack load (e.g. bar, kg/cm2 or ton).
If only the jack pressure is recorded, exact effective pressure area of the used
hydraulic jack.
Exact position of each hydraulic jack and dial gauge
Crankshaft position, e.g. aftmost crank #1 at TDC or EXH side for each
measurement.
The jack up test measurement results (lifting heights with corresponding loads) for
all relevant bearings, i.e. at least for the three aftmost engine main bearings and
all shaftline bearings, except the aft sterntube bearing (see DG9709 - “Engine
alignment – Main bearing loads – recommendations & limits”).
The corresponding crankweb deflection measurement results, which were taken
under the same engine and ambient conditions and are needed for the evaluation
and verification of the recorded jack up curves by reverse calculation.
3.4 Evaluation of static bearing load measurement results
3.4.1 Calculation of static bearing loads
With the jack pressure recorded during the jack up test, the jack load can be calculated
with the corresponding effective jack area according to the following formula 1.
2mmareaJackMPapressureJackNloadJack
Formula 1: calculation of jack load
The actual static bearing load is influenced by several factors which are taken into
account within the calculation as follows:
Jack position in correlation to the dial gauge position:
Since the hydraulic jack during jack up test is in most cases not exactly in the
same longitudinal position as the dial gauge for measuring of the lifting height a
jack correction factor needs to be applied to calculate the bearing load in the
corresponding position as described by formula 2:
factorcorrectionJackNloadJackNloadBearing
Formula 2: calculation of bearing load

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
20 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Basically, the jack correction factors depend on the project specific layout of the
propulsion shaft, i.e. shaft diameter, bearing distances and actual bearing load
distribution. For the evaluation of shaft bearings‟ jack-up test results, the jack
correction factors provided by the ALC should be applied. For further information
refer to DG9709 - “Engine alignment – Main bearing loads – recommendations &
limits“ - section “Jack correction factors”
Influence by friction of the hydraulic jack:
Due to the unavoidable friction in the hydraulic jack, the hydraulic pressure
corresponding to a specific load is during lifting up higher than during lowering
down. The real (frictionless) load can be achieved by the analysis as line between
the lifting up and lowering down curve.
Influence by the crank angle in actual measurement position:
The main bearing loads vary depending on the crank angle (CA). The reason for
this can be found in the geometry of the cranks which causes non-rotary
symmetrical stiffness of the cranks, i.e. the crankshaft stiffness between the
bearings is different for different crank angles and consequently the bearing load
distribution is different. Therefore, a reference condition is defined which
refers to zero crank angle, i.e. cylinder #1 in top dead centre position.
The total extent of each bearing‟s load range within one 360° rotation is indicated on
the EnDyn calculation output graphics (refer to figure 18) by a grey load range field.
The cylinder #1 top dead centre position (TDC) which refers to zero crank angle
(0°CA) is marked by the longer red centre line. The shorter red lines on the left and
right sides in the grey box mark the main bearing loads at jack-up test condition, i.e.
on the left side for jack-up test from the main bearing‟s aft side and on the right side
for the jack-up test from the main bearing‟s forward side. As main bearing #1 can
only be measured from aft side, the line on the right side is omitted, and the left line
accordingly for main bearing #2, as this bearing can only be measured from forward
side.
The following figure 18 shows an example of the vertical bearing load graphic as
provided by EnDyn, but reduced to just the aft main bearings #1 to #3.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
21 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Vertical bearing load [kN]
0
100
200
300
mb3
mb2
mb1
load range
load cyl1 TDC
load jack aft
load jack fwd
Figure 18: example of RT-flex58T-D main bearing #1 to #3 loads as plotted by the EnDyn
alignment calculation program.
The static load variation within one complete turn of main bearing #2 is shown in
figure 19 ; that of main bearing #3 is shown in figure 20.
crank_angle
mb2 : vertical bearing_force
0° 90° 180° 270° 360°165
170
175
180
185
190
195kN
jack f
wd
mean = 179 kN
200
150
load at reference0° CA position
load at fwd jutposition, 90°CA
max. load withinone 360° turn
min. load withinone 360° turn
Figure 19: Main bearing #2 load and the corresponding bearing loads within one 360°
rotation.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
22 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
crank_angle
mb3 : vertical bearing_force
0° 90° 180° 270° 360°160
170
180
190
200
210
220kN
jack a
ft
jack f
wd
mean = 192 kN
200
150
load at reference0° CA position
load at aft jutposition, 90°CA
load at fwd jutposition, 330°CA
max. load withinone 360° turn
min. load withinone 360° turn
Figure 20: Main bearing #3 load and the corresponding bearing loads within one 360°
rotation.
The loads calculated by applying the two-dimensional crankshaft model refer to
the reference condition, while the measured bearing loads refer to the crank angle
which is adjusted for carrying out the load measurements. Applying the EnDyn
calculation program makes information about the bearing loads at measurement
condition and any other crank angle condition available.
Main bearing #1 load is measured at zero crank angle (0° CA, reference condition)
position and therefore the measured load refers directly to the calculated load.
However, the jack-up tests for main bearings #2 and #3 are usually carried out with
the aftmost crankpin on exhaust side, as indicated in the bearing load graphics. For
these jack-up test conditions the bearing loads generally deviate compared to zero
crank angle (0°CA) as follows:
Mb #2: lower6 static bearing load7, close to the minimum of the one-revolution load
range.
Mb #3: higher8 static bearing load7, close to the maximum of the one-revolution load
range.
The extent of the bearing load change depends on the engine type as well as the
current situation (bending moments in the crankshaft). In general the range of
expected load change within one 360° rotation is less for main bearing #2 than for
main bearing #3.
6 In most cases between 80% and 90% of reference load for high-loaded bearing #2 as requested for
the layout condition. In case of low-loaded main bearing #2, the load might be reduced to 0%, i.e. unloaded.
7 Static bearing load = jack load multiplied by the jack correction factor.
8 Depending on engine type and current situation (bending moments in the crankshaft), usually a
variation within the range of 15% to 70% can be expected, as long as main bearing #3 is loaded as recommended. EnDyn alignment layout calculation helps at least to know the influence of the engine type. Advanced analyses support is provided on request by Wärtsilä.

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
23 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
3.4.2 Graphical analysis of static bearing loads - basics
This chapter provides the description how to judge and evaluate static bearing load
measurement results by means of graphical analysis.
The following graph (figure 21) shows a typical jack up test result plotting the lifting
height in correlation to the corresponding jack load.
Figure 21: Plotted jack-up test results (solid line) with analyses lines (dashed line)
Explanation of the graph in figure 21:
The following description refers to the jack-up tests results which are measured during
lifting of the shaft, shown in figure 21 in red colour. The jack load mentioned in this
description can also be understood as jack pressure.
Slope 1:
Initially all static load is in the bearing and no load is in the jack. By progressive increase
of jack load, the static load of the bearing is progressively transferred to the jack. The
slope 1 is rising moderately (low gradient). The bearing follows the lift of the shaft, i.e.
there is no bottom clearance and thus no reduction of top clearance.
1st break point:
The transfer of static load from bearing to jack is completed.
The measured lift of shaft is related to bearing support stiffness and bearing load.
Slope 4
Analysis line of lifting curve
Lowering curve
Analysis line of lowering curve
Analysis line of average curve
Evaluated jack Load or pressure
Lifting curve
Slope 1
Slope 2
Slope 3
1st break point
2nd break point
3rd break point
Jack load or pressure
Lifting of
shaft

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
24 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Slope 2:
This part of the plotted jack-up test results is required for evaluation of the bearing load. It
needs to be long enough to allow a clear determination of the analyse line direction.
Thus it needs to contain quite a number of readings which show the same increase of jack load
“ΔFjack” resulting in the same increase of lift “Δhjournal”, i.e. the same ratio of “ΔFjack / Δhjournal”.
The further increase of jack load progressively transfers static load from the 2nd next
bearing to the jack. Due to a larger distance (lever) between 2nd next bearing and jack, the
slope 2 is rising more steeply (larger gradient).
The bearing next to the jack is not in contact with the journal anymore. Thus its bottom
clearance increases and its top clearance reduces.
2nd break point:
The transfer of static load also from the 2nd next bearing to the jack is completed.
Slope 3:
The further increase of jack load progressively transfers static load from the 3rd next
bearing to the jack. Due to an even more larger distance (lever) between 3rd next
bearing and jack, the slope 3 is rising even more steeply (largest gradient).
3rd break point:
The shaft touches the upper shell of a bearing.
Slope 4:
The further increase of jack load “ΔFjack” results in a significantly reduced lift of shaft
“Δhjournal” (if any), i.e. in a much lower gradient of slope 4 for the curve of plotted jack-up
test results.
Maximum lifting of shaft during jack-up test
If the inclination of the curve of plotted jack up test results is changed like above the „3rd
break point‟ i.e. a further increase of jack load results in a significantly reduced lifting
height, then the shaft touches an upper shell of a bearing and the jack pressure should
not be further increased.
Shaft bearing loads
Evaluation of shaft bearing loads can be made manually. Further explanations to the
above mentioned are provided in DG9709 - “Engine alignment – Guideline for
Measurements”, section “Evaluation of static bearing load measurement results”.
Main bearing loads
Evaluation of main bearing loads is much more challenging due to their close distance in
combination with the high bending stiffness of crankshaft and the higher stiffness of
main bearing supports compared to the shaft bearings.
The most reliable evaluation is based on a reverse calculation – see DG9709 –
“Procedure & measurement at shipyard” - section - “Evaluation of static bearing loads”.
Evaluations without reverse calculations have an increased risk for errors. The following
should be born in mind:

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
25 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
The sum of evaluated static loads should be similar with the sum of relevant static
loads in ALC.
The evaluated static loads should be in an approximate relation to the elastic
deflection of the bearing (height of 1st break point) and the stiffness of the bearing
support.
3.4.3 Graphical analysis of static bearing loads - examples
In this chapter there are real examples of in practise recorded jack up test results shown
to make the end-user aware how the analysis lines should look like to enable a clear
evaluation. Therefore, in the following there are examples provided which fully meet
Wärtsiläs´ requirements as well as examples of jack up test results that can be hardly
evaluated. To avoid achieving of such undesired results as it is shown by figure 24,
figure 25, figure 29 and figure 33, the recommendation for the jack up procedure
provided in section 3.2 of this document should be followed.
Figure 22: Jack up curve of a shaft line bearing
Judgement: measurement quality is very good

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
26 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Figure 23: Jack up curve of a shaft line bearing
Judgement: measurement quality is good, but the shaft was lifted up too much.
Figure 24: Jack up curve of a shaft line bearing
Judgement: measurement quality is bad due to huge hysteresis
?

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
27 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Figure 25: Jack up curve of a shaft line bearing
Judgement: measurement quality is bad due to a too small lifting height
Figure 26: Jack up curve of a main bearing #1, low loaded
Judgement: measurement quality is good
?

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
28 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Figure 27: Jack up curve of a main bearing #1, high loaded
Judgement: measurement quality is good
Figure 28: Jack up curve of a main bearing #1, low loaded
Judgement: measurement quality is not perfect but still acceptable

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
29 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Figure 29: Jack up curve of a main bearing #1
Judgement: measurement quality is bad due to huge hysteresis, jack up/down
with un-even speed or leakage of hydraulic oil could be a reason
Figure 30: Jack up curve of another main bearing, high loaded
Judgement: measurement quality is good
?

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
30 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Figure 31: Jack up curve of another main bearing, low loaded
Judgement: measurement quality is good
Figure 32: Jack up curve of a foremost main bearing with heavy mass installation at crank
shaft free end
Judgement: the measurement quality is good

Substitute for: PC
Q-Code X X X X X
Mod
if
Number Drawn Date Number Drawn Date Number Drawn Date Number Drawn Date
Product
W-2S
Engine alignment
Guidelines for measurements
Made 14.10.2013 J.H.Ju Main Drw. Page
31 / 31 Material ID
PAAD128849 Chkd 18.10.2013 W.Schiffer Design Group
9709
Drawing ID
DAAD040468 Rev
Appd 21.10.2013 B.Haag
T_PC-Drawing_portrait | Author: Y. Keel, S. Knecht | Released by: K. Moor | First released: 29.07.2010 | Release: 1.2 (06.09.2010)
Co
pyri
gh
t W
ärt
silä
. A
ll r
igh
ts r
ese
rve
d.
By t
akin
g p
osse
ssio
n o
f th
e d
raw
ing
, th
e r
ecip
ien
t re
co
gn
ize
s a
nd
ho
no
rs t
he
se
rig
hts
. N
eit
he
r th
e w
ho
le n
or
an
y p
art
of
this
dra
win
g m
ay b
e u
se
d i
n a
ny w
ay f
or
co
nstr
ucti
on
, fa
bri
ca
tio
n,
ma
rke
tin
g o
r a
ny o
the
r p
urp
ose
no
r co
pie
d i
n a
ny w
ay n
or
ma
de
acce
ssib
le t
o t
hir
d p
art
ies w
ith
ou
t th
e p
revio
us w
ritt
en
co
nse
nt
of
Wä
rtsilä
.
Figure 33: Jack up curve of another main bearing,
Judgement: measurement quality is bad due to high hysteresis and a too
small lifting height
?

DISCLAIMER © Copyright by Winterthur Gas & Diesel Ltd. All rights reserved. No part of this document may be reproduced or copied in any form or by any means (electronic, mechanical, graphic, photocopying, recording, taping or other information retrieval systems) without the prior written permission of the copyright owner. THIS PUBLICATION IS DESIGNED TO PROVIDE AN ACCURATE AND AUTHORITATIVE INFORMATION WITH REGARD TO THE SUBJECT-MATTER COVERED AS WAS AVAILABLE AT THE TIME OF PRINTING. HOWEVER, THE PUBLICATION DEALS WITH COMPLICATED TECHNICAL MATTERS SUITED ONLY FOR SPECIALISTS IN THE AREA, AND THE DESIGN OF THE SUBJECT-PRODUCTS IS SUBJECT TO REGULAR IMPROVEMENTS, MODIFICATIONS AND CHANGES. CONSEQUENTLY, THE PUBLISHER AND COPYRIGHT OWNER OF THIS PUBLICATION CAN NOT ACCEPT ANY RESPONSIBILITY OR LIABILITY FOR ANY EVENTUAL ERRORS OR OMISSIONS IN THIS BOOKLET OR FOR DISCREPANCIES ARISING FROM THE FEATURES OF ANY ACTUAL ITEM IN THE RESPECTIVE PRODUCT BEING DIFFERENT FROM THOSE SHOWN IN THIS PUBLICATION. THE PUBLISHER AND COPYRIGHT OWNER SHALL UNDER NO CIRCUMSTANCES BE HELD LIABLE FOR ANY FINANCIAL CONSEQUENTIAL DAMAGES OR OTHER LOSS, OR ANY OTHER DAMAGE OR INJURY, SUFFERED BY ANY PARTY MAKING USE OF THIS PUBLICATION OR THE INFORMATION CONTAINED HEREIN.
INSTRUCTION_and_LIMITS_WinGD-2S_ENGINE-ALIGNMENT TRACK CHANGES DATE SUBJECT DESCRIPTION
2016-10-25 INSTRUCTION First web upload