100% Stainless - Mister Stainless Steel Cleaning | MR Stainless
32
1 1 00% Stainless PICKLING HANDBOOK Surface treatment of stainless steels
Transcript of 100% Stainless - Mister Stainless Steel Cleaning | MR Stainless

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 1
100% Stainless
PICKLING HANDBOOKSurface treatment of stainless steels

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K2
FOREWORD 4
1 STAINLESS STEEL AND THE NEED FOR CLEANING 5
1.1 Stainless steel grades and cleaning 6 1.2 Surface finishes and cleaning 8 1.3 Welding methods and cleaning 10 1.4 Correct handling and cleaning 10 1.5 Industrial trends and cleaning 10 1.6 Typical defects 11 1.6.1 Heat tint and oxide scale 11 1.6.2 Weld defects 11 1.6.3 Iron contamination 11 1.6.4 Rough surface 11 1.6.5 Organic contamination 11
2 CLEANING PROCEDURES 12 2.1 Mechanical methods 12 2.1.1 Grinding 12 2.1.2 Blasting 12 2.1.3 Brushing 13 2.1.4 Summary 13 2.2 Chemical methods 13 2.2.1 Pickling 13 2.2.2 Passivation and decontamination 14 2.2.3 Electropolishing 14 2.3 Choice of method 15 2.4 A complete cleaning process 16 2.4.1 Case details 16
3 CHEMICAL METHODS IN PRACTICE 17 3.1 Avesta Products 17 3.2 General requirements 17 3.3 Precleaning/degreasing 18 3.4 Pickling 19
3.4.1 Pickling with paste 19 3.4.2 Pickling with solution 19 3.4.3 Typical pickling times for brush
and spray pickling 20 3.4.4 Pickling in a bath 22 3.4.5 Fume reduction during pickling 23 3.5 Passivation and desmutting 24
4 NEUTRALISATION AND WASTE TREATMENT 25
4.1 Neutralisation 25 4.2 Waste treatment 25
5 INSPECTION AND TROUBLESHOOTING 26
5.1 Test methods 26 5.2 Troubleshooting 26
6 SAFE HANDLING AND STORAGE OF PICKLING PRODUCTS 28
6.1 Safety rules 28 6.2 Personal safety 28 6.3 Storage 29
REFERENCES 30
DISCLAIMER 31
INDEX
Author: Anders Bornmyr, Avesta Finishing ChemicalsCo-authors: Josef Toesch and Franz Winkler, Böhler Welding GmbH
© Böhler Welding Group Nordic AB
All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or be transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise without the prior permission of Böhler Welding Group Nordic AB.
Printed in Sweden by Centrumtryck, AvestaFirst edition 1995Second edition (significant updates) 2009

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 3
Before
After

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K4
Foreword
This manual is intended to increase awareness and understanding of the need to treat stainless steel surfaces. In particular, it aims to:
• Explainwhy, after welding and processing, stainless steel structures need cleaning in order to preserve their corrosion resistance.
•Show,throughasurveyoftypicaldefects,when cleaning is important.
•Describehow to clean using different cleaning techniques.
• Givepracticalrecommendationsandinstructionsastowhat to do in order to eliminate typicalproblems.
In this manual, Avesta Finishing Chemicals presents practical methods for pickling and cleaningstainlesssteels.Appropriatesafetyprocedureswhenhandlingtheproductsconcerned are also set out.
Avesta Finishing Chemicals is a leading producer of superior pickling products for stain-lesssteelsandspecialalloys.ThecompanyisalsopartoftheBöhlerWeldingGroup,oneoftheworld’slargestmanufacturersofweldingconsumables.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 5
Stainless steels and the need for cleaning
A good stainless steel surface is clean, smooth and fault-less.Theimportanceofthisisobviouswhenstainlesssteelisusedin,forexample,façadesorapplicationswithstringenthygienerequirements.However,afinesurfacefinishisalsocrucialtocorrosionresistance.
Stainlesssteelisprotectedfromcorrosionbyitspassivelayer–athin,impervious,invisible,surfacelayerthatisprimarilychromiumoxide.Theoxygencontentoftheatmosphereorofaeratedaqueoussolutionsisnormallysufficienttocreateandmaintain(“self-heal”)thispassivelayer.Unfortunately,surfacedefectsandimperfectionsintroducedduringmanufacturingmaydrasticallydis-turbthis“self-healing”processandreduceresistancetoseveraltypesoflocalcorrosion.Thus,asregardshygieneandcorrosion,afinalcleaningprocessisoftenrequiredtorestoreanacceptablesurfacequality.
Theextentof,andmethodsfor,post-fabricationtreat-mentaredeterminedbyanumberoffactors.Theseinclude:thecorrosivityoftheenvironment(e.g.marine);thecorrosionresistanceofthesteelgrade;hygienere-quirements(e.g.inthepharmaceuticalandfoodindus-tries);and,aestheticconsiderations.Localenvironmentalrequirementsmustalsobeconsidered.Bothchemicalandmechanicalcleaningmethodsareavailable.
Gooddesign,planningandmethodsofmanufacturecanreduce the need for post-treatment and thus lower costs.
Whenmanufacturingtosurfacequalityspecifications,theimpactofdefectsand,ultimately,thecostofremovalmustbeborneinmind.
The cost of treating/cleaning is small compared to the initialcapitalexpenditureonapieceofequipment.Itisalso small compared to the continuing operational cost of not cleaning.
There are two main elements in the economics of post-fabricationcleaning–thecostofcleaningandthebenefitsthatcleaningbringsasregardslong-termper-formance.Fabricationcanreducetheoverallcorrosionperformanceofastainlesssteeltobelowits“normal”level.Furthermore,inrealconditions,itisdifficult,ifnotimpossible,tocompletethefabricationofasignificantfacilityorpieceofequipmentwithoutsomesurfacecontamination.
Becausetheygenerallyhaverelativelypoorcorrosionperformance,areasthathavenotbeencleanedafterfabricationareessentiallytheweaklinkinthechain.Dependingontheextentofcleaningrequired,treatmentafterconstructingatank(forexample)mightcostaslittleas1–3%ofthetotalspentonmaterialsandmanu-facture.Consequently,asitmaximisesthereturnontheinvestment,post-fabricationcleaningisnotexpensive(seealsoref.9).
1.
Figure 1: Before and after pickling
Figure 2: Treated and untreated stainless steel tanks

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K6
DefinitionsThefollowingtermsareoftenimpreciselyused:clean-ing;post-fabricationcleaning;precleaning;descaling;pickling;passivation;and,desmutting.Forabetterunderstandingofsurfacetreatmentandthispublica-tion,itisimportanttodefinetheseterms.
Cleaningincludesalloperationsnecessarytoensurethe removal of surface contaminants from metals and:
•Maximisethemetal’scorrosionresistance. •Preventproductcontamination. •Achievethedesiredappearance.
Combinationsofgrinding,degreasing,picklingandpassivationmaybenecessarytoobtainacleansurface.
Post-fabrication cleaning is the process of cleaning afterfabrication.Itspurposeistoremoveallcontami-nationassociatedwiththefabricationprocess.
Precleaning is the removal of grease, oil, paint, soil, grit and other coarse contamination prior to pickling or finalcleaning.
Degreasing is the removal of grease prior to pickling orfinalcleaning.
Picklingistheuseofchemicalstocleanametalbyremoving:defects;thesurfacefilmofinherentorthick-enedoxide;and,belowthis,somemicrometresoftheparent metal.
Overpickling is a too strong etching of a surface with picklingacids.Thisleavesaroughsurfacethatmayresult in a lowering of the metal’s properties.
NOxistoxicnitricfumes(NOandNO2)formedduringthe pickling process.
Passivationisthenameappliedtoanumberofdiffer-entprocessesrelatedtostainlesssteel.Unlessother-wisespecified,passivationinthepresentcontextisthe chemical treatment of a stainless steel with a mild oxidantsoastoremovefreeironfromthesurfaceandspeed up the process of forming a protective/passive layer.However,passivationisnoteffectiveforthere-movalofheattintoroxidescaleonstainlesssteel.
Smut is an undesired discoloration or deposit on a surfaceafterpickling(canappearasadarkadhesivefilm).Thesedarkspotscanindicatethattherearesomeremaining contaminants on the steel and that these have interfered with the pickling reaction.
Desmuttingistheremovalofsmut.Desmuttingisnecessaryifdarkareasappearonasurfaceduringpick-
ling.Thiscanbeovercomebyapplyingmorepicklingspraytothesespotsorbyapplyingapassivatoruntiltheydisappear.Thismustbedonewhenthesurfaceisstillwet(i.e.“wetonwet”),justbeforethepicklingsprayisrinsedoff.
Welding methods:MMA =manualmetalarc =(SMAW=shieldedmetalarcwelding) MIG/MAG =metalinert/activegas =(GMAW,gasmetalarcwelding) TIG =tungsteninertgas =(GTAW=gastungstenarcwelding) SAW =submergedarcwelding FCAW =fluxcoredarcwelding MCAW =metalcoredarcwelding
1.1 STAINLESS STEEL GRADES AND CLEANING
Inanyapplication,stainlesssteelgradesareselectedonthebasisofrequiredproperties(e.g.corrosionresist-ance),designcriteriaandfabricationrequirements.However,therearemanydifferentiron-carbon-chromi-umalloysthatarecollectivelyreferredtoasstainlesssteels.
Asteel’scorrosionresistance,weldability,mechanicalproperties,etcarelargelydeterminedbyitsmicro-structure(seefigure3).This,inturn,isdeterminedbythesteel’schemicalcomposition.AsperEN10088,stainlesssteelscanbedividedintothefollowing,basic,microstructure-dependent groups:
NY HR-BILD
Figure 3: Microstructures

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 7
•Martensitic. •Ferritic. •Austenitic. •Austenitic-ferritic(duplex).
Astheyarenormallyaddedtoincreasecorrosionresistance,thevariousalloyingelementshavealargeimpactontheeasewithwhichastainlesssteelcanbepickled(pickleability).Itistheproportionsofthedif-ferentalloysthathaveagreateffectonthepickleabilityof a stainless steel. As regards steel grades, the rule of thumbis:“Thehigherthealloycontent(i.e.thecor-rosionresistance),themoredifficultitistopicklethesteel”.
Themostbasicgradesaretheiron-carbon-chromiumalloys.Thesefallintotwogroups–martensiticandferritic.
Martensiticstainlesssteelsgenerallycontainonly11to17%chromiumandhaveahighercarboncontentthanthe ferritic grades. The steels in this group are charac-terisedbyhighstrengthandlimitedcorrosionresist-ance.Theyaremainlyusedwherehardness,strengthandgoodwearresistancearerequired(e.g.turbineblades,razorbladesandcutlery).
Ferritic stainless steels are more corrosion resistant than themartensiticgrades,butlessresistantthantheauste-niticgrades.Likemartensiticgrades,thesearestraightchromium steels with no nickel. The most common of thesesteelscontaineither12%or17%chromium–12%steelsareusedmostlyinstructuralapplicationsandautomotiveapplications(exhaustsystems)while17%steelsareusedforcatalyticconverters,housewares,boilers,washingmachinesandinternalbuildingstruc-tures.
Figure 4: A pickled, duplex 2304 storage tank

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K8
Owingtothelowchromiumcontent,thecorrosionresistanceofthetwosteelgroupsaboveislowerthanthatofthetwosteelgroupsbelow.Thislowerresist-ancemeanstheyare“easier”topickle.Inotherwords,toavoidtheriskofoverpickling,theyneedashorterpickling time or a less aggressive pickling agent.
The addition of nickel to the austenitic and austenitic-ferritic steels further improves their corrosion resist-ance.
Austeniticisthemostwidelyusedtypeofstainlesssteel.Ithasanickelcontentofatleast7%.Thismakesthesteelstructurefullyausteniticandgivesitnon-mag-neticproperties,goodductilityandgoodweldability.Austeniticsteelscanalsobeusedthroughoutawiderange of service temperatures. Applications for which austeniticstainlesssteelsareusedinclude:housewares;containers;industrialpiping;tanks;architecturalfaçades;and,buildingstructures.Thistypeofstainlesssteel dominates the market.
Austenitic-ferritic (duplex) stainless steels have a fer-riticandausteniticlatticestructure(henceduplex).Togiveapartlyausteniticlatticestructure,thissteelhassomenickelcontent.Theduplexstructuredeliversbothstrengthandductility.Duplexsteelsaremostlyusedinthepetrochemical,paper,pulpandshipbuildingindustries.
Modernduplexsteelsspanthesamewiderangeofcorrosion resistance as the austenitic steels. For more detailedinformationaboutthestainlesssteelgrades,seetheAvestaWeldingManual(Practiceandproductsforstainlesssteelwelding)andtheOutokumpuCorro-sionHandbook.
Nickel-basealloysarevitallyimportanttomodernindustryasacomplementtostainlesssteel.Thisisbecauseoftheirabilitytowithstandawidevarietyofsevere operating conditions involving corrosive envi-ronments,hightemperatures,highstressesandcombi-nationsofthesefactors.Nickelitselfoffersveryusefulcorrosionresistanceandprovidesanexcellentbasefordevelopingspecialisedalloys.Specialintermetallicphasescanbeformedbetweennickelandsomeofitsalloyingelements.Thisenablestheformulationofveryhigh-strengthalloysforbothlowandhigh-temperatureservice.
1.2 SURFACE FINISHES AND CLEANINGAsmoothsurfacethatisdurableenoughtoresistcrack-ing,chipping,flakingandabrasioncannotonlyresistthebuildupofcontaminantsbutalsobecleanedeasily.Engineersandarchitectschoosingstainlesssteelforaparticularpurposehaveanextensivenumberofdiffer-ent grades to select from. There are also various surface finishestochoosefrom.
Thedecisionastowhattypeofsteelisbestsuitedforanygivenpurposeislargelybasedonthecorrosivityoftheenvironment.However,surfacequality(surfacefin-ish)alsoaffectssensitivitytocorrosionandtheabilitytorepeldirtandbacteria.Thisisofparticularimport-anceinthefood/beverageindustryandthepharma-ceutical sector.
Theimportanceofsurfacefinishgoeswellbeyondaesthetic considerations. The rougher a surface, the moreeasilycontaminationstickstoitandthemoredif-ficultitistocleanandpickle.Consequently,hotrolledsurfaceswiththeirrougherfinishesaremoredifficultto clean and pickle than cold rolled surfaces with their smootherfinishes.
Some basic definitions of surface finish criteria
Inconsideringtheconceptofsurfacefinish,sporadicsurface defects that have mechanical or metallurgical causes are disregarded in this manual. Instead, the focusisonthesurfacelayerandtheminute,evenlydistributedirregularitiesthatarecharacteristicofthedifferentproductionandfinishingmethodsusedforsteelproducts.Strictlydefined,“surfacefinish”canbesaidtobeameasureofdeviationfromtheidealflatsurface.Thisdeviationisnormallyexpressedintermssuchasroughness,layandwaviness.Inturn,thesemaybedefinedassetoutinthefollowing.
Figure 5: Surface roughness
Y = roughness, S = lay, V = waviness

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 9
• Roughnessisthesizeofthefinelydistributedsurface-pattern deviations from the ideal smooth surface.
• Layisthedominantdirectionofthesurfacepattern(e.g.grindingmarks).
•Wavinessisdeviationsthatarerelativelyfarapart.
Ofthese,wavinessisthemostdifficulttodetectbyeye.
Asshownintable1,surfacesmoothnessincreasesfromhotrolledtobrightannealed(BA).
Figure 6: A bright annealed (BA) finish after using Avesta Cleaner 401.
Description ASTM EN 10088-2 Surface finish Notes
Hot rolled 1 1D Rough and dull A rough, dull surface produced by hot rolling to the specified thickness, followed by heat treatment and pickling.
Cold rolled 2D 2D Smooth A dull finish produced by cold rolling to the specified thickness, followed by heat treat-ment and pickling.
Cold rolled 2B 2B Smoother than 2D A bright, cold-rolled finish commonly produced in the same way as a 2D finish followed by skin passing. The most common surface finish. Good corrosion resistance, smoothness and flatness.
Cold rolled BS 2R Smoother than 2B, bright and reflective
BA finish produced by cold rolling followed by bright annealing in an inert atmosphere.
Table 1: Stainless steel surface finishes

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K10
1.3 WELDING METHODS AND CLEANINGThedifferentweldingmethodscanresultinproblemsthat have different consequences for surface cleaning. Particularattentionmustbepaidtopreparationbeforepickling.
1.4 CORRECT HANDLING AND CLEANINGThe correct handling of stainless steels limits surface defectsandminimisestheneedforpost-fabricationcleaning.
Ondeliveryfromthemanufacturer,stainlesssteelplates,tubesandpipesarenormallycleanandpassiv-ated. In other words, the material has a natural corrosion-resistantfilmoveritsentiresurface.Itisim-portanttomaintainasmuchaspossibleofthestainlessmaterial’s original appearance and corrosion resistance. Especiallyasregardsexteriorbuildingcomponents,theinstructionsbelowmustbeborneinmindateverystagefromprojectdesigntoproductionandinstalla-tion.
• Donotusesteelbrushesorsteeltoolsmadeof carbonsteel.
• Donotcarryoutshotblastingusingcarbonsteelblastingmaterialsorblastingmaterialsthathavebeenusedforcarbonsteels.
• Hydrochloricacid,orcleanerscontainingchlorides,mustnotbeusedforcleaningstainlesssteels.
• Donotusehydrochloricacidtoremovecementormortar residues from stainless steels.
• Throughoutstorage,avoidcontactbetweenstainlesssteelandcarbonsteel.
• Whenusingforklifts,avoiddirectcontactbetweencarbonsteelforksandstainlesssteel.
• Atinstallation,usefasteners(e.g.nails,screwsandbolts)madeofstainlesssteel.
• Inareasexposedtomoisture,avoidtheriskofgal-vaniccorrosionbetweenstainlesssteelcomponentsandplaincarbonsteelcomponents(e.g.byprovidingelectricalinsulation).
• Usecleantoolsthatarefreefromresiduesofplaincarbonsteel(e.g.swarfandironparticlesfrompre-viouswork).
• Removetheprotectiveplasticfilmonlywhenitisno longer needed, i.e. when the construction phase isoverandthelocalenvironmentisfreeofdebrisanddirtparticles.Someplasticfilmsdeteriorateinsunlightandcanbecomedifficulttostrip.
1.5 INDUSTRIAL TRENDS AND CLEANINGHigherqualitydemandsfromindustryingeneralareopeningagrowingnumberofapplicationsforstain-less steels. In the past, the use of stainless steels was mainlyrestrictedtoclosed,corrosiveenvironmentsinthechemicalprocessindustry.Now,thematerialhasbecomemoreconsumerorientedandcanbefoundinmanynewapplicationssuchasthoselistedbelow.
• Civilconstructionssuchasbridges(e.g.theBilbaoBridgeinSpain).
• Publictransportsuchasbusesandtrains(e.g.theX2000high-speedtrain).
• Kitchenequipmentandfixtures(e.g.cookers,fridgesandfreezers).
• Fittingsinpublicplaces(e.g.streetfurniture,railingsandbuildingfaçades).
Today’squalitystandardshaveresultedinstainlesssteelsbeingintroducedintoalargenumberofapplica-tions,allofthemwiththeirownspecificstipulationsasregardssurfacetreatment.Theyhavealsoledtoothertrends and the development of new methods. The fol-lowingareafewexamples:
• Theuseofhigh-alloysteelgrades(e.g.duplex)forconstructionofchemicaltankersand6%Mogradesfor desalination plants.
• NewweldingmethodssuchasFCAW,pulseMIG,automaticTIGandlaserwelding.
Table 2: Welding methods
Welding method Possible problems* Solution (before pickling)
MMA (SMAW) Slag residuesTarnish (heat tint)
Brushing (grinding)
FCAW Tarnish (heat tint)Slag residues
Brushing (while warm)
MIG (GMAW) Heavy bead oxidationSlag residuesSpatter
Grinding (brushing)
TIG (GTAW) Small slag islands (“black spots”)
Grinding (if possible)
SAW Sometimes slag residues
Brushing (grinding)
*depending on filler metal, welding position, overheating, gas mixture, etc.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 11
• Increasedproductionofhotrolledplates(thankstolowerproductioncosts).
•Greatdemandforbrightfinishes.
Theneedforindustrytominimiseanynegativeimpactit has on the environment has put the surface treat-mentofstainlesssteelsinthespotlight.Anumberofmeasurescaneasilybetakentocomplywithnewlocalrequirements:
• Changingtomoreenvironment-friendlypicklingproducts.
•Upgradingpicklingfacilities.
1.6 TYPICAL DEFECTS
1.6.1 Heat tint and oxide scaleCausedbyprocessessuchasheattreatmentorwelding,high-temperatureoxidationproducesanoxidelayerthat,comparedtotheoriginalpassivelayer,hasinferiorprotective properties. There is also a corresponding chromiumdepletioninthemetalimmediatelybelowtheoxide.Withnormalwelding,thechromium- depletedzoneisverythinandcannormallybere-movedtogetherwiththetint.However,tocompletelyrestorecorrosionresistance,itisvitalthatthiszoneisremoved.
1.6.2 Weld defectsIncomplete penetration, undercut, pores, slag inclu-sions,weldspatterandarcstrikesaretypicalexamplesof weld defects. These defects have a negative impact on mechanical properties and resistance to local cor-rosion.Theyalsomakeitdifficulttomaintainacleansurface.Thus,thedefectsmustberemoved–normallybygrinding,althoughsometimesrepairweldingisalsonecessary.
1.6.3 Iron contaminationIronparticlescanoriginatefrom:machining;coldform-ingandcuttingtools;blastinggrits/sandorgrindingdiscscontaminatedwithloweralloyedmaterials;trans-portorhandlinginmixedmanufacture;or,simply,iron-containing dust. These particles corrode in humid air and damagethepassivelayer.Largerparticlesmayalsocausecrevices.Inbothcases,corrosionresistanceisreduced.Theresultantcorrosionisunsightlyandmayalsocon-taminate media used in/with the equipment in question. Ironcontaminationonstainlesssteelsandweldscanbedetectedusingtheferroxyltest(seechapter5).
1.6.4 Rough surfaceUnevenweldbeadsandgrindingorblastingtooheavilygiveroughsurfaces.Aroughsurfacecollectsdepositsmoreeasily,therebyincreasingtheriskofbothcorrosionandproductcontamination.Heavygrindingalso introduces high tensile stresses. These increase the risk of stress corrosion cracking and pitting cor-rosion.Formanyapplications,thereisamaximumallowedsurfaceroughness(Ravalue).Manufacturingmethodsthatresultinroughsurfacesshouldgenerallybeavoided.
1.6.5 Organic contaminationIn aggressive environments, organic contaminants in the form of grease, oil, paint, footprints, glue residues anddirtcancausecrevicecorrosion.Theymayalsomake surface pickling ineffective and pollute products handledin/withtheequipment.Organiccontaminantsmustberemovedusingasuitablecleaner.Insimplecases,ahigh-pressurewaterjetmaysuffice.
Parent material
Weld metal
Slag residues UndercutTarnish
Spatter
OrganiccontaminantsIron
contamination
Figure 7: Surface defects

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K12
Cleaning procedures
2.
Asdetailedonpage5,theextentof,andmethodsfor,post-fabricationtreatmentaredeterminedbyanumberof factors.
Differentchemicalandmechanicalmethods,andsome-timesacombinationofboth,canbeusedtoremovethedefectsmentioned.Chemicalcleaningcanbeexpectedtoproducesuperiorresults.Thisisbecausemostme-chanical methods tend to produce a rougher surface while chemical methods reduce the risk of surface con-tamination.However,chemicalcleaningmaybelimit-ednotonlybylocalregulationsonenvironmentalandindustrialsafety,butalsobywastedisposalproblems.
2.1 MECHANICAL METHODS
2.1.1 GrindingGrindingisacommonmethodofremovingsomedefects and deep scratches. The grinding methods used mustneverberougherthannecessary.Aflapperwheelisoftensufficientforremovingweldtintorsurfacecontamination.
Thefollowingpointsmustalwaysbeborneinmindwhen using grinding to clean stainless steels:
• Usethecorrectgrindingtools.Iron-freediscsmustalwaysbeusedforstainlesssteels.Neverusediscs
thathavepreviouslybeenusedforgrindinglow-alloysteels.
• Avoidproducingasurfacethatistoorough.Roughgrindingwitha40–60gritdiscmustalwaysbefol-lowedbyfinegrindingusing,forexample,ahighergritmoporbelttoobtainasurfacefinishcorrespond-ingtogrit180orbetter.Ifsurfacerequirementsareveryexacting,polishingmaybenecessary.
• Donotoverheatthesurface.Inordertoavoidcreat-ingfurtherheattintorhigherstresses,applylesspressure when grinding.
• Alwayscheckthattheentiredefecthasbeenre-moved.
2.1.2 BlastingBlastingcanbeusedtoremovehigh-temperatureoxideaswellasironcontamination.However,greatcaremustbetakentoensurethattheblastingmaterialormediaareperfectlyclean.Thus,blastingmaterialmustnothavebeenpreviouslyusedforcarbonsteel.Similarly,becauseitbecomesincreasinglypolluted(evenifithasonlybeenusedforblastingcontaminatedstainlesssteelsurfaces),mediamustnotbetooold.Surfaceroughnessisalimit-ingfactorforthismethod.Inmostcases,blastingwillnotremovethechromium-depletedzone.
Figure 8: Typical stainless steel object ready for spray pickling.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 13
2.1.3 BrushingFortheremovalofheattint,brushingusingstainlesssteelornylonbrushesusuallyprovidesasatisfactoryresult.Thesemethodsdonotcauseanyseriousrough-eningofthesurface.However,theydonotguaranteecompleteremovalofthechromium-depletedzone. The other mechanical methods present a high risk of contamination.Consequently,itisimportanttousecleantoolsthathavenotbeenusedforprocessingcarbonsteels.
2.1.4 SummaryAfteratypicalmanufacturingprogramme,afinal mechanicalcleaningstagecouldbeassetoutbelow.
Howtocleanmechanically(whenpicklinghasnotbeenselected):*
1.Usegrindingtoremoveweldingdefects.
2.Removematerialaffectedbyhightemperaturesand,ifpossible,removeironimpurities.Themechanicalmethod chosen must not make the surface unaccept-ablyrough.
3.Removeorganiccontaminants(seesection1.6.5).
4.Afinalpassivation/decontaminationshouldbecar-riedout(stronglyrecommended).
*Inmostcases,picklingisessentialforoptimalcorro-sion resistance.
2.2 CHEMICAL METHODSChemical treatments can remove high-temperature oxideandironcontamination.Theyalsorestorethesteel’s corrosion-resistant properties without damaging thesurfacefinish.
After the removal of organic contaminants, the normal proceduresarecommonlypickling,passivation/decon-tamination and/or electropolishing.
2.2.1 PicklingPicklingisthemostcommonchemicalprocedureusedtoremoveoxidesandironcontamination.Besidesremovingthesurfacelayerbycontrolledcorrosion,picklingalsoselectivelyremovestheleastcorrosion-resistantareassuchasthechromium-depletedzones.
Picklingnormallyinvolvesusinganacidmixturecontainingnitricacid(HNO3),hydrofluoricacid(HF)and,sometimes,alsosulphuricacid(H2SO4).Owingto
theobviousriskofpittingcorrosion,chloride-containingagentssuchashydrochloricacid(HCl)mustbeavoided.
The main factors determining the effectiveness of pick-lingareassetoutbelow.
• Steel grade Table3showsthemostcommonstainlesssteelgradesandthematchingweldingconsumablesfromAvestaWeldingandBöhlerWelding.Pickleabilityhasbeentested and the steels arranged into four groups. The groupingsarebasedontheeasewithwhichthesteelscanbepickled.
Steel group 1:Owingtothelowchromiumcontent,the corrosion resistance of this group is lower than that ofthegroupsbelow.Thelowerresistanceofthesteelsinthisgroupmeanstheyare“easier”topickle.Inotherwords,toavoidtheriskofoverpickling,theyneeda shorter pickling time or a less aggressive pickling agent.Specialcaremustbetakentoavoidoverpickling!Thepicklingresultmaybeunpredictable.
Steel group 2: The steels in this group are standard gradesandfairlyeasytopickle.
Steel groups 3 – 4: The steels in this group are high-alloygrades.Beingmorecorrosionresistant,theyneedamoreaggressiveacidmixtureand/orhighertempera-ture(toavoidanexcessivelylongpicklingtime).Therisk of overpickling these steel grades is much lower (seetable3).
• Surface finish Arough,hotrolledsurfacemaybehardertopicklethan a smooth, cold rolled one.
• Welding method and resultant thickness and type of oxide layer
Thicknessandtypedependlargelyontheweldingprocedureused.Toproduceaminimumofoxides,weld using an effective shielding gas that is as free of oxygenaspossible.Forfurtherinformation,seetheAvestaWeldingManualandtheBöhlerWeldingGuide.Particularlywhenpicklinghigh-alloysteelgrades,mechanicalpretreatmenttobreakorremovetheoxidesmightbeadvisable.
• Precleaning Thesurfacemustbefreeoforganiccontamination.
• Temperature The effectiveness of pickling acids increases with temperature.Thus,thepicklingratecanbeconsider-ablyincreasedbyincreasingthetemperature.However,thereareuppertemperaturelimitsthatmustalsobe

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K14
Table 3: Stainless steel grades and pickleability
Stainless steel grades Welding method
Welding consumables
EN ASTM Avesta designation
Böhler designation
Group 1: Very easy to pickle*
1.4006 410 MMA – FOX KW 10
1.4016 430 MMA – FOX SKWA
1.4016 430 MMA – FOX EAS 2
1.4016 430 FCAW – EAS 2-FD
1.4313 410NiMo MMA – FOX CN 13/4
1.4313 410NiMo MCAW – CN 13/4-MC
Group 2: Easy to pickle
1.4301 304 MMA 308L/MVR FOX EAS 2
1.4301 304 MIG 308L-Si/MVR-Si EAS 2-IG(SI)
1.4401 316 MMA 316L/SKR FOX EAS 4 M-
1.4401 316 MIG 316L-Si/SKR-Si EAS 4 M-IG(Si)
1.4404 316L MMA V-joint
316L/SKR FOX EAS 4M- TS
1.4404 316L MMA 316L/SKR FOX EAS 4M
1.4404 316L MMA 316L/SKR FOX EAS 4M-A
1.4404 316L FCAW 316L/SKR EAS 4M-FD
1.4404 316L MIG 316L-Si/SKR-Si EAS 4M-IG
1.4404 316L MCAW – EAS 4M-MC
Group 3: Difficult to pickle
1.4539 904L MMA 904L FOX CN 20/25 M
1.4539 904L MIG 904L CN 20/25 M-IG
1.4539 904L MMA P12–R FOX NIBAS 625-
1.4501 S32760 MMA 2507/P100 FOXCN 25/9 CuT
1.4161 S32101 MIG LDX 2101 –
1.4161 S32101 FCAW LDX 2101 CN 24/9 LDX-FD
1.4362 S32304 MIG 2304 –
1.4362 S32304 FCAW 2304 CN 24/9 LDX-FD
1.4462 S32205 MMA 2205 FOX CN 22/9N
1.4462 S32205 MIG 2205 CN 22/9 N-IG
2.4605 N06059 MMA – FOX NIBAS C 24
2.4360 N04400 MMA – FOX NIBAS 400
Group 4: Very difficult to pickle
1.4547 S31254 MMA P12-R FOX NIBAS 625
1.4547 S31254 MIG P12 NIBAS 625-IG
1.4565 S34565 MMA P16 FOX NIBAS C 24
1.4565 S34565 MIG P16 NIBAS C 24-IG
1.4410 S32750 MMA 2507/P100 FOX CN 25/9 CuT
* Group 1 is very easy to pickle but, at the same time, difficult to treat. There is a risk of overpickling. Great attention must be paid to pickling time and temperature.
considered.Especiallywhenusingabath,theriskofoverpicklingincreaseswithhightemperatures.Whenusingpicklingpaste/gel/spray/solutionathightem-peratures, evaporation presents the risk of poor results. Besidesanunevenpicklingeffect,thisalsoleadstorinsingdifficulties.Toavoidtheseproblems,objectsmustnotbepickledattemperaturesabove45ºCorindirect sunlight.
• Composition and concentration of the acid mixture
• Pickling method There are three different pickling methods.
Pickling with pickling paste/gel:Picklingpaste(orgel)forstainlesssteelsissuitableforpicklinglimitedareas,e.g.weld-affectedzones.Itisbestappliedusinganacid-resistantbrush.Rinsingwithwatermustbecarriedoutbeforethepastedries.Evenif,forenviron-mental and practical reasons, neutralisation of the pick-ling paste is carried out on the metal surface, thorough rinsing with water is vital.
Pickling with pickling solution/spray: Picklingsolution(orpicklinggelinsprayform)issuitableforpickling large surfaces, e.g. when the removal of iron contamination is also desired.
Pickling in a bathisaconvenientmethodifsuitableequipmentisavailable.
2.2.2 Passivation and decontaminationThis procedure is carried out in a manner similar to pickling.Thepassivator,appliedbyimmersionorspraying,strengthensthepassivelayer.Becausethepassivator also removes free iron impurities from the surface, the treatment is more important after mechani-cal cleaning and operations involving a risk of iron contamination. It is for this reason that the method can alsobereferredtoasdecontamination.
2.2.3 ElectropolishingElectropolishingnormallyproducesasurfacethatguarantees optimal corrosion resistance. It does not se-lectivelyremoveareasofinferiorcorrosionresistance,butpolishesmicrotipsfromthesurface.Themate-rialgainsafinelustreand,mostimportantly,anevenmicroprofilethatmeetsextremelystringenthygienerequirements. For these reasons, electropolishing is normallyusedasafinaltreatmentafterpickling.Thismethodisnotcoveredinthepresentpublication.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 15
2.3 CHOICE OF METHODThechoiceofmethodandtheamountoffinalcleaningrequireddependon:corrosionresistancerequirements;hygieneconsiderations(pharmaceuticals,food,etc.);and, the importance of the steel’s visual appearance. Removalofweldingdefects,weldingoxides,organicsubstancesandironcontaminantsisnormallyabasicrequirementandusuallyallowsacomparativelyfreechoiceoffinaltreatment.
Providedthatthesurfaceroughnesssopermits,bothmechanicalandchemicalmethodscanbeused.How-ever,ifanentirelymechanicalcleaningmethodisde-cidedon,themanufacturingstagehastobeverywellplanned in order to avoid iron contamination.
Figure 9: Grinding Polishing Pickling
Ifitisnot,decontamination,probablywithnitricacid,willbenecessary.Wheresurfacefinishandcorro-sionresistancerequirementsareexacting,thechoiceof method is more critical. In such cases, a treatment sequencebasedonpicklinggivesthebestchancesofsuperior results.
Thefigurebelowshowstheresultsofatestwherethesamples(steelgrade1.4404/316LwithMMAwelds)were post-weld cleaned using three different methods. Theywerethenexposedtoamarineenvironmentfortwo weeks.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K16
2.4 A COMPLETE CLEANING PROCESSAfteratypicalmanufacturingprogramme,acompletecleaningprocesscouldbeassetoutbelow.
How to carry out a complete cleaning process1. Inspect.
2.Pretreatmechanically.
3.Preclean.
4.Rinse.
5.Pickle.
6.Desmut.
7.Rinse.
8.Passivate.
9.Neutralise.
10.Inspect.
All these steps are discussed in greater detail in subsequentchapters.
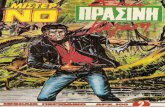
2.4.1 CASE DETAILSLandaluce,acompanyinSpain’sCantabria,hasmanu-facturedatotalof90beertanksforHeinekenanditsbreweryinSeville.MadeinASTM304hotrolledstain-lesssteel,the4.5mdiametertanksare18mlong.
ThebeertankswentthroughcompletecleaningusingthefollowingAvestaProducts:
•Cleaner401. •RedOne™Spray240(tankexteriors). •PicklingBath302(tankinteriors). •FinishOne™Passivator630.
Figure 10: Stainless steel beer tanks ready for shipping after complete cleaning using Avesta products (photo courtesy of Landaluce)

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 17
Chemical methods in practice
3.
Figure 11: High-pressure rinsing after pickling.
3.1 AVESTA PRODUCTSAvesta Finishing Chemicals offers a wide programme of cleaning preparations.
•Picklingpaste
•Picklingspray
•Picklingbath
•Cleaner
•Passivator
3.2 GENERAL REqUIREMENTSThechoiceofchemicalcleaningprocessisprimarilydeterminedby:thetypeofcontaminantsandheatoxidestoberemoved;thedegreeofcleannessrequired;and,thecost.Thischaptergivesguidelinesonsuitablechemical cleaning procedures.
Inordertoavoidhealthhazardsand/orenvironmen-talproblems,picklingmustbecarriedoutinaspecialpicklingarea,preferablyindoors.Inthiscontext,com-pliancewiththerecommendationsbelowshouldberegardedascompulsory.
• Handlinginstructionsandessentialinformation(e.g.productlabels,safetydatasheets,etc.)forthevari-
ousproductsmustbeavailable.Localandnationalregulationsmustalsobeavailable.See,additionally,section 6.1.
• Thepersonnelinchargemustbefamiliarwiththehealthhazardsassociatedwiththeproductsandhowthesemustbehandled.
• Personalsafetyequipmentmustbeused.Seealsosection 6.2.
• Whenpicklingindoors,theworkplacemustbesepa-ratefromotherworkshopoperations.Thisisnotonlytoavoidcontaminationandhealthhazards,butalsoto ensure a controlled temperature.
• Theareamustbewellventilatedandprovidedwithfumeextractionapparatus.
• Walls,floors,roofs,tanks,etc.thataresubjecttosplashingmustbeprotectedbyacid-resistantmaterial.
• Awashingfacilitymustbeavailable,preferablyincludingahigh-pressurewaterjet.
• Afirst-aidkitmustbeavailableagainstacidsplashes.Seealsosection6.1
• Iftherinsewaterisrecycled,caremustbetakentoensurethatthefinalrinseisperformedusingdeion-

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K18
isedwater.Thisisparticularlyimportantinthecaseof sensitive surfaces and applications.
• Astoragefacilitymustbeavailable.Seealsosection6.3.
3.3 PRECLEANING/DEGREASINGContamination on the surface can impair the pickling process. To prevent this, thorough cleaning prior to picklingisrecommended.Whereloosedust,finger-prints, shoeprints and tool marks are the contaminants, acidcleaning(e.g.AvestaCleaner401)isusuallyadequate.
How to use Avesta Cleaner 4011. Inspectthesurfacetobetreatedandensure
thatallnon-stainlessmaterialhasbeenpro-tected.
2. Usinganacid-resistantpump(AvestaSP-25),spraythepro-ductontothesurface.Applyanevenlayerthatcoverstheentiresurface.Donotapplyindirectsunlight!
3. Allowtheproductsuffi-cientreactiontime,butavoidlettingitdry.Ifthecontaminantsarestubborn(difficulttoremove)andinthick layers,mechanicalbrushingwithahardplasticornylonbrushwillhelp.
4. Preferablyusingahigh-pressurewaterjet,rinsethoroughlywithcleantap water. To reduce acid splashing, prewashing at tap-water pressure (3bars)isrecommended.Ensurethatnoresiduesareleftonthesurface.Usedeionisedwaterforthefinalrinsingofsensitivesurfaces.
Figure 12: Surface rust – before and after removal using Avesta Cleaner 401.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 19
How to use Avesta pickling pastes/gels1. Pretreatoxides,slagsandwelddefectsme-
chanically.Thisshouldpreferablybedonewhile the welds are still warm and the weld oxideslesshard.
2. Afteranywelding,givetheareatobepickledtimetocooldowntobelow40ºC.
3. Toremoveorganiccontamina-tion, degrease using Avesta Cleaner401.
4. Beforeusing,stirorshakethepaste.
5. Usinganacid-resistantbrush,applythepicklingpaste.Donotpickleindirectsunlight!
6. Givetheproductsufficienttimetoreact(seetable4).Athightempera-tures, and when prolonged pickling times are required,itmightbenecessarytoapplymoreoftheproductafterawhile.Thisisbecausetheproductcandryoutandthusceasetobeaseffective.
7. Preferablyusingahigh-pressurewaterjet,rinsethoroughlywithcleantapwater.Ensurethatnopicklingresiduesareleftonthesurface.Usedeionisedwaterforthefinalrinsingofsensitivesurfaces.
8. Sothatitcanbeneutralised,collectthewastewater.Seealsochapter4.
3.4 PICKLINGPicklingproductscanbeappliedinthreedifferentways:
•Brushing,usingapicklingpaste/gel
• Spraying,usingapicklingsolution
• Immersion/circulationin/withapicklingbath
The different methods are presented in the following pages.
3.4.1 Pickling with pasteCreatingabetterworkingenvironment,Avesta BlueOne™PicklingPaste130isauniquepicklingproduct.UsingBlueOne™,therearevirtuallynoneofthetoxicnitricfumesnormallyformedduringpickling.PicklingPaste130canbeusedasauniversalpasteonall stainless steel grades.
3.4.2 Pickling with solution (spray-pickling gel)
Creatingabetterworkingenvironment,Avesta RedOne™SprayPickleGel240isauniquepicklingproduct.UsingRedOne™240,toxicnitricfumesaresignificantlyreduced.
Combined Method:Forsomepurposes,brushingandsprayingmethodscanbecombined.Whenonlyamildpicklingeffectisrequired(onsensitivesurfaces),pick-lingpastecanfirstbeappliedtotheweldjointsandthenanacidiccleaner(e.g.AvestaCleaner401)canbesprayedontothesurface.
Figure 13: Brush pickling
Figure 14: Spray pickling

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K20
How to use Avesta spray-pickling gel1. Inspectthesurfacetobetreatedandensure
thatallnon-stainlessmaterialhasbeenpro-tected.
2. Pretreatoxides,slagsandwelddefectsme-chanically.Thisshouldpreferablybedonewhile the welds are still warm and the weld oxideslesshard.
3. Afteranywelding,givetheareatobepickledtimetocooldowntobelow40°C.
4. To remove organic contamination, degrease usingAvestaCleaner401.
5. Beforeusing,stirthespraygelwell.
6. Usinganacid-resistantpump(AvestaSP-25),ap-plytheproductasaspray.Gentlyapplyanevenlayerof acid that covers the entire surface.Donotpickleindirectsunlight!
7. Allowtheproductsufficientpicklingtime.
8. Desmuttingisnecessaryifdarkareasappearonthesurface.ApplyeithermoresolutionorAvestaFinishOne™tothesespotsuntiltheydisappear.Thismustbedonewhenthesurfaceisstillwet(i.e.“wetonwet”),justbeforethepicklingsprayisrinsedoff.Spraying FinishOne™ on top of the pickled surface also reducestheproductionofNOx gases.
9. Whenpickling,thepicklingspraymustnotbeallowedtodry.Dryingmaycausediscolora-tion of the steel surface. This means that at high temperatures, and when prolonged pick-lingtimesarerequired,itmaybenecessarytoapplymoreoftheproductafterawhile.
10.Preferablyusingahigh-pressurewaterjet,rinsethoroughlywithcleantapwater.Tore-duce acid splashing, prewashing at tap-water pressure(3bars)isrecommended.En-sure that no pickling residues are left on the surface.Usedeionisedwaterforthefinalrinsing of sensitive surfaces.
11.Passivationmustbecarriedoutdirectlyafterwet-on-wetrinsing.SprayAvestaFinishOne™ Passivator630evenlyovertheentiresurface.
12.Leavetodry.
13.Carryoutinspectionandprocessverification.
14.Alltreatedsurfacesmustbeocularlyinspectedforoilresidues,oxides,rustandothercontami-nants.
15.Sothatitcanbeneutralised,collectthewastewater.Seealsochapter4.
Pickling equipment:Toachieveagoodsprayingresult,asuitablepumpisnecessary.Thepumpmustbemadeof an acid-resistant material and must provide an even applicationpressure.AvestaSprayPicklePumpSP-25wasspeciallydesignedtomeettheserequirements.Itisapneumatic,quarterinchpumpofthemembranetypeandhasanadjustablevalve.
3.4.3 Typical pickling times for brush and spray pickling
Thepicklingtimesgivenintable4mustbeseenasindicativeonly.Theyarestatedasintervalsbecause,forthe same steel grade, the time required depends on the surfacefinishandtheweldingmethod(seealsochapter1).Forhotrolledsurfaces,picklingtimesshouldnor-mallybeincreased.Similarly,dependingontheshield-inggasused,MIGweldsmightneedlongerthanMMAorFCAWwelds.
Figure 15: Avesta Spray Pickle Pump SP-25 with its unique spray handle.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 21
Table 4: Typical pickling times for brush and spray pickling (cold rolled surfaces)
Stainless steel grades Welding method
Welding consumables Pickling paste Picking spray
EN ASTM Avesta designation
Böhler designation
Avesta designation
Recommended time (minutes)
Avesta designation
Recommended time (minutes)
Group 2: Easy to pickle
1.4301 304 MMA 308L/MVR FOX EAS 2 BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4301 304 MIG 308L-Si/MVR-Si EAS 2-IG(SI) BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4401 316 MMA 316L/SKR FOX EAS 4 M- BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4401 316 MIG 316L-Si/SKR-Si EAS 4 M-IG(Si) BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MMA V-joint
316L/SKR FOX EAS 4M- TS BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MMA 316L/SKR FOX EAS 4M BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MMA 316L/SKR FOX EAS 4M-A BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L FCAW 316L/SKR EAS 4M-FD BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MIG 316L-Si/SKR-Si EAS 4M-IG BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
1.4404 316L MCAW – EAS 4M-MC BlueOne™ 130 30 – 60 RedOne™ 240 45 – 90
Group 3: Difficult to pickle
1.4539 904L MMA 904L FOX CN 20/25 M BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4539 904L MIG 904L CN 20/25 M-IG BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4539 904L MMA P12-R FOX NIBAS 625- BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4501 S32760 MMA 2507/P100 FOXCN 25/9 CuT BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4161 S32101 MIG LDX 2101 – BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4161 S32101 FCAW LDX 2101 CN 24/9 LDX-FD BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4362 S32304 MIG 2304 – BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4362 S32304 FCAW 2304 CN 24/9 LDX-FD BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4462 S32205 MMA 2205 FOX CN 22/9N BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
1.4462 S32205 MIG 2205 CN 22/9 N-IG BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
2.4605 N06059 MMA – FOX NIBAS C 24 BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
2.4360 N04400 MMA – FOX NIBAS 400 BlueOne™ 130 90 – 180 RedOne™ 240 120 – 240
Group 4: Very difficult to pickle
1.4547 S31254 MMA P12-R FOX NIBAS 625 BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
1.4547 S31254 MIG P12 NIBAS 625-IG BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
1.4565 S34565 MMA P16 FOX NIBAS C 24 BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
1.4565 S34565 MIG P16 NIBAS C 24-IG BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
1.4410 S32750 MMA 2507/P100 FOX CN 25/9 CuT BlueOne™ 130 120 – 240 RedOne™ 240 150 – 300
The pickling was preceded by mechanical pretreatment of the weld joints and precleaning using Avesta Cleaner 401.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K22
3.4.4 Pickling in a bath
Thestainlesssteelgradeandthetypeofheatoxidedeter-minetheacidmixtureandthebathtemperature (20–65ºC).Picklinglow-alloystainlessgradesatexces-sive temperatures, or for a long period of time, presents the risk of overpickling. This gives a rough surface.
Theeffectivenessofpicklingisaffectednotonlyby acidconcentrationandtemperature,butalsobythefreemetalcontent(mainlyiron)inthebath.Forpicklingtimestobethesame,thetemperatureinabathwithanelevatedironcontenthastobehigherthanthatinabathwith a lower iron content. A rough guideline is that the freeiron(Fe)contentmeasuredingramsperlitremustnotexceedthebathtemperature(ºC).Whenmetalcon-tentsinthebathreachexcessivelevels
(40–50g/l),thebathsolutionshouldbepartiallyortotallyemptiedoutandfreshacidadded.
AvestaPicklingBath302isaconcentratethat,depend-ingonthesteelgradebeingcleaned,canbedilutedwithwater.
Theferriticandmartensiticsteelsingroup1arenormallynotpickledinabath.Thus,theyarenotmentionedhere.Thepicklingacidmustbeaddedtothewater,nottheotherwayround.
Group2steels: 1part302into3partswater Group3steels: 1part302into2partswater Group4steels: 1part302into1partwater
Temperature,compositionandcirculationneedtobecontrolledtogetthebestresults.Thecompositionofthebathiscontrolledthroughregularanalysis.Togetherwithnewmixinginstructionstooptimisetheeffectofthebath,AvestaFinishingChemicalscanoffersuchanalyses.
Thepicklingtimesgiveninthetablebelowmustbeseenasindicativeonly.Theyarestatedasintervalsbecause,for the same steel grade, the time required depends on thesurfacefinishandtheweldingmethod(seealsochapter1).Forhotrolledsurfaces,picklingtimesmightbeincreasedby50%.Similarly,dependingontheshield-inggasused,MIGweldsmightneedlongerthanMMAorFCAWwelds.
Figure 16: Bath pickling (photo courtesy of Kurt Jensen)
Table 5: Typical pickling times when using Avesta Bath Pickling 302
Stainless steel grades
Welding method
Welding consumables Typical pickling times (minutes)
EN ASTM Avesta designation
Böhler designation
20°C 30°C 45°C
Group 2: Easy to pickle*
1.4301 304 MMA 308L/MVR FOX EAS 2 30 15 10
1.4401 316 MMA 316L/SKR FOX EAS 4M 40 20 10
1.4404 316L MMA 316L/SKR FOX EAS 4M 40 20 10
Group3: Difficult to pickle**
1.4539 904L MMA 904L – 120 90 60
1.4362 S32304 MMA 2304 – 120 90 60
1.4462 S32205 MMA 2205 FOX CN22/9N 120 90 60
Group 4: Very difficult to pickle***
1.4547 S31254 MMA P12-R FOX NIBAS625 240 120 90
1.4410 S32750 MMA 2507/P100 FOX CN25/ 9CuT 240 120 90
* 1 part 302 into 3 parts water** 1 part 302 into 2 parts water*** 1 part 302 into 1 part water

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 23
How to use Avesta bath pickling1. Pretreatoxides,slagandwelddefectsmechani-
cally.
2. Afteranywelding,givetheareatobepickledtimetocooldowntobelow40°C.
3. Toremoveorganiccontamination,degreaseusingAvestaCleaner401.
4. Checkthebathtemperature(refertotable5).
5. Immersetheobjectinthebath.Typicalpicklingtimesareshownintable4.Avoidoverpickling.This can produce a rough surface.
6. Allowtheproductsufficientpicklingtime.
7. If dark spots appear on the surface, desmut-tingisnecessary.ApplyeithermoresolutionorAvestaFinishOne™tothesespotsuntiltheydisappear.Thismustbedonewhenthesurfaceisstillwet(i.e.“wetonwet”),justbeforethepicklingsprayisrinsedoff.Spraying FinishOne™ on top of the pickled surface also reduces the productionofNOx gases.
8. Whenliftingtheobject,allowtimeforthebathsolutiontoflowoffabovethebath.
9. Rinsethoroughlyusingahigh-pressurewaterjet.Ensurethatnopicklingresiduesareleftonthesurface.Usedeionisedwaterforthefinalrinsing of sensitive surfaces.
10.Sothatitcanbeneutralised,collectthewastewater.Seealsochapter4.
11. As the pickling acid in the bathisbeingconstantlyconsumed and metals pre-cipitated,analysisofbathcontentsisimportant.Bathcontents affect the pickling reaction.
3.4.5 Fume reduction during picklingEnvironmental impact:
Thetoxicnitricfumesgeneratedduringpicklinghaveanumberofeffects.
• Health:Highnitricfumelevelsmayleadtorespira-toryproblems(e.g.infections).Intheworstcase,inhalationmaycauselungoedema.
• Environmental:Acidificationofgroundwateranddamage to plants.
UsingmodernpicklingproductssuchasAvesta BlueOne™PickingPaste130andAvestaRedOne™ Spray240,toxicfumelevelscanbereducedbyup to80%.
Figure 22: Fume reduction using Avesta pickling products BlueOne™ Pickling Paste RedOne™ Pickling Spray
40%
00 2 4 6 8 10 12 14
Time (min)
60%
80%
100%
Relative NOx-levels
Standard Pickling Paste
BlueOne™ Paste
Avesta Diagram red
20%
40%
00 2 4 6 8 10 12 14
Time (min)
60%
80%
100%
Relative NOx-levels
Standard Pickling Spray
RedOne™ Spray
Avesta Diagram red
20%

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K24
3.5 PASSIVATION AND DESMUTTINGAvestaFinishingChemicals’AvestaFinishOne™Pas-sivator630isapassivatingagentthatisfreeofnitricacidandhasalowenvironmentalimpact.Becauseitisneutral after passivation, there is no need for a neutrali-sation stage. The product can passivate, desmut and reduce fumes.
Passivationisstronglyrecommendedaftermechanicaltreatment(toremoveremainingironcontamination)and,insomecases,afterspraypickling.
Desmuttingremovesthedarkspotscausedbyexces-siveironleftonthesurfacebyfaultycleaning.
Fume reduction:Whilebathpickling,sprayingAvestaFinishOne™Passivator630onthepickledobjectwhileliftingitfromthebathreducesthetoxicnitricfumesgeneratedduringbathpickling.
Figure 17: Passivation of what will be part of a chemical tanker bulkhead in duplex stainless steel
Figure 18: Smut
How to use Avesta FinishOne passivator• Topassivateaftermechanicaltreatment,firstuseAvestaCleaner401toprecleanthesurface.Next,rinsewithwaterandapplythepassivator“wetonwet”.Leaveittoreactfor3–5minutes.
• Todesmutoravoidsmutformationduringspraypickling,thepassivatormustbeappliedbeforerinsingwhilethesurfaceisstillwet(“wetonwet”).Leaveittoreactfor10–15min-utes.
• Touseforfumereductionafterbathpickling,lifttheobjectoverthesurfaceofthebathandsprayFinishOne™asamistontheobject’ssurface(“wetonwet”).
• Topassivateafterspraypickling,firstrinseoffthepicklingsprayandthenapplythepassiva-tor.Leaveittoreactfor20–30minutes.
• Usinganacid-resistantpump(AvestaSP-25),applytheproductasaspray.Applyanevenlayerofacidthatcoverstheentiresurface.
• Usinganacidresistantpump(AvestaSP-25);applythepassivatorasanevenlayerthatcov-ers the entire surface.
• Preferablyusingahigh-pressurewaterjet,rinsethoroughlywithcleantapwater.Ensurethatnoacidresiduesareleftonthesurface.Usedeionisedwaterforthefinalrinsingofsensitivesurfaces.
• Thereisnoneedtoneutralisethewastewater(itisneutralandacidfree).

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 25
4.
Neutralisation and waste treatment
4.1 NEUTRALISATIONThe waste water from pickling is acidic and contami-natedwithheavymetals(mainlychromiumandnickelthathavebeendissolvedfromthesteel).Thiswastewatermustbetreatedinaccordancewithlocalregu-lations.Itcanbeneutralisedusinganalkalineagent(slakedlime,orsoda)incombinationwithasettlingagent.
1.AdjustingthepHvalueofthewastewatercausestheheavymetalstobeprecipitatedasmetalhydroxides.PrecipitationisoptimalatpH9.5.
Theheavymetalsformasludgethatcanthenbeseparated from the neutralised clear water. This sludge mustbetreatedasheavymetalwasteanddisposedofaccordingly.
4.2 WASTE TREATMENTPicklingcreateswastethatrequiresspecialtreatment.Besideswhatcomesfromthechemicalsthemselves,thepackagingmustalsobeconsideredaswaste.
Thesludgeobtainedafterneutralisationcontainsheavymetals.Thissludgemustbesentawayfordisposalinaccordance with local waste regulations.
Allmaterialsusedinthepackaging(plasticcontainers,cardboardboxes,etc.)ofAvestaFinishingChemicals’productsarerecyclable.
How to neutralise 1. Stirringallthetime,
add the neutralising agent to the rinse water.
2. The neutralising reaction takes place instantly.
3. Usinglitmuspaper(forexample),checkthepHofthemixture.PrecipitationoftheheavymetalsisoptimalatpH9.5.
4. Whenthewastewaterhasreachedanaccept-ablepHvalue,waitforthesludgetosinktothebottomandforthewatertobecomeclear.Adding a special settling agent improves the precipitationofheavymetals.
Clear water and sludge
5. Ifanalysisshowsthatthetreatedwatersatisfieslocalregulations,itcanbereleasedintothesew-agesystem.Toincreasethedegreeoftreatment,anextrafiltercanbeinsertedbeforethewaterreachesthesewagesystem.
6. Thesludgecontainsheavymetalsandmustbesent to a waste-treatment plant.
CLEAR WATER
6 7 8 9 10 11 12 pH
SLUDGE
CLEAR WATER
6 7 8 9 10 11 12 pH
SLUDGE
CLEAR WATER
6 7 8 9 10 11 12 pH
SLUDGE

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K26
Inspection and troubleshooting
5.
Thefinalstepafterpicklingandpriortodeliveryshouldbeinspectionandtestingoftheresultsofthecleaning process.
5.1 TEST METHODS• Test for free-iron contamination Onefrequentlyusedtestistorepeatedlywetthesurfacewithtapwaterandallowittodrysothatthesurfaceremainsdryforatotalof8hoursina24-hourtestperiod.Anyresidualironrustisvisibleafterthetestcycle.
Theferroxyltest(ASTMA-380)isanotherhighlysensi-tive method for the detection of iron contamination.
• Test for organic contamination Aspreviouslystated,thewater-breaktestisasimplewayofassessingtheeffectivenessofdegreasing.Athinsheetofwaterappliedtoasurfacebreaksaroundanysurface contamination.
• Test for pickling-agent residues ThepHvalueofthefinalrinsewatergivesaroughindicationofacidresidues.ThepHvaluemustbe>7(comparewiththepHofincomingrinsewater).Par-ticularattentionmustbepaidtotightcorners,narrowcrevices,etc.Thesemayhideresidues.
5.2 TROUBLESHOOTINGInspectionofasurfacemayrevealsomeremainingdefects.Theexamplesbelowshowthemostcommontypes.
Figure 21: Water staining Figure 22: Discoloration
Figure 19: Dried-on pickling chemicals Figure 20: Smut

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 27
Table 6: Surface defects and corrective actions
Surface defects Caused by Corrective action Precautions
Residual weld oxides Insufficient precleaning/pickling • Better pretreatment/repickling Avoid overpickling.
Rough surface Overpickling • Mechanical treatment/repickling Avoid both excessive pickling times and pickling in direct sunlight.
Rough surface Mechanical cleaning • Mechanical polishing
Smut/discoloration Poor cleaning/pickling • Desmutting (Avesta FinishOne 630) or repickling or mechanical treatment
Smut/discoloration Dried-on pickling chemicals (e.g. pickling residues in crevices)
• Rinsing with high-pressure water jet and then repickling
Smut/discoloration Surface contaminants (e.g. iron particles)
• Passivation/decontamination or repickling
Smut/discoloration Insufficient cleaning • Spot removal
Smut/discoloration Poor rinsing • Spot removal using a cleaning agent
• Using deionised water for final rinse
Smut/discoloration Trapped pickling acid “bleeding” from narrow gaps
• Repickling
Smut/discoloration Contaminated rinse water • Passivation/decontamination • Using deionised water when sur-
face requirements are severe• Rinsing with high-pressure jet
Water stains Contaminated rinse water • Using clean rinse water and/or repickling
Work in dust-free environment.
Water stains Dust • Using clean rinse water and work-ing in dust-free environment
Work in dust-free environment.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K28
Safe handling and storage of pickling products
6.
Figure 23: Personal protection equipment Figure 24: Storage of pickling products
6.1 SAFETY RULESPicklingproductsarehazardoussubstancesandmustbehandledwithcare.Certainrulesmustbefollowedtoensure that the working environment is good and safe:
1.Picklingchemicalsmustonlybehandledbyper-sonswithasoundknowledgeofthehealthhazardsassociated with such chemicals. This means that the materialsafetydatasheet(SDS)andtheproduct labelmustbethoroughlystudiedbeforethechemi-cals are used.
2.Eating,smokinganddrinkingmustbeforbiddeninthe pickling area.
3.Employeeshandlingpicklingchemicalsmustwashtheirhandsandfacesbeforeeatingandafterfinish-ing work.
4.Allpartsoftheskinthatareexposedtosplashingmustbeprotectedbyanacid-resistantmaterial,ac-cordingtoSDS.Thismeansthatemployeeshandlingpicklingchemicals(includingduringrinsing)mustwearprotectiveclothingasstipulatedintheSDSforthe product in question.
5.AFirstAidkitcontainingcalciumglucontategel,Hexaflourine®(AvestaFirstAidSpray)orotherprod-uctssuitableforanimmediatetreatment/rinsingofacidsplashescausedbypicklingproducts,shouldbeeasyavailable.FormoreinformationchecktheSDSfortheAvestaPicklingProducts.
6.Thepicklingareamustbeventilated.
7.Toavoidunnecessaryevaporation,thecontainers/jarsmustbekeptclosed.
8.Tominimisetheenvironmentalimpact,allpicklingresiduesmustbeneutralisedandallheavymetalsseparated from the process water and sent to a waste treatment plant.
6.2 PERSONAL SAFETYHealthhazardscanbeavoidedbytheuseofbreathingequipment and skin protection. If a high degree of personalsafetyistobeensured,westronglyrecom-mendthatthefollowingmeasuresberegardedascompulsory.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 29
Forpersonalsafety,afacemask(equippedwithbreath-ingapparatus)mustalwaysbeworninconnectionwith pickling.
Picklingacidsareaggressiveand,oncontact,canburntheskin.Thiscanbeavoidedbyprotectingallexposedskin with acid-resistant clothing.
All cleaning chemicals from Avesta Finishing Chemicals are supplied with:
•Productinformation(PI)withreferencenumbers. • Safetydatasheets(SDSs)asperISO11014-1and2001/58/EC.
Thesedocumentsgivetheinformationnecessaryforthesafehandlingoftheproduct.Theymustalwaysbeconsultedbeforeusingtheproductinquestion.
6.3 STORAGEPicklingchemicalcontainersmustbestoredindoorsat10–35°C.Theymustbekeptinanuprightpositionwiththelidstightlyclosed.Thestorageareamustbeclearlydefinedandinaccessibleforunauthorisedper-sons.Picklingchemicalsaresensitivetohightempera-tures.
Caution:Becausetheyacceleratetheageingprocessanddestroytheproduct,storagetemperaturesabove35°Cmustbeavoided.Picklingchemicalsareperish-ablegoods.Theygivethebestpicklingresultswhentheyarefresh.Thismeansthattheymustnotbekeptontheshelflongerthannecessary.Itisbettertobuysmallamountsfrequentlyratherthanlargeamounts occasionally.Productcompositionandpickling efficiencydeterioratewithageandexposuretoheat.
All Avesta Finishing Chemicals’ products are delivered inUNcertifiedPEcontainersthatareapprovedforthedeliveryofhazardousgoods.Onlyrecyclablematerialsare used for product packaging.

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K30
1. “OutokumpuCorrosionHandbookforStainlessSteels”,2004.
2. “StandardPracticeforCleaningandDescalingStainlessSteelParts,EquipmentandSystems”,ASTMA-380.
3. “StandardSpecificationforChemicalPassivationTreatmentsforStainlessSteelParts”,ASTMA967.
4. “CodeofPracticeforCleaningandPreparationofMetalSurfaces”,BSICP3012.
5. “RahmenvorschriftfürdieOberflächenbehandlungaustenitischerCrNi-Stähle,Chromstähle,Nickellegierungen”,KWUArbeitsvorschriftRE-AVS8.
6. “BeizenvonnichtrostendenaustenitischenStählen”,HoechstAG,PraxisWN87-0417.
7. “TraitementdeSurface”,FramatomeRCCMF-5000-6000.
8. ”Cleaning&Maintenance.AnOwner’sManualforStainlessSteelinChemicalTankers”,B.Leffler,OutokumpuStainless.
9. “PostFabricationCleaning:BenefitsandPracticalities”,InternationalConference,StainlessSteelAmerica2004,Houston,USAOct2004, CBaxter,ABornmyrandRStahura.
10.TappiTip,“Post-fabricationcleaningofstainlesssteelinthepulp&paperindustry”,2007,ChrisBaxter(OutokumpuStainless),ElisabethTorsner(OutokumpuStainless),AndersBornmyr(AvestaFinishingChemicals)andRalphDavison(TechnicalMarketingResources).
11.Outokumpuwebsite.
12.“TheAvestaWeldingManual–Practiceandproductsforstainlesssteelwelding”.
13.“TheBöhlerWeldingGuide”.
14.“STAINLESS–stainlesssteelsandtheirproperties”,BélaLeffler,OutokumpuStainless.
References

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K 31
Informationgiveninthismanualmaybesubjecttoalterationwithoutnotice.Carehasbeentakentoen-surethatthecontentsofthispublicationareaccuratebutBöhlerWeldingGroupNordicanditssubsidiarycompaniesdonotacceptresponsibilityforerrorsorforinformationwhichisfoundtobemisleading.
Suggestionsforordescriptionsoftheenduseorap-plication of products or methods of working are for in-formationonlyandBöhlerWeldingGroupNordicanditsaffiliatedcompaniesacceptnoliabilityinrespectthereof.Beforeusingproductssuppliedormanufac-turedbythecompanythecustomershouldsatisfyhimselfoftheirsuitability.
Disclaimer

A V E S T A F I N I S H I N G C H E M I C A L S / P I C K L I N G H A N D B O O K32
.
Avesta Finishing ChemicalsLodgatan 14
SE- 211 24 Malmö, SwedenTel: +46 (0) 40 28 83 00
Fax: +46 (0) 40 93 94 [email protected]
I002
523:
6EN
-GB
Cen
tru
mtr
yck,
Ave
sta
2009