1 SURFACE TREATMENT The science of successfully … · in castings will cause tempering effects...
7
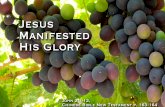
1 SURFACE TREATMENT www.aluminiumtoday.com November/December 2010 Aluminium International Today A review of several questions received in ‘Products Finishing Magazine’ over the years 2001 - 2009 ( 1-8 ) determined generally consistent problems with anodizing die castings. The problems can be summarized as follows: 1) the anodic oxide finish is too thin to meet the necessary design specification or much thinner when compared to corresponding components manufactured from wrought processes; 2) the finish appearance is unfavourable: hazy, muddy, ‘not black enough’, and/or not uniform; and, 3) the corrosion resistance of the anodic oxide is insufficient. Review of recommended anodizing solutions to the various problems with anodizing cast alloys determined that they do not always work, indicating that there are factors other than the anodizing process that impact the anodic oxide finish quality. Consideration given to solve these rather easy-to-identify problems has illuminated four broad cause areas for discussion: 1) alloy selection, 2) substrate quality, 3) surface treatment, and 4) anodizing process parameters. Of the four, perhaps the metallurgical factors that impact substrate quality: alloy composition, casting quality, microstructure and surface quality are dominant in determining The science of successfully anodizing die cast substrates Die castings pose some of the most challenging problems in anodizing. The finish can be too thin, non-uniform and/or have an unfavourable appearance. These are common problems with a variety of practical solutions; they are easy to recognize, but in many instances, the source for the problem remains unknown. Critical to solving the problems of anodizing die castings is understanding the die cast substrate and the impact of surface condition, alloy composition, casting quality and microstructure on the anodizing process. Substrate quality issues are just as important, maybe more so, than anodizing conditions and technique. Certain optimum anodizing conditions may be used in some cases to help overcome less than advantageous metallurgical conditions. These include well known processing tools such as various pretreatment chemistries, higher anodizing bath concentration, and higher bath temperatures.These, and other recommended solutions are not successful in every case; sometimes trial and error testing on actual production parts must be done to find the best processing techniques. By providing real-life solutions in terms of anodizing theory and interfacial science, this paper gives insight to anodizing solutions for die-cast alloys by tying together metallurgical science with anodizing practice. By Jude Runge* and Larry Chesterfield** Fig 1 and 1a Metallographic cross section of anodized die cast alloy AlSi9Cu3Fe (similar to alloy 383). In the micrograph on the left, large hypereutectic primary silicon platelets from the microstructure as well as smaller eutectic needles are incorporated into the anodic oxide. In the Scanning Electron Microscope (SEM) photomicrograph on the right, the surface of the component is documented, showing the cracks dotted with white-appearing silicon as well as copper deposits appearing as darker-gray haze across the surface and concentrated in areas near the cracks *Comprehensive Metallurgical Consulting, ** Anodizing Technologies, Inc, Fig 1 Fig 1a Jude web_30_AIT_0110 12/8/10 12:46 PM Page 30
Transcript of 1 SURFACE TREATMENT The science of successfully … · in castings will cause tempering effects...

1 SURFACE TREATMENT www.aluminiumtoday.com
November/December 2010 Aluminium International Today
A review of several questions received in‘Products Finishing Magazine’ over theyears 2001 - 2009 (1-8) determinedgenerally consistent problems withanodizing die castings.
The problems can be summarized asfollows: 1) the anodic oxide finish is toothin to meet the necessary designspecification or much thinner whencompared to corresponding componentsmanufactured from wrought processes; 2)the finish appearance is unfavourable:hazy, muddy, ‘not black enough’, and/ornot uniform; and, 3) the corrosionresistance of the anodic oxide isinsufficient.
Review of recommended anodizingsolutions to the various problems withanodizing cast alloys determined that theydo not always work, indicating that thereare factors other than the anodizingprocess that impact the anodic oxide finishquality.
Consideration given to solve these rathereasy-to-identify problems has illuminatedfour broad cause areas for discussion: 1)alloy selection, 2) substrate quality, 3)surface treatment, and 4) anodizingprocess parameters. Of the four, perhapsthe metallurgical factors that impactsubstrate quality: alloy composition,casting quality, microstructure and surfacequality are dominant in determining
The science of successfully anodizingdie cast substrates Die castings pose some of the most challenging problems inanodizing. The finish can be too thin, non-uniform and/or have anunfavourable appearance.These are common problems with a variety of practical solutions;they are easy to recognize, but in many instances, the source forthe problem remains unknown.Critical to solving the problems of anodizing die castings isunderstanding the die cast substrate and the impact of surfacecondition, alloy composition, casting quality and microstructureon the anodizing process. Substrate quality issues are just asimportant, maybe more so, than anodizing conditions andtechnique. Certain optimum anodizing conditions may be used insome cases to help overcome less than advantageous metallurgicalconditions. These include well known processing tools such asvarious pretreatment chemistries, higher anodizing bathconcentration, and higher bath temperatures.These, and otherrecommended solutions are not successful in every case;sometimes trial and error testing on actual production parts mustbe done to find the best processing techniques.By providing real-life solutions in terms of anodizing theory andinterfacial science, this paper gives insight to anodizing solutionsfor die-cast alloys by tying together metallurgical science withanodizing practice. By Jude Runge* and Larry Chesterfield**
Fig 1 and 1a Metallographic cross section of anodized die cast alloy AlSi9Cu3Fe (similar to alloy 383). In the micrograph on the left, large hypereutectic primary silicon platelets from themicrostructure as well as smaller eutectic needles are incorporated into the anodic oxide. In the Scanning Electron Microscope (SEM) photomicrograph on the right, the surface of thecomponent is documented, showing the cracks dotted with white-appearing silicon as well as copper deposits appearing as darker-gray haze across the surface and concentrated in areasnear the cracks
*Comprehensive Metallurgical Consulting,** Anodizing Technologies, Inc,
Fig 1 Fig 1a
Jude web_30_AIT_0110 12/8/10 12:46 PM Page 30

2
November/December 2010 Aluminium International Today
anodizing conditions, technique andquality. This paper covers each of the fourcause areas by discussing, in limited detail,the impact each has on the interface fromwhich the anodic oxide originates andgrows.
Theoretical scientific reasons for why theproblems occur and why most solutionssucceed and some fail are presented. Thelimitations as to what can be done froman anodizing standpoint to overcome themetallurgical condition of a cast substrateare presented not as an excuse, but as acall for understanding and communicationbetween metal finishers, componentdesigners who would like to use diecastings, and the casting houses whoprovide the castings in order to optimiseproduct and process and to increase theuse of anodized cast aluminiumcomponents.
Alloy SelectionAluminium die castings have beencommercially available since the beginningof the 20th century. Castings are used fora variety of applications, from decorativesculptures and jewelry to automotivepistons and engine blocks.
Die casting is a versatile process forproducing engineered metal parts byforcing molten metal under high pressureinto reusable steel moulds. These moulds,called dies, can be designed to producecomplex shapes with a high degree ofaccuracy and repeatability. Parts can besharply defined, with smooth or texturedsurfaces, and are suitable for a widevariety of attractive and serviceablefinishes (9).
First, cast alloys are formulated forcastability, followed by mechanicalproperties and structural integrity. Alloysare formulated for maximum fluidity,
minimum gassing when molten, andability to remove the casting from themould when solid. Mechanical propertiesare insured first by the integrity of thecasting, therefore, the casting alloy andprocess are designed to minimise porosityand maximise surface integrity. Actualmechanical properties of strength,hardness, and resistance to wear andfatigue are produced metallurgically inaluminium castings two ways: (1) by solidsolution hardening; that is: by thesubstitution of aluminium atoms withalloying atoms in the aluminium crystalstructure and (2) by precipitationhardening: the dispersion of second phaseconstituents or elements in solution andprecipitating them out as smallintermetallic compounds, incoherent withthe microstructure, which inhibit materialdeformation.
Cast components have limited ductilityand can be brittle; therefore, castings arenot usually meant for subsequentdeformation processing. Other thanminimal finishing processes such asmachining, a casting is typically producedto function near net shape. Because castcomponents are produced to functionnear net shape, castings can be alloyedbeyond what is typical for wroughtproducts; that is, additions of otherelements are at a higher % than theadditions for alloys intended for extruded,rolled or deep drawn product (up to 16%total alloy content for castings vs. up to8% for wrought alloys) (10). As such, castalloys are metallurgically more complexthan their wrought counterparts;increased alloy additions producecorrespondingly higher levels of solutionphases, intermetallic compounds andprecipitates. Castings, therefore, inaddition to their strength and fatigue
resistance, exhibit more complex surfaces,with less free aluminium, which makethem more difficult to anodize. A castalloy is rarely designed for subsequentsurface treatment, especially anodizing.Although an anodic oxide finish may bedesired to impart corrosion protection,where resistance to be a decorative finish,the ramifications of the anodizing processon complex cast alloys is typically notconsidered of the design or foundary level.
To include anodizing as a designcondisderation for cast alloys, theunderstanding that alloy elements do notanodize is a must; and to maximise theability for complex alloys to be anodizedrequires that microstructures must be asfine and homogeneous as possible.
Rarely, if ever, is a cast alloy designed forsubsequent surface treatment, especiallyanodizing, because alloying elements donot anodize.
Common Cast Alloy AdditionsThe alloy chemistry and the castingprocess affect the level of microstructuralhomogeneity, the defect population andtherefore the variation of chemicalpotential across a cast component surface.
To put cast substrate complexities incontext with the anodizing process, it isimportant to understand the nature of thecast surface and therefore the interfacewith the anodizing electrolyte from whichthe aluminium anodioc oxide (AAO)grows. It is important to understand thenature of the surface and therefore theinterface between the component surfaceand the anodizing electrolyte such thatanodizing process parameters can bemodified to effect optimum oxide growth.
Silicon is the alloying element thatessentially makes the commercial viabilityof the high volume aluminium casting
SURFACE TREATMENT www.aluminiumtoday.com
Fig 2 and 2a Alloy inhomogeneity coupled with surface connected porosity change the surface quality (chemical potential) and make it more difficult to anodize
Fig 2
Fig 2a
Jude web_30_AIT_0110 12/8/10 12:46 PM Page 31

3 SURFACE TREATMENT www.aluminiumtoday.com
November/December 2010 Aluminium International Today
industry possible. Silicon content between 4% to the
eutectic level of 12% reduces scrap losses,permits production of much more intricatedesigns with greater variations in sectionthickness and yield castings with highersurface and internal quality (forms soundouter surface layer), because of this,aluminium-silicon cast alloys can be usedin applications where pressure tightness isa requirement.
These benefits derive from the effects ofsilicon and aluminium molten mixtures,which exhibit increased fluidity, reducedcracking and improved feeding tominimise shrinkage porosity. Alloys withthe eutectic composition (Al-12%Si) exhibithighest fluidity during casting (11).
The limited solublility of silicon andaluminium produces aluminium-silicon,compositions that exhibit approximately1% silicon in solid solution as a continuousphase, and the rest of the silicon falls outof solution as essentially pure siliconparticles that range in size from smallparticles to large needles and platelets.
Copper, magnesium and zinc are themost important secondary alloyingelements which impart fluidity duringcasting and various phases which impartmechanical properties such as strength,corrosion resistance and fatigue resistance.
Other alloying elements such as iron,manganese, chromium and titanium, etcare added to castings to produce secondphase constituents that moidify thealuminium-silicon structure and increasestrength and hardness.
Alloying elements have varyingcharacteristic solubility in aluminium, andhow they mix, stay in solution orprecipitate as intermetallic compoundsimpact the cast microstructure. All die castcomponents contain some level of bothphenomena, to varying levels dependingupon alloy chemistry, casting process andany post-cast heat treatment (whetheraccidental or actually imposed). Deliberate
modifications can refine the cast structureby keeping aluminium-silicon phases andprimary silicon crystal small, such additionscan help or hinder surface finishing.
Substrate QualityControlling Cast MicrostructureCast microstructure dictates thecomponent quality. Because of the rapidityof the die casting process, microstructuresare finer than components cast by othermethods.
The size and distribution of the variousphases, compounds and precipitates hingeon: alloy chemistry, which includes theaddition of elemental modifiers to the alloychemistry; the casting method; themethod and speed by which the casting iscooled and whether it is heat treated(tempered) after it is finished.
Die casting dies are designed with ventsand cooling lines to facilitate rapid cooling.In addition, components can be ejectedinto a cooling tank to rapidly quenchfinished components. To keep micro-structures fine with complex alloys, therate of cooling must be as fast as possible,ito keep as much of the elements insolution. If cooling media is not turnedover as rapidly as components are loaded,inadequate cooling can develop coarsecast microstructures. Precipitation andgrowth of intermetallic compounds, phaseformation and grain coarsening will occurif the casting is slow cooled or allowed toremain at a high enough temperature afterejection from the die. Latent heat retainedin castings will cause tempering effectsthat are manifested in the microstructureby the growth large primary silicon crystalsand coarse precipitates. Microstructuraleffects on the surface are developed by theanodizing process (Fig 1).
Because die casting is a closed process, theamount of gas dissolved in melt can‘precipitate’ out as porosity. This is typicallyavoided by degassing the melt prior toinjection. However, in the event that porosity
is close to or intersects the surface, theramifications of chemical processing such asanodizing can develop the pores and creatediscontinuities in the AAO (Fig 2).
Surface QualityAnodic oxide finish thickness variationsafter processing, even on componentsfinished on the same rack can be causedby variations in substrate surface finish.Variation in these cases will not correspondto component location on the racks or tohow the parts are contacted on the racks.
Furthermore, thickness variation may bemeasured across the surface of individualparts, with the machined surfacesexhibiting a uniform and continuous finishthickness. Areas that are not machined (as-cast or shot peened or blasted) may exhibitdiscontinuous and unacceptably thinanodic oxide finishes.
As-cast surfaces can be contaminatedwith residual mould release (partingcompounds) or degradation/corrosionproduct from poorly maintained moulds.Burrs, laps and the seams that they causebetween the machined defect and thesubstrate are well documented sites oflocalised anodic charge concentrationwhich prohibit uniform anodic oxidegrowth. These are points of resistanceheating, hyper-growth and ultimately thindiscontinuous anodic oxide finishesbecause, when the process current bias isimposed, the burrs stand immediatelyupright as the charged defects repel thesurface (similar charged objects repel oneanother). As burrs proceed to anodizethrough, breaking off into the electrolyte,or into the forming AAO, they leave bareareas of substrate that begin to anodizelater in the cycle. Because a blasted surfacecondition may not be uniform fromcomponent to component, the resultantfinish thickness will never be uniform frompart to part (Fig 3).
Inasmuch as substrate consumption ispart of anodizing, substrate defects
Fig 3 and 3a Documentary photograph of the shot peened surface of the die cast component before anodizing and after anodizing. The charge across the surface would be uniformduring anodizing. The surface on the left is typical of a shot blasted surface. Note the non-uniformity of the surface. The charge distribution would be exceedingly non uniform, creatinga situation where the finish growth would not be uniform, clearly documented by the non-uniform AAO finish thickness on the right
Fig 3 Fig 3a
Jude web_30_AIT_0110 12/8/10 12:46 PM Page 32

4
November/December 2010 Aluminium International Today
Fig 4: Representation of anodic oxide structure comprisedof AlO4 tetrahedra with short range order. These tetrahedra comprise the internal network of theindividual cells which make up the nanoscale network ofthe anodic oxide
introduced by way of mechanicalprocesses will also be consumed, from asmany surfaces as are exposed to theelectrolyte. AAO formed around alum-inium-based defects are prone to chippingand cracking. The tips of sharp cornersand edges created by laps, folds or cracksintroduced by finish machining andsurface blasting are areas of charge conc-entration that result in localised highinterfacial heat (increased reactivity) whichmay result in outgassing, burning and/orthe formation of rounded voids in thecoating. If the burr is anodized through itscross section, once detached from thesubstrate it will be included in the anodicoxide, much like an inclusion.
Non-aluminium abrasive media will notreact with the electrolyte, producing gapsin the anodic oxide or inclusion-likediscontinuities.
Anodizing Complex AlloysAnodic oxide formation is anelectrochemical corrosion process thatbegins with nucleation at separate anddistinct preferential sites across thesubstrate surface. Preferred sites are thosewhich are not electrochemically complex,neither chemically (sites are comprised ofaluminium only) nor topographically(surface is rather continuous with noburrs, laps or seams). In short, an idealsubstrate is that which favours aluminiumoxidation.
In industry, an ideal substrate is rarelyencountered. Products cast from alum-inium alloys exhibit a variety of elementaladditions that form alloy phases (whichare homogeneous with the alloy system),intermetallic compounds (a compound oftwo metals that has a distinct chemicalformula), precipitates (which fall out ofalloy solution usually through heattreatment) and many other materialdefects that are on the microscopic andatomic level. Examples of atomic leveldefects are: grain boundaries, dislocationsand vacancies, which are atomic level gapsand points of structural mismatch in themetallic crystal structure. The substrateelectrochemical resistance changes withdefects, alloy additions andcontamination, especially when theyintersect the surface, or interface betweenthe substrate and the electrolyte.Therefore, all non-aluminium interfacialphenomena confound the anodizingreaction, retard it, and disrupt the anodicoxide structure.
Critical to understanding the sidereactions that occur during anodizing isthe recognition that the anodic oxide is anionic solid comprised only of hydratedaluminium oxide. The structure exhibitsminimal x-ray diffraction contrast, and istherefore designated amorphous but hasbeen shown to exhibit short range order,
which gives it a pre-crystalline character (12).The anodic oxidestructure is comprisedonly of aluminium andoxygen ions coordinatedas AlO4 - tetrahedra whichform the ‘network in thenetwork’ of self assembled, highlyordered nanoscale columns (13).
The ionic solid facilitates ionicconduction which enables finishgrowth. Excess non-aluminiummetal ions migrate throughinterstitial sites of the networklattice. Interstitial Al3+ ions migratetogether with electrons from theelectrolyte during anodizing. Theelectrolyte reacts with these sites at thesurface of the pore walls. (Fig 4).
Next, it is critical to understand thealuminium substrate and how the alloyingelements are present in the aluminiummatrix. The aluminium substrate lattice isface centered cubic (fcc), which presents astructural mismatch between the substrateand the forming anodic oxide’s tetrahedrastructure (14).
An aluminium alloy substrate latticecontains non-aluminum atoms insubstitutional solution as well as interstitialintermetallic compounds that are notcoherent with the microstructure. Sincethe anodic oxide will not comprise thesenon-aluminium atoms or intermetalliccompounds, a com positionalmismatch isalso present between the substrate andthe anodic oxide.
A thermodynamic mismatch is presentbecause there are diffusion ratedifferences between metals and oxides(diffusion occurs faster in metals) (15).Since the substrate is the source for theanodic oxide constituents, and the anodicoxide is the result of the continuedreaction of the electrolyte with thesubstrate surface, the interface of theelectrolyte and the surface is the key tocontinued anodic oxide formation andgrowth.
In nature, energy is required toovercome a mismatch. Energy producesheat. Non-aluminium metallic ions (cop-per, zinc, and other metal ions in solutionwith the aluminium alloy substrate) ‘pileup’ at the interface and must realignthemselves as they move from theirpositions on the substrate lattice tointerstitial spaces within the anodic oxidelattice. Once they find a space, they moveslower as they ‘hop’ through the spaces inthe anodic oxide network while aluminiumion diffusion occurs on the tetrahedrallattice which comprises the forminganodic oxide cell. The kinetics of theprimary oxidation reaction are thereforeretarded when anodizing complex alloysthat are rich in non-aluminium elements in
solid solution (such as in die castings). Anincreased resistance heating results at theinterface; producing thin, rough finishesthat often exhibit deposits of sooty-appearing reaction by-products (Fig 5).
Inclusions, intermetallic compounds,precipitates and other insoluble alloyingelements that are incoherent withsubstrate microstructure are not anodized;instead, the primary oxidation reactionproceeds around them, taking them upinto the anodic oxide. The impact of inertor insoluble defects such as inclusions andmicroconstituents that are not soluble inthe aluminium matrix (eg lead andhypereutectic silicon) on the finish is in thespacing of the initial corrosion nuclei thatprecede the anodic oxide network and inthe coherency of the AAO structure. Thisdisruption in order can lead to irregulargrowth and irregular inter-columnspacing. However, as the surface isconsumed and a more ordered surface ispresented for oxidation, the oxide growthrecovers, but the surface of the oxideoften replicates the defect, making thesurface rougher. Mass transport of inclu-sions and insoluble species also occurthrough the network; although they arenever incorporated into the structure itself.
Side reactions such as these also retardthe kinetics of the primary aluminiumoxidation reaction (16). However, dep-ending on the amount and distribution ofincoherent defects, less energy (heat ofreaction) is required at the interface toovercome such defects than the energyrequired to overcome the effects ofsubstitutional elements in solution withthe substrate on the anodic oxideformation and growth.
Complex alloys, such as die castings,offer mixtures of inclusions, phases andintermetallic compounds which confound
SURFACE TREATMENT www.aluminiumtoday.com
Jude web_30_AIT_0110 12/8/10 12:46 PM Page 33

5 SURFACE TREATMENT www.aluminiumtoday.com
November/December 2010 Aluminium International Today
Fig 5a and 5b: Schematic of the walls of the anodic oxide at the junction of three anodic oxide cells. An entire cell isbracketed with pink dotted lines; the central pore appears gray with repulsive forces represented by a single sphere. Thefcc aluminium structure is at the bottom of the schematic with the current bias represented by bold green arrows. Theforming tetrahedral structure (5a and 5b) exhibits the primary oxidation reaction at the interface between the fcc and theelectrolyte in the pore by the presence of oxygen atoms on the tetrahedral structure.The schematic on the right (5b) shows non-aluminium ions (copper colored) diffusing from the fcc lattice, through thetetrahedral anodic oxide network, into the central pore where it will be carried into the electrolyte. Note how the copper atoms ‘pile up’ at the fcc-tetrahedral interface. This is due to the structural/compositional mismatchbetween the aluminium and the anodic oxide
the anodizing reaction. With as manyvarious defects as the die casting contains,various side reactions occur to impede thesurface reaction. The realignment of thenon-aluminium substrate elements insolution and mass transport of inclusionsand insoluble alloy additions such ashypereutectic silicon compete with theoxidation kinetics, resulting in repeatedrestructuring of the substrate surfacewhich in turn disrupts the order of theanodic oxide. Depending upon the sizeand population of insoluble defects, thecohesive strength of the finish can bereduced and paths for environmentalingress can be created, reducing thecorrosion resistance of the finish;furthermore, the continuity of the porousstructure will be interrupted, causing amarked decrease in dye uptake.
Overcoming the Barriers ofAnodizing Complex Alloys:Recommended Process ParametersThe following recommendations arepresented to aid in overcoming the barriersto anodizing die castings: 1) inspect andevaluate the components as received tomake sure there are no obvious defectssuch as porosity or other discontinuities; 2)if the customer does not want to pay forinspection, demand a premium castproduct; 3) alter/improve/make the best ofthe surface with chemical cleaning andpretreatment; 4) optimize the anodizingprocess with proper electrolyte acid
concentration, temperature and currentdensity; and 5) consider further processoptimization with a ramp or pulseanodizing.
As-cast components may exhibit residualdirt or mould release but will alwaysexhibit an aluminium-rich surface due tothe temperature gradient that occursduring solidification. Gentle soap cleaningmay be all that is needed to prepare thesurface for anodizing, provided all surfacedirt is removed by cleaning. This mayrequire frequent turnover of the cleanersolution. Other chemical pretreatments areused to minimise the effects of non-aluminium alloy constituents that intersectthe surface, in other words, thesepretreatments are used to maximise theamount of free aluminium at the surfacefor anodizing. A note of caution: it ispossible to overdo a good thing, as the pHof the cleaner typically indicates what inthe alloy will be attacked/removed.
Alkaline etches only remove aluminium,leaving behind non-aluminium residuessuch as copper which require a subsequentdesmut step with nitric acid or ferroussulfate to remove. High silicon alloysalmost always require an acid etch(fluoride). Ammonium bifluoride etchsolutions and hydrofluoric acid/nitric acidmixtures are often used to minimise theeffects of silicon at the surface.
Due to the complexities of the chemicalpretreatments and the variety of elementsand surface dirt that they remove, it is
important to rinse well between treatmentsteps. Rinsing is the most important stepin any anodizing operation.
Anodizing strategy should be developedaround the alloy chemistry. Understandwhat alloying elements are in solution andwhat intermetallic compounds arepresent, and that everything ultimatelyintersects the surface. Work withinmoderate process parameters: mediumrange acid concentration, lower currentdensity and use gentle ramping (turn upthe bias/potential slowly to the desiredcurrent density/voltage). Interfacial resist-ance of the alloying elements is relieved bythe careful imposition of anodizingparameter not by electrically blasting thesurface.
Medium range acid concentration isrecommended because higher acidconcentrations corrode the componentsurface that has just been prepared bycleaning and pretreatment.
While increased solution conductivity isan effective means to facilitate currentflow through the electrolyte, it should notnecessarily be viewed as a means toaccelerate anodic oxide growth.
In fact, the electrolyte can react withelemental copper, zinc or magnesium atthe surface of the component, producingcorrosion product barriers to theanodizing reaction. To initiate anodizing,a large input of electrical energy may benecessary to break through the corrosionproduct before a normal anodizingreaction can go forward at the surface.However, since surface corrosion productlayers are typically discontinuous andnonuniform, anodic oxides with highroughness and perhaps thin or burnedlayers will form. Moderate acid conce-ntration allows for a anodizing at a slightlyreduced voltage for a given current densityand always produces a smoother, moreuniform finish.
Lower current density anodizing slowsdown the diffusion rate of electrons andmetal ions in the component and theforming anodic oxide, giving the non-aluminium ions a chance to re-alignthemselves at the casting – AAO interfacewhich in turn reduces resistance heatingcreating a smoother finish. By the sametoken, ramping and pulse anodizing helpanodize complex alloys by giving non-aluminium ions in substrate solution timeto diffuse, thereby relieving interfacial heatcreated by the competing reactions at theinterface.
Summary Review of several questions in ProductsFinishing Magazine regarding theanodizing of die castings illuminated fourbroad areas for discussion: alloy selection,substrate surface treatment, anodizingprocess parameters, and substrate quality.
Fig 5a Fig 5b
Jude web_30_AIT_0110 12/8/10 12:46 PM Page 34

6 SURFACE TREATMENT www.aluminiumtoday.com
November/December 2010 Aluminium International Today
Through extensive literature research,scientific evaluation, both theoretical andapplied, through failure analysis, and, withpractical experience, the conclusion followsthat obtaining anodic finishes (anodizedaluminium) of acceptable quality on diecast alloys is dependent primarily on thesubstrate quality of the die casting.
These include the metallurgy of thesubstrate, alloy composition, castingquality, microstructure and surface quality.Substrate quality, therefore, is just asimportant, maybe more so, than anodizingconditions and technique.
Die castings are selected as the manu-facturing process of choice usually becausea number of complex components can beproduced rapidly that will function nearnet shape.
Alloys are first formulated such that theycan be cast; next, that they yield thenecessary mechanical properties for theapplication. Surface finish is not very wellconsidered, and although an anodic oxidefinish may be desired to impart corrosionprotection and wear resistance or to be adecorative finish, the ramifications of theanodizing process on a complex alloy isnot typically considered at the design orfoundry level. Each factor has an impact onthe interface from which the anodic oxideoriginates and grows:
Alloy Selection: The elements whichcomprise the various cast aluminium alloysplay a role in each of the three aspects ofalloy selection: cast-ability, mechanicalproperties, and surface finishing. A basicunderstanding of the alloys, whichelements are in solution (like copper,magnesium and zinc), which formintermetallic compounds, precipitates orfall out of solution as primary crystals (likesilicon) is critical for developing effectiveapproaches to finishing complex die castcomponents.
Surface Treatment: Interfacial defectsare also introduced by external processessuch as machining or residues fromprevious processes.
Shot peening, grit blasting or othermechanical finishing techniques that areperformed to clean and/or place thesubstrate in compression may leave residuethat can also introduce interfacialcontamination and will impede anodicoxide formation. Laps, seams and burrscreated in the surface by these processeshave distinct charge distribution effects onthe substrate. Protrusions will exhibitcharge concentrations and roots ofsubstrate discontinuities will exhibitdecreased reactivity due to repulsion forcesset up by the proximity of like chargesduring the anodizing cycle.
Chemical pretreatments are elementspecific: Alkaline cleaners remove
aluminium; acid cleaners ‘desmut’ thesurface, removing alloying elements exposedduring alkaline cleaning. Acid-based fluorideetches or buffered bifluoride formulationsact to remove silicon. All steps are intendedto yield as much free aluminium, and asuniform charge distribution at the surfacefor anodizing, as possible.
Anodizing Parameters: It is commonlyviewed that increased solution conductivity(reducing the solution resistance) will aid insuccessful anodizing of complex alloys.
This is not to be confused with the coilanodizing process in which increasedsolution conductivity is necessary to matchthe speed with which the coil is exposed tothe electrolyte. Maximum solution cond-uctivity has been measured at 375 g/l forsulfuric acid electrolytes (17) and successfulanodizing is routinely carried out atconcentrations much less than that ofmaximum conductivity, typically 180 g/l to220 g/l.
With die cast aluminium alloys withelements such as copper in solution(phases, not intermetallic compounds orinclusions), it is best to recognise that timeis required for diffusion of the non-aluminium constituent(s) through thehydrated aluminium oxide ionic solid as itforms. This is achieved by beginning theprocess with an incrementally increasingramp to the appropriate anodizing volt-age, if anodizing potentiostatically; or tothe appropriate current density, if anod-izing galvanostatically.
It has been shown that complex alloyscan be anodized to sufficient thickness ifanodized in electrolytes of typicalconcentration, at intermediate to highcurrent densities (1.8 – 3.2 amps/dm2 [16– 30 amps/ft2]) at intermediate or roomtemperature, without compromisinghardness.
Substrate Quality: When the anodizingprocess is under control, if things gowrong with finishing a component, it isreasonable to conclude that the source forthe problem is not the anodizing. It isimportant to know how to proceed totroubleshoot effectively.
Understanding component failures fromthe point of view that anodizing developsthe surface of the part is importantbecause metal finishing is the last step ofthe manufacturing process. Therefore, ifsomething unfavourable develops, all eyeswill be on the metal finisher.
At times like these, substrate qualityneeds to be metallurgically evaluated. Ametallurgical engineer need not be empl-oyed by the metal finishing plant; however,it is essential to know when one is neededto investigate a root cause for failure.
ConclusionThere is no ‘trick’ to anodizing complex
alloys; there are ways, grounded inscientific reason, to approach challenges. • Start with as homogeneous a substrate
surface as possible. This means a cleansubstrate, free of oil and dirt, without casting defects such as porosity intersecting the surface, or laps, burrs orseams created by machining, peening or blasting of the surface.
• Secondly, as much free aluminium should be present at the surface as possible. This can mean after cleaning,that the surface is alkaline treated to remove a small amount of aluminium atthe surface in order to expose alloying elements such as copper and silicon. These elements can be removed through a nitric acid desmut operation(to remove the copper) and/or a treatment to remove the silicon such asa dilute hydrofluoric acid etch or an ammonium bifluoride treatment.
• After a good rinse to prevent draggingthese undesired elements into the anodizing electrolyte, or leaving them toredeposit on the component surface, anodize in an electrolyte whose acid concentration is efficient enough to carry the current without corroding thesurface. Depending upon the alloy complexity, this is typically from 180 to220 grams/liter H2SO4. The current bias should be applied gently, via a ramp or with intermittant pulses, because time is required to allow for thediffusion of the non-aluminium elements during anodized aluminium oxide (AAO) growth. A slower AAO growth will always lead to a more uniform anodized finish.
• It may be desired to follow finishing with a dilute HNO3 rinse to remove anyinterstitial copper from the AAO surface, to enable dye uptake and to prevent isolated spots of copper corrosion product from the surface.
• Rinsing is imperative between process steps to keep alloying elements from building up in the process tanks.
It is also important to know andunderstand the component history shouldanodizing problems arise to connectmanufacturing variations to variations inanodic oxide appearance or function.Such understanding enables best possiblealloy selection for manufacturing andmetal finishing; appropriate adjustmentsto the anodizing process, or target areas ofthe casting/manufacturing processesand/or the metal finishing process forcorrective action. �
Jude web_30_AIT_0110 12/8/10 12:46 PM Page 35

7 SURFACE TREATMENT www.aluminiumtoday.com
November/December 2010 Aluminium International Today
AcknowledgementThe authors would like to acknowledge MsJoy Kaufman of Joyjoycreations, Inc for herillustrations that help to explain thediffusion and structural differences thatoccur during anodic oxide formation.
References1 – 8 Chesterfield, Larry. 2001 – 2009Aluminum Anodizing Clinic, Products Finishing,Vol. 65 No. 11 - Vol. 74 No. 29 North American Die Casting Association,
www.diecasting.org, FAQ, Introduction.10 Davis, J. R., editor, ASM SpecialtyHandbook, Aluminum and Aluminum Alloys,
ASM International, Materials Park, Ohio, 1993.11 Davis, J.R., editor, Alloying, Understandingthe Basics, ASM International, Materials Park,Ohio, 2001.12 Kneip, R.; Lamparter, P.; Steeb, S.; Journalof Applied Chemistry, 101. 1989, 7., 975 – 977.13 Runge, J., “Formation of Porous AnodicOxide Finishes – A New Approach and Theory”,Proceedings, Aluminium 2000, 2007.14 Van Vlack, L., Elements of Materials Scienceand Engineering, 4th Edition, Addison-WesleyPublishing Company, Reading, MA, 1980.15 Shewmon, P., Diffusion in Solids, 2ndEdition, McGraw-Hill Series in Materials Scienceand Engineering, 1989.
16 Runge, J., “Interfacial Phenomena andAnodizing: Ramifications and ProcessSolutions”, Proceedings of the 17th Annual AACConference, San Francisco, California, 2008.17 Brace, A., The Technology of AnodizingAluminium, 3rd Edition, Interall Srl, 2000.
ContactComprehensive Metallurgical Consulting,Lombard, Illinois, USA, Email [email protected], Web www.compmetconsulting.comAnodizing Technologies, Inc, Indianapolis, Indiana,USA, Email [email protected],www.anodizingtechnologies.com
Jude web_30_AIT_0110 12/8/10 12:46 PM Page 36