1 Process and Layout Choices References: Ballou, Business Logistics Management, 4 th Ed.,...
63
1 Process and Layout Choices References: Ballou, Business Logistics Management, 4 th Ed., Prentice-Hall, 1999. Anupindi, Chopra, Deshmukh, Van Mieghem, Zemel, Managing Business Process Flows, Prentice- Hall,1999.
-
Upload
wilfred-weaver -
Category
Documents
-
view
218 -
download
0
Transcript of 1 Process and Layout Choices References: Ballou, Business Logistics Management, 4 th Ed.,...

1
Process and Layout Choices
References:Ballou, Business Logistics Management, 4th Ed., Prentice-Hall, 1999.Anupindi, Chopra, Deshmukh, Van Mieghem, Zemel, Managing Business Process Flows, Prentice-Hall,1999.

2
Process View of Organization
Input Goods Services
Value added

3
Process Architecture/Structure
1.Inputs and outputs2.Flow units3.Network of activities and buffers4.Resources (capital and labour)5.Information structure

4
Table 1.1 (ACDVZ, p. 5)Table 1.1 Some Generic Business Processes
Process Flow Unit Input-output Transformation
Order fulfillment Orders From the receipt of an order to the delivery of the product
Production Products From the receipt of materials to the completion of the finished product
Outbound logistics Products From the end of production to the delivery of the product to the customer
Supply cycle Supplies From issuing of a purchase order to the receipt of the supplies
Customer service
New product development
Customers
Projects
From the arrival of a customer to the departure
From the recognition of a need to the launching of a product
Cash cycle Cash From the expenditure of funds (costs) to the collection of revenues

5
A Business Process is a network of activities performed by resources that transforms inputs into outputs.Process Flow Management is a set of managerial policies specifying how a process should be operated over time.
Design of processesHow and when to operateResources allocated
Goal: Improve performance

6
Product AttributesCost
Total costs (purchase and maintenance) incurred by customer to own and experience the product
Delivery response timeTotal time a customer waits before receiving the productDepends on availability and accessibility
Product varietyRange of choice to meet needs of customer
QualityWhat functions and how well product performsDepends on product design and conformance to standards

7
Product SpaceA product is a bundle of these four A product is a bundle of these four attributes.attributes.
A point in the 4-dimensional product space.A point in the 4-dimensional product space.
Customers make trade-off between different Customers make trade-off between different product choices, according to her utility.product choices, according to her utility.
Company must select the right combination Company must select the right combination of attributes for product range to appeal to of attributes for product range to appeal to target market segment.target market segment.

8
Goods vs. Services ?Services are experiential, requiring close interaction between service providers, and participation by the customerServices cannot be produced in advance and stored as inventoryService quality difficult to measure

9
Process AttributesProcess Cost
Total costs incurred in producing and delivering outputs
Process Flow TimeTotal time needed for transforming one unit of input into output
Process FlexibilityAbility of the process to produce and deliver desired product variety
Process QualityIncludes process accuracy, conformance to design specifications, reliability and maintainability

10
Flow-Time AnalysisFlow time is the total amount of time a flow unit spends in a process, and includes:
Theoretical flow time – minimal time required for processing if no waiting occurs, Waiting time – time spent waiting to be processed.
Flow-time efficiency = . theoretical flow time . average total flow time

11
Flow-time as performance measure
Flow time affects response timeShort flow time leads to lower inventory
Little’s lawWIP earns no revenue, incurs costs
Short flow time in product design and development => early market introduction => first-mover advantageShort manufacturing flow time => can delay production until better demand forecastShort flow time requires better quality control

12
Process Flow ChartA graphical representation of all the elements that make up a process
Decisions Information flowActivities ResourcesBuffersTransportDelayEvents
Value-added and non-value added Value-added and non-value added activitiesactivitiesSub-processes and cascadingSub-processes and cascading

13
Theoretical Flow TimeActivity timeActivity time is the time required by a typical flow unit to complete the activity onceRepetitions of the activity during processing are called visitsvisits
Can be fractional to represented expected expected proportion that needs rework
Work content Work content is the activity time multiplied by average number of visits.

14
Critical Paths and Critical Activities
If unit is processed sequentially (process chart consists of a single path), total theoretical time is sum of work content.If process consists of parallel and sequential activities, a flow unit can exit only after all the activities along all the paths are complete.Theoretical flow time is the time to complete the longest path(s) in the process flow chart.Any such path is a Critical path; Critical path; activities on path are critical activitiescritical activitiesDelay of critical activities delays total flow-time

15
The Critical Path Method
CPM (critical path method)J. E. Kelly of Remington-Rand and M. R. Walker of Du Pont (1957)Scheduling maintenance shutdowns of chemical processing plants
PERT (program evaluation and review technique)
U.S. Navy Special Projects Office (1958) Polaris missile project

16
CPM FrameworkSet of activities with precedence Set of activities with precedence
relationshipsrelationships
1. Develop activity network with precedence relationships and activity times.
2. Compute the critical path (the longest path through the network).
3. Use the network to plan, schedule, monitor and control the project.

17
CPM ExampleCPM ACTIVITY DESIGNATIONS AND TIME ESTIMATES
Activity Designation Immediate predecessors Time in weeks
Design A - 21
Build prototype B A 5
Evaluate equipment C A 7
Test prototype D B 2
Write equipment report E C, D 5
Write methods report F C, D 8
Write final report G E, F 2
A
C
B D
F
E
G
21
7
5 2 5
8
2

18
Earliest start time (ES) : the earliest time that an activity can begin (without violating precedence relationships)Earliest finish time (EF): the earliest time an activity can finish
A
C
B D
F
E
G
21
7
5 2 5
8
2

19
Latest finish time (LF) : the latest time that an activity can finish (without delaying the entire project)Latest start time (LS): the latest time an activity can start (without delaying the entire project)
A
C
B D
F
E
G
21
7
5 2 5
8
2

20
A Critical PathA critical path is a sequence of activities that establishes the earliest completion time.A delay (or increase in duration) of any activity on the critical path delays the entire project.
Slack = amount of time an activity can be delayed without delaying the entire project
Slack = LS - ES = LF - EF

21
Managing Theoretical Flow Time
Decrease work content of activities on critical path(s)
“Principles of Scientific Management” – Taylor, Gilbreths
Move some work content offoff the critical path

22
Reducing Work Content
Work smarterWork analysis – eliminate unnecessary and non-value added activities
Work fasterChange process and/or environment to reduce fatigueOffer incentives to boost moraleAcquire faster equipment
Do it right the first timeImprove quality, reduce rework
Statistical process control, Autonomation
Change the product mixFocus on products in demand and has short processing times

23
Moving Work OFF the Critical Path
Move to non-critical pathConcurrent engineeringParallelize activities
Move work to “Outer Loop”Pre-processingPost-processing

24
Process ChoiceProcess types:
projectjobbatchlinecontinuous
Best choice depends on volume and degree of customisation of goods and services produced.

25
Project processone-of-a-kind products complex, large scale and scopehigh degree of job customisation unique process/task sequencerelease of substantial resources on completion
e.g. technology/product development, political campaign, construction, Y2K assurance
Firm’s competitive focus on capabilities rather than products

26
Job Processhigh customisation, low volumeeach job has different processing sequenceorder-bidding, repeat orders infrequent and unpredictableflexible workforce and equipmentmake-to-order
e.g. emergency room care, customised furniture/machine parts manufacture, “health farms”
Firm’s resources organised around the
process.

27
Batch Processhigher volumenarrower range of services and productsassemble-to-orderproduction in batches, “rotating” through the product rangejumbled flow patterns, but with some dominant paths
e.g. packaged tours, parts manufacturing for an assembly line, grants/admissions processing

28
Line Process (Mass production)
high volumestandardised products or servicesmaterials move “linearly” from operation to operations in fixed sequenceproduction orders not linked to customer ordersmake-to-stock (finished goods inventory)
e.g. automobile/appliance manufacture, fast-food restaurants
Mass customisation?

29
Continuous Process
high volumerigid line flows single productcapital intensivespecialised equipment“non-stop” production
e.g. petroleum refinery, beer production, electricity generation

30
Layout PlanningThe physical arrangement of economic
activity centres within a facility. Which centres to consider?How much space?Configuration?Location?
Relative positionAbsolute location

31
Production/Service Layout:General Principles
Product Layout vs Process Layout

32
Product layout
Equipment placed along the “flow-path” of a particular producte.g. assembly linesEquipment duplicated to avoid “backtracking”Dedicated equipment, low flexibilityLow unit processing costs, low WIP inventoryAppropriate for high volume production, low product varietyKey: avoid bottlenecks, balance workload, avoid unnecessary idleness

33
1. Review application for correctness
2. Process and record payment
3. Check for violations and restrictions
4. Conduct eye test5. Photograph applicant6. Issue temporary license
(state trooper)

34
• Capacity analysis• Flow analysis

35
Assembly LinesProduct manufactured by visiting a sequence of workstationsPACED - each workpiece spend exactly the same amount of time at each workstation
(Cycle time = C)
Cycle time determined by desired production rateAssembly line balancing
tasks, precedence relationsdetermine no. of workstations and task assignments (n)Efficiency = (Total task time)/[(Cycle time)(#workstations)]

36
Assembly line balancing exampleAssembly line balancing example Precedence graph for model J. Wagon
A
D
B
E
C
H
I
F
G
J K
40s
50s
11s
15s
9s
12s
12s
12s
12s
8s 9s

37
Assembly line balancing example
C = cycle time = 50.4 seconds
A. Balance made according to largest number of following task rule
Task Task time (s)
Remainingunassignedtime (s)
Feasible remainingtasks
Task with most followers
Task with longest operation time
Station 1 A 45 5.4 Idle None
Station 2 D 50 0.4 Idle None
Station 3 BECF*
1115912
39.424.415.43.4 Idle
C,E C,H,IF,G,H,INone
C,E CF,G,H,I
E
F,G,H,I
Station 4 GH*IJ
1212128
38.426.414.46.4 Idle
H, IIJNone
H,I H,I
Station 5 K 9 41.4 Idle None
*Denotes task arbitrarily selected where there is a tie between longest operation times
Efficiency = T / NC = 195 / (5)(50.4) = 77%

38
Assembly line balancing exampleAssembly line balancing example
A
D
B
E
C
H
I
F
G
J K
45s
50s
11s
15s
9s
12s
12s
12s
12s
8s 9s
WS1
WS3
WS2
WS5
WS4

39
Process LayoutSimilar equipment or functions grouped togetherAppropriate for low-volume, high-variety productionEach product visit the functional areas (departments) in a different sequential ordere.g. hospitals, mail-order warehouse, job shopsIn service context: allow each customer to define his/her own sequence of service activities (customization)general purpose equipment, flexible to adapt to new productsloss production due to setups, fluctuating workloadsjumbled work flow, costly material-handling waiting between activities , higher WIP inventory
Key: job dispatching, minimize material handling costs

40
Ocean World Theme Park
Major attractions:A: killer whaleB: sea lionsC: dolphinsD: water skiiingE: aquariumF: water rides
Want to minimize visitors’travel distance between attractions.
(From Fitzsimmons and Fitzsimmons,Service Management for Competitive Advantage)

41

42
CRAFT (1964)(Computerised Relative Allocation of
Facilities Technique)Tries to place departments with large interdepartmental traffic adjacent to each otherData requirements:
interdepartmental flowcost per unit distance travelled
SPACECRAFT multi-storey layout

43
CRAFT Cost of layout = pairwise sum of
(flow)(distance)(cost/unit distance) Heuristic:
starts with an initial layoutinterchange of locations of two departments if cost reduced stop when no pairwise improvements found
Limitations:optimality not guaranteeddistance may not be reflect true material handling costs
Assumes every department same-sized and rectangular

44

Copyright: The McGraw-Hill Companies, Inc., 1998
45
Process Layout: Systematic Layout PlanningNumerical flow of items between departments
Can be impractical to obtainDoes not account for the qualitative factors that may be crucial to the placement decision
Systematic Layout PlanningAccounts for the importance of having each department located next to every other departmentIs also guided by trial and error
Switching departments then checking the results of the “closeness” score

Copyright: The McGraw-Hill Companies, Inc., 1998
46
Systematic Layout Planning--Example: Reasons for Closeness
Code
1
2
3
4
5
6
Reason
Type of customer
Ease of supervision
Common personnel
Contact necessary
Share same price
Psychology

47Copyright: The McGraw-Hill Companies, Inc., 1998
Systematic Layout Planning--Example
Importance of Closeness
Value
A
E
I
O
U
X
ClosenessLinecode
Numericalweights
Absolutely necessary
Especially important
Important
Ordinary closeness OK
Unimportant
Undesirable
16
8
4
2
0
80

48Irwin/McGraw-Hill
Systematic Layout Planning--Example
Relating Reasons and Importance
From
1. Credit department
2. Toy department
3. Wine department
4. Camera department
5. Candy department
6
I
--
U
4
A
--
U
--
U
1
I
1,6
A
--
U
1
X
1
X
To2 3 4 5
Area(sq. ft.)
100
400
300
100
100
Letter
Number
Closeness rating
Reason for rating

Copyright: The McGraw-Hill Companies, Inc., 1998
49
Systematic Layout Planning--Example
Initial Relationship Diagram
1
2
4
3
5
U U
E
A
I

Copyright: The McGraw-Hill Companies, Inc., 1998
50
Systematic Layout Planning--Example
Initial and Final Layouts
1
2 4
3
5
Initial Layout
Ignoring space andbuilding constraints
2
5 1 43
50 ft
20 ft
Final Layout
Adjusted by squarefootage and buildingsize

51
Flow shops – Product Layout
Uses specialized resources that perform limited tasks but with precision and speedLimited product variety, large volumeHigh fixed cost spread over huge volume, leading to low per unit costResources located according to the sequence of activities needed to produce particular product; may duplicate resourcesLow unit processing cost, high volume, consistent quality

52
Job Shop – Process LayoutUses flexible resources to produce low volumes of customized high-variety productsUses general purpose equipmentResources with similar functional capabilities located in close proximityMany products simultaneously flowing through, each with its own routeJumbled work flows, large WIP, waiting between activitiesFrequent setups, fluctuating workload, long flow timesHigh process flexibility and product customization

53
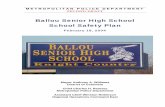
Matching Products and ProcessHayes and Wheelwright (1979)

54
External Performance Measures
Estimate a firm’s ability to attract and retain customers
Competitive industry analysisDemand estimatesCustomer satisfaction survey
Cost of attracting new customer is 5 times that of keeping old customersOnly 4 % of dissatisfied customers bother to complainLagging indicator

55
Internal Performance Measures
External measures can be linked to internal measures via the process attributesProcess Cost
Per unit production cost
Process Flow TimeLead time and delivery time
Process FlexibilityCustomization, delivery response time
Process QualityFailure rates

56
Process PlanningStrategic Positioning and Operational Effectiveness
Strategic Fit Terry Hill’s procedure to develop a manufacturing strategy

57
Operations FrontierThe smallest curve(surface) that contains all the current industry positionsFirms located on the same ray (from origin) share same competitive prioritiesFirms on operations frontier have superior performance (best practices, benchmarks)Operational effectiveness measured by “distance” between current position and the operations frontier
Concave frontier => tradeoffs between performance dimensionsOperational frontier shifts outward

58
The Operations Frontier

59
Process Flow MeasuresQuestions:
Average flow rate? Units processed per unit time?
Average flow time?Time unit spends within “process boundaries”
Average Work-in-Process?Units being process

60
Flow rate and flow timeFlow rate = number of units flowing through a specific point in process per unit time Stable process :
average in flow rate = average out flow rate
(throughput rate)
Flow time = processing and waiting timeMay vary from unit to unit depending on process choice

61
WIP InventoryInventory accumulation rate =
inflow rate – outflow rate
Little’s law:Little’s law:
I = R x TI = R x T
Inventory turns (turnover ratio)=Inventory turns (turnover ratio)=Ratio of throughput to average inventory Ratio of throughput to average inventory
= R/I = 1/T= R/I = 1/T

62
Managing Flow RateFlow rate depends on:
theoretical capacityresource unavailability & idleness
Manage supply and demandhave reliable suppliersbetter forecasts
Decrease resource idlenesssynchronise flows to reduce starvationset appropriate buffer size to reduce blockage
Increase net availabilityimprove maintenanceimprove worker morale, reduce absenteeismreduce setup/changeover frequency
Increase theoretical capacitydecrease unit loadincrease load batch or resource unitsincrease scheduled availability

63
SummaryProcess choice and impact on competitive prioritiesFlow Time Analysis
Critical Path Method
Job shop vs. flow shopLayout Design methodsFlow rate/flow time/WIP measures