GlobalTag - GPS Container Tracking, Container Tracking System
1 FOOD CONTAINER HANDLING Chapter 6. 2 Introduction Container integrity is easily taken for granted...
75
1 FOOD CONTAINER FOOD CONTAINER HANDLING HANDLING Chapter 6 Chapter 6
-
Upload
karen-watts -
Category
Documents
-
view
219 -
download
2
Transcript of 1 FOOD CONTAINER HANDLING Chapter 6. 2 Introduction Container integrity is easily taken for granted...

1
FOOD CONTAINER FOOD CONTAINER HANDLINGHANDLING
Chapter 6Chapter 6

2
IntroductionIntroduction
• Container integrity is easily taken for granted
• Important to recognize causes and prevention of loss of container integrity
• Chapter highlights key factors in producing and maintaining hermetically sealed containers

3
Definition of a Definition of a Hermetically Sealed Hermetically Sealed
ContainerContainer• An air-tight container designed and
intended to protect against entry of microorganisms
• This maintains commercial sterility of its contents during and after processing
• Keeps microorganisms out – food in

4
Food ContainersFood Containers
• Must be sturdy and durable• Capable of remaining hermetically
sealed under commercial operating and distribution conditions

5
Food ContainersFood Containers
• Metal can• Glass jar• Semirigid and rigid
plastic• Flexible pouch• Paperboard

6
Flexible and Semirigid Containers

7
Semirigid ContainersCourtesy of Ball Corporation

8
Conditions for Safe Conditions for Safe Preservation of Canned Preservation of Canned
FoodsFoods• Safe preservation of foods depends on the accomplishment of three conditions:• Use of proper filling and sealing procedures
that result in hermetically sealed containers• Application of a heat or other sterilization
method to ensure commercial sterility of the product
• Use of proper post-process handling that protects container integrity

9
Conditions for Safe Conditions for Safe Preservation of Canned Preservation of Canned
FoodsFoods• Always possible for bacteria to re-enter
the container by way of a defect such as a poorly made seam or seal, seam opened by rough handling or gross mishandling
• Spoilage from abuse may result in commercial loss, consumer dissatisfaction, and regulatory concerns

10
Role of Container VacuumRole of Container Vacuum• Primary purpose is to reduces stress
on the seams or seals during processing• As a sealed container is heated, pressure
will build-up inside the container• This excess pressure will strain the
container and seals• The presence of a vacuum inside the
container will lessen the amount of pressure inside the container, therefore reducing the strain on the container during thermal processing

11
Role of Container VacuumRole of Container Vacuum
• Vacuum formed by • Use of high fill temperatures• Steam-flush closures• Mechanical evacuation of air
• Vacuum keeps the ends in a concave position

12
Role of Container VacuumRole of Container Vacuum
• Spoilage usually results in gas formation• Any distortion is an indication of
spoilage• However, the presence of vacuum does
not assure that flat-sour spoilage has not occurred
• The vacuum in metal cans and glass jars determined with a hand-held vacuum gauge

13Checking VacuumChecking Vacuum

14
Role of Container VacuumRole of Container Vacuum
• Vacuum ensures the adequacy of the thermal process – vacuum packed corn
• Vacuum necessary in large flat containers and flexible pouches to facilitate adequate heat transfer
• Vacuum creates a low oxygen content in the package minimizing adverse chemical changes in the product

15
Role of Container VacuumRole of Container Vacuum
• Not all hermetically sealed packages require vacuum• Aluminum beverage cans are being
used for low acid drinks that use nitrogen to pressurize the container for strength and integrity
• Some products packed in flexible pouches and semirigid containers may not have a vacuum

16
Production Operations Production Operations Affecting Container Affecting Container
IntegrityIntegrity• Empty container handling• Blanching• Filling• Container closure• Thermal processing• Container cooling• Post-thermal processing
operations

17
Empty Container HandlingEmpty Container Handling• USDA regs require empty containers and
package materials be • protected from damage and contamination
during storage and handling• be examined for damage and cleanliness
prior to use• Regulations state that rigid containers
and packaging materials not contained in original wrapping be cleaned prior to use
• Good manufacturing practices suggest that these precautions also apply to FDA-regulated products

18
Empty Container HandlingEmpty Container Handling
• All steps of the operation must be conducted in a manner to avoid container damage• Damage to can bodies, flanges or container
ends may result in closure defects and leaker spoilage
• Rough handling or improperly adjusted or maintained runways or cable conveyers may puncture containers, cause cable burns or seam defects, ultimately resulting in leaking containers

19
Empty Container HandlingEmpty Container Handling
• Avoid container damage• Flexible and semirigid packages are easily
damaged so the container handling systems should be inspected regularly for sharp edges or rough protrusions that could puncture the container

20
Empty Container HandlingEmpty Container Handling• Avoid container damage• Incoming shipments of glass containers
should be carefully inspected for obvious signs of damage or breakage• Rough finishes• Impact breaks• Adhering glass particles• Small cracks in the finish
• Care must also be taken when loading/unloading glass containers onto the conveyors • Rough handling could cause breakage or
chipping of the glass container

21
Empty Container HandlingEmpty Container Handling
• Proper handling and protective covers should be used in transfer areas to prevent foreign materials from contaminating the unsealed containers
• Have quality control procedures for incoming container inspection to protect against defective containers

22
Empty Container HandlingEmpty Container Handling
• At the time of manufacture, the food containers, packaging materials and closures are essentially clean
• Unless the packaging materials are stored in original wrappings, there is no way to ensure maintaining this condition through storage and distribution
• Containers should be cleaned prior to filling with product

23
Empty Container HandlingEmpty Container Handling
• Containers are typically inverted during the cleaning step to assist in the removal of foreign objects
• Depending upon the product, air or water may be utilized as the cleaning medium• When water is used, the washer should
provide sufficient time in the cycle for drainage of excess water
• When air is used, the blast of air is followed by a vacuum collection system to pick up any material removed from the package

24
BlanchingBlanching
• An operation in which raw food is immersed in hot water or exposed to steam or hot gases
• May affect container integrity, the heat process and finished product quality
• During blanching the product softens and shrinks, facilitating proper fill of the container

25
BlanchingBlanching
• Will release the respiratory gases found in fresh vegetables and fruits• If the release of gases does not occur
prior to filling and sealing product into the container, they will be released into the sealed container
• This will reduce the final vacuum in the container

26
BlanchingBlanching• Blanching inhibits further enzymatic
action that might cause oxidative reactions and detrimental quality changes in the product
• Blanching in hot water or steam is used for some products to facilitate peeling, cutting, dicing or other preparatory steps
• Blanching may serve as an added cleaning measure and also may remove raw flavors from foods
• A final function of the blanching operation is to fix or set the natural color of certain products

27
BlanchingBlanching• Because blanching is done at high
temperatures, there is a concern that thermophilic microorganisms can grow
• Blanching equipment should be operated at temperatures above 190°F to help control thermophilic growth
• Blanched product not immediately filled into containers and thermally processed, should be rapidly cooled to reduce the growth of thermophiles on the equipment and in the product

28
FillingFilling
• Control of the filling process is important for providing adequate headspace in the container • Adequate headspace is important for
vacuum formation

29Measuring Headspace

30
FillingFilling• Prevent product from contacting the
seal area or from coming between the lip of the container and the lid placed over the container• Food trapped in the seam or seal can
cause seam or seal deformation • Can act as a wick to draw
contamination into the container• Difficult to properly seal overfilled
containers

31
Container ClosureContainer Closure
• Key factor in creating an maintaining hermetic seal is proper maintenance and operation of seaming/sealing equipment• Periodic inspections must be conducted
and records kept to ensure that containers with defective seals are not produced

32
Container ClosureContainer Closure
• Causes of container seal failure that should be avoided• Using cans or other containers with
defective flanges, jars with damaged lugs or threads
• Letting product overhang the flange or seal area

33
Thermal Processing Thermal Processing OperationsOperations
• Proper operation of retort needed to maintain integrity and minimize distortion - especially during cooling• Sudden changes in retort pressure can
result in damaged seams and seals
• Crates, racks and divider plates used for holding containers in the retort and conveyors used to move containers should be examined frequently to ensure they are not broken or damaged

34
Thermal Processing Thermal Processing OperationsOperations• Sharp projections, possibly resulting from
improperly maintained equipment, could puncture or damage semirigid or flexible containers
• For glass containers, non-metallic material should be used for guiderails, starwheels, indexing worms and positioning parts to prevent metal from contacting the glass
• Container loading and unloading systems should be designed in such a manner that container damage is minimized

35
Container CoolingContainer Cooling
• Thermally processed containers usually water cooled
• Cooling done in retorts, cooling canals, spin coolers, rotary pressure coolers or a combination of these
• During cooling pressure inside the container may exceed the pressure of the cooling system

36
Container CoolingContainer Cooling
• Reducing cooling system pressure too rapidly can subject containers to a differential pressure exceeding the strength of the container
• This can result in buckling• Prevent with adequate vacuum
and/or cooling under pressure

37
Buckles represent a very serious problem

38
Container CoolingContainer Cooling
• When a can is buckled, the double seam may be pulled apart enough to leak and the contents may spoil due to bacterial contamination
• Glass, flexible and semirigid packages and some larger metal containers almost always require cooling under pressure to prevent the seal from being damaged

39
Container CoolingContainer Cooling• Too high a cooling system pressure
or pressure maintained for too long a time can cause container deformation known as paneling
• Effect on integrity needs to be determined
• Paneling does detract from appearance, makes labeling difficult, and results in unsaleable product

40
PaneledCans

41
Post-Thermal Processing Post-Thermal Processing OperationsOperations
• Regulations and GMPs suggest that, after retorting containers be protected from damage
• Careful handling through, cooling, labeling, palletizing or casing, and warehousing
• Damage from improper equipment operation, careless forklift maneuvers, improper stacking

42
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage• Despite engineering design and precautions taken, post-process contamination may occur in sealed containers
• Most containers are closed in a manner that produces a vacuum
• This creates a condition where anything less than a secure seal permits air, water or other particles to be drawn into the closed container as the vacuum is being formed during cooling

43
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage• The probable result would be spoilage of
the product due to entrance of microorganisms present in the air or water.
• This type of spoilage is often referred to as "leaker spoilage" if the product has been produced using conventional processing methods

44
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage
• Micro examination of the spoiled foods often show the spoilage organisms to be a mixed flora of non‑sporeforming bacteria having a varied heat resistance

45
MixedFlora
rods
cocciyeast

46
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage• It is obvious that the organisms entered
the containers after the product had been heat treated because the bacteria would not have survived the thermal process
• In other words, contaminated air, water or other material must have leaked into the container, hence the term “leaker spoilage”

47
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage• This type of spoilage is not referred as leaker spoilage if the product has been produced aseptically
• For aseptic products, there are so many other causes of post-process contamination than just container integrity and pulling microbes in with container vacuum

48
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage• This in no way reduces the need for
appropriate handling of aseptic containers to prevent container defects that can result in product spoilage

49
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage• This in no way reduces the need for
appropriate handling of aseptic containers to prevent container defects that can result in product spoilage

50
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage• The point of leakage may be a defect
occurring during manufacture or closing of the container
• It may be a momentary failure in the seal caused by a disturbance of the seal after a partial vacuum has been formed

51
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage• Leaking seals or seams may or may not
result in loss of vacuum depending on the severity and duration of the leak
• Some leaking seals or seams may reseal themselves with product or sealant
• Post-process contamination may occur during water cooling of the containers or even during post-cooling container handling

52
Prevention of Post-Prevention of Post-Process Contamination Process Contamination
and Spoilageand Spoilage• It may also occur in warehouses or
retail stores if containers are damaged to the point of leaking or the container is punctured by a knife or hook when the case is being opened
• Flexible and semirigid packages are particularly susceptible to damage of this nature.

53
Influence Influence of the Cooling Operationof the Cooling Operation
• Before cooling, can ends are distended (bulged) due to the pressure that builds up during processing
• This pressure causes the components of the newly made double seam to change slightly in their relationship to each other
• Seals on glass or flexible containers are similarly stressed.

54
Influence Influence of the Cooling Operationof the Cooling Operation
• During cooling the ends are pulled in by the vacuum reforming in the package
• Because the seam compound is still semi‑fluid and the seam is stressed, this action may allow entry of microscopic amounts of cooling water
• If the droplet of water contains bacteria and if conditions are favorable for growth, leaker spoilage will occur.

55
Influence Influence of the Cooling Operationof the Cooling Operation
• The bacterial condition of the cooling water is important for protecting against recontamination of containers• The higher the number of bacteria, the
greater the chances of leaker spoilage
• Even low numbers of bacteria may cause spoilage when sealed containers are stressed during cooling

56
Influence Influence of the Cooling Operationof the Cooling Operation
• Water of good sanitary quality must be used
• Chlorination or other suitable sanitizers are employed to keep contamination at a minimum
• A measurable free chlorine residual at the discharge end of the cooler is required for cooling canals and recirculated water cooling systems, and it is recommended for single-use water systems

57
Post-Cooling Container Post-Cooling Container HandlingHandling
• The problem of maintaining container integrity also extends to the post-cooling container handling systems
• Studies have indicated that excessive bacterial contamination may develop on wet and soiled post-cooling container handling equipment, even though the cooling water is chlorinated or is naturally of good sanitary quality

58
Post-Cooling Container Post-Cooling Container HandlingHandling
• Bacterial contamination is transferred in varying degrees to the seam or seal areas of containers as they pass through the handling systems
• Under such conditions, post-cooling container handling systems have been the cause of spoilage due to contamination

59
Post-Cooling Container Post-Cooling Container HandlingHandling
• When filled containers are handled at high speeds in automatic equipment elevators and runways• Small dents may occur under the seams• These could momentarily break the seal
at the point of impact• Larger containers are more susceptible
to under-seam denting because of the momentum imparted by the weight of their contents

60
Post-Cooling Container Post-Cooling Container HandlingHandling
• Even well-designed, properly adjusted equipment may cause unnoticeable dents on and under the seams• Controlled laboratory tests have shown
that even these slight dents may cause momentary leakage
• If spoilage bacteria are present, some may be drawn through the seam

61
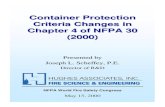
Relation of Can Abuse and Microbial Count on Double Seam Areas to Rate of
Spoilage (Cans Taken at Caser)
Severe Can Abuse Minimum Can Abuse
Microorganisms Spoilage Rate Microorganisms Spoilage Rate
per Can (Cans/1,000) per can (Cans/1,000)
23,000 18 1,000 0 32,000 30 1,600 0 35,000 23 25,000 <1 69,000 22 52,000 <1 73,000 24 209,000 <1 130,000 25 900,000 * <1 327,000 25 1,790,000 * <1
*Seams Inoculated with Aerobacter aerogenes (from Continental Can Co.)

62
Post-Cooling Container Post-Cooling Container HandlingHandling
• Rolling cans on the body rather than on the double seams will prevent the double seams from contacting runway surfaces which may be contaminated

63
Can Runways
Rolling cans on the body

64
Post-Cooling Container Post-Cooling Container HandlingHandling
• The unsanitary conditions and resultant contamination are directly related to the amount of moisture present
• Spoilage organisms need moisture to survive and grow
• Moisture is also needed to transfer bacteria to the container closure and to move through the seal into the container

65
Post-Cooling Container Post-Cooling Container HandlingHandling
• Effects of rough handling in emptying baskets, unscrambling, labeling, casing, etc., are minimized when the containers are dry
• In continuously operating lines, high velocity air jets efficiently dry containers as they emerge from the cooler
• In non‑continuous lines, allowing containers to dry in the retort crates before they are discharged into automatic container handling systems is advantageous

66
Post-Cooling Container Post-Cooling Container HandlingHandling
• Studies have shown that spoilage organisms collect on conveyor belts and runways that are wet with cooling water, despite the fact that good sanitary water is employed in the cooler
• Consequently, regular attention should be given to cleaning and sanitizing these portions of the lines in order to hold contamination to a minimum

67
Microbial Counts of Filled Can Handling System Before and After
Cleanup
Microorganisms/Sq. In. Before
AfterSampling Point Cleanup
CleanupCan track leaving rotary cooker-cooler <10,000 <1,000Runaway to bar flight elevator >500,000 <1,000Bar flight elevator 315,000 <1,000Runway following bar flight elevator >500,000 120,000Pulley at end of hold cable 30,000 5,000Lowerator to labeler 230,000 11,000Canvas covering on bar flight elevator leaving labeler 200,000 2,000Star wheel lowerator feeding caser 525,000 3,000Caser >1,000,000 12,000Spoilage rate-cans/1,000 5 0

68
Post-Cooling Container Post-Cooling Container HandlingHandling
• All tracks, belts and bars that come in contact with containers should be scrubbed thoroughly• Substances often are gummy, become caked
in the equipment and are not removed by simple flushing
• The entire line should be scrubbed with a stiff brush or cleaned by other suitable means
• Use a detergent prepared in the concentration recommended by the manufacturer
• After cleaning and subsequent rinsing, a germicidal solution should be applied freely to all container elevators and conveyors

69
Container Handling Container Handling GuidelinesGuidelines
1. Inspect all closures periodically and check for other defects
• A slight abnormality may be magnified by rough handling
2. Control the entire retort operation• System for transferring that does not
damage cans• Avoid overfilling retort crates• Make sure cooling carried out properly• Unload gently

70
Container Handling Container Handling GuidelinesGuidelines
3. Chlorinate/sanitize cooling water4. Evaporate water from container
surfaces• Suitable drying system• Hold containers in retort baskets
5. Replace worn and frayed belting and porous materials with new, nonporous materials• Improve the installation and adjustment
of high‑speed automatic container handling equipment to minimize container abuse

71
Container Handling Container Handling GuidelinesGuidelines
6. Clean and sanitize filled-container handling system on a regular basis
7. Sample containers periodically to inspect for damage
8. Conduct a final container inspection before lots leave the site
• For cans, automatic dud detection equipment is available that can be adjusted to sort out containers that have lost their vacuum

72
Container Handling Container Handling GuidelinesGuidelines
9. Design equipment to allow an even continuous flow of flexible or semirigid containers
• These packages should not be dropped onto conveyors or other pieces of equipment
• Synchronize line speeds to avoid excessively fast movement or piling up of packages

73
Container Handling Container Handling GuidelinesGuidelines
10.Take extra precaution for pouches and semirigid containers
A. Avoid pouch-to-pouch contactB. Avoid excessive handlingC. Avoid foldingD. Prevent jamming or bunchingE. Handle individuallyF. Avoid sliding pouches across belts

74
Container Handling Container Handling GuidelinesGuidelines
10.Take extra precaution - continuedG. Place pouches in racks in single layersH. Prevent loaded racks from being droppedI. Check baskets for damage and rough spotsJ. Dry pouches promptlyK. Exercise care sliding pouches into cartonsL. No jewelry, watches, etc. that could cause
pouch damage

75
Container Handling Container Handling GuidelinesGuidelines
11. Special handling practices for glass containers
A. Avoid causing “thermal-shock”B. Design lines to minimize contact
between containersC. Invert containersD. Shroud container linesE. Consider x-ray examinationF. Regularly inspect area for broken
glassG. Utilize no-cap detector devices