091105 Energy Management

of 41
-
Upload
sivakumar118 -
Category
Documents
-
view
215 -
download
0
Transcript of 091105 Energy Management
-
8/9/2019 091105 Energy Management
1/41
Energy Reduction and Sustainability through
Total Energy Management (TEM)
Santiago [email protected]
Sean Golzarian
November 2009
-
8/9/2019 091105 Energy Management
2/41
2
Agenda
Energy reduction and sustainability throughimplementation of Total Energy Managementprogram
Assisting our injection molders to achievesustainability through TEM program
-
8/9/2019 091105 Energy Management
3/41
3
Manufacturing Advisory Services
Provide operational consulting, design and
project management services to support ourexisting and prospective customers
1. Consulting and Advisory Services
Comprehensive plant & operational assessment Operational performance improvement & implementation
Facility planning and optimization
Total Energy Management Program
2. Building and Infrastructure Planning and Design
3. Project Management and Turnkey services
-
8/9/2019 091105 Energy Management
4/41
4
CO2 Emission due to Electricity Production
83% of total emissions is CO2 related
40% of CO2 emissions is due to
producing electricity
forecasted global CO2 is expected toincrease by 36% over 1990 levels by 2010
1900 1910 1920 1930 1940 1950 1960 1980 1990 2000 2008
Source: US Energy Information Administration
-
8/9/2019 091105 Energy Management
5/41
5
Carbon Cap-and-Trade
United States:
New carbon cap-and-trade program calls for 14% below 2005 levelsby 2020 and 83% below by 2050
Energy intensive manufacturers would be forced to identify energyreduction opportunities (compliant with ISO 50001)
Canada:
Reduce greenhouse gas emissions by 20% from 2006 levels by 2020 In Ontario, 6,300 MW reduction in peak demand by 2025 (mostambitious target in North America)
Legislated Actions to Reduce Carbon Footprint
-
8/9/2019 091105 Energy Management
6/41
6
Costs Breakdown in Typical Molding Plants
Energy could be the same or more than Direct labor * Approximately 70% of cost savings are focused on direct
labor
* Costs vary based on markets, number of machines, geographical location, etc..
- Consumer manufacturer in US - Bottle manufacturer in US
Material
59%
Direct labor
6%
Indirect labor
9%
Maintenance
2%
Energy
6%
Other controllable
expenses
2%
Payroll benefits
7%
Occupancy
4%
Depreciation
5%
Material
78%
Labor
3%Energy
5%
Primary Equipment
10%
Building &
Infrastructure
3% Maitenance
1%
-
8/9/2019 091105 Energy Management
7/41
7
Two Approaches to Reduce Cost
1. Reduce the cost of energy used through acquisition toreduce the $/ kWh
Numerous consulting firms provide Negotiation and riskmitigation services
Alternative Energy generation
2. Reduce the amount of energy used (KW/lb): Certain utility companies offer programs that provide molders
rebates towards the purchase and installation of qualifiedequipment that improves their facilitys energy efficiency
The two approaches alone without an Energy ManagementProgram is not sustainable
-
8/9/2019 091105 Energy Management
8/41
8
Implementation of policies and procedures to
measure, set targets, and monitor energyrelated KPIs to continuously reduce andsustain energy consumption
Total Energy Management
-
8/9/2019 091105 Energy Management
9/41
9
Magnitude of Savings
Energy cost can be reduced by up to 30% for most plasticsprocessing plants
Savings can be achieved through a combination of No-cost,Low-cost, and Investment actions
30% Energy cost savings
Organizational /Management
MaintenanceCapital
Investment
-
8/9/2019 091105 Energy Management
10/41
10
1 - Estimate and verify site energy profile
2 - Understand your Base and Process loads
3 - Understand when and how much energy is used4 - Monitoring and Targeting
Understand Where energy is used
5 - Data analysis and reporting energy KPIs (Energy dashboard) by
department6 - Identify, Quantify, and Prioritize opportunities
7 - Eliminate waste and reduce consumption through
Implementation of selected energy reduction projects
8 - Conduct internal and external benchmarking9 - Repeat the steps Continuous improvement
Husky Total Energy Management
Program
-
8/9/2019 091105 Energy Management
11/41
11
1- Estimate and Verify Site Energy Profile
Estimated site energy profile based on audited equipment Verify estimated energy profile through actual on-site
measurements
Estimated consumption break down
Plant Lighting9.6%
Injection Molding
Machine
56.1%
Cranes
0.1%
Feed Systems
1.7%
Printers
4.2%
Compressed air
5.8%
Wrapping Machines
0.0%
Handle Machines
1.3%
Process Water system
16.9%
Thermoformer
2.3%
Film Extruder
2.1%
Measured consumption break down
Film Extruder
4.5%Thermoformer
2.5%
Process Water system
16.5%
Handle Machines
1.3%
Wrapping Machines
0.0%
Compressed air8.7%
Printers
4.4%
Feed Systems
1.6%
Cranes
0.1%
Injection Molding
Machine
51.5%
Plant Lighting
8.9%
-
8/9/2019 091105 Energy Management
12/41
12
-
100,000
200,000
300,000
400,000
500,000
600,000
700,000
800,000
- 50,000 100,000 150,000 200,000 250,000 300,000 350,000 400,000
Production volume (Kg or Lb)
Energyusage(KWh)
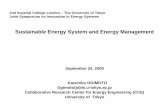
Energy has variable and fixed costs and both can be affected Performance Characteristic Line (PCL) provides an operational signature
of the plant that is closely related to the way the plant management runs
the plant
2 - Identify Base & Process Loads
-
8/9/2019 091105 Energy Management
13/41
13
Performance Characteristic Line (PCL)
-
100,000
200,000
300,000
400,000
500,000
600,000
700,000
800,000
- 50,000 100,000 150,000 200,000 250,000 300,000 350,000 400,000
Production volume (Kg or Lb)
Energyusage(KWh)
Base load
Base load is effectively your Energy overhead and is the energyconsumption with No production output
Base loads are typically 10% to 40% of the average total load . The less thebetter
Base loads energy usage reduction are generally easy to make, low in cost,and have rapid payback (low hanging fruits)
-
8/9/2019 091105 Energy Management
14/41
14
Performance Characteristic Line (PCL)
Slope of the line indicates the average plant process load (Kwh/ Kg or Lb).The less the better
Plant process loads are typically in the region of 0.6 to 1.6 Kwh/Kg (0.36 to0.72 KWh/ Lb)
-
100,000
200,000
300,000
400,000
500,000
600,000
700,000
800,000
- 50,000 100,000 150,000 200,000 250,000 300,000 350,000 400,000
Production volume (Kg or Lb)
En
ergyusage(KWh)
Base load
Slope = 1.57
R2 = 0.96
Correlation coefficient (R2) indicates linearity between energy usage andproduction volume
High R 2 (low scatter) means good correlation between energy usage andproduction volume
-
8/9/2019 091105 Energy Management
15/41
15
3 Understand When and How much
Peak at 1,700KW
Base load at 300KW
(25% of average load)Goal to be @ 10% of average load
Average PF of 0.84Goal to be above 0.9
-
8/9/2019 091105 Energy Management
16/41
16
Monitoring & Targeting - Sub-metering to understand Where energy isused Huskys installed three main meters and fifteen sub-meters in one building
4 Monitoring & Targeting - Understand Where
-
8/9/2019 091105 Energy Management
17/41
17
SPC analysis for energy usage
Energy profile
Cost allocation and budgeting
Forecasting energy consumption per department
Variance analysis (Deviation between actual and predictedenergy)
5 Data Analysis and Energy KPIs
-40,000
-30,000
-20,000
-10,000
0
10,000
20,000
30,000
40,000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
Month
Deviationf
romp
redicted(KWh)
-100000
-50000
0
50000100000
150000
200000
250000
300000
350000
400000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22
Month
CU
SUM(KWh)
Target CUSUM
Original CUSUM
-
8/9/2019 091105 Energy Management
18/41
18
Reporting energy KPIs (Energy dashboard) by department
Electrical cost as % of production cost
Monthly deviation from predicted and target energy usage Cumulative deviation from predicted and target energy usage
Electricity cost and production volume by month
Status of energy reduction projects
Energy on Management Agenda
Electrical cost as % ofproduction cost
Monthly deviation frompredicted and targetenergy usage
Cum. deviation frompredicted and targetenergy usage
Electricity cost andproduction volume bymonth
-
8/9/2019 091105 Energy Management
19/41
19
1 - Estimate and verify site energy profile
2 - Understand your Base and Process loads
3 - Understand when and how much energy is used4 - Monitoring and Targeting
Understand Where energy is used
5 - Data analysis and reporting energy KPIs (Energy dashboard) by
department6 - Identify, Quantify, and Prioritize opportunities
7 - Eliminate waste and reduce consumption through
Implementation of selected energy reduction projects
8 - Conduct internal and external benchmarking9 - Repeat the steps Continuous improvement
Husky Total Energy Management
Program
-
8/9/2019 091105 Energy Management
20/41
20
Machines
50%
Lighting
3%
Mold cooling
12%
Dryers
20%
HVAC
8%
Air compressors
6%Others
1%
Typical Part Cost Break Down
ENERGYENERGY
Resin
86%
Labour
2%Energy
3%
Equipment5%
Infrastructure
2%Maintenance
2%3% to 5%
-
8/9/2019 091105 Energy Management
21/41
21
Mold Cooling - Chiller Types
Machines
50%
Others
1%
Air compressors
6%HVAC
8%
Dryers
20%
Mold cooling
12%
Lighting3%
0.00
5.00
10.00
15.00
20.00
40 41 42 43 44 45 46 47 48 49 50 51
Leaving chilled water temperature
%
increaseinChillers
'COP
Absorption
Reciprocating
Centrifugal
Screw
(F)
Typically every 1o
F increase in leavingwater temperature from chillers resultsto 1% to 1.5% reduction in energy
-
8/9/2019 091105 Energy Management
22/41
22
Free Cooling
-
8/9/2019 091105 Energy Management
23/41
23
Free Cooling Case Study Middlesex, UK
Effect of Chilled Water Temperature on free Cooling:
PET mold, 50oF vs. 43oF LWT:
15% of the year with 40oF (4.5C) (including dry cooler and heat exchanger approach) 4% of the year with 33oF (0.5C) (including dry cooler and heat exchanger approach)
Estimated savings around $40k / year vs. $11K / year
Temperature vs. Time - Middlesex UK
0
5
10
15
20
25
11/14/2007 1/3/2008 2/22/2008 4/12/2008 6/1/2008 7/21/2008 9/9/2008 10/29/2008 12/18/2008 2/6/2009
Date
Temperature(degC)
15% of the year is colde r than 4.5C,
compared to 4.26% of the year
colder than 0.5C
40F
33F
-
8/9/2019 091105 Energy Management
24/41
24
Dehumidification Case Study - Middlesex, UK
Dew Point vs. Time - Middlesex UK
-10
-5
0
5
10
15
20
11/14/2007 1/3/2008 2/22/2008 4/12/2008 6/1/2008 7/21/2008 9/9/2008 10/29/2008 12/18/2008 2/6/2009Date
Temperature(degC)
72% of the year the dew point is less
than 10C, compared to 42% of the
year below 6C
Effect of Chilled Water Temperature on mold dehumidification:
PET mold, 50oF vs. 43oF LWT:
72% of the year dew point is less than 50oF 42% of the year dew point is less than 43oF
50F
43F
-
8/9/2019 091105 Energy Management
25/41
25
Turbocor Micro Centrifugal Compressors
New compressor technology
Oil-free, variable speed drive compressor No oil management hardware, controls or downtime costs
Improved heat transfer efficiency
Uses centrifugal compression technology, previously limitedto large chillers 2,000KW + (250 Ton+)
COP (KW th/ KWe) of 6 to 10 or (0.55 kwh/Ton).
Better energy consumption than scroll compressors
Similar capital costs to a regular air cooled chiller
Quiet operation
70dBA sound with virtually no vibration
Compact 50% less footprint and 1/4 to 1/5 the weight of traditional compressors
-
8/9/2019 091105 Energy Management
26/41
26
Machine Cooling Options
Cooling Towers
Contamination in water
Scale and oxidation inpipes
High water and chemicalconsumption
Cost of water disposal
Dry Coolers
Clean water to process No scale or corrosion Minimal maintenance Reduced energy
consumption
No water disposal
No water treatmentchemical consumption
-
8/9/2019 091105 Energy Management
27/41
27
Dry Coolers
1. Adiabatic Cooling Maintains ability todeliver cool water even in HOT ambientconditions with minimal water consumption,little maintenance.
2. Self-Draining - Freeze protection withoutrequirement for Antifreeze/Glycols. Works in
all climates.
3. DC Variable Speed Fans Extremely lowenergy consumption
4. Less than 20 times less water than tower
-
0.50
1.00
1.50
2.00
100806040200O U T D O O R T E M P . ( C )
kW / fan
-
8/9/2019 091105 Energy Management
28/41
28
Cascading Use of Energy
-
8/9/2019 091105 Energy Management
29/41
29
1. Traditional systems Roof top DX units Central chillers and air handling units
2. Displacement ventilation
Air Conditioning
Machines
50%
Others
1%
Air
compressors
6%
HVAC
8%
Dryers20%
Mold cooling
12%
Lighting3%
-
8/9/2019 091105 Energy Management
30/41
30
Air Conditioning
1,194
879 315
0 200 400 600 800 1,000 1,200 1,400
Cooling Size (kW)
26% lessDisplacementVentilation
TraditionalVentilation
1,194
879 315
0 200 400 600 800 1,000 1,200 1,400
Cooling Size (kW)
26% lessDisplacementVentilation
TraditionalVentilation
2,272
1,154 1,118
0 500 1,000 1,500 2,000 2,500
Chiller Thermal Energ y Use / Year (MWH/Yr)
49% lessDisplacementVentilation
TraditionalVentilation
2,272
1,154 1,118
0 500 1,000 1,500 2,000 2,500
Chiller Thermal Energ y Use / Year (MWH/Yr)
49% lessDisplacementVentilation
TraditionalVentilation
Up to 26% less capital cost
Up to 49% less operational cost
Traditional air conditioning Displacement Ventilation
Air
-
8/9/2019 091105 Energy Management
31/41
31
Advanced Technology Resin Dryer
Variable throughput feature Controlled residence time
Optimized air flow
Energy recovery system Up to 25% of the requiredtemperature rise for free
Energy efficient < 0.08kWh/kg all electric
$28,000/Year
Estimated
Savings
0.040.063Energy
New
(kWh/Lb)
Traditional
(kWh/Lb)
2200Lb/hr
$0.07/kWh , 8000hrs/yr
$28,000/Year
Estimated
Savings
0.040.063Energy
New
(kWh/Lb)
Traditional
(kWh/Lb)
2200Lb/hr
$0.07/kWh , 8000hrs/yr
Machines
50%
Lighting
3%
Mold cooling
12%
Dryers
20%
HVAC
8%
Air
compressors
6%Others
1%
-
8/9/2019 091105 Energy Management
32/41
32
Machines
50%
Lighting
3%
Mold cooling
12%
Dryers
20%
HVAC
8%
Air compressors
6%
Others
1%
Compressed Air
Compressors are only 5-15%efficient Compressed air is expensive energy
At point of use compressed air costs 10
times more than equivalent quantity ofelectrical power
Most of the cost of a compressor isin the energy it uses
Energy cost, 75%
Capital cost, 15%
Maintenance, 10%
O i C di i I fl
-
8/9/2019 091105 Energy Management
33/41
33
Operating Conditions Influence
Energy Costs Part load operation
4080% of full kW at part load
System pressure each 5psi = up to 5% more power
Air inlet temperature
each 7o
F lower = 1% more air
Pipe sizing Each 5psi drop = 2% more energy
Leaks commonly constitute 25% of total compressed air use
Size CFM HP $/Yr
1/4 104 26 $15,300
One 1/4"
leak is equal to 300 60-watt lamps!
Air compressors
6%
-
8/9/2019 091105 Energy Management
34/41
34
Lighting
Machines
50%
Others
1%
6%HVAC
8%
Dryers
20%
Mold cooling
12%
Lighting
3%
Fluoresce T5 (0.2 KW) Metal Halide (0.4 KW)
Functioning MH
Consumes 400WLight level: 400 LUX
80% burnt MH
Consumes 400WLight level: 100 LUX
Dirty MH
Consumes 400WLight level: 150 LUX
Burnt MH
Consumes 60WLight level: 0 LUX
HVAC
Air compressors
6%
-
8/9/2019 091105 Energy Management
35/41
35
Effect of Cycle Time on Energy
Machines
50%
Lighting
3%
Mold cooling
12%
Dryers
20%
HVAC
8%
6%Others
1%
Base Line Exit Temperature Faster Cycle Exit Temperature
C
-
8/9/2019 091105 Energy Management
36/41
36
6% overall reduction in cycle times and energy consumption (KW/ Kg)
Equipment DescriptionMeasured
Power (kW)
Power Factor
480V
Cycle
Time(sec)
Part
Weight(g)
Number of
Parts perCycle
Machine
Process Load(kW/kgHr)
Before Husky-HL160RS55/50 30.440 0.76 13.4 174 1 0.651
After Husky-HL160RS55/50 30.811 0.76 12.6 174 1 0.613
Percent improvement 6% 6%
Effect of Cycle Time on Energy
P C di i i
-
8/9/2019 091105 Energy Management
37/41
37
Power Conditioning
Corrects power quality problems: Balances voltage across all three phases
Balances current across all three phases Decrease voltage fluctuations Mitigates harmonics
Corrects power factor
Suppresses surges and transient to reducethe chance of equipment damage
Protects equipment from brownouts (option)
Protects equipment from intermittent supplyfailure
E l f C t ib t t B L d
-
8/9/2019 091105 Energy Management
38/41
38
Thermolators Raising chilled water above ambient wet bulb temperature
Chillers Un-optimized water temperature
Air compressors Leakage
A/C Setting temperature too low
Leaving doors open
Grinders
Examples of Contributors to Base Load
-
8/9/2019 091105 Energy Management
39/41
Contacts
-
8/9/2019 091105 Energy Management
40/41
40
Santiago Archila,
[email protected], Ext. 3810
Sean Golzarian,[email protected], Ext. 3550
Husky website: www.husky.ca
Contacts
-
8/9/2019 091105 Energy Management
41/41
Energy Reduction and Sustainability through
Total Energy Management (TEM)
Santiago [email protected]
Sean [email protected]
November 2009


















