
Hotmail Customer Support 1-855-233-7309 Contact Phone Number
Upload
danny-saldana-martinezCategory
view
142download
1
UNIVERSIDAD SIMÓN BOLÍVAR COORDINACIÓN DE INGENIERÍA DE PRODUCCIÓN
OPTIMIZACIÓN DE LA SALA DE ELABORACIÓN DE MEZCLAS
Por: Daniela Alejandra Cortazzo Gulino
INFORME FINAL DE CURSOS EN COOPERACIÓN Presentado ante la ilustre Universidad Simón Bolívar
Como Requisito Parcial para Optar al Título de Ingeniero de Producción
Sartenejas, Enero de 2005
ii
UNIVERSIDAD SIMÓN BOLÍVAR COORDINACIÓN DE INGENIERÍA DE PRODUCCIÓN
OPTIMIZACIÓN DE LA SALA DE ELABORACIÓN DE MEZCLAS
Informe de Pasantía realizado en PRODUCTOS EFE, S.A.
AUTOR: Daniela Alejandra Cortazzo Gulino Carnet Nº 99-31634 TUTOR ACADÉMICO: Prof. Nancy Baquero
TUTOR INDUSTRIAL: Ing. Luis Cartaya.
Sartenejas, Enero de 2005

iii
OPTIMIZACIÓN DE LA SALA DE ELABORACIÓN DE MEZCLAS
Realizado por: Daniela Alejandra Cortazzo Gulino
RESUMEN
Este proyecto fue elaborado en la planta de helados PRODUCTOS EFE S.A. con la
finalidad de conocer los requerimientos para alcanzar la capacidad instalada en la fase final
del proceso de producción. La investigación se llevó a cabo en un período de veinte
semanas, con el objetivo de elaborar un plan de mejoras y adquisiciones, a fin de lograr
producir el volumen de mezclas necesario para cubrir los requerimientos del área de
producción funcionando a plena capacidad.
Se recolectó información de todas las actividades que tuvieron lugar en la Sala de
Elaboración de Mezclas, Sala de Elaboración de Mermeladas y Coberturas; elaborándose
posteriormente los diagramas de flujo de proceso.
Utilizando como herramienta el módulo de producción de SAP R/3, se hallaron los
datos históricos de la demanda de cada SKU y se calculó su participación porcentual para el
puesto de trabajo en donde se fabrica. Con estos datos porcentuales, se distribuyeron las
horas disponibles para cada producto y se halló la cantidad a producir de los mismos, para
un período de un mes, empleando la capacidad plena de la planta y tomando en cuenta la
limitación de los túneles de congelación.
De acuerdo al escenario de producción construido, se calcularon las necesidades de
mezcla para cada día de trabajo. Partiendo de las necesidades de mezclas, se evaluó la
capacidad de los tanques de preparación, sistema homogenizador – pasteurizador y tanques
de almacenamiento existentes en la planta.
Luego del estudio, se puede concluir que para satisfacer los requerimientos para
alcanzar la capacidad instalada en la fase final del proceso de producción de helados, se ha
de adquirir: tres tanques de preparación, un sistema de filtros, un sistema homogenizador-
pasteurizador y trece tanques de almacenamiento de 4000 L. cada uno.
iv
DEDICATORIA
A Dios, por todo cuanto me ha dado; por mis padres, hermanas, amigos, familia y
todos los seres que me han apoyado. Gracias Señor por iluminar mi camino, darme el
valor, la perseverancia y la Fe.
A la Virgen María Rosa Mística, por cubrirme con su manto y no desampararme
nunca, especialmente en mi proceso de aprendizaje y crecimiento personal.
A mis padres a quienes les debo el don de la vida y que con tanto esfuerzo
constituyen pilares fundamentales de guía y amor.
A mis hermanas por brindarme apoyo y cariño en todo momento.
A mis profesores, quienes con paciencia y dedicación forjan día a día los
profesionales del mañana y a quienes recordaré siempre con respeto y admiración.
v
AGRADECIMIENTOS
A mis tutores: la Prof. Nancy Baquero y el Ing. Luis Cartaya, cuyos buenos
consejos y valiosa colaboración permitieron la realización de este proyecto.
Al Ing. Luis González, por compartir su tiempo y experiencia profesional conmigo
durante la realización de este proyecto.
A la empresa PRODUCTOS EFE, por permitirme realizar el proyecto y contribuir
en mi formación profesional.
A todas las personas que me ayudaron, en especial a los trabajadores de la Sala de
Elaboración de Mezclas, ya que con su aporte logré alcanzar la meta.

vi
ÍNDICE GENERAL Páginas CAPÍTULO I: Introducción 1 CAPÍTULO II: Objetivos 2.1 Objetivo General 32.2 Objetivos Específicos 3 CAPÍTULO III: Descripción de la Empresa 3.1 Reseña Histórica 43.2 Misión de Alimentos POLAR 53.3 Visión de Alimentos POLAR 2005 53.4 Valores de Alimentos POLAR 63.5 Misión de PRODUCTOS EFE S.A 73.6 Visión de PRODUCTOS EFE S.A 2004 73.7 Valores de PRODUCTOS EFE S.A 2004 83.8 Política de Calidad de PRODUCTOS EFE S.A 8
3.9 Política de Higiene y Seguridad Industrial 8
3.10 Estructura de PRODUCTOS EFE S.A. 93.11 Líneas de Productos 113.12 Canales de Distribución 12 CAPÍTULO IV: Marco Teórico 4.1 Los Helados 13 4.1.1 Definición 13 4.1.2 Clasificación de los Helados según su Composición 13 4.1.3 Ingredientes Principales de los Helados 14 4.1.4 Proceso de Elaboración de Helados 16 4.1.4.1 Mezclas 16 4.1.4.2 Pasteurización 16 4.1.4.3 Homogenización 19 4.1.4.4 Enfriamiento 20 4.1.4.5 Maduración 20 4.1.4.6 Congelación Continua 204.2 Sistema de Información SAP R/3 22 4.2.1 Características Básicas 224.3 Herramientas de Estudio 23 4.3.1 Planeación de Requerimientos de Materiales MRP 23 4.3.2 Planeación de la Capacidad 23 4.3.3 Diagramas de Flujo de Proceso 24
vii
Páginas
4.3.4 Estadística Descriptiva 25 4.3.4.1 Descripción Gráfica de Datos 25 4.3.4.2 Media Muestral 25 4.3.4.3 Pruebas de Significancia 25 CAPÍTULO V: Metodología 5.1 Búsqueda de Información Básica 27 5.2 Elaboración de Diagramas de Flujo de Proceso y Descripción del Proceso Productivo 27 5.3 Determinación de las Limitaciones para Elaborar el Plan de Producción 28 5.4 Distribución porcentual de cada SKU en los Puestos de Trabajo 28 5.5 Elaboración de un Plan de Producción Empleando la Capacidad Plena de la Planta 28 5.6 Elaboración de un Plan de Producción de Mezclas según el Escenario de Producción Construido 29 5.7 Evaluación de la Capacidad de Cada Puesto de Trabajo de la Sala de Elaboración de Mezclas 29 5.7.1 Tanques de Preparación 29 5.7.2 Homogenizador y Pasteurizador 30 5.7.3 Tanques de Almacenamiento 30 5.8 Determinación de Adquisiciones y Mejoras para la Sala de Elaboración de Mezclas según los requerimientos del Escenario Construido 31 5.9 Conclusiones y Recomendaciones 31 CAPÍTULO VI: Desarrollo 6.1 Proceso Productivo 33 6.1.1 Proceso de Elaboración de Mezclas 33 6.1.1.1 Equipos de la Sala de Elaboración de Mezclas 36 6.1.2 Proceso de Elaboración de Mermeladas y Coberturas 41 6.1.2.1 Equipos de la Sala de Elaboración de Mermeladas y Coberturas 47 6.1.3 Proceso de Fabricación de Helados/Producción 48 6.1.3.1 Equipos de la Sala de Fabricación de Helados/Producción 48 6.1.4 Proceso de Paletización 52 6.1.5 Departamento de Aseguramiento de la Calidad y Desarrollo 52

viii
Páginas
6.2 Resultados Obtenidos 54 6.2.1 Planificación de la Producción 54 6.2.2 Limitaciones para elaborar el Plan de Producción 55 6.2.3 Plan de Producción Utilizando la Capacidad Plena 56 6.2.4 Plan de Producción de Mezclas según el Escenario de Producción Construido 62 6.2.5 Necesidades en la Sala de Elaboración de Mezclas según el Escenario Construido 66 6.2.6 Adquisiciones y Mejoras para la Sala de Elaboración de Mezclas según el Escenario Construido 75 CAPÍTULO VII: Conclusiones 80 CAPÍTULO VIII: Recomendaciones 81 CAPÍTULO IX: Bibliografía 83 CAPÍTULO X: Anexos 84

ix
ÍNDICE DE TABLAS
Páginas Tabla N° 1 Métodos de Pasteurización 17Tabla N° 2 Tiempo máximo de almacenamiento de las mezclas 35Tabla N° 3 Capacidad de los Tanques de Preparación 37Tabla N° 4 Características de los Homogenizadores 38Tabla N° 5 Capacidad de los Tanques de Maduración Horizontales 39Tabla N° 6 Capacidad de los Tanques de Maduración Verticales 40Tabla N° 7 Productos Fabricados en las máquinas Rollo 49Tabla N° 8 Productos Fabricados en las máquinas llenadoras en línea 49Tabla N° 9 Plan de Producción Semana 1 57Tabla N° 10 Plan de Producción Semana 2 58Tabla N° 11 Plan de Producción Semana 3 59Tabla N° 12 Plan de Producción Semana 4 60Tabla N° 13 Plan de Producción Semana 5 61Tabla N° 14 Plan de Producción de Mezclas Semana 1 62Tabla N° 15 Plan de Producción de Mezclas Semana 2 63Tabla N° 16 Plan de Producción de Mezclas Semana 3 64Tabla N° 17 Plan de Producción de Mezclas Semana 4 65Tabla N° 18 Plan de Producción de Mezclas Semana 5 66Tabla N° 19 Media de los Tiempos de Preparación de las Mezclas 66
x
ÍNDICE DE FIGURAS
Páginas
Figura N° 1 Organigrama Empresas Polar 10Figura N° 2 Organigrama Produtos EFE S.A 10Figura N° 3 Intercambiador de Calor de Placas 18Figura N° 4 Módulos del Sistema SAP R/3 22Figura N° 5 Símbolos utilizados en los diagramas de proceso 24Figura N° 6 Esquema general de la fabricación de helados 32Figura N° 7 Diagrama de Flujo del Proceso de Elaboración de Mezclas 35Figura N° 8 Diagrama de Flujo del Proceso de Elaboración de Mermeladas y Siropes 42Figura N° 9 Diagrama de Flujo del Proceso de Elaboración de Coberturas 44Figura N° 10 Diagrama de Flujo del Proceso de Elaboración de Toppings 46Figura N° 11 Esquema de la Sala de Producción 51Figura N° 12 Esquema de Elaboración del Plan de Producción 55Figura N° 13 Tiempo de Preparación de Mezclas menores de 2000 L y sin Mantequilla 67Figura N° 14 Tiempo de Preparación de Mezclas mayores de 2000 L y sin Mantequilla 67Figura N° 15 Tiempo de Preparación de Mezclas menores de 2000 L y con Mantequilla 68Figura N° 16 Tiempo de Preparación de Mezclas mayores de 2000 L y con Mantequilla 68Figura N° 17 Número de Tanques de Preparación por día para Mezclas sin Mantequilla 69Figura N° 18 Número de Tanques de Preparación por día para Mezclas con Mantequilla 69Figura N° 19 Tiempo Total de Tanques de Preparación por día 70Figura N° 20 Capacidad Homogenizador-Pasteurizador Vs. Capacidad Requerida 71Figura N° 21 Tiempo Total de Preparación de Mezclas por día 71Figura N° 22 Capacidad de los Tanques de Almacenamiento Vs Capacidad Requerida 72

xi
Páginas
Figura N° 23 % de Utilización de Tanques con capacidad menor a 4000 L 73Figura N° 24 % de Utilización de Tanques con capacidad mayor a 4000 L y menor a 7000 L 73Figura N° 25 % de Utilización de Tanques con capacidad mayor a 7000 L y menor a 12000 L 74Figura N° 26 % de Utilización de Tanques con capacidad mayor a 12000L 74Figura N° 27 Esquema de la Sala de Elaboración de Mezclas 75Figura N° 28 Tiempo Total de Preparación de Mezclas más el Tiempo de Limpieza 76Figura N° 29 Porcentaje del Tiempo Total de Preparación de Mezclas Necesario en una Jornada 76Figura N° 30 Porcentaje del Tiempo Total de Preparación de Mezclas Necesario en una Jornada con el 80% de Productividad 77Figura N° 31 Consumo de litros de mezcla por hora de la planta para el escenario propuesto 78Figura N° 32 Producción de litros de mezcla por día de la planta para el escenario propuesto 78
xii
GLOSARIO
Batch: Lote, Carga. Cantidad de producto elaborado bajo las mismas condiciones.
Batido/Congelación: Consiste en congelar rápidamente la mezcla de helado mientras ésta se
agita con el fin de incorporarle aire, de tal manera de producir y controlar la formación de
pequeños cristales de hielo. Esto es necesario para obtener suavidad en el cuerpo y textura así
como también el rendimiento deseado.
DRP: Planificación de despacho de productos. Es la planificación de los recursos de distribución
y depende de las necesidades (pronóstico de ventas vs cantidad almacenada) de las localidades y
de la logística (transporte y disponibilidad del fabricante) a fines de mantener suficiente cantidad
de productos (disponibilidad).
Helados: Son aquellos productos alimenticios edulcorados, obtenidos a partir de una emulsión de
grasa y proteínas con la adición de otros ingredientes y agua, que se someten a congelación con o
sin incorporación de aire y que se almacenan, distribuyen y expenden en estado de congelación o
parcialmente congelados.
Holding Tube: Son tubos de retención que garantizan el proceso de pasteurización debido a que
la mezcla pasa a través de ellos en 33 seg. a una temperatura entre 80-83° C.
Homogeneización: Consiste en someter la mezcla a presión, haciéndola pasar a través de una
pequeña abertura, produciendo una reducción en el tamaño de los glóbulos de grasa.
LiquidVerter: Es un tanque de preparación que presenta una doble camisa por la cual se hace
circular vapor a 20 psi. Este equipo es utilizado en la fabricación de coberturas para los helados.
Máquina Flex-e-Fill: Es una máquina llenadora de helados en línea que está interconectada a un
congelador continuo que proporciona la mezcla congelada hasta el punto de llenado de tinitas,
vasitos y barquillas.
Medidor de caudal Electromagnético Danfoss: Permite programar los litros de agua que se
utiliza en los tanques de preparación para elaborar cada “batch” de mezcla.
Mezcla de Helados: Son aquellos productos líquidos o deshidratados destinados a la fabricación
de helados en máquinas elaboradoras y expendedoras o a nivel doméstico, de acuerdo a las
instrucciones suministradas por el fabricante.
xiii
MRP: Planificación de requerimientos de material. El insumo para la referida planificación es el
resultado de la estructura de materiales que se genera multiplicando la cantidad de productos
terminados que se requieren elaborar en un lapso de tiempo por el porcentaje de cada uno de los
componentes de éste. Además, toma en consideración aspectos tales como la naturaleza del
material, el origen (nacional, importado), la logística (transporte, tamaño de la carga, etc.),
cantidad almacenada y los tiempos de entrega.
Overrun: Es la cantidad de aire incorporado al helado en el momento de su congelación y se
calcula mediante la fórmula:
Pallets: Plataforma constituida por dos pisos unidos por largueros. Medidas Universal = 1200 X
1000 mm.
Pasteurización: Es un proceso térmico que se utiliza para la destrucción de los microorganismos
patógenos y a la vez se obtiene una mejor hidratación de los ingredientes.
Prueba Tipo T: Es una prueba de significancia, para un modelo lineal, que sigue una
distribución t-Student.
SAP R/3: El sistema SAP R/3 es un sistema de información integrado que se basa en una
plataforma cliente-servidor que permite incorporar todas las áreas de gestión de la empresa.
SKU: Stock Keeping Unit. Se refiere a cada producto único y diferente que se elabora en la
empresa.
Straight Line: Máquina extrusora de helados. Permite darle la forma a las cremas haciéndolas
salir por una abertura especialmente dispuesta.
R: Es un lenguaje y un ambiente para la estadística computacional y los gráficos. Proporciona
una amplia variedad de técnicas estadísticas y gráficas para modelos lineales y no lineales,
pruebas clásicas de estadística, análisis de series de tiempo, etc.
U.C.: Unidades Corporativas. Debido a su especialización en actividades estratégicas para la
organización, brindan un servicio similar a la asesoría interna, apoyando al Director General en el
desempeño de sus funciones y ofreciendo las mejores alternativas a las demás unidades.
U.E.N.: Unidades Estratégicas de Negocios. Focalizan cada negocio para estar en capacidad de
dar respuestas rápidas, mejorando el servicio que ofrecen a todos sus clientes. Se establecen
responsabilidades y se crea conciencia sobre el éxito de las operaciones. Al mismo tiempo, fija
líneas claras de mando y unifica objetivos.
100*%ezclaVolumendem
ezclaVolumendemeladoVolumendehdeOVERRUN −=

xiv
U.F.A.: Unidades Funcionales de Apoyo. Son estructuras creadas para proveer servicios a todo
lo largo de la organización. La intención es unificar criterios generales, pero dando soluciones a
las necesidades específicas de cada área. Además, las UFAs generan economías de escala al
eliminar redundancias, mejorando la eficiencia del servicio (tiempo, costo y calidad).
CAPÍTULO I: INTRODUCCIÓN
En la actualidad, gracias a la globalización, las empresas se han vuelto más competitivas
entre sí. De las nuevas tendencias de las organizaciones exitosas, los procesos de mejoras
continuas, calidad total e incremento de la productividad, se han convertido en objetivos
fundamentales de las mismas. Para PRODUCTOS EFE, es importante garantizar los más altos
estándares de calidad, eficiencia y competitividad. Por tal razón, en la empresa se mantienen
constantemente evaluando sus procesos productivos e implementando mejoras que garanticen su
posición de liderazgo dentro del mercado venezolano.
Forma parte de la visión de PRODUCTOS EFE enfocar sus esfuerzos hacia el crecimiento
y desarrollo del mercado. Para ello, se debe conocer con certeza la capacidad de producción
disponible en la planta; así como también las posibilidades de expansión.
A grandes rasgos, se podría decir, que el proceso de producción de helados se divide en
dos etapas: elaboración de las mezclas y fabricación de helados. Al dar un recorrido en la planta
de PRODUCTOS EFE, es posible darse cuenta que en el área de la fabricación existen máquinas
que no operan diariamente (a pesar de encontrarse en perfectas condiciones), mientras que en la
elaboración de mezclas, se trabaja prácticamente a plena capacidad.
En virtud de lo anterior, en la planta de helados surgió la necesidad de conocer los
requerimientos para alcanzar la capacidad instalada en la fase final del proceso de producción,
debido a que actualmente, el porcentaje de utilización de la capacidad disponible de la planta es
del 26%. Por tal motivo, se llevó a cabo un proyecto de investigación, en un período de veinte
semanas, para elaborar un plan de mejoras y adquisiciones, a fines de lograr producir el volumen
de mezclas necesario.
Con el fin de obtener un conocimiento global de los procesos involucrados en la
elaboración de helados, se trabajó en todas las áreas de la planta: Sala de Elaboración de Mezclas,
Sala de Elaboración de Mermeladas y Coberturas, Sala de Fabricación de Helados / Producción,
Sala de Paletización y Departamento de Aseguramiento de la Calidad y Desarrollo. Además, se

2
contó con el apoyo del sistema de información SAP R/3, el cual permitió y facilitó en gran
medida la recolección de los datos.
El estudio se centró básicamente en buscar los requerimientos de la Sala de Elaboración
de Mezclas, de tal manera que el Área de Producción se pudiese operar al 100% de su capacidad
instalada, tomando en cuenta las limitaciones que existen físicamente a la hora de elaborar un
plan de producción.
3
CAPÍTULO II: OBJETIVOS
2.1 OBJETIVO GENERAL
Elaborar un plan de mejoras y adquisiciones, a fines de lograr producir el volumen
necesario de mezclas, para alcanzar la capacidad instalada en la fase final del proceso de
producción de helados.
2.2 OBJETIVOS ESPECÍFICOS
1.- Conocer, describir y caracterizar el proceso de elaboración de mezclas.
2.- Conocer, describir y caracterizar el proceso de elaboración de mermeladas y coberturas.
3.- Conocer, describir y caracterizar el proceso de fabricación de helados.
4.- Evaluar las capacidades de los equipos para elaboración de mezclas.
5.- Evaluar la disponibilidad de almacenamiento de mezclas.
6.- Evaluar la capacidad horas/máquina de la planta.
7.- Evaluar, en caso de ser necesario, cambios en el proceso de elaboración de mezclas.

4
CAPÍTULO III: DESCRIPCIÓN DE LA EMPRESA
PRODUCTOS EFE S.A. es una empresa con una larga trayectoria en Venezuela en el
segmento de los helados. Cuenta una participación de más del 70% del mercado y una capacidad
instalada de 30 millones de litros anuales de helados.
Esta industria opera en la zona metropolitana de Caracas, con una planta ubicada en
Chacao, estado Miranda, donde trabajan alrededor de 750 personas para elaborar productos de
óptima calidad.
3.1 RESEÑA HISTÓRICA
En 1926, Alberto Espinosa Blanco y su esposa Mila Fernández de Espinosa, con las
iniciales de sus apellidos, crearon la marca "EFE" y pusieron en práctica la idea de industrializar
sus helados caseros y colocarlos al alcance de todos. Así se unieron la destreza en la elaboración
casera de alimentos con el conocimiento de las técnicas de refrigeración para la época, lo que
sumado al cálido clima del trópico, dio una mezcla innovadora: "los primeros sorbetes de frutas
tropicales".
En sus inicios la empresa se encontraba en la casa No. 154, entre Ferrenquín y La Cruz,
en La Candelaria de los años 20; y contaba con una pequeña maquinita fabricadora de sorbetes.
Jacinto Rivas, un trabajador de la familia, se convirtió en "el primer heladero" cuando
salió a la calle con una bandeja a vender el producto recién elaborado. Más tarde, se incorpora al
negocio "el carrito", una cabina rodante para almacenar helados, que se empujaba al caminar y en
cuyo interior se colocaban termos o hielo seco para conservar el producto hasta el momento de
ser consumido. Este instrumento de venta fue una innovación de EFE, puesto que no existía en
ninguna parte del mundo.
En 1941, la casa N° 154 se hizo pequeña para la alta demanda de tan deliciosos postres y
las posibilidades de crecimiento ofrecidas por Armando Capriles, origina el traslado de la fábrica
a Puente Brión.
5
A partir de los años 50 se incorporan otros accionistas y se incrementa el capital social de
la empresa significativamente, por lo que se inscribe la empresa en la Bolsa de Valores de
Caracas. Desde 1956, se inaugura la actual planta ubicada en la calle Adrián Rodríguez de
Chacao, denominada en aquel entonces “La Marchantica”, la cual se hace muy popular al
incorporar camionetas pick-up con música de campanitas que anunciaban su llegada.
Hacia 1978, Lorenzo Fernández asume la presidencia de EFE, y con un enfoque
revolucionario lideró un proceso de organización interna, a través del cual se estructuraron las
gerencias de Finanzas, Administración, Planificación Estratégica, Proyectos y Recursos
Humanos.
A partir de Agosto de 1987, PRODUCTOS EFE S.A. forma parte de Empresas Polar,
grupo de empresas venezolanas distinguido por su modernización y alta tecnología en los campos
de producción, finanzas y recursos humanos.
El 1ro. de Octubre de 2001 PRODUCTOS EFE S.A. se integra a la Dirección de
Consumo Humano de la Unidad Estratégica de Negocios de Alimentos de Empresas POLAR
como Negocio de Helados y Postres.
3.2 MISIÓN DE ALIMENTOS POLAR
Satisfacer las necesidades de consumidores, clientes, compañías vendedores,
concesionarios, distribuidores, accionistas, trabajadores y suplidores, a través de sus productos y
de la gestión de sus negocios, garantizando los mas altos estándares de calidad, eficiencia y
competitividad, con la mejor relación precio/valor, alta rentabilidad y crecimiento sostenido,
contribuyendo con el mejoramiento de la calidad de vida de la comunidad y el desarrollo del país.
3.3VISIÓN DE ALIMENTOS POLAR 2005
Consolidar su posición en Venezuela y extender sus actividades en la Comunidad Andina
de Naciones. Ser líderes en los mercados donde participen, logrando que el 40% de sus ventas
totales provengan de productos de alto valor agregado.

6
Contarán con una organización orientada al mercado, que promueva la generación y
difusión del conocimiento en las áreas comercial, tecnológica y gerencial. Desarrollarán un
portafolio de marcas fuertes y de reconocida calidad, así como sistemas comerciales y de
información que les permitan colocar sus productos en la totalidad de los puntos de venta, donde
tendrán una presencia predominante. Seleccionarán y capacitarán a su personal con el fin de
alcanzar los perfiles requeridos, lograrán su pleno compromiso con los valores de Empresas Polar
y le ofrecerán las mejores oportunidades de desarrollo.
3.4 VALORES DE ALIMENTOS POLAR
• Orientación al mercado: Satisfacer las necesidades de sus consumidores y clientes de
manera consistente.
• Orientación a resultados y eficiencia: Ser consistentes en el cumplimiento de sus
objetivos, al menor costo posible.
• Agilidad y flexibilidad: Actuar oportunamente ante los cambios del entorno, siempre
guiados por su visión, misión y valores.
• Innovación: Tener una actitud proactiva ante la generación de nuevas tecnologías y
nuevos productos. Poseer la disposición a aprender, gerenciar y difundir el conocimiento.
• Trabajo en equipo: Fomentar la integración de equipos con el propósito de alcanzar metas
comunes.
• Reconocimiento continuo al logro y la excelencia: Fomentar y reconocer constantemente
entre sus trabajadores la excelencia y la orientación al logro.
• Oportunidades de empleo sin distinción: Proveer oportunidades de empleo en igualdad de
condiciones.
• Integridad y Civismo: Exhibir una actitud consistente ética, honesta, responsable,
equitativa y proactiva hacia su trabajo y hacia la sociedad en la cual se desenvuelven.
• Relaciones de mutuo beneficio con las partes interesadas: Buscar el beneficio común en
sus relaciones con las partes interesadas del negocio.
7
3.5 MISIÓN DE PRODUCTOS EFE S.A.
Satisfacer eficaz y eficientemente las necesidades del público consumidor de helados y
otros productos alimenticios congelados, así como también proveer, fabricar y comercializar
productos y servicios directamente relacionados con éstos y aquellos que requieren de
refrigeración, dentro de un compromiso formal adquirido de:
1. Ofrecer a las personas e instituciones que aporten recursos financieros a la empresa la
máxima garantía de su inversión y adecuado rendimiento para las mismas.
2. Mantener en todo momento una posición de liderazgo con nivel óptimo de calidad dentro
de sus respectivos segmentos del mercado, para todos los productos, equipos y servicios
que ofrezca a la empresa.
3. Proporcionar un ambiente de trabajo que permita atraer y retener en todos los niveles
jerárquicos de la organización, al personal más capacitado para desempeñar las funciones
asignadas a cada uno de los cargos.
4. Cumplir estrictamente todas las obligaciones impuestas por las leyes del país y por los
contratos que suscriba la empresa, así como también las que asuma voluntariamente en
virtud de los postulados de justicia y responsabilidad social.
5. Contribuir, en la medida de lo posible, al desarrollo integral del país y al
perfeccionamiento y fortalecimiento del sistema económico que se fundamente en la libre
empresa.
3.6 VISIÓN DE PRODUCTOS EFE S.A. 2004
Seguirán siendo líderes en el negocio de helados en Venezuela, enfocando sus esfuerzos
hacia el crecimiento y desarrollo del mercado. Se apoyarán y sustentarán en la marca EFE y en
sus competencias para incursionar exitosamente en otros negocios de productos dulces en
Venezuela. Contarán con una organización enfocada en el mercado, que promueva la generación
y difusión del conocimiento en el área tecnológica y gerencial y que les permita controlar el
punto de venta. Lograrán este compromiso seleccionando y capacitando a su personal con el fin
de alcanzar los perfiles adecuados.
8
3.7 VALORES DE PRODUCTOS EFE S.A. 2004
PRODUCTOS EFE S.A. consciente de la responsabilidad que como Negocio de la U.E.N.
de Alimentos de Empresas POLAR tiene ante el país, y basada en una firme motivación por
acentuar su solidez y reconocido prestigio en el ámbito nacional, fundamenta su actuación en el
apego riguroso a los principios y valores éticos que determinan y garantizan la probidad de su
conducta:
• Orientación al mercado
• Agilidad y flexibilidad.
• Innovación.
• Trabajo en equipo.
• Oportunidades de empleo sin distinción.
• Relaciones de mutuo beneficio con las partes interesadas.
3.8 POLÍTICA DE CALIDAD DE PRODUCTOS EFE S.A.
El patrón general de conducta de los trabajadores de PRODUCTOS EFE S.A. gira
alrededor de creencias compartidas y valores comunes de los miembros que la constituyen. Su
cultura, caracterizada por su estabilidad en el tiempo establece la ideología común, propia de sus
decisiones cotidianas, representando una idea clara del producto que representan.
Es política y compromiso de PRODUCTOS EFE S.A. empresa de la U.E.N. de Alimentos
de Empresas POLAR, suministrar en forma permanente productos y servicios que satisfagan las
necesidades de sus consumidores, mediante el mejoramiento continuo de la calidad en todos los
aspectos; asegurando la permanencia de sus empresas y contribuyendo a la conservación del
medio ambiente y al mejoramiento de la calidad de vida en los mercados donde participen.
3.9 POLÍTICA DE HIGIENE Y SEGURIDAD INDUSTRIAL
Es compromiso de la U.E.N. de Alimentos y responsabilidad de cada uno de los
trabajadores, propiciar y mejorar continuamente la seguridad, salud, higiene y conservación del
medio ambiente laboral en todas las áreas de sus negocios, tales como el desarrollo, diseño,
manufactura, comercialización y administración, mediante el desarrollo y aplicación de
principios, políticas, procedimientos y del marco legal vigente; que permitan minimizar la
9
ocurrencia de incidentes que afecten la integridad de los trabajadores, instalaciones, equipos,
productos, al medio ambiente y la comunidad.
3.10 ESTRUCTURA DE PRODUCTOS EFE S.A.
A partir del año 1995 en Empresas Polar comenzaron a detectar que era necesario
simplificar la compleja estructura existente. En 1998, la Junta Directiva y el Comité Ejecutivo de
Empresas Polar decidieron que era necesario garantizar mayor coordinación entre los negocios, al
tiempo que debían hacerse más eficientes en el manejo de los lineamientos establecidos. Debían
fijarse los parámetros, las áreas a atender y delimitar el proceso.
Una vez definidos tales aspectos, contrataron los servicios de una reconocida firma
consultora que se abocó a la tarea de levantar la información necesaria para hacer el
reconocimiento preciso de la situación. En septiembre de ese mismo año, el Comité Ejecutivo
designa a Lorenzo Mendoza para encargarse de preparar una propuesta formal de trabajo, la cual
fue presentada a ese comité y posteriormente aceptada.
Desde el año 2001, la organización mantiene a la Junta Directiva como máximo órgano
rector y al Comité Ejecutivo como la instancia responsable de dirigir la gestión de los diferentes
negocios. La figura del Director General fue creada para formar el enlace entre la alta dirección y
el resto de la organización, a través de su contacto directo con los directores de las unidades.
Lorenzo Mendoza, responsable de estas funciones, es el coordinador de la interacción entre las
Unidades Estratégicas de Negocio, las Direcciones, las Unidades Funcionales de Apoyo y las
Unidades del Centro Corporativo; de tal forma que se logre la sinergia que repercute en beneficio
de toda la corporación.
10
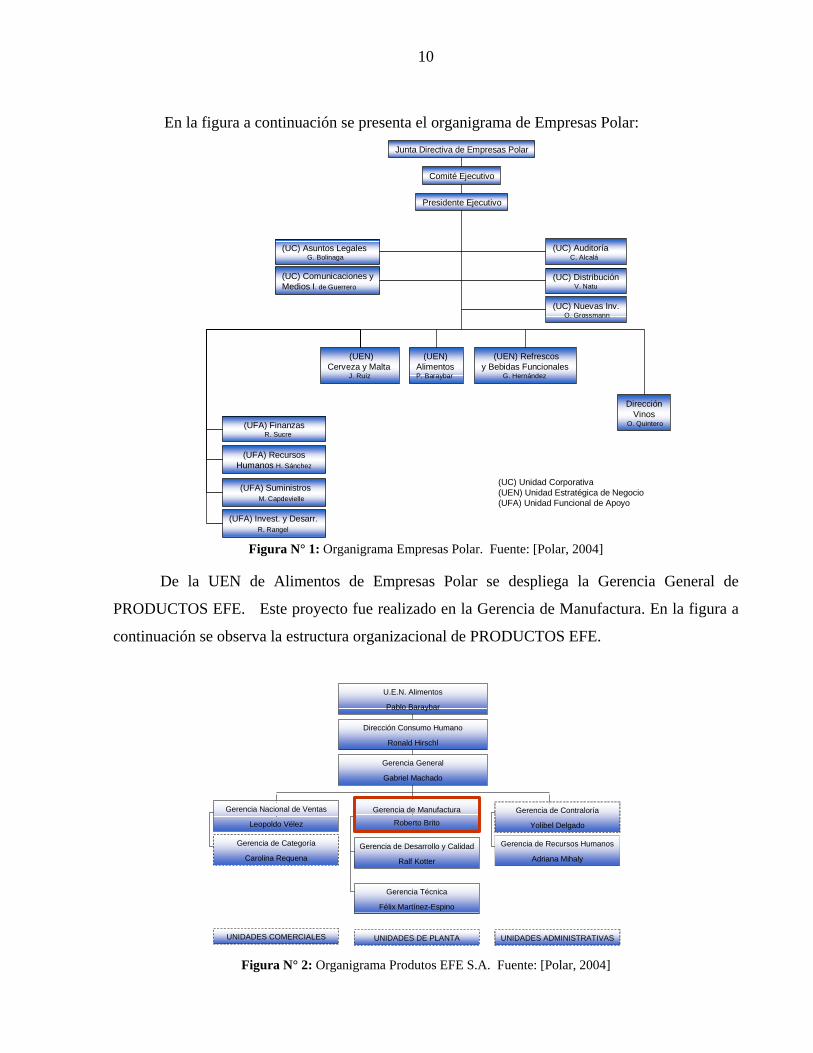
En la figura a continuación se presenta el organigrama de Empresas Polar:
Figura N° 1: Organigrama Empresas Polar. Fuente: [Polar, 2004]
De la UEN de Alimentos de Empresas Polar se despliega la Gerencia General de
PRODUCTOS EFE. Este proyecto fue realizado en la Gerencia de Manufactura. En la figura a
continuación se observa la estructura organizacional de PRODUCTOS EFE.
Figura N° 2: Organigrama Produtos EFE S.A. Fuente: [Polar, 2004]
Gerencia de Contraloría
Yolibel Delgado
Gerencia de Recursos Humanos
Adriana Mihaly
Gerencia de Manufactura
Roberto Brito
Gerencia de Desarrollo y Calidad
Ralf Kotter
U.E.N. Alimentos
Pablo Baraybar
Dirección Consumo Humano
Ronald Hirschl
Gerencia General
Gabriel Machado
Gerencia Nacional de Ventas
Leopoldo Vélez
Gerencia de Categoría
Carolina Requena
Gerencia Técnica
Félix Martínez-Espino
UNIDADES ADMINISTRATIVASUNIDADES DE PLANTAUNIDADES COMERCIALES
Junta Directiva de Empresas Polar
Comité Ejecutivo
Presidente Ejecutivo
(UC) Asuntos LegalesG. Bolinaga
(UC) Comunicaciones y Medios I. de Guerrero
(UC) AuditoríaC. Alcalá
(UC) DistribuciónV. Natu
(UC) Nuevas Inv.O. Grossmann
(UEN)Cerveza y Malta
J. Ruíz
(UEN) Alimentos P. Baraybar
(UEN) Refrescosy Bebidas Funcionales
G. Hernández
Dirección Vinos
O. Quintero(UFA) Finanzas R. Sucre
(UFA) Recursos Humanos H. Sánchez
(UFA) SuministrosM. Capdevielle
(UFA) Invest. y Desarr.R. Rangel
(UC) Unidad Corporativa(UEN) Unidad Estratégica de Negocio(UFA) Unidad Funcional de Apoyo
11
3.11 LÍNEAS DE PRODUCTOS
Por ser una Empresa de consumo masivo, PRODUCTOS EFE S.A. está dirigido a todo
público, sin embargo, tiene segmentación de productos para cada uno de los diferentes targets:
• Línea Novelty: Son helados presentados en porción individual que generalmente se
encuentran en los carritos de helados, su target principal son los niños y jóvenes. Ofrece
más de 30 presentaciones y ocupa 70% del renglón de ventas. Son productos innovadores
que se presentan mayormente en tinitas, palitos y barquillas, adaptándose a las
necesidades de los consumidores. Los helados que se encuentran dentro de esta categoría
son los siguientes:
- Palitos Agua: Doble Fresco, Refreskín, Semáforo y Caribean.
- Palitos Mezcla: Pastelado, Cream Sicle, Tronk y Dun Dun.
- Tinitas: Piñata, Merengada, Golazoo, 102 Dálmatas, Concha de Coco y Sundae.
- Barquillas: Super Tornado.
- Extrusion Line: Efe Sándwich, Gimik y Mega Gimik.
• Línea Familiar: Son helados que se presentan en envases de ½ litro, 1 litro y tortas
heladas. Están ubicados generalmente en las neveras de automercados, panaderías,
abastos, etc. Su destino (target) principal está constituido por las amas de casa, ya que
ellas son las que generalmente realizan las compras en estos establecimientos. Dentro de
esta categoría se encuentran los siguientes productos:
- Mezclas: French, French Premium, Miss Efe y Ligero.
- Combinados: Tornado, Festival y Simphony.
- Postres: Torta Napolitana, Duquesa y Ovación.
- Sorbetes: Parchita y Guanábana.
- Multiempaques: Multipack Efe Sandwich y Multipack Súper Tornado.
• Línea Institucional: Son helados que se presentan en envases industriales, dirigidos al
consumo industrial y comercial, siendo sus principales clientes Restaurantes, Heladerías y
Locales de comida rápida entre otros. Los productos terminados pertenecientes a esta
línea son los siguientes:
- Mezclas: French, French Premium y Miss Efe.
- Combinados: Tornado, Festival, Simphony y Línea Dorada.
- Sorbetes: Parchita, Guanábana y Mandarina.
12
- Helado Sofá: Mantecado, Chocolate, Fresa y Yogurt.
- Toppings: Chocolate, Fresa y Caramelo.
- Postres: Delicatesses
• Otros: Son helados de presentación industrial en forma de mezcla líquida que se
distribuyen a cadenas de comida rápida y heladerías.
3.12 CANALES DE DISTRIBUCIÓN
La Planta de PRODUCTOS EFE, S.A localizada en Chacao consta de tres áreas:
administrativa, operativa y comercial. Ésta última, es encargada de la distribución de los producto
a nivel nacional, lo cual realiza a través de las siguientes rutas de comercio: en la Zona
Metropolitana y rutas foráneas, existe una empresa llamada DISEMESA (Distribuidora EFE
Metropolitana S.A.), la cual permite colocar los productos en Automercados, colegios,
restaurantes, y rutas especiales, así como en el Municipio Baruta, Noreste, Norte, Sureste-
Suroeste, Noreste y Centro de nuestra capital. Las rutas foráneas a la Zona Metropolitana que
abarcan son: Guarenas – Guatire, Valles del Tuy, Panamericana – Los Teques y Litoral Central.
En el interior del país, es posible la distribución mediante las acciones de DISESA
(Distribuidora EFE S.A.), la cual coloca los helados mediante la acción de depósitos regionales
ubicados en Barcelona, San Félix, Porlamar, Barquisimeto, San Cristóbal, El Vigía, Maracay,
Valencia, Punto Fijo y Maracaibo.

13
CAPÍTULO IV: MARCO TEÓRICO
4.1 LOS HELADOS
El origen de los helados siempre ha estado rodeado de mitos y leyendas que han
pasado de generación en generación. Escritos antiguos indican que los chinos mezclaban
jugos de frutas con la nieve alrededor del año 2000 a. C. Hay quienes sostienen que los
antiguos romanos son los inventores del “sorbete”, ya que utilizaban nieve, frutas y miel
para preparar este refrescante postre.
Se atribuye a Marco Polo el haber divulgado en Italia una receta para la preparación
de helados al regreso de uno de sus viajes al Lejano Oriente. De esta manera, se fueron
difundiendo estos productos en Europa llevándose luego a América durante la época de la
Colonia. [Encarta, 2003]
4.1.1 Definición
Un helado es un producto alimenticio de sabor dulce, obtenido a partir de una
mezcla de agua y materiales que forman una emulsión de grasa y proteínas cuando contiene
ingredientes lácteos, o simplemente una solución cuando está compuesta por elementos no
grasos y es sometida a congelación.[EFE, 1994]
4.1.2 Clasificación de los Helados según su Composición
Los helados se pueden clasificar, según los ingredientes empleados en su
elaboración, en cuatro categorías principales:
• Helados de crema de leche: son mezclas de proteínas y grasas de origen natural
proporcionado principalmente por leche y derivados con o sin adición de frutas,
agregados, etc. Posee una consistencia cremosa en virtud del porcentaje de grasa y
la incorporación de aire que en el proceso de llenado le suministra volumen.
• Helados de crema: son mezclas elaboradas con un alto contenido de grasas y
sólidos totales impartidos por la presencia de leche descremada, suero en polvo,
azúcar refinada y emulsificantes. Poseen una consistencia cremosa otorgada por la
grasa y la incorporación de aire durante el llenado.

14
• Sorbetes: poseen en su composición grasa de origen lácteo con adición de otros
componentes. Se le incorporan sabores de origen natural o artificial en forma simple
o combinada. Aún cuando también se le incorpora aire, su cremosidad es menor
dado la proporción menor de componentes grasos.
• Helados de agua: están compuestos fundamentalmente por agua y azúcar, siéndoles
agregados sabores o pulpas de frutas. A diferencia del resto a estas mezclas no se les
incorpora aire.
Actualmente, los sorbetes y helados de crema suponen el 80-90% de la producción
mundial. Para estos dos tipos de helados los ingredientes utilizados son: grasas, sólidos no
grasos, azúcar y agua. Además, contienen varios aditivos tales como: emulsificadores,
estabilizadores, aromatizantes y colorantes.[Handbook, 1995]
4.1.3 Ingredientes Principales de los Helados
• Grasas. Las grasas representan aproximadamente el 12% del volumen del helado y
pueden ser de origen lácteo o vegetal. En el primer caso, puede tratarse de leche
entera, nata, mantequilla o grasa anhidra láctea. Parte de la grasa láctea o incluso
toda ella puede ser sustituida en los helados por otras de origen vegetal, tales como
derivados del coco y de la palma.
Las grasas son elementos importantes de los postres helados, ya que contribuyen a
la nutrición, al sabor, al cuerpo y a la consistencia del producto, así como también a
la incorporación del aire.
• Sólidos no grasos. Los sólidos no grasos constan de proteínas, lactosa y sales
minerales. Se añaden en forma de leche en polvo y de leche descremada
concentrada. La cantidad de sólidos no grasos debe guardar cierta proporción con la
de grasa. La cantidad de sólidos no grasos debe ser un 11-11,5% para la fabricación
de helados con un contenido en grasa del 12%.
Los sólidos no grasos tienen un alto valor nutritivo y mejoran la textura del helado.
Además, influyen de manera significativa sobre la correcta distribución del aire en
el helado durante el proceso de congelación y batido.

15
• Azúcares. Se añaden azúcares al helado con objeto de ajustar el contenido sólido en
el mismo y de dar el dulzor típico que demandan los consumidores. La mezcla
contiene normalmente entre un 10 y un 18% de azúcar. Son muchos los factores
que afectan al poder edulcorante y a la calidad del producto, pudiéndose utilizar
distintos tipos de azúcares, tales como los de caña o remolacha, glucosa, lactosa y
azúcar invertida (una mezcla de glucosa y fructosa). El sorbitol es utilizado para la
fabricación de helados para diabéticos.
La leche condensada es utilizada en alguna ocasiones, ya que contribuye tanto al
dulzor del producto como a aumentar su contenido en sólidos no grasos.
• Emulsificadores. Los emulsificadores son sustancias que ayudan a la estabilidad del
producto por reducción de la tensión superficial entre fases líquidas. Un
emulsificador muy conocido es la yema de huevo, sin embargo es costoso y menos
efectivo que los tipos más corrientes utilizados, que son principalmente derivados
no iónicos de grasas naturales que han sido esterificadas para dotarlas de uno o más
radicales solubles en agua (hidrófilos), y uno o más radicales solubles en grasa
(lipófilos). Los emulsificadores utilizados en la elaboración de helados pueden ser
divididos en cuatro grupos: ésteres de la glicerina, ésteres del sorbitol, ésteres
azucarados y ésteres de otros orígenes. La cantidad del emulsificador que
normalmente se añade es de un 0,3-0,5% del volumen de la mezcla.
• Estabilizadores. Un estabilizador es una sustancia que cuando se dispersa en una
fase líquida (agua) absorbe una gran cantidad de moléculas de agua. Este fenómeno
es llamado hidratación debido a que el estabilizador forma un entramado que evita
que las moléculas de agua se muevan libremente. Existen dos tipos de
estabilizadores: proteínicos y carbohidratados. El grupo de los proteínicos incluye
sustancias tales como gelatina, caseína, albúmina y globulina. El grupo de los
carbohidratados incluye coloides marinos, hemicelulosa y compuestos modificados
de la celulosa. La dosificación de estabilizadores es normalmente de un 0,2-0,4%
en volumen sobre la mezcla.
• Aromatizantes. Estos aditivos son muy importantes para la elección del helado por
parte del cliente. Los más utilizados son los sabores de vainilla, turrón, chocolate,
fresa, etc. Se añaden en el momento de la mezcla. Si se trata de partículas grandes
16
tales como nueces, frutas, mermeladas, etc., se añaden cuando la mezcla ha sido
congelada. [Handbook,1995]
4.1.4 Proceso de Elaboración de Helados
El procesamiento de la mezcla para la elaboración de helados implica:
• Calcular las cantidades necesarias de los diferentes ingredientes.
• Mezclar por lotes todos los ingredientes.
• Pasteurizar la mezcla.
• Homogenizar la mezcla.
• Enfriar.
• Madurar la mezcla.
• Congelación continua.
4.1.4.1.- Mezcla
Los ingredientes se mezclan en tanques especiales provistos de agitadores. El orden
en que se añaden los diversos ingredientes viene determinado por la temperatura y la
solubilidad.
4.1.4.2.- Pasteurización
La pasteurización es un tratamiento térmico que se le da a la mezcla para destruir
todos los organismos patógenos (que causan enfermedades), que pudieran estar presentes
en la mezcla.[EFE, 1994]
Para asegurar la destrucción de todos los microorganismos patógenos es necesario
calentar la leche a una temperatura determinada y mantenerla durante un cierto tiempo
antes de enfriarla nuevamente.
Existen dos métodos básicos de pasteurización: por batch o a baja temperatura y el
método continuo, el cual se puede realizar con varias combinaciones de tiempo y
temperatura.
17
Sistema por Batch: la mezcla se mantiene en el tanque de preparación y se le aplica calor
por circulación de agua caliente a través de la doble pared del tanque. Los ingredientes se
adicionan a temperaturas menores a 69° C y cuando la mezcla alcanza esta temperatura,
comienza el tiempo de pasteurización. Tan pronto el tiempo mínimo de 30 minutos se ha
alcanzado, la mezcla es bombeada a un homogenizador y de este a un sistema de
enfriamiento tal como un intercambiador de calor de placas para enriar la mezcla.
Solamente en operaciones pequeñas, la mezcla puede enfriarse en el mismo tanque de
preparación. Una de las desventajas de este sistema es que puede producir sabor a
quemado en la mezcla así como también incrementar la hidratación de las proteínas y
estabilizantes aumentando la viscosidad de la mezcla, es decir, espesando la mezcla lo que
trae como consecuencia problemas al momento de bombeo.[Marshall, 1996]
Sistema de Pasteurización Continua: se puede llevar a cabo con varias combinaciones de
tiempo y temperatura:
• Alta temperatura – Corto tiempo (HTST)
• Mayor temperatura – Corto tiempo (HHST)
• Ultra alta temperatura (UHT)
En la tabla a continuación se presentan los métodos de pasteurización y los tiempos
y temperaturas que se aplican en cada uno de ellos.
Tabla N°1: Métodos de Pasteurización. Fuente:[ Marshall, 1996]
Método Tiempo Temperatura °CBatchLTLT 30 min. 69°CContínuoHTST 25 seg. 80°CHHST 1-3 seg. 90°CUHT 2-4 seg. 138°C
Comúnmente el intercambio térmico se realiza en intercambiadores de placas. El
intercambiador de calor de placas consta de un paquete de placas de acero inoxidable,
agrupadas en el interior de un bastidor. El bastidor puede contener varios paquetes de
placas separados, formando secciones, en las cuales se efectuarán diversos procesos de

18
calentamiento como pueden ser los precalentamientos, calentamientos finales,
mantenimiento y enfriamiento. El medio de calentamiento puede ser vapor al vacío o agua
caliente, y los medios de enfriamiento pueden ser agua fría, agua helada o salmuera,
dependiendo de las temperaturas requeridas para el producto.[ Marshall, 1996]
En la Figura N° 3 se muestra el principio de funcionamiento de un intercambiador
de calor de placas. Las placas son corrugadas de manera tal de conseguir una transferencia
óptima de calor. El paquete de placas se encuentra comprimido en el bastidor. Los puntos
de soporte en las ondulaciones de las placas hacen que éstas se mantengan separadas de
forma que existan canales rectangulares muy delgados entre ellas. Los líquidos entran y
salen de los canales a través de portillos situados en las esquinas de las placas. A base de
abrir portillos y dejar ciegos otros se conducen los líquidos de un canal al siguiente. Las
juntas colocadas en los bordes de las placas y de los portillos limitan los canales y evitan
goteos.[ Marshall, 1996]
Figura N°3: Intercambiador de Calor de Placas. Fuente: [Fortoul, 2003]
El producto entra por un portillo en el primer canal y fluye verticalmente por dicho
canal. Sale por el otro extremo a través de otro portillo que le conduce hasta el siguiente
canal, y así sucesivamente. La disposición del paso por los portillos se hace de manera tal
que el producto pase por canales alternos en el paquete de placas. El medio calefactor o
refrigerante se introduce por el otro extremo de la sección y pasa por ella de la misma

19
forma, es decir, a través de canales alternos. Por lo tanto, cada canal por donde circula
producto es seguido por un canal por donde circula el medio calefactor o refrigerante.
Para conseguir una buena eficiencia en la transmisión de calor, los canales que
quedan entre las placas deben ser lo más estrechos posible, pero, por otra parte, tanto la
velocidad del flujo como la caída de presión serán mayores si se hace pasar un fuerte
volumen de producto entre canales estrechos. Debido a que ninguno de estos efectos es
deseable, el paso del producto a través del intercambiador de calor se divide en una serie de
flujos paralelos.[ Marshall, 1996]
4.1.4.3.- Homogenización
La homogenización consiste en pasar la mezcla a través de ciertos orificios
pequeños bajo condiciones de presión y temperatura usando una bomba de desplazamiento
positivo para proveer presión.[EFE, 1994]
La homogenización reduce el tamaño de los glóbulos de grasa a un diámetro de
menos de un micrómetro, disminuyendo así la tendencia a que la grasa se separe de la
mezcla y quede flotando. [Handbook, 1995]
Cuando una mezcla es debidamente homogenizada, la grasa no formará una capa en
el producto congelado, este no será grasoso en apariencia y no tendrá sabor a grasa.
La eficiencia de la homogenización es reducida cuando la temperatura de la mezcla
es baja, hay aire presente en la mezcla o existe daños en las válvulas o la bomba.
[Handbook, 1995]
La eficiencia de la homogenización se incrementa con el incremento de la
temperatura sobre los 80° C.
20
4.1.4.4.- Enfriamiento
Consiste en reducir la temperatura de la mezcla a los niveles de refrigeración, de tal
manera, de reducir la posibilidad de crecimiento microbiano y daños de la mezcla.
4.1.4.5.- Maduración
Durante el almacenamiento de la mezcla ocurre la maduración de la misma.
Durante 3-6 horas la grasa se cristaliza y las proteínas y los estabilizadores absorben el
agua. En este proceso, la mezcla se vuelve más homogénea y se mejoran sus características
organolépticas: sabor, olor, color y textura. [Marshall, 1996]
Los depósitos de maduración están equipados con dispositivos para la agitación
suave de la mezcla. Si dichos depósitos se encuentran en salas con niveles normales de
temperatura, deben ir provistos de camisas para la circulación de agua helada a unos 5° C
mientras dure el proceso de maduración. La mejor solución es situar dichos depósitos en
salas refrigeradas con una temperatura de 1-2° C. En este caso, los depósitos pueden ser de
un diseño simple y sin aislamiento. [Marshall, 1996]
4.1.4.6.- Congelación Continua
El proceso continuo de congelación tiene dos funciones:
• Incorporar una cantidad controlada de aire a la mezcla.
• Congelar el contenido acuoso de la mezcla de forma que se obtenga un gran número
de pequeños cristales de hielo.
El principio de funcionamiento de un congelador continuo se basa en bombear al
cilindro la mezcla que está refrigerado por medio de una camisa para la circulación de
amoníaco. El proceso de congelación es muy rápido y la capa de mezcla congelada sobre
la pared del cilindro es continuamente raspada por un dispositivo giratorio equipado con
cuchillas, colocado dentro del cilindro.
La cantidad requerida de aire se suministra en continuo al helado que se está
formando en el congelador, de forma que dicho aire penetra al mismo tiempo en la mezcla.
21
De esta manera, se consigue que el helado tenga la textura deseada antes de que pase desde
el congelador a la tubería de salida o a la máquina llenadora. El helado deberá tener una
temperatura comprendida entre -1 y -9° C al abandonar el citado congelador. Dicha
temperatura depende de si el helado va a ser utilizado para la fabricación de conos, copas o
paquetes familiares. [Marshall, 1996]
22
4.2 SISTEMA DE INFORMACIÓN SAP R/3
El Sistema R/3 de SAP AG es un sistema de información integrado que se basa en
una plataforma cliente-servidor que permite incorporar todas y cada una de las áreas de
gestión de la empresa. Este sistema integra más de mil tipos de transacciones de negocios y
facilita el manejo oportuno, eficaz y seguro de la información de cada unidad del negocio
agrupadas en tres grandes áreas: finanzas, logística y recursos humanos. [Polar, 2004]
4.2.1 Características Básicas
• Plataforma cliente-servidor centralizada.
• Ambiente Windows.
• Vistas del proceso configurables por usuarios.
• Autorizaciones de acceso a las funciones del sistema.
• Ocurrencia única del dato.
• Navegación por menús.
• Interfaz amigable con el usuario (múltiples lenguajes, botones y ayuda en tiempo
real, entre otras)
• Actualizaciones en tiempo real.
• Unicidad de administración e integridad de los datos con interfaz gráfica de
reportes.
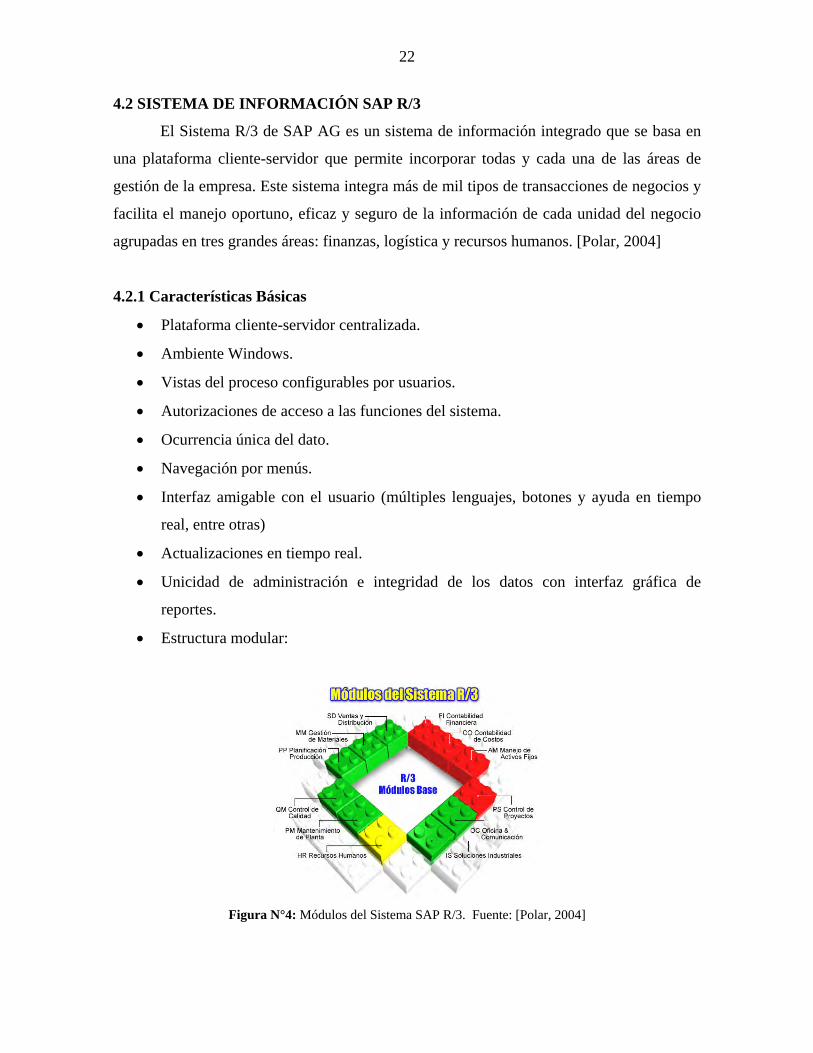
• Estructura modular:
Figura N°4: Módulos del Sistema SAP R/3. Fuente: [Polar, 2004]
23
4.3 HERRAMIENTAS DE ESTUDIO
4.3.1 Planeación de Requerimientos de Materiales MRP
Los sistemas de planeación de requerimientos de materiales (MRP) son un enfoque
lógico que permiten determinar el número de partes, componentes y materiales necesarios
para producir cada artículo. Además, los MRP proveen el programa de tiempo que
especifica cuándo debe ordenarse o producirse cada uno de los materiales, partes y
componentes.
Toda empresa debe llevar un archivo de la lista de materiales en el cual se encuentra
la secuencia de todo lo que conduce al producto final. El MRP, en su forma más básica, es
un programa que determina la cantidad de cada artículo que se necesita y cuándo se
necesita para completar un número específico de unidades en un período de tiempo
determinado. Esto es debido a que los sistemas MRP utilizan el archivo de la lista de
materiales y el archivo de registros del inventario para crear una programación del tiempo y
el número de unidades necesarias en cada etapa del proceso.[Chase, 2001]
4.3.2 Planeación de la Capacidad
La capacidad, en un sentido empresarial, es la cantidad de producción que un
sistema es capaz de lograr durante un período específico de tiempo.
En una planta perfectamente equilibrada, la producción de la primera etapa
suministra el requisito del insumo exacto para la segunda etapa, y así sucesivamente. Sin
embargo, en la práctica es difícil encontrar diseños de fábricas perfectamente equilibradas.
[Chase, 2001]
Existen diferentes maneras de manejar el desequilibrio, entre las cuales se tiene:
• Aumentar la capacidad en aquellas etapas que constituyen cuellos de botella.
• Utilizar inventarios de amortiguación en la etapa que constituye el cuello de botella
para garantizar que en ésta siempre se tenga algo en qué trabajar.
• Duplicar los servicios de un departamento del cual dependa otro.
24
4.3.3 Diagramas de Flujo de Proceso
Los diagramas de flujo de proceso son una herramienta gráfica que permiten
representar en secuencia cronológica todas las operaciones e inspecciones de la fabricación
de un producto, así como también las distancias recorridas, retrasos y almacenamientos
temporales, según se indica a continuación:
• Operación: se representa con un círculo y tiene lugar cuando una parte bajo estudio
se transforma intencionalmente o cuando se realiza su estudio o la planeación antes
de realizar el trabajo productivo.
• Inspección: se representa con un cuadrado y tiene lugar cuando la parte se examina
para determinar su conformidad con un estándar.
• Transporte: se representa con una pequeña flecha y se puede definir como el
movimiento de un objeto de un lugar a otro, excepto cuando éste se lleva a cabo
durante el curso normal de una operación o inspección.
• Demora (delay): se representa con una “de” mayúscula (D) y ocurre cuando no se
permite el procesamiento inmediato de una parte en la siguiente estación de trabajo.
• Almacenamiento: se representa con un triángulo equilátero sobre un vértice y
sucede cuando una parte se detiene protegida contra el movimiento no autorizado.
[Niebel, 2000]
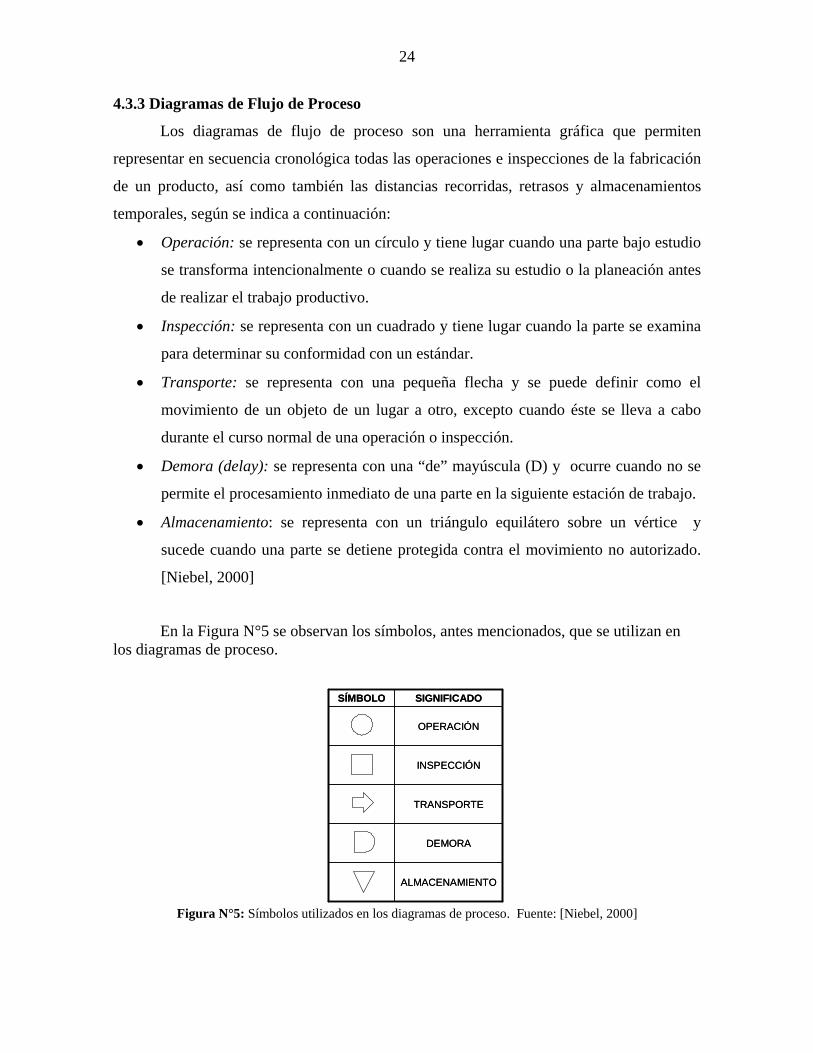
En la Figura N°5 se observan los símbolos, antes mencionados, que se utilizan en los diagramas de proceso.
Figura N°5: Símbolos utilizados en los diagramas de proceso. Fuente: [Niebel, 2000]
ALMACENAMIENTO
DEMORA
TRANSPORTE
INSPECCIÓN
OPERACIÓN
SIGNIFICADOSÍMBOLO
ALMACENAMIENTO
DEMORA
TRANSPORTE
INSPECCIÓN
OPERACIÓN
SIGNIFICADOSÍMBOLO

25
4.3.4 Estadística Descriptiva
4.3.4.1.- Descripción Gráfica de Datos
La representación gráfica de datos es una herramienta valiosa para el análisis y
resumen de los mismos. Uno de los métodos más comunes de representar gráficamente una
distribución de frecuencias es el histograma o diagrama de columnas. Los pasos principales
para la construcción del histograma son los siguientes:
• Establecer las clases: se debe decidir el número de clases a emplear y la longitud de
las mismas. Una regla empírica para la selección del número de clases consiste en
tomar aproximadamente n clases, donde n es el número de datos. Si se decide
usar k clases, la longitud de cada una de ellas se obtiene como k
XX )( minmax − ,
donde maxX y minX corresponden a los valores máximo y mínimo de los datos.
• Ordenar los datos en cada clase.
• Contar el número de datos en cada clase.
• Presentar los resultados.
[Glass, 1974]
4.3.4.2.- Media Muestral
La media muestral o promedio se define como: n
XX
n
i i∑== 1 . La media actúa
como el centro de masa de los datos, es decir, si éstos son vistos como los lugares en los
cuales se colocan pesos en una barra horizontal, el promedio será el punto del cual es
necesario colgar la barra para que se mantenga en equilibrio. [Pérez, 1999]
4.3.4.3.- Pruebas de Significancia
Cuando se trabaja con datos experimentales surge la interrogante de si éstos
proporcionan suficiente evidencia para afirmar, por ejemplo, que un método A es mejor que
un método B. Para ello, se emplean las pruebas de significancia en las cuales se debe
introducir una hipótesis nula y una alternativa. La hipótesis nula plantea que el método A
es igual al método B, mientras que la hipótesis alternativa plantea que el método B es mejor
al método A. [Pérez, 1999]

26
A fin de expresar estas hipótesis, se llamará Aµ a la producción media con el
método A, y Bµ a la del método B. Entonces, la hipótesis nula y alternativa se pueden
escribir como:
BAH µµ =:0 vs ABH µµ >:1
Se debe decidir entonces entre:
0:0 =− ABH µµ y 0:1 >− ABH µµ
Para decidir si AB µµ − es lo suficientemente grande como para desacreditar 0H se
debe suponer que la población tiene una cierta distribución de probabilidad, la cual será una
distribución de referencia.
En resumen, para realizar una prueba de significancia se debe:
1.- Obtener de los datos algún criterio relevante (o estadístico) apropiado para probar
alguna hipótesis particular contra la hipótesis alternativa.
2.- Referir el criterio a alguna distribución de referencia adecuada que mostraría cómo se
distribuiría el criterio bajo 0H .
3.- Calcular la probabilidad de que una discrepancia por lo menos tan grande como lo
observado pueda ocurrir.
4.- Esta probabilidad es llamada nivel de significancia. Si es suficientemente pequeña se
rechaza 0H y se dice que hay una diferencia estadísticamente significativa.
[Pérez, 1999]
Las pruebas de hipótesis más usadas se basan en la suposición de que los datos
provienen de una distribución normal.
27
CAPÍTULO V: METODOLOGÍA
Para cumplir con los objetivos del proyecto, se llevó a cabo un plan de actividades
en un período de veinte semanas, distribuido en seis etapas que se describen a continuación:
5.1.- Búsqueda de Información Básica
En la Sala de Elaboración de Mezclas se inició la búsqueda de información básica.
Allí se observó detalladamente la elaboración de las mezclas y los registros que se realizan
en el sistema SAP R/3.
Se entrevistó al personal de la Sala de Elaboración de Mezclas, con el fin de obtener
información del proceso de quienes trabajan directamente en el mismo. Además, se
estudiaron los manuales de operaciones existentes en la empresa y se buscaron las
capacidades de los equipos presentes en el área.
Posteriormente, se recolectó información de todas las actividades que tuvieron lugar
en la Sala de Elaboración de Mermeladas y Coberturas, Sala de Fabricación de Helados /
Producción, Sala de Paletización y Departamento de Aseguramiento de la Calidad y
Desarrollo. De igual manera, se entrevistó al personal de cada área para obtener
información del proceso y se buscaron las capacidades de cada uno de los equipos
existentes.
5.2.- Elaboración de Diagramas de Flujo de Proceso y Descripción del Proceso
Productivo.
Una vez recolectada toda la información del proceso de elaboración de helados, se
procedió a elaborar los diagramas de flujo de proceso. En estos diagramas se representó en
secuencia cronológica todas las operaciones e inspecciones de la fabricación de un producto
en proceso, así como también las distancias recorridas, retrasos y almacenamientos
temporales.
28
Partiendo de los diagramas de flujo de proceso elaborados, se hizo una descripción
detallada de todo el proceso productivo y de los equipos empleados en cada una de las áreas
de la planta.
5.3.- Determinación de las Limitaciones para Elaborar el Plan de Producción
En la planta de PRODUCTOS EFE partiendo del requerimiento nacional de
despacho y tras la ejecución de la herramienta de planificación MRP, se obtiene una
propuesta de producción por cada SKU.
La propuesta de producción que arroja el MRP no toma en cuenta ciertas
limitaciones físicas que existen en la planta, por lo tanto, éstas se determinaron con ayuda
del planificador de producción.
5.4.- Distribución Porcentual de cada SKU en los Puestos de Trabajo
Con una aplicación del módulo de producción del software SAP R/3, se hallaron los
datos históricos de la demanda de cada SKU de los seis meses anteriores. Partiendo de estos
datos históricos, los SKU se agruparon según el puesto de trabajo donde se elaboran y se
halló su participación porcentual dentro del mismo.
5.5.- Elaboración de un Plan de Producción Empleando la Capacidad Plena de la
Planta
En la planta de PRODUCTOS EFE se trabaja bajo dos modalidades de llenado: por
turno y por lote. La modalidad por turno implica que la cantidad de producto fabricado es
fija para cada turno de trabajo. Por otro lado, la modalidad por lote implica que la cantidad
de producto fabricado se fija por puesto de trabajo según las piezas por hora que elabora,
por lo tanto, es posible hacer varios SKU en un mismo puesto de trabajo, durante un turno,
bajo esta modalidad. Los helados familiares e institucionales que se elaboran en los picos
de llenado manual son programados bajo la modalidad de lote.
29
Debido a que por los túneles de congelación no deben pasar simultáneamente más
de tres productos que lo requieran, se estableció que en la programación de producción de
cada día únicamente se podía programar un SKU Novelty y dos SKU Familiares.
La planificación de producción se elaboró para el mes de noviembre, tanto para el
primer turno como para el segundo turno (8 horas cada turno). De esta manera, el tercer
turno puede llevar a cabo la limpieza de las máquinas tal y como se efectúa actualmente en
PRODUCTOS EFE. Por lo tanto, el tiempo total disponible para el período en estudio, se
distribuyó en cada puesto de trabajo según la participación de los SKU que se fabrican en el
mismo.
5.6.- Elaboración de un Plan de Producción de Mezclas según el Escenario de
Producción Construido
Partiendo del plan de producción elaborado, en primer lugar, se estableció que todas
las mezclas necesarias para un día de producción debían ser elaboradas el día anterior. De
esta manera, se elaboró una tabla dinámica para hallar los requerimientos de mezclas por
día.
5.7.- Evaluación de la Capacidad de Cada Puesto de Trabajo de la Sala de
Elaboración de Mezclas
A partir del plan de producción de mezclas por día, se evaluó la capacidad de la Sala
de Elaboración de Mezclas en cada puesto de trabajo, como se explica a continuación:
5.7.1.- Tanques de Preparación
Con una aplicación de la herramienta SAP R/3, se obtuvo los tiempos de
preparación de las mezclas elaboradas en la Sala de Mezclas para un período de tres meses.
Dichos datos se agruparon en las siguientes categorías para su estudio:
• Mezclas sin mantequilla – Menos de 2000 L.
• Mezclas sin mantequilla – Más de 2000 L.
• Mezclas con mantequilla – Menos de 2000 L.
• Mezclas con mantequilla – Más de 2000 L.
30
Para determinar si los datos eran representativos, empleando el paquete estadístico
R, se llevaron a cabo pruebas tipo T a las medias de cada una de las categorías
anteriormente señaladas.
Utilizando 4000 L como capacidad máxima de los tanques de preparación, se asignó
el número de tanques a preparar por día según el plan de producción de mezclas elaborado.
El concepto de tanques en paralelo fue aplicado tomando en cuenta el tiempo de
preparación de la mezcla de mayor volumen. Es decir, aquellas mezclas que sobrepasan los
4000 L. pueden elaborarse simultáneamente en dos tanques de preparación, por lo tanto,
este tiempo viene a ser uno solo a la hora de contabilizarlo.
Al determinar el número total de tanques a elaborar, menos los tanques que se
preparan en paralelo, y empleando las medias como tiempos de preparación según las
categorías anteriormente señaladas, se hallaron los tiempos de preparación por día (desde el
instante en que el agua de la mezcla pasa a los tanques de preparación hasta el inicio de la
pasteurización – homogenización).
5.7.2.- Homogenizador y Pasteurizador
Partiendo del plan de producción de mezclas, se halló la relación entre los litros
planificados por día y la velocidad del homogenizador-pasteurizador (10000 l/h).
Con los resultados obtenidos en el estudio de la capacidad de los tanques de
preparación y los del sistema homogenizador-pasteurizador, se determinó el tiempo total de
preparación de las mezclas para el escenario propuesto.
5.7.3.- Tanques de Almacenamiento
El Plan de Producción de Mezclas fue elaborado de tal manera, que las mezclas
necesarias cada día en el área de Producción, debían ser elaboradas a lo sumo el día
anterior. Para ello, se evaluó la capacidad total de los tanques de almacenamiento versus la
capacidad de almacenamiento requerida para el escenario en estudio.

31
Las mezclas a elaborar por día en el escenario propuesto se agruparon en las
siguientes categorías para determinar el porcentaje de utilización de los tanques por grupo:
• Mezclas con menos de 4000 L
• Mezclas con más de 4000 L. y menos de 7000 L.
• Mezclas con más de 7000 L. y menos de 12000 L.
• Mezclas con más de 12000 L.
5.8.- Determinación de Adquisiciones y Mejoras para la Sala de Elaboración de
Mezclas según los requerimientos del Escenario Construido
Al tiempo total de preparación de mezclas se le adicionó el tiempo de limpieza y un
factor de 80% de productividad, para hallar el tiempo total de preparación de mezclas
necesario. De esta manera, se determinaron los equipos que serían imprescindibles para
cubrir las necesidades del escenario propuesto.
En cuanto a la capacidad de almacenamiento de mezclas, se debe tomar en cuenta el
consumo de litros/horas, pues como se mencionó anteriormente, todas las mezclas a utilizar
en un día de producción deben haberse elaborado el día anterior, por lo tanto, los tanques de
almacenamiento amanecen ocupados. Es por ello, que debe existir un cierto porcentaje de
tanques disponibles para iniciar la producción en la Sala de Mezclas.
Para hallar dicho porcentaje, se calculó la diferencia entre la mayor producción de
litros de mezcla y el menor consumo. A esto, se le adicionó un 20% como margen de
seguridad para obtener la capacidad de almacenamiento adicional que ha de adquirirse para
satisfacer las necesidades del escenario propuesto.
5.9.- Conclusiones y Recomendaciones
Una vez construido el escenario utilizando la máxima capacidad de producción, se
elaboraron las conclusiones y una serie de recomendaciones a la empresa, a fin de
contribuir con su proyecto de mejoras continuas.
32
CAPÍTULO VI: DESARROLLO
Para llevar a cabo un estudio en la planta de PRODUCTOS EFE, es indispensable
conocer detalladamente sus procesos. A manera general, la producción de helados, se inicia con
la selección de la materia prima, la cual proviene de un Almacén de Materias Primas, que es
surtido por uno Principal ubicado en Guarenas. Una vez que se tiene la materia prima pesada,
según indica la fórmula de producción, ésta es mezclada en los tanques de preparación, filtrada,
pasteurizada y homogenizada; hasta finalmente llegar a los tanques de almacenamiento o
maduración.
Posteriormente, la mezcla pasa por unos congeladores continuos donde se le inyecta aire
para convertirla en helado. Éste es llenado y empacado en las máquinas correspondientes y
colocado en cestas para pasar al túnel de congelamiento. Al salir del túnel de congelamiento, los
helados se almacenan en la cava principal, para luego, ser distribuidos en camiones cavas y llegar
al consumidor final.
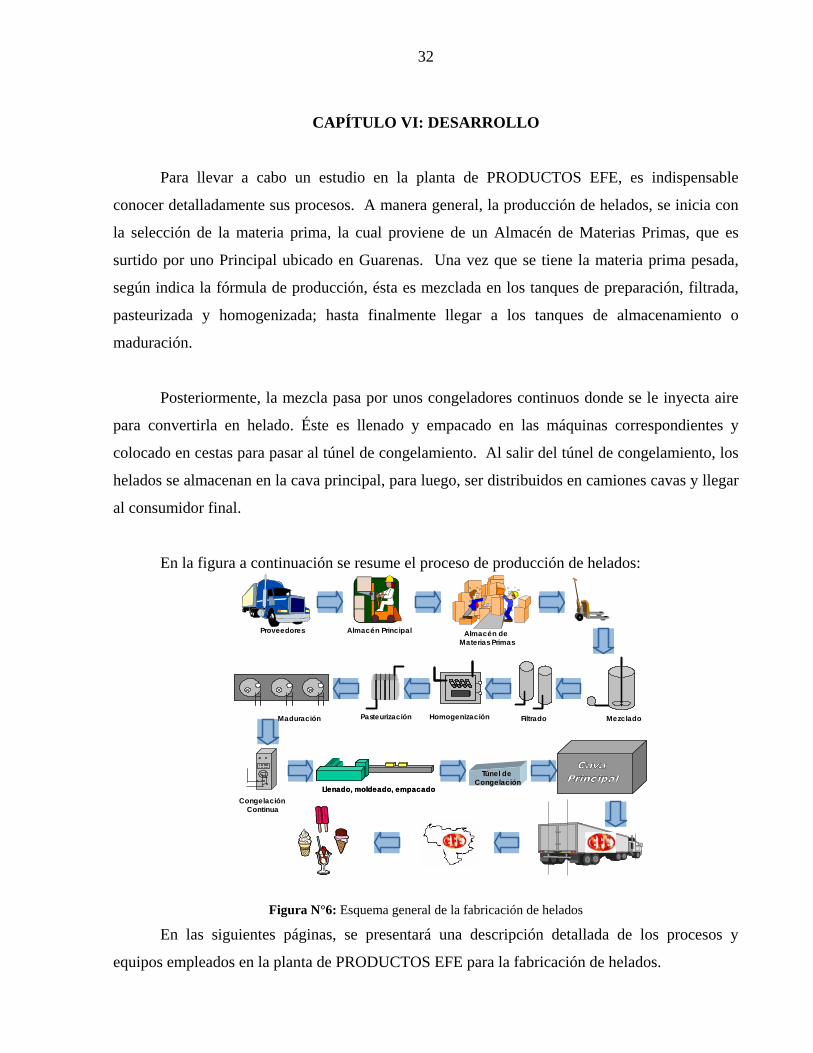
En la figura a continuación se resume el proceso de producción de helados:
Figura N°6: Esquema general de la fabricación de helados
En las siguientes páginas, se presentará una descripción detallada de los procesos y
equipos empleados en la planta de PRODUCTOS EFE para la fabricación de helados.
Proveedores Almacén Principal Almacén deMaterias Primas
MezcladoFiltradoPasteurización HomogenizaciónMaduración
Congelación Continua
Llenado, moldeado, empacadoLlenado, moldeado, empacado
Túnel de Túnel de CongelaciónCongelación
33
6.1 PROCESO PRODUCTIVO
La planta de PRODUCTOS EFE, se encuentra dividida en los siguientes procesos:
• Proceso de Elaboración de Mezclas: área donde se elaboran las mezclas que conforman
el principal producto semielaborado.
• Proceso de Elaboración de Mermeladas y Coberturas: en esta sección se elaboran los
toppings, coberturas, siropes y mermeladas utilizados posteriormente en el área de
producción.
• Proceso de Fabricación de Helados / Producción: en esta área se elaboran todos los
productos terminados.
• Proceso de Paletización: en esta sección se paletizan todos los productos terminados para
su posterior almacenamiento y distribución.
• Departamento de Aseguramiento de la Calidad y Desarrollo: este departamento lleva a
cabo todos los análisis necesarios para garantizar la calidad, tanto de los productos
semielaborados como de los elaborados.
6.1.1.- Proceso de Elaboración de Mezclas
La fabricación de helados se inicia en la sala de elaboración de mezclas, donde se hacen
las cremas, los jugos y los sorbetes. El mezclado de los ingredientes tiene por finalidad hidratar
todos los ingredientes secos y lograr que se mezclen con los ingredientes líquidos y grasos
formando una suspensión de los mismos.
El primer paso a seguir es verificar las condiciones sanitarias del tanque de preparación
donde se va a hacer la mezcla, enjuagarlo y cerrar la válvula de salida. Posteriormente, el
supervisor entrega la fórmula del producto a fabricar al almacén de materia prima. De acuerdo a
la orden de fabricación, el personal del almacén de Suministros a Producción, traslada los
materiales requeridos a la sala de elaboración de mezclas, con un montacarga eléctrico o lifter.
Luego, se programa la cantidad de agua a utilizar en el Medidor de caudal Electromagnético
Danfoss y se pasa sólo una porción de lo que indica la fórmula al tanque de preparación. Se
enciende el agitador del tanque de preparación y se acciona el transportador. Por la banda
transportadora, se traslada la materia prima para que un operario la vierta en el tanque de

34
preparación, de acuerdo a las propiedades de cada componente. Se abre la llave de vapor para que
la mezcla se caliente simultáneamente.
Cuando la mezcla alcanza una temperatura entre 50 y 60° C, se cierra la válvula de vapor
y se abre la llave del tanque de preparación, de tal manera que la mezcla pase por el filtro
vertical, luego por un imán para eliminar cualquier partícula y finalmente por un filtro pequeño
hasta llegar al tanque de balance.
Del tanque de balance, la mezcla se dirige al pasteurizador por la parte de regeneración y
de allí al homogenizador, para distribuir las partículas de grasa y los ingredientes uniformemente
por toda la mezcla. Posteriormente, la mezcla regresa al pasteurizador y pasa por la fase de
calentamiento, alcanzando en esta zona una temperatura entre 80-83° C. Una vez que la mezcla
pasa por la zona de calentamiento, ésta se dirige a la tubería de retención donde culmina la
pasteurización. En caso de no alcanzar la temperatura mínima (79° C), existe una válvula de
diversificación que se activa automáticamente. Esto hace que la mezcla se devuelva al tanque de
balance y pase nuevamente por la zona de calentamiento del pasteurizador hasta que alcance la
temperatura requerida.
De la zona de precalentamiento la mezcla va a una zona de preenfriamiento, donde
intercambia calor con agua a temperatura ambiente. Luego, la mezcla pasa por la zona de
enfriamiento donde intercambia calor con agua fría. Finalmente, la mezcla sale de la zona de
enfriamiento a una temperatura menor a 7° C hacia un tanque de almacenamiento o maduración,
impulsada por el resto del agua que indicaba la fórmula.
Una vez que se encuentra la mezcla en el tanque de almacenamiento, con el agitador
encendido, se debe esperar 10 min. para tomar una muestra y que ésta sea analizada en el
Laboratorio de Aseguramiento de la Calidad.
El tiempo máximo de almacenamiento de la mezcla en los tanques de maduración varía,
de acuerdo a la composición de la misma, como se indica en la tabla a continuación:
35
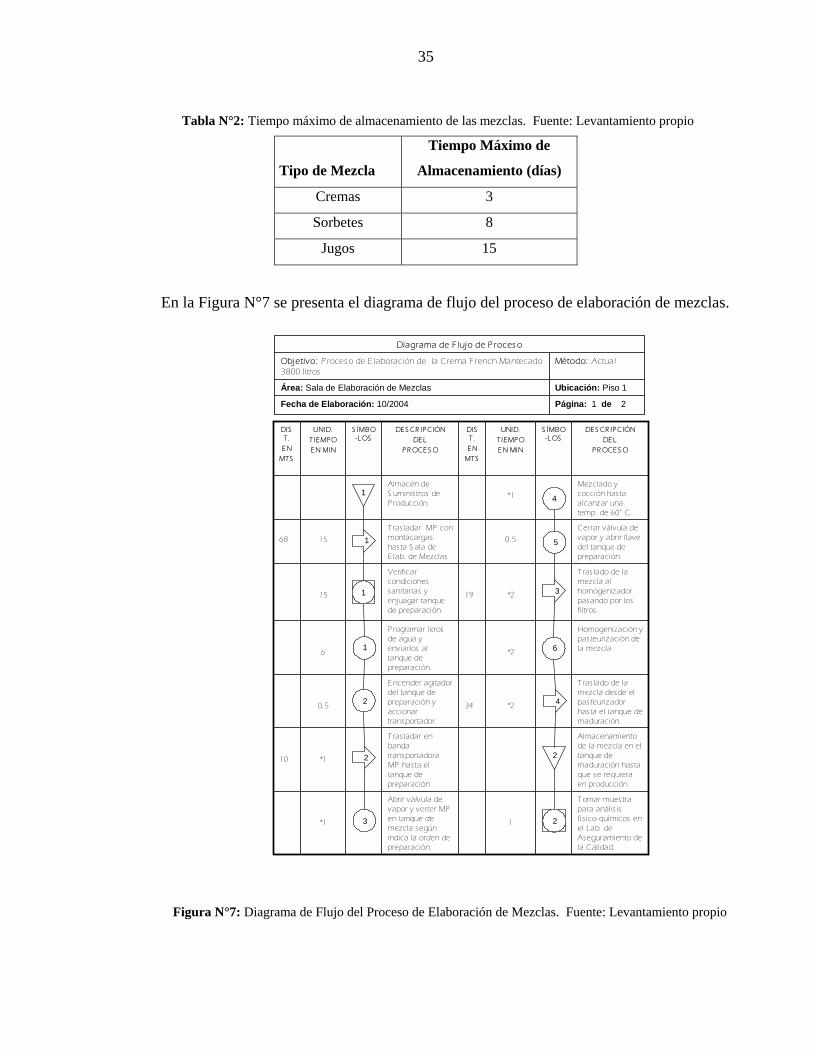
Tabla N°2: Tiempo máximo de almacenamiento de las mezclas. Fuente: Levantamiento propio
Tipo de Mezcla
Tiempo Máximo de
Almacenamiento (días)
Cremas 3
Sorbetes 8
Jugos 15
En la Figura N°7 se presenta el diagrama de flujo del proceso de elaboración de mezclas.
Ubicación: Piso 1Área: Sala de Elaboración de Mezclas
Página: 1 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: P roces o de E laboración de la Crema French Mantecado 3800 litros
Diagrama de F lujo de P roces o
Almacenamiento de la mezcla en el tanque de maduración has ta que se requiera en producción.
T ras ladar en banda transportadora MP has ta el tanque de preparación.
*110
T omar mues tra para anális is fí s ico-químicos en el Lab. de Aseguramiento de la Calidad.
1
Abrir válvula de vapor y verter MP en tanque de mezcla según indica la orden de preparación.
*1
T ras lado de la mezcla desde el pas teurizadorhas ta el tanque de maduración.
*234
E ncender agitador del tanque de preparación y accionar transportador.
0,5
Homogenización y pas teurización de la mezcla*2
P rogramar litros de agua y enviarlos al tanque de preparación.
6
T ras lado de la mezcla al homogenizador pasando por los filtros .
*219
Verificar condiciones sanitarias y enjuagar tanque de preparación.
15
Cerrar válvula de vapor y abrir llave del tanque de preparación.
0.5
T ras ladar MP con montacargas has ta S ala de E lab. de Mezclas
1568
Mezclado y cocción has ta alcanzar una temp. de 60° C .
*1Almacén de S uminis tros de P roducción.
DE S CR IP CIÓN DE L
P R OCE S O
S ÍMB O-L OS
UNID.T IEMP OE N MIN
DIST .E N
MT S
DE S CR IP CIÓN DE L
P R OCE S O
S ÍMB O-L OS
UNID.T IEMP OE N MIN
DIST .E N
MT S
1
1
1
1
2
2
3
4
5
3
6
4
2
2
Figura N°7: Diagrama de Flujo del Proceso de Elaboración de Mezclas. Fuente: Levantamiento propio
36
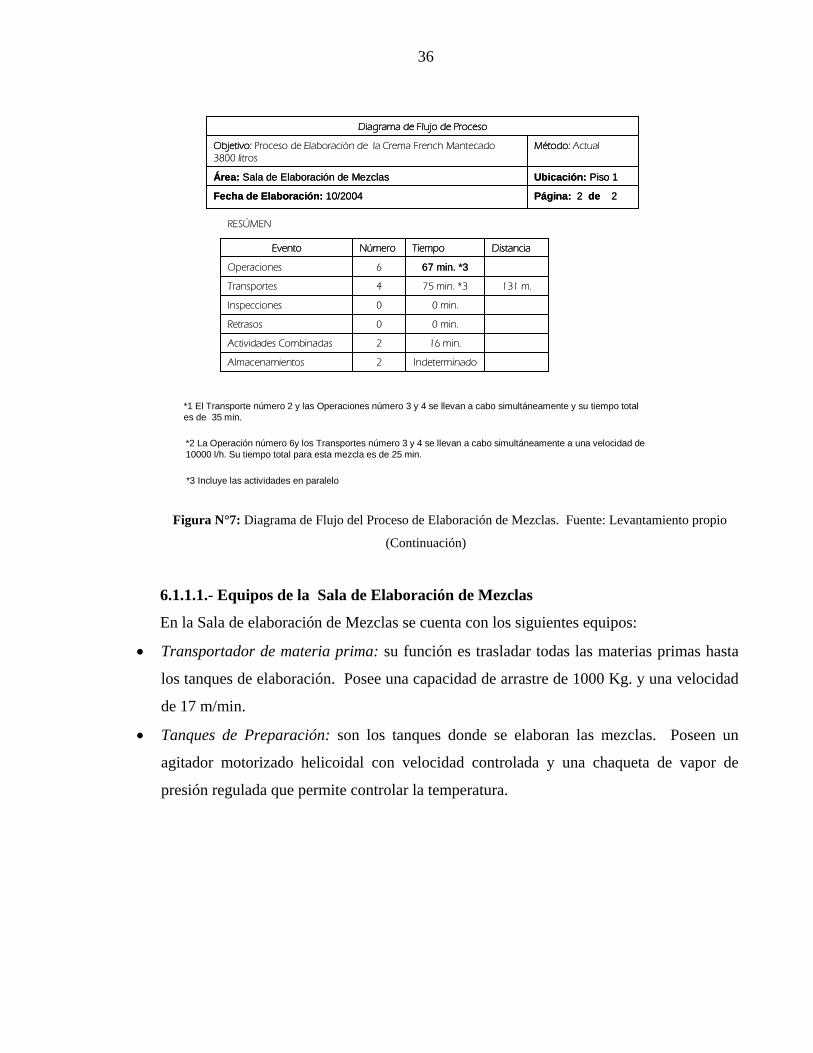
Figura N°7: Diagrama de Flujo del Proceso de Elaboración de Mezclas. Fuente: Levantamiento propio
(Continuación)
6.1.1.1.- Equipos de la Sala de Elaboración de Mezclas
En la Sala de elaboración de Mezclas se cuenta con los siguientes equipos:
• Transportador de materia prima: su función es trasladar todas las materias primas hasta
los tanques de elaboración. Posee una capacidad de arrastre de 1000 Kg. y una velocidad
de 17 m/min.
• Tanques de Preparación: son los tanques donde se elaboran las mezclas. Poseen un
agitador motorizado helicoidal con velocidad controlada y una chaqueta de vapor de
presión regulada que permite controlar la temperatura.
131 m.75 min. *34Transportes
0 min.0Inspecciones
0 min.0Retrasos
16 min.2Actividades Combinadas
Indeterminado2Almacenamientos
67 min. *36Operaciones
DistanciaTiempoNúmeroEvento
131 m.75 min. *34Transportes
0 min.0Inspecciones
0 min.0Retrasos
16 min.2Actividades Combinadas
Indeterminado2Almacenamientos
67 min. *36Operaciones
DistanciaTiempoNúmeroEvento
RESÚMEN
Ubicación: Piso 1Área: Sala de Elaboración de Mezclas
Página: 2 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: Proceso de Elaboración de la Crema French Mantecado3800 litros
Diagrama de Flujo de Proceso
Ubicación: Piso 1Área: Sala de Elaboración de Mezclas
Página: 2 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: Proceso de Elaboración de la Crema French Mantecado3800 litros
Diagrama de Flujo de Proceso
*1 El Transporte número 2 y las Operaciones número 3 y 4 se llevan a cabo simultáneamente y su tiempo total es de 35 min.
*2 La Operación número 6y los Transportes número 3 y 4 se llevan a cabo simultáneamente a una velocidad de 10000 l/h. Su tiempo total para esta mezcla es de 25 min.
*3 Incluye las actividades en paralelo
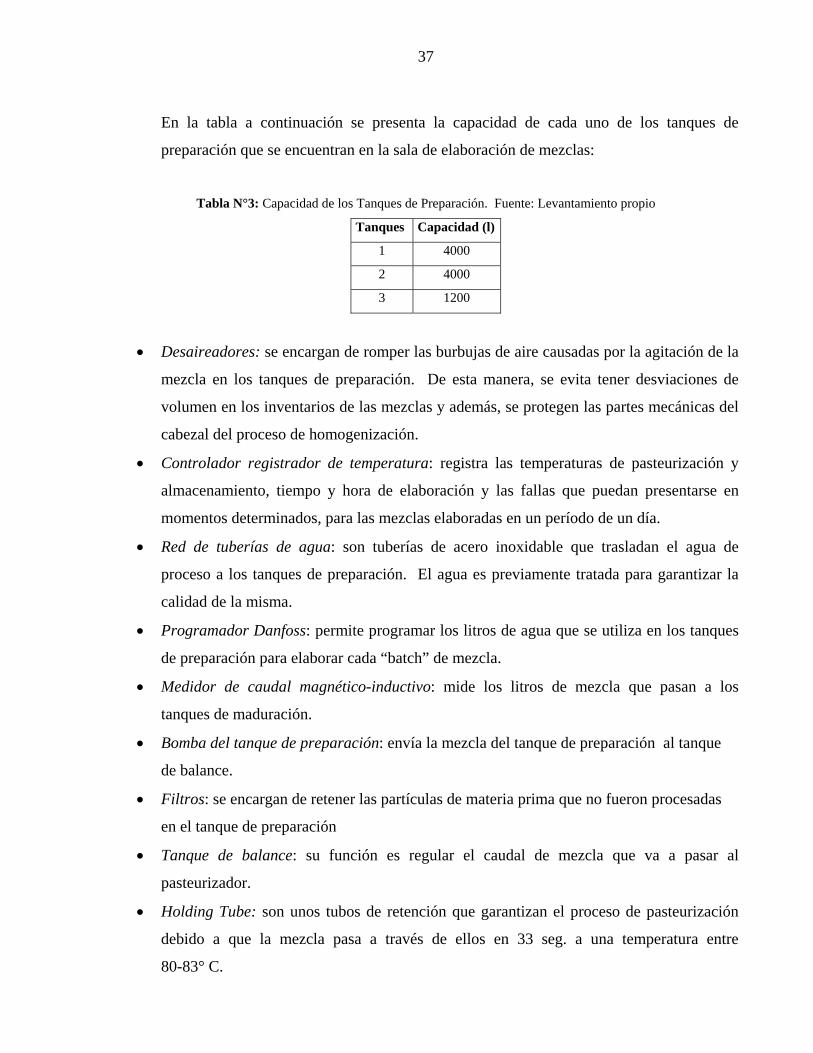
37
En la tabla a continuación se presenta la capacidad de cada uno de los tanques de
preparación que se encuentran en la sala de elaboración de mezclas:
Tabla N°3: Capacidad de los Tanques de Preparación. Fuente: Levantamiento propio
Tanques Capacidad (l)
1 4000
2 4000
3 1200
• Desaireadores: se encargan de romper las burbujas de aire causadas por la agitación de la
mezcla en los tanques de preparación. De esta manera, se evita tener desviaciones de
volumen en los inventarios de las mezclas y además, se protegen las partes mecánicas del
cabezal del proceso de homogenización.
• Controlador registrador de temperatura: registra las temperaturas de pasteurización y
almacenamiento, tiempo y hora de elaboración y las fallas que puedan presentarse en
momentos determinados, para las mezclas elaboradas en un período de un día.
• Red de tuberías de agua: son tuberías de acero inoxidable que trasladan el agua de
proceso a los tanques de preparación. El agua es previamente tratada para garantizar la
calidad de la misma.
• Programador Danfoss: permite programar los litros de agua que se utiliza en los tanques
de preparación para elaborar cada “batch” de mezcla.
• Medidor de caudal magnético-inductivo: mide los litros de mezcla que pasan a los
tanques de maduración.
• Bomba del tanque de preparación: envía la mezcla del tanque de preparación al tanque
de balance.
• Filtros: se encargan de retener las partículas de materia prima que no fueron procesadas
en el tanque de preparación
• Tanque de balance: su función es regular el caudal de mezcla que va a pasar al
pasteurizador.
• Holding Tube: son unos tubos de retención que garantizan el proceso de pasteurización
debido a que la mezcla pasa a través de ellos en 33 seg. a una temperatura entre
80-83° C.
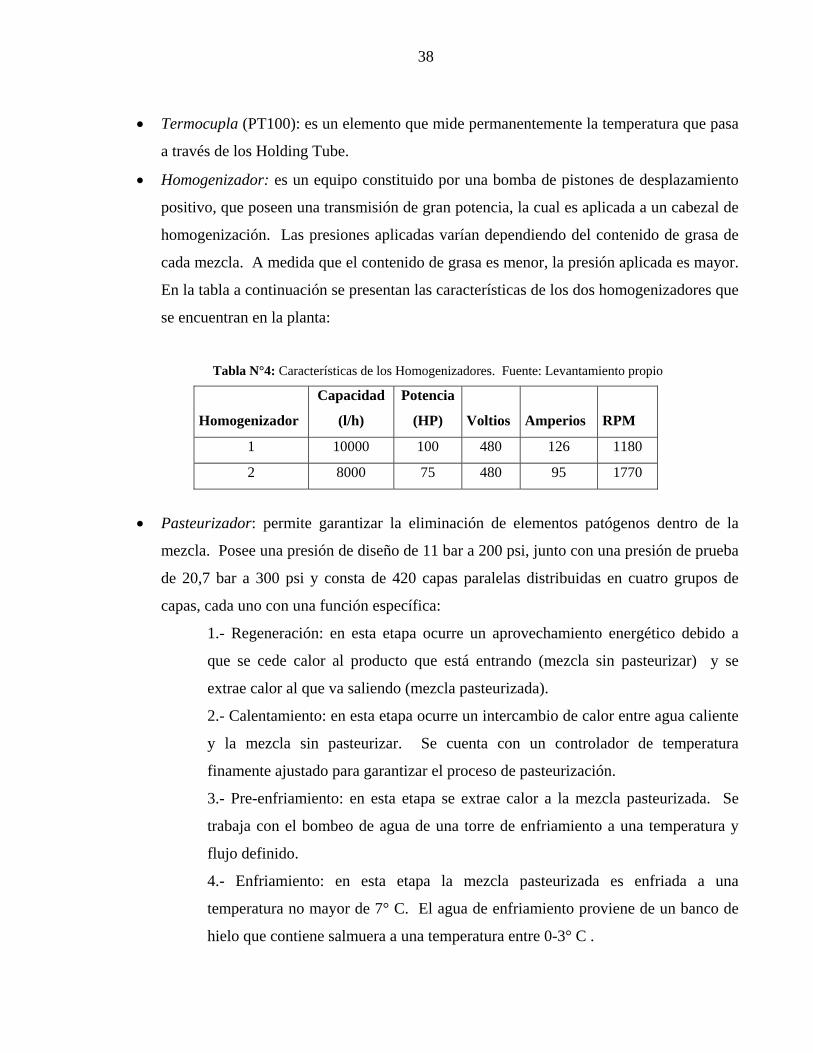
38
• Termocupla (PT100): es un elemento que mide permanentemente la temperatura que pasa
a través de los Holding Tube.
• Homogenizador: es un equipo constituido por una bomba de pistones de desplazamiento
positivo, que poseen una transmisión de gran potencia, la cual es aplicada a un cabezal de
homogenización. Las presiones aplicadas varían dependiendo del contenido de grasa de
cada mezcla. A medida que el contenido de grasa es menor, la presión aplicada es mayor.
En la tabla a continuación se presentan las características de los dos homogenizadores que
se encuentran en la planta:
Tabla N°4: Características de los Homogenizadores. Fuente: Levantamiento propio
Homogenizador
Capacidad
(l/h)
Potencia
(HP)
Voltios
Amperios
RPM
1 10000 100 480 126 1180
2 8000 75 480 95 1770
• Pasteurizador: permite garantizar la eliminación de elementos patógenos dentro de la
mezcla. Posee una presión de diseño de 11 bar a 200 psi, junto con una presión de prueba
de 20,7 bar a 300 psi y consta de 420 capas paralelas distribuidas en cuatro grupos de
capas, cada uno con una función específica:
1.- Regeneración: en esta etapa ocurre un aprovechamiento energético debido a
que se cede calor al producto que está entrando (mezcla sin pasteurizar) y se
extrae calor al que va saliendo (mezcla pasteurizada).
2.- Calentamiento: en esta etapa ocurre un intercambio de calor entre agua caliente
y la mezcla sin pasteurizar. Se cuenta con un controlador de temperatura
finamente ajustado para garantizar el proceso de pasteurización.
3.- Pre-enfriamiento: en esta etapa se extrae calor a la mezcla pasteurizada. Se
trabaja con el bombeo de agua de una torre de enfriamiento a una temperatura y
flujo definido.
4.- Enfriamiento: en esta etapa la mezcla pasteurizada es enfriada a una
temperatura no mayor de 7° C. El agua de enfriamiento proviene de un banco de
hielo que contiene salmuera a una temperatura entre 0-3° C .
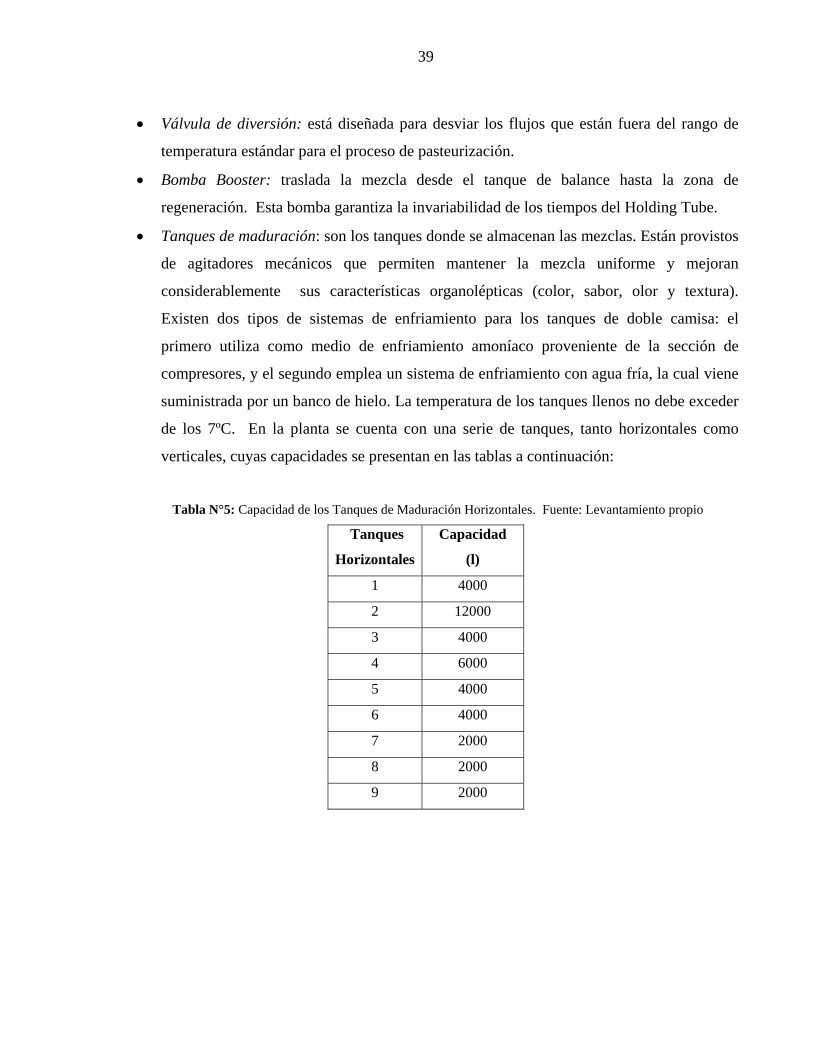
39
• Válvula de diversión: está diseñada para desviar los flujos que están fuera del rango de
temperatura estándar para el proceso de pasteurización.
• Bomba Booster: traslada la mezcla desde el tanque de balance hasta la zona de
regeneración. Esta bomba garantiza la invariabilidad de los tiempos del Holding Tube.
• Tanques de maduración: son los tanques donde se almacenan las mezclas. Están provistos
de agitadores mecánicos que permiten mantener la mezcla uniforme y mejoran
considerablemente sus características organolépticas (color, sabor, olor y textura).
Existen dos tipos de sistemas de enfriamiento para los tanques de doble camisa: el
primero utiliza como medio de enfriamiento amoníaco proveniente de la sección de
compresores, y el segundo emplea un sistema de enfriamiento con agua fría, la cual viene
suministrada por un banco de hielo. La temperatura de los tanques llenos no debe exceder
de los 7ºC. En la planta se cuenta con una serie de tanques, tanto horizontales como
verticales, cuyas capacidades se presentan en las tablas a continuación:
Tabla N°5: Capacidad de los Tanques de Maduración Horizontales. Fuente: Levantamiento propio
Tanques
Horizontales
Capacidad
(l)
1 4000
2 12000
3 4000
4 6000
5 4000
6 4000
7 2000
8 2000
9 2000
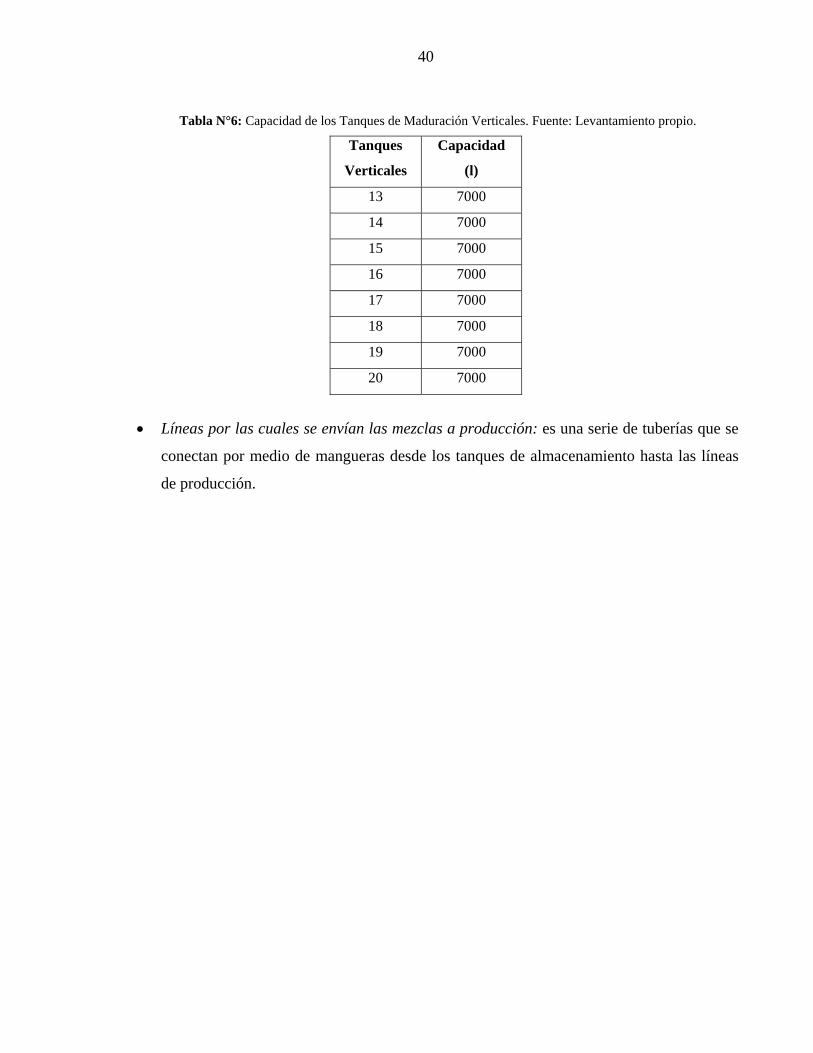
40
Tabla N°6: Capacidad de los Tanques de Maduración Verticales. Fuente: Levantamiento propio.
Tanques
Verticales
Capacidad
(l)
13 7000
14 7000
15 7000
16 7000
17 7000
18 7000
19 7000
20 7000
• Líneas por las cuales se envían las mezclas a producción: es una serie de tuberías que se
conectan por medio de mangueras desde los tanques de almacenamiento hasta las líneas
de producción.

41
6.1.2.- Proceso de Elaboración de Mermeladas y Coberturas
En esta área se elaboran todos los agregados de los helados: toppings, siropes, coberturas
y mermeladas.
Preparación de Mermeladas y Siropes
De acuerdo a la orden de fabricación, del almacén de Suministros de Producción trasladan
los materiales requeridos a la sala de mermeladas y coberturas. El operador del área verifica las
condiciones sanitarias, enjuaga y sanitiza la marmita volcable, el tanque de mezcla y las
herramientas a utilizar.
Los ingredientes se añaden al tanque de mezcla según indica la orden de elaboración
mientras las aspas del agitador están encendidas. Se abre la válvula de vapor y se continúa
agitando hasta que la mezcla esté homogénea y alcance 80° C. Cuando la mezcla está a 80° C, se
cierra la llave de vapor y se espera 30 min. para pasteurizar.
Cabe destacar, que los estabilizantes agregados en el mezclado son previamente diluidos
en la marmita volcable con una cierta cantidad de agua. Esta operación se efectúa a temperaturas
entre los 50ºC y 60ºC durante 15 minutos, permitiendo de esta manera que la mezcla final
obtenga una mejor homogeneización de todos sus ingredientes.
Finalmente, el producto pasa por una tubería impulsada por una bomba al intercambiador
de calor y de éste al tanque de almacenamiento rodante, el cual es almacenado en la cava de
mermeladas hasta que se requiera en el área de producción. Es importante destacar, que el
agitador se detiene cuando la mezcla alcanza un nivel aproximado de 400 L. en el tanque de
preparación.
En la Figura N°8 se presenta el diagrama de flujo del proceso de elaboración de
mermeladas y siropes.

42
Ubicación: Piso 1Área: Sala de Elaboración de Mermeladas y Coberturas
Página: 1 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: Proceso de Elaboración de la Mermelada de Chocolate
Diagrama de Flujo de Proceso
Tomar muestra para análisis físico-químicos en el Lab. de Aseguramiento de la Calidad.
1
Verter MP en tanque de mezcla según indica la orden de preparación.
30
Mezclado y cocción hasta alcanzar una temp.de 80° C.
60
Almacenamiento de la mermelada en el tanque hasta que se requiera en producción.
Encender agitador del tanque de preparación y abrir válvula de vapor
0,5
Traslado de la mermelada por la tubería al tanque de almacenamiento
*139
Agregar los litros de agua en el tanque de preparación.
3
La mermelada pasa por el intercambiador de calor.
*1
Verificar condiciones sanitarias y enjuagar tanque de preparación.
45
Pasteurización30
Trasladar MP con montacargas hasta Sala de Elab. de Mermeladas
1078
Cerrar válvula de vapor.0,3
Almacén de Suministros de Producción.
DESCRIPCIÓN DEL
PROCESO
SÍMBO-LOS
UNID.TIEMPO
EN MIN
DIST.EN
MTS
DESCRIPCIÓN DEL
PROCESO
SÍMBO-LOS
UNID.TIEMPO
EN MIN
DIST.EN
MTS
1
1
1
1
2
3
5
6
2
2
4
7
2
Figura N°8: Diagrama de Flujo del Proceso de Elaboración de Mermeladas y Siropes.
Fuente: Levantamiento propio.
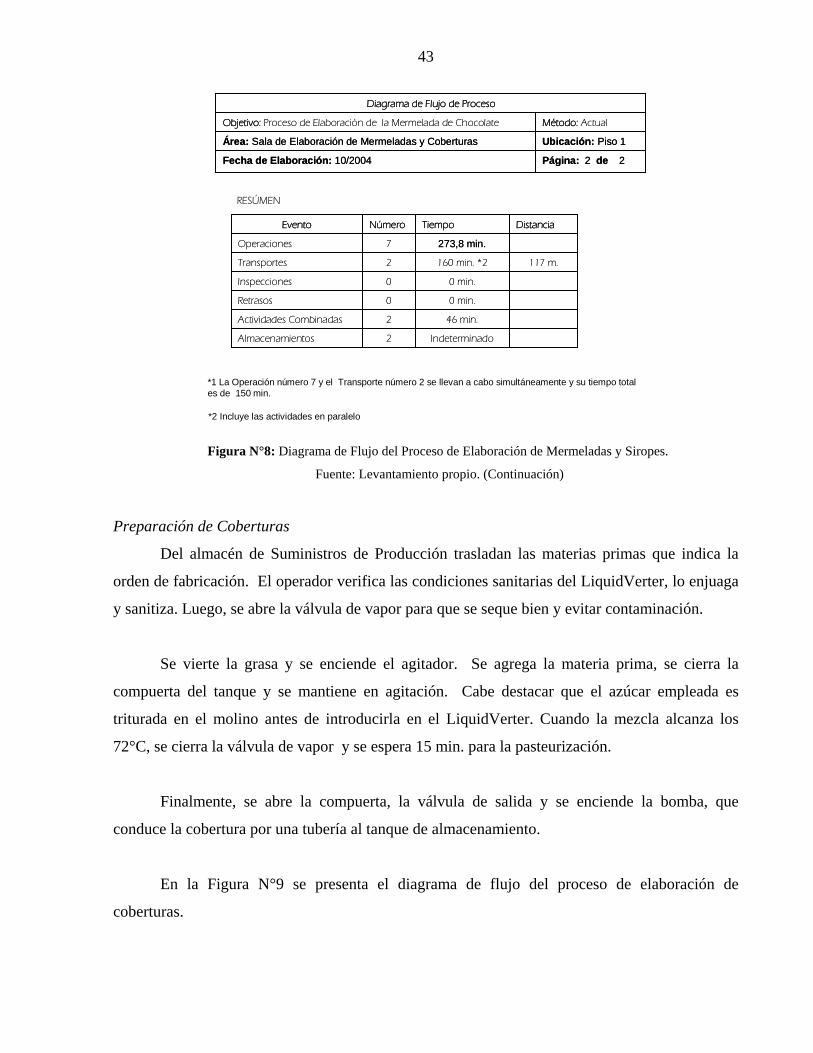
43
Figura N°8: Diagrama de Flujo del Proceso de Elaboración de Mermeladas y Siropes.
Fuente: Levantamiento propio. (Continuación)
Preparación de Coberturas
Del almacén de Suministros de Producción trasladan las materias primas que indica la
orden de fabricación. El operador verifica las condiciones sanitarias del LiquidVerter, lo enjuaga
y sanitiza. Luego, se abre la válvula de vapor para que se seque bien y evitar contaminación.
Se vierte la grasa y se enciende el agitador. Se agrega la materia prima, se cierra la
compuerta del tanque y se mantiene en agitación. Cabe destacar que el azúcar empleada es
triturada en el molino antes de introducirla en el LiquidVerter. Cuando la mezcla alcanza los
72°C, se cierra la válvula de vapor y se espera 15 min. para la pasteurización.
Finalmente, se abre la compuerta, la válvula de salida y se enciende la bomba, que
conduce la cobertura por una tubería al tanque de almacenamiento.
En la Figura N°9 se presenta el diagrama de flujo del proceso de elaboración de
coberturas.
117 m.160 min. *22Transportes
0 min.0Inspecciones
0 min.0Retrasos
46 min.2Actividades Combinadas
Indeterminado2Almacenamientos
273,8 min.7Operaciones
DistanciaTiempoNúmeroEvento
117 m.160 min. *22Transportes
0 min.0Inspecciones
0 min.0Retrasos
46 min.2Actividades Combinadas
Indeterminado2Almacenamientos
273,8 min.7Operaciones
DistanciaTiempoNúmeroEvento
RESÚMEN
Ubicación: Piso 1Área: Sala de Elaboración de Mermeladas y Coberturas
Página: 2 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: Proceso de Elaboración de la Mermelada de Chocolate
Diagrama de Flujo de Proceso
Ubicación: Piso 1Área: Sala de Elaboración de Mermeladas y Coberturas
Página: 2 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: Proceso de Elaboración de la Mermelada de Chocolate
Diagrama de Flujo de Proceso
*1 La Operación número 7 y el Transporte número 2 se llevan a cabo simultáneamente y su tiempo total es de 150 min.
*2 Incluye las actividades en paralelo
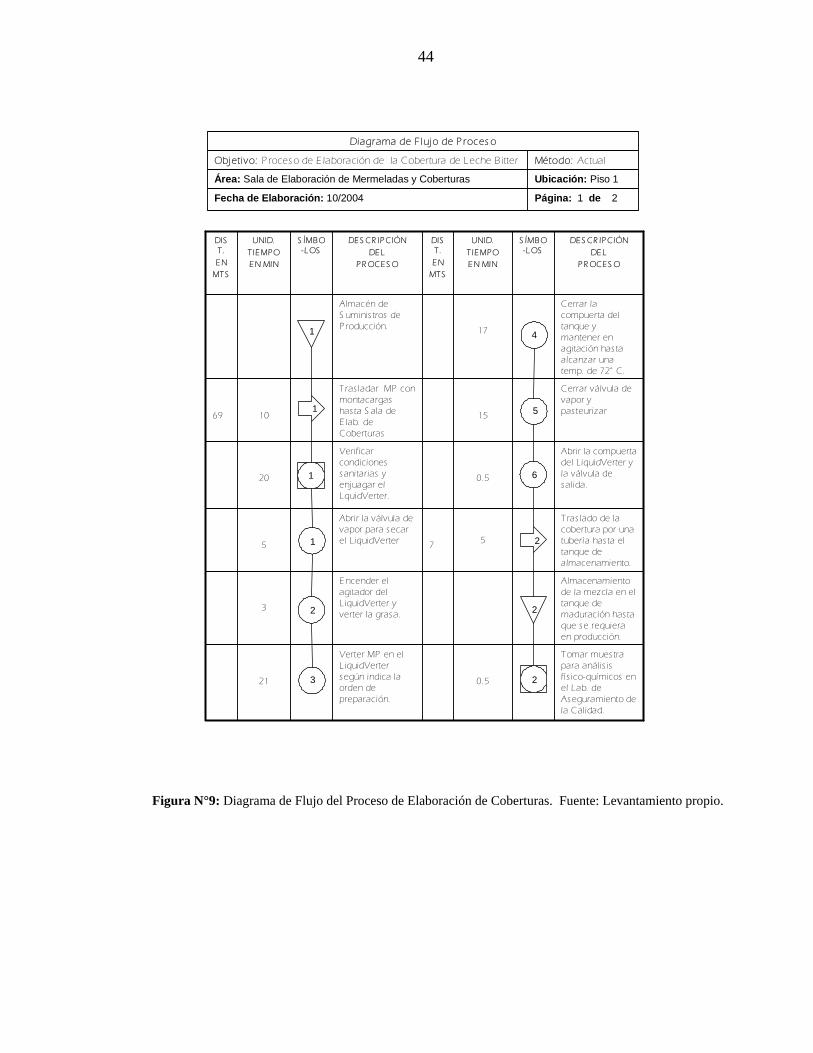
44
Ubicación: Piso 1Área: Sala de Elaboración de Mermeladas y Coberturas
Página: 1 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: P roces o de E laboración de la Cobertura de Leche B itter
Diagrama de F lujo de P roces o
T omar mues tra para anális is fí s ico-químicos en el Lab. de Aseguramiento de la Calidad.
0.5
Verter MP en el L iquidVertersegún indica la orden de preparación.
21
Almacenamiento de la mezcla en el tanque de maduración has ta que se requiera en producción.
E ncender el agitador del L iquidVerter y verter la grasa.
3
T ras lado de la cobertura por una tubería has ta el tanque de almacenamiento.
57
Abrir la válvula de vapor para secar el LiquidVerter5
Abrir la compuerta del LiquidVerter y la válvula de salida.
0.5
Verificar condiciones sanitarias y enjuagar el LquidVerter.
20
Cerrar válvula de vapor y pas teurizar15
T ras ladar MP con montacargas has ta S ala de E lab. de Coberturas
1069
Cerrar la compuerta del tanque y mantener en agitación has ta alcanzar una temp. de 72° C .
17
Almacén de S uminis tros de P roducción.
DE S CR IP CIÓN
DE LP R OCE S O
S ÍMB O-L OS
UNID.
T IEMP OE N MIN
DIST .
E NMT S
DE S CR IP CIÓN
DE LP R OCE S O
S ÍMB O-L OS
UNID.
T IEMP OE N MIN
DIST .
E NMT S
1
1
1
1
2
3
4
5
2
6
2
2
Figura N°9: Diagrama de Flujo del Proceso de Elaboración de Coberturas. Fuente: Levantamiento propio.
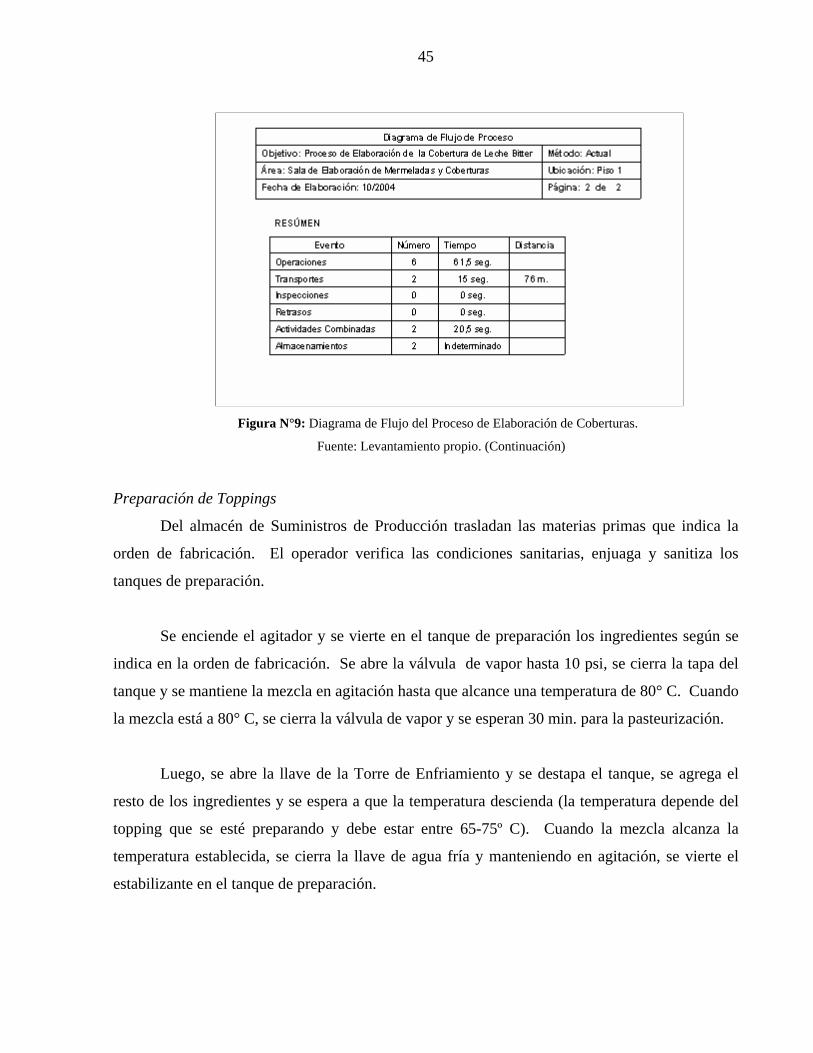
45
Figura N°9: Diagrama de Flujo del Proceso de Elaboración de Coberturas.
Fuente: Levantamiento propio. (Continuación)
Preparación de Toppings
Del almacén de Suministros de Producción trasladan las materias primas que indica la
orden de fabricación. El operador verifica las condiciones sanitarias, enjuaga y sanitiza los
tanques de preparación.
Se enciende el agitador y se vierte en el tanque de preparación los ingredientes según se
indica en la orden de fabricación. Se abre la válvula de vapor hasta 10 psi, se cierra la tapa del
tanque y se mantiene la mezcla en agitación hasta que alcance una temperatura de 80° C. Cuando
la mezcla está a 80° C, se cierra la válvula de vapor y se esperan 30 min. para la pasteurización.
Luego, se abre la llave de la Torre de Enfriamiento y se destapa el tanque, se agrega el
resto de los ingredientes y se espera a que la temperatura descienda (la temperatura depende del
topping que se esté preparando y debe estar entre 65-75º C). Cuando la mezcla alcanza la
temperatura establecida, se cierra la llave de agua fría y manteniendo en agitación, se vierte el
estabilizante en el tanque de preparación.

46
Finalmente, el topping se extrae con una bomba y es envasado manteniendo la
temperatura establecida. Si la mezcla no lleva pulpa, debe pasar previamente por el
homogenizador. Este proceso se puede observar en la figura a continuación:
Ubicación: Piso 1Área: Sala de Elaboración de Mermeladas y Coberturas
Página: 1 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: Proceso de Elaboración del Topping de Fresa (1200 Kg)
Diagrama de Flujo de Proceso
Almacenamiento del topping hasta que se requiera en producción.
Cerrar válvula de vapor y pasteurizar.
30
Trasladar el topping al almacén de producción842
Abrir válvula de vapor y cerrar compuerta del tanque mante-niendo en agita-ión hasta una temp. de 80°C
60
Envasar el Toppingen garrafas
90
Verter los ingredientes según orden de fabricación y encender agitador
45
Tomar muestra para análisis físico-químicos en el Lab. de Aseguramiento de la Calidad.
60
Verificar condiciones sanitarias y enjuagar tanque de preparación.
20
Cerrar llave de agua fría y manteniendo en agitación verter el estabilizante
2
Trasladar MP con montacargas hasta Sala de Elab. de Toppings
1078
Abrir llave de Torre de Enfriamiento y compuerta hasta una alcanzar una temp. 65-75°C
40
Almacén de Suministros de Producción.
DESCRIPCIÓN DEL
PROCESO
SÍMBO-LOS
UNID.TIEMPO
EN MIN
DIST.EN
MTS
DESCRIPCIÓN DEL
PROCESO
SÍMBO-LOS
UNID.TIEMPO
EN MIN
DIST.EN
MTS
1
1
1
1
2
3
5
2
2
6
4
2
Figura N°10: Diagrama de Flujo del Proceso de Elaboración de Toppings. Fuente: Levantamiento propio.

47
Figura N°10: Diagrama de Flujo del Proceso de Elaboración de Toppings.
Fuente: Levantamiento propio. (Continuación)
6.1.2.1.- Equipos de la Sala de Elaboración de Mermeladas y Coberturas
• Marmitas Fijas: son tanques empleados en la preparación de mezclas y pasteurización.
Se cuenta con tres marmitas fijas de 400 L. las cuales poseen un agitador.
• Marmita invertida: es empleada en la preparación de los estabilizantes. Tiene una
capacidad de 200 Kg. y cuenta con un agitador de 1,5 HP y 480V.
• Tanques de Preparación: son los tanques donde se elaboran las mezclas. En la planta se
cuenta con dos tanques de 1500 L cada uno, los cuales poseen un agitador helicoidal
motorizado cuya velocidad es regulada por un VLT.
• Bomba: es utilizada para enviar el producto de las marmitas a los tanques de
almacenamiento. En esta área se cuenta con siete bombas.
• Cortina de Enfriamiento: es un intercambiador de calor que se utiliza para descender la
temperatura de las mermeladas y los siropes al momento de almacenarlas. En la planta se
cuenta con dos cortinas de enfriamiento.
• Molino de Azúcar: es utilizado para pulverizar el azúcar empleado en la fabricación de
coberturas de chocolate.
• LiquidVerter: es un tanque de preparación que presenta una doble camisa por la cual se
hace circular vapor a 20 psi. Posee un desaireador el cual es accionado por una válvula de
control cuando la presión excede al valor establecido.
• Homogenizador: trabaja a 500 l/h.
• Termocupla: se utiliza para medir la temperatura de la mezcla.
120 m18 min.2Transportes
0 min.0Inspecciones
0 min.0Retrasos
80 min.2Actividades Combinadas
Indeterminado2Almacenamientos
267 min.6Operaciones
DistanciaTiempoNúmeroEvento
120 m18 min.2Transportes
0 min.0Inspecciones
0 min.0Retrasos
80 min.2Actividades Combinadas
Indeterminado2Almacenamientos
267 min.6Operaciones
DistanciaTiempoNúmeroEvento
RESÚMEN
Ubicación: Piso 1Área: Sala de Elaboración de Mermeladas y Coberturas
Página: 2 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: Proceso de Elaboración del Topping de Fresa (1200 Kg)
Diagrama de Flujo de Proceso
Ubicación: Piso 1Área: Sala de Elaboración de Mermeladas y Coberturas
Página: 2 de 2Fecha de Elaboración: 10/2004
Método: ActualObjetivo: Proceso de Elaboración del Topping de Fresa (1200 Kg)
Diagrama de Flujo de Proceso
48
• Tanques de almacenamiento de mermeladas: se tienen tres tanques para almacenar las
mermeladas, cada uno con 4000 L. Éstos poseen una doble camisa y se encuentran
conectados al banco de hielo con el fin de mantener la temperatura establecida para
almacenar las mermeladas.
• Tanques de almacenamiento de coberturas: existen cuatro tanques para almacenar las
coberturas, tres de los cuales son de 2000 L. y uno de 1000 L. Poseen una doble camisa y
se encuentran conectados a la torre de enfriamiento con el fin de mantener la temperatura
establecida para almacenar las coberturas.
• Tanques rodantes de almacenamiento: Son empleados para el almacenamiento de siropes,
mermeladas y pulpas pasteurizadas. Se cuenta con siete tanques de 400 L y cinco tanques
de 200 L. En estos tanques se trasladan todos los agregados al área de producción.
6.1.3.- Proceso de Fabricación de Helados / Producción
En la Sala de Producción es donde se lleva a cabo la última etapa del proceso de
fabricación de helados. Las mezclas pasa por las líneas hacia los congeladores continuos, en los
cuales se incorpora aire por batido. Con la entrada de aire se produce un aumento sustancial en el
volumen Ya la mezcla convertida en helado, pasa a las máquinas llenadoras para su moldeo,
envasado y posterior almacenado y transporte.
6.1.3.1- Equipos de la Sala de Fabricación de Helados / Producción
• Congeladores Continuos: a esta máquina llegan las mezclas que requieren incorporación
de aire (over-run), a través de un sistema de tuberías. La mezcla es congelada gracias al
amoniaco que circula en una doble camisa. Además, consta de unas cuchillas de acero
inoxidable que evitan que la crema congelada se adhiere a las paredes del congelador.
• Congeladores Rotativos de Helados de Palito: consiste en un cilindro rotativo en cuya
parte superior se encuentra un disco con moldes. En su interior contiene una solución de
salmuera fría (-38°C aproximadamente) que choca fuertemente contra los moldes para
congelar la mezcla. Posee una serie de dispensadores automáticos de jugos, cremas y
coberturas dependiendo del producto a elaborar. Luego, se le incorpora el palito a cada
helado para pasar posteriormente por una zona de salmuera caliente (26°C) que permite
semiderretir el helado, para facilitar su extracción del molde sin alterar su forma.
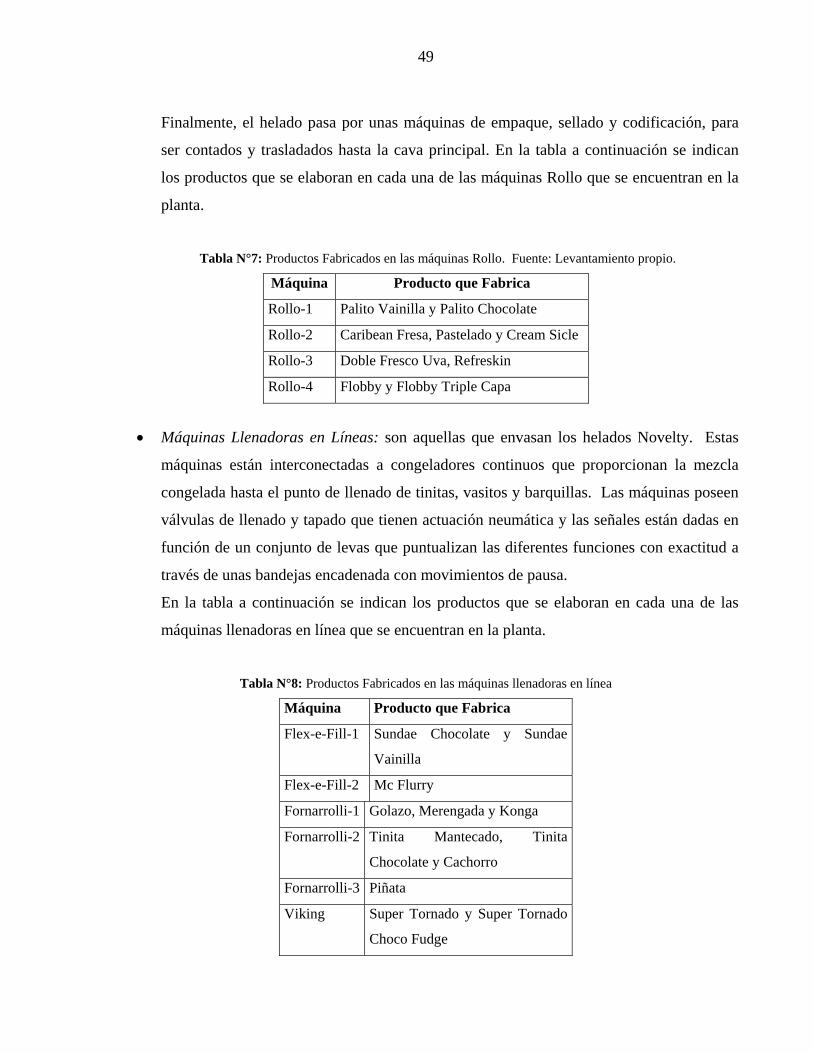
49
Finalmente, el helado pasa por unas máquinas de empaque, sellado y codificación, para
ser contados y trasladados hasta la cava principal. En la tabla a continuación se indican
los productos que se elaboran en cada una de las máquinas Rollo que se encuentran en la
planta.
Tabla N°7: Productos Fabricados en las máquinas Rollo. Fuente: Levantamiento propio.
Máquina Producto que Fabrica
Rollo-1 Palito Vainilla y Palito Chocolate
Rollo-2 Caribean Fresa, Pastelado y Cream Sicle
Rollo-3 Doble Fresco Uva, Refreskin
Rollo-4 Flobby y Flobby Triple Capa
• Máquinas Llenadoras en Líneas: son aquellas que envasan los helados Novelty. Estas
máquinas están interconectadas a congeladores continuos que proporcionan la mezcla
congelada hasta el punto de llenado de tinitas, vasitos y barquillas. Las máquinas poseen
válvulas de llenado y tapado que tienen actuación neumática y las señales están dadas en
función de un conjunto de levas que puntualizan las diferentes funciones con exactitud a
través de unas bandejas encadenada con movimientos de pausa.
En la tabla a continuación se indican los productos que se elaboran en cada una de las
máquinas llenadoras en línea que se encuentran en la planta.
Tabla N°8: Productos Fabricados en las máquinas llenadoras en línea
Máquina Producto que Fabrica
Flex-e-Fill-1 Sundae Chocolate y Sundae
Vainilla
Flex-e-Fill-2 Mc Flurry
Fornarrolli-1 Golazo, Merengada y Konga
Fornarrolli-2 Tinita Mantecado, Tinita
Chocolate y Cachorro
Fornarrolli-3 Piñata
Viking Super Tornado y Super Tornado
Choco Fudge
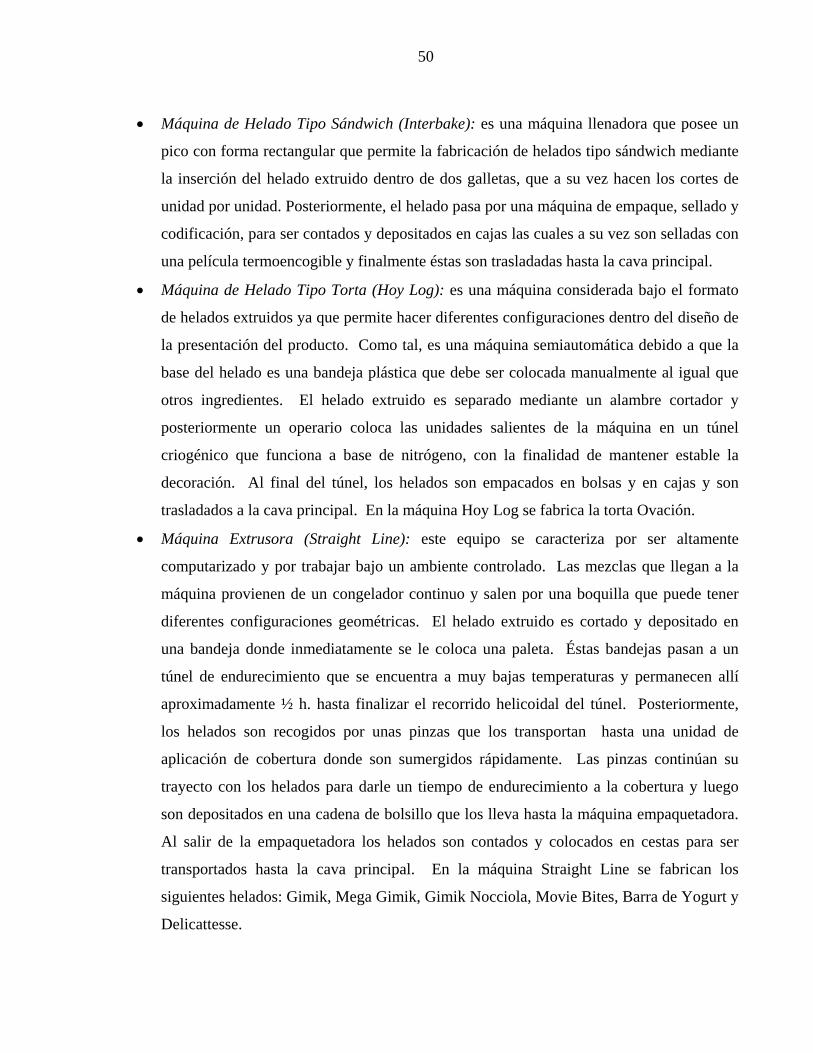
50
• Máquina de Helado Tipo Sándwich (Interbake): es una máquina llenadora que posee un
pico con forma rectangular que permite la fabricación de helados tipo sándwich mediante
la inserción del helado extruido dentro de dos galletas, que a su vez hacen los cortes de
unidad por unidad. Posteriormente, el helado pasa por una máquina de empaque, sellado y
codificación, para ser contados y depositados en cajas las cuales a su vez son selladas con
una película termoencogible y finalmente éstas son trasladadas hasta la cava principal.
• Máquina de Helado Tipo Torta (Hoy Log): es una máquina considerada bajo el formato
de helados extruidos ya que permite hacer diferentes configuraciones dentro del diseño de
la presentación del producto. Como tal, es una máquina semiautomática debido a que la
base del helado es una bandeja plástica que debe ser colocada manualmente al igual que
otros ingredientes. El helado extruido es separado mediante un alambre cortador y
posteriormente un operario coloca las unidades salientes de la máquina en un túnel
criogénico que funciona a base de nitrógeno, con la finalidad de mantener estable la
decoración. Al final del túnel, los helados son empacados en bolsas y en cajas y son
trasladados a la cava principal. En la máquina Hoy Log se fabrica la torta Ovación.
• Máquina Extrusora (Straight Line): este equipo se caracteriza por ser altamente
computarizado y por trabajar bajo un ambiente controlado. Las mezclas que llegan a la
máquina provienen de un congelador continuo y salen por una boquilla que puede tener
diferentes configuraciones geométricas. El helado extruido es cortado y depositado en
una bandeja donde inmediatamente se le coloca una paleta. Éstas bandejas pasan a un
túnel de endurecimiento que se encuentra a muy bajas temperaturas y permanecen allí
aproximadamente ½ h. hasta finalizar el recorrido helicoidal del túnel. Posteriormente,
los helados son recogidos por unas pinzas que los transportan hasta una unidad de
aplicación de cobertura donde son sumergidos rápidamente. Las pinzas continúan su
trayecto con los helados para darle un tiempo de endurecimiento a la cobertura y luego
son depositados en una cadena de bolsillo que los lleva hasta la máquina empaquetadora.
Al salir de la empaquetadora los helados son contados y colocados en cestas para ser
transportados hasta la cava principal. En la máquina Straight Line se fabrican los
siguientes helados: Gimik, Mega Gimik, Gimik Nocciola, Movie Bites, Barra de Yogurt y
Delicattesse.

51
• Máquina Satchet: es una máquina llenadora de sobres de jugos los cuales son
posteriormente congelados. En las máquinas Satchet se fabrican los helados Duby Duby
de Fresa, Duby Duby de Naranja y Duby Duby de Limón.
• Llenadotas Manuales: Se utiliza para helados familiares e institucionales. En línea de
producción un operario se encarga de llenar los envases, con cremas que viene desde los
congeladores continuos a través de una tubería. Luego son tapados manualmente,
contados y llevados al túnel de congelación para su posterior almacenamiento en la cava
principal.
• Túnel de Congelación: los helados llegan al túnel de congelación mediante una correa
giratoria. El túnel tiene una temperatura de –35°C y su finalidad es acelerar la
congelación de los helados.
La figura a continuación muestra un esquema general de la Sala de Producción con los
respectivos productos que se elaboran en cada máquina.
Figura N°11: Esquema de la Sala de Producción. Fuente: Levantamiento propio.
Rollo-4 Rollo-3
Rollo-2
Rollo-1
Interbake
Hoylog
Fornarolli-1
Fornarolli-2
Fornarolli-3
Llenado de Tortas
Satchet Satchet Satchet
Flex-e-Fill1
Flex-e-Fill2
Straight Line
Viking
Llenado de Familiares
Llenado de Familiares
ESQUEMA DE LA SALA DE PRODUCCIÓN
GimikMega GimikGimik Nocciola
Super Tornado:Mantecado y Chocolate
Sundae:Chocolate y Mantecado
Piñata
Movie BitesBarra YogurtDelicattesse
Tinitas: MantecadoY ChocolateCachorro
GolazoMerengadaKonga
Mc Flurry
FlobbyFlobby Triple Capa
Doble Fresco UvaRefreskin
Sandwich
Caribean FresaPasteladoCream Sicle
Palito:Vainilla yChocolate
Duby: fresa, limón y Naranja
Ovación
Tortas: Duquesa y Napolitana
52
6.1.4.- Proceso de Paletización
En la Sala de Paletización es donde se organizan por pallets todas las cestas de los helados
elaborados en la Sala de Producción.
Los caveros reciben las cestas de los distintos productos y los van colocando en pallets
diferentes hasta completar 54 cestas por pallets, excepto las copas de 5 L. que se ordenan de 180
unidades por pallets tipo reja. Posteriormente, se fleja los pallets asegurándose de que queden
fuertemente amarrados.
A los pallets, se les coloca una tarjeta de identificación y se trasladan hasta el pasillo de la
cava principal En esta área, el supervisor verifica que coincida la tarjeta de identificación con el
producto y autoriza su almacenamiento en la cava principal.
6.1.5.- Departamento de Aseguramiento de la Calidad y Desarrollo
En el Departamento de Aseguramiento de la Calidad y Desarrollo, como su nombre lo
indica, se encargan de velar por la calidad de los productos en cada una de las etapas del proceso
de producción de helados. El departamento se divide en tres áreas: laboratorio, inspección y
desarrollo.
1.- Laboratorio
El laboratorio de aseguramiento de la Calidad cuenta con seis secciones dedicadas cada
una a actividades de control diferentes.
1.1.- Físico-Químico: Su función principal es determinar si el producto en proceso es apto
para ser utilizado en producción, es decir, evaluar si el producto cumple con las especificaciones
establecidas por la empresa. Entre los análisis que se llevan a cabo en esta área se tienen: acidez
cítrica, acidez láctica, determinación de grasas, determinación de sólidos totales, determinación
de densidad aparente, determinación de sólidos solubles, determinación de viscosidad,
determinación del pH, determinación de acidez libre en grasas y aceites, determinación de
peróxidos en grasas y aceites.
53
1.2.- Materias Primas: En esta sección se encargan de revisar todos los ingredientes
empleados en la elaboración de los helados. La evaluación de la materia prima se realiza
mediante los análisis físico-químicos de la misma.
1.3.- Material de Empaque: En esta sección se encargan de llevar un análisis detallado de
los materiales de empaque, con el fin de garantizar una buena presentación del producto
terminado, que se adapte a las máquinas del área de producción y que permita que el producto
llegue a las manos del consumidor final en excelentes condiciones. Para ello, los materiales de
empaque son evaluados mediante los análisis funcionales y dimensionales.
1.4.- Aguas Blancas: En esta sección se realizan los análisis físico-químicos y
microbiológicos a las aguas de limpieza, las aguas de elaboración, las aguas de las calderas y las
aguas de las torres y los condensadores.
1.5.- Aguas Residuales: En esta sección se encargan de tratar el agua antes de que ésta sea
enviada a los afluentes (Guaire), mediante los análisis físico-químicos y microbiológicos.
1.6.- Microbiología: Su función principal es evaluar microbiológicamente la materia
prima, producto en proceso y producto terminado, con el fin de garantizarle al consumidor final
que no existen microorganismos patógenos que puedan dar lugar a intoxicaciones.
2.- Inspección
En el área de inspección se encargan de velar por el cumplimiento de todas las normas
establecidas por la empresa. Los inspectores toman las muestras de los productos en proceso y
productos terminados, verifican el overrun de los congeladores, verifican el sellado de los
empaques cuando las máquinas están operando, etc.
3.- Desarrollo
En el área de desarrollo se encargan de elaborar las formulaciones para nuevos productos.
Además, evalúan las nuevas materias primas, los nuevos empaques y los nuevos proveedores.

54
6.2 RESULTADOS OBTENIDOS
6.2.1 PLANIFICACIÓN DE LA PRODUCCIÓN La planificación de la producción en PRODUCTOS EFE tiene como base las cifras
estimadas de las ventas, las cuales a su vez son producto de la proyección de datos históricos,
expectativas y estrategias del negocio y los nuevos lanzamientos contemplados para un ejercicio.
Estas proyecciones son cargadas en el sistema SAP R/3 por cada SKU y sucursal Esta
información junto a las políticas de inventario predeterminadas por sucursal (stock de seguridad)
y a las capacidades de transporte de las empresas contratadas (los lotes mínimos y valor de
redondeo), surgen los requerimientos de despacho. Es decir, a cada sucursal se le despacha, de un
cierto producto, una cantidad mínima (lote mínimo) y de allí en adelante múltiplos del valor de
redondeo. La suma de las necesidades de todas las sucursales forma el requerimiento nacional de
despacho, el cual se actualiza diariamente con una herramienta DRP contenida en el sistema SAP
R/3.
En planta, tomando como base el requerimiento nacional de despacho y tras la ejecución
de la herramienta de planificación MRP, surge el requerimiento o propuesta de producción por
cada SKU. El sistema arroja dos tipos de propuestas: para las necesidades primarias donde están
los SKUs a producir por cada puesto de trabajo, bien sea por lote mínimo y valor de redondeo o
por turno (lote fijo). Para las necesidades secundarias donde están los productos en proceso
(mezclas, agregados líquidos), materia prima y material de empaque, las cantidades también están
limitadas por los lotes mínimos y valores de redondeo en los primeros y por lotes mínimos de
compra y valor de redondeo en los segundos.
La propuesta de producción que arroja el MRP no toma en cuenta ciertas limitantes físicas
que existen en la planta; existe para ello la figura de un planificador para elaborar el plan de
producción compras.
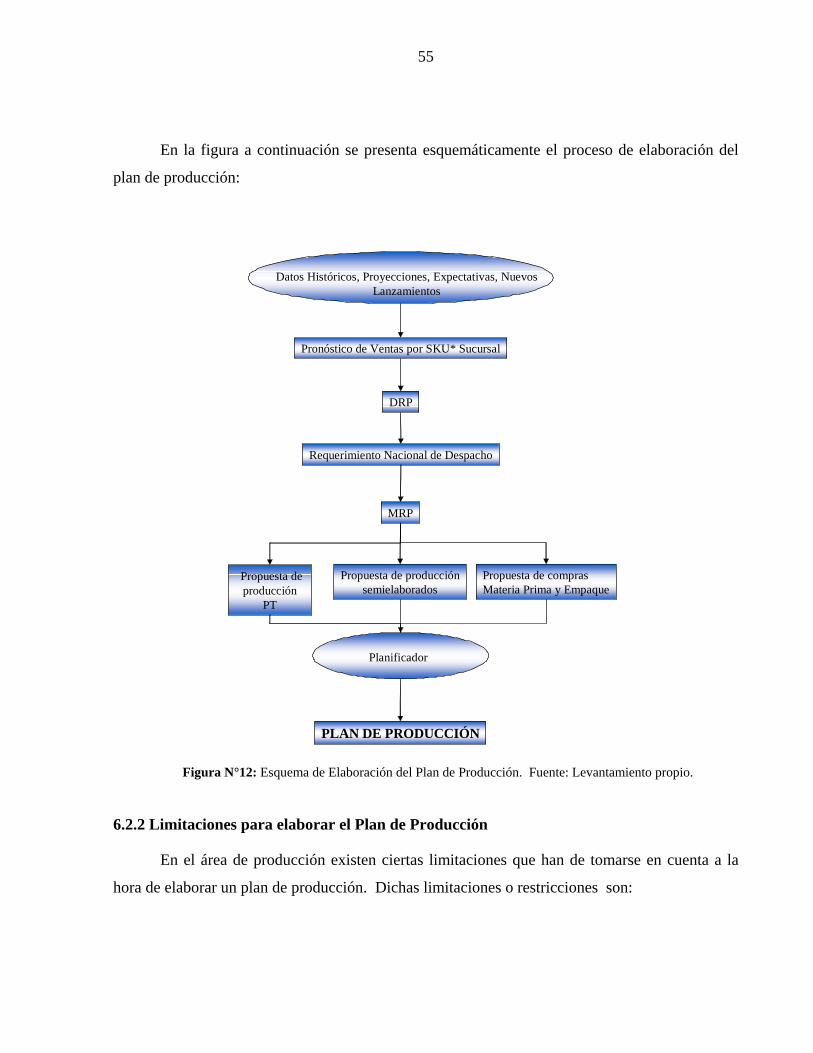
55
En la figura a continuación se presenta esquemáticamente el proceso de elaboración del
plan de producción:
Figura N°12: Esquema de Elaboración del Plan de Producción. Fuente: Levantamiento propio.
6.2.2 Limitaciones para elaborar el Plan de Producción
En el área de producción existen ciertas limitaciones que han de tomarse en cuenta a la
hora de elaborar un plan de producción. Dichas limitaciones o restricciones son:
Datos Históricos, Proyecciones, Expectativas, Nuevos Lanzamientos
Pronóstico de Ventas por SKU* Sucursal
DRP
Requerimiento Nacional de Despacho
MRP
Propuesta de producción
PT
Propuesta de producciónsemielaborados
Propuesta de compras Materia Prima y Empaque
Planificador
PLAN DE PRODUCCIÓN
56
1.- Selladora Termoencogible. La planta cuenta con una selladora termoencogible para elaborar
los SixPack, por lo tanto, no se puede planificar simultáneamente más de un producto que lo
requiera.
2.- Congelador de mermeladas. En el área de producción se tiene únicamente un congelador
destinado a mantener frías las mermeladas, por ello, sólo es posible planificar una línea que lo
requiera a la vez.
3.- Bombas. En el Área de Producción se encuentran dos bombas destinadas para el llenado de
los helados, por lo tanto no se pueden programar más de dos líneas de productos que las requiera.
4.- Codificadores. Los codificadores marcan en el producto la fecha, el precio, el lote y el turno
en que fue elaborado. La empresa cuenta con cuatro de estos equipos.
5.- Congeladores Ala Sur. En el Ala sur del Área de Producción se encuentran cinco
congeladores continuos para la fabricación de helados.
6.- Transportador de cajas. El transportador de cajas no tiene la capacidad para trasladar dos
líneas de llenado simultáneamente.
7.- Máquina Flex-e-Fill.. La planta posee dos máquinas Flex-e-Fill, sin embargo, éstas no
pueden utilizarse simultáneamente debido a que el espacio destinado para su utilización no es
suficiente.
8.- Túneles de congelación. La planta cuenta con dos túneles de congelación, que en conjunto
tienen una capacidad para tres productos que se estén fabricando y lo requieran.
9.- Helados Especiales. En el área de Helados Especiales sólo es posible fabricar un producto a la
vez.
10.- Straight Line. En la máquina Straight Line sólo es posible fabricar un producto a la vez.
6.2.3 Plan de Producción Utilizando la Capacidad Plena
En las tablas a continuación se presenta la planificación de la producción, para cada
puesto de trabajo, elaborada para el mes de noviembre.
Se puede observar la distribución de los SKU a fabricar cada semana, por lote o por turno
según corresponda. Para aquellos SKU que se fabrican por lote, se halló la cantidad a elaborar
por día.
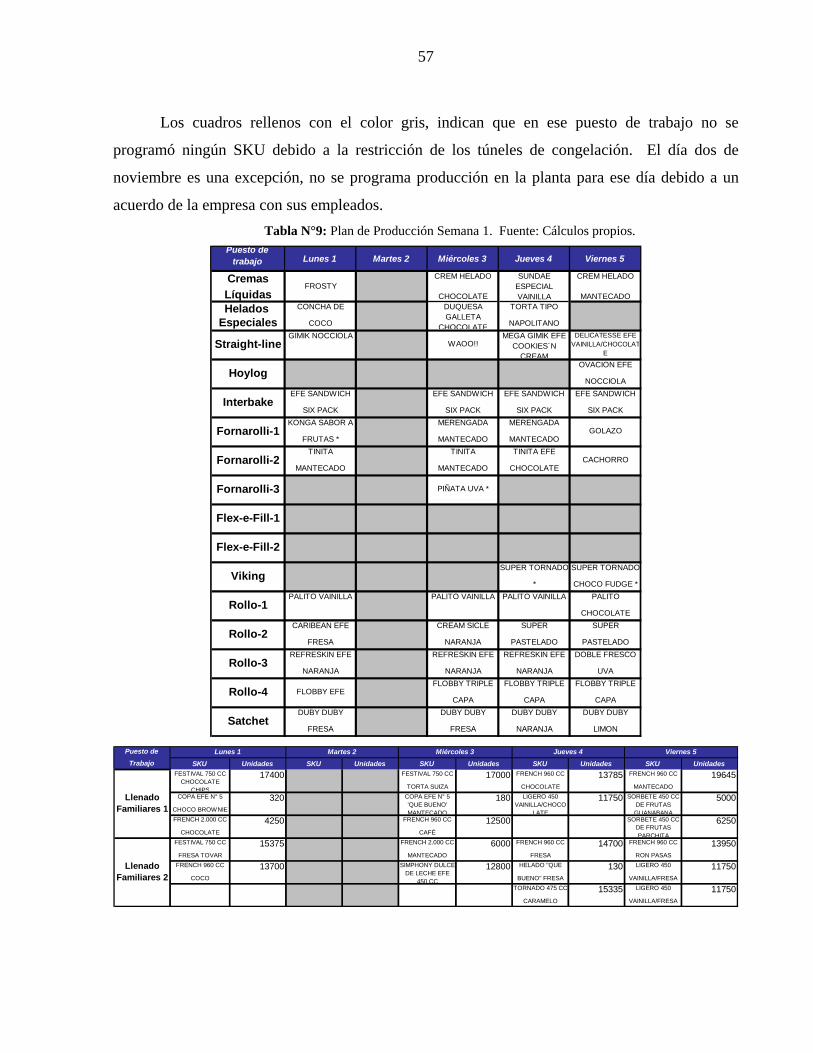
57
Los cuadros rellenos con el color gris, indican que en ese puesto de trabajo no se
programó ningún SKU debido a la restricción de los túneles de congelación. El día dos de
noviembre es una excepción, no se programa producción en la planta para ese día debido a un
acuerdo de la empresa con sus empleados. Tabla N°9: Plan de Producción Semana 1. Fuente: Cálculos propios.
Puesto de trabajo Lunes 1 Martes 2 Miércoles 3 Jueves 4 Viernes 5
Cremas Líquidas
FROSTYCREM HELADO
CHOCOLATE
SUNDAE ESPECIAL VAINILLA
CREM HELADO
MANTECADO
Helados Especiales
CONCHA DE
COCO
DUQUESA GALLETA
CHOCOLATE
TORTA TIPO
NAPOLITANO
Straight-lineGIMIK NOCCIOLA
WAOO!!MEGA GIMIK EFE
COOKIES´N CREAM
DELICATESSE EFE VAINILLA/CHOCOLAT
E
HoylogOVACION EFE
NOCCIOLA
InterbakeEFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
GOLAZO
Fornarolli-2TINITA
MANTECADO
TINITA
MANTECADO
TINITA EFE
CHOCOLATECACHORRO
Fornarolli-1KONGA SABOR A
FRUTAS *
MERENGADA
MANTECADO
MERENGADA
MANTECADO
Fornarolli-3 PIÑATA UVA *
Flex-e-Fill-1
Flex-e-Fill-2
VikingSUPER TORNADO
*
SUPER TORNADO
CHOCO FUDGE *
Rollo-1PALITO VAINILLA PALITO VAINILLA PALITO VAINILLA PALITO
CHOCOLATESUPER
PASTELADO
Rollo-3REFRESKIN EFE
NARANJA
REFRESKIN EFE
NARANJA
REFRESKIN EFE
NARANJA
DOBLE FRESCO
UVA
Rollo-2CARIBEAN EFE
FRESA
CREAM SICLE
NARANJA
SUPER
PASTELADO
FLOBBY TRIPLE
CAPA
SatchetDUBY DUBY
FRESA
DUBY DUBY
FRESA
DUBY DUBY
NARANJA
DUBY DUBY
LIMON
Rollo-4 FLOBBY EFEFLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
SKU Unidades SKU Unidades SKU Unidades SKU Unidades SKU Unidades17400 17000 13785 19645
320 180 11750 5000
4250 12500 6250
15375 6000 14700 13950
13700 12800 130 11750
15335 11750
Viernes 5Puesto de Trabajo
Lunes 1 Martes 2 Miércoles 3 Jueves 4
Llenado Familiares 1
Llenado Familiares 2
FESTIVAL 750 CC CHOCOLATE
CHIPSCOPA EFE N° 5
CHOCO BROWNIEFRENCH 2.000 CC
CHOCOLATEFESTIVAL 750 CC
FRESA TOVARFRENCH 960 CC
COCO
FRENCH 960 CC
CAFÉ
FESTIVAL 750 CC
TORTA SUIZACOPA EFE N° 5 'QUE BUENO' MANTECADO
FRENCH 2.000 CC
MANTECADOSIMPHONY DULCE
DE LECHE EFE 450 CC
FRENCH 960 CC
CHOCOLATELIGERO 450
VAINILLA/CHOCOLATE
FRENCH 960 CC
FRESA HELADO "QUE
BUENO" FRESA
FRENCH 960 CC
MANTECADOSORBETE 450 CC
DE FRUTAS GUANABANA
SORBETE 450 CC DE FRUTAS PARCHITA
FRENCH 960 CC
RON PASASLIGERO 450
VAINILLA/FRESALIGERO 450
VAINILLA/FRESA
TORNADO 475 CC
CARAMELO

58
Tabla N°10: Plan de Producción Semana 2. Fuente: Cálculos propios. Puesto de
trabajo Lunes 8 Martes 9 Miércoles 10 Jueves 11 Viernes 12
Cremas Líquidas
YOG HELADOSUNDAE
ESPECIAL CHOCOLATE
CREM HELADO
MANTECADOFROSTY FROSTY
Helados Especiales
DUQUESA GALLETA
CHOCOLATE
TORTA TIPO
NAPOLITANO
TORTA TIPO
NAPOLITANO
CONCHA DE
COCO
Straight-line GIMIK WAOO!!BARRA DE YOGURT
VAINILLA YFMOVIE BITES
MEGA GIMIK EFE COOKIES´N
CREAM
EFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
HoylogOVACION EFE
NOCCIOLA
InterbakeEFE SANDWICH
SIX PACK
GOLAZO GOLAZO
EFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
GOLAZOMERENGADA
MANTECADO
Fornarolli-2 CACHORRO CACHORROTINITA
MANTECADO
TINITA EFE
CHOCOLATE
TINITA EFE
CHOCOLATE
Fornarolli-1 GOLAZO
Fornarolli-3 PIÑATA UVA *
Flex-e-Fill-1SUNDAE
CHOCOLATE *
Flex-e-Fill-2 MC FLURRY *
VikingSUPER TORNADO
*
SUPER TORNADO
*
Rollo-1PALITO
CHOCOLATE
PALITO VAINILLA PALITO VAINILLA PALITO VAINILLA PALITO VAINILLA
Rollo-2CARIBEAN EFE
FRESA
CREAM SICLE
NARANJA
SUPER
PASTELADO
Rollo-3DOBLE FRESCO
UVA
REFRESKIN EFE
NARANJA
REFRESKIN EFE
NARANJAFLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
SUPER
PASTELADO
SUPER
PASTELADOREFRESKIN EFE
NARANJA
REFRESKIN EFE
NARANJAFLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
SatchetDUBY DUBY
LIMON
DUBY DUBY
FRESA
DUBY DUBY
FRESA
DUBY DUBY
FRESA
DUBY DUBY
NARANJA
Rollo-4 FLOBBY EFE
SKU Unidades SKU Unidades SKU Unidades SKU Unidades SKU Unidades16265 13850 17400 15375 13785
13950 7800 11750 6335 1400
100 100 110 670
14000 16615 17000 19645 14700
15335 15550 2600 1700 13950
100 100 130
Puesto de Trabajo
Lunes 8 Martes 9 Miércoles 10 Jueves 11 Viernes 12
Llenado Familiares 1
TORNADO 475 CC
CHOCOLATE
FRENCH 450 CC
CHOCOLATE
FESTIVAL 750 CC CHOCOLATE
CHIPS
COPA EFE N° 5
GUANABANA
COPA N° 5 FRESAS CON
CREMA
COPA EFE N° 6 'QUE BUENO' CHOCOLATE
FESTIVAL 750 CC
FRESA TOVAR
FRENCH 960 CC
CHOCOLATEFRENCH 960 CC
RON PASAS
SIMPHONY 450
CC COOKIES
LIGERO 450
VAINILLA/FRESA
FRENCH 2.000 CC
NAPOLITANO
COPA EFE N° 5
RON PASAS COPA EFE N° 5
COOKIES CREAM
Llenado Familiares 2
SIMPHONY 450 CC
PRALINES
FRENCH 450 CC
MANTECADO
FESTIVAL 750 CC
TORTA SUIZA
FRENCH 960 CC
MANTECADO
FRENCH 960 CC
FRESA TORNADO 475 CC
CARAMELO
FRENCH 450 CC
RON PASAS
COPA EFE N° 5
MANTECADO
COPA EFE N° 5
CHOCOLATE
FRENCH 960 CC
RON PASAS COPA EFE N° 5
LIGERO VAIN/FRES
COPA EFE N° 5
LIMON CHIFON
COPA EFE N° 5
CAFÉ
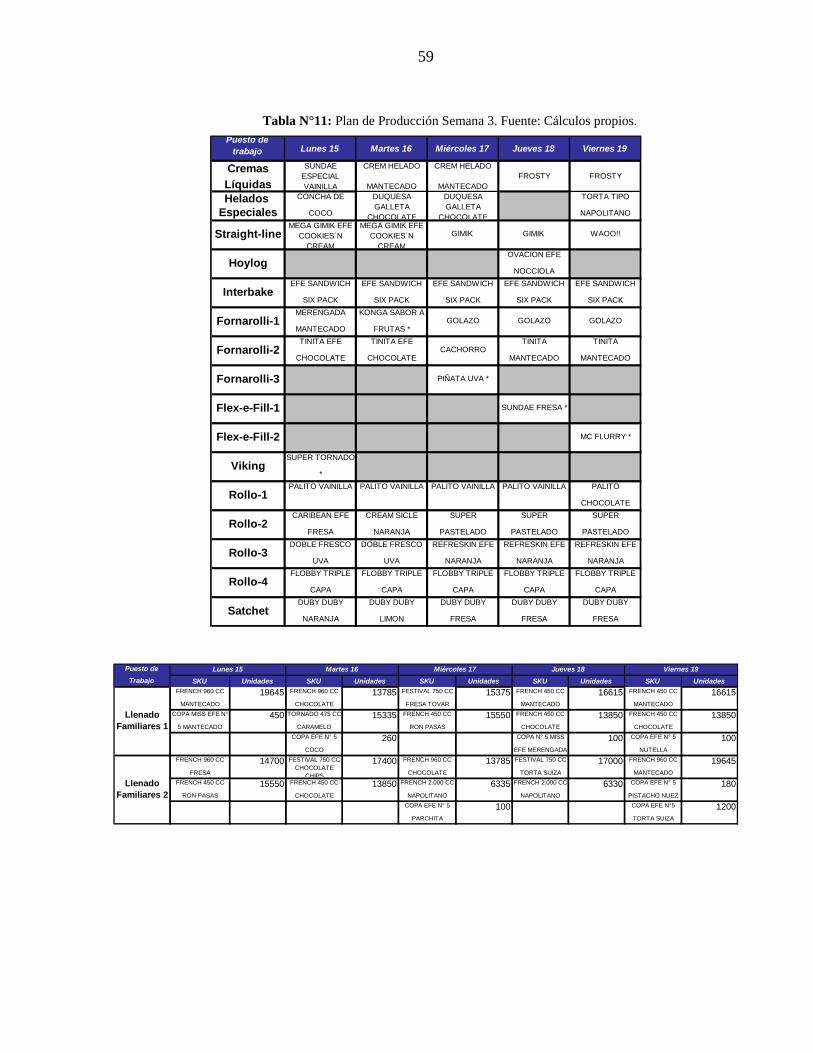
59
Tabla N°11: Plan de Producción Semana 3. Fuente: Cálculos propios. Puesto de
trabajo Lunes 15 Martes 16 Miércoles 17 Jueves 18 Viernes 19
Cremas Líquidas
SUNDAE ESPECIAL VAINILLA
CREM HELADO
MANTECADO
CREM HELADO
MANTECADOFROSTY FROSTY
Helados Especiales
CONCHA DE
COCO
DUQUESA GALLETA
CHOCOLATE
DUQUESA GALLETA
CHOCOLATE
TORTA TIPO
NAPOLITANO
HoylogOVACION EFE
NOCCIOLA
Straight-lineMEGA GIMIK EFE
COOKIES´N CREAM
MEGA GIMIK EFE COOKIES´N
CREAMGIMIK
EFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
GIMIK WAOO!!
EFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
Fornarolli-1MERENGADA
MANTECADO
KONGA SABOR A
FRUTAS *GOLAZO GOLAZO GOLAZO
InterbakeEFE SANDWICH
SIX PACK
TINITA
MANTECADO
TINITA
MANTECADO
Fornarolli-3 PIÑATA UVA *
Fornarolli-2TINITA EFE
CHOCOLATE
TINITA EFE
CHOCOLATECACHORRO
Flex-e-Fill-1 SUNDAE FRESA *
Flex-e-Fill-2 MC FLURRY *
VikingSUPER TORNADO
*
Rollo-1PALITO VAINILLA PALITO VAINILLA PALITO VAINILLA PALITO VAINILLA PALITO
CHOCOLATE
Rollo-2CARIBEAN EFE
FRESA
CREAM SICLE
NARANJA
SUPER
PASTELADO
Rollo-3DOBLE FRESCO
UVA
DOBLE FRESCO
UVA
REFRESKIN EFE
NARANJAFLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
SUPER
PASTELADO
SUPER
PASTELADOREFRESKIN EFE
NARANJA
REFRESKIN EFE
NARANJAFLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
SatchetDUBY DUBY
NARANJA
DUBY DUBY
LIMON
DUBY DUBY
FRESA
DUBY DUBY
FRESA
DUBY DUBY
FRESA
Rollo-4FLOBBY TRIPLE
CAPA
SKU Unidades SKU Unidades SKU Unidades SKU Unidades SKU Unidades19645 13785 15375 16615 16615
450 15335 15550 13850 13850
260 100 100
14700 17400 13785 17000 19645
15550 13850 6335 6330 180
100 1200
Puesto de Trabajo
Lunes 15 Martes 16 Miércoles 17 Jueves 18 Viernes 19
Llenado Familiares 1
FRENCH 960 CC
MANTECADO
FRENCH 960 CC
CHOCOLATE
FESTIVAL 750 CC
FRESA TOVAR
FRENCH 450 CC
MANTECADO
FRENCH 450 CC
MANTECADOCOPA MISS EFE N°
5 MANTECADO
TORNADO 475 CC
CARAMELO
FRENCH 450 CC
RON PASAS
FRENCH 450 CC
CHOCOLATE
FRENCH 450 CC
CHOCOLATECOPA EFE N° 5
COCO
COPA EFE N° 5
NUTELLA
Llenado Familiares 2
FRENCH 960 CC
FRESA
FESTIVAL 750 CC CHOCOLATE
CHIPS
FRENCH 960 CC
CHOCOLATEFRENCH 450 CC
RON PASAS
FRENCH 450 CC
CHOCOLATE
FRENCH 2.000 CC
NAPOLITANO
FRENCH 2.000 CC
NAPOLITANOCOPA EFE N°5
TORTA SUIZA
COPA EFE N° 5
PARCHITA
COPA N° 5 MISS
EFE MERENGADAFESTIVAL 750 CC
TORTA SUIZA
FRENCH 960 CC
MANTECADOCOPA EFE N° 5
PISTACHO NUEZ
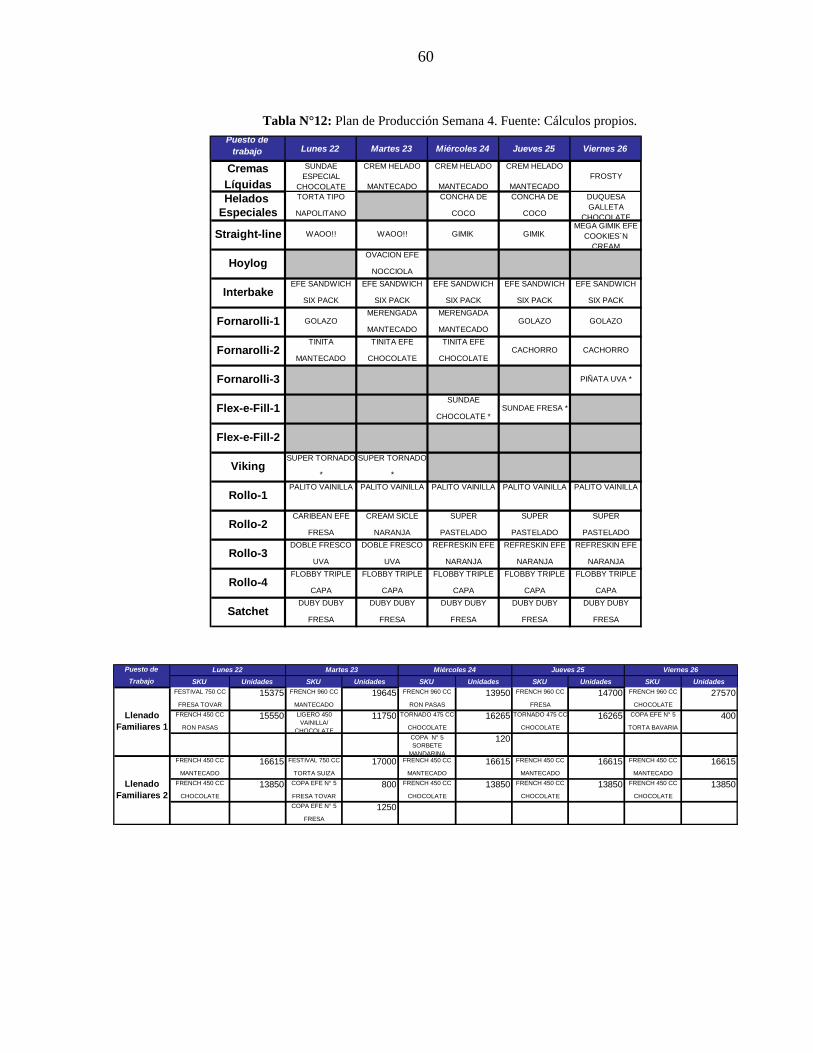
60
Tabla N°12: Plan de Producción Semana 4. Fuente: Cálculos propios. Puesto de
trabajo Lunes 22 Martes 23 Miércoles 24 Jueves 25 Viernes 26
Cremas Líquidas
SUNDAE ESPECIAL
CHOCOLATE
CREM HELADO
MANTECADO
CREM HELADO
MANTECADO
CREM HELADO
MANTECADOFROSTY
Helados Especiales
TORTA TIPO
NAPOLITANO
CONCHA DE
COCO
CONCHA DE
COCO
DUQUESA GALLETA
CHOCOLATE
HoylogOVACION EFE
NOCCIOLA
Straight-line WAOO!! WAOO!!
EFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
GIMIK MEGA GIMIK EFE
COOKIES´N CREAM
GIMIK
EFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
Fornarolli-1 GOLAZOMERENGADA
MANTECADO
MERENGADA
MANTECADOGOLAZO GOLAZO
InterbakeEFE SANDWICH
SIX PACK
CACHORRO CACHORRO
Fornarolli-3 PIÑATA UVA *
Fornarolli-2TINITA
MANTECADO
TINITA EFE
CHOCOLATE
TINITA EFE
CHOCOLATE
Flex-e-Fill-1SUNDAE
CHOCOLATE *SUNDAE FRESA *
Flex-e-Fill-2
VikingSUPER TORNADO
*
SUPER TORNADO
*
Rollo-1PALITO VAINILLA PALITO VAINILLA PALITO VAINILLA
Rollo-2CARIBEAN EFE
FRESA
CREAM SICLE
NARANJA
SUPER
PASTELADO
SUPER
PASTELADO
SUPER
PASTELADODOBLE FRESCO
UVA
REFRESKIN EFE
NARANJA
PALITO VAINILLA PALITO VAINILLA
REFRESKIN EFE
NARANJA
REFRESKIN EFE
NARANJA
Rollo-4FLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
Rollo-3DOBLE FRESCO
UVA
DUBY DUBY
FRESA
DUBY DUBY
FRESASatchet
DUBY DUBY
FRESA
DUBY DUBY
FRESA
DUBY DUBY
FRESA
SKU Unidades SKU Unidades SKU Unidades SKU Unidades SKU Unidades15375 19645 13950 14700 27570
15550 11750 16265 16265 400
120
16615 17000 16615 16615 16615
13850 800 13850 13850 13850
1250
Puesto de Trabajo
Lunes 22 Martes 23 Miércoles 24 Jueves 25 Viernes 26
Llenado Familiares 1
FESTIVAL 750 CC
FRESA TOVAR
FRENCH 960 CC
MANTECADO
FRENCH 960 CC
RON PASAS
FRENCH 960 CC
FRESA
FRENCH 960 CC
CHOCOLATEFRENCH 450 CC
RON PASAS
LIGERO 450 VAINILLA/
CHOCOLATE
TORNADO 475 CC
CHOCOLATE
TORNADO 475 CC
CHOCOLATE
COPA EFE N° 5
TORTA BAVARIACOPA N° 5 SORBETE
MANDARINAFRENCH 450 CC
MANTECADO
FRENCH 450 CC
MANTECADOFRENCH 450 CC
CHOCOLATE
COPA EFE N° 5
FRESA TOVAR
FRENCH 450 CC
CHOCOLATE
FRENCH 450 CC
CHOCOLATE
FRENCH 450 CC
CHOCOLATE
FRENCH 450 CC
MANTECADO
FESTIVAL 750 CC
TORTA SUIZA
FRENCH 450 CC
MANTECADO
COPA EFE N° 5
FRESA
Llenado Familiares 2
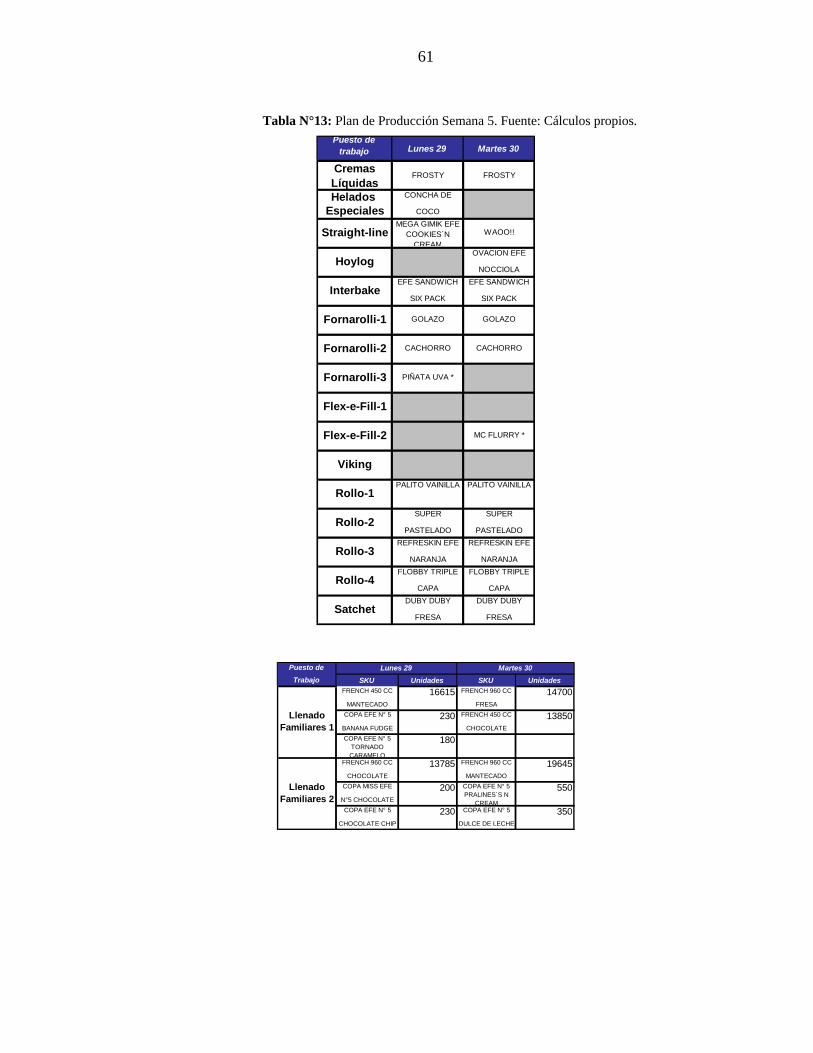
61
Tabla N°13: Plan de Producción Semana 5. Fuente: Cálculos propios. Puesto de
trabajo Lunes 29 Martes 30
Cremas Líquidas
FROSTY FROSTY
Helados Especiales
CONCHA DE
COCO
Straight-lineMEGA GIMIK EFE
COOKIES´N CREAM
WAOO!!
HoylogOVACION EFE
NOCCIOLA
InterbakeEFE SANDWICH
SIX PACK
EFE SANDWICH
SIX PACK
Fornarolli-1 GOLAZO GOLAZO
Fornarolli-2 CACHORRO CACHORRO
Fornarolli-3 PIÑATA UVA *
Flex-e-Fill-1
Flex-e-Fill-2 MC FLURRY *
Viking
Rollo-1PALITO VAINILLA PALITO VAINILLA
Rollo-2SUPER
PASTELADO
SUPER
PASTELADO
Rollo-3REFRESKIN EFE
NARANJA
REFRESKIN EFE
NARANJA
Rollo-4FLOBBY TRIPLE
CAPA
FLOBBY TRIPLE
CAPA
SatchetDUBY DUBY
FRESA
DUBY DUBY
FRESA
SKU Unidades SKU Unidades16615 14700
230 13850
180
13785 19645
200 550
230 350COPA EFE N° 5
DULCE DE LECHE
Puesto de Trabajo
Lunes 29 Martes 30
Llenado Familiares 1
FRENCH 450 CC
MANTECADO
FRENCH 960 CC
FRESACOPA EFE N° 5
BANANA FUDGE
FRENCH 450 CC
CHOCOLATECOPA EFE N° 5
TORNADO CARAMELO
Llenado Familiares 2
FRENCH 960 CC
CHOCOLATE
FRENCH 960 CC
MANTECADOCOPA MISS EFE
N°5 CHOCOLATE
COPA EFE N° 5 PRALINES´S N
CREAMCOPA EFE N° 5
CHOCOLATE CHIP
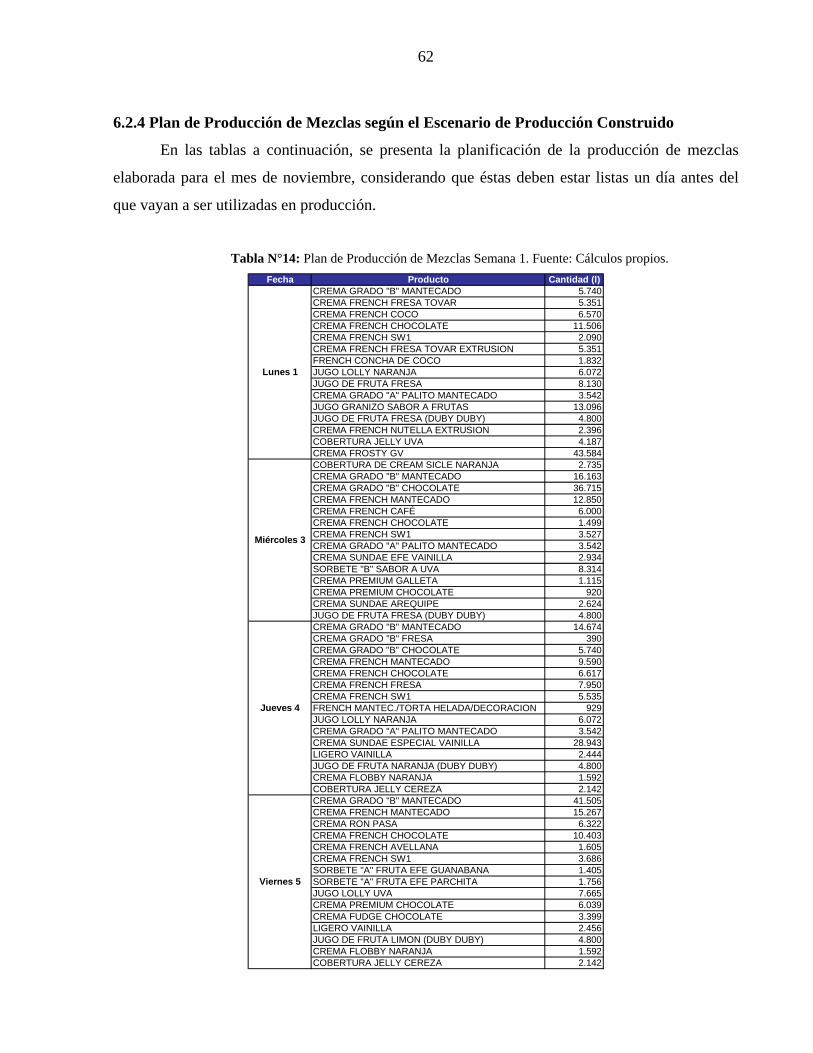
62
6.2.4 Plan de Producción de Mezclas según el Escenario de Producción Construido
En las tablas a continuación, se presenta la planificación de la producción de mezclas
elaborada para el mes de noviembre, considerando que éstas deben estar listas un día antes del
que vayan a ser utilizadas en producción.
Tabla N°14: Plan de Producción de Mezclas Semana 1. Fuente: Cálculos propios.
Fecha Producto Cantidad (l)CREMA GRADO "B" MANTECADO 5.740CREMA FRENCH FRESA TOVAR 5.351CREMA FRENCH COCO 6.570CREMA FRENCH CHOCOLATE 11.506CREMA FRENCH SW1 2.090CREMA FRENCH FRESA TOVAR EXTRUSION 5.351FRENCH CONCHA DE COCO 1.832JUGO LOLLY NARANJA 6.072JUGO DE FRUTA FRESA 8.130CREMA GRADO "A" PALITO MANTECADO 3.542JUGO GRANIZO SABOR A FRUTAS 13.096JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FRENCH NUTELLA EXTRUSION 2.396COBERTURA JELLY UVA 4.187CREMA FROSTY GV 43.584COBERTURA DE CREAM SICLE NARANJA 2.735CREMA GRADO "B" MANTECADO 16.163CREMA GRADO "B" CHOCOLATE 36.715CREMA FRENCH MANTECADO 12.850CREMA FRENCH CAFÉ 6.000CREMA FRENCH CHOCOLATE 1.499CREMA FRENCH SW1 3.527CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE EFE VAINILLA 2.934SORBETE "B" SABOR A UVA 8.314CREMA PREMIUM GALLETA 1.115CREMA PREMIUM CHOCOLATE 920CREMA SUNDAE AREQUIPE 2.624JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA GRADO "B" MANTECADO 14.674CREMA GRADO "B" FRESA 390CREMA GRADO "B" CHOCOLATE 5.740CREMA FRENCH MANTECADO 9.590CREMA FRENCH CHOCOLATE 6.617CREMA FRENCH FRESA 7.950CREMA FRENCH SW1 5.535FRENCH MANTEC./TORTA HELADA/DECORACION 929JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE ESPECIAL VAINILLA 28.943LIGERO VAINILLA 2.444JUGO DE FRUTA NARANJA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA GRADO "B" MANTECADO 41.505CREMA FRENCH MANTECADO 15.267CREMA RON PASA 6.322CREMA FRENCH CHOCOLATE 10.403CREMA FRENCH AVELLANA 1.605CREMA FRENCH SW1 3.686SORBETE "A" FRUTA EFE GUANABANA 1.405SORBETE "A" FRUTA EFE PARCHITA 1.756JUGO LOLLY UVA 7.665CREMA PREMIUM CHOCOLATE 6.039CREMA FUDGE CHOCOLATE 3.399LIGERO VAINILLA 2.456JUGO DE FRUTA LIMON (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142
Lunes 1
Miércoles 3
Jueves 4
Viernes 5
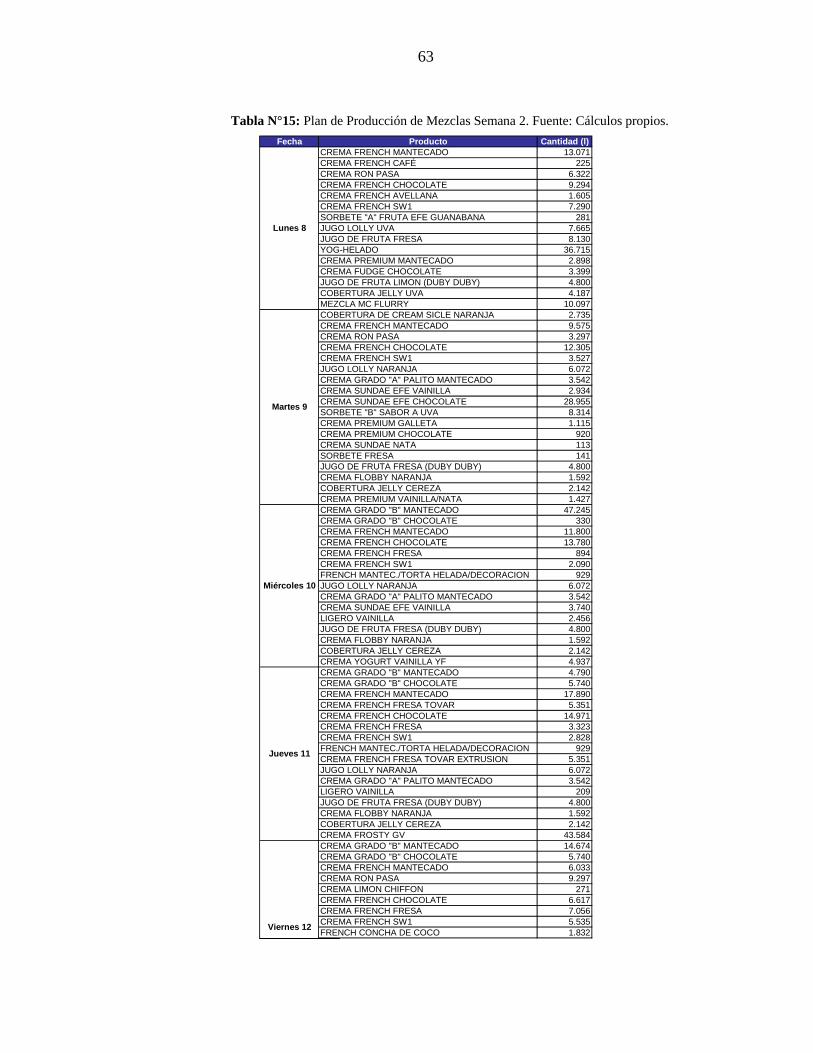
63
Tabla N°15: Plan de Producción de Mezclas Semana 2. Fuente: Cálculos propios. Fecha Producto Cantidad (l)
CREMA FRENCH MANTECADO 13.071CREMA FRENCH CAFÉ 225CREMA RON PASA 6.322CREMA FRENCH CHOCOLATE 9.294CREMA FRENCH AVELLANA 1.605CREMA FRENCH SW1 7.290SORBETE "A" FRUTA EFE GUANABANA 281JUGO LOLLY UVA 7.665JUGO DE FRUTA FRESA 8.130YOG-HELADO 36.715CREMA PREMIUM MANTECADO 2.898CREMA FUDGE CHOCOLATE 3.399JUGO DE FRUTA LIMON (DUBY DUBY) 4.800COBERTURA JELLY UVA 4.187MEZCLA MC FLURRY 10.097COBERTURA DE CREAM SICLE NARANJA 2.735CREMA FRENCH MANTECADO 9.575CREMA RON PASA 3.297CREMA FRENCH CHOCOLATE 12.305CREMA FRENCH SW1 3.527JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE EFE VAINILLA 2.934CREMA SUNDAE EFE CHOCOLATE 28.955SORBETE "B" SABOR A UVA 8.314CREMA PREMIUM GALLETA 1.115CREMA PREMIUM CHOCOLATE 920CREMA SUNDAE NATA 113SORBETE FRESA 141JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA PREMIUM VAINILLA/NATA 1.427CREMA GRADO "B" MANTECADO 47.245CREMA GRADO "B" CHOCOLATE 330CREMA FRENCH MANTECADO 11.800CREMA FRENCH CHOCOLATE 13.780CREMA FRENCH FRESA 894CREMA FRENCH SW1 2.090FRENCH MANTEC./TORTA HELADA/DECORACION 929JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE EFE VAINILLA 3.740LIGERO VAINILLA 2.456JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA YOGURT VAINILLA YF 4.937CREMA GRADO "B" MANTECADO 4.790CREMA GRADO "B" CHOCOLATE 5.740CREMA FRENCH MANTECADO 17.890CREMA FRENCH FRESA TOVAR 5.351CREMA FRENCH CHOCOLATE 14.971CREMA FRENCH FRESA 3.323CREMA FRENCH SW1 2.828FRENCH MANTEC./TORTA HELADA/DECORACION 929CREMA FRENCH FRESA TOVAR EXTRUSION 5.351JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542LIGERO VAINILLA 209JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA FROSTY GV 43.584CREMA GRADO "B" MANTECADO 14.674CREMA GRADO "B" CHOCOLATE 5.740CREMA FRENCH MANTECADO 6.033CREMA RON PASA 9.297CREMA LIMON CHIFFON 271CREMA FRENCH CHOCOLATE 6.617CREMA FRENCH FRESA 7.056CREMA FRENCH SW1 5.535FRENCH CONCHA DE COCO 1.832Viernes 12
Lunes 8
Martes 9
Miércoles 10
Jueves 11
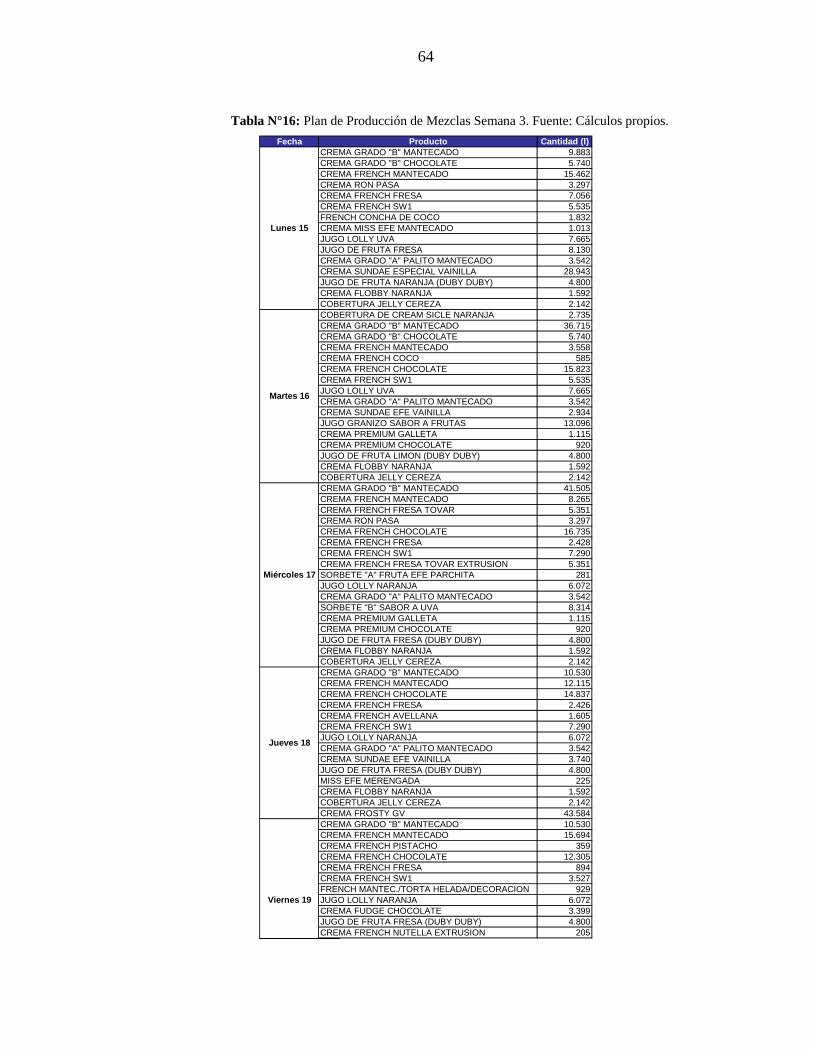
64
Tabla N°16: Plan de Producción de Mezclas Semana 3. Fuente: Cálculos propios. Fecha Producto Cantidad (l)
CREMA GRADO "B" MANTECADO 9.883CREMA GRADO "B" CHOCOLATE 5.740CREMA FRENCH MANTECADO 15.462CREMA RON PASA 3.297CREMA FRENCH FRESA 7.056CREMA FRENCH SW1 5.535FRENCH CONCHA DE COCO 1.832CREMA MISS EFE MANTECADO 1.013JUGO LOLLY UVA 7.665JUGO DE FRUTA FRESA 8.130CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE ESPECIAL VAINILLA 28.943JUGO DE FRUTA NARANJA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142COBERTURA DE CREAM SICLE NARANJA 2.735CREMA GRADO "B" MANTECADO 36.715CREMA GRADO "B" CHOCOLATE 5.740CREMA FRENCH MANTECADO 3.558CREMA FRENCH COCO 585CREMA FRENCH CHOCOLATE 15.823CREMA FRENCH SW1 5.535JUGO LOLLY UVA 7.665CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE EFE VAINILLA 2.934JUGO GRANIZO SABOR A FRUTAS 13.096CREMA PREMIUM GALLETA 1.115CREMA PREMIUM CHOCOLATE 920JUGO DE FRUTA LIMON (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA GRADO "B" MANTECADO 41.505CREMA FRENCH MANTECADO 8.265CREMA FRENCH FRESA TOVAR 5.351CREMA RON PASA 3.297CREMA FRENCH CHOCOLATE 16.735CREMA FRENCH FRESA 2.428CREMA FRENCH SW1 7.290CREMA FRENCH FRESA TOVAR EXTRUSION 5.351SORBETE "A" FRUTA EFE PARCHITA 281JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542SORBETE "B" SABOR A UVA 8.314CREMA PREMIUM GALLETA 1.115CREMA PREMIUM CHOCOLATE 920JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA GRADO "B" MANTECADO 10.530CREMA FRENCH MANTECADO 12.115CREMA FRENCH CHOCOLATE 14.837CREMA FRENCH FRESA 2.426CREMA FRENCH AVELLANA 1.605CREMA FRENCH SW1 7.290JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE EFE VAINILLA 3.740JUGO DE FRUTA FRESA (DUBY DUBY) 4.800MISS EFE MERENGADA 225CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA FROSTY GV 43.584CREMA GRADO "B" MANTECADO 10.530CREMA FRENCH MANTECADO 15.694CREMA FRENCH PISTACHO 359CREMA FRENCH CHOCOLATE 12.305CREMA FRENCH FRESA 894CREMA FRENCH SW1 3.527FRENCH MANTEC./TORTA HELADA/DECORACION 929JUGO LOLLY NARANJA 6.072CREMA FUDGE CHOCOLATE 3.399JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FRENCH NUTELLA EXTRUSION 205
Jueves 18
Viernes 19
Lunes 15
Martes 16
Miércoles 17
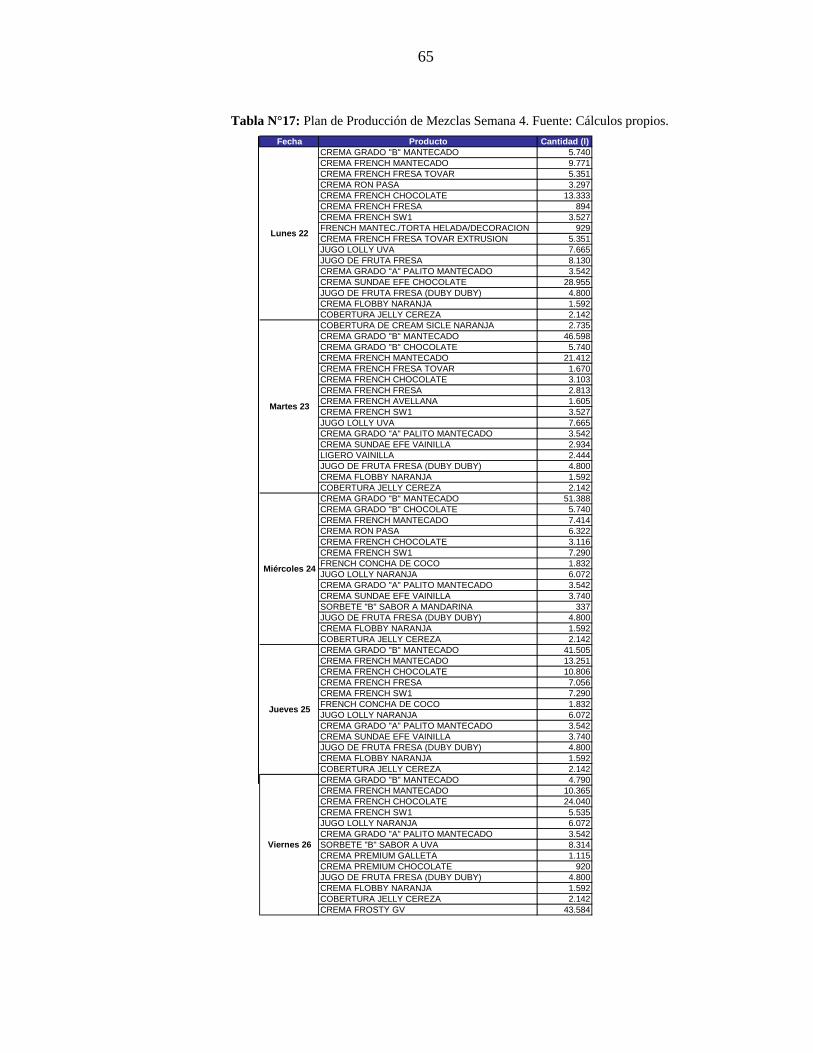
65
Tabla N°17: Plan de Producción de Mezclas Semana 4. Fuente: Cálculos propios. Fecha Producto Cantidad (l)
CREMA GRADO "B" MANTECADO 5.740CREMA FRENCH MANTECADO 9.771CREMA FRENCH FRESA TOVAR 5.351CREMA RON PASA 3.297CREMA FRENCH CHOCOLATE 13.333CREMA FRENCH FRESA 894CREMA FRENCH SW1 3.527FRENCH MANTEC./TORTA HELADA/DECORACION 929CREMA FRENCH FRESA TOVAR EXTRUSION 5.351JUGO LOLLY UVA 7.665JUGO DE FRUTA FRESA 8.130CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE EFE CHOCOLATE 28.955JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142COBERTURA DE CREAM SICLE NARANJA 2.735CREMA GRADO "B" MANTECADO 46.598CREMA GRADO "B" CHOCOLATE 5.740CREMA FRENCH MANTECADO 21.412CREMA FRENCH FRESA TOVAR 1.670CREMA FRENCH CHOCOLATE 3.103CREMA FRENCH FRESA 2.813CREMA FRENCH AVELLANA 1.605CREMA FRENCH SW1 3.527JUGO LOLLY UVA 7.665CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE EFE VAINILLA 2.934LIGERO VAINILLA 2.444JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA GRADO "B" MANTECADO 51.388CREMA GRADO "B" CHOCOLATE 5.740CREMA FRENCH MANTECADO 7.414CREMA RON PASA 6.322CREMA FRENCH CHOCOLATE 3.116CREMA FRENCH SW1 7.290FRENCH CONCHA DE COCO 1.832JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE EFE VAINILLA 3.740SORBETE "B" SABOR A MANDARINA 337JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA GRADO "B" MANTECADO 41.505CREMA FRENCH MANTECADO 13.251CREMA FRENCH CHOCOLATE 10.806CREMA FRENCH FRESA 7.056CREMA FRENCH SW1 7.290FRENCH CONCHA DE COCO 1.832JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542CREMA SUNDAE EFE VAINILLA 3.740JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA GRADO "B" MANTECADO 4.790CREMA FRENCH MANTECADO 10.365CREMA FRENCH CHOCOLATE 24.040CREMA FRENCH SW1 5.535JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542SORBETE "B" SABOR A UVA 8.314CREMA PREMIUM GALLETA 1.115CREMA PREMIUM CHOCOLATE 920JUGO DE FRUTA FRESA (DUBY DUBY) 4.800CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA FROSTY GV 43.584
Miércoles 24
Jueves 25
Viernes 26
Lunes 22
Martes 23
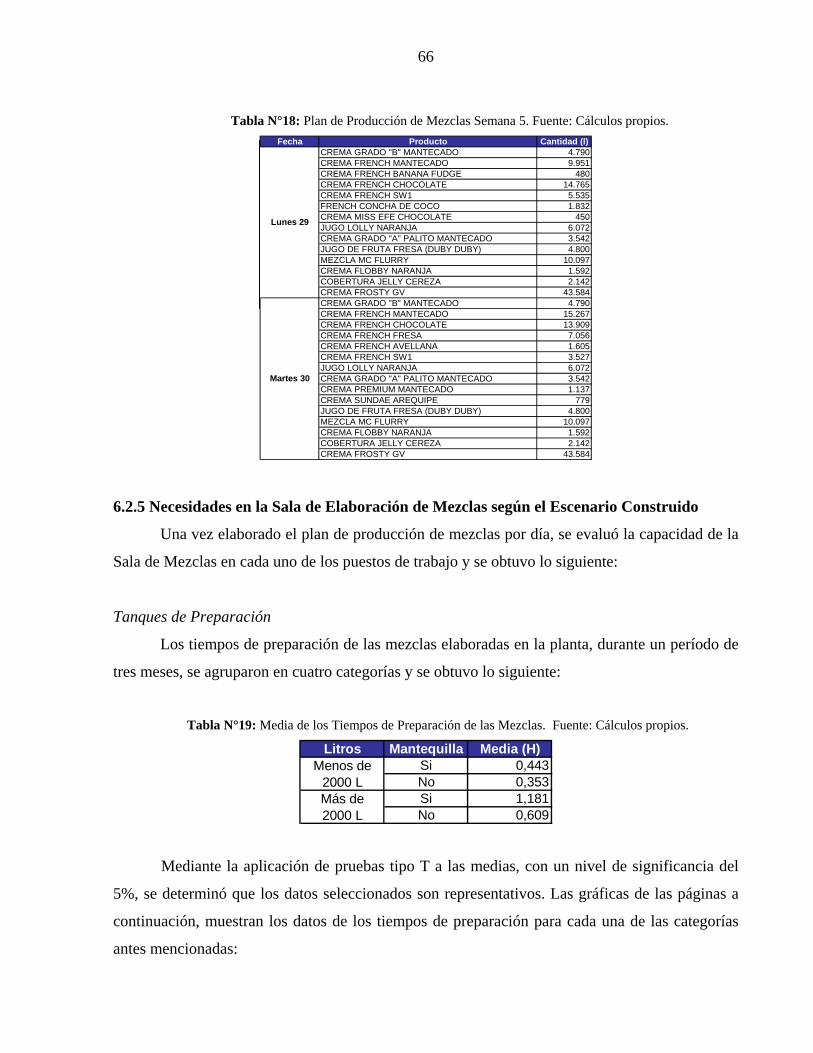
66
Tabla N°18: Plan de Producción de Mezclas Semana 5. Fuente: Cálculos propios. Fecha Producto Cantidad (l)
CREMA GRADO "B" MANTECADO 4.790CREMA FRENCH MANTECADO 9.951CREMA FRENCH BANANA FUDGE 480CREMA FRENCH CHOCOLATE 14.765CREMA FRENCH SW1 5.535FRENCH CONCHA DE COCO 1.832CREMA MISS EFE CHOCOLATE 450JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542JUGO DE FRUTA FRESA (DUBY DUBY) 4.800MEZCLA MC FLURRY 10.097CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA FROSTY GV 43.584CREMA GRADO "B" MANTECADO 4.790CREMA FRENCH MANTECADO 15.267CREMA FRENCH CHOCOLATE 13.909CREMA FRENCH FRESA 7.056CREMA FRENCH AVELLANA 1.605CREMA FRENCH SW1 3.527JUGO LOLLY NARANJA 6.072CREMA GRADO "A" PALITO MANTECADO 3.542CREMA PREMIUM MANTECADO 1.137CREMA SUNDAE AREQUIPE 779JUGO DE FRUTA FRESA (DUBY DUBY) 4.800MEZCLA MC FLURRY 10.097CREMA FLOBBY NARANJA 1.592COBERTURA JELLY CEREZA 2.142CREMA FROSTY GV 43.584
Martes 30
Lunes 29
6.2.5 Necesidades en la Sala de Elaboración de Mezclas según el Escenario Construido
Una vez elaborado el plan de producción de mezclas por día, se evaluó la capacidad de la
Sala de Mezclas en cada uno de los puestos de trabajo y se obtuvo lo siguiente:
Tanques de Preparación
Los tiempos de preparación de las mezclas elaboradas en la planta, durante un período de
tres meses, se agruparon en cuatro categorías y se obtuvo lo siguiente:
Tabla N°19: Media de los Tiempos de Preparación de las Mezclas. Fuente: Cálculos propios.
Litros Mantequilla Media (H)Si 0,443No 0,353Si 1,181No 0,609
Menos de 2000 LMás de 2000 L
Mediante la aplicación de pruebas tipo T a las medias, con un nivel de significancia del
5%, se determinó que los datos seleccionados son representativos. Las gráficas de las páginas a
continuación, muestran los datos de los tiempos de preparación para cada una de las categorías
antes mencionadas:
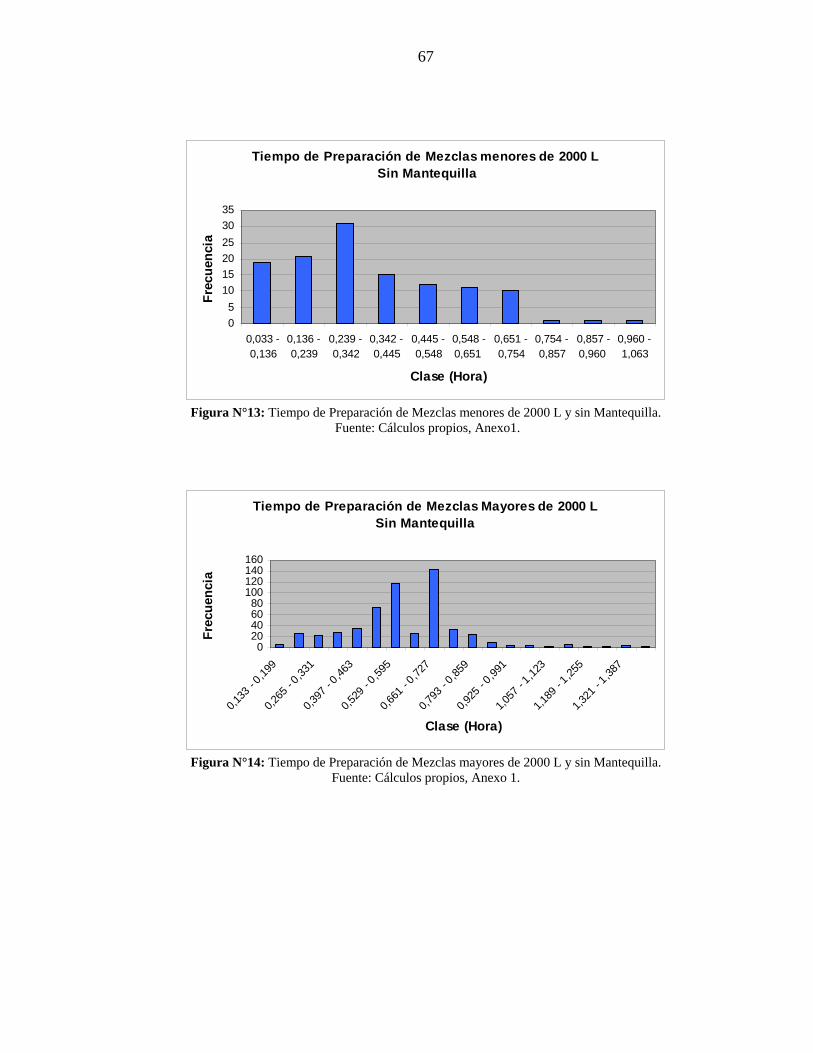
67
Tiempo de Preparación de Mezclas menores de 2000 L Sin Mantequilla
05
101520253035
0,033 -0,136
0,136 -0,239
0,239 -0,342
0,342 -0,445
0,445 -0,548
0,548 -0,651
0,651 -0,754
0,754 -0,857
0,857 -0,960
0,960 -1,063
Clase (Hora)
Frec
uenc
ia
Figura N°13: Tiempo de Preparación de Mezclas menores de 2000 L y sin Mantequilla.
Fuente: Cálculos propios, Anexo1.
Tiempo de Preparación de Mezclas Mayores de 2000 L Sin Mantequilla
020406080
100120140160
0,133
- 0,19
9
0,265
- 0,33
1
0,397
- 0,46
3
0,529
- 0,59
5
0,661
- 0,72
7
0,793
- 0,85
9
0,925
- 0,99
1
1,057
- 1,12
3
1,189
- 1,25
5
1,321
- 1,38
7
Clase (Hora)
Frec
uenc
ia
Figura N°14: Tiempo de Preparación de Mezclas mayores de 2000 L y sin Mantequilla.
Fuente: Cálculos propios, Anexo 1.
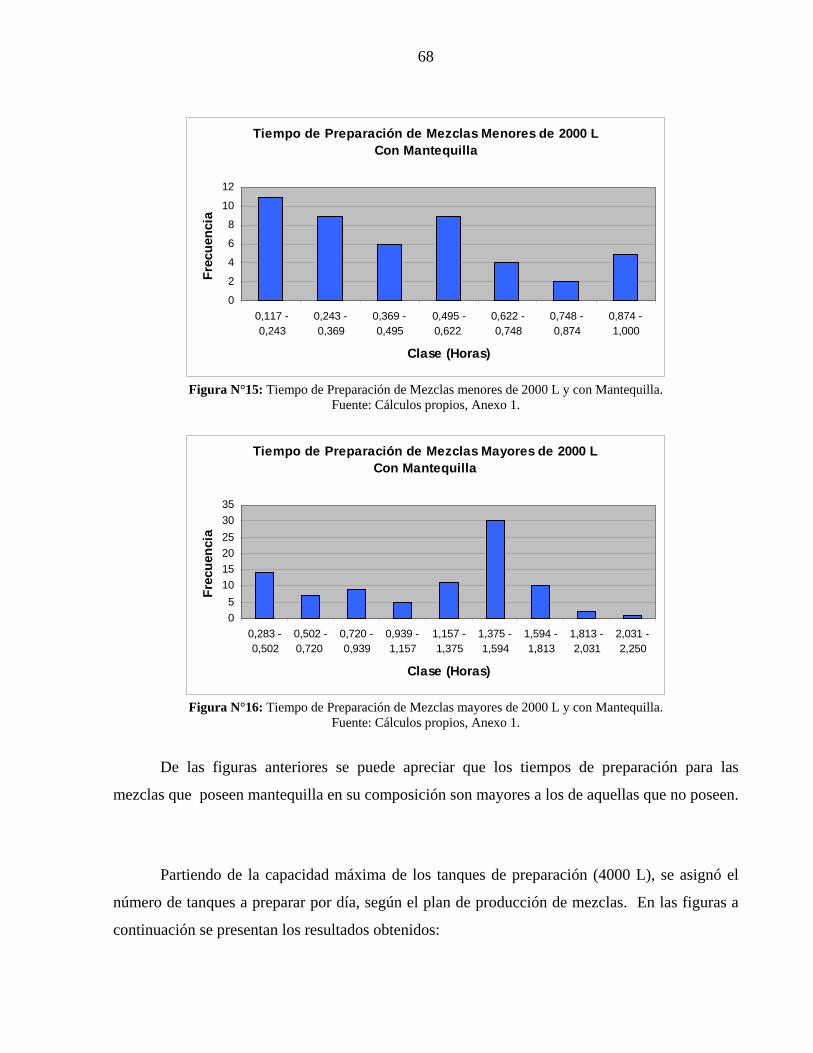
68
Tiempo de Preparación de Mezclas Menores de 2000 L Con Mantequilla
0
2
4
6
8
10
12
0,117 -0,243
0,243 -0,369
0,369 -0,495
0,495 -0,622
0,622 -0,748
0,748 -0,874
0,874 -1,000
Clase (Horas)
Frec
uenc
ia
Figura N°15: Tiempo de Preparación de Mezclas menores de 2000 L y con Mantequilla.
Fuente: Cálculos propios, Anexo 1.
Tiempo de Preparación de Mezclas Mayores de 2000 L Con Mantequilla
05
101520253035
0,283 -0,502
0,502 -0,720
0,720 -0,939
0,939 -1,157
1,157 -1,375
1,375 -1,594
1,594 -1,813
1,813 -2,031
2,031 -2,250
Clase (Horas)
Frec
uenc
ia
Figura N°16: Tiempo de Preparación de Mezclas mayores de 2000 L y con Mantequilla.
Fuente: Cálculos propios, Anexo 1.
De las figuras anteriores se puede apreciar que los tiempos de preparación para las
mezclas que poseen mantequilla en su composición son mayores a los de aquellas que no poseen.
Partiendo de la capacidad máxima de los tanques de preparación (4000 L), se asignó el
número de tanques a preparar por día, según el plan de producción de mezclas. En las figuras a
continuación se presentan los resultados obtenidos:
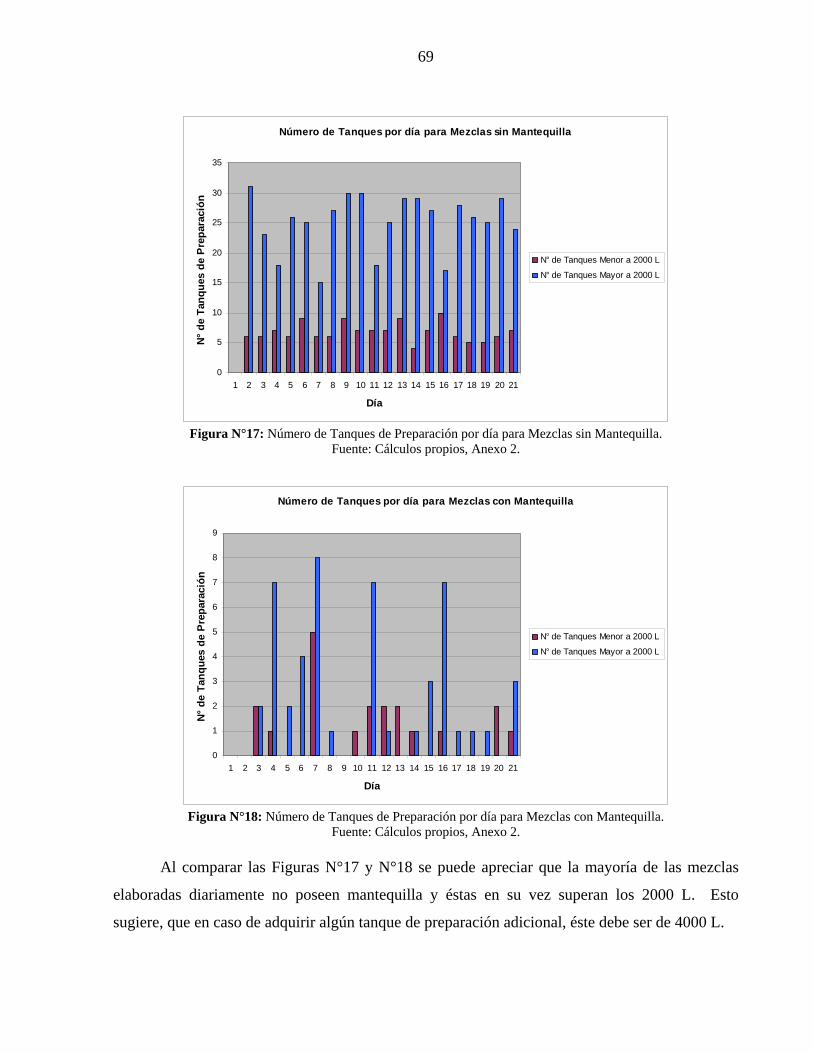
69
Número de Tanques por día para Mezclas sin Mantequilla
0
5
10
15
20
25
30
35
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Día
N° d
e Ta
nque
s de
Pre
para
ción
N° de Tanques Menor a 2000 L
N° de Tanques Mayor a 2000 L
Figura N°17: Número de Tanques de Preparación por día para Mezclas sin Mantequilla.
Fuente: Cálculos propios, Anexo 2.
Número de Tanques por día para Mezclas con Mantequilla
0
1
2
3
4
5
6
7
8
9
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21
Día
N° d
e Ta
nque
s de
Pre
para
ción
N° de Tanques Menor a 2000 L
N° de Tanques Mayor a 2000 L
Figura N°18: Número de Tanques de Preparación por día para Mezclas con Mantequilla.
Fuente: Cálculos propios, Anexo 2.
Al comparar las Figuras N°17 y N°18 se puede apreciar que la mayoría de las mezclas
elaboradas diariamente no poseen mantequilla y éstas en su vez superan los 2000 L. Esto
sugiere, que en caso de adquirir algún tanque de preparación adicional, éste debe ser de 4000 L.
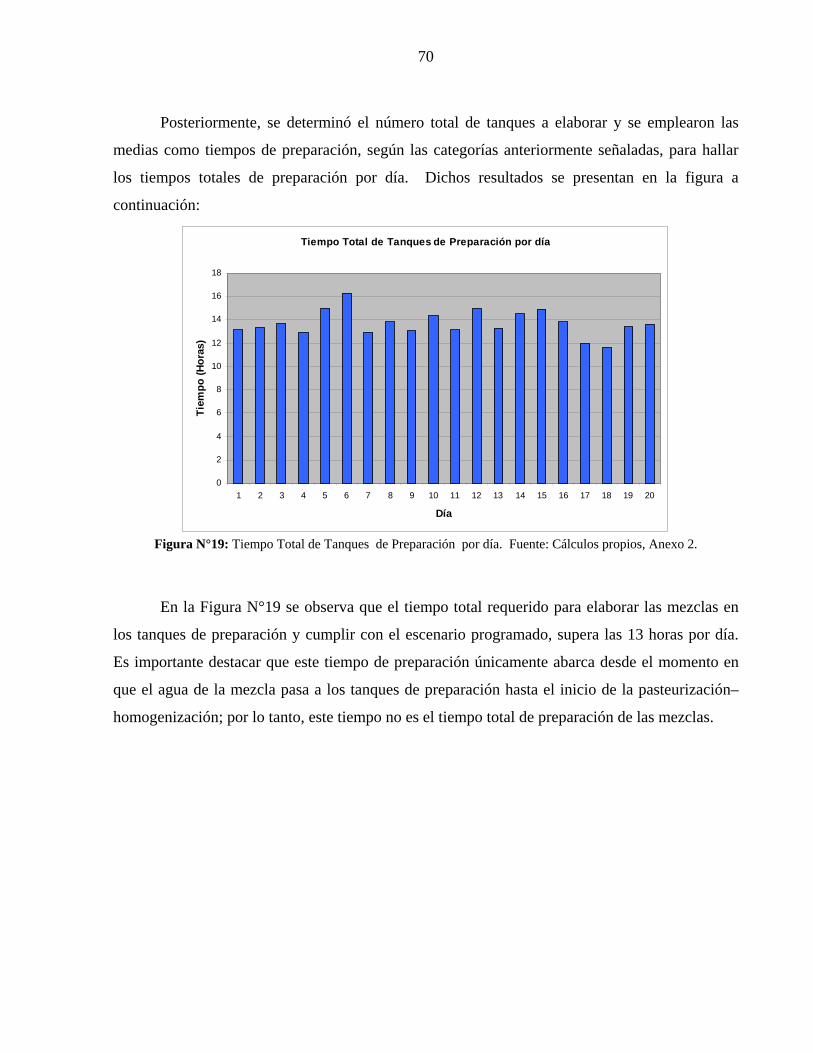
70
Posteriormente, se determinó el número total de tanques a elaborar y se emplearon las
medias como tiempos de preparación, según las categorías anteriormente señaladas, para hallar
los tiempos totales de preparación por día. Dichos resultados se presentan en la figura a
continuación:
Tiempo Total de Tanques de Preparación por día
0
2
4
6
8
10
12
14
16
18
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Día
Tiem
po (H
oras
)
Figura N°19: Tiempo Total de Tanques de Preparación por día. Fuente: Cálculos propios, Anexo 2.
En la Figura N°19 se observa que el tiempo total requerido para elaborar las mezclas en
los tanques de preparación y cumplir con el escenario programado, supera las 13 horas por día.
Es importante destacar que este tiempo de preparación únicamente abarca desde el momento en
que el agua de la mezcla pasa a los tanques de preparación hasta el inicio de la pasteurización–
homogenización; por lo tanto, este tiempo no es el tiempo total de preparación de las mezclas.
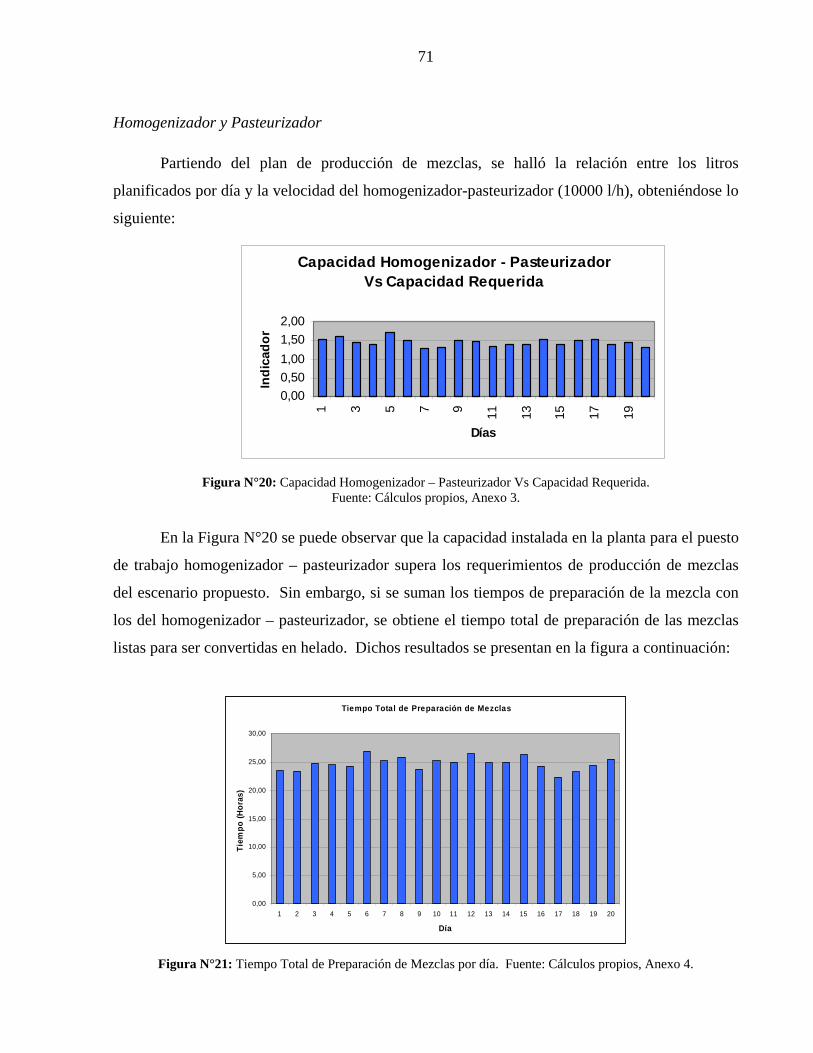
71
Homogenizador y Pasteurizador
Partiendo del plan de producción de mezclas, se halló la relación entre los litros
planificados por día y la velocidad del homogenizador-pasteurizador (10000 l/h), obteniéndose lo
siguiente:
Figura N°20: Capacidad Homogenizador – Pasteurizador Vs Capacidad Requerida.
Fuente: Cálculos propios, Anexo 3.
En la Figura N°20 se puede observar que la capacidad instalada en la planta para el puesto
de trabajo homogenizador – pasteurizador supera los requerimientos de producción de mezclas
del escenario propuesto. Sin embargo, si se suman los tiempos de preparación de la mezcla con
los del homogenizador – pasteurizador, se obtiene el tiempo total de preparación de las mezclas
listas para ser convertidas en helado. Dichos resultados se presentan en la figura a continuación:
Tiempo Total de Preparación de Mezclas
0,00
5,00
10,00
15,00
20,00
25,00
30,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Día
Tiem
po (H
oras
)
Figura N°21: Tiempo Total de Preparación de Mezclas por día. Fuente: Cálculos propios, Anexo 4.
Capacidad Homogenizador - Pasteurizador Vs Capacidad Requerida
0,000,501,001,502,00
1 3 5 7 9 11 13 15 17 19
Días
Indi
cado
r
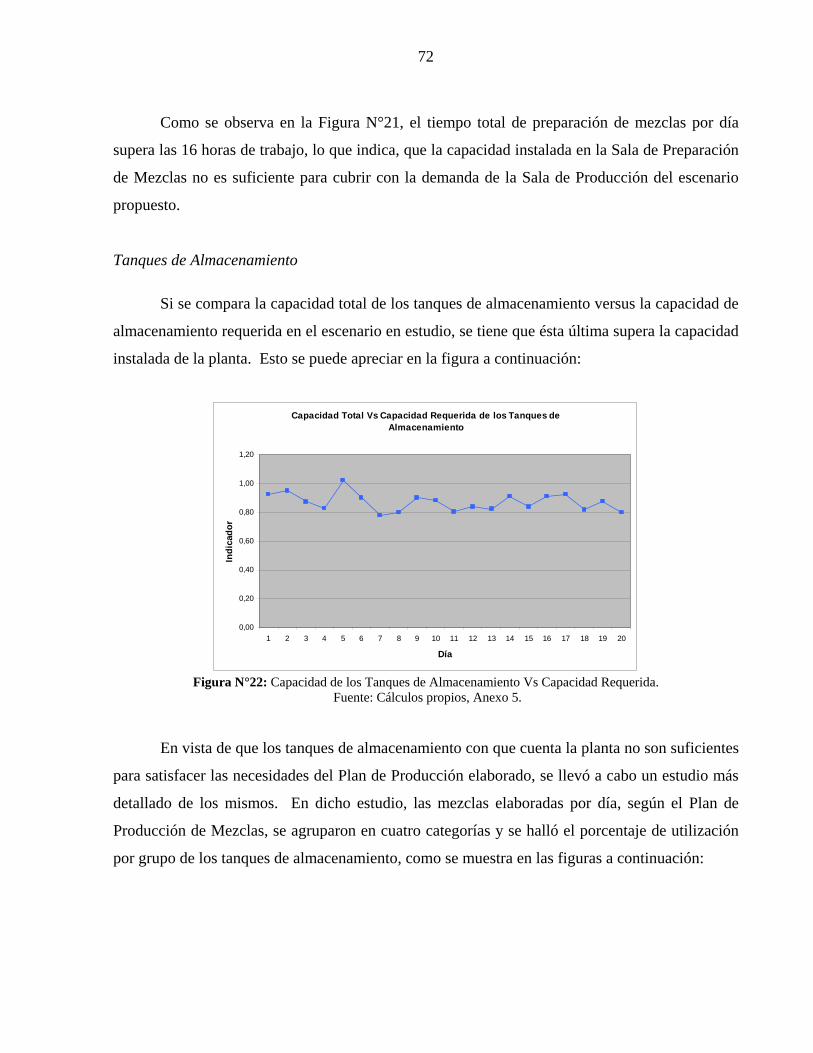
72
Como se observa en la Figura N°21, el tiempo total de preparación de mezclas por día
supera las 16 horas de trabajo, lo que indica, que la capacidad instalada en la Sala de Preparación
de Mezclas no es suficiente para cubrir con la demanda de la Sala de Producción del escenario
propuesto.
Tanques de Almacenamiento
Si se compara la capacidad total de los tanques de almacenamiento versus la capacidad de
almacenamiento requerida en el escenario en estudio, se tiene que ésta última supera la capacidad
instalada de la planta. Esto se puede apreciar en la figura a continuación:
Capacidad Total Vs Capacidad Requerida de los Tanques de
Almacenamiento
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Día
Indi
cado
r
Figura N°22: Capacidad de los Tanques de Almacenamiento Vs Capacidad Requerida.
Fuente: Cálculos propios, Anexo 5.
En vista de que los tanques de almacenamiento con que cuenta la planta no son suficientes
para satisfacer las necesidades del Plan de Producción elaborado, se llevó a cabo un estudio más
detallado de los mismos. En dicho estudio, las mezclas elaboradas por día, según el Plan de
Producción de Mezclas, se agruparon en cuatro categorías y se halló el porcentaje de utilización
por grupo de los tanques de almacenamiento, como se muestra en las figuras a continuación:
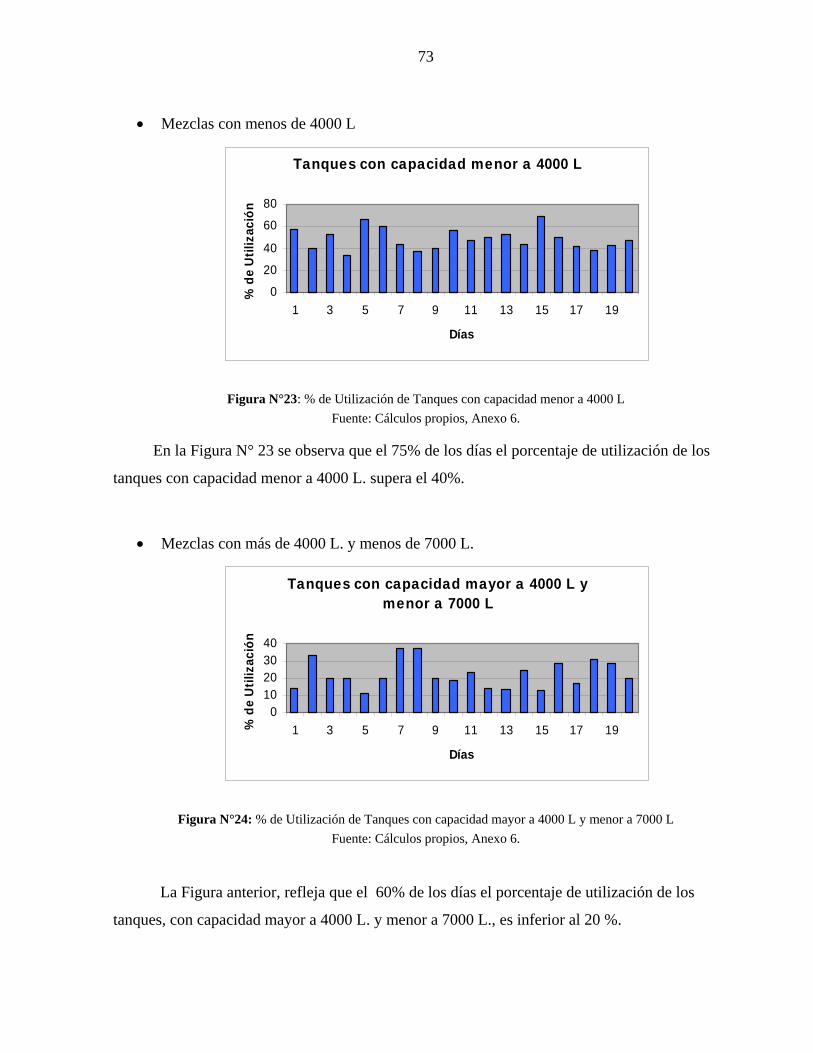
73
• Mezclas con menos de 4000 L
Tanques con capacidad menor a 4000 L
0
20
40
60
80
1 3 5 7 9 11 13 15 17 19
Días
% d
e U
tiliz
ació
n
Figura N°23: % de Utilización de Tanques con capacidad menor a 4000 L Fuente: Cálculos propios, Anexo 6.
En la Figura N° 23 se observa que el 75% de los días el porcentaje de utilización de los
tanques con capacidad menor a 4000 L. supera el 40%.
• Mezclas con más de 4000 L. y menos de 7000 L.
Tanques con capacidad mayor a 4000 L y menor a 7000 L
010203040
1 3 5 7 9 11 13 15 17 19
Días
% d
e U
tiliz
ació
n
Figura N°24: % de Utilización de Tanques con capacidad mayor a 4000 L y menor a 7000 L Fuente: Cálculos propios, Anexo 6.
La Figura anterior, refleja que el 60% de los días el porcentaje de utilización de los
tanques, con capacidad mayor a 4000 L. y menor a 7000 L., es inferior al 20 %.
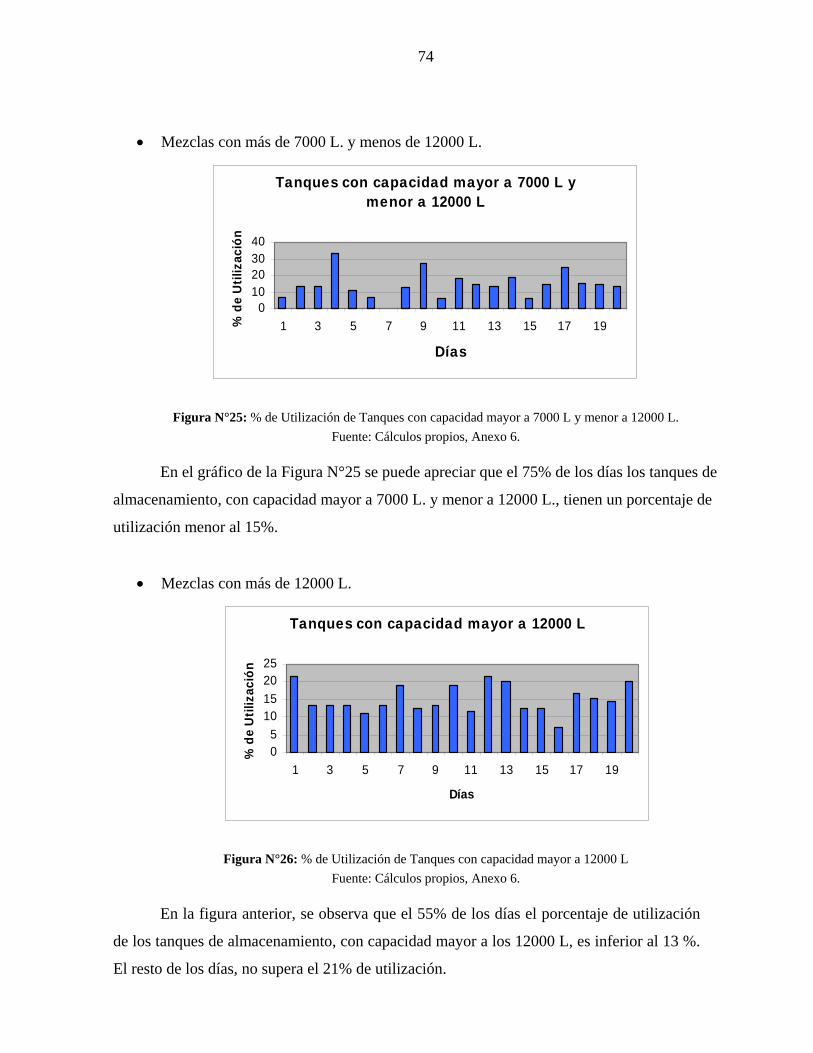
74
• Mezclas con más de 7000 L. y menos de 12000 L.
Tanques con capacidad mayor a 7000 L y menor a 12000 L
010203040
1 3 5 7 9 11 13 15 17 19
Días
% d
e U
tiliz
ació
n
Figura N°25: % de Utilización de Tanques con capacidad mayor a 7000 L y menor a 12000 L. Fuente: Cálculos propios, Anexo 6.
En el gráfico de la Figura N°25 se puede apreciar que el 75% de los días los tanques de
almacenamiento, con capacidad mayor a 7000 L. y menor a 12000 L., tienen un porcentaje de
utilización menor al 15%.
• Mezclas con más de 12000 L.
Tanques con capacidad mayor a 12000 L
05
10152025
1 3 5 7 9 11 13 15 17 19
Días
% d
e U
tiliz
ació
n
Figura N°26: % de Utilización de Tanques con capacidad mayor a 12000 L Fuente: Cálculos propios, Anexo 6.
En la figura anterior, se observa que el 55% de los días el porcentaje de utilización
de los tanques de almacenamiento, con capacidad mayor a los 12000 L, es inferior al 13 %.
El resto de los días, no supera el 21% de utilización.
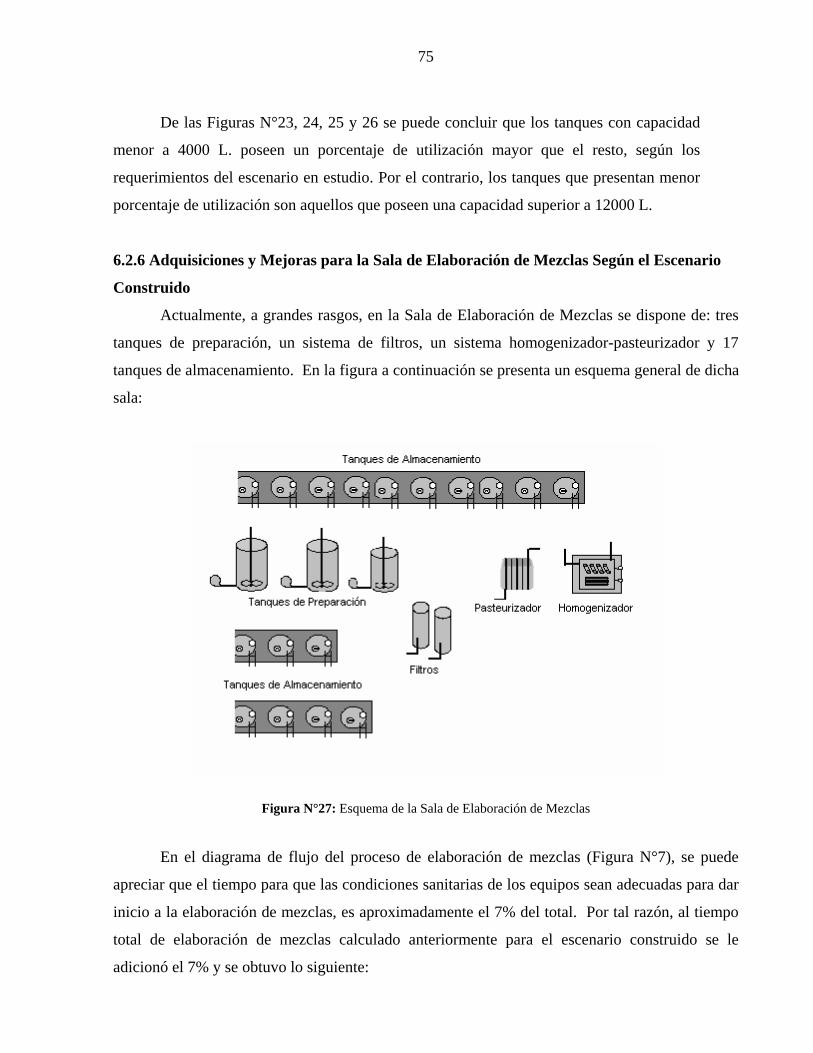
75
De las Figuras N°23, 24, 25 y 26 se puede concluir que los tanques con capacidad
menor a 4000 L. poseen un porcentaje de utilización mayor que el resto, según los
requerimientos del escenario en estudio. Por el contrario, los tanques que presentan menor
porcentaje de utilización son aquellos que poseen una capacidad superior a 12000 L.
6.2.6 Adquisiciones y Mejoras para la Sala de Elaboración de Mezclas Según el Escenario
Construido
Actualmente, a grandes rasgos, en la Sala de Elaboración de Mezclas se dispone de: tres
tanques de preparación, un sistema de filtros, un sistema homogenizador-pasteurizador y 17
tanques de almacenamiento. En la figura a continuación se presenta un esquema general de dicha
sala:
Figura N°27: Esquema de la Sala de Elaboración de Mezclas
En el diagrama de flujo del proceso de elaboración de mezclas (Figura N°7), se puede
apreciar que el tiempo para que las condiciones sanitarias de los equipos sean adecuadas para dar
inicio a la elaboración de mezclas, es aproximadamente el 7% del total. Por tal razón, al tiempo
total de elaboración de mezclas calculado anteriormente para el escenario construido se le
adicionó el 7% y se obtuvo lo siguiente:
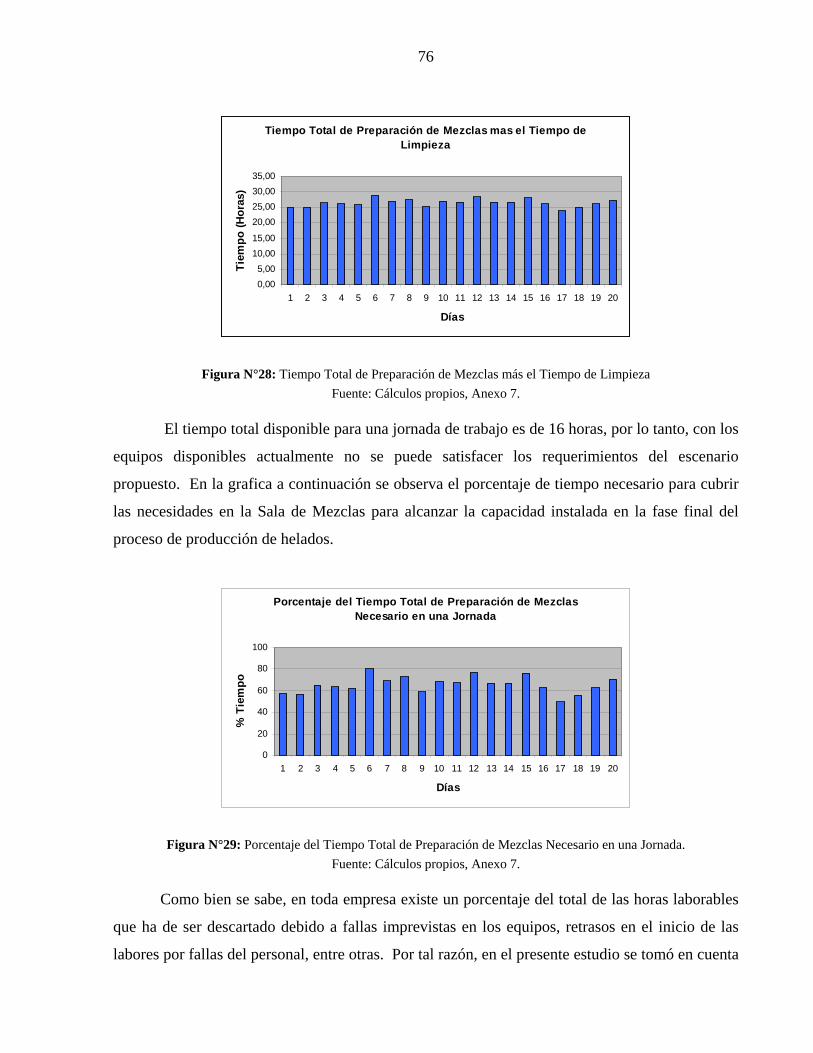
76
Tiempo Total de Preparación de Mezclas mas el Tiempo de Limpieza
0,005,00
10,0015,00
20,0025,0030,0035,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Días
Tiem
po (H
oras
)
Figura N°28: Tiempo Total de Preparación de Mezclas más el Tiempo de Limpieza Fuente: Cálculos propios, Anexo 7.
El tiempo total disponible para una jornada de trabajo es de 16 horas, por lo tanto, con los
equipos disponibles actualmente no se puede satisfacer los requerimientos del escenario
propuesto. En la grafica a continuación se observa el porcentaje de tiempo necesario para cubrir
las necesidades en la Sala de Mezclas para alcanzar la capacidad instalada en la fase final del
proceso de producción de helados.
Porcentaje del Tiempo Total de Preparación de Mezclas Necesario en una Jornada
0
20
40
60
80
100
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Días
% T
iem
po
Figura N°29: Porcentaje del Tiempo Total de Preparación de Mezclas Necesario en una Jornada. Fuente: Cálculos propios, Anexo 7.
Como bien se sabe, en toda empresa existe un porcentaje del total de las horas laborables
que ha de ser descartado debido a fallas imprevistas en los equipos, retrasos en el inicio de las
labores por fallas del personal, entre otras. Por tal razón, en el presente estudio se tomó en cuenta
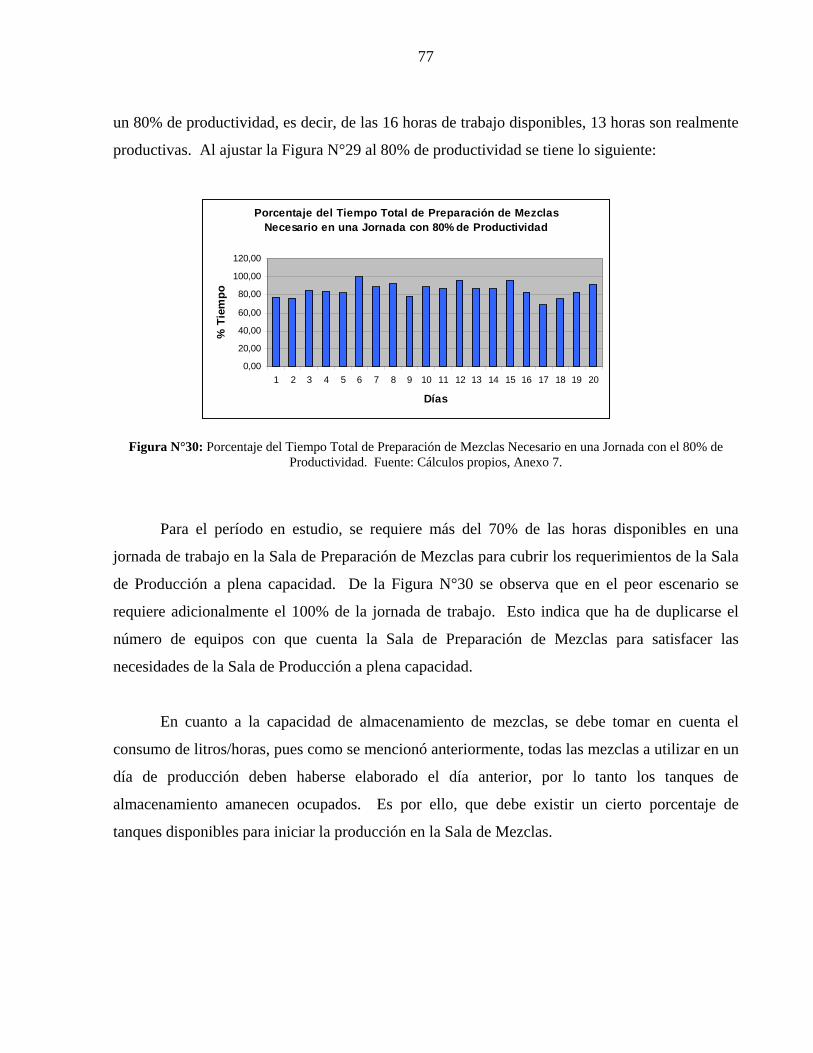
77
un 80% de productividad, es decir, de las 16 horas de trabajo disponibles, 13 horas son realmente
productivas. Al ajustar la Figura N°29 al 80% de productividad se tiene lo siguiente:
Porcentaje del Tiempo Total de Preparación de Mezclas Necesario en una Jornada con 80% de Productividad
0,00
20,00
40,00
60,00
80,00
100,00
120,00
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Días
% T
iem
po
Figura N°30: Porcentaje del Tiempo Total de Preparación de Mezclas Necesario en una Jornada con el 80% de Productividad. Fuente: Cálculos propios, Anexo 7.
Para el período en estudio, se requiere más del 70% de las horas disponibles en una
jornada de trabajo en la Sala de Preparación de Mezclas para cubrir los requerimientos de la Sala
de Producción a plena capacidad. De la Figura N°30 se observa que en el peor escenario se
requiere adicionalmente el 100% de la jornada de trabajo. Esto indica que ha de duplicarse el
número de equipos con que cuenta la Sala de Preparación de Mezclas para satisfacer las
necesidades de la Sala de Producción a plena capacidad.
En cuanto a la capacidad de almacenamiento de mezclas, se debe tomar en cuenta el
consumo de litros/horas, pues como se mencionó anteriormente, todas las mezclas a utilizar en un
día de producción deben haberse elaborado el día anterior, por lo tanto los tanques de
almacenamiento amanecen ocupados. Es por ello, que debe existir un cierto porcentaje de
tanques disponibles para iniciar la producción en la Sala de Mezclas.
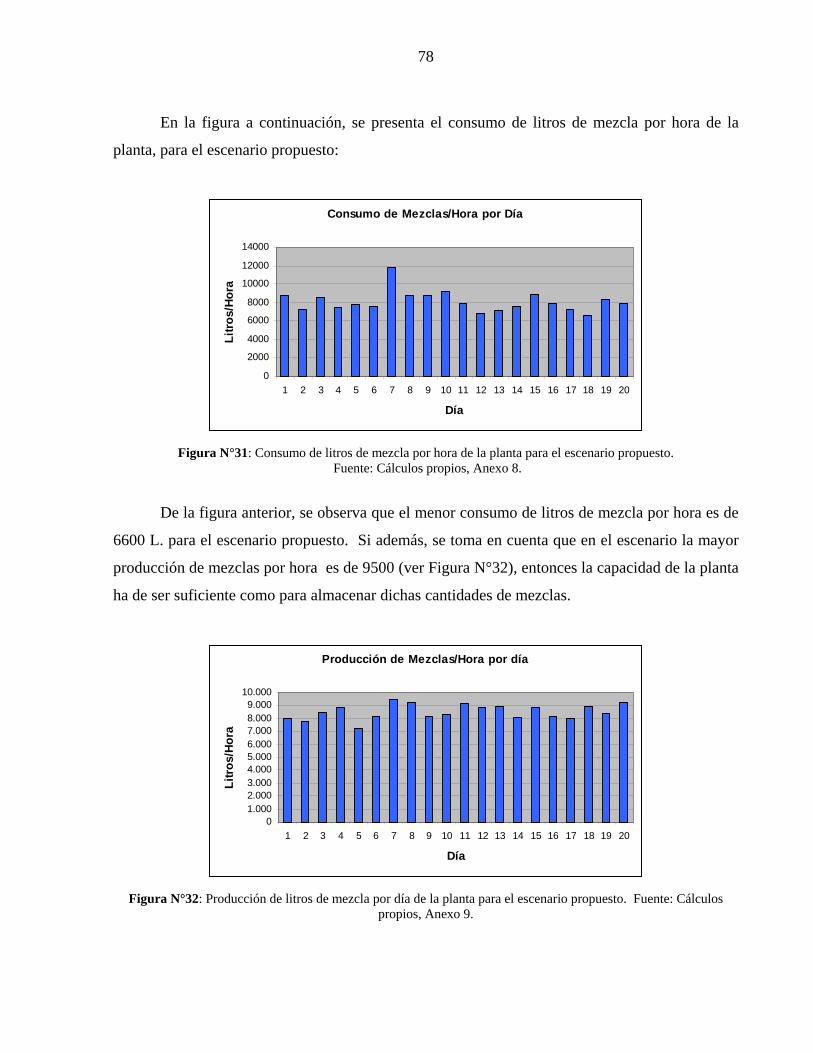
78
En la figura a continuación, se presenta el consumo de litros de mezcla por hora de la
planta, para el escenario propuesto:
Consumo de Mezclas/Hora por Día
0
2000
4000
6000
8000
10000
12000
14000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Día
Litro
s/Ho
ra
Figura N°31: Consumo de litros de mezcla por hora de la planta para el escenario propuesto.
Fuente: Cálculos propios, Anexo 8.
De la figura anterior, se observa que el menor consumo de litros de mezcla por hora es de
6600 L. para el escenario propuesto. Si además, se toma en cuenta que en el escenario la mayor
producción de mezclas por hora es de 9500 (ver Figura N°32), entonces la capacidad de la planta
ha de ser suficiente como para almacenar dichas cantidades de mezclas.
Producción de Mezclas/Hora por día
01.0002.0003.0004.0005.0006.0007.0008.0009.000
10.000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Día
Litro
s/Ho
ra
Figura N°32: Producción de litros de mezcla por día de la planta para el escenario propuesto. Fuente: Cálculos
propios, Anexo 9.
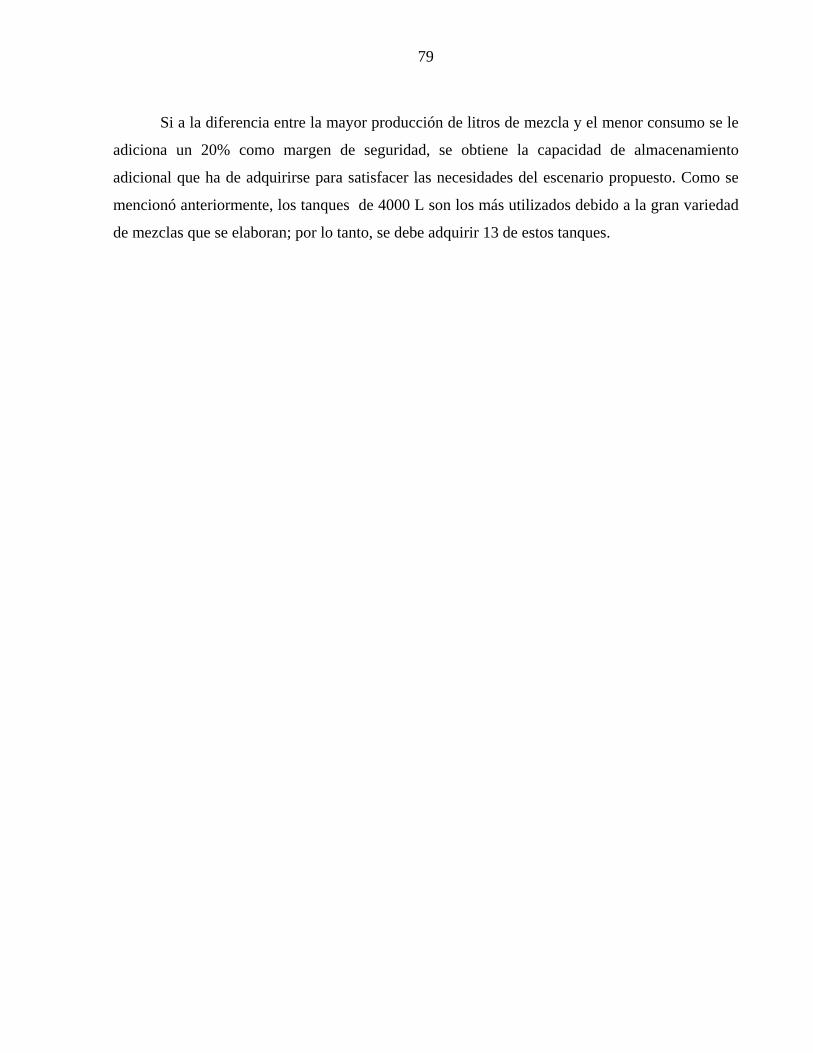
79
Si a la diferencia entre la mayor producción de litros de mezcla y el menor consumo se le
adiciona un 20% como margen de seguridad, se obtiene la capacidad de almacenamiento
adicional que ha de adquirirse para satisfacer las necesidades del escenario propuesto. Como se
mencionó anteriormente, los tanques de 4000 L son los más utilizados debido a la gran variedad
de mezclas que se elaboran; por lo tanto, se debe adquirir 13 de estos tanques.
80
CAPÍTULO VII: CONCLUSIONES
Una vez llevado a cabo el estudio en la Sala de elaboración de Mezclas, a fines de
satisfacer los requerimientos para alcanzar la capacidad instalada en la fase final del proceso de
producción de helados, se tiene:
• En el peor día del escenario estudiado se requiere del 100% del tiempo de una jornada de
trabajo para la preparación de las mezclas. Por lo tanto, se ha de adquirir: tres tanques de
preparación, un sistema de filtros y un sistema homogenizador-pasteurizador; ya que éstos
son los equipos con que se cuenta actualmente en la Sala de Elaboración de Mezclas
• Para poder almacenar la gran variedad de mezclas, se debe adquirir 13 tanques de
almacenamiento de 4000 L cada uno. Los tanques de almacenamiento deberían tener
dicha capacidad debido a que en el estudio se determinó que más del 45% de las mezclas
que se elaboran son menores a 4000 L.
PRODUCTOS EFE tiene la motivación de acentuar su solidez y prestigio. Sus metas son
consolidarse en su posición y extender sus actividades en la Comunidad Andina de Naciones.
Este liderazgo nacional e internacional en el negocio, conlleva a enfocar sus esfuerzos hacia el
crecimiento y desarrollo del mercado, lo que trae como consecuencia una mayor producción y
por ende, mayor utilización de sus recursos productivos. En este estudio se elaboró una
proyección a futuro y un cálculo de los requerimientos adicionales para satisfacer las necesidades
de la planta operando al 100%, sobre la base de una mayor utilización de las máquinas existentes.
En el futuro, deberán determinarse las necesidades reales según las metas de ventas a alcanzar.
81
CAPÍTULO VIII: RECOMENDACIONES
Con este proyecto, se determinaron los equipos que deberían adquirirse en caso de poner a
funcionar la Sala de Fabricación de Helados/Producción a plena capacidad. Sin embargo, se
recomienda llevar a cabo un estudio que determine el porcentaje de utilización de la planta acorde
con las metas de ventas que se deseen alcanzar. Para ello, se debe hacer un estudio del mercado
al cual se quiera ingresar. Una vez determinado con el estudio de mercado el porcentaje
adicional de la planta a utilizar, en el plan de expansión se recomienda:
• Evaluar si la estructura actual de la Sala de Elaboración de Mezclas soportaría el peso de
los nuevos equipos. La Sala de Elaboración de Mezclas se encuentra ubicada en un
primer piso, por lo tanto, es imprescindible hacer un análisis de fuerzas que permita
determinar si la actual estructura es capaz de soportar la fuerza ejercida por los equipos a
adquirir.
• Evaluar si el espacio disponible es suficiente como para instalar los nuevos equipos. Se
recomienda estudiar el plano del área con el fin de determinar el layout más adecuado a
las exigencias de producción de mezclas.
• Estudiar las actuales conexiones de los tanques de almacenamiento y cómo éstas se
verían afectadas con la instalación de nuevos equipos. Las conexiones a los tanques de
almacenamiento deben instalarse de tal manera que puedan recibir mezclas tanto del
primero como del segundo sistema homogenizador-pasteurizador. Además, las nuevas
conexiones deben permitir el funcionamiento simultáneo de los dos sistemas
homogenizador-pasteurizador.
• Colocar medidores de volumen en los tanques de almacenamiento, que permitan llevar
mejor el inventario de las mezclas. De esta manera, se facilita la labor del planificador de
producción de mezclas y se obtienen indicadores de producción con menores rangos de
error.
• Determinar el porcentaje de aumento de la fuerza laboral tanto en la Sala de Elaboración
de Mezclas como en la Sala de Producción. Al aumentar la producción, será
imprescindible contratar más personal en cada área.
• Determinar el impacto en los índices de productividad de la empresa con el fin de
mejorar cada día los procesos productivos y obtener mayores beneficios.

82
• Dictar talleres al personal de la planta sobre los nuevos cambios y los beneficios de los
mismos. De esta manera, las personas se verían involucradas en los nuevos proyectos y
no tendrían rechazo a los mismos.
83
CAPÍTULO IX: BIBLIOGRAFÍA
TEXTOS
[Encarta, 2003] Biblioteca de Consulta Microsoft® Encarta®, Microsoft
Corporation, 2003.
[Handbook, 1995] Dairy Processing Handbook. Tetra Pak, 1995, 430.
[Chase, 2001] Chase, R.; Aquilano, N.; and Jacobs, F., Administración de
Producción y Operaciones, Mc Graw Hill, Colombia, Octava
Edición, 2001, 869.
[Glass, 1974] Glass, G.; Stanley, J., Métodos Estadísticos Aplicados a las Ciencias
Sociales, Prentice/Hall Internacional, España, Segunda Edición,
1974, 569.
[Marshall, 1996] Marshall, R., Ice Cream,Chapman & Hall, USA, Fifth Edition, 1996,
200.
[Niebel, 2000] Niebel, B. y Freivalds, A., Ingeniería Industrial. Métodos, Estándares y
Diseño del Trabajo, Alfaomega, México, Décima edición, 2000.
[Pérez, 1999] Pérez M., “Notas para el curso CO3311”, Venezuela, 1999, 115.
SITIOS WEB
[Polar, 2004] http://www.empresas-polar.com. Página principal de Empresas
Polar. Consultado en noviembre de 2004
[Mundo helado, 2004] http://www.mundohelado.com. Consultado en noviembre de 2004. OTROS Cursos [EFE, 1994] EFE, sus Procesos y su Gente, 1994 Informe de Pasantía: [Fortoul, 2003] Fortoul, M., Elaboración de Productos en Proceso y Terminados en una
Planta de Helados y Procedimientos Asociados de Aseguramiento de la Calidad, Venezuela, 2003, 117.
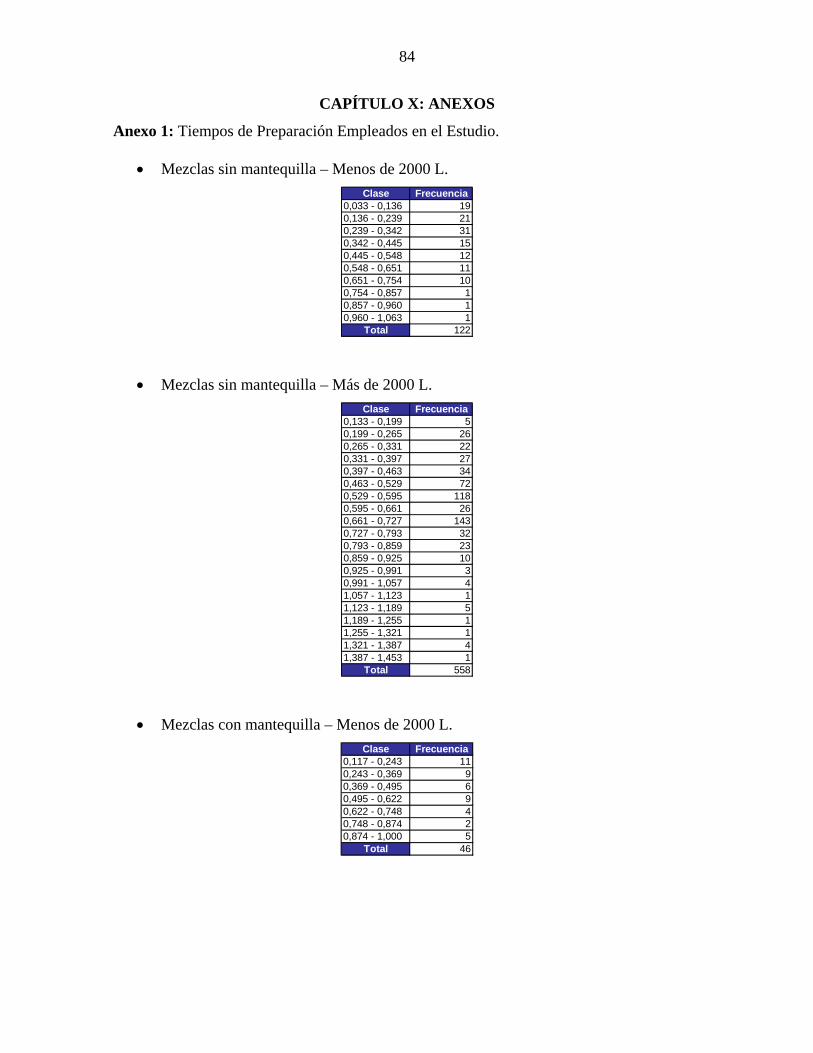
84
CAPÍTULO X: ANEXOS
Anexo 1: Tiempos de Preparación Empleados en el Estudio.
• Mezclas sin mantequilla – Menos de 2000 L. Clase Frecuencia
0,033 - 0,136 190,136 - 0,239 210,239 - 0,342 310,342 - 0,445 150,445 - 0,548 120,548 - 0,651 110,651 - 0,754 100,754 - 0,857 10,857 - 0,960 10,960 - 1,063 1
Total 122
• Mezclas sin mantequilla – Más de 2000 L. Clase Frecuencia
0,133 - 0,199 50,199 - 0,265 260,265 - 0,331 220,331 - 0,397 270,397 - 0,463 340,463 - 0,529 720,529 - 0,595 1180,595 - 0,661 260,661 - 0,727 1430,727 - 0,793 320,793 - 0,859 230,859 - 0,925 100,925 - 0,991 30,991 - 1,057 41,057 - 1,123 11,123 - 1,189 51,189 - 1,255 11,255 - 1,321 11,321 - 1,387 41,387 - 1,453 1
Total 558
• Mezclas con mantequilla – Menos de 2000 L. Clase Frecuencia
0,117 - 0,243 110,243 - 0,369 90,369 - 0,495 60,495 - 0,622 90,622 - 0,748 40,748 - 0,874 20,874 - 1,000 5
Total 46

85
• Mezclas con mantequilla – Más de 2000 L. Clase Frecuencia
0,283 - 0,502 140,502 - 0,720 70,720 - 0,939 90,939 - 1,157 51,157 - 1,375 111,375 - 1,594 301,594 - 1,813 101,813 - 2,031 22,031 - 2,250 1
Total 89
Anexo 2: Cantidad de Tanques de Preparación requeridos por día según el Plan de Producción de Mezclas y el tiempo total necesario para su preparación.
1 6 31 22 0 0 0 13,1423 6 23 17 2 2 4 13,3454 7 18 16 1 7 4 13,75 6 26 21 0 2 1 12,9468 9 25 20 0 4 3 14,9559 6 15 15 5 8 9 16,3
10 6 27 21 0 1 1 12,94611 9 30 24 0 0 0 13,84812 7 30 22 1 0 1 13,07315 7 18 17 2 7 4 14,39916 7 25 19 2 1 3 13,12617 9 29 24 2 0 2 14,9918 4 29 20 1 1 2 13,29219 7 27 22 0 3 2 14,4822 10 17 18 1 7 4 14,91823 6 28 22 0 1 1 13,81124 5 26 19 0 1 1 11,98425 5 25 18 0 1 1 11,63126 6 29 21 2 0 2 13,41929 7 24 19 1 3 3 13,608
Total Tanques (Con Paralelo)
Tiempo Total de TanquesFecha N° de Tanques
Menor a 2000 L
Mezclas sin Mantequilla Mezclas con MantequillaTotal Tanques (Con Paralelo)
N° de Tanques Menor a 2000 L
N° de Tanques Mayor a 2000 L
N° de Tanques Mayor a 2000 L
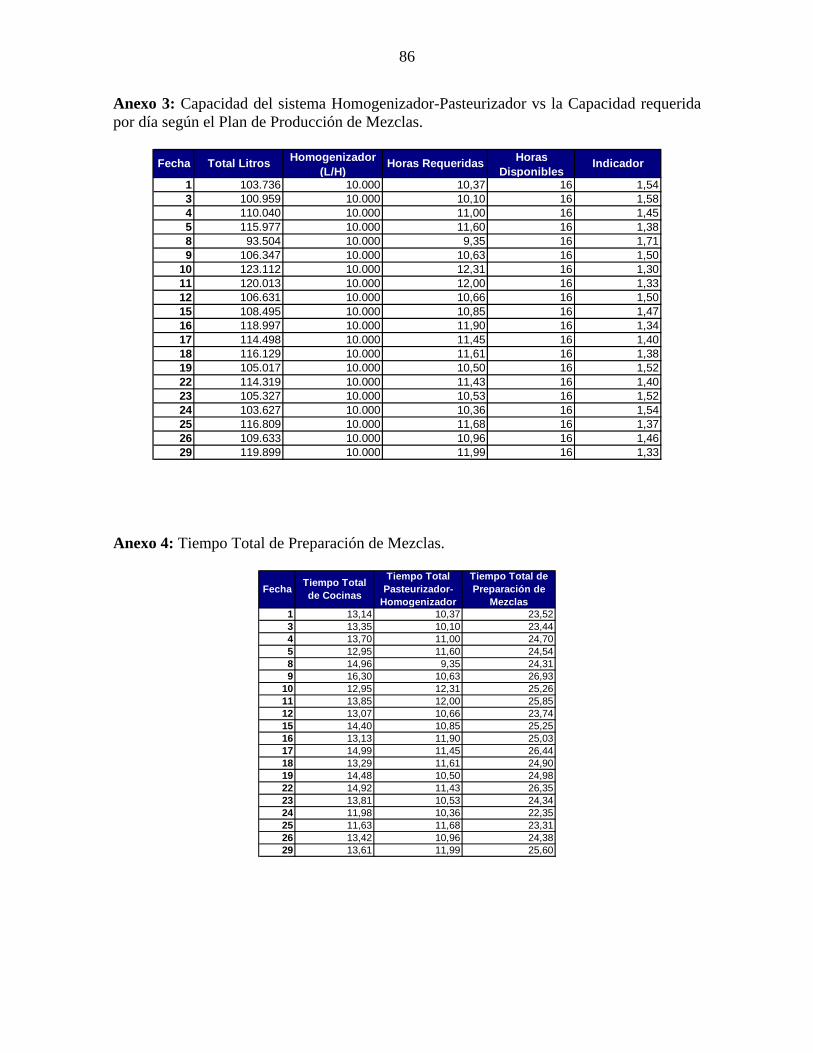
86
Anexo 3: Capacidad del sistema Homogenizador-Pasteurizador vs la Capacidad requerida por día según el Plan de Producción de Mezclas.
1 103.736 10.000 10,37 16 1,543 100.959 10.000 10,10 16 1,584 110.040 10.000 11,00 16 1,455 115.977 10.000 11,60 16 1,388 93.504 10.000 9,35 16 1,719 106.347 10.000 10,63 16 1,50
10 123.112 10.000 12,31 16 1,3011 120.013 10.000 12,00 16 1,3312 106.631 10.000 10,66 16 1,5015 108.495 10.000 10,85 16 1,4716 118.997 10.000 11,90 16 1,3417 114.498 10.000 11,45 16 1,4018 116.129 10.000 11,61 16 1,3819 105.017 10.000 10,50 16 1,5222 114.319 10.000 11,43 16 1,4023 105.327 10.000 10,53 16 1,5224 103.627 10.000 10,36 16 1,5425 116.809 10.000 11,68 16 1,3726 109.633 10.000 10,96 16 1,4629 119.899 10.000 11,99 16 1,33
Horas Disponibles
IndicadorHoras RequeridasFecha Total Litros Homogenizador (L/H)
Anexo 4: Tiempo Total de Preparación de Mezclas.
1 13,14 10,37 23,523 13,35 10,10 23,444 13,70 11,00 24,705 12,95 11,60 24,548 14,96 9,35 24,319 16,30 10,63 26,93
10 12,95 12,31 25,2611 13,85 12,00 25,8512 13,07 10,66 23,7415 14,40 10,85 25,2516 13,13 11,90 25,0317 14,99 11,45 26,4418 13,29 11,61 24,9019 14,48 10,50 24,9822 14,92 11,43 26,3523 13,81 10,53 24,3424 11,98 10,36 22,3525 11,63 11,68 23,3126 13,42 10,96 24,3829 13,61 11,99 25,60
Tiempo Total de Preparación de
MezclasFecha Tiempo Total
de Cocinas
Tiempo Total Pasteurizador-
Homogenizador

87
Anexo 5: Capacidad Total de los Tanques de Almacenamiento Vs Capacidad de Almacenamiento requerida según el Plan de Producción de Mezclas.
Fecha Total Litros Capacidad Indicador1 103.736 96.000 0,933 100.959 96.000 0,954 110.040 96.000 0,875 115.977 96.000 0,838 93.504 96.000 1,039 106.347 96.000 0,90
10 123.112 96.000 0,7811 120.013 96.000 0,8012 106.631 96.000 0,9015 108.495 96.000 0,8816 118.997 96.000 0,8117 114.498 96.000 0,8418 116.129 96.000 0,8319 105.017 96.000 0,9122 114.319 96.000 0,8423 105.327 96.000 0,9124 103.627 96.000 0,9325 116.809 96.000 0,8226 109.633 96.000 0,8829 119.899 96.000 0,80
Anexo 6: Porcentaje de Utilización de los Tanques de Almacenamiento por Categoría.
• Mezclas con menos de 4000 L
• Mezclas con más de 4000 L. y menos de 7000 L.
• Mezclas con más de 7000 L. y menos de 12000 L.
• Mezclas con más de 12000 L.
1 8 2 1 3 14 57 14 7 213 6 5 2 2 15 40 33 13 134 8 3 2 2 15 53 20 13 135 5 3 5 2 15 33 20 33 138 12 2 2 2 18 67 11 11 119 9 3 1 2 15 60 20 7 13
10 7 6 0 3 16 44 38 0 1911 6 6 2 2 16 38 38 13 1312 6 3 4 2 15 40 20 27 1315 9 3 1 3 16 56 19 6 1916 8 4 3 2 17 47 24 18 1217 7 2 2 3 14 50 14 14 2118 8 2 2 3 15 53 13 13 2019 7 4 3 2 16 44 25 19 1322 11 2 1 2 16 69 13 6 1323 7 4 2 1 14 50 29 14 724 5 2 3 2 12 42 17 25 1725 5 4 2 2 13 38 31 15 1526 6 4 2 2 14 43 29 14 1429 7 3 2 3 15 47 20 13 20
Fecha Menos de 4000 Mas de 4000 y menos de 7000
Mas de 12000 % Mas de 12000
Total CremasMas de 7000 y menos de 12000
% Menos de 4000
%Mas de 4000 y menos de 7000
% Mas de 7000 y menos de 12000
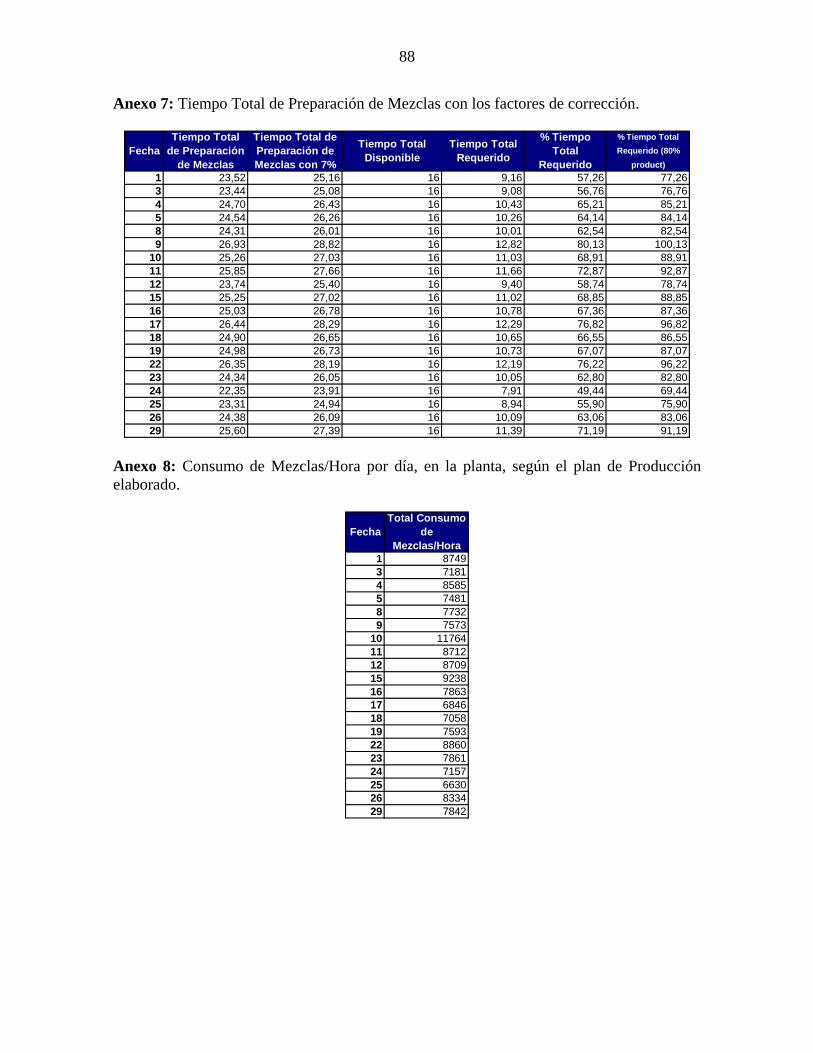
88
Anexo 7: Tiempo Total de Preparación de Mezclas con los factores de corrección.
1 23,52 25,16 16 9,16 57,26 77,263 23,44 25,08 16 9,08 56,76 76,764 24,70 26,43 16 10,43 65,21 85,215 24,54 26,26 16 10,26 64,14 84,148 24,31 26,01 16 10,01 62,54 82,549 26,93 28,82 16 12,82 80,13 100,13
10 25,26 27,03 16 11,03 68,91 88,9111 25,85 27,66 16 11,66 72,87 92,8712 23,74 25,40 16 9,40 58,74 78,7415 25,25 27,02 16 11,02 68,85 88,8516 25,03 26,78 16 10,78 67,36 87,3617 26,44 28,29 16 12,29 76,82 96,8218 24,90 26,65 16 10,65 66,55 86,5519 24,98 26,73 16 10,73 67,07 87,0722 26,35 28,19 16 12,19 76,22 96,2223 24,34 26,05 16 10,05 62,80 82,8024 22,35 23,91 16 7,91 49,44 69,4425 23,31 24,94 16 8,94 55,90 75,9026 24,38 26,09 16 10,09 63,06 83,0629 25,60 27,39 16 11,39 71,19 91,19
FechaTiempo Total
de Preparación de Mezclas
Tiempo Total de Preparación de Mezclas con 7%
Tiempo Total Disponible
Tiempo Total Requerido
% Tiempo Total
Requerido
% Tiempo Total Requerido (80%
product)
Anexo 8: Consumo de Mezclas/Hora por día, en la planta, según el plan de Producción elaborado.
1 87493 71814 85855 74818 77329 7573
10 1176411 871212 870915 923816 786317 684618 705819 759322 886023 786124 715725 663026 833429 7842
FechaTotal Consumo
de Mezclas/Hora

89
Anexo 9: Producción de Mezclas/Hora por día, en la planta, según el plan de Producción elaborado.
1 7.9803 7.7664 8.4655 8.9218 7.1939 8.181
10 9.47011 9.23212 8.20215 8.34616 9.15417 8.80818 8.93319 8.07822 8.79423 8.10224 7.97125 8.98526 8.43329 9.223
FechaTotal
Producción de Mezclas/Hora
Anexo 10: Tanques de Maduración necesarios para almacenar la producción de Mezclas.
1 103.736 96.000 7.736 23 100.959 96.000 4.959 14 110.040 96.000 14.040 45 115.977 96.000 19.977 58 93.504 96.000 -2.496 -19 106.347 96.000 10.347 3
10 123.112 96.000 27.112 711 120.013 96.000 24.013 612 106.631 96.000 10.631 315 108.495 96.000 12.495 316 118.997 96.000 22.997 617 114.498 96.000 18.498 518 116.129 96.000 20.129 519 105.017 96.000 9.017 222 114.319 96.000 18.319 523 105.327 96.000 9.327 224 103.627 96.000 7.627 225 116.809 96.000 20.809 526 109.633 96.000 13.633 329 119.899 96.000 23.899 6
Fecha N° Tanques 4000L
RequerimientoCapacidadTotal Litros a Almacenar

![[500DISTRO] Catalyzing with Content: What B2Cs Should Be Doing in the First 6 Months](https://static.fdocuments.in/doc/165x107/53f8b3838d7f7253318b47f9/500distro-catalyzing-with-content-what-b2cs-should-be-doing-in-the-first-6-months.jpg)






![[500DISTRO] The Scientific Method: How to Design & Track Viral Growth Experiments](https://static.fdocuments.in/doc/165x107/53f8b2b58d7f7253318b47f2/500distro-the-scientific-method-how-to-design-track-viral-growth-experiments.jpg)
![[#500Distro] Heating Up the Open Rate: New School Rules for Email Marketing](https://static.fdocuments.in/doc/165x107/53f8b3788d7f72b82e8b4795/500distro-heating-up-the-open-rate-new-school-rules-for-email-marketing.jpg)





![[500DISTRO] Mind Over Matter: Tactics for Testing Assumptions & Increasing Conversion](https://static.fdocuments.in/doc/165x107/53f8b3c98d7f729c2e8b47d3/500distro-mind-over-matter-tactics-for-testing-assumptions-increasing-conversion.jpg)


